
温度補償型シール装置

【課題】
可動部材の外周部に、リップ部を有する合成樹脂製のシール材を設け、該リップ部を固定部材の内周面に摺接してシールするシール装置において、使用中に温度上昇しても良好なシール性能を維持しつつ、摺動摩擦抵抗の増大を抑制することが可能な温度補償型シール装置を提供する。
【解決手段】
ピストン1の外周に形成した環状溝4に、リング状の平パッキン3の内周部で形成される固定部5を嵌合保持し、平パッキンの外周部で形成されるリップ部6がシリンダ2の内周面7に摺接してシールするシール装置において、平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな環状溝の底面の内径との差を1倍より大きく2倍以下となるように設定した。
可動部材の外周部に、リップ部を有する合成樹脂製のシール材を設け、該リップ部を固定部材の内周面に摺接してシールするシール装置において、使用中に温度上昇しても良好なシール性能を維持しつつ、摺動摩擦抵抗の増大を抑制することが可能な温度補償型シール装置を提供する。
【解決手段】
ピストン1の外周に形成した環状溝4に、リング状の平パッキン3の内周部で形成される固定部5を嵌合保持し、平パッキンの外周部で形成されるリップ部6がシリンダ2の内周面7に摺接してシールするシール装置において、平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな環状溝の底面の内径との差を1倍より大きく2倍以下となるように設定した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、温度補償型シール装置に係わり、更に詳しくは使用中の温度上昇によるシール材の熱膨張の影響を低減した温度補償型シール装置に関するものである。
【背景技術】
【0002】
従来から、往復動圧縮機を構成するシリンダとピストンとの間のシールには、ピストンリングを始めとしてリップリングやカップパッキンと称するリング状シール材が用いられている。また、回転式圧縮機やブロアーの機器本体と回転軸との間のシールにもリング状シール材が用いられている。上記回転機の封止流体は、ガス、油、水溶液、ダストなど様々である。一般的に、機器の作動時には、リング状シール材の摺動部は摩擦によって温度が上昇する。
【0003】
特許文献1には、シリンダと、該シリンダ内を揺動しつつ往復動し、該シリンダ内に圧縮室を画成するピストンと、該ピストンと前記シリンダとの間をシールする環状のリップリングとからなる往復動圧縮機において、前記リップリングは、内周側に位置し前記ピストンに固定される固定部と、該固定部から前記ピストンの径方向外側へと突出し前記圧縮室に向けて屈曲した外周側のリップ部とからなり、該リップ部はその外径を前記シリンダの内径よりも予め小さく形成し、圧縮運転時には前記圧縮室からの圧力により前記シリンダの内周面に向けて撓み変形する構成とし、起動時におけるシリンダの内周面とリップ部との間の摺動抵抗を小さくでき、往復動圧縮機の起動時の負荷を低減することができる往復動圧縮機が記載されている。更に、前記リップリングのリップ部は、圧縮運転による熱膨張時の最大外径が前記シリンダの最大内径に対して±0.2%の範囲内となるように外径寸法を設定している。ここで、前記リップリングはポリテトラフルオロエチレン(PTFE)を含んだ複合材料により形成し、前記シリンダはアルミニウム合金により形成している。
【0004】
特許文献1に記載のものは、リップリングのリップ部が圧縮運転時において熱膨張することを考慮して常温下での寸法が設定されているが、リップリングの平環状の固定部とピストンの取付部との寸法関係については言及されてない。
【0005】
一方、特許文献2には、往復動式コンプレッサのピストンシール構造として、円周方向の熱膨張を逃がすため合口のあるピストンシールをピストンの環状溝に嵌めた構造が開示されている。熱膨張の問題の解決を優先させ、ピストンシールにカット部を設けたので、漏れは避けられないが、それらを軸方向にタンデムに配置することにより全体の漏れを低減しているのである。しかし、軸方向の寸法が大きくなる欠点を有している。
【0006】
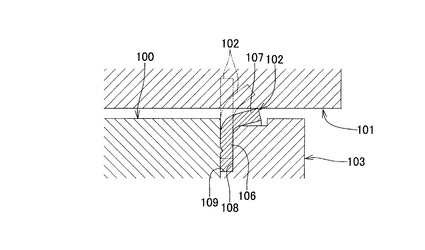
図7には、従来のカップパッキンとピストンへの取付構造を示している。ピストン100の外径はシリンダ101の内径よりも小さく設定し、ピストン100の先端部にカップパッキン102を、固定部材103をボルト104で軸方向に締付けることによって取付けている。前記カップパッキン102は、PTFE製で中心部に円孔105を形成した平環状の固定部106を有し、外周部にシリンダ101の内周面に摺接するリップ部107を有している。このリップ部107は、成形あるいは切削によって予め断面J字状に形成しておくこともあるが、前記固定部106と同一平面の平板状に形成する。そして、前記固定部材103の端面に中央部を除いて環状の段部108を形成し、図7(b)に示すように、組付前(常温時)において中央部の円柱部109の外径と前記カップパッキン102の円孔105の内径を略一致させている。そして、図7(a)に示すように、カップパッキン102の円孔105を固定部材103の円柱部109に嵌合した状態で該固定部材103をボルト104でピストン100の端部に締付け、該ピストン100の端面と固定部材103の段部108とでカップパッキン102の固定部106を挟持して組み立てる。この場合、前記ピストン100の端面あるいは固定部材103の段部108に環状の突条110を形成しておくことにより、強固にカップパッキン102の固定部106を固定することができる。
【0007】
しかし、使用時にはカップパッキン102のリップ部107がシリンダ101の内周面との摩擦あるいは封止流体との接触によって温度が上昇し、図8に示すように、カップパッキン102の固定部106を強く挟持していても熱膨張によって固定部106の半径方向外側へ変位する。つまり、カップパッキン102の円孔105の内径が大きくなり、固定部材103の円柱部109から離れ、その結果、リップ部107はシリンダ101の内周面に強く押し付けられ、接触面圧が増大して摺動摩擦抵抗が増加する。また、リップ部107とシリンダ101の内周面との接触面積も増加し、更に温度が上昇して熱膨張量も増える。それにより、駆動モータの負荷が増大するので、それを見越して定格トルクが大きな駆動モータを使用しなければならない。これは、圧縮機やブロアーのコスト低減と小型化にとって好ましくない。また、熱膨張によってリップ部107が波打ち、シール性が損なわれ封止流体が漏れるといった事態も発生する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−148178号公報
【特許文献2】特開2003−3960号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、軸方向に往復運動し、あるいは軸芯を中心に回転運動する可動部材の外周部に、リップ部を有する合成樹脂製のシール材を設け、該リップ部を固定部材の内周面に摺接してシールするシール装置において、使用中に温度上昇しても良好なシール性能を維持しつつ、摺動摩擦抵抗の増大を抑制することが可能な温度補償型シール装置を提供する点にある。
【課題を解決するための手段】
【0010】
本発明は、前述の課題解決のために、ピストン又は回転軸の外周に形成した環状溝に、リング状の平パッキンの内周部で形成される固定部を嵌合保持し、平パッキンの外周部で形成されるリップ部がシリンダ又は本体機器の内周面に摺接してシールするシール装置において、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことを特徴とする温度補償型シール装置を構成した(請求項1)。
【0011】
ここで、前記平パッキンの厚さは0.3〜5mmとし、前記環状溝と平パッキンの固定部の嵌まり込み深さは該平パッキンの厚さの2倍以上とすることが好ましい(請求項2)。
【0012】
更に、前記ピストン又は回転軸は線膨張率が10×10-5/K以下の金属又は合成樹脂材料で作製され、前記平パッキンはフッ素系合成樹脂にフィラーを添加したものであることが好ましい(請求項3)。
【0013】
また、前記平パッキンは、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものである(請求項4)。
【0014】
そして、前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものである(請求項5)。あるいは、前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の先端部に、中央部に円柱部とその外周に段部を形成した固定部材を同軸状にボルト固定し、該円柱部と段部及びピストン又は回転軸の先端面とで形成したものである(請求項6)。
【発明の効果】
【0015】
以上にしてなる本発明の温度補償型シール装置によれば、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことにより、使用時に平パッキンのリップ部がシリンダ又は本体機器の内周面との摩擦あるいは封止流体との接触によって温度が上昇しても、平パッキンを環状溝へ装着する時の拡張によって生じた残留応力が、温度上昇による平パッキンの内径増加を相殺するので、平パッキンの固定部の内周縁が環状溝の底面から離れることなく、常に平パッキンの固定部の内周縁が環状溝の底面を強く緊迫した状態を維持し、更にシリンダ又は本体機器の内周面に接触するリップ部の接触幅も略一定に保たれるので、接触面圧が安定し、良好なシール性能を維持することができるとともに、摺動摩擦抵抗の変化を少なくすることができる。つまり、温度上昇しても平パッキンの直径全体が大きくなることを防止することで、膨張は平パッキンの片肉寸法部分(平パッキンの(外径−内径)÷2部分)のみとなり、シリンダ又は本体機器の内周面への接触幅の増大を低減し、ひいては摺動抵抗の増加を軽減できるのである。
また、使用時に温度が上昇すれば、リップ部が軟化してシリンダ又は本体機器の内周面への接触面圧が低下する傾向にあるが、平パッキンを弾性記憶特性を有する合成樹脂材料で作製しているので、リップ部は常温時の平板状に戻ろうとする性質があり、そのリップ部の復元力によって接触面圧の低下を補うことができ、シール性能を維持できるのである。
【図面の簡単な説明】
【0016】
【図1】本発明に係る温度補償型シール装置の平パッキンとピストンの寸法関係を示す簡略説明図である。
【図2】本発明に係る温度補償型シール装置の簡略断面図である。
【図3】ピストンの環状溝に平パッキンを嵌着する手順を示す作業工程図である。
【図4】性能評価試験のための実験装置の説明図である。
【図5】本発明に係る温度補償型シール装置の代表的実施形態を示し、(a)はピストンの先端部に平パッキンとウェアーリングを装着した構造の断面図、(b)は(a)の変形例を示す断面図、(c)はピストンの中間部に平パッキンを装着した構造の断面図である。
【図6】本発明に係る温度補償型シール装置の他の実施形態を示し、ピストン棒の先端に固定したピストンに平パッキンを装着した構造の断面図である。
【図7】従来例を示し、(a)は使用状態のピストンとシリンダとカップパッキンの関係を示す断面図、(b)はピストンの分解断面図である。
【図8】従来例を示し、使用中の温度上昇によりカップパッキンが熱膨張した場合の不具合を説明するための断面図である。
【発明を実施するための形態】
【0017】
次に、添付図面に示した実施形態に基づき、本発明を更に詳細に説明する。図1〜図6は本発明の温度補償型シール装置の実施形態を示し、図中符号1はピストン、2はシリンダ、3は平パッキンをそれぞれ示している。本実施形態では、往復動圧縮機を構成するシリンダとピストンとの間のシール構造について説明するが、回転式圧縮機やブロアーを構成する軸受と回転軸との間のシール構造にも適用することができる。
【0018】
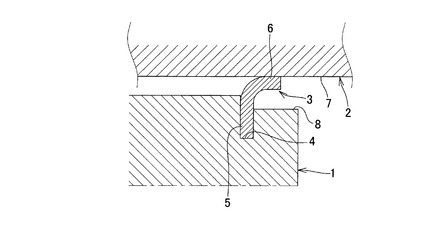
本発明に係る温度補償型シール装置は、図1及び図2に示すように、ピストン1の外周に形成した環状溝4に、リング状の平パッキン3の内周部で形成される固定部5を嵌合保持し、平パッキン3の外周部で形成されるリップ部6がシリンダ2の内周面7に摺接してシールするシール装置において、前記平パッキン3を弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキン3の内径φAと使用温度における熱膨張した平パッキン3の内径φBの差に対して、使用温度における平パッキン3の内径φBとそれよりも大きな前記環状溝4の底面の外径φCとの差を1倍より大きく2倍以下となるように設定した。ここで、図1の左側の平パッキン3は常温時の状態を示し、右側の平パッキン30は使用温度において熱膨張した状態を示している。
【0019】
つまり、φAとφBとφCには以下の関係が成り立つように寸法設定する。
φC−φB=(φB−φA)×X
1<X≦2
【0020】
ここで、前記平パッキン3の厚さ(t)は0.3〜5mmとし、前記環状溝4と平パッキン3の固定部5の嵌まり込み深さは、抜け防止のため該平パッキン3の厚さの2倍以上とするのが望ましい。ここで、図2に示すように、ピストン1の環状溝4よりも先端側の外周部を縮径して、前記リップ部6を受け入れる縮径外周面8を形成している。この場合の前記環状溝4の深さは、前記縮径外周面8からの深さになる。また、平パッキン3の幅寸法(W)は、常温時の平パッキン3の内径寸法φAを基準に、ピストン1の環状溝4の深さと、ピストン1とシリンダ2の隙間を加え、更に平パッキン3のリップ部6のシリンダ2との接触角並びにリップ部6とシリンダ2の接触幅を加味して設定する。ピストン1の環状溝4は、切削によって外周面から切り込みあるいは射出成形、鋳型などの一体成形により形成し、その幅は、平パッキン3の厚さtより0.05〜0.2mm大きくする。
【0021】
本発明では、ピストン1への装着時に平パッキン3を拡径するので、平パッキン3の外径は、シリンダ2の内径と同程度に設定する。従来のように平パッキン3の内径が環状溝4の底面の直径に略一致している場合には、平パッキン3の外径は、シリンダ2の内径よりも大きく設定する必要があるが、本発明では平パッキン3の外径がシリンダ2の内径よりも若干小さくても、平パッキン3の内周部の固定部5を拡径しながら環状溝4に嵌め込むので、外周部のリップ部6がシリンダ2の内周面7に接触するようになる。平パッキン3の外径をシリンダ2の内径に対してどの程度にするかは、シール部分の直径の大きさと、拡径度合いによって決まるので、一概には規定できない。一般的に、大口径では、平パッキン3の外径はシリンダ2の内径よりも相当に小さい寸法設定となり、小口径では、平パッキン3の外径はシリンダ2の内径と略同程度の寸法設定となる。
【0022】
前記ピストン1の材料としては、平パッキン3の線膨張率よりも十分に小さな線膨張率を有することが望ましく、線膨張率が10×10-5/Kの金属又は合成樹脂材料で作製され、具体的には、金属材料としては、鉄、鉄系合金、アルミニウム合金、銅合金であり、合成樹脂材料としては、ポリフェニレンサルファイド樹脂(PPS)、ポリエーテルエーテルケトン樹脂(PEEK)、ポリアミド樹脂、ポリアセタール樹脂(POM)等の熱可塑性樹脂、あるいはフェノール樹脂、ポリイミド樹脂等のエンジニアリングプラスチック並びにこれらにガラス繊維、炭素繊維、無機フィラーを添加したものを用いることができる。
【0023】
また、前記平パッキン3は、フッ素系合成樹脂にフィラーを添加したものである。好ましくは、平パッキン3は、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものを用いる。本実施形態では、PTFEにカーボン繊維を10wt%添加したものを用いた。
【0024】
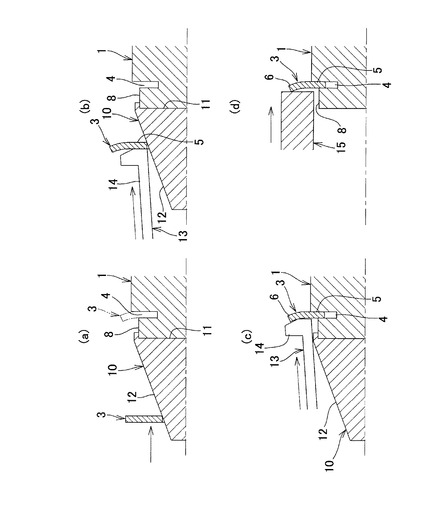
次に、前述の寸法関係に設定したピストン1の環状溝4に、平パッキン3の内周部の固定部5を拡径しながら嵌め込む工程を図3に基づいて説明する。先ず、図3(a)に示すように、前記ピストン1の先端部にテーパー状の案内冶具10を装着する。案内冶具10は、基部が前記ピストン1の先端部、つまり縮径外周面8に外嵌する嵌合部11を有し、先端は前記平パッキン3の内径よりも小さい直径となったテーパー部12を有する。そして、前記案内冶具10のテーパー部12に平パッキン3の内周部を外嵌する。それから、図3(b)に示すように、案内冶具10の先端側から押圧冶具13によって平パッキン3を押し込む。この押圧冶具13には、環状に押圧片14,…が複数設けられ、該押圧片14は先端がリップ部6の湾曲に沿って傾斜した形状で、半径方向外方へ弾性的に変形し得る構造である。押圧冶具13の押圧片14,…の先端で平パッキン3の固定部5を軸方向へ押圧すると、案内冶具10のテーパー部12によって固定部5が拡径されながら環状溝4の方向へ移動する。図3(c)に示すように、前記平パッキン3の固定部5が案内冶具10を通過し、縮径外周面8を摺動しながら、環状溝4に至ると、弾性復元力によって固定部5が環状溝4に落ち込む。それから、図3(d)に示すように、案内冶具10と押圧冶具13を外し、先端が略平坦になっているスリーブ状の押込み冶具15に代えて、押圧冶具13と同じ方向に平パッキン3の外周部を少し押すと、平パッキン3の外周部が起きて固定部5が環状溝4に完全に嵌まり込むのである(図3(a)の想像線を参照)。
【0025】
尚、前述の冶具を使わずに、手で平パッキン3を拡張してピストン1の環状溝4に固定部5を嵌合することも可能である。この場合は、平パッキン3の内部応力を緩和して環状溝4の溝底に確実に嵌め込むために、加熱復元をすることが望ましい。
【0026】
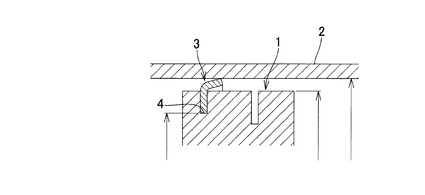
次に、本発明の効果を実証するための加熱冷却試験を行った結果を説明する。試験には熱膨張の影響が大きな大口径のシール装置を用いた。図4はその実験配置図である。平パッキン3の寸法は、外径が245mm、内径が236mm、厚さが0.9mm、幅が4.5mmである。ピストン1は、外径が250mm、環状溝4の底面の直径が246mmである。シリンダ2は、内径が252.75mmである。
【0027】
第1試験は、図4の状態で熱風循環炉で260℃、2時間加熱後、シリンダ2を外して時間経過によって平パッキン3の外径寸法がどのように変化するかをデジタルノギスで測定した。その結果、を以下に示す。
・取り出し直後・・・・・・・φ252.8mm
・30分放置後・・・・・・・φ252.9mm
・4時間放置後・・・・・・・φ253.1mm
・23℃/24時間放置後・・φ253.2mm〜φ253.3mm
この結果より、平パッキン3の外径寸法が安定していることが分かった。僅かではあるが、時間の経過につれて、外径が大きくなる復元性を示している。
【0028】
第2試験は、図4の状態で熱風循環炉で260℃、2時間加熱後、シリンダ2に挿入したまま放置冷却し、23℃/5時間後、シリンダ2を外して平パッキン3の外径寸法を測定した。この操作を繰り返した結果を以下に示す。
・2回目・・・φ252.95mm
・3回目・・・φ252.93mm
・4回目・・・φ252.98mm
・5回目・・・―――
・6回目・・・φ252.98mm
・7回目・・・φ252.94mm
・8回目・・・φ253.02mm
これらの測定値は全てデジタルノギス4点測定の平均値である。この結果より、平パッキン3の外径寸法が非常に安定していることが分かった。
【0029】
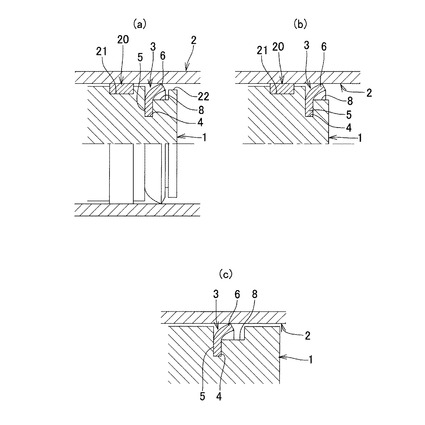
最後に、本発明の実施形態の具体例を図5及び図6に示す。図5(a)に示したシール装置は、ピストン1の先端部に形成した環状溝4に前記平パッキン3を装着するとともに、その内方にウェアーリング20を浅い環状溝21に拡張しながら嵌め込んで装着した複合タイプである。前記ウェアーリング20も平パッキン3と同様な平パッキンを大きく拡張してピストン1の外周面に形成した浅い環状溝21に嵌め込むのである。本実施形態のシール装置には、前記平パッキン3のリップ部6を保護するために、前記縮径外周面8の先端側に該縮径外周面8よりも大径のフランジ部22を形成している。図5(b)に示したシール装置は、前述の図5(a)に示したシール装置の変形例でフランジ部22が存在しないタイプである。この場合、平パッキン3の固定部5をピストン1の環状溝4に嵌め込む作業が容易である。また、図5(c)に示したシール装置は、軸方向に長いピストン1の中間部外周に環状溝4とそれに連続する縮径外周面8を形成し、平パッキン3の固定部5を環状溝4に嵌め込み、リップ部6を縮径外周面8の位置に受け入れるようにしたタイプである。
【0030】
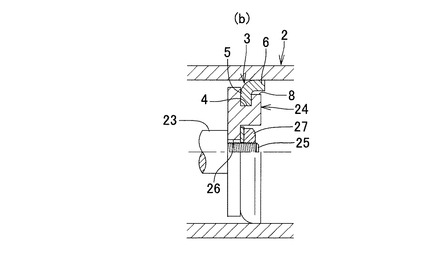
そして、図6に示したシール装置は、ピストン棒23の先端に固定したピストン24に平パッキン3を装着したタイプである。具体的には、ピストン棒23の先端に螺軸25を一体的に設け、軸方向の寸法が小さな偏平なピストン24の中心孔26に前記螺軸25を通し、ナット27を螺合して締付けている。そして、前記ピストン24の外周面に環状溝4と縮径外周面8が形成されており、平パッキン3の固定部5を環状溝4に嵌め込んだ構造のものである。
【0031】
以上の実施形態では、前記ピストン1の環状溝4は、該ピストン1の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものであるが、従来例として図7に示すように、ピストン100の先端に固定部材103をボルト104で取付ける構造にも同様に適用することができる。つまり、ピストン100の先端部に、中央部に円柱部109とその外周に段部108を形成した固定部材103を同軸状にボルト固定し、該円柱部109と段部108及びピストン100の先端面とで環状溝4を形成したものでも良い。この場合も、平パッキン3の内径寸法と、固定部材103の円柱部109の外径寸法との間には前述の関係を有するように設定する。尚、本発明の場合、平パッキン3の固定部5を固定するための突条110は不要である。
【符号の説明】
【0032】
1 ピストン、
2 シリンダ、
3 平パッキン、
4 環状溝、
5 固定部、
6 リップ部、
7 内周面、
8 縮径外周面、
10 案内冶具、
11 嵌合部、
12 テーパー部、
13 押圧冶具、
14 押圧片、
15 押込み冶具、
20 ウェアーリング、
21 環状溝、
22 フランジ部、
23 ピストン棒、
24 ピストン、
25 螺軸、
26 中心孔、
27 ナット、
30 平パッキン、
100 ピストン、
101 シリンダ、
102 カップパッキン、
103 固定部材、
104 ボルト、
105 円孔、
106 固定部、
107 リップ部、
108 段部、
109 円柱部、
110 突条。
【技術分野】
【0001】
本発明は、温度補償型シール装置に係わり、更に詳しくは使用中の温度上昇によるシール材の熱膨張の影響を低減した温度補償型シール装置に関するものである。
【背景技術】
【0002】
従来から、往復動圧縮機を構成するシリンダとピストンとの間のシールには、ピストンリングを始めとしてリップリングやカップパッキンと称するリング状シール材が用いられている。また、回転式圧縮機やブロアーの機器本体と回転軸との間のシールにもリング状シール材が用いられている。上記回転機の封止流体は、ガス、油、水溶液、ダストなど様々である。一般的に、機器の作動時には、リング状シール材の摺動部は摩擦によって温度が上昇する。
【0003】
特許文献1には、シリンダと、該シリンダ内を揺動しつつ往復動し、該シリンダ内に圧縮室を画成するピストンと、該ピストンと前記シリンダとの間をシールする環状のリップリングとからなる往復動圧縮機において、前記リップリングは、内周側に位置し前記ピストンに固定される固定部と、該固定部から前記ピストンの径方向外側へと突出し前記圧縮室に向けて屈曲した外周側のリップ部とからなり、該リップ部はその外径を前記シリンダの内径よりも予め小さく形成し、圧縮運転時には前記圧縮室からの圧力により前記シリンダの内周面に向けて撓み変形する構成とし、起動時におけるシリンダの内周面とリップ部との間の摺動抵抗を小さくでき、往復動圧縮機の起動時の負荷を低減することができる往復動圧縮機が記載されている。更に、前記リップリングのリップ部は、圧縮運転による熱膨張時の最大外径が前記シリンダの最大内径に対して±0.2%の範囲内となるように外径寸法を設定している。ここで、前記リップリングはポリテトラフルオロエチレン(PTFE)を含んだ複合材料により形成し、前記シリンダはアルミニウム合金により形成している。
【0004】
特許文献1に記載のものは、リップリングのリップ部が圧縮運転時において熱膨張することを考慮して常温下での寸法が設定されているが、リップリングの平環状の固定部とピストンの取付部との寸法関係については言及されてない。
【0005】
一方、特許文献2には、往復動式コンプレッサのピストンシール構造として、円周方向の熱膨張を逃がすため合口のあるピストンシールをピストンの環状溝に嵌めた構造が開示されている。熱膨張の問題の解決を優先させ、ピストンシールにカット部を設けたので、漏れは避けられないが、それらを軸方向にタンデムに配置することにより全体の漏れを低減しているのである。しかし、軸方向の寸法が大きくなる欠点を有している。
【0006】
図7には、従来のカップパッキンとピストンへの取付構造を示している。ピストン100の外径はシリンダ101の内径よりも小さく設定し、ピストン100の先端部にカップパッキン102を、固定部材103をボルト104で軸方向に締付けることによって取付けている。前記カップパッキン102は、PTFE製で中心部に円孔105を形成した平環状の固定部106を有し、外周部にシリンダ101の内周面に摺接するリップ部107を有している。このリップ部107は、成形あるいは切削によって予め断面J字状に形成しておくこともあるが、前記固定部106と同一平面の平板状に形成する。そして、前記固定部材103の端面に中央部を除いて環状の段部108を形成し、図7(b)に示すように、組付前(常温時)において中央部の円柱部109の外径と前記カップパッキン102の円孔105の内径を略一致させている。そして、図7(a)に示すように、カップパッキン102の円孔105を固定部材103の円柱部109に嵌合した状態で該固定部材103をボルト104でピストン100の端部に締付け、該ピストン100の端面と固定部材103の段部108とでカップパッキン102の固定部106を挟持して組み立てる。この場合、前記ピストン100の端面あるいは固定部材103の段部108に環状の突条110を形成しておくことにより、強固にカップパッキン102の固定部106を固定することができる。
【0007】
しかし、使用時にはカップパッキン102のリップ部107がシリンダ101の内周面との摩擦あるいは封止流体との接触によって温度が上昇し、図8に示すように、カップパッキン102の固定部106を強く挟持していても熱膨張によって固定部106の半径方向外側へ変位する。つまり、カップパッキン102の円孔105の内径が大きくなり、固定部材103の円柱部109から離れ、その結果、リップ部107はシリンダ101の内周面に強く押し付けられ、接触面圧が増大して摺動摩擦抵抗が増加する。また、リップ部107とシリンダ101の内周面との接触面積も増加し、更に温度が上昇して熱膨張量も増える。それにより、駆動モータの負荷が増大するので、それを見越して定格トルクが大きな駆動モータを使用しなければならない。これは、圧縮機やブロアーのコスト低減と小型化にとって好ましくない。また、熱膨張によってリップ部107が波打ち、シール性が損なわれ封止流体が漏れるといった事態も発生する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−148178号公報
【特許文献2】特開2003−3960号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、軸方向に往復運動し、あるいは軸芯を中心に回転運動する可動部材の外周部に、リップ部を有する合成樹脂製のシール材を設け、該リップ部を固定部材の内周面に摺接してシールするシール装置において、使用中に温度上昇しても良好なシール性能を維持しつつ、摺動摩擦抵抗の増大を抑制することが可能な温度補償型シール装置を提供する点にある。
【課題を解決するための手段】
【0010】
本発明は、前述の課題解決のために、ピストン又は回転軸の外周に形成した環状溝に、リング状の平パッキンの内周部で形成される固定部を嵌合保持し、平パッキンの外周部で形成されるリップ部がシリンダ又は本体機器の内周面に摺接してシールするシール装置において、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことを特徴とする温度補償型シール装置を構成した(請求項1)。
【0011】
ここで、前記平パッキンの厚さは0.3〜5mmとし、前記環状溝と平パッキンの固定部の嵌まり込み深さは該平パッキンの厚さの2倍以上とすることが好ましい(請求項2)。
【0012】
更に、前記ピストン又は回転軸は線膨張率が10×10-5/K以下の金属又は合成樹脂材料で作製され、前記平パッキンはフッ素系合成樹脂にフィラーを添加したものであることが好ましい(請求項3)。
【0013】
また、前記平パッキンは、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものである(請求項4)。
【0014】
そして、前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものである(請求項5)。あるいは、前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の先端部に、中央部に円柱部とその外周に段部を形成した固定部材を同軸状にボルト固定し、該円柱部と段部及びピストン又は回転軸の先端面とで形成したものである(請求項6)。
【発明の効果】
【0015】
以上にしてなる本発明の温度補償型シール装置によれば、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことにより、使用時に平パッキンのリップ部がシリンダ又は本体機器の内周面との摩擦あるいは封止流体との接触によって温度が上昇しても、平パッキンを環状溝へ装着する時の拡張によって生じた残留応力が、温度上昇による平パッキンの内径増加を相殺するので、平パッキンの固定部の内周縁が環状溝の底面から離れることなく、常に平パッキンの固定部の内周縁が環状溝の底面を強く緊迫した状態を維持し、更にシリンダ又は本体機器の内周面に接触するリップ部の接触幅も略一定に保たれるので、接触面圧が安定し、良好なシール性能を維持することができるとともに、摺動摩擦抵抗の変化を少なくすることができる。つまり、温度上昇しても平パッキンの直径全体が大きくなることを防止することで、膨張は平パッキンの片肉寸法部分(平パッキンの(外径−内径)÷2部分)のみとなり、シリンダ又は本体機器の内周面への接触幅の増大を低減し、ひいては摺動抵抗の増加を軽減できるのである。
また、使用時に温度が上昇すれば、リップ部が軟化してシリンダ又は本体機器の内周面への接触面圧が低下する傾向にあるが、平パッキンを弾性記憶特性を有する合成樹脂材料で作製しているので、リップ部は常温時の平板状に戻ろうとする性質があり、そのリップ部の復元力によって接触面圧の低下を補うことができ、シール性能を維持できるのである。
【図面の簡単な説明】
【0016】
【図1】本発明に係る温度補償型シール装置の平パッキンとピストンの寸法関係を示す簡略説明図である。
【図2】本発明に係る温度補償型シール装置の簡略断面図である。
【図3】ピストンの環状溝に平パッキンを嵌着する手順を示す作業工程図である。
【図4】性能評価試験のための実験装置の説明図である。
【図5】本発明に係る温度補償型シール装置の代表的実施形態を示し、(a)はピストンの先端部に平パッキンとウェアーリングを装着した構造の断面図、(b)は(a)の変形例を示す断面図、(c)はピストンの中間部に平パッキンを装着した構造の断面図である。
【図6】本発明に係る温度補償型シール装置の他の実施形態を示し、ピストン棒の先端に固定したピストンに平パッキンを装着した構造の断面図である。
【図7】従来例を示し、(a)は使用状態のピストンとシリンダとカップパッキンの関係を示す断面図、(b)はピストンの分解断面図である。
【図8】従来例を示し、使用中の温度上昇によりカップパッキンが熱膨張した場合の不具合を説明するための断面図である。
【発明を実施するための形態】
【0017】
次に、添付図面に示した実施形態に基づき、本発明を更に詳細に説明する。図1〜図6は本発明の温度補償型シール装置の実施形態を示し、図中符号1はピストン、2はシリンダ、3は平パッキンをそれぞれ示している。本実施形態では、往復動圧縮機を構成するシリンダとピストンとの間のシール構造について説明するが、回転式圧縮機やブロアーを構成する軸受と回転軸との間のシール構造にも適用することができる。
【0018】
本発明に係る温度補償型シール装置は、図1及び図2に示すように、ピストン1の外周に形成した環状溝4に、リング状の平パッキン3の内周部で形成される固定部5を嵌合保持し、平パッキン3の外周部で形成されるリップ部6がシリンダ2の内周面7に摺接してシールするシール装置において、前記平パッキン3を弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキン3の内径φAと使用温度における熱膨張した平パッキン3の内径φBの差に対して、使用温度における平パッキン3の内径φBとそれよりも大きな前記環状溝4の底面の外径φCとの差を1倍より大きく2倍以下となるように設定した。ここで、図1の左側の平パッキン3は常温時の状態を示し、右側の平パッキン30は使用温度において熱膨張した状態を示している。
【0019】
つまり、φAとφBとφCには以下の関係が成り立つように寸法設定する。
φC−φB=(φB−φA)×X
1<X≦2
【0020】
ここで、前記平パッキン3の厚さ(t)は0.3〜5mmとし、前記環状溝4と平パッキン3の固定部5の嵌まり込み深さは、抜け防止のため該平パッキン3の厚さの2倍以上とするのが望ましい。ここで、図2に示すように、ピストン1の環状溝4よりも先端側の外周部を縮径して、前記リップ部6を受け入れる縮径外周面8を形成している。この場合の前記環状溝4の深さは、前記縮径外周面8からの深さになる。また、平パッキン3の幅寸法(W)は、常温時の平パッキン3の内径寸法φAを基準に、ピストン1の環状溝4の深さと、ピストン1とシリンダ2の隙間を加え、更に平パッキン3のリップ部6のシリンダ2との接触角並びにリップ部6とシリンダ2の接触幅を加味して設定する。ピストン1の環状溝4は、切削によって外周面から切り込みあるいは射出成形、鋳型などの一体成形により形成し、その幅は、平パッキン3の厚さtより0.05〜0.2mm大きくする。
【0021】
本発明では、ピストン1への装着時に平パッキン3を拡径するので、平パッキン3の外径は、シリンダ2の内径と同程度に設定する。従来のように平パッキン3の内径が環状溝4の底面の直径に略一致している場合には、平パッキン3の外径は、シリンダ2の内径よりも大きく設定する必要があるが、本発明では平パッキン3の外径がシリンダ2の内径よりも若干小さくても、平パッキン3の内周部の固定部5を拡径しながら環状溝4に嵌め込むので、外周部のリップ部6がシリンダ2の内周面7に接触するようになる。平パッキン3の外径をシリンダ2の内径に対してどの程度にするかは、シール部分の直径の大きさと、拡径度合いによって決まるので、一概には規定できない。一般的に、大口径では、平パッキン3の外径はシリンダ2の内径よりも相当に小さい寸法設定となり、小口径では、平パッキン3の外径はシリンダ2の内径と略同程度の寸法設定となる。
【0022】
前記ピストン1の材料としては、平パッキン3の線膨張率よりも十分に小さな線膨張率を有することが望ましく、線膨張率が10×10-5/Kの金属又は合成樹脂材料で作製され、具体的には、金属材料としては、鉄、鉄系合金、アルミニウム合金、銅合金であり、合成樹脂材料としては、ポリフェニレンサルファイド樹脂(PPS)、ポリエーテルエーテルケトン樹脂(PEEK)、ポリアミド樹脂、ポリアセタール樹脂(POM)等の熱可塑性樹脂、あるいはフェノール樹脂、ポリイミド樹脂等のエンジニアリングプラスチック並びにこれらにガラス繊維、炭素繊維、無機フィラーを添加したものを用いることができる。
【0023】
また、前記平パッキン3は、フッ素系合成樹脂にフィラーを添加したものである。好ましくは、平パッキン3は、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものを用いる。本実施形態では、PTFEにカーボン繊維を10wt%添加したものを用いた。
【0024】
次に、前述の寸法関係に設定したピストン1の環状溝4に、平パッキン3の内周部の固定部5を拡径しながら嵌め込む工程を図3に基づいて説明する。先ず、図3(a)に示すように、前記ピストン1の先端部にテーパー状の案内冶具10を装着する。案内冶具10は、基部が前記ピストン1の先端部、つまり縮径外周面8に外嵌する嵌合部11を有し、先端は前記平パッキン3の内径よりも小さい直径となったテーパー部12を有する。そして、前記案内冶具10のテーパー部12に平パッキン3の内周部を外嵌する。それから、図3(b)に示すように、案内冶具10の先端側から押圧冶具13によって平パッキン3を押し込む。この押圧冶具13には、環状に押圧片14,…が複数設けられ、該押圧片14は先端がリップ部6の湾曲に沿って傾斜した形状で、半径方向外方へ弾性的に変形し得る構造である。押圧冶具13の押圧片14,…の先端で平パッキン3の固定部5を軸方向へ押圧すると、案内冶具10のテーパー部12によって固定部5が拡径されながら環状溝4の方向へ移動する。図3(c)に示すように、前記平パッキン3の固定部5が案内冶具10を通過し、縮径外周面8を摺動しながら、環状溝4に至ると、弾性復元力によって固定部5が環状溝4に落ち込む。それから、図3(d)に示すように、案内冶具10と押圧冶具13を外し、先端が略平坦になっているスリーブ状の押込み冶具15に代えて、押圧冶具13と同じ方向に平パッキン3の外周部を少し押すと、平パッキン3の外周部が起きて固定部5が環状溝4に完全に嵌まり込むのである(図3(a)の想像線を参照)。
【0025】
尚、前述の冶具を使わずに、手で平パッキン3を拡張してピストン1の環状溝4に固定部5を嵌合することも可能である。この場合は、平パッキン3の内部応力を緩和して環状溝4の溝底に確実に嵌め込むために、加熱復元をすることが望ましい。
【0026】
次に、本発明の効果を実証するための加熱冷却試験を行った結果を説明する。試験には熱膨張の影響が大きな大口径のシール装置を用いた。図4はその実験配置図である。平パッキン3の寸法は、外径が245mm、内径が236mm、厚さが0.9mm、幅が4.5mmである。ピストン1は、外径が250mm、環状溝4の底面の直径が246mmである。シリンダ2は、内径が252.75mmである。
【0027】
第1試験は、図4の状態で熱風循環炉で260℃、2時間加熱後、シリンダ2を外して時間経過によって平パッキン3の外径寸法がどのように変化するかをデジタルノギスで測定した。その結果、を以下に示す。
・取り出し直後・・・・・・・φ252.8mm
・30分放置後・・・・・・・φ252.9mm
・4時間放置後・・・・・・・φ253.1mm
・23℃/24時間放置後・・φ253.2mm〜φ253.3mm
この結果より、平パッキン3の外径寸法が安定していることが分かった。僅かではあるが、時間の経過につれて、外径が大きくなる復元性を示している。
【0028】
第2試験は、図4の状態で熱風循環炉で260℃、2時間加熱後、シリンダ2に挿入したまま放置冷却し、23℃/5時間後、シリンダ2を外して平パッキン3の外径寸法を測定した。この操作を繰り返した結果を以下に示す。
・2回目・・・φ252.95mm
・3回目・・・φ252.93mm
・4回目・・・φ252.98mm
・5回目・・・―――
・6回目・・・φ252.98mm
・7回目・・・φ252.94mm
・8回目・・・φ253.02mm
これらの測定値は全てデジタルノギス4点測定の平均値である。この結果より、平パッキン3の外径寸法が非常に安定していることが分かった。
【0029】
最後に、本発明の実施形態の具体例を図5及び図6に示す。図5(a)に示したシール装置は、ピストン1の先端部に形成した環状溝4に前記平パッキン3を装着するとともに、その内方にウェアーリング20を浅い環状溝21に拡張しながら嵌め込んで装着した複合タイプである。前記ウェアーリング20も平パッキン3と同様な平パッキンを大きく拡張してピストン1の外周面に形成した浅い環状溝21に嵌め込むのである。本実施形態のシール装置には、前記平パッキン3のリップ部6を保護するために、前記縮径外周面8の先端側に該縮径外周面8よりも大径のフランジ部22を形成している。図5(b)に示したシール装置は、前述の図5(a)に示したシール装置の変形例でフランジ部22が存在しないタイプである。この場合、平パッキン3の固定部5をピストン1の環状溝4に嵌め込む作業が容易である。また、図5(c)に示したシール装置は、軸方向に長いピストン1の中間部外周に環状溝4とそれに連続する縮径外周面8を形成し、平パッキン3の固定部5を環状溝4に嵌め込み、リップ部6を縮径外周面8の位置に受け入れるようにしたタイプである。
【0030】
そして、図6に示したシール装置は、ピストン棒23の先端に固定したピストン24に平パッキン3を装着したタイプである。具体的には、ピストン棒23の先端に螺軸25を一体的に設け、軸方向の寸法が小さな偏平なピストン24の中心孔26に前記螺軸25を通し、ナット27を螺合して締付けている。そして、前記ピストン24の外周面に環状溝4と縮径外周面8が形成されており、平パッキン3の固定部5を環状溝4に嵌め込んだ構造のものである。
【0031】
以上の実施形態では、前記ピストン1の環状溝4は、該ピストン1の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものであるが、従来例として図7に示すように、ピストン100の先端に固定部材103をボルト104で取付ける構造にも同様に適用することができる。つまり、ピストン100の先端部に、中央部に円柱部109とその外周に段部108を形成した固定部材103を同軸状にボルト固定し、該円柱部109と段部108及びピストン100の先端面とで環状溝4を形成したものでも良い。この場合も、平パッキン3の内径寸法と、固定部材103の円柱部109の外径寸法との間には前述の関係を有するように設定する。尚、本発明の場合、平パッキン3の固定部5を固定するための突条110は不要である。
【符号の説明】
【0032】
1 ピストン、
2 シリンダ、
3 平パッキン、
4 環状溝、
5 固定部、
6 リップ部、
7 内周面、
8 縮径外周面、
10 案内冶具、
11 嵌合部、
12 テーパー部、
13 押圧冶具、
14 押圧片、
15 押込み冶具、
20 ウェアーリング、
21 環状溝、
22 フランジ部、
23 ピストン棒、
24 ピストン、
25 螺軸、
26 中心孔、
27 ナット、
30 平パッキン、
100 ピストン、
101 シリンダ、
102 カップパッキン、
103 固定部材、
104 ボルト、
105 円孔、
106 固定部、
107 リップ部、
108 段部、
109 円柱部、
110 突条。
【特許請求の範囲】
【請求項1】
ピストン又は回転軸の外周に形成した環状溝に、リング状の平パッキンの内周部で形成される固定部を嵌合保持し、平パッキンの外周部で形成されるリップ部がシリンダ又は本体機器の内周面に摺接してシールするシール装置において、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことを特徴とする温度補償型シール装置。
【請求項2】
前記平パッキンの厚さは0.3〜5mmとし、前記環状溝と平パッキンの固定部の嵌まり込み深さは該平パッキンの厚さの2倍以上とする請求項1記載の温度補償型シール装置。
【請求項3】
前記ピストン又は回転軸は線膨張率が10×10-5/K以下の金属又は合成樹脂材料で作製され、前記平パッキンはフッ素系合成樹脂にフィラーを添加したものである請求項1又は2記載の温度補償型シール装置。
【請求項4】
前記平パッキンは、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものである請求項3記載の温度補償型シール装置。
【請求項5】
前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものである請求項1〜4何れかに記載の温度補償型シール装置。
【請求項6】
前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の先端部に、中央部に円柱部とその外周に段部を形成した固定部材を同軸状にボルト固定し、該円柱部と段部及びピストン又は回転軸の先端面とで形成したものである請求項1〜4何れかに記載の温度補償型シール装置。
【請求項1】
ピストン又は回転軸の外周に形成した環状溝に、リング状の平パッキンの内周部で形成される固定部を嵌合保持し、平パッキンの外周部で形成されるリップ部がシリンダ又は本体機器の内周面に摺接してシールするシール装置において、前記平パッキンを弾性記憶特性を有する合成樹脂材料で作製し、常温時の平パッキンの内径と使用温度における熱膨張した平パッキンの内径の差に対して、使用温度における平パッキンの内径とそれよりも大きな前記環状溝の底面の外径との差を1倍より大きく2倍以下となるように設定したことを特徴とする温度補償型シール装置。
【請求項2】
前記平パッキンの厚さは0.3〜5mmとし、前記環状溝と平パッキンの固定部の嵌まり込み深さは該平パッキンの厚さの2倍以上とする請求項1記載の温度補償型シール装置。
【請求項3】
前記ピストン又は回転軸は線膨張率が10×10-5/K以下の金属又は合成樹脂材料で作製され、前記平パッキンはフッ素系合成樹脂にフィラーを添加したものである請求項1又は2記載の温度補償型シール装置。
【請求項4】
前記平パッキンは、ポリテトラフルオロエチレン(PTFE)にフィラーとしてガラス繊維、炭素繊維、カーボン粉、黒鉛、二硫化モリブデン、金属粉等の耐摩耗性付与成分から選ばれた一種又は二種以上を添加したものである請求項3記載の温度補償型シール装置。
【請求項5】
前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の外周面に切削あるいは射出成形、鋳型などの一体成形により形成したものである請求項1〜4何れかに記載の温度補償型シール装置。
【請求項6】
前記ピストン又は回転軸の環状溝は、該ピストン又は回転軸の先端部に、中央部に円柱部とその外周に段部を形成した固定部材を同軸状にボルト固定し、該円柱部と段部及びピストン又は回転軸の先端面とで形成したものである請求項1〜4何れかに記載の温度補償型シール装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−32938(P2011−32938A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−180017(P2009−180017)
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
[ Back to top ]