
測定用工具を合わせるための工具ホルダ、測定装置、及びその測定装置の校正方法

【課題】改良した校正機構によって工具ホルダでより正確な校正を行うことができる測定装置につき、当該測定装置で測定される工具を合わせるための工具ホルダを提供する。更に、そのような測定装置と、その測定装置の校正に適した方法を提供する。
【解決手段】測定装置で測定される工具を合わせるための工具ホルダは、当該工具ホルダの垂直軸を規定する対称軸22を有する固定可能な本体20と、当該工具ホルダに取り付けられる工具用に規定された工具のゼロ点23と、前記工具の前記ゼロ点23から所定の水平距離及び所定の垂直距離を隔てた校正機構24と、を備え、前記校正機構24は、前記工具の前記ゼロ点23を含む垂直線の所定高さに半円状外縁部を備え、前記半円状外縁部の中心角が135°を上回るように構成されている。
【解決手段】測定装置で測定される工具を合わせるための工具ホルダは、当該工具ホルダの垂直軸を規定する対称軸22を有する固定可能な本体20と、当該工具ホルダに取り付けられる工具用に規定された工具のゼロ点23と、前記工具の前記ゼロ点23から所定の水平距離及び所定の垂直距離を隔てた校正機構24と、を備え、前記校正機構24は、前記工具の前記ゼロ点23を含む垂直線の所定高さに半円状外縁部を備え、前記半円状外縁部の中心角が135°を上回るように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、所定の測定装置で測定される工具を合わせる(適合させる)ための工具ホルダにかかる。そのような工具ホルダは、スピンドル、又はそのようなスピンドルに挿入される工具プリセッタのアダプターに関連する。更に、本発明は、工具を測定するための測定装置、及びそのような測定装置を工具のゼロ点に対して校正する方法にかかる。
【背景技術】
【0002】
DE 101 24 275 B4には、工具を測定するための方法及び測定装置について言及されている。この測定装置は、測定される工具を適合させるための適合装置を備えるベースプレートと、このベースプレートに装着された調整スライダとを備える。調整スライダは、工具に対して調整される測定システムを含む。測定システムは、画像処理用ユニットに接続されたカメラシステムを備える。その解決策が特に所定の測定装置に用いられ、この測定装置では、複数の工具、可能ならば異なる工具を測定できる測定システムにおいて、工具を規定位置に配置するのに複数のアダプターが使用される。アダプターはそれぞれ、モジュール本体と、モジュール本体に割り当てられた1又は複数の挿入モジュールを備える。そのようなアダプターによって測定装置内に挿入される所定の工具が測定できるように、測定手段の測定座標系と特定の工具座標系との間に規定の関係を設定することが必要となる。工具座標系では、外部からは認識できない、いわゆる論理的なゼロ点が示されている。このため、挿入モジュールにはそれぞれ、ゲージエッジ(実際には、校正用エッジとされる)としても知られた補助的なゼロ点が設けられている。この補助的なゼロ点は、一方では補助的なゼロ点と回転軸との間の径方向移動を示し、他方では補助的なゼロ点と論理的なゼロ点との間の軸方向移動を示す補助的な座標によって規定される。補助的なゼロ点とされるゲージエッジは、技術上の表記は明確でなく、図面に単に交差線で示される。
【0003】
DE 10 2004 018 968 A1においても、DE 101 24 275 B4に示されるように工具の測定用の測定装置が言及されている。二次元構造を光学的に確定可能な媒体からモジュール情報として補助的な座標を読み出すことが提案されている。
【0004】
DE 10 2006 011 814 A1には、工具ホルダの工具を測定するための工具測定手段について言及されている。この工具ホルダは、ここでは保持点(ホルダポイント)と称呼される論理的なゼロ点を有する。この工具ホルダはまた、ここでは測定点と称呼される補助的なゼロ点を有する。この測定点は、工具ホルダのうち水平方向及び垂直方向に互いに離間して配置された2つの金属製の凹みに固定された2つの球体によって設定される。この測定点は、使用される工具ホルダにおいて工具測定手段の校正(キャリブレーション)に用いられており、校正機構とも称呼される。
【0005】
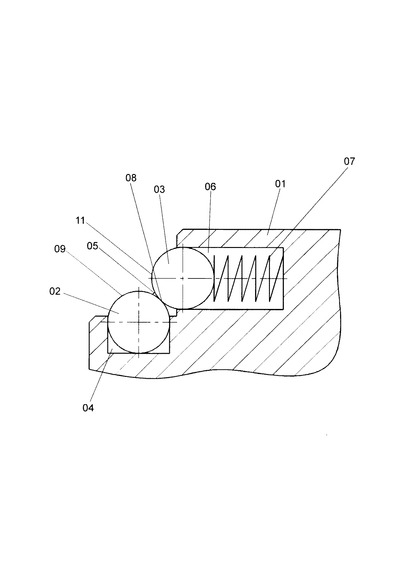
図1には、従来技術にかかる校正機構が詳細に示されている、ここでは、例えばDE 10 2006 011 814 A1に記載の解決策で使用されている校正機構について記載されている。この校正機構は、工具ホルダ01の上側外縁部に配置されている。この工具ホルダ01は、例えばスピンドル、或いはスピンドルに装着されたアダプターに適用できる。この校正機構は、双方が同じ種類の第1の球体02及び第2の球体03を含む。第1の球体02は、工具ホルダ01の第1の円筒開口04内に配置されている。第2の球体03は、工具ホルダ01の第2の円筒開口06内に配置され、ばね07によって第1の球体02に対して押圧され、これにより第1の球体02及び第2の球体03は、所定の接点08で接触している。球体02及び03の間には接着剤が介在しており、また当該球体を常時に固定するために円柱状開口部04,06に接着剤を介在させることもできる。
【0006】
第2の球体03は、第1の球体02に対して移動されるよう配置されている。第1の球体02の中心に対する第2の球体03の中心の水平方向移動及び垂直方向移動は、球体02,03の双方の半径に依存している。このため、両球体02,03の中心点を結ぶ仮想上の接続線は、水平線に対して45°の角度で傾斜しており、また垂直線に対して45°の角度で傾斜している。
【0007】
球体02,03の双方が開口04,06の双方に埋設されているため、球体02,03の双方の表面の一部のみが、校正機能の外表面のセグメント(円弧部分)を形成している。球体02,03はそれぞれ、球体の円周の25%のみが画像記録に利用できる範囲で開口部04,06に埋設されている。また、使用された接着剤05は、光学的に接触可能な円の輪郭を狭めている。
【0008】
この校正機構は光学記録用として構成されており、特に第1の球体02の第1の円弧状外縁部09と、第2の球体03の第2の円弧状外縁部11がいずれも、光学記録のための機能を備えている。その結果、特に円弧状外縁部09,11のこれらの部品のみが校正機構の外郭を形成する。球体02,03の外縁部はそれぞれ、工具ホルダ01の開口部04,06の双方の転換部分の近傍から球体02,03の間の接点08の近傍へと延在している。このため、円弧状外縁部09,11を形成する輪郭の中心角はそれぞれ、およそ95°となる。中心角が限定されることによって、限定された範囲においてのみ球体02,03の位置を光学的に確定することができる。外縁部09,11を形成する輪郭は、校正要素の光学識別用の学測定システムの光軸から異なる距離で配置されており、このため光学画像での種々の誤差の原因になる。これらの光学上の誤差は、限られた範囲でのみ修正が可能であり、したがって校正機構の測定に否定的な影響を及ぼす。
【0009】
球体02,03によって構成された校正機構は、共通の接点08の領域と、汚れやすく容易に清掃できない工具ホルダ01への転換部分に、アクセスが難しい領域を備えている。汚れが残ると、光学上の識別が不確定なものになる。
【0010】
校正機構の設定のために、開口04,06及び球体02,03は互いに正確に配置されなければならず、これによって校正機構の設定が複雑化し校正のための費用がかさみやすい。
【発明の開示】
【発明が解決しようとする課題】
【0011】
従来技術に基づいた場合、本発明の目的は、改良した校正機構によって工具ホルダでより正確な校正を行うことができる測定装置につき、当該測定装置で測定される工具を合わせるための工具ホルダを提供することである。更に、そのような測定装置と、その測定装置の校正に適した方法が提供される。
【課題を解決するための手段】
【0012】
前述の目的は、添付の請求項1にかかる工具ホルダによって達成される。更に、この目的は、添付の独立請求項5にかかる測定装置によって、また添付の独立請求項6にかかる、測定装置の校正のための方法によって達成される。
【0013】
本発明にかかる工具ホルダは、測定装置で測定される工具を適合させることができる。この測定装置は、好ましくは工具プリセッタに関するものであり、当該工具プリセッタでは、穴あけ及び削りを行う工具のような切削工具を測定することができる。本発明にかかる工具ホルダは、例えばスピンドル、又はそのようなスピンドルに挿入されるアダプターに関するものである。まず、この工具ホルダは、円筒対称形状の固定可能な本体を備え、その本体の対称軸は、工具ホルダの垂直軸を規定する。工具測定用の測定装置の通常の実施形態では、測定装置において工具ホルダの本体の対称軸が垂直方向に配置され、また工具ホルダは、測定時に対称軸のまわりに一時的に回転される。従って、垂直方向及び水平方向については、そのような通常の測定装置が引き続いて参照される。本発明にかかる工具ホルダが、例えば工具ホルダがその本体の対称軸に対して傾斜して配置された特別の実施形態の測定装置に対し使用される場合、垂直方向及び水平方向については傾斜配置が参照される。
【0014】
基準点を構成する工具のゼロ点(工具の先端位置)が工具ホルダに設定される。工具のそのようなゼロ点は、工具座標系の原点を構成し、また例えばブレード(刃物)の位置を示すような切削工具の幾何学上の位置データを示す。通常、工具のゼロ点は、工具及び工具ホルダのそれぞれの内部に位置し、したがって外部から見えず、その結果、光学的に測定することができない。通常、工具のゼロ点は、工具ホルダの対称軸上に位置する。更に、工具ホルダは、外部から見える校正機構を含み、当該校正機構は、工具のゼロ点まで所定の水平距離及び所定の垂直距離を隔てて配置される。この校正機構は、測定装置を工具のゼロ点へと間接的に校正するのに使用される。このために、工具のゼロ点と校正機構との水平距離及び垂直距離が校正前にわかる必要がある。その場合、水平距離及び垂直距離は、そのような工具ホルダの製造者によって、例えば工具ホルダのタイププレート上に表示される。
【0015】
本発明によれば、校正機構は円弧状外縁部(「円弧状部分」ないし「円形輪郭部分」ともいう)を備え、当該円弧状外縁部の中心角が135°を上回るように構成される。このため、この校正機構は、その円弧状外縁部によって、水平距離と直交し、且つ垂直距離と直交する視認方向からの認識が可能とされ、これにより工具のゼロ点からの校正機構の斜め、垂直及び水平の距離を測定することができる。従来技術に比べて、円弧状外縁部の中心角は90°又はほぼ135°だけでなく、135°を上回り、即ち直角の4分の3以上である。従って、従来技術よりも円弧状外縁部の中心点を相当正確に定めることができ、これにより工具のゼロ点に対する校正機構の垂直距離及び水平距離を、確実性及び精度を高めた状態で認識し測定することができる。本発明にかかる校正機構がまさに単一の(1つの)球体によって構成されるため、円弧状外縁部の中心点において拡張された角度を簡単に識別することができる。一方で、楕円形のようなその他の形状では、中心点での角度が135°を上回るような円弧状外縁部を用いることができる。従来技術に比べて第2の球体が必要ない。
【0016】
本発明にかかる工具ホルダの特に有利な点としては、光学上のスキャン(走査)を簡便に行うことができ、同時に改良された校正機構によって工具の測定装置の校正を高精度で行うことができ、これにより工具ホルダに挿入される工具の測定精度を高めることができることである。
【0017】
好ましくは、円弧状外縁部は、第1の交点において円弧状部分の水平方向の半径を含む直線と交差し、且つ第2の交点において円弧状部分の垂直方向の半径を含む直線と交差する。従って、この円弧状外縁部は、水平方向及び垂直方向の接線を有する。その結果、円弧状外縁部の中心点を、また従って校正機構の位置を、工具のゼロ点との垂直距離に関して特に正確に設定することができ、また同時に工具のゼロ点との水平距離に関して特に正確に設定することができる。一方で、円弧状外縁部を工具ホルダに対し別の配置態様で配置することもできる。
【0018】
好ましくは、円弧状外縁部が半面部、或いはほぼ完全な半円部分によって形成される。従って、中心角が180°、或いはほぼ180°、例えば少なくとも170°であるのが好ましい。従って、半円部の対称軸は、半円部の外形の中心点のある半径を含み、水平方向の半径及び垂直方向の半径に対して少なくとも10°傾斜し、これにより半円部の中心点の両座標を更に正確に設定することができる。特に好ましくは、半円部が、水平方向の半径及び垂直方向の半径に対して45°傾斜し、これにより水平方向及び垂直方向について同じ精度が実現される。
【0019】
特に好ましくは、校正機構は、工具ホルダの所定の面から半分が挿入される1つの球体によって構成される。この所定の面は、円弧状部分の水平方向の半径に対して45°傾斜するのが好ましい。従って、この面の傾斜は、円弧状部分の垂直方向の半径に対しても45°となる。本発明にかかる本実施の形態の工具ホルダでは、球体の表面の半分が校正機構の外表面を形成する。この球体は、光学記録の際に円弧状外縁部によって識別される。半円部は、水平面に対して45°で傾斜し、且つ垂直面に対して45°で傾斜する対称軸を有する。
【0020】
好ましくは、球体がピンと固定状に接続され、当該ピンは工具ホルダの円筒開口に挿入される球体に対して同軸上に配置される。このため、工具ホルダにおいては球体の一定の台座(シート)が確保される。
【0021】
好ましくは、球体はその形状を常に維持するルビーによって作られる。好ましくは、球体をセラミック、カーバイドまたは鉄鋼で作ることもできる。球体の形状偏差が殆ど無いことが重要である。
【0022】
本発明にかかる測定装置は、好ましくは穴あけ及び削りを行う工具のような切削工具を測定することができる工具プリセッタでの工具測定に使用可能とされる。まず、この測定装置は、測定される工具を適合させる本発明にかかる工具ホルダを含む。
【0023】
工具ホルダは、測定装置においてその本体、例えば回転可能なスピンドル内に固定される。工具ホルダは、その本体の対称軸まわりに回転できるように固定される。更に、測定装置は、工具ホルダによって適合される工具を測定するための光学式の測定手段を含む。この光学式の測定手段は、例えば可動性のカメラを含み、当該カメラの出力信号は、画像処理(イメージプロセッシング)の方法を用いプログラム可能なプロセッサによって分析される。この光学的な測定手段は、例えば切削工具のブレード(刃物)の測定に適している。
【0024】
本発明にかかる方法は、本発明にかかる測定装置の工具のゼロ点上での校正に適している。まず、この方法は、工具のゼロ点からの校正機構の水平距離を示す予め定められた規定の水平標準校正値を記憶する(取り込む)ステップを含む。同様に、工具のゼロ点からの校正機構の垂直距離を示す予め定められた規定の垂直標準校正測定値が記憶される(取り込まれる)。一方で、水平方向及び垂直方向の標準校正値が別の変数に依存するように設定することもできる。
【0025】
多くの場合、水平方向及び垂直方向の標準校正値を、例えばスピンドル又はアダプターからなる工具ホルダ上のタイププレートから読み取り可能であることが知られている。そのような場合、本発明にかかる方法のために、水平方向及び垂直方向の標準校正値が読み出されて、例えば当該標準校正値が測定装置のプロセッサに導入されることによって、更なるステップのために保持される。水平方向及び垂直方向の標準校正値の記録は、例えば水平方向及び垂直方向の標準校正値が記憶される光学式の記録メディアを用いることによって、自動化することができる。
【0026】
本発明にかかる方法の更なる別のステップでは、光学式の測定手段が校正機構に対して設定される。例えば校正機構がカメラの焦点に合うようにカメラを配置することによってこの設定が実現できる。このため、工具のゼロ点に対する校正機構の水平距離と直交し、且つ垂直距離と直交するようにカメラの光軸が配置される。本発明にかかる方法の更なる別のステップでは、光学式の測定手段の光軸が校正機構の円弧状外縁部の中心点に設定されるようにして、光学式の測定手段が正確に調整される。従って、校正機構の円弧状外縁部の中心点が測定手段の光軸上に位置する。
【0027】
更なる別のステップでは、校正機構の円弧状部分の中心点の水平方向の位置及び垂直方向の位置は、光学的に検出された校正機構の外縁部の測定値に基づいて算出される。この目的のために、当業者に公知の画像処理(イメージプロセッシング)に適した方法が用いられる。
【0028】
本発明にかかる方法の更なる別のステップでは、工具のゼロ点を示す原点が算出される。この目的のために、一方では、校正機構の円弧状部分の中心点の水平位置と水平標準校正値との差が算出される。他方では、校正機構の円弧状部分の中心点の垂直位置と垂直標準校正値との差が算出される。
【0029】
本発明にかかる方法を用いる結果、工具測定のための基準点に適した原点を得ることができる。本発明にかかる方法によって、この原点が工具のゼロ点を高精度で示すことが保証され、工具の幾何学上の仕様のための基準点として適している。本発明にかかる方法によれば、工具測定において要求される精度が制限されることなく工具の交換を行うことができる。
【0030】
本発明にかかる測定装置の校正のため、本発明にかかる方法の特に有利な点として、光学式測定手段の光軸が円形部分の中心点に対し設定され、これにより校正機構の円弧状外縁部を高精度で記録できる。このため画像の中心点までの距離に依存する収差(光線が一点に集まらず画像がぼやけたりゆがんだりする現象)が平坦状に抑えられる(安定化される)。
【0031】
好ましい実施形態では、本発明にかかる方法は、更に規定の水平標準校正値及び規定の垂直標準校正値の妥当性をチェックするステップを含む。この実施形態は、スピンドルで保持されるアダプターによって工具ホルダが構成された本発明にかかる測定装置の校正に特に適している。スピンドルも所定の校正機構を有し、これによりこの校正機構によって工具のゼロ点を設定することもできる。まず、本発明にかかる方法のこの実施形態を実現するために、このようにして工具のゼロ点が設定される。この目的のために、例えば本発明にかかる方法を実行することができる。変更例として、従来技術にかかる校正機構を使用できる。多くの用途では、スピンドルが固定状に装着されるため、そのように設定可能な工具のゼロ点は変更されない。従って、工具のゼロ点用の格納データに帰属することができる。工具のゼロ点の妥当性をチェックするために、スピンドルの校正機構に基づいて設定されたゼロ点の座標と、アダプターの校正機構に基づくゼロ点の座標との複数の差が算出される。当該複数の差の1つが予め定められた規定の許容公差範囲を超えた場合に、エラーを信号で知らせる所定のメッセージが出力される。変更又は追加として、当該差が規定の許容範囲を超えない場合でも、アダプターがスピンドルに正しく固定されていることを信号で知らせる所定のメッセージが出力される。例えばアダプターをスピンドルに挿入する際にアダプターとスピンドルとの間に削り屑や埃がある場合に、エラーを発生させることができる。更に、予め定められた規定の水平標準校正値及び垂直標準校正値が正しく記録できていない場合に、エラーがあるとすることができる。本発明にかかる方法のこの実施形態では、誤った校正によって生じるフォローアップ(事後処理ないし再処理)のための費用が回避される。
【0032】
本発明にかかる方法の更なる別の好ましい実施形態は、更に測定装置による校正の正確性をチェックするステップを含む。本発明にかかる方法のこの実施形態では、まず、校正機構の1又は複数の別の幾何学特性(幾何学上の変数ないし因子ともいう)が最初に選択される。これらの幾何学特性の性状は公知である。この幾何学特性として、例えば性状が公知の幾何学形状を挙げることができる。更なる別のステップでは、校正機構の選択された特性の性状が測定される。測定された性状は、当該特性の公知の性状と比較される。少なくとも1つの特性の測定された性状が、少なくとも予め定められた規定の許容範囲を超えて適切な特性の性状と相違している場合に、所定の通知がなされる。本実施形態の方法では、例えば校正機構の埃又は変形を認識でき、またこれが原因で生じるエラーを回避することができる。認識された校正機構が予定された校正機構にしたがって作動するか否かがチェックされ、或いは工具ホルダが混同されたか否かがチェックされる。予め定められた規定の許容値を、例えばアプリケーションのソフトウェアによって調整することができる。本発明にかかる方法のこの実施形態の特に有利な点は、誤った校正によって、或いは間違ったアダプターの使用によって生じるフォローアップ(事後処理ないし再処理)のための費用を回避することができる。本発明にかかる測定装置の使用者には、所定のエラーがあることが通知される。
【0033】
本発明にかかる方法の更なる別の実施形態は、補足的に追加される複数のステップを含み、当該ステップは工具測定時に行われ、測定精度の保証を目的とするものであり、従って校正の目的において有効である。これらのステップは、特に、アダプターが当該アダプターを保持するスピンドルの手動回転によって回転される場合に、工具ホルダを構成するアダプターの回転速度をチェックする機能を果たす。この実施形態では、スピンドルの回転の間は、回転速度が常時に測定される。測定された回転速度が最大許容回転速度のための規定値を超えた場合に、所定のメッセージが出力される。不正確な回転速度の場合に測定されたデータは区別され、新たに記録することができる。本発明にかかる方法のこの実施形態では、工具の回転が速すぎてデータが不確実になり過ぎるのが避けられる。スピンドルを手動回転させる使用者は、スピンドルを不必要にゆっくり回転させる必要がなく、このため測定精度が制限されることなくテスト期間が最短になる。
【0034】
本発明にかかる方法の更なる別の実施形態は、工具測定時の高精度を保証し、また本発明の目的を達成するために補足的に追加される複数のステップを含む。本発明にかかる方法のこの実施形態は、特に回転可能なスピンドルで保持されるアダプターによって工具ホルダが構成された測定装置用としても使用される。
【0035】
工具の測定時において、特にスピンドルが手動で回転されている間は、スピンドルの回転位置が常時に測定される。工具の測定時において、スピンドル及び保持されたアダプターは、第1の回転位置から第2の回転位置へと手動で回転される。そのような回転は、削り工具の異なるブレードを測定する場合に必要となる。この回転位置の測定を、例えばスピンドルの回転軸に接続されたロータリーエンコーダ(回転エンコーダ)によって常時に行うことができる。スピンドルが第1の回転位置になるとすぐに、スピンドル及び保持されたアダプターは、第2の回転位置から第1の回転位置へ向けて手動で回転される。第1の回転位置が再度測定されたときに所定のメッセージが出力される。この目的のために、例えば回転位置を記憶させることができる。変更例として、回転位置を数字の形態で常時に表示することができ、これにより使用者は、数字による出力によるメッセージから回転位置を認識できる。本発明にかかる方法のこの実施形態によって、既に定められた回転位置を、スピンドルの手動回転後に最大偏位を示す特性となるように再調整することができる。そのように回転位置が調整されるは、最大偏位を示す特性の場合に有効なデータが測定されたとの根拠に基づいているためである。一方で、例えば最大値に達する前に回転方向が変更された場合には、不正確な最大値が測定されることによって相当な測定誤差が生じることになる。更に、例えば削り工具の複数の刃について、スピンドルの回転が速すぎると、全て最大値が測定されるわけではない。繰り返しの測定によって、最大値を示す回転位置に正確に調整されなければならない。本発明にかかる方法の所望の実施形態によって、所定の最大値が測定されるように回転位置を正確に再調整することができる。更に、回転位置を連続的に記録し、また回転方向を分析することによって、回転方向の不用意な変更によって、存在しないか誤った最大値が測定されるのを避けることができる。
【0036】
図面を参照しつつ、従来技術にかかる校正機構と本発明にかかる好ましい実施形態の双方が以下のように並行して説明される。
【図面の簡単な説明】
【0037】
【図1】図1は、従来技術にかかる、2つの球体を備えた校正機構を示す図である。
【図2】図2は、本発明にかかる、アダプターの形態の工具ホルダの好ましい実施形態を示す図である。
【図3】図3は、図2に示す校正機構を詳細に示す図である。
【図4】図4は、図3に示す校正機構の断面を示す図である。
【図5】図5は、画像処理特性を有する図3に示す校正機構を示す図である。
【図6】図6は、図4に示す球体を詳細に示す図である。
【発明を実施するための形態】
【0038】
図1には、明細書の前段に記載の従来技術にかかる、2つの球体を備えた校正機構が示されている。
【0039】
図2には、本発明にかかる、アダプターの形態の工具ホルダの好ましい実施形態が示されている。このアダプターは、工具プリセッタ(図示省略)の回転スピンドルに固定されるように、また測定される所定の工具(「ツール」ともいう)を合わせるように(適合させるように)構成されている。まず、このアダプターは、その外表面を介してスピンドル内に固定される円筒対称形状の本体(「基体」ともいう)20を備えている。この本体は必ずしも円筒対称形状である必要はなく、当該本体を例えば一定幅を有する三角形状として構成することもできる。
【0040】
円筒対称形状の本体20は、同様に円筒対称形状の内部空間(「内側中空部」ともいう)21を備えており、測定される工具を合わせる(適合させる)機能を果たす。円筒対称形状の本体20の対称軸22が回転軸(「中心軸」ともいう)を形成しており、アダプター、スピンドル及び測定される工具が、工具測定のために当該回転軸のまわりに回転できるように構成されている。円筒対称形状の本体20の対称軸22は、測定装置においては通常は、垂直軸を規定するように垂直方向(縦方向)に配置される。
【0041】
アダプターに関連して、保持される工具の基準点を形成する工具のゼロ点23が定められている。工具のゼロ点23は、所定の工具座標系の原点を形成している。工具のゼロ点23は、対称軸22上の規定高さ、例えばアダプターの上端部に位置する。別の実施形態では、工具のゼロ点の高さは、工具アダプターによって規定される。
【0042】
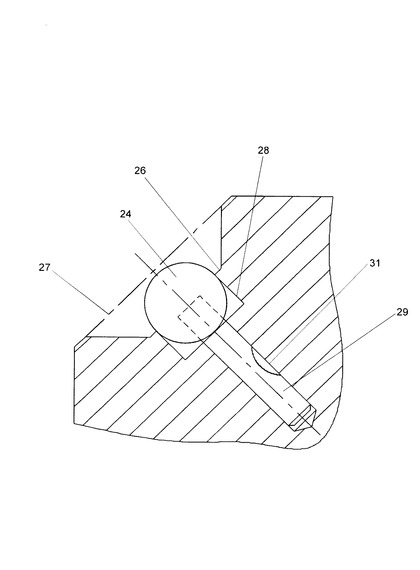
更に、このアダプターは、工具のゼロ点23から所定の水平距離Xを隔て、且つ工具のゼロ点23から所定の垂直距離Zを隔てて設けられた校正機構24(計器又は測定系の示す値、若しくは実量器又は標準物質の表す値と、標準によって実現される値との間の関係を確定する機能を有する機構ともいう)を備えている。
【0043】
図3には、図2に示す校正機構24が詳細に示されている。この校正機構24は、ルビー(「紅玉」ないし「紅尖晶石」ともいう)で作られた球体によって構成されている。この球体24は、その半分が(図2に示す)対称軸22との間で45°傾斜したアダプターの所定の面26に対して調節される。同時に、この面26も水平面に対して45°で傾斜している。また、傾斜面26は、その外面が対称軸22に対して、また固定される工具に対して設定されている。
【0044】
傾斜面26及び球体24は、アダプターのべべル部(「傾斜状に面取りされた部位」ともいう)27の深さの範囲内で調整され、これにより球体24は、例えば当該球体に及ぶ突然の物理的な影響から保護される。それにもかかわらず、球体24及びその周辺領域の清掃を容易に行うことができるように構成されている。
【0045】
図4には、図3に示す校正機構24の断面構造が示されている。この球体24は、アダプターの円筒開口28内に配置されている。この球体24は、当該球体24の内部に挿入される取り付けピン(マウントピン)29によって常時に固定されている。この球体24の中心点が円柱形状の取り付けピン24の対称軸上に調整されている。この取り付けピン29は、アダプターの円筒開口31内に常時に固定されて、球体24が当該円筒開口28から抜け出ることができないようにするものである。この取り付けピン29は、鋼鉄から作られており、例えば円筒開口31内でクランプされることによって固定され、或いは円筒開口31内に貼り付けられる。変更例として、ピンを用いることなく円筒開口28内に球体24を固定することもできる。
【0046】
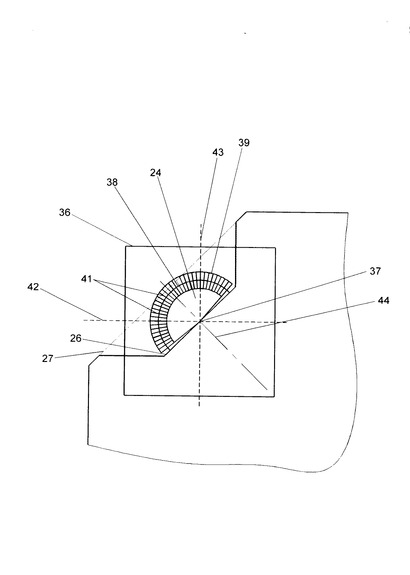
図5には、図3に示される校正機構24が、測定装置での光学式の測定方法によって球体24の位置を定める画像処理特性(コンピューターを用いて画像をデジタルデータに変換する処理であるイメージプロセッシング)を有する校正機構として示されている。フレーム36は、画像識別に使用されるような画像領域を特定している。使用されるカメラは、このフレーム36が記録画像に含まれるように調整される。このフレーム36のうち、画像中心を形成し、且つカメラの光軸上に位置する中心点37には、調整の結果として半円部38の中心点も配置され、この半円部28が球体24の視覚的な輪郭画像を形成する。画像識別に関連する領域39は、関心領域とも称呼され、中心角が170°の円弧状部分を有している。更に、複数の検索線(サーチライン)41が示されており、画像識別では当該検索線に沿って半円部38が検索される。
【0047】
半円部38は、球体24の外縁部(円弧状外縁部)の輪郭を形成し、当該半円部38の水平方向の半径を含む線42と交差し、且つ当該半円部38の垂直方向の半径を含む線43と交差するように構成されている。半円部38の対称軸44は、水平方向の半径及び垂直方向の半径に対してそれぞれ45°で傾斜している。従って、半円部38の中心点を、水平方向及び垂直方向について同程度の精度で定めることができる。
【0048】
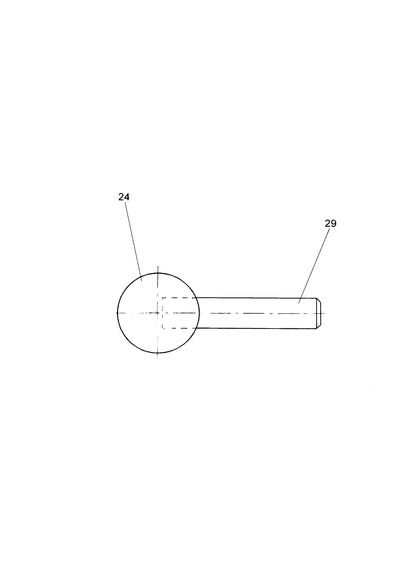
図6には、図4に示される球体のみが取り付けピン29が設けられた状態で示されている。この球体24は、4ミリメートル(mm)の外径を有している。取り付けピン29は、1.5ミリメートル(mm)の外径を有している。球体24と取り付けピン29からなる装置の長さは、10ミリメートル(mm)となっている。
【符号の説明】
【0049】
01 工具ホルダ
02 第1の球体
03 第2の球体
04 第1の円筒開口
05 接着剤
06 第2の円筒開口
07 ばね
08 接点
09 第1の円弧状外縁部
10 −
11 第2の円弧状外縁部
20 本体
21 内部空間
22 対称軸
23 工具のゼロ点
24 校正機構(球体)
25 −
26 (傾斜)面
27 べべル部
28 円筒開口
29 取り付けピン
30 −
31 円筒開口
36 記録画像のフレーム
37 中心点(光軸)
38 半円部
39 関心領域
41 検索線
42 水平方向の半径を含む線
43 垂直方向の半径を含む線
44 半円部の対称軸
【技術分野】
【0001】
本発明は、所定の測定装置で測定される工具を合わせる(適合させる)ための工具ホルダにかかる。そのような工具ホルダは、スピンドル、又はそのようなスピンドルに挿入される工具プリセッタのアダプターに関連する。更に、本発明は、工具を測定するための測定装置、及びそのような測定装置を工具のゼロ点に対して校正する方法にかかる。
【背景技術】
【0002】
DE 101 24 275 B4には、工具を測定するための方法及び測定装置について言及されている。この測定装置は、測定される工具を適合させるための適合装置を備えるベースプレートと、このベースプレートに装着された調整スライダとを備える。調整スライダは、工具に対して調整される測定システムを含む。測定システムは、画像処理用ユニットに接続されたカメラシステムを備える。その解決策が特に所定の測定装置に用いられ、この測定装置では、複数の工具、可能ならば異なる工具を測定できる測定システムにおいて、工具を規定位置に配置するのに複数のアダプターが使用される。アダプターはそれぞれ、モジュール本体と、モジュール本体に割り当てられた1又は複数の挿入モジュールを備える。そのようなアダプターによって測定装置内に挿入される所定の工具が測定できるように、測定手段の測定座標系と特定の工具座標系との間に規定の関係を設定することが必要となる。工具座標系では、外部からは認識できない、いわゆる論理的なゼロ点が示されている。このため、挿入モジュールにはそれぞれ、ゲージエッジ(実際には、校正用エッジとされる)としても知られた補助的なゼロ点が設けられている。この補助的なゼロ点は、一方では補助的なゼロ点と回転軸との間の径方向移動を示し、他方では補助的なゼロ点と論理的なゼロ点との間の軸方向移動を示す補助的な座標によって規定される。補助的なゼロ点とされるゲージエッジは、技術上の表記は明確でなく、図面に単に交差線で示される。
【0003】
DE 10 2004 018 968 A1においても、DE 101 24 275 B4に示されるように工具の測定用の測定装置が言及されている。二次元構造を光学的に確定可能な媒体からモジュール情報として補助的な座標を読み出すことが提案されている。
【0004】
DE 10 2006 011 814 A1には、工具ホルダの工具を測定するための工具測定手段について言及されている。この工具ホルダは、ここでは保持点(ホルダポイント)と称呼される論理的なゼロ点を有する。この工具ホルダはまた、ここでは測定点と称呼される補助的なゼロ点を有する。この測定点は、工具ホルダのうち水平方向及び垂直方向に互いに離間して配置された2つの金属製の凹みに固定された2つの球体によって設定される。この測定点は、使用される工具ホルダにおいて工具測定手段の校正(キャリブレーション)に用いられており、校正機構とも称呼される。
【0005】
図1には、従来技術にかかる校正機構が詳細に示されている、ここでは、例えばDE 10 2006 011 814 A1に記載の解決策で使用されている校正機構について記載されている。この校正機構は、工具ホルダ01の上側外縁部に配置されている。この工具ホルダ01は、例えばスピンドル、或いはスピンドルに装着されたアダプターに適用できる。この校正機構は、双方が同じ種類の第1の球体02及び第2の球体03を含む。第1の球体02は、工具ホルダ01の第1の円筒開口04内に配置されている。第2の球体03は、工具ホルダ01の第2の円筒開口06内に配置され、ばね07によって第1の球体02に対して押圧され、これにより第1の球体02及び第2の球体03は、所定の接点08で接触している。球体02及び03の間には接着剤が介在しており、また当該球体を常時に固定するために円柱状開口部04,06に接着剤を介在させることもできる。
【0006】
第2の球体03は、第1の球体02に対して移動されるよう配置されている。第1の球体02の中心に対する第2の球体03の中心の水平方向移動及び垂直方向移動は、球体02,03の双方の半径に依存している。このため、両球体02,03の中心点を結ぶ仮想上の接続線は、水平線に対して45°の角度で傾斜しており、また垂直線に対して45°の角度で傾斜している。
【0007】
球体02,03の双方が開口04,06の双方に埋設されているため、球体02,03の双方の表面の一部のみが、校正機能の外表面のセグメント(円弧部分)を形成している。球体02,03はそれぞれ、球体の円周の25%のみが画像記録に利用できる範囲で開口部04,06に埋設されている。また、使用された接着剤05は、光学的に接触可能な円の輪郭を狭めている。
【0008】
この校正機構は光学記録用として構成されており、特に第1の球体02の第1の円弧状外縁部09と、第2の球体03の第2の円弧状外縁部11がいずれも、光学記録のための機能を備えている。その結果、特に円弧状外縁部09,11のこれらの部品のみが校正機構の外郭を形成する。球体02,03の外縁部はそれぞれ、工具ホルダ01の開口部04,06の双方の転換部分の近傍から球体02,03の間の接点08の近傍へと延在している。このため、円弧状外縁部09,11を形成する輪郭の中心角はそれぞれ、およそ95°となる。中心角が限定されることによって、限定された範囲においてのみ球体02,03の位置を光学的に確定することができる。外縁部09,11を形成する輪郭は、校正要素の光学識別用の学測定システムの光軸から異なる距離で配置されており、このため光学画像での種々の誤差の原因になる。これらの光学上の誤差は、限られた範囲でのみ修正が可能であり、したがって校正機構の測定に否定的な影響を及ぼす。
【0009】
球体02,03によって構成された校正機構は、共通の接点08の領域と、汚れやすく容易に清掃できない工具ホルダ01への転換部分に、アクセスが難しい領域を備えている。汚れが残ると、光学上の識別が不確定なものになる。
【0010】
校正機構の設定のために、開口04,06及び球体02,03は互いに正確に配置されなければならず、これによって校正機構の設定が複雑化し校正のための費用がかさみやすい。
【発明の開示】
【発明が解決しようとする課題】
【0011】
従来技術に基づいた場合、本発明の目的は、改良した校正機構によって工具ホルダでより正確な校正を行うことができる測定装置につき、当該測定装置で測定される工具を合わせるための工具ホルダを提供することである。更に、そのような測定装置と、その測定装置の校正に適した方法が提供される。
【課題を解決するための手段】
【0012】
前述の目的は、添付の請求項1にかかる工具ホルダによって達成される。更に、この目的は、添付の独立請求項5にかかる測定装置によって、また添付の独立請求項6にかかる、測定装置の校正のための方法によって達成される。
【0013】
本発明にかかる工具ホルダは、測定装置で測定される工具を適合させることができる。この測定装置は、好ましくは工具プリセッタに関するものであり、当該工具プリセッタでは、穴あけ及び削りを行う工具のような切削工具を測定することができる。本発明にかかる工具ホルダは、例えばスピンドル、又はそのようなスピンドルに挿入されるアダプターに関するものである。まず、この工具ホルダは、円筒対称形状の固定可能な本体を備え、その本体の対称軸は、工具ホルダの垂直軸を規定する。工具測定用の測定装置の通常の実施形態では、測定装置において工具ホルダの本体の対称軸が垂直方向に配置され、また工具ホルダは、測定時に対称軸のまわりに一時的に回転される。従って、垂直方向及び水平方向については、そのような通常の測定装置が引き続いて参照される。本発明にかかる工具ホルダが、例えば工具ホルダがその本体の対称軸に対して傾斜して配置された特別の実施形態の測定装置に対し使用される場合、垂直方向及び水平方向については傾斜配置が参照される。
【0014】
基準点を構成する工具のゼロ点(工具の先端位置)が工具ホルダに設定される。工具のそのようなゼロ点は、工具座標系の原点を構成し、また例えばブレード(刃物)の位置を示すような切削工具の幾何学上の位置データを示す。通常、工具のゼロ点は、工具及び工具ホルダのそれぞれの内部に位置し、したがって外部から見えず、その結果、光学的に測定することができない。通常、工具のゼロ点は、工具ホルダの対称軸上に位置する。更に、工具ホルダは、外部から見える校正機構を含み、当該校正機構は、工具のゼロ点まで所定の水平距離及び所定の垂直距離を隔てて配置される。この校正機構は、測定装置を工具のゼロ点へと間接的に校正するのに使用される。このために、工具のゼロ点と校正機構との水平距離及び垂直距離が校正前にわかる必要がある。その場合、水平距離及び垂直距離は、そのような工具ホルダの製造者によって、例えば工具ホルダのタイププレート上に表示される。
【0015】
本発明によれば、校正機構は円弧状外縁部(「円弧状部分」ないし「円形輪郭部分」ともいう)を備え、当該円弧状外縁部の中心角が135°を上回るように構成される。このため、この校正機構は、その円弧状外縁部によって、水平距離と直交し、且つ垂直距離と直交する視認方向からの認識が可能とされ、これにより工具のゼロ点からの校正機構の斜め、垂直及び水平の距離を測定することができる。従来技術に比べて、円弧状外縁部の中心角は90°又はほぼ135°だけでなく、135°を上回り、即ち直角の4分の3以上である。従って、従来技術よりも円弧状外縁部の中心点を相当正確に定めることができ、これにより工具のゼロ点に対する校正機構の垂直距離及び水平距離を、確実性及び精度を高めた状態で認識し測定することができる。本発明にかかる校正機構がまさに単一の(1つの)球体によって構成されるため、円弧状外縁部の中心点において拡張された角度を簡単に識別することができる。一方で、楕円形のようなその他の形状では、中心点での角度が135°を上回るような円弧状外縁部を用いることができる。従来技術に比べて第2の球体が必要ない。
【0016】
本発明にかかる工具ホルダの特に有利な点としては、光学上のスキャン(走査)を簡便に行うことができ、同時に改良された校正機構によって工具の測定装置の校正を高精度で行うことができ、これにより工具ホルダに挿入される工具の測定精度を高めることができることである。
【0017】
好ましくは、円弧状外縁部は、第1の交点において円弧状部分の水平方向の半径を含む直線と交差し、且つ第2の交点において円弧状部分の垂直方向の半径を含む直線と交差する。従って、この円弧状外縁部は、水平方向及び垂直方向の接線を有する。その結果、円弧状外縁部の中心点を、また従って校正機構の位置を、工具のゼロ点との垂直距離に関して特に正確に設定することができ、また同時に工具のゼロ点との水平距離に関して特に正確に設定することができる。一方で、円弧状外縁部を工具ホルダに対し別の配置態様で配置することもできる。
【0018】
好ましくは、円弧状外縁部が半面部、或いはほぼ完全な半円部分によって形成される。従って、中心角が180°、或いはほぼ180°、例えば少なくとも170°であるのが好ましい。従って、半円部の対称軸は、半円部の外形の中心点のある半径を含み、水平方向の半径及び垂直方向の半径に対して少なくとも10°傾斜し、これにより半円部の中心点の両座標を更に正確に設定することができる。特に好ましくは、半円部が、水平方向の半径及び垂直方向の半径に対して45°傾斜し、これにより水平方向及び垂直方向について同じ精度が実現される。
【0019】
特に好ましくは、校正機構は、工具ホルダの所定の面から半分が挿入される1つの球体によって構成される。この所定の面は、円弧状部分の水平方向の半径に対して45°傾斜するのが好ましい。従って、この面の傾斜は、円弧状部分の垂直方向の半径に対しても45°となる。本発明にかかる本実施の形態の工具ホルダでは、球体の表面の半分が校正機構の外表面を形成する。この球体は、光学記録の際に円弧状外縁部によって識別される。半円部は、水平面に対して45°で傾斜し、且つ垂直面に対して45°で傾斜する対称軸を有する。
【0020】
好ましくは、球体がピンと固定状に接続され、当該ピンは工具ホルダの円筒開口に挿入される球体に対して同軸上に配置される。このため、工具ホルダにおいては球体の一定の台座(シート)が確保される。
【0021】
好ましくは、球体はその形状を常に維持するルビーによって作られる。好ましくは、球体をセラミック、カーバイドまたは鉄鋼で作ることもできる。球体の形状偏差が殆ど無いことが重要である。
【0022】
本発明にかかる測定装置は、好ましくは穴あけ及び削りを行う工具のような切削工具を測定することができる工具プリセッタでの工具測定に使用可能とされる。まず、この測定装置は、測定される工具を適合させる本発明にかかる工具ホルダを含む。
【0023】
工具ホルダは、測定装置においてその本体、例えば回転可能なスピンドル内に固定される。工具ホルダは、その本体の対称軸まわりに回転できるように固定される。更に、測定装置は、工具ホルダによって適合される工具を測定するための光学式の測定手段を含む。この光学式の測定手段は、例えば可動性のカメラを含み、当該カメラの出力信号は、画像処理(イメージプロセッシング)の方法を用いプログラム可能なプロセッサによって分析される。この光学的な測定手段は、例えば切削工具のブレード(刃物)の測定に適している。
【0024】
本発明にかかる方法は、本発明にかかる測定装置の工具のゼロ点上での校正に適している。まず、この方法は、工具のゼロ点からの校正機構の水平距離を示す予め定められた規定の水平標準校正値を記憶する(取り込む)ステップを含む。同様に、工具のゼロ点からの校正機構の垂直距離を示す予め定められた規定の垂直標準校正測定値が記憶される(取り込まれる)。一方で、水平方向及び垂直方向の標準校正値が別の変数に依存するように設定することもできる。
【0025】
多くの場合、水平方向及び垂直方向の標準校正値を、例えばスピンドル又はアダプターからなる工具ホルダ上のタイププレートから読み取り可能であることが知られている。そのような場合、本発明にかかる方法のために、水平方向及び垂直方向の標準校正値が読み出されて、例えば当該標準校正値が測定装置のプロセッサに導入されることによって、更なるステップのために保持される。水平方向及び垂直方向の標準校正値の記録は、例えば水平方向及び垂直方向の標準校正値が記憶される光学式の記録メディアを用いることによって、自動化することができる。
【0026】
本発明にかかる方法の更なる別のステップでは、光学式の測定手段が校正機構に対して設定される。例えば校正機構がカメラの焦点に合うようにカメラを配置することによってこの設定が実現できる。このため、工具のゼロ点に対する校正機構の水平距離と直交し、且つ垂直距離と直交するようにカメラの光軸が配置される。本発明にかかる方法の更なる別のステップでは、光学式の測定手段の光軸が校正機構の円弧状外縁部の中心点に設定されるようにして、光学式の測定手段が正確に調整される。従って、校正機構の円弧状外縁部の中心点が測定手段の光軸上に位置する。
【0027】
更なる別のステップでは、校正機構の円弧状部分の中心点の水平方向の位置及び垂直方向の位置は、光学的に検出された校正機構の外縁部の測定値に基づいて算出される。この目的のために、当業者に公知の画像処理(イメージプロセッシング)に適した方法が用いられる。
【0028】
本発明にかかる方法の更なる別のステップでは、工具のゼロ点を示す原点が算出される。この目的のために、一方では、校正機構の円弧状部分の中心点の水平位置と水平標準校正値との差が算出される。他方では、校正機構の円弧状部分の中心点の垂直位置と垂直標準校正値との差が算出される。
【0029】
本発明にかかる方法を用いる結果、工具測定のための基準点に適した原点を得ることができる。本発明にかかる方法によって、この原点が工具のゼロ点を高精度で示すことが保証され、工具の幾何学上の仕様のための基準点として適している。本発明にかかる方法によれば、工具測定において要求される精度が制限されることなく工具の交換を行うことができる。
【0030】
本発明にかかる測定装置の校正のため、本発明にかかる方法の特に有利な点として、光学式測定手段の光軸が円形部分の中心点に対し設定され、これにより校正機構の円弧状外縁部を高精度で記録できる。このため画像の中心点までの距離に依存する収差(光線が一点に集まらず画像がぼやけたりゆがんだりする現象)が平坦状に抑えられる(安定化される)。
【0031】
好ましい実施形態では、本発明にかかる方法は、更に規定の水平標準校正値及び規定の垂直標準校正値の妥当性をチェックするステップを含む。この実施形態は、スピンドルで保持されるアダプターによって工具ホルダが構成された本発明にかかる測定装置の校正に特に適している。スピンドルも所定の校正機構を有し、これによりこの校正機構によって工具のゼロ点を設定することもできる。まず、本発明にかかる方法のこの実施形態を実現するために、このようにして工具のゼロ点が設定される。この目的のために、例えば本発明にかかる方法を実行することができる。変更例として、従来技術にかかる校正機構を使用できる。多くの用途では、スピンドルが固定状に装着されるため、そのように設定可能な工具のゼロ点は変更されない。従って、工具のゼロ点用の格納データに帰属することができる。工具のゼロ点の妥当性をチェックするために、スピンドルの校正機構に基づいて設定されたゼロ点の座標と、アダプターの校正機構に基づくゼロ点の座標との複数の差が算出される。当該複数の差の1つが予め定められた規定の許容公差範囲を超えた場合に、エラーを信号で知らせる所定のメッセージが出力される。変更又は追加として、当該差が規定の許容範囲を超えない場合でも、アダプターがスピンドルに正しく固定されていることを信号で知らせる所定のメッセージが出力される。例えばアダプターをスピンドルに挿入する際にアダプターとスピンドルとの間に削り屑や埃がある場合に、エラーを発生させることができる。更に、予め定められた規定の水平標準校正値及び垂直標準校正値が正しく記録できていない場合に、エラーがあるとすることができる。本発明にかかる方法のこの実施形態では、誤った校正によって生じるフォローアップ(事後処理ないし再処理)のための費用が回避される。
【0032】
本発明にかかる方法の更なる別の好ましい実施形態は、更に測定装置による校正の正確性をチェックするステップを含む。本発明にかかる方法のこの実施形態では、まず、校正機構の1又は複数の別の幾何学特性(幾何学上の変数ないし因子ともいう)が最初に選択される。これらの幾何学特性の性状は公知である。この幾何学特性として、例えば性状が公知の幾何学形状を挙げることができる。更なる別のステップでは、校正機構の選択された特性の性状が測定される。測定された性状は、当該特性の公知の性状と比較される。少なくとも1つの特性の測定された性状が、少なくとも予め定められた規定の許容範囲を超えて適切な特性の性状と相違している場合に、所定の通知がなされる。本実施形態の方法では、例えば校正機構の埃又は変形を認識でき、またこれが原因で生じるエラーを回避することができる。認識された校正機構が予定された校正機構にしたがって作動するか否かがチェックされ、或いは工具ホルダが混同されたか否かがチェックされる。予め定められた規定の許容値を、例えばアプリケーションのソフトウェアによって調整することができる。本発明にかかる方法のこの実施形態の特に有利な点は、誤った校正によって、或いは間違ったアダプターの使用によって生じるフォローアップ(事後処理ないし再処理)のための費用を回避することができる。本発明にかかる測定装置の使用者には、所定のエラーがあることが通知される。
【0033】
本発明にかかる方法の更なる別の実施形態は、補足的に追加される複数のステップを含み、当該ステップは工具測定時に行われ、測定精度の保証を目的とするものであり、従って校正の目的において有効である。これらのステップは、特に、アダプターが当該アダプターを保持するスピンドルの手動回転によって回転される場合に、工具ホルダを構成するアダプターの回転速度をチェックする機能を果たす。この実施形態では、スピンドルの回転の間は、回転速度が常時に測定される。測定された回転速度が最大許容回転速度のための規定値を超えた場合に、所定のメッセージが出力される。不正確な回転速度の場合に測定されたデータは区別され、新たに記録することができる。本発明にかかる方法のこの実施形態では、工具の回転が速すぎてデータが不確実になり過ぎるのが避けられる。スピンドルを手動回転させる使用者は、スピンドルを不必要にゆっくり回転させる必要がなく、このため測定精度が制限されることなくテスト期間が最短になる。
【0034】
本発明にかかる方法の更なる別の実施形態は、工具測定時の高精度を保証し、また本発明の目的を達成するために補足的に追加される複数のステップを含む。本発明にかかる方法のこの実施形態は、特に回転可能なスピンドルで保持されるアダプターによって工具ホルダが構成された測定装置用としても使用される。
【0035】
工具の測定時において、特にスピンドルが手動で回転されている間は、スピンドルの回転位置が常時に測定される。工具の測定時において、スピンドル及び保持されたアダプターは、第1の回転位置から第2の回転位置へと手動で回転される。そのような回転は、削り工具の異なるブレードを測定する場合に必要となる。この回転位置の測定を、例えばスピンドルの回転軸に接続されたロータリーエンコーダ(回転エンコーダ)によって常時に行うことができる。スピンドルが第1の回転位置になるとすぐに、スピンドル及び保持されたアダプターは、第2の回転位置から第1の回転位置へ向けて手動で回転される。第1の回転位置が再度測定されたときに所定のメッセージが出力される。この目的のために、例えば回転位置を記憶させることができる。変更例として、回転位置を数字の形態で常時に表示することができ、これにより使用者は、数字による出力によるメッセージから回転位置を認識できる。本発明にかかる方法のこの実施形態によって、既に定められた回転位置を、スピンドルの手動回転後に最大偏位を示す特性となるように再調整することができる。そのように回転位置が調整されるは、最大偏位を示す特性の場合に有効なデータが測定されたとの根拠に基づいているためである。一方で、例えば最大値に達する前に回転方向が変更された場合には、不正確な最大値が測定されることによって相当な測定誤差が生じることになる。更に、例えば削り工具の複数の刃について、スピンドルの回転が速すぎると、全て最大値が測定されるわけではない。繰り返しの測定によって、最大値を示す回転位置に正確に調整されなければならない。本発明にかかる方法の所望の実施形態によって、所定の最大値が測定されるように回転位置を正確に再調整することができる。更に、回転位置を連続的に記録し、また回転方向を分析することによって、回転方向の不用意な変更によって、存在しないか誤った最大値が測定されるのを避けることができる。
【0036】
図面を参照しつつ、従来技術にかかる校正機構と本発明にかかる好ましい実施形態の双方が以下のように並行して説明される。
【図面の簡単な説明】
【0037】
【図1】図1は、従来技術にかかる、2つの球体を備えた校正機構を示す図である。
【図2】図2は、本発明にかかる、アダプターの形態の工具ホルダの好ましい実施形態を示す図である。
【図3】図3は、図2に示す校正機構を詳細に示す図である。
【図4】図4は、図3に示す校正機構の断面を示す図である。
【図5】図5は、画像処理特性を有する図3に示す校正機構を示す図である。
【図6】図6は、図4に示す球体を詳細に示す図である。
【発明を実施するための形態】
【0038】
図1には、明細書の前段に記載の従来技術にかかる、2つの球体を備えた校正機構が示されている。
【0039】
図2には、本発明にかかる、アダプターの形態の工具ホルダの好ましい実施形態が示されている。このアダプターは、工具プリセッタ(図示省略)の回転スピンドルに固定されるように、また測定される所定の工具(「ツール」ともいう)を合わせるように(適合させるように)構成されている。まず、このアダプターは、その外表面を介してスピンドル内に固定される円筒対称形状の本体(「基体」ともいう)20を備えている。この本体は必ずしも円筒対称形状である必要はなく、当該本体を例えば一定幅を有する三角形状として構成することもできる。
【0040】
円筒対称形状の本体20は、同様に円筒対称形状の内部空間(「内側中空部」ともいう)21を備えており、測定される工具を合わせる(適合させる)機能を果たす。円筒対称形状の本体20の対称軸22が回転軸(「中心軸」ともいう)を形成しており、アダプター、スピンドル及び測定される工具が、工具測定のために当該回転軸のまわりに回転できるように構成されている。円筒対称形状の本体20の対称軸22は、測定装置においては通常は、垂直軸を規定するように垂直方向(縦方向)に配置される。
【0041】
アダプターに関連して、保持される工具の基準点を形成する工具のゼロ点23が定められている。工具のゼロ点23は、所定の工具座標系の原点を形成している。工具のゼロ点23は、対称軸22上の規定高さ、例えばアダプターの上端部に位置する。別の実施形態では、工具のゼロ点の高さは、工具アダプターによって規定される。
【0042】
更に、このアダプターは、工具のゼロ点23から所定の水平距離Xを隔て、且つ工具のゼロ点23から所定の垂直距離Zを隔てて設けられた校正機構24(計器又は測定系の示す値、若しくは実量器又は標準物質の表す値と、標準によって実現される値との間の関係を確定する機能を有する機構ともいう)を備えている。
【0043】
図3には、図2に示す校正機構24が詳細に示されている。この校正機構24は、ルビー(「紅玉」ないし「紅尖晶石」ともいう)で作られた球体によって構成されている。この球体24は、その半分が(図2に示す)対称軸22との間で45°傾斜したアダプターの所定の面26に対して調節される。同時に、この面26も水平面に対して45°で傾斜している。また、傾斜面26は、その外面が対称軸22に対して、また固定される工具に対して設定されている。
【0044】
傾斜面26及び球体24は、アダプターのべべル部(「傾斜状に面取りされた部位」ともいう)27の深さの範囲内で調整され、これにより球体24は、例えば当該球体に及ぶ突然の物理的な影響から保護される。それにもかかわらず、球体24及びその周辺領域の清掃を容易に行うことができるように構成されている。
【0045】
図4には、図3に示す校正機構24の断面構造が示されている。この球体24は、アダプターの円筒開口28内に配置されている。この球体24は、当該球体24の内部に挿入される取り付けピン(マウントピン)29によって常時に固定されている。この球体24の中心点が円柱形状の取り付けピン24の対称軸上に調整されている。この取り付けピン29は、アダプターの円筒開口31内に常時に固定されて、球体24が当該円筒開口28から抜け出ることができないようにするものである。この取り付けピン29は、鋼鉄から作られており、例えば円筒開口31内でクランプされることによって固定され、或いは円筒開口31内に貼り付けられる。変更例として、ピンを用いることなく円筒開口28内に球体24を固定することもできる。
【0046】
図5には、図3に示される校正機構24が、測定装置での光学式の測定方法によって球体24の位置を定める画像処理特性(コンピューターを用いて画像をデジタルデータに変換する処理であるイメージプロセッシング)を有する校正機構として示されている。フレーム36は、画像識別に使用されるような画像領域を特定している。使用されるカメラは、このフレーム36が記録画像に含まれるように調整される。このフレーム36のうち、画像中心を形成し、且つカメラの光軸上に位置する中心点37には、調整の結果として半円部38の中心点も配置され、この半円部28が球体24の視覚的な輪郭画像を形成する。画像識別に関連する領域39は、関心領域とも称呼され、中心角が170°の円弧状部分を有している。更に、複数の検索線(サーチライン)41が示されており、画像識別では当該検索線に沿って半円部38が検索される。
【0047】
半円部38は、球体24の外縁部(円弧状外縁部)の輪郭を形成し、当該半円部38の水平方向の半径を含む線42と交差し、且つ当該半円部38の垂直方向の半径を含む線43と交差するように構成されている。半円部38の対称軸44は、水平方向の半径及び垂直方向の半径に対してそれぞれ45°で傾斜している。従って、半円部38の中心点を、水平方向及び垂直方向について同程度の精度で定めることができる。
【0048】
図6には、図4に示される球体のみが取り付けピン29が設けられた状態で示されている。この球体24は、4ミリメートル(mm)の外径を有している。取り付けピン29は、1.5ミリメートル(mm)の外径を有している。球体24と取り付けピン29からなる装置の長さは、10ミリメートル(mm)となっている。
【符号の説明】
【0049】
01 工具ホルダ
02 第1の球体
03 第2の球体
04 第1の円筒開口
05 接着剤
06 第2の円筒開口
07 ばね
08 接点
09 第1の円弧状外縁部
10 −
11 第2の円弧状外縁部
20 本体
21 内部空間
22 対称軸
23 工具のゼロ点
24 校正機構(球体)
25 −
26 (傾斜)面
27 べべル部
28 円筒開口
29 取り付けピン
30 −
31 円筒開口
36 記録画像のフレーム
37 中心点(光軸)
38 半円部
39 関心領域
41 検索線
42 水平方向の半径を含む線
43 垂直方向の半径を含む線
44 半円部の対称軸
【特許請求の範囲】
【請求項1】
測定装置で測定される工具を合わせるための工具ホルダであって、
当該工具ホルダの垂直軸を規定する対称軸(22)を有する固定可能な本体(20)と、
当該工具ホルダに取り付けられる工具用に規定された前記工具のゼロ点(23)と、
前記工具の前記ゼロ点(23)から所定の水平距離及び所定の垂直距離を隔てた校正機構(24)と、
を備え、
前記校正機構(24)は、前記工具の前記ゼロ点(23)を含む垂直線の所定高さに円弧状外縁部(38)を備え、前記円弧状外縁部(38)の中心角が135°を上回るように構成されていることを特徴とする工具ホルダ。
【請求項2】
請求項1に記載の工具ホルダであって、
前記円弧状外縁部(38)は、第1の交点において円弧部分の水平方向の半径を含む線と交差し、且つ第2の交点において円弧部分の垂直方向の半径を含む線と交差することを特徴とする工具ホルダ。
【請求項3】
請求項2に記載の工具ホルダであって、
前記円弧状外縁部が半円部(38)によって構成され、当該半円部の対称軸(44)は、前記水平方向の半径及び前記垂直方向の半径のそれぞれに対して少なくとも10°傾斜していることを特徴とする工具ホルダ。
【請求項4】
請求項3に記載の工具ホルダであって、
前記校正機構が1つの球体(24)によって構成され、当該球体の半分が当該工具ホルダのうち、前記円弧状外縁部(38)の水平方向の半径に対して45°傾斜した所定の面(26)に挿入されていることを特徴とする工具ホルダ。
【請求項5】
工具を測定するための測定装置であって、
請求項1から4のうちのいずれかの工具ホルダを備え、前記工具ホルダは、本体(20)にて当該測定装置に固定される一方、その対称軸(22)まわりに回転可能とされ、
また、前記工具ホルダに挿入される工具を測定するための光学式の測定手段を備えることを特徴とする測定装置。
【請求項6】
請求項5に記載の測定装置を工具のゼロ点に対して校正するための方法であって、
前記工具の前記ゼロ点(23)からの前記校正機構(24)の水平距離を示す規定の水平標準校正値を取り込むステップと、
前記工具の前記ゼロ点(23)からの前記校正機構(24)の垂直距離を示す規定の垂直標準校正値を取り込むステップと、
前記光学式の測定手段を前記校正機構(24)に対して設定するステップと、
前記光学式の測定手段の光軸(37)を、前記校正機構(24)の前記円弧状外縁部(38)の中心点に配置するステップと、
光学的に識別された前記円弧状外縁部(38)からのデータに基づいて、前記校正機構(24)の前記円弧状外縁部の中心点の水平方向の位置及び垂直方向の位置を算出するステップと、
前記校正機構(24)の前記円弧状外縁部の中心点の水平方向の位置と前記水平標準校正値との差と、前記校正機構(24)の前記円弧状外縁部の中心点の垂直方向の位置と前記垂直標準校正値との差とを算出することにより、前記工具の前記ゼロ点(23)を示す原点を算出するステップと、
を含むことを特徴とする方法。
【請求項7】
請求項6に記載の方法であって、
更に、前記工具ホルダを構成するアダプターの規定の水平標準校正値及び規定の垂直標準校正値の妥当性をチェックするためのステップとして、
前記アダプターを保持するスピンドルを所定の校正機構で校正することによって前記工具のゼロ点(23)を設定するステップと、
前記スピンドルの校正機構に基づく前記工具のゼロ点(23)の座標と、前記アダプターの校正機構(24)に基づいて設定された前記工具のゼロ点(23)の座標との複数の差を算出するステップと、
前記複数の差の1つが規定の範囲から外れた場合にメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項8】
請求項6又は7に記載の方法であって、
更に、前記測定装置の校正精度をチェックするためのステップとして、
前記校正機構(24)について、性状が既知の1又は複数の幾何学特性を選択するステップと、
前記校正機構(24)の選択された幾何学特性の性状を測定するステップと、
測定された性状を、前記幾何学特性について既知の性状と比較するステップと、
少なくとも1つの幾何学特性について測定された性状が前記既知の性状に関して規定の許容範囲を超えた場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項9】
請求項6から8のうちのいずれかに記載の方法であって、
更に、前記工具ホルダを構成するアダプターの回転速度をチェックするためのステップとして、
前記アダプターを保持するスピンドルの手動回転での回転速度を測定するステップと、
測定された回転速度が最大許容回転速度のための規定範囲を超えた場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項10】
請求項6から9のうちのいずれかに記載の方法であって、
更に、前記工具ホルダを構成するアダプターの回転位置を定めるためのステップとして、
前記アダプターを保持するスピンドルの回転位置を常時測定するステップと、
前記スピンドルとこのスピンドルに取り付けられた前記アダプターを、第1の回転位置から第2の回転位置へと手動回転させるステップと、
前記スピンドルとこのスピンドルに取り付けられた前記アダプターを、前記第2の回転位置から前記第1の回転位置に向けて手動回転させるステップと、
前記第1の回転位置が再び測定された場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項1】
測定装置で測定される工具を合わせるための工具ホルダであって、
当該工具ホルダの垂直軸を規定する対称軸(22)を有する固定可能な本体(20)と、
当該工具ホルダに取り付けられる工具用に規定された前記工具のゼロ点(23)と、
前記工具の前記ゼロ点(23)から所定の水平距離及び所定の垂直距離を隔てた校正機構(24)と、
を備え、
前記校正機構(24)は、前記工具の前記ゼロ点(23)を含む垂直線の所定高さに円弧状外縁部(38)を備え、前記円弧状外縁部(38)の中心角が135°を上回るように構成されていることを特徴とする工具ホルダ。
【請求項2】
請求項1に記載の工具ホルダであって、
前記円弧状外縁部(38)は、第1の交点において円弧部分の水平方向の半径を含む線と交差し、且つ第2の交点において円弧部分の垂直方向の半径を含む線と交差することを特徴とする工具ホルダ。
【請求項3】
請求項2に記載の工具ホルダであって、
前記円弧状外縁部が半円部(38)によって構成され、当該半円部の対称軸(44)は、前記水平方向の半径及び前記垂直方向の半径のそれぞれに対して少なくとも10°傾斜していることを特徴とする工具ホルダ。
【請求項4】
請求項3に記載の工具ホルダであって、
前記校正機構が1つの球体(24)によって構成され、当該球体の半分が当該工具ホルダのうち、前記円弧状外縁部(38)の水平方向の半径に対して45°傾斜した所定の面(26)に挿入されていることを特徴とする工具ホルダ。
【請求項5】
工具を測定するための測定装置であって、
請求項1から4のうちのいずれかの工具ホルダを備え、前記工具ホルダは、本体(20)にて当該測定装置に固定される一方、その対称軸(22)まわりに回転可能とされ、
また、前記工具ホルダに挿入される工具を測定するための光学式の測定手段を備えることを特徴とする測定装置。
【請求項6】
請求項5に記載の測定装置を工具のゼロ点に対して校正するための方法であって、
前記工具の前記ゼロ点(23)からの前記校正機構(24)の水平距離を示す規定の水平標準校正値を取り込むステップと、
前記工具の前記ゼロ点(23)からの前記校正機構(24)の垂直距離を示す規定の垂直標準校正値を取り込むステップと、
前記光学式の測定手段を前記校正機構(24)に対して設定するステップと、
前記光学式の測定手段の光軸(37)を、前記校正機構(24)の前記円弧状外縁部(38)の中心点に配置するステップと、
光学的に識別された前記円弧状外縁部(38)からのデータに基づいて、前記校正機構(24)の前記円弧状外縁部の中心点の水平方向の位置及び垂直方向の位置を算出するステップと、
前記校正機構(24)の前記円弧状外縁部の中心点の水平方向の位置と前記水平標準校正値との差と、前記校正機構(24)の前記円弧状外縁部の中心点の垂直方向の位置と前記垂直標準校正値との差とを算出することにより、前記工具の前記ゼロ点(23)を示す原点を算出するステップと、
を含むことを特徴とする方法。
【請求項7】
請求項6に記載の方法であって、
更に、前記工具ホルダを構成するアダプターの規定の水平標準校正値及び規定の垂直標準校正値の妥当性をチェックするためのステップとして、
前記アダプターを保持するスピンドルを所定の校正機構で校正することによって前記工具のゼロ点(23)を設定するステップと、
前記スピンドルの校正機構に基づく前記工具のゼロ点(23)の座標と、前記アダプターの校正機構(24)に基づいて設定された前記工具のゼロ点(23)の座標との複数の差を算出するステップと、
前記複数の差の1つが規定の範囲から外れた場合にメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項8】
請求項6又は7に記載の方法であって、
更に、前記測定装置の校正精度をチェックするためのステップとして、
前記校正機構(24)について、性状が既知の1又は複数の幾何学特性を選択するステップと、
前記校正機構(24)の選択された幾何学特性の性状を測定するステップと、
測定された性状を、前記幾何学特性について既知の性状と比較するステップと、
少なくとも1つの幾何学特性について測定された性状が前記既知の性状に関して規定の許容範囲を超えた場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項9】
請求項6から8のうちのいずれかに記載の方法であって、
更に、前記工具ホルダを構成するアダプターの回転速度をチェックするためのステップとして、
前記アダプターを保持するスピンドルの手動回転での回転速度を測定するステップと、
測定された回転速度が最大許容回転速度のための規定範囲を超えた場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【請求項10】
請求項6から9のうちのいずれかに記載の方法であって、
更に、前記工具ホルダを構成するアダプターの回転位置を定めるためのステップとして、
前記アダプターを保持するスピンドルの回転位置を常時測定するステップと、
前記スピンドルとこのスピンドルに取り付けられた前記アダプターを、第1の回転位置から第2の回転位置へと手動回転させるステップと、
前記スピンドルとこのスピンドルに取り付けられた前記アダプターを、前記第2の回転位置から前記第1の回転位置に向けて手動回転させるステップと、
前記第1の回転位置が再び測定された場合に、所定のメッセージを出力するステップと、
を含むことを特徴とする方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−218116(P2012−218116A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−87123(P2011−87123)
【出願日】平成23年4月11日(2011.4.11)
【出願人】(591033755)エヌティーツール株式会社 (22)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−87123(P2011−87123)
【出願日】平成23年4月11日(2011.4.11)
【出願人】(591033755)エヌティーツール株式会社 (22)
【Fターム(参考)】
[ Back to top ]