
湾曲段ボールシートの製造方法および製造装置
【課題】 高強度を維持しつつ所望の湾曲形状を有する段ボールシートを容易に製造することができる湾曲段ボールシートの製造方法を提供する。
【解決手段】 片面段ボールシート52にライナ51を貼合して湾曲した両面ダンボールシート60を製造する方法であって、片面段ボールシート52およびライナ51を糊剤を介して積層した積層体50を、湾曲形状を有する一対の電極10,20間に挟持して、積層体50の表裏面全体を一対の電極10,20の湾曲形状に沿って密着させる成形ステップと、一対の電極10,20間に高周波電流を印加して前記糊剤を加熱することにより、片面段ボールシート52およびライナ51を接着する貼合ステップとを備える。
【解決手段】 片面段ボールシート52にライナ51を貼合して湾曲した両面ダンボールシート60を製造する方法であって、片面段ボールシート52およびライナ51を糊剤を介して積層した積層体50を、湾曲形状を有する一対の電極10,20間に挟持して、積層体50の表裏面全体を一対の電極10,20の湾曲形状に沿って密着させる成形ステップと、一対の電極10,20間に高周波電流を印加して前記糊剤を加熱することにより、片面段ボールシート52およびライナ51を接着する貼合ステップとを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湾曲段ボールシートの製造方法および製造装置に関する。
【背景技術】
【0002】
段ボールシートは軽量且つ高強度という特徴を有することから、従来より種々の用途が検討されている。段ボールシートは、一般には平板状であり、箱体等を形成する場合には折り目で折り曲げて加工される。ところが、中芯の両面にライナが貼合された両面ダンボールシートは、滑らかに湾曲させることが困難なため、例えば円筒状に加工する場合には、折り目の数を増やすことで多角形状にせざるを得ず、強度が低下するおそれがあった。
そこで、特許文献1には、鉄心に対してライナー紙を介して片面段ボールを2重に巻き付けた後、鉄心を抜き取って接着剤を乾燥させることにより、段ボール製紙管を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−277644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記従来の段ボール製紙管の製造方法は、片面段ボールの2重の巻き付けを行っている間、巻き付け力を常に一定に維持することが困難であるため、ライナーの部分的な剥離を生じるおそれがあり、耐久性の面で問題があった。また、円筒状以外の湾曲形状には対応できないため、例えば円弧状の段ボールシートが必要な場合には、得られた段ボール製紙管を切断する工程が必要になり、作業が煩雑であった。
【0005】
そこで、本発明は、高強度を維持しつつ所望の湾曲形状を有する段ボールシートを容易に製造することができる湾曲段ボールシートの製造方法および製造装置の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の前記目的は、片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する方法であって、片面段ボールシートおよびライナを糊剤を介して積層した積層体を、湾曲形状を有する一対の電極間に挟持して、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させる成形ステップと、一対の前記電極間に高周波電流を印加して前記糊剤を加熱することにより、前記片面段ボールシートおよびライナを接着する貼合ステップとを備える湾曲段ボールシートの製造方法により達成される。
【0007】
上記の湾曲段ボールシートの製造方法において、一対の前記電極は、円筒状の中心電極と、可撓性を有するシート状の外周電極とから構成することが可能である。この場合、前記成形ステップは、前記中心電極の周囲に前記積層体を介して前記外周電極を巻き付けることにより、前記積層体を円筒状に成形するステップを含むことができる。
【0008】
或いは、上記の湾曲段ボールシートの製造方法において、一対の前記電極は、互いに嵌合可能な湾曲形状を有することが可能である。この場合、前記成形ステップは、一方の前記電極に対して他方の前記電極を押圧することにより、前記積層体を湾曲状に成形するステップを含むことができる。
【0009】
また、上記の湾曲段ボールシートの製造方法において、前記成形ステップは、一対の前記電極の陽極側に前記ライナが密着するように前記積層体を挟持するステップを含むことが好ましい。
【0010】
また、本発明の前記目的は、片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する装置であって、片面段ボールシートおよびライナを糊剤を介して積層した積層体を挟持する一対の電極と、一対の前記電極間に高周波電流を印加して前記糊剤を加熱する高周波電源とを備え、一対の前記電極は湾曲形状を有しており、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させることにより、所望の湾曲形状を有する段ボールシートを製造する湾曲段ボールシートの製造装置により達成される。
【発明の効果】
【0011】
本発明によれば、高強度を維持しつつ所望の湾曲形状を有する段ボールシートを容易に製造することができる湾曲段ボールシートの製造方法および製造装置を提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る湾曲段ボールシート製造装置の正面図である。
【図2】図1に示す湾曲段ボールシート製造装置の要部側面図である。
【図3】本発明の一実施形態に係る湾曲段ボールシートの製造方法を説明するための概略正面図である。
【図4】本発明の他の実施形態に係る湾曲段ボールシートの製造方法を説明するための概略正面図である。
【図5】本発明の他の実施形態に係る湾曲段ボールシートの製造装置の正面図である。
【図6】図5に示す湾曲段ボールシートの製造装置の要部平面図である。
【発明を実施するための形態】
【0013】
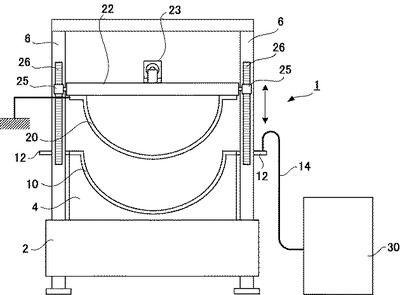
以下、本発明の実施の形態について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る湾曲段ボールシート製造装置の正面図であり、図2は、図1の要部側面図である。図1に示すように、湾曲段ボールシート製造装置1は、下部電極10と、下部電極10の直上に配置された上部電極20とを備えており、これら一対の電極の間に段ボールシートを挟持することができる。
【0014】
下部電極10は、ベース2上に設置された電気絶縁材料からなる支持台4の上部に形成された半筒状の凹面に沿って配置されており、正面視円弧状に形成されている。下部電極10は、給電板12および導線14を介して高周波電源30に接続されており、高周波電流が供給される。
【0015】
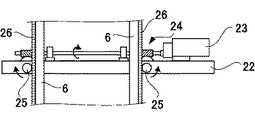
上部電極20は、下部電極10の内周面に嵌合可能となるように正面視円弧状に形成されており、昇降板22の下面に取り付けられている。昇降板22は、上部電極20を昇降させる駆動源となるサーボモータ等の駆動モータ23を搭載している。図2に要部側面図で示すように、駆動モータ23は、タイミングベルトやべベルギヤ等の動力伝達機構24を介して複数のピニオンギヤ25に動力を伝達可能である。各ピニオンギヤ25は、ベース2に立設された複数の支柱6に沿って固定されたラックギヤ26に噛合しており、駆動モータ23の正回転によって昇降板22および上部電極20が上昇し、駆動モータ23の逆回転によって昇降板22および上部電極20が下降するように構成されている。上部電極20を昇降させるための駆動手段は、特に限定されるものではなく、例えば、エアシリンダ駆動やリニアモータ駆動等であってもよい。上部電極20は、アース接続されている。
【0016】
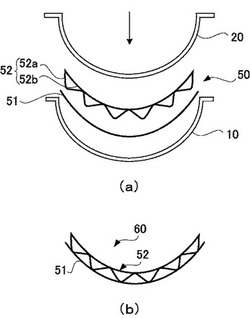
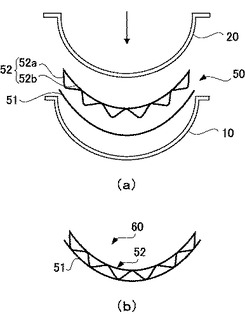
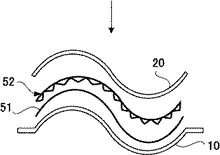
次に、上記の構成を備える湾曲段ボールシート製造装置1を用いて、湾曲した段ボールシートを製造する方法を説明する。まず、上部電極20を上昇させて下部電極10から離隔し、図3(a)に示すように、シート状のライナ51および片面段ボールシート52を糊剤(図示せず)を介して積層した積層体50を、下部電極10の上面に配置する。片面段ボールシート52は、波状の中芯52aの一方面にシート状のライナ52bを貼合して形成されており、ライナ51と共に下部電極10の凹面に沿って滑らかに湾曲させることができる。糊剤は、片面段ボールシート52の中芯52aの山部に予め塗布されており、ライナ51と片面段ボールシート52とを積層した状態で、両者の間に介在する。
【0017】
ついで、上部電極20を矢示のように降下させて、積層体50を下部電極10と上部電極20との間に挟持する。下部電極10および上部電極20は、互いに嵌合可能に形成されており、挟持されたライナ51および片面段ボールシート52は、全面がそれぞれ下部電極10および上部電極20の湾曲形状に沿って密着する。そして、高周波電源30から下部電極10に高周波電流を印加すると、下部電極10と上部電極20との間に電界が生じることで積層体50の糊が誘電加熱され、ライナ51と片面段ボールシート52との貼合が行われる。この後、上部電極20を再び上昇させて積層体50を取り出すことにより、図3(b)に示すように、形状が側面視円弧状に固定された両面ダンボールシートからなる湾曲ダンボールシート60が得られる。この湾曲段ボールシート60は、例えば、内周面や外周面を利用してPOP広告等を行うことができ、あるいは、2つの半筒状の湾曲ダンボールシート60を組み合わせて円筒状に形成し、紙管、電線リール、ペール缶・ドラム缶などの代替品として使用することができる。
【0018】
本実施形態の湾曲段ボールシートの製造方法によれば、貼合前は変形が容易であるライナ51および片面段ボールシート52を、下部電極10および上部電極20の湾曲形状に沿って湾曲させた後、下部電極10と上部電極20との間に生じる高周波電界によってライナ51および片面段ボールシート52を貼合することにより、湾曲段ボールシートを製造することができるので、下部電極10および上部電極20の湾曲形状に対応した所望の湾曲形状を有する両面ダンボールシートを容易に製造することができる。また、ライナ51および片面段ボールシート52の全面が、それぞれ下部電極10および上部電極20に密着するので、貼合を均一且つ確実に行うことができ、得られた湾曲ダンボールシート60の強度を確保することができる。
【0019】
下部電極10に対するライナ51および片面段ボールシート52の配置の順序は特に限定されず、いずれを先に配置することも可能である。但し、本実施形態のように、高周波電源30に接続される陽極側の下部電極10にライナ51が密着するように配置することが好ましく、これによって、ライナ51および片面段ボールシート52の接合箇所を、加熱し易い陽極側に近づけることができるので、糊剤の加熱による貼合をより確実に行うことができる。なお、本実施形態においては、下部電極10を高周波電源30に接続し、上部電極20をアース接続しているが、上部電極20を陽極側とすることも可能である。
【0020】
下部電極10および上部電極20の形状は、互いに嵌合可能な湾曲状に形成されたものであればよく、例えば、図4に示すように、下部電極10および上部電極20をそれぞれ波型に形成して、ライナ51および片面段ボールシート52を挟持することにより、波状の湾曲ダンボールシートを製造することも可能である。このように、製造が容易な下部電極10および上部電極20の形状を変更するだけで、上記と同様の製造工程により種々の大きさや形状を有する湾曲ダンボールシートを製造することができる。
【0021】
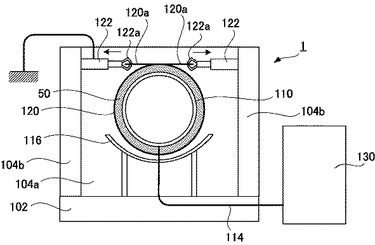
図5は、本発明の他の実施形態に係る湾曲段ボールシート製造装置の正面図であり、図6は、図5の要部平面図である。図5に示す湾曲段ボールシート製造装置100は、中心電極110と、中心電極110の周囲に配置される外周電極120とを備えており、これら一対の電極の間に段ボールシートを挟持することができる。
【0022】
中心電極110は、円筒状に形成されており、ベース102上に設けられた側壁104aに、軸線が水平となるように取り付けられている。中心電極110は、導線114を介して高周波電源130に接続されており、高周波電流が供給される。中心電極110の下方には、若干の間隙をあけて受け台116が配置されている。
【0023】
外周電極120は、アルミニウム等から形成された可撓性を有するシート状の部材であり、中心電極110の周囲に積層体50を介して巻き付けることができる。積層体50は、図3等に示す実施形態のものと同様にライナおよび片面段ボールシートからなり、本実施形態においては、ライナおよび片面段ボールシートが糊剤を介して円筒状に積層されて構成されている。ライナおよび片面段ボールシートの積層順序に制限はないが、上記実施形態の場合と同様の理由から、ライナが中心電極110に密着する配置が好ましい。
【0024】
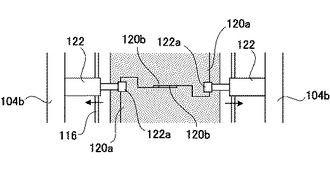
中心電極110を挟んで対向する側壁104b,104bには、エアシリンダ122,122が、水平に延びる共通の直線に沿って進退可能となるように設けられている。エアシリンダ122,122のロッド先端にはチャック122a,122aが設けられており、外周電極120の巻付方向両端部120a,120aが、それぞれチャック122a,122aに把持される。図6に要部平面図で示すように、外周電極120の巻付方向両端部120a,120aには、それぞれ切欠部120b,120bが形成されており、巻き付けた際にそれぞれの端部120a,120aが切欠部120b,120bと係合することで、外周電極120の全体を積層体50の外表面に密着させることができる。外周電極120は、エアシリンダ122を介してアース接続される。
【0025】
上記の構成を備える湾曲段ボールシート製造装置100によれば、積層体50を外周電極120の上面にフラットな状態で重ね合わせて中央部を受け台116に載置し、両端部を中心電極110の表面に沿って持ち上げて、外周電極120の両端部120a,120aをエアシリンダ122,122のチャック122a,122aに取り付ける。そして、エアシリンダ122,122のロッドを矢示のように互いに離隔する方向に移動させて、外周電極120を巻き締める。これにより、円筒状に湾曲した積層体50の内周面および外周面の全体が、それぞれ中心電極110および外周電極120に密着する。外周電極120の巻き締めは、エアシリンダ以外に、モータ駆動や錘の自重等を利用することもできる。
【0026】
そして、高周波電源130から中心電極110に高周波電流を印加することにより、上記の実施形態と同様に、積層体50を構成するライナおよび片面段ボールシートが貼合されて、円筒状の両面ダンボールシートからなる湾曲段ボールシートが得られる。
【0027】
本実施形態の湾曲段ボールシートの製造方法も、上記実施形態と同様に所望の円筒形状を有する湾曲段ボールシートを容易に製造することができると共に、ライナおよび片面段ボールシートの貼合を均一に行うことができるので、必要な強度を容易に確保することができる。
【0028】
本実施形態においては、外周電極120の巻き締めを行うエアシリンダ122,122を両側で1つずつ図示しているが、軸線方向に長い長尺円筒状の湾曲段ボールシートを製造する場合には、複数のエアシリンダ122を軸線方向に沿って適宜の間隔で配置することで、円周方向に均一な巻き締めを容易に行うことができる。また、外周電極120を軸線方向に沿って複数に分割し、それぞれの外周電極120を巻き締めることにより、長尺の湾曲段ボールシートを製造することも可能である。
【符号の説明】
【0029】
1 湾曲段ボールシート製造装置
10 下部電極
20 上部電極
30 高周波電源
50 積層体
51 ライナ
52 片面段ボールシート
60 湾曲段ボールシート
100 湾曲段ボールシート製造装置
110 中心電極
120 外周電極
130 高周波電源
【技術分野】
【0001】
本発明は、湾曲段ボールシートの製造方法および製造装置に関する。
【背景技術】
【0002】
段ボールシートは軽量且つ高強度という特徴を有することから、従来より種々の用途が検討されている。段ボールシートは、一般には平板状であり、箱体等を形成する場合には折り目で折り曲げて加工される。ところが、中芯の両面にライナが貼合された両面ダンボールシートは、滑らかに湾曲させることが困難なため、例えば円筒状に加工する場合には、折り目の数を増やすことで多角形状にせざるを得ず、強度が低下するおそれがあった。
そこで、特許文献1には、鉄心に対してライナー紙を介して片面段ボールを2重に巻き付けた後、鉄心を抜き取って接着剤を乾燥させることにより、段ボール製紙管を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−277644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記従来の段ボール製紙管の製造方法は、片面段ボールの2重の巻き付けを行っている間、巻き付け力を常に一定に維持することが困難であるため、ライナーの部分的な剥離を生じるおそれがあり、耐久性の面で問題があった。また、円筒状以外の湾曲形状には対応できないため、例えば円弧状の段ボールシートが必要な場合には、得られた段ボール製紙管を切断する工程が必要になり、作業が煩雑であった。
【0005】
そこで、本発明は、高強度を維持しつつ所望の湾曲形状を有する段ボールシートを容易に製造することができる湾曲段ボールシートの製造方法および製造装置の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の前記目的は、片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する方法であって、片面段ボールシートおよびライナを糊剤を介して積層した積層体を、湾曲形状を有する一対の電極間に挟持して、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させる成形ステップと、一対の前記電極間に高周波電流を印加して前記糊剤を加熱することにより、前記片面段ボールシートおよびライナを接着する貼合ステップとを備える湾曲段ボールシートの製造方法により達成される。
【0007】
上記の湾曲段ボールシートの製造方法において、一対の前記電極は、円筒状の中心電極と、可撓性を有するシート状の外周電極とから構成することが可能である。この場合、前記成形ステップは、前記中心電極の周囲に前記積層体を介して前記外周電極を巻き付けることにより、前記積層体を円筒状に成形するステップを含むことができる。
【0008】
或いは、上記の湾曲段ボールシートの製造方法において、一対の前記電極は、互いに嵌合可能な湾曲形状を有することが可能である。この場合、前記成形ステップは、一方の前記電極に対して他方の前記電極を押圧することにより、前記積層体を湾曲状に成形するステップを含むことができる。
【0009】
また、上記の湾曲段ボールシートの製造方法において、前記成形ステップは、一対の前記電極の陽極側に前記ライナが密着するように前記積層体を挟持するステップを含むことが好ましい。
【0010】
また、本発明の前記目的は、片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する装置であって、片面段ボールシートおよびライナを糊剤を介して積層した積層体を挟持する一対の電極と、一対の前記電極間に高周波電流を印加して前記糊剤を加熱する高周波電源とを備え、一対の前記電極は湾曲形状を有しており、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させることにより、所望の湾曲形状を有する段ボールシートを製造する湾曲段ボールシートの製造装置により達成される。
【発明の効果】
【0011】
本発明によれば、高強度を維持しつつ所望の湾曲形状を有する段ボールシートを容易に製造することができる湾曲段ボールシートの製造方法および製造装置を提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る湾曲段ボールシート製造装置の正面図である。
【図2】図1に示す湾曲段ボールシート製造装置の要部側面図である。
【図3】本発明の一実施形態に係る湾曲段ボールシートの製造方法を説明するための概略正面図である。
【図4】本発明の他の実施形態に係る湾曲段ボールシートの製造方法を説明するための概略正面図である。
【図5】本発明の他の実施形態に係る湾曲段ボールシートの製造装置の正面図である。
【図6】図5に示す湾曲段ボールシートの製造装置の要部平面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る湾曲段ボールシート製造装置の正面図であり、図2は、図1の要部側面図である。図1に示すように、湾曲段ボールシート製造装置1は、下部電極10と、下部電極10の直上に配置された上部電極20とを備えており、これら一対の電極の間に段ボールシートを挟持することができる。
【0014】
下部電極10は、ベース2上に設置された電気絶縁材料からなる支持台4の上部に形成された半筒状の凹面に沿って配置されており、正面視円弧状に形成されている。下部電極10は、給電板12および導線14を介して高周波電源30に接続されており、高周波電流が供給される。
【0015】
上部電極20は、下部電極10の内周面に嵌合可能となるように正面視円弧状に形成されており、昇降板22の下面に取り付けられている。昇降板22は、上部電極20を昇降させる駆動源となるサーボモータ等の駆動モータ23を搭載している。図2に要部側面図で示すように、駆動モータ23は、タイミングベルトやべベルギヤ等の動力伝達機構24を介して複数のピニオンギヤ25に動力を伝達可能である。各ピニオンギヤ25は、ベース2に立設された複数の支柱6に沿って固定されたラックギヤ26に噛合しており、駆動モータ23の正回転によって昇降板22および上部電極20が上昇し、駆動モータ23の逆回転によって昇降板22および上部電極20が下降するように構成されている。上部電極20を昇降させるための駆動手段は、特に限定されるものではなく、例えば、エアシリンダ駆動やリニアモータ駆動等であってもよい。上部電極20は、アース接続されている。
【0016】
次に、上記の構成を備える湾曲段ボールシート製造装置1を用いて、湾曲した段ボールシートを製造する方法を説明する。まず、上部電極20を上昇させて下部電極10から離隔し、図3(a)に示すように、シート状のライナ51および片面段ボールシート52を糊剤(図示せず)を介して積層した積層体50を、下部電極10の上面に配置する。片面段ボールシート52は、波状の中芯52aの一方面にシート状のライナ52bを貼合して形成されており、ライナ51と共に下部電極10の凹面に沿って滑らかに湾曲させることができる。糊剤は、片面段ボールシート52の中芯52aの山部に予め塗布されており、ライナ51と片面段ボールシート52とを積層した状態で、両者の間に介在する。
【0017】
ついで、上部電極20を矢示のように降下させて、積層体50を下部電極10と上部電極20との間に挟持する。下部電極10および上部電極20は、互いに嵌合可能に形成されており、挟持されたライナ51および片面段ボールシート52は、全面がそれぞれ下部電極10および上部電極20の湾曲形状に沿って密着する。そして、高周波電源30から下部電極10に高周波電流を印加すると、下部電極10と上部電極20との間に電界が生じることで積層体50の糊が誘電加熱され、ライナ51と片面段ボールシート52との貼合が行われる。この後、上部電極20を再び上昇させて積層体50を取り出すことにより、図3(b)に示すように、形状が側面視円弧状に固定された両面ダンボールシートからなる湾曲ダンボールシート60が得られる。この湾曲段ボールシート60は、例えば、内周面や外周面を利用してPOP広告等を行うことができ、あるいは、2つの半筒状の湾曲ダンボールシート60を組み合わせて円筒状に形成し、紙管、電線リール、ペール缶・ドラム缶などの代替品として使用することができる。
【0018】
本実施形態の湾曲段ボールシートの製造方法によれば、貼合前は変形が容易であるライナ51および片面段ボールシート52を、下部電極10および上部電極20の湾曲形状に沿って湾曲させた後、下部電極10と上部電極20との間に生じる高周波電界によってライナ51および片面段ボールシート52を貼合することにより、湾曲段ボールシートを製造することができるので、下部電極10および上部電極20の湾曲形状に対応した所望の湾曲形状を有する両面ダンボールシートを容易に製造することができる。また、ライナ51および片面段ボールシート52の全面が、それぞれ下部電極10および上部電極20に密着するので、貼合を均一且つ確実に行うことができ、得られた湾曲ダンボールシート60の強度を確保することができる。
【0019】
下部電極10に対するライナ51および片面段ボールシート52の配置の順序は特に限定されず、いずれを先に配置することも可能である。但し、本実施形態のように、高周波電源30に接続される陽極側の下部電極10にライナ51が密着するように配置することが好ましく、これによって、ライナ51および片面段ボールシート52の接合箇所を、加熱し易い陽極側に近づけることができるので、糊剤の加熱による貼合をより確実に行うことができる。なお、本実施形態においては、下部電極10を高周波電源30に接続し、上部電極20をアース接続しているが、上部電極20を陽極側とすることも可能である。
【0020】
下部電極10および上部電極20の形状は、互いに嵌合可能な湾曲状に形成されたものであればよく、例えば、図4に示すように、下部電極10および上部電極20をそれぞれ波型に形成して、ライナ51および片面段ボールシート52を挟持することにより、波状の湾曲ダンボールシートを製造することも可能である。このように、製造が容易な下部電極10および上部電極20の形状を変更するだけで、上記と同様の製造工程により種々の大きさや形状を有する湾曲ダンボールシートを製造することができる。
【0021】
図5は、本発明の他の実施形態に係る湾曲段ボールシート製造装置の正面図であり、図6は、図5の要部平面図である。図5に示す湾曲段ボールシート製造装置100は、中心電極110と、中心電極110の周囲に配置される外周電極120とを備えており、これら一対の電極の間に段ボールシートを挟持することができる。
【0022】
中心電極110は、円筒状に形成されており、ベース102上に設けられた側壁104aに、軸線が水平となるように取り付けられている。中心電極110は、導線114を介して高周波電源130に接続されており、高周波電流が供給される。中心電極110の下方には、若干の間隙をあけて受け台116が配置されている。
【0023】
外周電極120は、アルミニウム等から形成された可撓性を有するシート状の部材であり、中心電極110の周囲に積層体50を介して巻き付けることができる。積層体50は、図3等に示す実施形態のものと同様にライナおよび片面段ボールシートからなり、本実施形態においては、ライナおよび片面段ボールシートが糊剤を介して円筒状に積層されて構成されている。ライナおよび片面段ボールシートの積層順序に制限はないが、上記実施形態の場合と同様の理由から、ライナが中心電極110に密着する配置が好ましい。
【0024】
中心電極110を挟んで対向する側壁104b,104bには、エアシリンダ122,122が、水平に延びる共通の直線に沿って進退可能となるように設けられている。エアシリンダ122,122のロッド先端にはチャック122a,122aが設けられており、外周電極120の巻付方向両端部120a,120aが、それぞれチャック122a,122aに把持される。図6に要部平面図で示すように、外周電極120の巻付方向両端部120a,120aには、それぞれ切欠部120b,120bが形成されており、巻き付けた際にそれぞれの端部120a,120aが切欠部120b,120bと係合することで、外周電極120の全体を積層体50の外表面に密着させることができる。外周電極120は、エアシリンダ122を介してアース接続される。
【0025】
上記の構成を備える湾曲段ボールシート製造装置100によれば、積層体50を外周電極120の上面にフラットな状態で重ね合わせて中央部を受け台116に載置し、両端部を中心電極110の表面に沿って持ち上げて、外周電極120の両端部120a,120aをエアシリンダ122,122のチャック122a,122aに取り付ける。そして、エアシリンダ122,122のロッドを矢示のように互いに離隔する方向に移動させて、外周電極120を巻き締める。これにより、円筒状に湾曲した積層体50の内周面および外周面の全体が、それぞれ中心電極110および外周電極120に密着する。外周電極120の巻き締めは、エアシリンダ以外に、モータ駆動や錘の自重等を利用することもできる。
【0026】
そして、高周波電源130から中心電極110に高周波電流を印加することにより、上記の実施形態と同様に、積層体50を構成するライナおよび片面段ボールシートが貼合されて、円筒状の両面ダンボールシートからなる湾曲段ボールシートが得られる。
【0027】
本実施形態の湾曲段ボールシートの製造方法も、上記実施形態と同様に所望の円筒形状を有する湾曲段ボールシートを容易に製造することができると共に、ライナおよび片面段ボールシートの貼合を均一に行うことができるので、必要な強度を容易に確保することができる。
【0028】
本実施形態においては、外周電極120の巻き締めを行うエアシリンダ122,122を両側で1つずつ図示しているが、軸線方向に長い長尺円筒状の湾曲段ボールシートを製造する場合には、複数のエアシリンダ122を軸線方向に沿って適宜の間隔で配置することで、円周方向に均一な巻き締めを容易に行うことができる。また、外周電極120を軸線方向に沿って複数に分割し、それぞれの外周電極120を巻き締めることにより、長尺の湾曲段ボールシートを製造することも可能である。
【符号の説明】
【0029】
1 湾曲段ボールシート製造装置
10 下部電極
20 上部電極
30 高周波電源
50 積層体
51 ライナ
52 片面段ボールシート
60 湾曲段ボールシート
100 湾曲段ボールシート製造装置
110 中心電極
120 外周電極
130 高周波電源
【特許請求の範囲】
【請求項1】
片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する方法であって、
片面段ボールシートおよびライナを糊剤を介して積層した積層体を、湾曲形状を有する一対の電極間に挟持して、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させる成形ステップと、
一対の前記電極間に高周波電流を印加して前記糊剤を加熱することにより、前記片面段ボールシートおよびライナを接着する貼合ステップとを備える湾曲段ボールシートの製造方法。
【請求項2】
一対の前記電極は、円筒状の中心電極と、可撓性を有するシート状の外周電極とから構成されており、
前記成形ステップは、前記中心電極の周囲に前記積層体を介して前記外周電極を巻き付けることにより、前記積層体を円筒状に成形するステップを含む請求項1に記載の湾曲段ボールシートの製造方法。
【請求項3】
一対の前記電極は、互いに嵌合可能な湾曲形状を有しており、
前記成形ステップは、一方の前記電極に対して他方の前記電極を押圧することにより、前記積層体を湾曲状に成形するステップを含む請求項1に記載の湾曲段ボールシートの製造方法。
【請求項4】
前記成形ステップは、一対の前記電極の陽極側に前記ライナが密着するように前記積層体を挟持するステップを含む請求項1から3のいずれかに記載の湾曲段ボールシートの製造方法。
【請求項5】
片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する装置であって、
片面段ボールシートおよびライナを糊剤を介して積層した積層体を挟持する一対の電極と、
一対の前記電極間に高周波電流を印加して前記糊剤を加熱する高周波電源とを備え、
一対の前記電極は湾曲形状を有しており、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させることにより、所望の湾曲形状を有する段ボールシートを製造する湾曲段ボールシートの製造装置。
【請求項1】
片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する方法であって、
片面段ボールシートおよびライナを糊剤を介して積層した積層体を、湾曲形状を有する一対の電極間に挟持して、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させる成形ステップと、
一対の前記電極間に高周波電流を印加して前記糊剤を加熱することにより、前記片面段ボールシートおよびライナを接着する貼合ステップとを備える湾曲段ボールシートの製造方法。
【請求項2】
一対の前記電極は、円筒状の中心電極と、可撓性を有するシート状の外周電極とから構成されており、
前記成形ステップは、前記中心電極の周囲に前記積層体を介して前記外周電極を巻き付けることにより、前記積層体を円筒状に成形するステップを含む請求項1に記載の湾曲段ボールシートの製造方法。
【請求項3】
一対の前記電極は、互いに嵌合可能な湾曲形状を有しており、
前記成形ステップは、一方の前記電極に対して他方の前記電極を押圧することにより、前記積層体を湾曲状に成形するステップを含む請求項1に記載の湾曲段ボールシートの製造方法。
【請求項4】
前記成形ステップは、一対の前記電極の陽極側に前記ライナが密着するように前記積層体を挟持するステップを含む請求項1から3のいずれかに記載の湾曲段ボールシートの製造方法。
【請求項5】
片面段ボールシートにライナを貼合して湾曲した両面ダンボールシートを製造する装置であって、
片面段ボールシートおよびライナを糊剤を介して積層した積層体を挟持する一対の電極と、
一対の前記電極間に高周波電流を印加して前記糊剤を加熱する高周波電源とを備え、
一対の前記電極は湾曲形状を有しており、前記積層体の表裏面全体を一対の前記電極の湾曲形状に沿って密着させることにより、所望の湾曲形状を有する段ボールシートを製造する湾曲段ボールシートの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−91193(P2013−91193A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233546(P2011−233546)
【出願日】平成23年10月25日(2011.10.25)
【出願人】(596030542)富士ダンボール工業株式会社 (17)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月25日(2011.10.25)
【出願人】(596030542)富士ダンボール工業株式会社 (17)
【Fターム(参考)】
[ Back to top ]