
湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法
【課題】良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供する。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法に関し、より詳細には、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法に関する。
【背景技術】
【0002】
従来から、湾曲自在あるいは屈曲自在な中空薄型パネル構造が、自動車内装部品、折り畳み可能カーテン、起倒式ベッド等多種の分野で用いられている。
この中空薄型パネル構造は、矩形状であり、長辺あるいは短辺方向を中心に回動可能な複数のヒンジ部を有し、ヒンジ部を中心に湾曲自在あるいは屈曲自在とされ、軽量、高剛性、および加工性の観点から、樹脂製一体成形構造が採用されている。
たとえば、特許文献1および特許文献2には、このような樹脂製一体成形による中空薄型パネル構造が開示されている。
【0003】
特許文献1によれば、自動車内装部品に適用される樹脂成形品のヒンジ構造が開示され、このヒンジ構造は、繊維強化熱可塑性樹脂のシート材と、シート材の片面、あるいは両面に積層された表皮材とを一体成形するとともに、シート材の裏面には、シート材の長手方向に所定間隔を隔てて、複数の長溝を設けることによりヒンジ部を形成している。このヒンジ構造は、一体成形であるが、複数の長溝をどのように形成するかについて開示がされておらず、中実ヒンジ構造であり、中空部を有しないので、その分重量がかさむ。
【0004】
この点、特許文献2によれば、中空ヒンジ構造が開示されている。
特許文献2によれば、起倒式ベッドの床板ヒンジ構造が数種開示され、あるヒンジ構造は、ブロー成形による一体成形品であり、各折曲箇所には、床板幅方向に延びる補強リブが突設され、この補強リブの両側には、床板幅方向に延びる薄肉ヒンジが設けられている。また、別のヒンジ構造は、射出成形による一体成形品であり、床板幅方向に延びる蛇腹状ヒンジからなる折曲箇所が設けられている。
【0005】
これらのヒンジ構造によれば、ヒンジホルダーとヒンジ軸との組み合わせからなる一般のヒンジ構造と異なり、単に板厚を部分的に薄肉化することによりヒンジ部を形成するので、ブロー成形あるいは射出成形による一体成形により形成しつつ、部品点数低減によるコスト低減を達成することが可能である。
【0006】
特に、ブロー成形によれば、射出成形とは異なり、中空構造は成形可能であるが、薄型化が要求されることに起因して、以下のような技術的問題点が存する。
【0007】
第1に、溶融筒状熱可塑性樹脂製シートを用いて、たとえば一対の分型金型の間に配置し、型締めにより形成した密閉空間内に吹き込み圧をかけて、溶融筒状熱可塑性樹脂製シートを金型に押し付けて成形しようとすれば、中空構造が薄型になるほど成形困難となり、無理に成形すると成形不良を引き起こす。
より詳細には、吹き込み圧をかける前に溶融筒状熱可塑性樹脂製シートの周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。
一般的に、ブロー成形の場合、成形すべきパネルの広さ、用いる樹脂の特性にも依存するが、中空部の厚みが10mm以下となると、溶融筒状熱可塑性樹脂製シートを利用して、吹き込みにより中空部を形成するのが困難となる。
特に、薄型中空構造において、対向するパネル材同士を局所的に突き合わせることにより、この突き合わせ部にヒンジ部を設けるとすれば、隣接するヒンジ部間の間隔を狭めるほどブロー成形が困難となり、ヒンジ部による湾曲あるいは屈曲の自由度を確保するのが困難となる。
【0008】
第2に、成形コストの増大あるいは成形効率の低下を引き起こす点である。
より詳細には、上述のように、薄型中空構造において、対向するパネル材同士を局所的に突き合わせることによりヒンジ部を設けるとすれば、中空部は分割されることから、分型される中空部ごとに、吹き込み圧をかけるためにブローピンを突き刺す必要があり、このような煩雑な作業のために、成形コストの増大あるいは成形効率の低下が生じる。また、ブローピンにより形成される穴をそのままに放置すれば、穴の形成位置によっては外観上の美観を損なることもあり、さらには、成形品内が密閉空間とならないので、成形品に圧縮力が作用した場合に容易に変形してしまうこともあり、このような不具合を防止するために穴を塞ぐとすれば、さらに余分な作業が必要となる。
【特許文献1】特開平10−299319号
【特許文献2】特開2002−102015号
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の技術的問題点に鑑み、本発明の目的は、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を達成するために、本発明の樹脂製中空薄型パネル構造の製造方法は、
ヒンジ部を有する、湾曲自在あるいは屈曲自在の樹脂製中空薄型パネル構造の製造方法であって、
それぞれキャビティのまわりにピンチオフ部が設けられ、互いのキャビティを対向して配置し、型締め位置と開放位置との間で相対移動可能な一対の分割金型であって、少なくとも一方の分割金型には、それぞれ、キャビティを区画するように所定長さに亘って延び、他方の分割金型に向かって先細の形状を有し、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、
溶融状態の2条の熱可塑性樹脂製シートそれぞれを互いに間隔を隔てて、対応するピンチオフ部からはみ出す形態で、開放位置の一対の分割金型の間に配置する段階と、
前記少なくとも一方の分割金型と対応する熱可塑性樹脂製シートとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引してキャビティに沿わせ賦形し、それにより、熱可塑性樹脂製シートには、キャビティに対向する外表面に複数の長溝を形成するように、他方の熱可塑性樹脂製シートの内表面に向かって延びる先細突出部を所定の間隔を隔てて複数形成する段階と、
前記一対の分割金型を型締め位置まで移動して、2条の熱可塑性樹脂製シートの内表面同士を一対の金型のピンチオフ部に沿って溶着させることにより、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、該複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着する段階とを有し、
それにより、該突き合わせ部において、対応する先細突出部の延び方向のまわりに回動可能なヒンジ部を形成し、前記複数の先細突出部全体として、湾曲あるいは屈曲自在とする、構成としている。
【0011】
以上の構成を有するヒンジ部を有する、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法によれば、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、一方の熱可塑性樹脂製シートに複数の先細突出部を成形し、先細突出部の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着することにより、局所的にヒンジ部を形成することで、複数の先細突出部全体として湾曲あるいは屈曲自在とする樹脂製中空薄型パネル構造を製造することが可能である。
この場合、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートを用いて、吹き込み圧をかけずに吸引のみにより成形することから、薄型中空構造でありながら、良好な成形性を確保可能である。より詳細には、たとえば溶融筒状熱可塑性樹脂製シートを一対の分割金型の間に配置して、型締めにより形成した密閉空間内に吹き込み圧をかけて成形しようとすれば、吹き込み圧をかける前に筒状熱可塑性樹脂製シートの周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。それに対して、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートを用いて、型締め前に少なくとも一方の熱可塑性樹脂製シートを吸引して成形することにより、このような技術的問題点が解消であるとともに、隣接するヒンジ部間の間隔を自由に設定することも可能であり、それによりヒンジ部による湾曲あるいは屈曲の自由度を確保することが可能であり、一方薄型中空構造を成形することから、少なくとも一方の分割金型に設ける複数の突起体の高さもそれほど要求されず、高いブロー比を生じることもなく、良好な成形性を確保することが可能である。
【0012】
さらに、複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着することにより、薄型中空構造の中空部は分割されるところ、吹き込み圧をかけて成形しようとすれば、分割される中空部ごとにブローピンを突き刺して成形する必要があるが、このような煩雑な作業が不要であるとともに、2条の熱可塑性樹脂製シート同士のパーティングラインが形成される周側面への美観確保上の後処理も不要であることから、成形コスト増あるいは成形効率の低下を防止することも可能であり、総じて、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能である。
【0013】
また、前記ヒンジ部は、前記突き合わせ部において、中実薄肉化することで回動可能なように形成されるのがよい。
さらに、少なくとも複数の突起体の各間のキャビティに吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形するのがよい。さらにまた、複数の突起体により区画された各キャビティおよび複数の突起体の各間のキャビティに、それぞれ少なくとも1つの吸引穴を設けて熱可塑性樹脂製シートを吸引して賦形するのがよい。
【0014】
加えて、前記樹脂製第1板材および前記樹脂製第2板材の一方の板材は、平板状であり、その外表面に化粧材が貼り付けられ、他方の板材には、前記複数の先細突出部が形成されるのがよい。
さらに、前記一方および/または前記他方の熱可塑性樹脂製シートは、予め予備成形され、再加熱して溶融状態とされるのでもよい。
さらにまた、前記減圧段階前に、前記他方の金型のキャビティの所定位置に化粧材を配置し、
前記型締め段階において、該化粧材は、他方の熱可塑性樹脂製シートの外表面に溶着されるのでもよい。
【0015】
加えて、前記減圧段階は、前記少なくとも一方の分割金型の周縁に対して型締め方向に移動自在に外嵌する外枠を対応する熱可塑性樹脂製シートの外表面に向かって移動させる段階を有し、前記対応する熱可塑性樹脂製シートの外表面、前記外枠の内周面および前記一対の分割金型のそれぞれのキャビティにより密閉空間を構成するのがよい。
さらに、前記一方および前記他方の溶融状態の熱可塑性樹脂製シートを下方に垂下する形態で、前記一対の分割金型の間に向かって押し出す段階を有するのがよい。
【発明を実施するための最良の形態】
【0016】
樹脂製中空薄型パネル構造として起倒式ベッドの床板10を例に、本発明に係る樹脂製中空薄型パネル構造の製造方法の実施形態を、図面を参照しながら、以下に詳細に説明する。
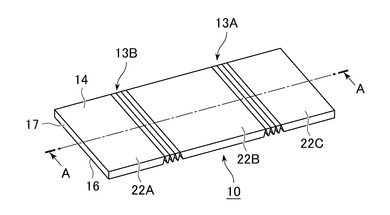
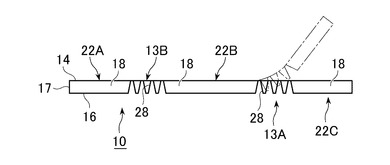
起倒式ベッドは、たとえば介護ベッドとして利用されるものであり、倒伏位置(図3の実線)と起立位置(図3の点線)との間で回動可能にするために、起倒式ベッドを構成する床板10には、床板の幅方向全体に亘って延びるヒンジ部13が設けられる。
【0017】
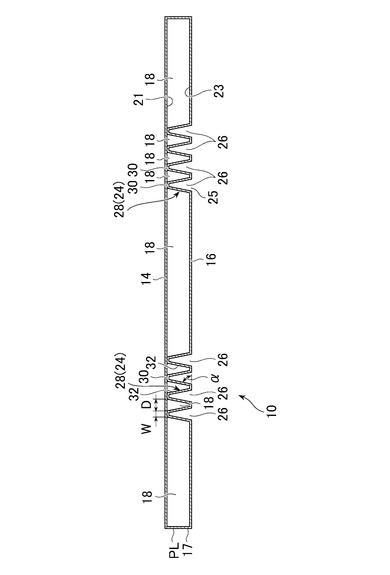
より詳細には、図1ないし図3に示すように、床板10は、樹脂製中空薄型パネル構造であり、互いに対向する樹脂製第1板材14と樹脂製第2板材16とを有し、これらの板材14、16の周縁部同士が溶着されることにより、内部に中空部18が形成されている。
樹脂製第1板材14および樹脂製第2板材16それぞれの厚みは、起倒式ベッドの床板10としてベッド使用者の体重が十分に支持可能な観点から、樹脂材質との関係で適宜に定めればよい。
【0018】
床板10は、長手方向に所定間隔を隔てて、2か所で折曲自在に構成され、それぞれの折曲箇所20A,Bを境に、3つの床板部22A,B,Cに分割され、各床板部22A,B,Cは、互いに独立して中空部18を形成している。
樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔Dは、樹脂製第1板材14と樹脂製第2板材16それぞれの厚みTの3倍以下であり、樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔は、たとえば10ミリ以下、好ましくは3ミリ以下である。このような薄型であっても、後に説明する吸引成形を利用した製造方法によれば、ヒンジ部13を含め、一体成形することが可能である。
【0019】
図2に示すように、樹脂製第1板材14は、平板状であり、一方、樹脂製第2板材16は、樹脂製第1板材14と異なり、各折曲箇所20A,Bにおいて、外表面に4つの長溝26を形成するように、樹脂製第1板材14の内面21に向かって延びる先細突出部28が、床板10の長手方向に所定の間隔を隔てて4つ設けられる。それにより、それぞれの折曲箇所20には、4つの補強リブ24が形成され、各補強リブ24は、床板幅方向全体に亘って延びる。
【0020】
より具体的には、各々の先細突出部28は、床板10の幅方向(長手方向と直交する方向)全体に亘って延び、先細突出部28の各々の先端部には、樹脂製第1板材14の内面21に突き合わせ溶着される突き合わせ部30が設けられる。
各々の先細突出部28は、互いに対向し、先細突出部28が設けられる樹脂製第2板材16に対して傾斜する一対の傾斜面32を有し、一対の傾斜面32の樹脂製第2板材16側の縁部の間隔が、突き合わせ部30の床板10の長手方向の幅を構成する。
複数の長溝26それぞれは、台形断面の形状を有し、傾斜面32の傾斜角度α(図2)、先細突出部28の数、隣接する先細突出部28同士の間隔D(図2)および突き合わせ部30の床板10の長手方向の幅W(図2)は、起倒式ベッドが、それぞれの折曲箇所20A,Bにおいて、倒伏位置と起立位置との間で回動自在とする観点から決定すればよい。
【0021】
より具体的には、4つの先細突出部28それぞれにおいて、床板10の幅方向のまわりに回動可能なヒンジ部13を形成し、4つの先細突出部28全体として、折曲あるいは屈曲可能とされる。
特に、図3に示すように、樹脂製第2板材16が複数の長溝26の開口25が床板10の裏面側に配置されことにより、複数の長溝26の開口25が拡がる態様で、湾曲可能であり、それにより湾曲の自由度を確保することが可能である。なお、それぞれの突き合わせ部30が床板10の幅方向のまわりに回動可能なヒンジ部13を形成することから、突き合わせ部30の床板10の長手方向の幅Wは、樹脂製第2板材16が突き合わせ部30を介して樹脂製第1板材14に溶着固定される範囲内で、なるべく狭く、突き合わせ部30は、床板10の幅方向に直線状に延びるのが好ましい。これにより、各ヒンジ部13は、対応する突き合わせ部30において、中実薄肉化することで回動可能なように形成される。
なお、折曲箇所20A,B以外の部位においても、補強リブ24と同様な構造を中空部18内に適宜設け、それにより、床板10の圧縮強度を確保してもよい。
【0022】
樹脂製第1板材14および樹脂製第2板材16それぞれの材質は、熱可塑性樹脂であり、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、または非晶性樹脂などで、より具体的にはエチレン、プロピレン、ブテン、イソプレンペンテン、メチルペンテン等のオレフィン類の単独重合体あるいは共重合体であるポリオレフィン(例えば、ポリプロピレン、高密度ポリエチレン)である。
【0023】
次に、以上の構成を有する樹脂製中空薄型パネル構造である床板を金型を用いて成形する装置および方法について説明する。
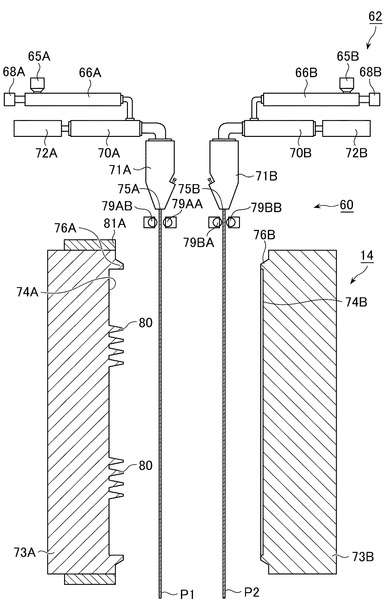
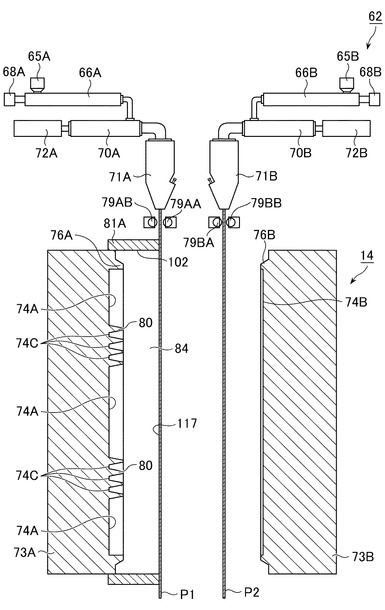
図4に示すように、樹脂製中空薄型パネル構造の成形装置60は、押出装置62と、押出装置62の下方に配置された型締装置64とを有し、押出装置62から押出された溶融状態の熱可塑性樹脂製シートPを型締装置64に送り、型締装置64により溶融状態の熱可塑性樹脂製シートPを成形するようにしている。
【0024】
押出装置62は、従来既知のタイプであり、その詳しい説明は省略するが、ホッパー65が付設されたシリンダー66と、シリンダー66内に設けられたスクリュー(図示せず)と、スクリューに連結された油圧モーター68と、シリンダー66と内部が連通したアキュムレータ70と、アキュムレータ70内に設けられたプランジャー72とを有し、ホッパー65から投入された樹脂ペレットが、シリンダー66内で油圧モータ68によるスクリューの回転により溶融、混練され、溶融状態の樹脂がアキュムレータ室に移送されて一定量貯留され、プランジャー72の駆動によりTダイ71に向けて溶融樹脂を送り、ダイスリット(図示せず)を通じて連続的なシート状の熱可塑性樹脂製シートPが押し出され、間隔を隔てて配置された一対のローラ79によって挟圧されながら下方へ向かって送り出されて分割金型73の間に垂下される。これにより、シート状の熱可塑性樹脂製シートPはしわまたは弛みがなく張った状態で分割金型73の間に配置される。
【0025】
押出装置62の押出の能力は、成形する樹脂製第1板材14および樹脂製第2板材16の大きさ、熱可塑性樹脂製シートPのドローダウン発生防止の観点から適宜選択する。より具体的には、実用的な観点から、ダイスリットからの樹脂の押出速度は、数百kg/時以上、より好ましくは700kg/時以上である。また、熱可塑性樹脂製シートPのドローダウン発生防止の観点から、熱可塑性樹脂製シートPの押出工程はなるべく短いのが好ましく、樹脂の種類、MFR値に依存するが、一般的に、押出工程は40秒以内、より好ましくは30秒以内に完了するのがよい。このため、熱可塑性樹脂のダイスリットからの単位面積、単位時間当たりの押出量は、50kg/時cm2以上、より好ましくは60kg/時cm2以上である。
【0026】
ダイスリット75は、鉛直下向きに配置され、ダイスリット75から押し出された熱可塑性樹脂製シートPは、そのままダイスリット75から垂下する形態で、鉛直下向きに送られるようにしている。ダイスリットは、その幅を可変とすることにより、連続シート状の熱可塑性樹脂製シートPの厚みを変更することが可能である。
【0027】
一方、型締装置64も、押出装置62と同様に、従来既知のタイプであり、その詳しい説明は省略するが、2つの分割形式の金型73と、金型73を溶融状態のシート状熱可塑性樹脂製シートPの供給方向に対して略直交する方向に、開位置と閉位置との間で移動させる金型駆動装置とを有する。
【0028】
2つの分割形式の金型73は、キャビティ74を対向させた状態で配置され、それぞれキャビティ74が略鉛直方向を向くように配置される。それぞれのキャビティ74の表面には、溶融状態のシート状熱可塑性樹脂製シートPに基づいて成形される樹脂製第1板材14および樹脂製第2板材16の外形、および表面形状に応じて凹凸部が設けられる。
【0029】
2つの分割形式の金型73それぞれにおいて、キャビティ74のまわりには、ピンチオフ部76が形成され、このピンチオフ部76は、キャビティ74のまわりに環状に形成され、対向する金型73に向かって突出する。これにより、2つの分割形式の金型73を型締する際、それぞれのピンチオフ部76の先端部が当接し、溶融状態の熱可塑性樹脂製シートPの周縁にパーティングラインPLが形成されるようにしている。
【0030】
一方の分割金型73Aには、それぞれ、キャビティ74Aを区画するように所定長さに亘って延び、他方の分割金型73Bに向かって先細の形状を有し、互いに所定の間隔を隔てた4つの突起体80が、キャビティ74Aの上部および下部に設けられる。このような形状により、後に説明する金型の型開きの際、突起体80により賦形される熱可塑性樹脂製シートP1が突起体80から容易に抜けることが可能である。
より詳細には、それぞれの突起体80は、台形断面を有し、水平方向に延び、上底の幅が突き合わせ部30の幅を構成する。それぞれの突起体80の高さは、後に説明する分割形式の金型73の型締の際、金型73Aのピンチオフ部76Aと金型73Bの76Bとが突き合わせられる場合に、金型73Aの突起体80により賦形された熱可塑性樹脂製シートP1、特に突き合わせ部30が、金型73Bにより賦形された熱可塑性樹脂製シートP2の内面に十分に溶着されるような高さである。
【0031】
分割金型73Aの外周部には、型枠81が摺動可能に外嵌し、図示しない型枠移動装置により、型枠81が、金型73Aに対して相対的に移動可能としている。より詳細には、型枠81は、金型73Aに対して金型73Bに向かって突出することにより、金型73間に配置された熱可塑性樹脂製シートP1の一方の側面83に当接可能である。
【0032】
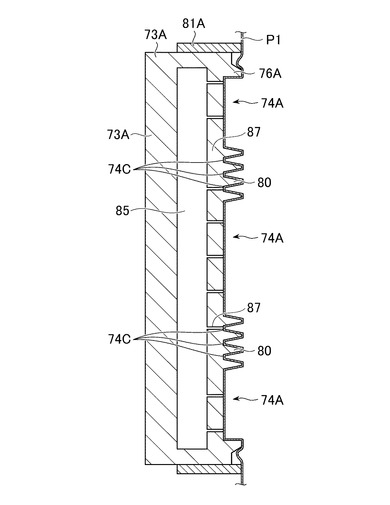
図6に示すように、分割金型73Aの内部には、真空吸引室85が設けられ、真空吸引室85は、吸引穴87を介してキャビティ74Aに連通し、真空吸引室85から吸引穴87を介して吸引することにより、キャビティ74Aに向かって熱可塑性樹脂製シートP1を吸着させて、キャビティ74Aの外表面に沿った形状に賦形するようにしている。吸引穴87は、突起体により区画された各キャビティ74Aおよび複数の突起体の各間のキャビティ74Cのそれぞれに少なくとも1つ設けられる。
【0033】
金型駆動装置については、従来と同様のものであり、その説明は省略するが、2つの分割形式の金型73はそれぞれ、金型駆動装置により駆動され、開位置において、2つの分割金型73の間に、2枚の溶融状態の連続シート状熱可塑性樹脂製シートP1、2が、互いに間隔を隔てて配置可能なようにされ、一方閉位置において、2つの分割金型73のピンチオフ部76が当接し、環状のピンチオフ部76が互いに当接することにより、2つの分割金型73内に密閉空間が形成されるようにしている。なお、開位置から閉位置への各金型73の移動について、閉位置は、2条の溶融状態の連続シート状熱可塑性樹脂製シートP1,2の中心線の位置とし、各金型73が金型駆動装置により駆動されてその位置に向かって移動するようにしている。
【0034】
次に、上述の成形装置を用いた樹脂製中空薄型パネル構造の成形方法について説明する。
まず、図4に示すように、溶融状態の熱可塑性樹脂製熱可塑性樹脂製シートP1、2を対応するダイスリット75から鉛直下方に押し出して、2条の連続シート状熱可塑性樹脂製シートP1、2を対応するピンチオフ部76からはみ出す形態で2つの分割金型73の間に供給する。
【0035】
次いで、図5に示すように、分割金型73Aの型枠81を分割金型73Aに対して、熱可塑性樹脂製シートP1に向かって移動させて、熱可塑性樹脂製シートP1の側面83に当接させる。これにより、熱可塑性樹脂製シートP1の側面83、型枠810の内周面およびキャビティ73Aにより、密閉空間84が形成される。
【0036】
次いで、図6に示すように、密閉空間84内の空気を真空吸引室85から吸引孔87を介して吸引することにより、熱可塑性樹脂製シートP1は、キャビティ74Aに対して吸着し、それにより熱可塑性樹脂製シートP1は、キャビティ74Aの表面に沿った形状に賦形される。より詳細には、キャビティ74Aの突起体80により、熱可塑性樹脂製シートP1のキャビティ74Aに対向する面から反対側の面に向かって、これらの突起体80と相補形状の長溝26が形成され、それにより、反対側の面には、熱可塑性樹脂製シートP1の上部および下部それぞれにおいて、4つの先細突出部28が成形され、ヒンジ部13の基礎が形成されるとともに、周壁が形成される。
【0037】
次いで、図7に示すように、熱可塑性樹脂製シートP1の外表面83に当接する型枠81をそのままの位置に保持した状態で熱可塑性樹脂製シートP1を吸引保持した状態で、それぞれの環状のピンチオフ部76A,B同士が当接するまで両金型73A,Bを互いに近づく向きに移動させ、型締する。それにより、2条の熱可塑性樹脂製シートP1,P2の周縁部同士を一体化させて、中空構造を形成するとともに、複数の先細突出部28の各々の先端部を熱可塑性樹脂製シートP2の内表面に突き合わせ溶着させ、それにより、それぞれの突き合わせ部30において、対応する先細突出部28の延び方向のまわりに回動可能なヒンジ部13を形成し、複数の先細突出部28全体として、湾曲あるいは屈曲自在とされる。
【0038】
次いで、図8に示すように、2つの分割金型73を型開きし、完成した樹脂製中空薄型パネル構造からキャビティ74を離間させ、パーティングラインPLまわりに形成されたバリを除去する。
以上で、樹脂製中空薄型パネル構造である床板の成形が完了する。
【0039】
以上のように、溶融状態の熱可塑性樹脂を間欠的に押し出すたびに、以上のような工程を繰り返すことにより、樹脂製中空薄型パネル構造を次々に効率的に成形することが可能であり、押出成形により間欠的に溶融状態の熱可塑性樹脂製シートP1,P2として押し出し、押し出された熱可塑性樹脂製シートP1,P2を金型73を用いて所定の形状に賦形することが可能である。
【0040】
以上の構成を有するヒンジ部13を有する、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法によれば、2条の熱可塑性樹脂製シートP1,P2の周縁部同士を一体化させて、中空構造を形成するとともに、一方の熱可塑性樹脂製シートP1,P2に複数の先細突出部28を成形し、先細突出部28の先端部を他方の熱可塑性樹脂製シートP1,P2の内表面に突き合わせ溶着することにより、局所的にヒンジ部13を形成することで、複数の先細突出部28全体として湾曲あるいは屈曲自在とする樹脂製中空薄型パネル構造を製造することが可能である。
【0041】
この場合、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートP1,P2を用いて、吹き込み圧をかけずに吸引のみにより成形することから、薄型中空構造でありながら、良好な成形性を確保可能である。より詳細には、たとえば溶融筒状熱可塑性樹脂製シートP1,P2を一対の分割金型73の間に配置して、型締めにより形成した密閉空間内に吹き込み圧をかけて成形しようとすれば、吹き込み圧をかける前に筒状熱可塑性樹脂製シートP1,P2の周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。それに対して、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートP1,P2を用いて、型締め前に少なくとも一方の熱可塑性樹脂製シートP1,P2を吸引して成形することにより、このような技術的問題点が解消であるとともに、隣接するヒンジ部13間の間隔を自由に設定することも可能であり、それによりヒンジ部13による湾曲あるいは屈曲の自由度を確保することが可能であり、一方薄型中空構造を成形することから、少なくとも一方の分割金型73に設ける複数の突起体の高さもそれほど要求されず、高いブロー比を生じることもなく、良好な成形性を確保することが可能である。
さらに、複数の先細突出部28の各々の先端部を他方の熱可塑性樹脂製シートP1,P2の内表面に突き合わせ溶着することにより、薄型中空構造の中空部18は分割されるところ、吹き込み圧をかけて成形しようとすれば、分割される中空部18ごとにブローピンを突き刺して成形する必要があるが、このような煩雑な作業が不要であるとともに、ブローピンにより形成される穴により外観上の美観の劣化、あるいは容易に変形する不具合を防止するとともに、さらにはこのような不具合を防止するために穴を塞ぐ余分な手間を省略することが可能であり、加えて、2条の熱可塑性樹脂製シートP1,P2同士のパーティングラインが形成される周側面への美観確保上の後処理も不要であることから、成形コスト増あるいは成形効率の低下を防止することも可能であり、総じて、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能である。
【0042】
変形態様として、樹脂製中空薄型パネル構造を自動車内装品として用いる場合には、樹脂製第1板材あるいは樹脂製第2板材いずれかの外表面に化粧材を貼り付けることがある。
化粧材は、外観性向上および装飾性向上の観点から設けられ、その材質は、繊維表皮材シート状表皮材、フィルム状表皮材等が適用される。かかる繊維表皮材の素材としては、ポリエステル、ポリプロピレン、ポリアミド、ポリウレタン、アクリル、ビニロン等の合成繊維、アセテート、レーヨン等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン等の再生繊維、綿、麻、羊毛、絹等の天然繊維、又はこれらのブレンド繊維が挙げられる。
【0043】
この場合、自動車内装品は車内スペースを最大限確保する一方、化粧材を貼り付けることから、実施形態の起倒式ベッドに比べて、さらなる薄型化が要求される。樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔Dは、実施形態と同様に、樹脂製第1板材14と樹脂製第2板材16それぞれの厚みTの3倍以下であるが、樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔は、たとえば3ミリ以下である。
化粧材は、表面に複数の長溝が設けられていない樹脂製第1板材の表面に貼り付けるのが好ましい。
このような自動車内装品を成形する際には、減圧段階前に、他方の金型73のキャビティの所定位置に化粧材を配置しておくことにより、型締め段階において、化粧材は、他方の熱可塑性樹脂製シートP1,P2の外表面に溶着される。なお、化粧材をピンチオフ部からはみ出す形態で配置することにより、自動車内装品の周縁部まで及ぶように成形可能であり、それにより一層の外観性向上あるいは装飾性向上を図ることが可能である。
【0044】
以上、本発明の実施形態を詳細に説明したが、本発明の範囲から逸脱しない範囲内において、当業者であれば、種々の修正あるいは変更が可能である。
たとえば、本実施形態においては、押出スリットより押し出された溶融状態の熱可塑性樹脂製シートP1,P2を直接成形したが、それに限定されることなく、一方および/または前記他方の熱可塑性樹脂製シートP1,P2は、予め予備成形され、再加熱して溶融状態とされるのでもよい。
また、本実施形態においては、樹脂製サンシェードに対してヒンジ部13を形成するのに、樹脂製第2板材16から樹脂製第1板材14の内面に向かって突出する先細突出部28により形成したが、それに限定されることなく、樹脂製第1板材14および樹脂製第2板材16それぞれから中空部18に向かって突出する先細突出部28を設け、互いの突き合わせ部30を中空部18内で溶着させることにより形成してもよい。
また、実施形態では、ヒンジ部13において屈曲あるいは折曲させる場合を説明したが、それに限定されることなく、ヒンジ部13において湾曲させる場合として、利用してもよい。このような場合、1つのヒンジ部13により屈曲あるいは折曲させる場合と異なり、複数のヒンジ部13を長手方向に隣接して設けて、複数のヒンジ部13により全体として湾曲部を形成する際、圧縮強度と湾曲の自由度とのバランスを図る観点から、補強リブ24の高さ、傾斜面32の角度、突き合わせ部30の幅を決定するのがよい。
【図面の簡単な説明】
【0045】
【図1】本発明の実施形態に係る起倒式ベッドの概略斜視図である。
【図2】図1の線A-Aに沿う断面図である。
【図3】本発明の実施形態に係る起倒式ベッドにおいて、倒伏位置および起立位置にある状態を示す図である。
【図4】本発明の実施形態に係る起倒式ベッドの床板の成形装置の概略を示すとともに、本発明の実施形態に係る起倒式ベッドの床板の成形工程において、熱可塑性樹脂製シートP1,P2を分割形式の金型73間に配置した状態を示す図である。
【図5】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型の型枠を熱可塑性樹脂製シートP1の側面に当接させている状態を示す概略側面図である。
【図6】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、熱可塑性樹脂製シートP1を賦形している状況を示す概略部分断面図である。
【図7】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型を型締めした状態を示す図である。
【図8】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型を型開きした状態を示す図である。
【符号の説明】
【0046】
P 熱可塑性樹脂製シート
PL パーティングライン
α 傾斜角度
10 床板
13 ヒンジ部
14 熱可塑性樹脂製第1板材
16 熱可塑性樹脂製第2板材
18 中空部
20 折曲箇所
22 床板部
23 内面
24 補強リブ
26 長溝
28 先細突出部
30 突き合わせ部
32 傾斜面
60 樹脂製中空薄型パネル構造の成形装置
62 押出装置
64 型締装置
65 ホッパー
66 シリンダー
68 油圧モータ
70 アキュムレータ
72 プランジャー
73 金型
74 キャビティ
75 ダイスリット
76 ピンチオフ部
80 突起体
81 型枠
85 真空吸引室
87 吸引穴
【技術分野】
【0001】
本発明は、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法に関し、より詳細には、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法に関する。
【背景技術】
【0002】
従来から、湾曲自在あるいは屈曲自在な中空薄型パネル構造が、自動車内装部品、折り畳み可能カーテン、起倒式ベッド等多種の分野で用いられている。
この中空薄型パネル構造は、矩形状であり、長辺あるいは短辺方向を中心に回動可能な複数のヒンジ部を有し、ヒンジ部を中心に湾曲自在あるいは屈曲自在とされ、軽量、高剛性、および加工性の観点から、樹脂製一体成形構造が採用されている。
たとえば、特許文献1および特許文献2には、このような樹脂製一体成形による中空薄型パネル構造が開示されている。
【0003】
特許文献1によれば、自動車内装部品に適用される樹脂成形品のヒンジ構造が開示され、このヒンジ構造は、繊維強化熱可塑性樹脂のシート材と、シート材の片面、あるいは両面に積層された表皮材とを一体成形するとともに、シート材の裏面には、シート材の長手方向に所定間隔を隔てて、複数の長溝を設けることによりヒンジ部を形成している。このヒンジ構造は、一体成形であるが、複数の長溝をどのように形成するかについて開示がされておらず、中実ヒンジ構造であり、中空部を有しないので、その分重量がかさむ。
【0004】
この点、特許文献2によれば、中空ヒンジ構造が開示されている。
特許文献2によれば、起倒式ベッドの床板ヒンジ構造が数種開示され、あるヒンジ構造は、ブロー成形による一体成形品であり、各折曲箇所には、床板幅方向に延びる補強リブが突設され、この補強リブの両側には、床板幅方向に延びる薄肉ヒンジが設けられている。また、別のヒンジ構造は、射出成形による一体成形品であり、床板幅方向に延びる蛇腹状ヒンジからなる折曲箇所が設けられている。
【0005】
これらのヒンジ構造によれば、ヒンジホルダーとヒンジ軸との組み合わせからなる一般のヒンジ構造と異なり、単に板厚を部分的に薄肉化することによりヒンジ部を形成するので、ブロー成形あるいは射出成形による一体成形により形成しつつ、部品点数低減によるコスト低減を達成することが可能である。
【0006】
特に、ブロー成形によれば、射出成形とは異なり、中空構造は成形可能であるが、薄型化が要求されることに起因して、以下のような技術的問題点が存する。
【0007】
第1に、溶融筒状熱可塑性樹脂製シートを用いて、たとえば一対の分型金型の間に配置し、型締めにより形成した密閉空間内に吹き込み圧をかけて、溶融筒状熱可塑性樹脂製シートを金型に押し付けて成形しようとすれば、中空構造が薄型になるほど成形困難となり、無理に成形すると成形不良を引き起こす。
より詳細には、吹き込み圧をかける前に溶融筒状熱可塑性樹脂製シートの周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。
一般的に、ブロー成形の場合、成形すべきパネルの広さ、用いる樹脂の特性にも依存するが、中空部の厚みが10mm以下となると、溶融筒状熱可塑性樹脂製シートを利用して、吹き込みにより中空部を形成するのが困難となる。
特に、薄型中空構造において、対向するパネル材同士を局所的に突き合わせることにより、この突き合わせ部にヒンジ部を設けるとすれば、隣接するヒンジ部間の間隔を狭めるほどブロー成形が困難となり、ヒンジ部による湾曲あるいは屈曲の自由度を確保するのが困難となる。
【0008】
第2に、成形コストの増大あるいは成形効率の低下を引き起こす点である。
より詳細には、上述のように、薄型中空構造において、対向するパネル材同士を局所的に突き合わせることによりヒンジ部を設けるとすれば、中空部は分割されることから、分型される中空部ごとに、吹き込み圧をかけるためにブローピンを突き刺す必要があり、このような煩雑な作業のために、成形コストの増大あるいは成形効率の低下が生じる。また、ブローピンにより形成される穴をそのままに放置すれば、穴の形成位置によっては外観上の美観を損なることもあり、さらには、成形品内が密閉空間とならないので、成形品に圧縮力が作用した場合に容易に変形してしまうこともあり、このような不具合を防止するために穴を塞ぐとすれば、さらに余分な作業が必要となる。
【特許文献1】特開平10−299319号
【特許文献2】特開2002−102015号
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の技術的問題点に鑑み、本発明の目的は、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を達成するために、本発明の樹脂製中空薄型パネル構造の製造方法は、
ヒンジ部を有する、湾曲自在あるいは屈曲自在の樹脂製中空薄型パネル構造の製造方法であって、
それぞれキャビティのまわりにピンチオフ部が設けられ、互いのキャビティを対向して配置し、型締め位置と開放位置との間で相対移動可能な一対の分割金型であって、少なくとも一方の分割金型には、それぞれ、キャビティを区画するように所定長さに亘って延び、他方の分割金型に向かって先細の形状を有し、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、
溶融状態の2条の熱可塑性樹脂製シートそれぞれを互いに間隔を隔てて、対応するピンチオフ部からはみ出す形態で、開放位置の一対の分割金型の間に配置する段階と、
前記少なくとも一方の分割金型と対応する熱可塑性樹脂製シートとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引してキャビティに沿わせ賦形し、それにより、熱可塑性樹脂製シートには、キャビティに対向する外表面に複数の長溝を形成するように、他方の熱可塑性樹脂製シートの内表面に向かって延びる先細突出部を所定の間隔を隔てて複数形成する段階と、
前記一対の分割金型を型締め位置まで移動して、2条の熱可塑性樹脂製シートの内表面同士を一対の金型のピンチオフ部に沿って溶着させることにより、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、該複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着する段階とを有し、
それにより、該突き合わせ部において、対応する先細突出部の延び方向のまわりに回動可能なヒンジ部を形成し、前記複数の先細突出部全体として、湾曲あるいは屈曲自在とする、構成としている。
【0011】
以上の構成を有するヒンジ部を有する、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法によれば、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、一方の熱可塑性樹脂製シートに複数の先細突出部を成形し、先細突出部の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着することにより、局所的にヒンジ部を形成することで、複数の先細突出部全体として湾曲あるいは屈曲自在とする樹脂製中空薄型パネル構造を製造することが可能である。
この場合、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートを用いて、吹き込み圧をかけずに吸引のみにより成形することから、薄型中空構造でありながら、良好な成形性を確保可能である。より詳細には、たとえば溶融筒状熱可塑性樹脂製シートを一対の分割金型の間に配置して、型締めにより形成した密閉空間内に吹き込み圧をかけて成形しようとすれば、吹き込み圧をかける前に筒状熱可塑性樹脂製シートの周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。それに対して、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートを用いて、型締め前に少なくとも一方の熱可塑性樹脂製シートを吸引して成形することにより、このような技術的問題点が解消であるとともに、隣接するヒンジ部間の間隔を自由に設定することも可能であり、それによりヒンジ部による湾曲あるいは屈曲の自由度を確保することが可能であり、一方薄型中空構造を成形することから、少なくとも一方の分割金型に設ける複数の突起体の高さもそれほど要求されず、高いブロー比を生じることもなく、良好な成形性を確保することが可能である。
【0012】
さらに、複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着することにより、薄型中空構造の中空部は分割されるところ、吹き込み圧をかけて成形しようとすれば、分割される中空部ごとにブローピンを突き刺して成形する必要があるが、このような煩雑な作業が不要であるとともに、2条の熱可塑性樹脂製シート同士のパーティングラインが形成される周側面への美観確保上の後処理も不要であることから、成形コスト増あるいは成形効率の低下を防止することも可能であり、総じて、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能である。
【0013】
また、前記ヒンジ部は、前記突き合わせ部において、中実薄肉化することで回動可能なように形成されるのがよい。
さらに、少なくとも複数の突起体の各間のキャビティに吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形するのがよい。さらにまた、複数の突起体により区画された各キャビティおよび複数の突起体の各間のキャビティに、それぞれ少なくとも1つの吸引穴を設けて熱可塑性樹脂製シートを吸引して賦形するのがよい。
【0014】
加えて、前記樹脂製第1板材および前記樹脂製第2板材の一方の板材は、平板状であり、その外表面に化粧材が貼り付けられ、他方の板材には、前記複数の先細突出部が形成されるのがよい。
さらに、前記一方および/または前記他方の熱可塑性樹脂製シートは、予め予備成形され、再加熱して溶融状態とされるのでもよい。
さらにまた、前記減圧段階前に、前記他方の金型のキャビティの所定位置に化粧材を配置し、
前記型締め段階において、該化粧材は、他方の熱可塑性樹脂製シートの外表面に溶着されるのでもよい。
【0015】
加えて、前記減圧段階は、前記少なくとも一方の分割金型の周縁に対して型締め方向に移動自在に外嵌する外枠を対応する熱可塑性樹脂製シートの外表面に向かって移動させる段階を有し、前記対応する熱可塑性樹脂製シートの外表面、前記外枠の内周面および前記一対の分割金型のそれぞれのキャビティにより密閉空間を構成するのがよい。
さらに、前記一方および前記他方の溶融状態の熱可塑性樹脂製シートを下方に垂下する形態で、前記一対の分割金型の間に向かって押し出す段階を有するのがよい。
【発明を実施するための最良の形態】
【0016】
樹脂製中空薄型パネル構造として起倒式ベッドの床板10を例に、本発明に係る樹脂製中空薄型パネル構造の製造方法の実施形態を、図面を参照しながら、以下に詳細に説明する。
起倒式ベッドは、たとえば介護ベッドとして利用されるものであり、倒伏位置(図3の実線)と起立位置(図3の点線)との間で回動可能にするために、起倒式ベッドを構成する床板10には、床板の幅方向全体に亘って延びるヒンジ部13が設けられる。
【0017】
より詳細には、図1ないし図3に示すように、床板10は、樹脂製中空薄型パネル構造であり、互いに対向する樹脂製第1板材14と樹脂製第2板材16とを有し、これらの板材14、16の周縁部同士が溶着されることにより、内部に中空部18が形成されている。
樹脂製第1板材14および樹脂製第2板材16それぞれの厚みは、起倒式ベッドの床板10としてベッド使用者の体重が十分に支持可能な観点から、樹脂材質との関係で適宜に定めればよい。
【0018】
床板10は、長手方向に所定間隔を隔てて、2か所で折曲自在に構成され、それぞれの折曲箇所20A,Bを境に、3つの床板部22A,B,Cに分割され、各床板部22A,B,Cは、互いに独立して中空部18を形成している。
樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔Dは、樹脂製第1板材14と樹脂製第2板材16それぞれの厚みTの3倍以下であり、樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔は、たとえば10ミリ以下、好ましくは3ミリ以下である。このような薄型であっても、後に説明する吸引成形を利用した製造方法によれば、ヒンジ部13を含め、一体成形することが可能である。
【0019】
図2に示すように、樹脂製第1板材14は、平板状であり、一方、樹脂製第2板材16は、樹脂製第1板材14と異なり、各折曲箇所20A,Bにおいて、外表面に4つの長溝26を形成するように、樹脂製第1板材14の内面21に向かって延びる先細突出部28が、床板10の長手方向に所定の間隔を隔てて4つ設けられる。それにより、それぞれの折曲箇所20には、4つの補強リブ24が形成され、各補強リブ24は、床板幅方向全体に亘って延びる。
【0020】
より具体的には、各々の先細突出部28は、床板10の幅方向(長手方向と直交する方向)全体に亘って延び、先細突出部28の各々の先端部には、樹脂製第1板材14の内面21に突き合わせ溶着される突き合わせ部30が設けられる。
各々の先細突出部28は、互いに対向し、先細突出部28が設けられる樹脂製第2板材16に対して傾斜する一対の傾斜面32を有し、一対の傾斜面32の樹脂製第2板材16側の縁部の間隔が、突き合わせ部30の床板10の長手方向の幅を構成する。
複数の長溝26それぞれは、台形断面の形状を有し、傾斜面32の傾斜角度α(図2)、先細突出部28の数、隣接する先細突出部28同士の間隔D(図2)および突き合わせ部30の床板10の長手方向の幅W(図2)は、起倒式ベッドが、それぞれの折曲箇所20A,Bにおいて、倒伏位置と起立位置との間で回動自在とする観点から決定すればよい。
【0021】
より具体的には、4つの先細突出部28それぞれにおいて、床板10の幅方向のまわりに回動可能なヒンジ部13を形成し、4つの先細突出部28全体として、折曲あるいは屈曲可能とされる。
特に、図3に示すように、樹脂製第2板材16が複数の長溝26の開口25が床板10の裏面側に配置されことにより、複数の長溝26の開口25が拡がる態様で、湾曲可能であり、それにより湾曲の自由度を確保することが可能である。なお、それぞれの突き合わせ部30が床板10の幅方向のまわりに回動可能なヒンジ部13を形成することから、突き合わせ部30の床板10の長手方向の幅Wは、樹脂製第2板材16が突き合わせ部30を介して樹脂製第1板材14に溶着固定される範囲内で、なるべく狭く、突き合わせ部30は、床板10の幅方向に直線状に延びるのが好ましい。これにより、各ヒンジ部13は、対応する突き合わせ部30において、中実薄肉化することで回動可能なように形成される。
なお、折曲箇所20A,B以外の部位においても、補強リブ24と同様な構造を中空部18内に適宜設け、それにより、床板10の圧縮強度を確保してもよい。
【0022】
樹脂製第1板材14および樹脂製第2板材16それぞれの材質は、熱可塑性樹脂であり、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、または非晶性樹脂などで、より具体的にはエチレン、プロピレン、ブテン、イソプレンペンテン、メチルペンテン等のオレフィン類の単独重合体あるいは共重合体であるポリオレフィン(例えば、ポリプロピレン、高密度ポリエチレン)である。
【0023】
次に、以上の構成を有する樹脂製中空薄型パネル構造である床板を金型を用いて成形する装置および方法について説明する。
図4に示すように、樹脂製中空薄型パネル構造の成形装置60は、押出装置62と、押出装置62の下方に配置された型締装置64とを有し、押出装置62から押出された溶融状態の熱可塑性樹脂製シートPを型締装置64に送り、型締装置64により溶融状態の熱可塑性樹脂製シートPを成形するようにしている。
【0024】
押出装置62は、従来既知のタイプであり、その詳しい説明は省略するが、ホッパー65が付設されたシリンダー66と、シリンダー66内に設けられたスクリュー(図示せず)と、スクリューに連結された油圧モーター68と、シリンダー66と内部が連通したアキュムレータ70と、アキュムレータ70内に設けられたプランジャー72とを有し、ホッパー65から投入された樹脂ペレットが、シリンダー66内で油圧モータ68によるスクリューの回転により溶融、混練され、溶融状態の樹脂がアキュムレータ室に移送されて一定量貯留され、プランジャー72の駆動によりTダイ71に向けて溶融樹脂を送り、ダイスリット(図示せず)を通じて連続的なシート状の熱可塑性樹脂製シートPが押し出され、間隔を隔てて配置された一対のローラ79によって挟圧されながら下方へ向かって送り出されて分割金型73の間に垂下される。これにより、シート状の熱可塑性樹脂製シートPはしわまたは弛みがなく張った状態で分割金型73の間に配置される。
【0025】
押出装置62の押出の能力は、成形する樹脂製第1板材14および樹脂製第2板材16の大きさ、熱可塑性樹脂製シートPのドローダウン発生防止の観点から適宜選択する。より具体的には、実用的な観点から、ダイスリットからの樹脂の押出速度は、数百kg/時以上、より好ましくは700kg/時以上である。また、熱可塑性樹脂製シートPのドローダウン発生防止の観点から、熱可塑性樹脂製シートPの押出工程はなるべく短いのが好ましく、樹脂の種類、MFR値に依存するが、一般的に、押出工程は40秒以内、より好ましくは30秒以内に完了するのがよい。このため、熱可塑性樹脂のダイスリットからの単位面積、単位時間当たりの押出量は、50kg/時cm2以上、より好ましくは60kg/時cm2以上である。
【0026】
ダイスリット75は、鉛直下向きに配置され、ダイスリット75から押し出された熱可塑性樹脂製シートPは、そのままダイスリット75から垂下する形態で、鉛直下向きに送られるようにしている。ダイスリットは、その幅を可変とすることにより、連続シート状の熱可塑性樹脂製シートPの厚みを変更することが可能である。
【0027】
一方、型締装置64も、押出装置62と同様に、従来既知のタイプであり、その詳しい説明は省略するが、2つの分割形式の金型73と、金型73を溶融状態のシート状熱可塑性樹脂製シートPの供給方向に対して略直交する方向に、開位置と閉位置との間で移動させる金型駆動装置とを有する。
【0028】
2つの分割形式の金型73は、キャビティ74を対向させた状態で配置され、それぞれキャビティ74が略鉛直方向を向くように配置される。それぞれのキャビティ74の表面には、溶融状態のシート状熱可塑性樹脂製シートPに基づいて成形される樹脂製第1板材14および樹脂製第2板材16の外形、および表面形状に応じて凹凸部が設けられる。
【0029】
2つの分割形式の金型73それぞれにおいて、キャビティ74のまわりには、ピンチオフ部76が形成され、このピンチオフ部76は、キャビティ74のまわりに環状に形成され、対向する金型73に向かって突出する。これにより、2つの分割形式の金型73を型締する際、それぞれのピンチオフ部76の先端部が当接し、溶融状態の熱可塑性樹脂製シートPの周縁にパーティングラインPLが形成されるようにしている。
【0030】
一方の分割金型73Aには、それぞれ、キャビティ74Aを区画するように所定長さに亘って延び、他方の分割金型73Bに向かって先細の形状を有し、互いに所定の間隔を隔てた4つの突起体80が、キャビティ74Aの上部および下部に設けられる。このような形状により、後に説明する金型の型開きの際、突起体80により賦形される熱可塑性樹脂製シートP1が突起体80から容易に抜けることが可能である。
より詳細には、それぞれの突起体80は、台形断面を有し、水平方向に延び、上底の幅が突き合わせ部30の幅を構成する。それぞれの突起体80の高さは、後に説明する分割形式の金型73の型締の際、金型73Aのピンチオフ部76Aと金型73Bの76Bとが突き合わせられる場合に、金型73Aの突起体80により賦形された熱可塑性樹脂製シートP1、特に突き合わせ部30が、金型73Bにより賦形された熱可塑性樹脂製シートP2の内面に十分に溶着されるような高さである。
【0031】
分割金型73Aの外周部には、型枠81が摺動可能に外嵌し、図示しない型枠移動装置により、型枠81が、金型73Aに対して相対的に移動可能としている。より詳細には、型枠81は、金型73Aに対して金型73Bに向かって突出することにより、金型73間に配置された熱可塑性樹脂製シートP1の一方の側面83に当接可能である。
【0032】
図6に示すように、分割金型73Aの内部には、真空吸引室85が設けられ、真空吸引室85は、吸引穴87を介してキャビティ74Aに連通し、真空吸引室85から吸引穴87を介して吸引することにより、キャビティ74Aに向かって熱可塑性樹脂製シートP1を吸着させて、キャビティ74Aの外表面に沿った形状に賦形するようにしている。吸引穴87は、突起体により区画された各キャビティ74Aおよび複数の突起体の各間のキャビティ74Cのそれぞれに少なくとも1つ設けられる。
【0033】
金型駆動装置については、従来と同様のものであり、その説明は省略するが、2つの分割形式の金型73はそれぞれ、金型駆動装置により駆動され、開位置において、2つの分割金型73の間に、2枚の溶融状態の連続シート状熱可塑性樹脂製シートP1、2が、互いに間隔を隔てて配置可能なようにされ、一方閉位置において、2つの分割金型73のピンチオフ部76が当接し、環状のピンチオフ部76が互いに当接することにより、2つの分割金型73内に密閉空間が形成されるようにしている。なお、開位置から閉位置への各金型73の移動について、閉位置は、2条の溶融状態の連続シート状熱可塑性樹脂製シートP1,2の中心線の位置とし、各金型73が金型駆動装置により駆動されてその位置に向かって移動するようにしている。
【0034】
次に、上述の成形装置を用いた樹脂製中空薄型パネル構造の成形方法について説明する。
まず、図4に示すように、溶融状態の熱可塑性樹脂製熱可塑性樹脂製シートP1、2を対応するダイスリット75から鉛直下方に押し出して、2条の連続シート状熱可塑性樹脂製シートP1、2を対応するピンチオフ部76からはみ出す形態で2つの分割金型73の間に供給する。
【0035】
次いで、図5に示すように、分割金型73Aの型枠81を分割金型73Aに対して、熱可塑性樹脂製シートP1に向かって移動させて、熱可塑性樹脂製シートP1の側面83に当接させる。これにより、熱可塑性樹脂製シートP1の側面83、型枠810の内周面およびキャビティ73Aにより、密閉空間84が形成される。
【0036】
次いで、図6に示すように、密閉空間84内の空気を真空吸引室85から吸引孔87を介して吸引することにより、熱可塑性樹脂製シートP1は、キャビティ74Aに対して吸着し、それにより熱可塑性樹脂製シートP1は、キャビティ74Aの表面に沿った形状に賦形される。より詳細には、キャビティ74Aの突起体80により、熱可塑性樹脂製シートP1のキャビティ74Aに対向する面から反対側の面に向かって、これらの突起体80と相補形状の長溝26が形成され、それにより、反対側の面には、熱可塑性樹脂製シートP1の上部および下部それぞれにおいて、4つの先細突出部28が成形され、ヒンジ部13の基礎が形成されるとともに、周壁が形成される。
【0037】
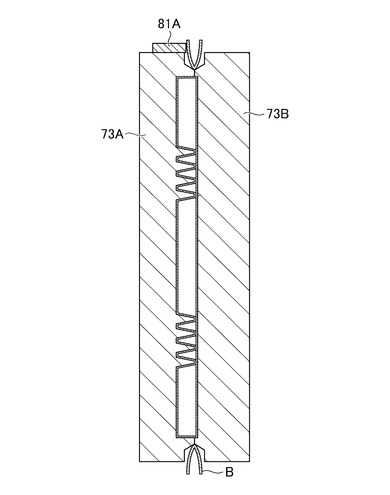
次いで、図7に示すように、熱可塑性樹脂製シートP1の外表面83に当接する型枠81をそのままの位置に保持した状態で熱可塑性樹脂製シートP1を吸引保持した状態で、それぞれの環状のピンチオフ部76A,B同士が当接するまで両金型73A,Bを互いに近づく向きに移動させ、型締する。それにより、2条の熱可塑性樹脂製シートP1,P2の周縁部同士を一体化させて、中空構造を形成するとともに、複数の先細突出部28の各々の先端部を熱可塑性樹脂製シートP2の内表面に突き合わせ溶着させ、それにより、それぞれの突き合わせ部30において、対応する先細突出部28の延び方向のまわりに回動可能なヒンジ部13を形成し、複数の先細突出部28全体として、湾曲あるいは屈曲自在とされる。
【0038】
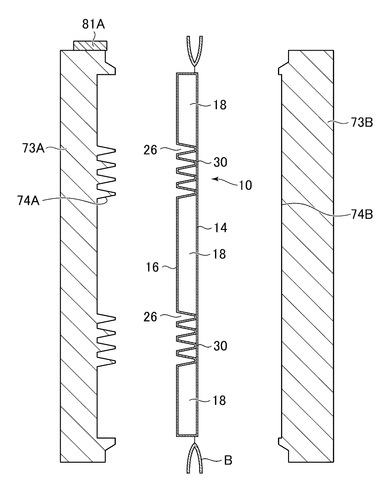
次いで、図8に示すように、2つの分割金型73を型開きし、完成した樹脂製中空薄型パネル構造からキャビティ74を離間させ、パーティングラインPLまわりに形成されたバリを除去する。
以上で、樹脂製中空薄型パネル構造である床板の成形が完了する。
【0039】
以上のように、溶融状態の熱可塑性樹脂を間欠的に押し出すたびに、以上のような工程を繰り返すことにより、樹脂製中空薄型パネル構造を次々に効率的に成形することが可能であり、押出成形により間欠的に溶融状態の熱可塑性樹脂製シートP1,P2として押し出し、押し出された熱可塑性樹脂製シートP1,P2を金型73を用いて所定の形状に賦形することが可能である。
【0040】
以上の構成を有するヒンジ部13を有する、湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法によれば、2条の熱可塑性樹脂製シートP1,P2の周縁部同士を一体化させて、中空構造を形成するとともに、一方の熱可塑性樹脂製シートP1,P2に複数の先細突出部28を成形し、先細突出部28の先端部を他方の熱可塑性樹脂製シートP1,P2の内表面に突き合わせ溶着することにより、局所的にヒンジ部13を形成することで、複数の先細突出部28全体として湾曲あるいは屈曲自在とする樹脂製中空薄型パネル構造を製造することが可能である。
【0041】
この場合、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートP1,P2を用いて、吹き込み圧をかけずに吸引のみにより成形することから、薄型中空構造でありながら、良好な成形性を確保可能である。より詳細には、たとえば溶融筒状熱可塑性樹脂製シートP1,P2を一対の分割金型73の間に配置して、型締めにより形成した密閉空間内に吹き込み圧をかけて成形しようとすれば、吹き込み圧をかける前に筒状熱可塑性樹脂製シートP1,P2の周内面がくっつき合わないように密閉空間を形成した状態を維持する必要があるところ、薄型中空構造を成形しようとするほどこれは困難となる。それに対して、所定の間隔を隔てた溶融状態の2条の熱可塑性樹脂製シートP1,P2を用いて、型締め前に少なくとも一方の熱可塑性樹脂製シートP1,P2を吸引して成形することにより、このような技術的問題点が解消であるとともに、隣接するヒンジ部13間の間隔を自由に設定することも可能であり、それによりヒンジ部13による湾曲あるいは屈曲の自由度を確保することが可能であり、一方薄型中空構造を成形することから、少なくとも一方の分割金型73に設ける複数の突起体の高さもそれほど要求されず、高いブロー比を生じることもなく、良好な成形性を確保することが可能である。
さらに、複数の先細突出部28の各々の先端部を他方の熱可塑性樹脂製シートP1,P2の内表面に突き合わせ溶着することにより、薄型中空構造の中空部18は分割されるところ、吹き込み圧をかけて成形しようとすれば、分割される中空部18ごとにブローピンを突き刺して成形する必要があるが、このような煩雑な作業が不要であるとともに、ブローピンにより形成される穴により外観上の美観の劣化、あるいは容易に変形する不具合を防止するとともに、さらにはこのような不具合を防止するために穴を塞ぐ余分な手間を省略することが可能であり、加えて、2条の熱可塑性樹脂製シートP1,P2同士のパーティングラインが形成される周側面への美観確保上の後処理も不要であることから、成形コスト増あるいは成形効率の低下を防止することも可能であり、総じて、良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能である。
【0042】
変形態様として、樹脂製中空薄型パネル構造を自動車内装品として用いる場合には、樹脂製第1板材あるいは樹脂製第2板材いずれかの外表面に化粧材を貼り付けることがある。
化粧材は、外観性向上および装飾性向上の観点から設けられ、その材質は、繊維表皮材シート状表皮材、フィルム状表皮材等が適用される。かかる繊維表皮材の素材としては、ポリエステル、ポリプロピレン、ポリアミド、ポリウレタン、アクリル、ビニロン等の合成繊維、アセテート、レーヨン等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン等の再生繊維、綿、麻、羊毛、絹等の天然繊維、又はこれらのブレンド繊維が挙げられる。
【0043】
この場合、自動車内装品は車内スペースを最大限確保する一方、化粧材を貼り付けることから、実施形態の起倒式ベッドに比べて、さらなる薄型化が要求される。樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔Dは、実施形態と同様に、樹脂製第1板材14と樹脂製第2板材16それぞれの厚みTの3倍以下であるが、樹脂製第1板材14の内面21と樹脂製第2板材16の内面23との間の間隔は、たとえば3ミリ以下である。
化粧材は、表面に複数の長溝が設けられていない樹脂製第1板材の表面に貼り付けるのが好ましい。
このような自動車内装品を成形する際には、減圧段階前に、他方の金型73のキャビティの所定位置に化粧材を配置しておくことにより、型締め段階において、化粧材は、他方の熱可塑性樹脂製シートP1,P2の外表面に溶着される。なお、化粧材をピンチオフ部からはみ出す形態で配置することにより、自動車内装品の周縁部まで及ぶように成形可能であり、それにより一層の外観性向上あるいは装飾性向上を図ることが可能である。
【0044】
以上、本発明の実施形態を詳細に説明したが、本発明の範囲から逸脱しない範囲内において、当業者であれば、種々の修正あるいは変更が可能である。
たとえば、本実施形態においては、押出スリットより押し出された溶融状態の熱可塑性樹脂製シートP1,P2を直接成形したが、それに限定されることなく、一方および/または前記他方の熱可塑性樹脂製シートP1,P2は、予め予備成形され、再加熱して溶融状態とされるのでもよい。
また、本実施形態においては、樹脂製サンシェードに対してヒンジ部13を形成するのに、樹脂製第2板材16から樹脂製第1板材14の内面に向かって突出する先細突出部28により形成したが、それに限定されることなく、樹脂製第1板材14および樹脂製第2板材16それぞれから中空部18に向かって突出する先細突出部28を設け、互いの突き合わせ部30を中空部18内で溶着させることにより形成してもよい。
また、実施形態では、ヒンジ部13において屈曲あるいは折曲させる場合を説明したが、それに限定されることなく、ヒンジ部13において湾曲させる場合として、利用してもよい。このような場合、1つのヒンジ部13により屈曲あるいは折曲させる場合と異なり、複数のヒンジ部13を長手方向に隣接して設けて、複数のヒンジ部13により全体として湾曲部を形成する際、圧縮強度と湾曲の自由度とのバランスを図る観点から、補強リブ24の高さ、傾斜面32の角度、突き合わせ部30の幅を決定するのがよい。
【図面の簡単な説明】
【0045】
【図1】本発明の実施形態に係る起倒式ベッドの概略斜視図である。
【図2】図1の線A-Aに沿う断面図である。
【図3】本発明の実施形態に係る起倒式ベッドにおいて、倒伏位置および起立位置にある状態を示す図である。
【図4】本発明の実施形態に係る起倒式ベッドの床板の成形装置の概略を示すとともに、本発明の実施形態に係る起倒式ベッドの床板の成形工程において、熱可塑性樹脂製シートP1,P2を分割形式の金型73間に配置した状態を示す図である。
【図5】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型の型枠を熱可塑性樹脂製シートP1の側面に当接させている状態を示す概略側面図である。
【図6】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、熱可塑性樹脂製シートP1を賦形している状況を示す概略部分断面図である。
【図7】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型を型締めした状態を示す図である。
【図8】本発明の実施形態に係る起倒式ベッドの床板の成形工程において、分割金型を型開きした状態を示す図である。
【符号の説明】
【0046】
P 熱可塑性樹脂製シート
PL パーティングライン
α 傾斜角度
10 床板
13 ヒンジ部
14 熱可塑性樹脂製第1板材
16 熱可塑性樹脂製第2板材
18 中空部
20 折曲箇所
22 床板部
23 内面
24 補強リブ
26 長溝
28 先細突出部
30 突き合わせ部
32 傾斜面
60 樹脂製中空薄型パネル構造の成形装置
62 押出装置
64 型締装置
65 ホッパー
66 シリンダー
68 油圧モータ
70 アキュムレータ
72 プランジャー
73 金型
74 キャビティ
75 ダイスリット
76 ピンチオフ部
80 突起体
81 型枠
85 真空吸引室
87 吸引穴
【特許請求の範囲】
【請求項1】
ヒンジ部を有する、湾曲自在あるいは屈曲自在の樹脂製中空薄型パネル構造の製造方法であって、
それぞれキャビティのまわりにピンチオフ部が設けられ、互いのキャビティを対向して配置し、型締め位置と開放位置との間で相対移動可能な一対の分割金型であって、少なくとも一方の分割金型には、それぞれ、キャビティを区画するように所定長さに亘って延び、他方の分割金型に向かって先細の形状を有し、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、
溶融状態の2条の熱可塑性樹脂製シートそれぞれを互いに間隔を隔てて、対応するピンチオフ部からはみ出す形態で、開放位置の一対の分割金型の間に配置する段階と、
前記少なくとも一方の分割金型と対応する熱可塑性樹脂製シートとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引してキャビティに沿わせ賦形し、それにより、熱可塑性樹脂製シートには、キャビティに対向する外表面に複数の長溝を形成するように、他方の熱可塑性樹脂製シートの内表面に向かって延びる先細突出部を所定の間隔を隔てて複数形成する段階と、
前記一対の分割金型を型締め位置まで移動して、2条の熱可塑性樹脂製シートの内表面同士を一対の金型のピンチオフ部に沿って溶着させることにより、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、該複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着する段階とを有し、
それにより、該突き合わせ部において、対応する先細突出部の延び方向のまわりに回動可能なヒンジ部を形成し、前記複数の先細突出部全体として湾曲あるいは屈曲自在とする、
ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
【請求項2】
前記ヒンジ部は、前記突き合わせ部において、中実薄肉化することにより回動可能なように形成される、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項3】
少なくとも複数の突起体の各間のキャビティに吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項4】
複数の突起体により区画された各キャビティおよび複数の突起体の各間のキャビティに、それぞれ少なくとも1つの吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項5】
前記樹脂製第1板材および前記樹脂製第2板材の一方の板材は、平板状であり、その外表面に化粧材が貼り付けられ、他方の板材には、前記複数の先細突出部が形成される、請求項2に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項6】
前記一方および/または前記他方の熱可塑性樹脂製シートは、予め予備成形され、再加熱して溶融状態とされる、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項7】
前記減圧段階前に、前記他方の金型のキャビティの所定位置に化粧材を配置し、
前記型締め段階において、該化粧材は、他方の熱可塑性樹脂製シートの外表面に溶着される、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項8】
前記減圧段階は、前記少なくとも一方の分割金型の周縁に対して型締め方向に移動自在に外嵌する外枠を対応する熱可塑性樹脂製シートの外表面に向かって移動させる段階を有し、前記対応する熱可塑性樹脂製シートの外表面、前記外枠の内周面および前記一対の分割金型のそれぞれのキャビティにより密閉空間を構成する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項9】
前記一方および前記他方の溶融状態の熱可塑性樹脂製シートを下方に垂下する形態で、前記一対の分割金型の間に向かって押し出す段階を有する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項1】
ヒンジ部を有する、湾曲自在あるいは屈曲自在の樹脂製中空薄型パネル構造の製造方法であって、
それぞれキャビティのまわりにピンチオフ部が設けられ、互いのキャビティを対向して配置し、型締め位置と開放位置との間で相対移動可能な一対の分割金型であって、少なくとも一方の分割金型には、それぞれ、キャビティを区画するように所定長さに亘って延び、他方の分割金型に向かって先細の形状を有し、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、
溶融状態の2条の熱可塑性樹脂製シートそれぞれを互いに間隔を隔てて、対応するピンチオフ部からはみ出す形態で、開放位置の一対の分割金型の間に配置する段階と、
前記少なくとも一方の分割金型と対応する熱可塑性樹脂製シートとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引してキャビティに沿わせ賦形し、それにより、熱可塑性樹脂製シートには、キャビティに対向する外表面に複数の長溝を形成するように、他方の熱可塑性樹脂製シートの内表面に向かって延びる先細突出部を所定の間隔を隔てて複数形成する段階と、
前記一対の分割金型を型締め位置まで移動して、2条の熱可塑性樹脂製シートの内表面同士を一対の金型のピンチオフ部に沿って溶着させることにより、2条の熱可塑性樹脂製シートの周縁部同士を一体化させて、中空構造を形成するとともに、該複数の先細突出部の各々の先端部を他方の熱可塑性樹脂製シートの内表面に突き合わせ溶着する段階とを有し、
それにより、該突き合わせ部において、対応する先細突出部の延び方向のまわりに回動可能なヒンジ部を形成し、前記複数の先細突出部全体として湾曲あるいは屈曲自在とする、
ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
【請求項2】
前記ヒンジ部は、前記突き合わせ部において、中実薄肉化することにより回動可能なように形成される、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項3】
少なくとも複数の突起体の各間のキャビティに吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項4】
複数の突起体により区画された各キャビティおよび複数の突起体の各間のキャビティに、それぞれ少なくとも1つの吸引穴を設け、熱可塑性樹脂製シートを吸引して賦形する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項5】
前記樹脂製第1板材および前記樹脂製第2板材の一方の板材は、平板状であり、その外表面に化粧材が貼り付けられ、他方の板材には、前記複数の先細突出部が形成される、請求項2に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項6】
前記一方および/または前記他方の熱可塑性樹脂製シートは、予め予備成形され、再加熱して溶融状態とされる、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項7】
前記減圧段階前に、前記他方の金型のキャビティの所定位置に化粧材を配置し、
前記型締め段階において、該化粧材は、他方の熱可塑性樹脂製シートの外表面に溶着される、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項8】
前記減圧段階は、前記少なくとも一方の分割金型の周縁に対して型締め方向に移動自在に外嵌する外枠を対応する熱可塑性樹脂製シートの外表面に向かって移動させる段階を有し、前記対応する熱可塑性樹脂製シートの外表面、前記外枠の内周面および前記一対の分割金型のそれぞれのキャビティにより密閉空間を構成する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【請求項9】
前記一方および前記他方の溶融状態の熱可塑性樹脂製シートを下方に垂下する形態で、前記一対の分割金型の間に向かって押し出す段階を有する、請求項1に記載の樹脂製中空薄型パネル構造の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−103422(P2013−103422A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249357(P2011−249357)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
[ Back to top ]