
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置

【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は軸心が湾曲した強化繊維プラスチック、および上記湾曲した強化繊維プラスチック用のプリフォーム製造方法、ならびに上記プリフォームの製造装置に関する。
【背景技術】
【0002】
従来、炭素繊維やガラス繊維にマトリックス樹脂を含浸させ硬化させた湾曲した繊維強化プラスチック、例えば繊維強化プラスチック製湾曲パイプ等は、フィラメントワインディング法やシートワインディング法で直管に樹脂含浸された強化繊維を巻き付け、この直管が半硬化状態のうちに曲げて型に入れることで湾曲形状を得る方法(例えば、特許文献1、特許文献2参照)が提案されている。
【0003】
しかしながら、前述した強化繊維が巻かれた半硬化状態の直管を曲げ加工して湾曲強化繊維プラスチックを得る方法では、曲げた形状の型に沿わせる手間がかかり、生産性が低く、コストが増大するという問題があった。また、直管に沿わせて巻いてある強化繊維を曲げることで、曲げ部の内外周に延ばされる部分としわが寄る部分ができ、強度低下の原因となる可能性が高いとともに、しわが寄ることにより成形品表面の意匠性が低下するという問題があった。
【特許文献1】特開平7−144374号公報
【特許文献2】特開平5−200902号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで本発明の課題は、前記したような湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は以下の構成を採用する。すなわち、
(1)強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【0006】
(2)湾曲した軸心の両端を結ぶ弦に直交する周長が一定であることを特徴とする前記(1)に記載の強化繊維プラスチック。
【0007】
(3)シート状の強化繊維基材を軸心が湾曲した芯材に巻き付けた強化繊維プラスチック用プリフォームの製造方法であって、前記シート状の強化繊維基材の巻き出しから前記芯材の巻き付き点の搬送経路長を調整しながら前記芯材にシート状の強化繊維基材を巻き付けることを特徴とするプリフォームの製造方法。
【0008】
(4)前記シート状の強化繊維基材が前記プリフォーム体の幅方向に連続していることを特徴とする前記(3)に記載のプリフォームの製造方法。
【0009】
(5)前記プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記心材の回転軸方向のシート巻き付け部各部において実質的に同じであることを特徴とする前記(3)または前記(4)のいずれかに記載のプリフォームの製造方法。
【0010】
(6)前記(3)〜(5)のいずれかに記載のプリフォームの製造方法により製造されたプリフォームに、後からマトリックス樹脂を含浸させ、硬化してなることを特徴とする強化繊維プラスチック。
【0011】
(7)前記(3)〜(5)のいずれかに記載のプリフォームの製造方法により製造されたプリフォームのシート状強化繊維基材をマトリックス樹脂で硬化させ、前記芯材を除去して中空となしたことを特徴とする強化繊維プラスチック。
【0012】
(8)軸心が湾曲した筒状の芯材にシート状強化繊維を巻き付けるプリフォーム装置であって、前記湾曲芯材を把持するクランプ部と、前記湾曲芯材を回転させる回転部と、前記シート状強化繊維を送り出す原反ロールをセットしておく原反部と、前記原反ロールのシート状強化繊維基材の巻き出し位置から巻き付ける湾曲芯材の巻き付け位置までの幅方向に生じる経路差を調整する経路差調整部と、巻き付け張力を付与する張力付与部とを有することを特徴とするプリフォームの製造装置。
【0013】
(9)前記調整部に曲率をもつバーを用いることを特徴とする前記(8)に記載のプリフォームの製造装置。
【発明の効果】
【0014】
本発明の湾曲した強化繊維プラスチックは、曲げ加工を施す際のシワが発生しないため機械的強度の低下を防止できるとともに、シワにより発生する意匠性の低下も防ぐことができる。
【0015】
さらに幅方向にわたり連続な基材を用いることができ、シート状強化繊維基材同士の隙間、重なりをなくすことができることからも意匠性の向上が図れる。
【0016】
また、本発明の湾曲した強化繊維プラスチック用のプリフォームの製造方法によれば、湾曲した芯材にシート状強化繊維基材を巻き付ける際に、経路差調整部を介して巻き付けることにより、従来の製造方法のように成形型に入れる前に曲げる工程を得なくても、湾曲した強化繊維プラスチックのプリフォームを製造することができ、生産性向上を図ることができる。また、幅方向にわたり連続なシート状強化繊維基材を直接巻き付けることが可能となることからも生産性の向上を図ることができる。
【発明を実施するための最良の形態】
【0017】
本発明の繊維強化プラスチックおよびプリフォームの製造方法、製造装置について図1〜図7を用いて説明する。図1(a)および図1(b)は本発明により得られる軸心が湾曲した筒状の強化繊維プラスチック1(以後湾曲成型品1と称する。)を示すものである。
【0018】
図1(a)は湾曲成型品1の一例を示す全体図、図1(b)は図1(a)の湾曲した軸心の両端を結ぶ弦に直交する方向の断面図とその断面を拡大した構成図を示している。湾曲成型品1は湾曲芯材2の周りに強化繊維基材3をなす強化繊維4の向きが、前記湾曲芯材2の巻き付け部各部において、湾曲した軸心の両端を結ぶ弦に直交する方向に実質的に並行に巻かれ、あらかじめほぼ成形品の形状に賦形したプリフォームを成形した後、マトリックス樹脂5を含浸せしめ強化繊維プラスチック層6(以後FRP層と称する)を形成する。
【0019】
なお、本発明における筒状の湾曲成型品1では、芯材がない中空の場合だけでなく、芯材がある場合も筒状とする。また上述に記載の実質的に並行とは、強化繊維基材3をなす強化繊維4自体がはじめから曲がった状態にある場合や、強化繊維基材3に織物を用いた時の局所的な織り目の変形による強化繊維4の向きの変化等は、並行とみなすことを意図したものである。
【0020】
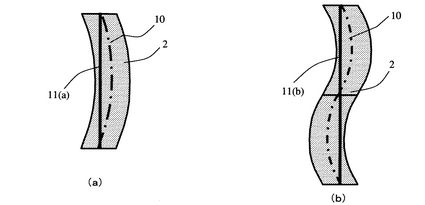
上述の湾曲した軸心の両端を結ぶ弦について、図2(a)、図2(b)に基づき説明する。本発明においては図2(a)に示すような単純な弓形形状における湾曲芯材の湾曲した軸心10の両端を結んだ線11aを弦とするだけでなく、図2(b)のように蛇行した湾曲形状においても軸心の両端を結んだ線11bのような場合も弦と称する。
【0021】
上述の湾曲芯材2は、所望の外形を保つことができ、かつ巻き付けを行うことのできる剛性を有し、巻き付け張力付与時の寸法変化の小さいものであれば良く、特に限定するものではない。また、プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記芯材の回転軸方向のシート巻き付け部各部において実質的に同じとは、上述のような湾曲芯材2自体の寸法精度の誤差や、巻き付け張力付与時の寸法変化等による周長の違いは同じとみなすことを意図したものである。材料については湾曲芯材を残した状態で一体成型品とするならば、重量を軽くできる利点からポリウレタンフォーム、ポリプロピレンフォーム、ポリエチレンフォーム、アクリルフォーム、塩化ビニルフォーム等の硬質フォームが好ましい。またブロー成型体のように後で取り除くことのできるものであっても良く、特に限定されるものではない。
【0022】
上記FRP層6を形成する強化繊維基材3は、炭素繊維、ガラス繊維、アラミド繊維等の高強度、高弾性率繊維を用いることができる。好ましくは炭素繊維を強化繊維とし、用いる強化繊維の状態には、樹脂がついていないドライ状態の一方向強化繊維シートや巻き付ける方向を0°方向としたときの0°/90°方向に織り込まれた強化繊維織物等を用いることができる。
【0023】
マトリックス樹脂5はエポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂等の熱硬化性樹脂の他、ナイロン樹脂、ABS樹脂等の熱可塑性樹脂を用いることもできる。
【0024】
成型にはFRPの成型に通常用いられる成型法を用いることができるが、強いてはRTM(Resin Transfer Molding)法によるのが好ましい。
【0025】
上記のRTM法とは、強化繊維をあらかじめほぼ成形品の形状に賦形したプリフォームを金型にセットし、その後キャビティ内に液状の熱硬化性樹脂を注入してプリフォームに含浸し、金型の熱で熱硬化性樹脂を硬化させた後、脱型する方法である。熱硬化性樹脂注入前に金型のキャビティ内を減圧したり、熱硬化性樹脂の注入時に加圧したりしてもよい。
【0026】
芯材にブロー体を用いた場合は、RTM成型時にブロー体に空気を送り込んで膨らませプリフォームをキャビティ壁に押しつけるようにする。
【0027】
この湾曲成型品1用のプリフォームの製造方法を図3に基づき説明する。
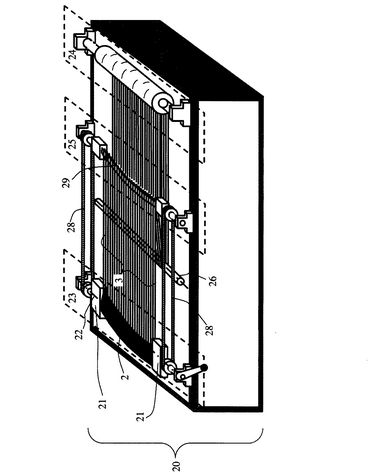
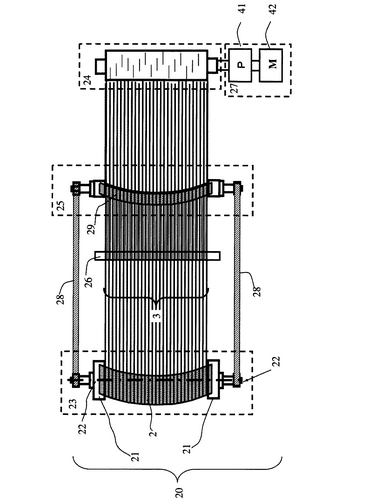
図3は、本発明に用いたプリフォーム装置の一例を示す全体斜視図であり、図4は、図3の装置の構成を示した平面図である。
【0028】
図3、図4に示すように、プリフォーム装置20は左右から湾曲芯材2を把持するクランプ部21と、前記クランプ部21とともに左右のクランプ軸を結ぶ回転軸22を中心に湾曲芯材2を回転させる回転部23と、シート状の強化繊維基材3のロールをセットしておく原反部24と、原反ロールのシート状強化繊維基材3の巻きだし位置から、巻き付ける湾曲芯材2の巻き付け位置までの幅方向に生じる経路差を補正する経路差調整部25と、強化繊維基材3をガイドするガイド部26と、湾曲芯材2の外形に沿わせるため巻き付け張力を付与する張力付与部27と、湾曲芯材2をクランプしている左右のクランプ部21と、経路差調整部25の機構に応じては前記経路差調整部25の同期をとる同期部28を備えている。
【0029】
上述のクランプ部21は、湾曲芯材の両端部を挟み込むことでクランプできる例えば、アルミなどの金属製のクランプ冶具などを用いることができるが、石膏等で型取りしたものを用いても良く限定されるところではない。
【0030】
回転部23は上述の回転軸22を中心に前記クランプ部21ごと回転し、湾曲芯材2に強化繊維基材3を巻きつける部分である。左右のクランプ部21は湾曲芯材2のねじれを防止するため同期部28で同期をとっている。回転の動力源は手動でクランプ軸を回転させてもよく、また自動で制御してもよく、特に限定されない。
【0031】
原反部24のロールには、例えば、炭素繊維基材ロールなどを用いて、巻きつけ張力を与えた時に空回りしないようにセットする。セットの方法にはエアチャックで紙管を固定する方法や、テーパコーンで止める方法等、空回りしない構造であればよい。
【0032】
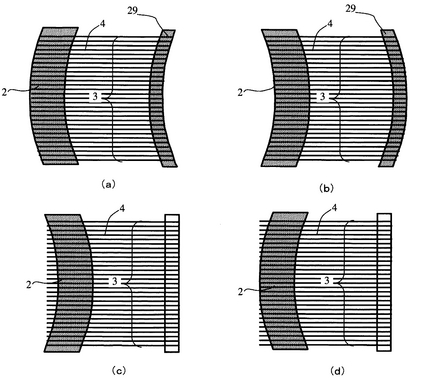
本プリフォーム製造方法の主な特徴である経路差調整部25について、弓形バー29を用いた一例を図5(a)〜図5(d)に基づき説明する。図5(a)〜図5(d)は経路差調整部25の役割の例を示したものであり、図5(a)、図5(b)は経路差調整部を設けた場合を示しており、図5(c)、図5(d)は経路差調整部がない場合を示している。
【0033】
図5(c)、図5(d)に示すように、経路差調整部25のない真直ぐなバーの状態で張力を付与し湾曲芯材に巻いた時は、原反部の基材巻きだし位置から最も距離が離れた場所が先に突っ張り、その他の湾曲した場所は経路差によるたるみが生じる。最大の経路差によるたるみは図5(c)の状態では、芯材の幅方向の中心側に発生し、図5(d)の状態では、両端部側に発生する。そこに図5(a)(b)のような経路差調整部となる弓形バー29を設けると、上記で発生する経路差を調整することができる。
【0034】
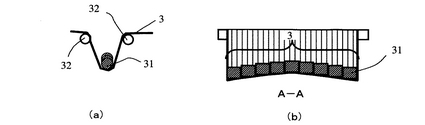
また図6、図7(a)(b)には弓形バー29を用いない別の経路差調整方法である錘31を用いた例を説明する。図6は、経路差調整部に錘を用いた場合の一例を示したプリフォーム装置の平面図である。図7(a)は、経路差調整部の側面図を示したものであり、図7(b)は図6に示すA−A矢視断面図である。
【0035】
図6に示すように搬送経路途中のガイド部26のバーにニップ機構30を設けて基材をブレーキしておき、そのニップ機構30と芯材2との間の2本のバー32間に幅方向に分割した錘31を載せる。図7に示すように、錘は幅方向に分割されていることから、錘自体の幅単位で経路差を調整でき、その積算で全幅の経路差を調整することができる。
【0036】
上述のように経路差調整部25としては、図5(a)(b)に示すような弓形バー29を用いる方法とし、半周ごとに湾曲芯材の曲率に対応したエッジ部を当てる方法や、図6、図7に示すように、幅方向にいくつにも分割された錘31を用いる方法で常に経路差を調整する等、本質的な機能を満たすものであればよく、特に限定されない。
【0037】
上記の経路差調整部25を介した状態で張力を掛けることで経路差により発生する幅方向のたるみがなくなり、巻き付け張力付与時に幅方向に均等な張力が掛けられる。結果、芯材の外形に沿ったシワ・たるみのないプリフォームを得ることができる。
【0038】
張力付与方法は用いる経路差調整部の構造によって変わり、半周もしくは1周巻く毎に張力をかけるバッチ式や、常に経路差を調整する構造により常に張力をかける連続式の構造であってよく、特に限定されない。
【0039】
上述のバッチ式の例では、経路差調整部に弓形バーを用い、芯材の回転に同期させ対応するエッジを当てる構造を用いてエッジが当たる半周ごとのタイミングで基材ロールを逆回転させる方法により張力を付与することができる。
【0040】
その他の張力付与方法としては、搬送経路途中で基材にブレーキを掛け、弓形バー等の調整部をエアーシリンダ等で押す方法や、巻いている芯材を回転部ごと引張る方法、基材に錘を載せる方法等がある。
【0041】
同期部28は上述のように湾曲芯材のねじりを防止するため、左右のクランプ部21の回転を同期させる役割がある。また上述のように経路差調整部25に錘を用いて湾曲芯材の形状に関係なく常に経路差を調整する場合には必要としないが、上記の弓形バーを用いた場合などの湾曲芯材の形状に合わせて経路差調整部の同期が必要な場合などは湾曲芯材と経路差調整部の同期も取る。図3、図4では弓形バー29を用いていることから、クランプ部の左右の同期と経路差調整部の同期をタイミングベルトにて同時に行った。
【0042】
プリフォーム工程は、まず、湾曲芯材2への巻き付けの起点となるように強化繊維基材3である炭素繊維基材を湾曲芯材に貼りつける。このとき、炭素繊維基材の炭素繊維が上述の回転軸22に実質的に直交であり、かつ極力シワ、たるみなく貼りつける方がプリフォームの意匠性が良くなり好ましい。また強化繊維基材3は湾曲芯材2の幅方向、つまり湾曲芯材の回転軸と並行な方向に連続である方が、プリフォームの幅方向に継ぎ目のない意匠性が良好なものとなり好ましい。炭素繊維基材を貼付後、湾曲芯材を左右クランプ軸間を結ぶ回転軸22を中心にクランプ部ごと回転させ巻き付ける。そして、巻き付けた炭素繊維基材に経路差調整部を介し、張力をかけることでシワなく所望の湾曲芯材の外形に沿わせる。上記の動作を繰り返し、炭素繊維基材を数周巻きつけた後巻き付け張力を保った状態で炭素繊維基材の層間を熱融着テープで接着し、ゆるみ防止を施す。このあと、炭素繊維基材を切りはなす。
【0043】
このようにして湾曲芯材の幅方向、つまり左右のクランプ軸間を結んだ回転軸22と並行な方向にわたり強化繊維4の向きが巻き付け部各部において前記回転軸22と直交する方向に実質的に並行であり、かつ所望の湾曲芯材の形状に沿った外形を有するプリフォームを得ることができる。
【0044】
このような筒状湾曲成型品、プリフォーム、プリフォームの製造方法は車のリヤスポイラー、湾曲パイプ等の成型に用いることができる。
【実施例】
【0045】
以下、実施例に基づいて本発明をさらに具体的に説明する。
【0046】
(実施例1)
湾曲芯材としてポリプロピレン製ブロー成型体からなる全幅1220mm、幅210mm、図3、図4に示すような断面が翼形で幅方向に弓形の湾曲形状をしたものを用い、この湾曲芯材の両端から30mmの範囲をそれぞれ把持して装置に取り付けた。
装置の経路差調整部には、湾曲芯材の1/2の曲率を有する弓形バーを用い半周ごとに湾曲芯材の曲率に適応した方のエッジを当て、経路差の調整を行った。強化繊維基材には炭素繊維からなる基材を用い、幅1200mm、巻きつけ方向を0°とした時の0°/90°に織られた炭素繊維基材を用いた。
実施例1の装置に関しては、基材ロールを出た基材はガイドバー26と経路差調整部の弓形バー29を介して湾曲芯材に巻きつけられる。はじめに行うブロー体湾曲芯材への貼付は両面テープを用いて行った。弓形バーとブロー体湾曲芯材の位相を合わせた状態で弓形バーを介して巻き出しのロールから巻き取り部までの基材の経路差に極力たるみが発生しないように貼りつけた。ブロー体湾曲芯材の回転はクランプ軸に連結されたハンドルを手動で回転させ巻き付け、半周巻く毎に張力を付与しブロー体湾曲芯材の外形の形状に沿わせた。
張力付与方法は基材ロールをモータ42で逆回転させることで行い、パウダクラッチ41を用いて張力制御を行った。張力範囲は1.0Kgf/100mm〜6Kgf/100mmで行った。
上記の動作を4周分行った後、熱融着テープを3層目と4層目の間に挟み張力をかけた状態のままアイロンを押し当て炭素繊維基材の層間を接着し緩み防止を行った。その後ハサミで切りプリフォームを作成した。
得られたプリフォームは0°方向炭素繊維の向きが湾曲芯材の湾曲した軸心の両端を結ぶ弦に直交する方向に並行であり、かつ湾曲芯材の形状にシワなく沿ったものが得られた。
そのプリフォームをRTM成形で成形し湾曲成形体を得た後、ブロー体湾曲芯材を取り除き中空の湾曲成形品を得た。
【0047】
(実施例2)
湾曲芯材、強化繊維基材には実施例1と同じものを用いた。
実施例2の経路差調整部には、図6、図7(a)(b)に示すような幅方向にわたり分割された錘31を用いた。
張力をかける際ガイドバーにニップ機構30を追加しそこで基材をニップした。その状態で図に示すように2本のバー32の間に錘を入れ経路差を調整した。同時に錘により張力を付与した。
本実施例では1.0Kgf/100mm、4.0Kgf/100mmの錘を用いて行ったが、1.0Kgf/100mmの錘では常に錘をかけた状態で経路差を調整しておき、巻き付ける連続式でも巻き取りが可能であったが、4.0Kgf/100mmになるとブロー体が座屈してしまったため、巻き取り時は錘を外し、ブロー体湾曲芯材が水平になる半周毎に張力を付与するバッチ式でプリフォームを行った。いずれの場合においても0°方向炭素繊維の向きが湾曲芯材の湾曲した軸心の両端を結ぶ弦に直交する方向に並行であり、かつ湾曲芯材の形状にシワ無く沿ったものが得られた。
そのプリフォームをRTM成形で成形し湾曲成形体を得た後、ブロー体湾曲芯材を取り除き中空の湾曲成形品を得た。
【図面の簡単な説明】
【0048】
【図1】(a)本発明の湾曲した筒状の強化繊維プラスチック成型品の例を示す全体概略図である。
【0049】
(b)(a)の湾曲した軸心の両端を結ぶ弦に直交する方向の断面図とその断面を拡大した構成図である。
【図2】(a)本発明の湾曲した筒状の強化繊維プラスチック成型品の湾曲した軸心の両端を結ぶ弦を説明した概略図である。
【0050】
(b)本発明の他の湾曲した筒状の強化繊維プラスチック成型品の湾曲した軸心の両端を結ぶ弦を説明した概略図である。
【図3】本発明の湾曲した筒状の強化繊維プラスチック成型品のプリフォーム製造装置の全体斜視図である。
【図4】図3の装置の構成を示した平面図である。
【図5】(a)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部を設けた場合を示している。
【0051】
(b)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部を設けた場合を示し、(a)とは別の回転位置での概略図である。
【0052】
(c)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部がない場合を示している。
【0053】
(d)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部がない場合を示し、(c)とは別の回転位置での概略図である。
【図6】本発明のプリフォーム製造装置で用いた経路差調整部の別の一例を示す平面概略図である。
【図7】(a)図6の経路差調整部の側面図である。
【0054】
(b)図6のA−A矢視断面図である。
【符号の説明】
【0055】
1:軸心が湾曲した筒状の強化繊維プラスチック(湾曲成型品)
2:湾曲芯材
3:強化繊維基材
4:強化繊維
5:マトリックス樹脂
6:強化繊維プラスチック層(FRP層)
10:湾曲芯材の湾曲した軸心
11a:湾曲芯材の湾曲した軸心10の両端を結んだ線
11b:蛇行した湾曲形状における軸心の両端を結んだ線
20:プリフォーム装置
21:クランプ部
22:左右のクランプ軸を結ぶ回転軸
23:中心に湾曲芯材を回転させる回転部
24:原反部
25:経路差調整部
26:ガイド部
27:張力付与部
28:同期部
29:弓形バー
30:ニップ機構
31:錘
32:バー
41:パウダクラッチ
42:駆動モータ
【技術分野】
【0001】
本発明は軸心が湾曲した強化繊維プラスチック、および上記湾曲した強化繊維プラスチック用のプリフォーム製造方法、ならびに上記プリフォームの製造装置に関する。
【背景技術】
【0002】
従来、炭素繊維やガラス繊維にマトリックス樹脂を含浸させ硬化させた湾曲した繊維強化プラスチック、例えば繊維強化プラスチック製湾曲パイプ等は、フィラメントワインディング法やシートワインディング法で直管に樹脂含浸された強化繊維を巻き付け、この直管が半硬化状態のうちに曲げて型に入れることで湾曲形状を得る方法(例えば、特許文献1、特許文献2参照)が提案されている。
【0003】
しかしながら、前述した強化繊維が巻かれた半硬化状態の直管を曲げ加工して湾曲強化繊維プラスチックを得る方法では、曲げた形状の型に沿わせる手間がかかり、生産性が低く、コストが増大するという問題があった。また、直管に沿わせて巻いてある強化繊維を曲げることで、曲げ部の内外周に延ばされる部分としわが寄る部分ができ、強度低下の原因となる可能性が高いとともに、しわが寄ることにより成形品表面の意匠性が低下するという問題があった。
【特許文献1】特開平7−144374号公報
【特許文献2】特開平5−200902号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで本発明の課題は、前記したような湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は以下の構成を採用する。すなわち、
(1)強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【0006】
(2)湾曲した軸心の両端を結ぶ弦に直交する周長が一定であることを特徴とする前記(1)に記載の強化繊維プラスチック。
【0007】
(3)シート状の強化繊維基材を軸心が湾曲した芯材に巻き付けた強化繊維プラスチック用プリフォームの製造方法であって、前記シート状の強化繊維基材の巻き出しから前記芯材の巻き付き点の搬送経路長を調整しながら前記芯材にシート状の強化繊維基材を巻き付けることを特徴とするプリフォームの製造方法。
【0008】
(4)前記シート状の強化繊維基材が前記プリフォーム体の幅方向に連続していることを特徴とする前記(3)に記載のプリフォームの製造方法。
【0009】
(5)前記プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記心材の回転軸方向のシート巻き付け部各部において実質的に同じであることを特徴とする前記(3)または前記(4)のいずれかに記載のプリフォームの製造方法。
【0010】
(6)前記(3)〜(5)のいずれかに記載のプリフォームの製造方法により製造されたプリフォームに、後からマトリックス樹脂を含浸させ、硬化してなることを特徴とする強化繊維プラスチック。
【0011】
(7)前記(3)〜(5)のいずれかに記載のプリフォームの製造方法により製造されたプリフォームのシート状強化繊維基材をマトリックス樹脂で硬化させ、前記芯材を除去して中空となしたことを特徴とする強化繊維プラスチック。
【0012】
(8)軸心が湾曲した筒状の芯材にシート状強化繊維を巻き付けるプリフォーム装置であって、前記湾曲芯材を把持するクランプ部と、前記湾曲芯材を回転させる回転部と、前記シート状強化繊維を送り出す原反ロールをセットしておく原反部と、前記原反ロールのシート状強化繊維基材の巻き出し位置から巻き付ける湾曲芯材の巻き付け位置までの幅方向に生じる経路差を調整する経路差調整部と、巻き付け張力を付与する張力付与部とを有することを特徴とするプリフォームの製造装置。
【0013】
(9)前記調整部に曲率をもつバーを用いることを特徴とする前記(8)に記載のプリフォームの製造装置。
【発明の効果】
【0014】
本発明の湾曲した強化繊維プラスチックは、曲げ加工を施す際のシワが発生しないため機械的強度の低下を防止できるとともに、シワにより発生する意匠性の低下も防ぐことができる。
【0015】
さらに幅方向にわたり連続な基材を用いることができ、シート状強化繊維基材同士の隙間、重なりをなくすことができることからも意匠性の向上が図れる。
【0016】
また、本発明の湾曲した強化繊維プラスチック用のプリフォームの製造方法によれば、湾曲した芯材にシート状強化繊維基材を巻き付ける際に、経路差調整部を介して巻き付けることにより、従来の製造方法のように成形型に入れる前に曲げる工程を得なくても、湾曲した強化繊維プラスチックのプリフォームを製造することができ、生産性向上を図ることができる。また、幅方向にわたり連続なシート状強化繊維基材を直接巻き付けることが可能となることからも生産性の向上を図ることができる。
【発明を実施するための最良の形態】
【0017】
本発明の繊維強化プラスチックおよびプリフォームの製造方法、製造装置について図1〜図7を用いて説明する。図1(a)および図1(b)は本発明により得られる軸心が湾曲した筒状の強化繊維プラスチック1(以後湾曲成型品1と称する。)を示すものである。
【0018】
図1(a)は湾曲成型品1の一例を示す全体図、図1(b)は図1(a)の湾曲した軸心の両端を結ぶ弦に直交する方向の断面図とその断面を拡大した構成図を示している。湾曲成型品1は湾曲芯材2の周りに強化繊維基材3をなす強化繊維4の向きが、前記湾曲芯材2の巻き付け部各部において、湾曲した軸心の両端を結ぶ弦に直交する方向に実質的に並行に巻かれ、あらかじめほぼ成形品の形状に賦形したプリフォームを成形した後、マトリックス樹脂5を含浸せしめ強化繊維プラスチック層6(以後FRP層と称する)を形成する。
【0019】
なお、本発明における筒状の湾曲成型品1では、芯材がない中空の場合だけでなく、芯材がある場合も筒状とする。また上述に記載の実質的に並行とは、強化繊維基材3をなす強化繊維4自体がはじめから曲がった状態にある場合や、強化繊維基材3に織物を用いた時の局所的な織り目の変形による強化繊維4の向きの変化等は、並行とみなすことを意図したものである。
【0020】
上述の湾曲した軸心の両端を結ぶ弦について、図2(a)、図2(b)に基づき説明する。本発明においては図2(a)に示すような単純な弓形形状における湾曲芯材の湾曲した軸心10の両端を結んだ線11aを弦とするだけでなく、図2(b)のように蛇行した湾曲形状においても軸心の両端を結んだ線11bのような場合も弦と称する。
【0021】
上述の湾曲芯材2は、所望の外形を保つことができ、かつ巻き付けを行うことのできる剛性を有し、巻き付け張力付与時の寸法変化の小さいものであれば良く、特に限定するものではない。また、プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記芯材の回転軸方向のシート巻き付け部各部において実質的に同じとは、上述のような湾曲芯材2自体の寸法精度の誤差や、巻き付け張力付与時の寸法変化等による周長の違いは同じとみなすことを意図したものである。材料については湾曲芯材を残した状態で一体成型品とするならば、重量を軽くできる利点からポリウレタンフォーム、ポリプロピレンフォーム、ポリエチレンフォーム、アクリルフォーム、塩化ビニルフォーム等の硬質フォームが好ましい。またブロー成型体のように後で取り除くことのできるものであっても良く、特に限定されるものではない。
【0022】
上記FRP層6を形成する強化繊維基材3は、炭素繊維、ガラス繊維、アラミド繊維等の高強度、高弾性率繊維を用いることができる。好ましくは炭素繊維を強化繊維とし、用いる強化繊維の状態には、樹脂がついていないドライ状態の一方向強化繊維シートや巻き付ける方向を0°方向としたときの0°/90°方向に織り込まれた強化繊維織物等を用いることができる。
【0023】
マトリックス樹脂5はエポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂等の熱硬化性樹脂の他、ナイロン樹脂、ABS樹脂等の熱可塑性樹脂を用いることもできる。
【0024】
成型にはFRPの成型に通常用いられる成型法を用いることができるが、強いてはRTM(Resin Transfer Molding)法によるのが好ましい。
【0025】
上記のRTM法とは、強化繊維をあらかじめほぼ成形品の形状に賦形したプリフォームを金型にセットし、その後キャビティ内に液状の熱硬化性樹脂を注入してプリフォームに含浸し、金型の熱で熱硬化性樹脂を硬化させた後、脱型する方法である。熱硬化性樹脂注入前に金型のキャビティ内を減圧したり、熱硬化性樹脂の注入時に加圧したりしてもよい。
【0026】
芯材にブロー体を用いた場合は、RTM成型時にブロー体に空気を送り込んで膨らませプリフォームをキャビティ壁に押しつけるようにする。
【0027】
この湾曲成型品1用のプリフォームの製造方法を図3に基づき説明する。
図3は、本発明に用いたプリフォーム装置の一例を示す全体斜視図であり、図4は、図3の装置の構成を示した平面図である。
【0028】
図3、図4に示すように、プリフォーム装置20は左右から湾曲芯材2を把持するクランプ部21と、前記クランプ部21とともに左右のクランプ軸を結ぶ回転軸22を中心に湾曲芯材2を回転させる回転部23と、シート状の強化繊維基材3のロールをセットしておく原反部24と、原反ロールのシート状強化繊維基材3の巻きだし位置から、巻き付ける湾曲芯材2の巻き付け位置までの幅方向に生じる経路差を補正する経路差調整部25と、強化繊維基材3をガイドするガイド部26と、湾曲芯材2の外形に沿わせるため巻き付け張力を付与する張力付与部27と、湾曲芯材2をクランプしている左右のクランプ部21と、経路差調整部25の機構に応じては前記経路差調整部25の同期をとる同期部28を備えている。
【0029】
上述のクランプ部21は、湾曲芯材の両端部を挟み込むことでクランプできる例えば、アルミなどの金属製のクランプ冶具などを用いることができるが、石膏等で型取りしたものを用いても良く限定されるところではない。
【0030】
回転部23は上述の回転軸22を中心に前記クランプ部21ごと回転し、湾曲芯材2に強化繊維基材3を巻きつける部分である。左右のクランプ部21は湾曲芯材2のねじれを防止するため同期部28で同期をとっている。回転の動力源は手動でクランプ軸を回転させてもよく、また自動で制御してもよく、特に限定されない。
【0031】
原反部24のロールには、例えば、炭素繊維基材ロールなどを用いて、巻きつけ張力を与えた時に空回りしないようにセットする。セットの方法にはエアチャックで紙管を固定する方法や、テーパコーンで止める方法等、空回りしない構造であればよい。
【0032】
本プリフォーム製造方法の主な特徴である経路差調整部25について、弓形バー29を用いた一例を図5(a)〜図5(d)に基づき説明する。図5(a)〜図5(d)は経路差調整部25の役割の例を示したものであり、図5(a)、図5(b)は経路差調整部を設けた場合を示しており、図5(c)、図5(d)は経路差調整部がない場合を示している。
【0033】
図5(c)、図5(d)に示すように、経路差調整部25のない真直ぐなバーの状態で張力を付与し湾曲芯材に巻いた時は、原反部の基材巻きだし位置から最も距離が離れた場所が先に突っ張り、その他の湾曲した場所は経路差によるたるみが生じる。最大の経路差によるたるみは図5(c)の状態では、芯材の幅方向の中心側に発生し、図5(d)の状態では、両端部側に発生する。そこに図5(a)(b)のような経路差調整部となる弓形バー29を設けると、上記で発生する経路差を調整することができる。
【0034】
また図6、図7(a)(b)には弓形バー29を用いない別の経路差調整方法である錘31を用いた例を説明する。図6は、経路差調整部に錘を用いた場合の一例を示したプリフォーム装置の平面図である。図7(a)は、経路差調整部の側面図を示したものであり、図7(b)は図6に示すA−A矢視断面図である。
【0035】
図6に示すように搬送経路途中のガイド部26のバーにニップ機構30を設けて基材をブレーキしておき、そのニップ機構30と芯材2との間の2本のバー32間に幅方向に分割した錘31を載せる。図7に示すように、錘は幅方向に分割されていることから、錘自体の幅単位で経路差を調整でき、その積算で全幅の経路差を調整することができる。
【0036】
上述のように経路差調整部25としては、図5(a)(b)に示すような弓形バー29を用いる方法とし、半周ごとに湾曲芯材の曲率に対応したエッジ部を当てる方法や、図6、図7に示すように、幅方向にいくつにも分割された錘31を用いる方法で常に経路差を調整する等、本質的な機能を満たすものであればよく、特に限定されない。
【0037】
上記の経路差調整部25を介した状態で張力を掛けることで経路差により発生する幅方向のたるみがなくなり、巻き付け張力付与時に幅方向に均等な張力が掛けられる。結果、芯材の外形に沿ったシワ・たるみのないプリフォームを得ることができる。
【0038】
張力付与方法は用いる経路差調整部の構造によって変わり、半周もしくは1周巻く毎に張力をかけるバッチ式や、常に経路差を調整する構造により常に張力をかける連続式の構造であってよく、特に限定されない。
【0039】
上述のバッチ式の例では、経路差調整部に弓形バーを用い、芯材の回転に同期させ対応するエッジを当てる構造を用いてエッジが当たる半周ごとのタイミングで基材ロールを逆回転させる方法により張力を付与することができる。
【0040】
その他の張力付与方法としては、搬送経路途中で基材にブレーキを掛け、弓形バー等の調整部をエアーシリンダ等で押す方法や、巻いている芯材を回転部ごと引張る方法、基材に錘を載せる方法等がある。
【0041】
同期部28は上述のように湾曲芯材のねじりを防止するため、左右のクランプ部21の回転を同期させる役割がある。また上述のように経路差調整部25に錘を用いて湾曲芯材の形状に関係なく常に経路差を調整する場合には必要としないが、上記の弓形バーを用いた場合などの湾曲芯材の形状に合わせて経路差調整部の同期が必要な場合などは湾曲芯材と経路差調整部の同期も取る。図3、図4では弓形バー29を用いていることから、クランプ部の左右の同期と経路差調整部の同期をタイミングベルトにて同時に行った。
【0042】
プリフォーム工程は、まず、湾曲芯材2への巻き付けの起点となるように強化繊維基材3である炭素繊維基材を湾曲芯材に貼りつける。このとき、炭素繊維基材の炭素繊維が上述の回転軸22に実質的に直交であり、かつ極力シワ、たるみなく貼りつける方がプリフォームの意匠性が良くなり好ましい。また強化繊維基材3は湾曲芯材2の幅方向、つまり湾曲芯材の回転軸と並行な方向に連続である方が、プリフォームの幅方向に継ぎ目のない意匠性が良好なものとなり好ましい。炭素繊維基材を貼付後、湾曲芯材を左右クランプ軸間を結ぶ回転軸22を中心にクランプ部ごと回転させ巻き付ける。そして、巻き付けた炭素繊維基材に経路差調整部を介し、張力をかけることでシワなく所望の湾曲芯材の外形に沿わせる。上記の動作を繰り返し、炭素繊維基材を数周巻きつけた後巻き付け張力を保った状態で炭素繊維基材の層間を熱融着テープで接着し、ゆるみ防止を施す。このあと、炭素繊維基材を切りはなす。
【0043】
このようにして湾曲芯材の幅方向、つまり左右のクランプ軸間を結んだ回転軸22と並行な方向にわたり強化繊維4の向きが巻き付け部各部において前記回転軸22と直交する方向に実質的に並行であり、かつ所望の湾曲芯材の形状に沿った外形を有するプリフォームを得ることができる。
【0044】
このような筒状湾曲成型品、プリフォーム、プリフォームの製造方法は車のリヤスポイラー、湾曲パイプ等の成型に用いることができる。
【実施例】
【0045】
以下、実施例に基づいて本発明をさらに具体的に説明する。
【0046】
(実施例1)
湾曲芯材としてポリプロピレン製ブロー成型体からなる全幅1220mm、幅210mm、図3、図4に示すような断面が翼形で幅方向に弓形の湾曲形状をしたものを用い、この湾曲芯材の両端から30mmの範囲をそれぞれ把持して装置に取り付けた。
装置の経路差調整部には、湾曲芯材の1/2の曲率を有する弓形バーを用い半周ごとに湾曲芯材の曲率に適応した方のエッジを当て、経路差の調整を行った。強化繊維基材には炭素繊維からなる基材を用い、幅1200mm、巻きつけ方向を0°とした時の0°/90°に織られた炭素繊維基材を用いた。
実施例1の装置に関しては、基材ロールを出た基材はガイドバー26と経路差調整部の弓形バー29を介して湾曲芯材に巻きつけられる。はじめに行うブロー体湾曲芯材への貼付は両面テープを用いて行った。弓形バーとブロー体湾曲芯材の位相を合わせた状態で弓形バーを介して巻き出しのロールから巻き取り部までの基材の経路差に極力たるみが発生しないように貼りつけた。ブロー体湾曲芯材の回転はクランプ軸に連結されたハンドルを手動で回転させ巻き付け、半周巻く毎に張力を付与しブロー体湾曲芯材の外形の形状に沿わせた。
張力付与方法は基材ロールをモータ42で逆回転させることで行い、パウダクラッチ41を用いて張力制御を行った。張力範囲は1.0Kgf/100mm〜6Kgf/100mmで行った。
上記の動作を4周分行った後、熱融着テープを3層目と4層目の間に挟み張力をかけた状態のままアイロンを押し当て炭素繊維基材の層間を接着し緩み防止を行った。その後ハサミで切りプリフォームを作成した。
得られたプリフォームは0°方向炭素繊維の向きが湾曲芯材の湾曲した軸心の両端を結ぶ弦に直交する方向に並行であり、かつ湾曲芯材の形状にシワなく沿ったものが得られた。
そのプリフォームをRTM成形で成形し湾曲成形体を得た後、ブロー体湾曲芯材を取り除き中空の湾曲成形品を得た。
【0047】
(実施例2)
湾曲芯材、強化繊維基材には実施例1と同じものを用いた。
実施例2の経路差調整部には、図6、図7(a)(b)に示すような幅方向にわたり分割された錘31を用いた。
張力をかける際ガイドバーにニップ機構30を追加しそこで基材をニップした。その状態で図に示すように2本のバー32の間に錘を入れ経路差を調整した。同時に錘により張力を付与した。
本実施例では1.0Kgf/100mm、4.0Kgf/100mmの錘を用いて行ったが、1.0Kgf/100mmの錘では常に錘をかけた状態で経路差を調整しておき、巻き付ける連続式でも巻き取りが可能であったが、4.0Kgf/100mmになるとブロー体が座屈してしまったため、巻き取り時は錘を外し、ブロー体湾曲芯材が水平になる半周毎に張力を付与するバッチ式でプリフォームを行った。いずれの場合においても0°方向炭素繊維の向きが湾曲芯材の湾曲した軸心の両端を結ぶ弦に直交する方向に並行であり、かつ湾曲芯材の形状にシワ無く沿ったものが得られた。
そのプリフォームをRTM成形で成形し湾曲成形体を得た後、ブロー体湾曲芯材を取り除き中空の湾曲成形品を得た。
【図面の簡単な説明】
【0048】
【図1】(a)本発明の湾曲した筒状の強化繊維プラスチック成型品の例を示す全体概略図である。
【0049】
(b)(a)の湾曲した軸心の両端を結ぶ弦に直交する方向の断面図とその断面を拡大した構成図である。
【図2】(a)本発明の湾曲した筒状の強化繊維プラスチック成型品の湾曲した軸心の両端を結ぶ弦を説明した概略図である。
【0050】
(b)本発明の他の湾曲した筒状の強化繊維プラスチック成型品の湾曲した軸心の両端を結ぶ弦を説明した概略図である。
【図3】本発明の湾曲した筒状の強化繊維プラスチック成型品のプリフォーム製造装置の全体斜視図である。
【図4】図3の装置の構成を示した平面図である。
【図5】(a)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部を設けた場合を示している。
【0051】
(b)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部を設けた場合を示し、(a)とは別の回転位置での概略図である。
【0052】
(c)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部がない場合を示している。
【0053】
(d)本発明のプリフォーム製造装置で用いた経路差調整部の構造例を示す概略図であり、経路差調整部がない場合を示し、(c)とは別の回転位置での概略図である。
【図6】本発明のプリフォーム製造装置で用いた経路差調整部の別の一例を示す平面概略図である。
【図7】(a)図6の経路差調整部の側面図である。
【0054】
(b)図6のA−A矢視断面図である。
【符号の説明】
【0055】
1:軸心が湾曲した筒状の強化繊維プラスチック(湾曲成型品)
2:湾曲芯材
3:強化繊維基材
4:強化繊維
5:マトリックス樹脂
6:強化繊維プラスチック層(FRP層)
10:湾曲芯材の湾曲した軸心
11a:湾曲芯材の湾曲した軸心10の両端を結んだ線
11b:蛇行した湾曲形状における軸心の両端を結んだ線
20:プリフォーム装置
21:クランプ部
22:左右のクランプ軸を結ぶ回転軸
23:中心に湾曲芯材を回転させる回転部
24:原反部
25:経路差調整部
26:ガイド部
27:張力付与部
28:同期部
29:弓形バー
30:ニップ機構
31:錘
32:バー
41:パウダクラッチ
42:駆動モータ
【特許請求の範囲】
【請求項1】
強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【請求項2】
湾曲した軸心の両端を結ぶ弦に直交する周長が一定であることを特徴とする請求項1に記載の強化繊維プラスチック。
【請求項3】
シート状の強化繊維基材を軸心が湾曲した芯材に巻き付けた強化繊維プラスチック用プリフォームの製造方法であって、前記シート状の強化繊維基材の巻き出しから前記芯材の巻き付き点の搬送経路長を調整しながら前記芯材にシート状の強化繊維基材を巻き付けることを特徴とするプリフォームの製造方法。
【請求項4】
前記シート状の強化繊維基材が前記プリフォーム体の幅方向に連続していることを特徴とする請求項3に記載のプリフォームの製造方法。
【請求項5】
前記プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記心材の回転軸方向のシート巻き付け部各部において実質的に同じであることを特徴とする請求項3または請求項4のいずれかに記載のプリフォームの製造方法。
【請求項6】
請求項3〜5のいずれかに記載のプリフォームの製造方法により製造されたプリフォームに、後からマトリックス樹脂を含浸させ、硬化してなることを特徴とする強化繊維プラスチック。
【請求項7】
請求項3〜5のいずれかに記載のプリフォームの製造方法により製造されたプリフォームのシート状強化繊維基材をマトリックス樹脂で硬化させ、前記芯材を除去して中空となしたことを特徴とする強化繊維プラスチック。
【請求項8】
軸心が湾曲した筒状の芯材にシート状強化繊維を巻き付けるプリフォーム装置であって、前記湾曲芯材を把持するクランプ部と、前記湾曲芯材を回転させる回転部と、前記シート状強化繊維を送り出す原反ロールをセットしておく原反部と、前記原反ロールのシート状強化繊維基材の巻き出し位置から巻き付ける湾曲芯材の巻き付け位置までの幅方向に生じる経路差を調整する経路差調整部と、巻き付け張力を付与する張力付与部とを有することを特徴とするプリフォームの製造装置。
【請求項9】
前記調整部に曲率をもつバーを用いることを特徴とする請求項8に記載のプリフォームの製造装置。
【請求項1】
強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
【請求項2】
湾曲した軸心の両端を結ぶ弦に直交する周長が一定であることを特徴とする請求項1に記載の強化繊維プラスチック。
【請求項3】
シート状の強化繊維基材を軸心が湾曲した芯材に巻き付けた強化繊維プラスチック用プリフォームの製造方法であって、前記シート状の強化繊維基材の巻き出しから前記芯材の巻き付き点の搬送経路長を調整しながら前記芯材にシート状の強化繊維基材を巻き付けることを特徴とするプリフォームの製造方法。
【請求項4】
前記シート状の強化繊維基材が前記プリフォーム体の幅方向に連続していることを特徴とする請求項3に記載のプリフォームの製造方法。
【請求項5】
前記プリフォーム体が幅方向にわたり、巻き付け方向の周長が前記心材の回転軸方向のシート巻き付け部各部において実質的に同じであることを特徴とする請求項3または請求項4のいずれかに記載のプリフォームの製造方法。
【請求項6】
請求項3〜5のいずれかに記載のプリフォームの製造方法により製造されたプリフォームに、後からマトリックス樹脂を含浸させ、硬化してなることを特徴とする強化繊維プラスチック。
【請求項7】
請求項3〜5のいずれかに記載のプリフォームの製造方法により製造されたプリフォームのシート状強化繊維基材をマトリックス樹脂で硬化させ、前記芯材を除去して中空となしたことを特徴とする強化繊維プラスチック。
【請求項8】
軸心が湾曲した筒状の芯材にシート状強化繊維を巻き付けるプリフォーム装置であって、前記湾曲芯材を把持するクランプ部と、前記湾曲芯材を回転させる回転部と、前記シート状強化繊維を送り出す原反ロールをセットしておく原反部と、前記原反ロールのシート状強化繊維基材の巻き出し位置から巻き付ける湾曲芯材の巻き付け位置までの幅方向に生じる経路差を調整する経路差調整部と、巻き付け張力を付与する張力付与部とを有することを特徴とするプリフォームの製造装置。
【請求項9】
前記調整部に曲率をもつバーを用いることを特徴とする請求項8に記載のプリフォームの製造装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−255919(P2006−255919A)
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2005−72670(P2005−72670)
【出願日】平成17年3月15日(2005.3.15)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成17年3月15日(2005.3.15)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]