
湿式固形化粧料の製造方法および湿式固形化粧料用スラリーの充填装置
【課題】スラリーのフロント充填において、充填空間における充填圧の均一性を高める。
【解決手段】化粧皿が収容された充填空間1aの上部開口を、充填ヘッドの下面で覆った後、注出口3cからスラリーを吐出して、充填空間1aにスラリーを充填する。ここで、注出口3cは、充填空間1aの中心Cから水平方向にオフセットした位置に設けられ、かつ、この中心C側に向かって開口している。
【解決手段】化粧皿が収容された充填空間1aの上部開口を、充填ヘッドの下面で覆った後、注出口3cからスラリーを吐出して、充填空間1aにスラリーを充填する。ここで、注出口3cは、充填空間1aの中心Cから水平方向にオフセットした位置に設けられ、かつ、この中心C側に向かって開口している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿式固形化粧料の製造方法および湿式固形化粧料用スラリーの充填装置に係り、特に、スラリーのフロント充填に関する。
【背景技術】
【0002】
特許文献1には、湿式固形化粧料の主材となるスラリーを上方から充填空間内に充填するフロント充填方法が開示されている。具体的には、まず、金型に設けられた充填空間内に化粧皿が収容される。つぎに、この充填空間の上部開口が充填ヘッドの下面で覆われる。そして、充填ヘッドの下面に設けられた注出口からスラリーを注出することによって、充填ヘッドによって覆われた充填空間内にスラリーが充填される。この充填過程において、スラリーは、充填ヘッドの内部を上下に貫通するスラリー供給管を介して鉛直下方に導かれた後、充填ヘッドの下面に開口した注出口から、そのまま鉛直下方に吐出される。そして、鉛直下方に吐出されたスラリーは、注出口の直下に位置する充填空間の底部(化粧皿の内底部)によって流れが規制された後、この底部に沿って水平方向に拡がりながら、充填空間の全体を隙間なく満たしていく。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−199616号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した特許文献1において、注出口からのスラリーの吐出方向が鉛直下方(垂直方向)であるため、充填空間の底部によって、スラリーの流れが規制されることになる。この場合、充填空間における充填圧の加わり方が不均一になり易く、特に、注出口近傍の充填圧が局所的に高くなる傾向がある。充填圧の不均一さは、湿式固形化粧料全体の硬度を不均一とし、強度低下や色ムラなどの原因になるため好ましくない。
【0005】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、スラリーのフロント充填において、充填空間における充填圧の均一性を高めることである。
【課題を解決するための手段】
【0006】
かかる課題を解決すべく、第1の発明は、金型に設けられた充填空間内に、化粧皿を収容する第1のステップと、化粧皿が収容された充填空間の上部開口を、充填ヘッドの下面で覆う第2のステップと、充填空間の中心から水平方向にオフセットした位置に設けられ、かつ、この中心側に向かって開口した注出口から、湿式固形化粧料の主材となるスラリーを吐出することによって、充填空間内にスラリーを充填する第3のステップとを有する湿式固形化粧料の製造方法を提供する。
【0007】
ここで、第1の発明において、第3のステップは、スラリーを側方または斜め下方に向かって吐出することによって、充填空間内に前記スラリーを充填することが好ましい。
【0008】
第2の発明は、充填ヘッドと、スラリー供給管と、注出口とを有する湿式固形化粧料用スラリーの充填装置を提供する。充填ヘッドは、湿式固形化粧料の主材となるスラリーが充填される充填空間の上部開口を覆う下面形状を有する。スラリー供給管は、充填ヘッドの下面に至るように、充填ヘッドの内部を貫通する。注出口は、充填空間の中心から水平方向にオフセットした位置に設けられ、この中心側に向かって開口し、かつ、スラリー供給管に供給されたスラリーを充填空間内に吐出する。
【0009】
ここで、第2の発明において、注出口は、充填ヘッドの下面から突出したスラリー供給管の先端部位において、側方または斜め下方に向かって開口していてもよい。また、注出口は、充填ヘッドの下面から突出していないスラリー供給管の先端部位において、斜め下方に向かって開口していてもよい。
【発明の効果】
【0010】
第1または第2の発明によれば、スラリーを吐出する注出口を、充填空間の中心から水平方向にオフセットした位置に設けるとともに、この中心側に向けて開口させる。これによって、注出口からのスラリーの吐出方向は、鉛直下方ではなく中心側に向くので、注出口の直下に位置する充填空間の底部によって、流れの自由度が損なわれることを緩和できる。また、充填空間の中心側に向けてスラリーを吐出することで、充填空間の側壁部による流れ規制が生じ難くなり、水平方向における流れの自由度を高めることができる。その結果、充填空間全体にスムーズにスラリーを行き渡らせることができるので、注出口近傍の充填圧が局所的に高くなることを抑制でき、充填空間全体における充填圧の均一性を高めることが可能になる。
【図面の簡単な説明】
【0011】
【図1】化粧皿のセット工程の説明図
【図2】フロント充填工程の説明図
【図3】フロント充填工程の説明図
【図4】擦切工程の説明図
【図5】プレス工程の説明図
【図6】スラリーの吐出方向の説明図
【図7】第1の変形例に係る充填装置の説明図
【図8】第2の変形例に係る充填装置の説明図
【発明を実施するための形態】
【0012】
以下、本実施形態に係る湿式固形化粧料の製造方法を図1から図5に示す工程順に説明する。湿式固形化粧料は、ファンデーション、フェイスパウダー、アイシャドウといった粉末固形メイクアップ化粧料のうち、スラリー中の揮発性溶媒を吸収・乾燥させて固化したものである。スラリーは、湿式固形化粧料の主材、すなわち、主要な材料であり、化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶媒とを混合した流動物である。湿式固形化粧料は、粉末化粧料をそのまま打型した乾式固形化粧料と比べて、滑らかなタッチで、フィット感等の官能特性に優れ、かつ、耐衝撃性にも優れているという特性を有する。
【0013】
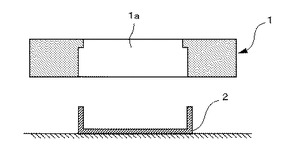
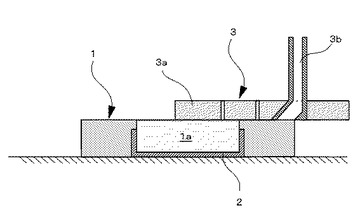
まず、図1に示すように、金型1に設けられた収容スペース1a内に、略矩形皿状の化粧皿2がセットされる。化粧皿2の保持体となる金型1は、一連の作業工程において化粧皿2を適切に保持するために硬質な部材で形成されている。また、後のプレスによる充填物の高さの減少分を見越して、化粧皿2の上縁は、収容スペース1aの深さ(金型1の上面)よりも低くなっている。化粧皿2が収納された収容スペース1aは、充填物であるスラリーの充填空間に相当し、次のフロント充填工程において、充填空間1aにスラリーが充填される。
【0014】
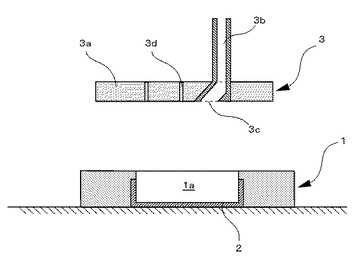
つぎに、図2に示すように、化粧皿2がセットされた金型1が充填装置3の直下に配置される。この充填装置3は、図示しない駆動機構によって昇降自在な充填ヘッド3aを有し、この充填ヘッド3aには、図示しないポンプから吐出されたスラリーが供給されるスラリー供給管3bが取り付けられている。充填ヘッド3aは、充填空間1aの上部開口を覆う下面形状を有する。また、充填ヘッド3aの材質としては、金属やジュラコン樹脂といった硬質な部材を用いてもよいが、充填空間1aのシール性を高める等の理由から、弾性体を用いてもよい。本実施形態において、充填ヘッド3aには、スラリー供給管3bが固定的に取り付けられている。このスラリー供給管3bは、充填ヘッド3aの下面に至るように、充填ヘッド3aの内部を上下に貫通しており、その先端部位は、斜め下方に屈曲している。そして、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出することなく、充填ヘッド3aの下面と略面一になっている。注出口3cは、スラリー供給管3bの先端部位に設けられ、本実施形態では、真下ではなく、斜め下方に向かって開口している。また、充填ヘッド3aには、充填空間1aに対応する部位に少なくとも一つの吸引孔3dが設けられている。それぞれの吸引孔3dは、充填ヘッド3aの上下を直線状に貫通しており、充填ヘッド3aの上方に取り付けられた図示しないエアチャンバーと連通している。
【0015】
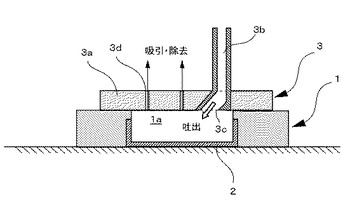
つぎに、図3に示すように、充填ヘッド3aを下降させて充填空間1aの上部開口を充填ヘッド3aの下面で覆った後、注出口3cからスラリーを所定の吐出圧で斜め下方に向かって吐出する。斜め下方に吐出されたスラリーは、充填空間1aの内部を拡がりながら、充填空間1a全体に行き渡る。その際、加圧によってスラリーから滲み出た揮発性溶媒は、吸引孔3dを介して、エアチャンバーに吸引・除去される。なお、この吸引・除去は、充填ヘッド3aの下面と金型1の上面の間に通気性を有する吸収シート(図示せず)を介在させた上で行ってもよい。
【0016】
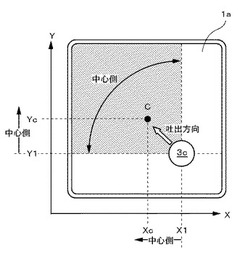
図6は、注出口3cから吐出されるスラリーの吐出方向の説明図である。同図は、化粧皿2が収容された充填空間1aを上方から見た二次元平面(X−Y平面図)であり、充填空間1aの上部開口形状を示す。本実施形態において、注出口3cは、以下の2つの条件を満たすように配置される。
【0017】
(注出口3cの配置条件)
(1)注出口3cは、充填空間1aの中心Cから水平方向にオフセットした位置に設けられていること
(2)注出口3cは、充填空間1aの中心C側に開口していること
【0018】
図6において、充填空間1aの中心Cの座標を(Xc,Yc)、注出口3cの座標を(X1,Y1)とすると、中心Cに対して注出口3cは、(X1−Xc)だけ右側に、(Yc−Y1)だけ下側にそれぞれオフセットしている。この場合、中心C側とは、X方向に関しては、X1からXcに向かう方向であり、Y方向に関しては、Y1からYcに向かう方向である。したがって、X−Y平面で捉えると、斜線でハッチングした領域が中心C側になり、注出口3cの吐出方向がその範囲内にあることが条件となる。
【0019】
上記条件(1),(2)を満たすように注出口3cを配置することにより、充填空間1aにおけるスラリーの充填圧の均一性を高めることが可能になる。なぜなら、第1に、上述したように注出口3cが斜め下方に開口しているため、注出口3cからのスラリーの吐出方向は、鉛直下方ではなく中心C側に向くことになる。したがって、注出口3cの直下に位置する充填空間1aの底部による流れ規制の度合いが低下するので、スラリーの流れの自由度を高めることができる。第2に、中心C側にスラリーを吐出することで、充填空間1aの側壁部による流れ規制が生じ難くなるからである。中心C側にスラリーを吐出するということは、すなわち、充填空間1aにおける側壁部までの距離が長く、スペース的に余裕がある広域側にスラリーを吐出することを意味する。したがって、側壁部までの距離が短く、スペース的に余裕がない狭域側に吐出するよりも、側壁部による流れ規制が低減され、その分だけ、水平方向における流れの自由度が高まる。
【0020】
つぎに、図4に示すように、充填装置3に対して金型1を相対的に変位させることによって、充填空間1aに充填されたスラリーを充填ヘッド3aの下面で擦り切りながら、充填ヘッド3aを取り去る。これによって、充填空間1aにスラリーが定量充填される。
【0021】
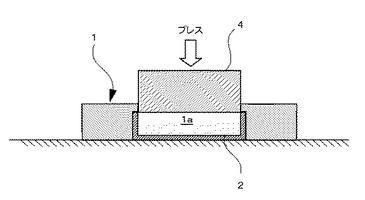
そして、図5に示すように、充填空間1a内に充填されたスラリーを、プレスヘッド4を用いて、化粧皿2の上縁相当の高さまでプレスする。これによって、最終的な製品としての湿式固形化粧料が完成する。
【0022】
このように、本実施形態によれば、スラリーを吐出する注出口3cを、充填空間1aの中心Cから水平方向にオフセットした位置に設けるとともに、この中心C側に向けて開口させる。これによって、注出口3cからのスラリーの吐出方向は、鉛直下方ではなく中心C側に向くので、注出口3cの直下に位置する充填空間の底部によって、スラリーの流れの自由度が損なわれることを緩和できる。また、中心C側に向けてスラリーを吐出することで、充填空間1aの側壁部による流れ規制が生じ難くなり、水平方向における流れの自由度を高めることができる。その結果、充填空間1a全体にスムーズにスラリーを行き渡らせることができるので、注出口3c近傍の充填圧が局所的に高くなることを抑制でき、充填空間1a全体における充填圧の均一性を高めることが可能になる。そして、充填圧の均一性を高めることで、湿式固形化粧料としての強度の向上を図れるほか、色ムラの発生も有効に防止することができる。
【0023】
なお、上述した実施形態では、注出口3cを、充填ヘッド3aの下面から突出していないスラリー供給管3bの先端部位、すなわち、充填ヘッド3aの下面と面一になるように設けているが、図7および図8に示すように、充填ヘッド3aの下面から下方に突出するように設けてもよい。
【0024】
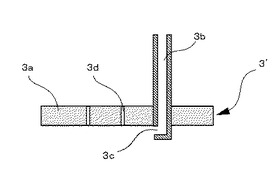
図7は、第1の変形例に係る充填装置の説明図である。なお、同図において、上述した実施形態と同様の部材については、同一の符号を付して、ここでの説明を省略する(この点は後述する図8についても同様)。この充填装置3'において、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出している。そして、注出口3cは、スラリー供給管3bの先端部位において、側方に向かって開口している。
【0025】
この充填装置3'を用いてフロント充填を行う場合、充填ヘッド3aの下面から突出したスラリー供給管3bの先端部位が干渉するため、そのままでは、図4に示したようなスラリーの擦り切りを行うことができない。この場合、フロント充填後に充填ヘッド3aを上昇させた後、充填空間1aに充填されたスラリーの上面を平坦化する作業を必要に応じて別途行う。または、これとは別の方法として、充填ヘッド3aに対してスラリー供給管3bを昇降させる機構を追加してもよい。この場合、フロント充填後にスラリー供給管3bを上昇させて、その先端部位が充填ヘッド3aの下面と面一になるようにする。このようにすれば、スラリー供給管3bが干渉することなく、充填ヘッド3aの下面によるスラリーの擦り切りを行うことが可能になる。
【0026】
このように、第1の変形例に係る充填装置3'によれば、上述した実施形態と同様、充填空間1a全体における充填圧の均一性を高めることが可能になる。特に、側方に開口した注出口3cからスラリーを側方に吐出することで、注出口3cの直下に位置する充填空間1aの底部によって、スラリーの流れの自由度が損なわれることを一層有効に緩和することができる。
【0027】
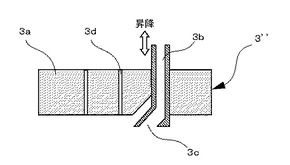
図8は、第2の変形例に係る充填装置の説明図である。この充填装置3''において、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出している。そして、注出口3cは、スラリー供給管3bの先端部位において、上述した実施形態と同様、斜め下方に向かって開口している。スラリー供給管3bの先端部位が突出していることに起因した弊害については、図7に示した充填装置3'で述べたような方法で対処できる。なお、図8は、特に、充填ヘッド3aに対してスラリー供給管3bが昇降自在な構成を示しているが、充填ヘッド3aにスラリー供給管3bが固定的に取り付けられた構成であってもよい。第2の変形例に係る充填装置3''でも、上述した実施形態と同様の効果を奏する。
【0028】
なお、上述した実施形態では、その変形例も含めて、側方または斜め下方にスラリーを吐出する形態について説明したが、そのような吐出方向が維持される限りにおいて、直下の方向に向けた小径の吐出口を併存させてもよい。
【産業上の利用可能性】
【0029】
本発明は、ファンデーション、フェイスパウダー、アイシャドウといった各種の湿式固形化粧料(単色、多色を問わない)におけるフロント充填方法に対して広く適用できる。
【符号の説明】
【0030】
1 金型
1a 収容スペース(充填空間)
2 化粧皿
3,3',3'' 充填装置
3a 充填ヘッド
3b スラリー供給管
3c 注出口
3d 吸引孔
4 プレスヘッド
【技術分野】
【0001】
本発明は、湿式固形化粧料の製造方法および湿式固形化粧料用スラリーの充填装置に係り、特に、スラリーのフロント充填に関する。
【背景技術】
【0002】
特許文献1には、湿式固形化粧料の主材となるスラリーを上方から充填空間内に充填するフロント充填方法が開示されている。具体的には、まず、金型に設けられた充填空間内に化粧皿が収容される。つぎに、この充填空間の上部開口が充填ヘッドの下面で覆われる。そして、充填ヘッドの下面に設けられた注出口からスラリーを注出することによって、充填ヘッドによって覆われた充填空間内にスラリーが充填される。この充填過程において、スラリーは、充填ヘッドの内部を上下に貫通するスラリー供給管を介して鉛直下方に導かれた後、充填ヘッドの下面に開口した注出口から、そのまま鉛直下方に吐出される。そして、鉛直下方に吐出されたスラリーは、注出口の直下に位置する充填空間の底部(化粧皿の内底部)によって流れが規制された後、この底部に沿って水平方向に拡がりながら、充填空間の全体を隙間なく満たしていく。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−199616号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した特許文献1において、注出口からのスラリーの吐出方向が鉛直下方(垂直方向)であるため、充填空間の底部によって、スラリーの流れが規制されることになる。この場合、充填空間における充填圧の加わり方が不均一になり易く、特に、注出口近傍の充填圧が局所的に高くなる傾向がある。充填圧の不均一さは、湿式固形化粧料全体の硬度を不均一とし、強度低下や色ムラなどの原因になるため好ましくない。
【0005】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、スラリーのフロント充填において、充填空間における充填圧の均一性を高めることである。
【課題を解決するための手段】
【0006】
かかる課題を解決すべく、第1の発明は、金型に設けられた充填空間内に、化粧皿を収容する第1のステップと、化粧皿が収容された充填空間の上部開口を、充填ヘッドの下面で覆う第2のステップと、充填空間の中心から水平方向にオフセットした位置に設けられ、かつ、この中心側に向かって開口した注出口から、湿式固形化粧料の主材となるスラリーを吐出することによって、充填空間内にスラリーを充填する第3のステップとを有する湿式固形化粧料の製造方法を提供する。
【0007】
ここで、第1の発明において、第3のステップは、スラリーを側方または斜め下方に向かって吐出することによって、充填空間内に前記スラリーを充填することが好ましい。
【0008】
第2の発明は、充填ヘッドと、スラリー供給管と、注出口とを有する湿式固形化粧料用スラリーの充填装置を提供する。充填ヘッドは、湿式固形化粧料の主材となるスラリーが充填される充填空間の上部開口を覆う下面形状を有する。スラリー供給管は、充填ヘッドの下面に至るように、充填ヘッドの内部を貫通する。注出口は、充填空間の中心から水平方向にオフセットした位置に設けられ、この中心側に向かって開口し、かつ、スラリー供給管に供給されたスラリーを充填空間内に吐出する。
【0009】
ここで、第2の発明において、注出口は、充填ヘッドの下面から突出したスラリー供給管の先端部位において、側方または斜め下方に向かって開口していてもよい。また、注出口は、充填ヘッドの下面から突出していないスラリー供給管の先端部位において、斜め下方に向かって開口していてもよい。
【発明の効果】
【0010】
第1または第2の発明によれば、スラリーを吐出する注出口を、充填空間の中心から水平方向にオフセットした位置に設けるとともに、この中心側に向けて開口させる。これによって、注出口からのスラリーの吐出方向は、鉛直下方ではなく中心側に向くので、注出口の直下に位置する充填空間の底部によって、流れの自由度が損なわれることを緩和できる。また、充填空間の中心側に向けてスラリーを吐出することで、充填空間の側壁部による流れ規制が生じ難くなり、水平方向における流れの自由度を高めることができる。その結果、充填空間全体にスムーズにスラリーを行き渡らせることができるので、注出口近傍の充填圧が局所的に高くなることを抑制でき、充填空間全体における充填圧の均一性を高めることが可能になる。
【図面の簡単な説明】
【0011】
【図1】化粧皿のセット工程の説明図
【図2】フロント充填工程の説明図
【図3】フロント充填工程の説明図
【図4】擦切工程の説明図
【図5】プレス工程の説明図
【図6】スラリーの吐出方向の説明図
【図7】第1の変形例に係る充填装置の説明図
【図8】第2の変形例に係る充填装置の説明図
【発明を実施するための形態】
【0012】
以下、本実施形態に係る湿式固形化粧料の製造方法を図1から図5に示す工程順に説明する。湿式固形化粧料は、ファンデーション、フェイスパウダー、アイシャドウといった粉末固形メイクアップ化粧料のうち、スラリー中の揮発性溶媒を吸収・乾燥させて固化したものである。スラリーは、湿式固形化粧料の主材、すなわち、主要な材料であり、化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶媒とを混合した流動物である。湿式固形化粧料は、粉末化粧料をそのまま打型した乾式固形化粧料と比べて、滑らかなタッチで、フィット感等の官能特性に優れ、かつ、耐衝撃性にも優れているという特性を有する。
【0013】
まず、図1に示すように、金型1に設けられた収容スペース1a内に、略矩形皿状の化粧皿2がセットされる。化粧皿2の保持体となる金型1は、一連の作業工程において化粧皿2を適切に保持するために硬質な部材で形成されている。また、後のプレスによる充填物の高さの減少分を見越して、化粧皿2の上縁は、収容スペース1aの深さ(金型1の上面)よりも低くなっている。化粧皿2が収納された収容スペース1aは、充填物であるスラリーの充填空間に相当し、次のフロント充填工程において、充填空間1aにスラリーが充填される。
【0014】
つぎに、図2に示すように、化粧皿2がセットされた金型1が充填装置3の直下に配置される。この充填装置3は、図示しない駆動機構によって昇降自在な充填ヘッド3aを有し、この充填ヘッド3aには、図示しないポンプから吐出されたスラリーが供給されるスラリー供給管3bが取り付けられている。充填ヘッド3aは、充填空間1aの上部開口を覆う下面形状を有する。また、充填ヘッド3aの材質としては、金属やジュラコン樹脂といった硬質な部材を用いてもよいが、充填空間1aのシール性を高める等の理由から、弾性体を用いてもよい。本実施形態において、充填ヘッド3aには、スラリー供給管3bが固定的に取り付けられている。このスラリー供給管3bは、充填ヘッド3aの下面に至るように、充填ヘッド3aの内部を上下に貫通しており、その先端部位は、斜め下方に屈曲している。そして、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出することなく、充填ヘッド3aの下面と略面一になっている。注出口3cは、スラリー供給管3bの先端部位に設けられ、本実施形態では、真下ではなく、斜め下方に向かって開口している。また、充填ヘッド3aには、充填空間1aに対応する部位に少なくとも一つの吸引孔3dが設けられている。それぞれの吸引孔3dは、充填ヘッド3aの上下を直線状に貫通しており、充填ヘッド3aの上方に取り付けられた図示しないエアチャンバーと連通している。
【0015】
つぎに、図3に示すように、充填ヘッド3aを下降させて充填空間1aの上部開口を充填ヘッド3aの下面で覆った後、注出口3cからスラリーを所定の吐出圧で斜め下方に向かって吐出する。斜め下方に吐出されたスラリーは、充填空間1aの内部を拡がりながら、充填空間1a全体に行き渡る。その際、加圧によってスラリーから滲み出た揮発性溶媒は、吸引孔3dを介して、エアチャンバーに吸引・除去される。なお、この吸引・除去は、充填ヘッド3aの下面と金型1の上面の間に通気性を有する吸収シート(図示せず)を介在させた上で行ってもよい。
【0016】
図6は、注出口3cから吐出されるスラリーの吐出方向の説明図である。同図は、化粧皿2が収容された充填空間1aを上方から見た二次元平面(X−Y平面図)であり、充填空間1aの上部開口形状を示す。本実施形態において、注出口3cは、以下の2つの条件を満たすように配置される。
【0017】
(注出口3cの配置条件)
(1)注出口3cは、充填空間1aの中心Cから水平方向にオフセットした位置に設けられていること
(2)注出口3cは、充填空間1aの中心C側に開口していること
【0018】
図6において、充填空間1aの中心Cの座標を(Xc,Yc)、注出口3cの座標を(X1,Y1)とすると、中心Cに対して注出口3cは、(X1−Xc)だけ右側に、(Yc−Y1)だけ下側にそれぞれオフセットしている。この場合、中心C側とは、X方向に関しては、X1からXcに向かう方向であり、Y方向に関しては、Y1からYcに向かう方向である。したがって、X−Y平面で捉えると、斜線でハッチングした領域が中心C側になり、注出口3cの吐出方向がその範囲内にあることが条件となる。
【0019】
上記条件(1),(2)を満たすように注出口3cを配置することにより、充填空間1aにおけるスラリーの充填圧の均一性を高めることが可能になる。なぜなら、第1に、上述したように注出口3cが斜め下方に開口しているため、注出口3cからのスラリーの吐出方向は、鉛直下方ではなく中心C側に向くことになる。したがって、注出口3cの直下に位置する充填空間1aの底部による流れ規制の度合いが低下するので、スラリーの流れの自由度を高めることができる。第2に、中心C側にスラリーを吐出することで、充填空間1aの側壁部による流れ規制が生じ難くなるからである。中心C側にスラリーを吐出するということは、すなわち、充填空間1aにおける側壁部までの距離が長く、スペース的に余裕がある広域側にスラリーを吐出することを意味する。したがって、側壁部までの距離が短く、スペース的に余裕がない狭域側に吐出するよりも、側壁部による流れ規制が低減され、その分だけ、水平方向における流れの自由度が高まる。
【0020】
つぎに、図4に示すように、充填装置3に対して金型1を相対的に変位させることによって、充填空間1aに充填されたスラリーを充填ヘッド3aの下面で擦り切りながら、充填ヘッド3aを取り去る。これによって、充填空間1aにスラリーが定量充填される。
【0021】
そして、図5に示すように、充填空間1a内に充填されたスラリーを、プレスヘッド4を用いて、化粧皿2の上縁相当の高さまでプレスする。これによって、最終的な製品としての湿式固形化粧料が完成する。
【0022】
このように、本実施形態によれば、スラリーを吐出する注出口3cを、充填空間1aの中心Cから水平方向にオフセットした位置に設けるとともに、この中心C側に向けて開口させる。これによって、注出口3cからのスラリーの吐出方向は、鉛直下方ではなく中心C側に向くので、注出口3cの直下に位置する充填空間の底部によって、スラリーの流れの自由度が損なわれることを緩和できる。また、中心C側に向けてスラリーを吐出することで、充填空間1aの側壁部による流れ規制が生じ難くなり、水平方向における流れの自由度を高めることができる。その結果、充填空間1a全体にスムーズにスラリーを行き渡らせることができるので、注出口3c近傍の充填圧が局所的に高くなることを抑制でき、充填空間1a全体における充填圧の均一性を高めることが可能になる。そして、充填圧の均一性を高めることで、湿式固形化粧料としての強度の向上を図れるほか、色ムラの発生も有効に防止することができる。
【0023】
なお、上述した実施形態では、注出口3cを、充填ヘッド3aの下面から突出していないスラリー供給管3bの先端部位、すなわち、充填ヘッド3aの下面と面一になるように設けているが、図7および図8に示すように、充填ヘッド3aの下面から下方に突出するように設けてもよい。
【0024】
図7は、第1の変形例に係る充填装置の説明図である。なお、同図において、上述した実施形態と同様の部材については、同一の符号を付して、ここでの説明を省略する(この点は後述する図8についても同様)。この充填装置3'において、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出している。そして、注出口3cは、スラリー供給管3bの先端部位において、側方に向かって開口している。
【0025】
この充填装置3'を用いてフロント充填を行う場合、充填ヘッド3aの下面から突出したスラリー供給管3bの先端部位が干渉するため、そのままでは、図4に示したようなスラリーの擦り切りを行うことができない。この場合、フロント充填後に充填ヘッド3aを上昇させた後、充填空間1aに充填されたスラリーの上面を平坦化する作業を必要に応じて別途行う。または、これとは別の方法として、充填ヘッド3aに対してスラリー供給管3bを昇降させる機構を追加してもよい。この場合、フロント充填後にスラリー供給管3bを上昇させて、その先端部位が充填ヘッド3aの下面と面一になるようにする。このようにすれば、スラリー供給管3bが干渉することなく、充填ヘッド3aの下面によるスラリーの擦り切りを行うことが可能になる。
【0026】
このように、第1の変形例に係る充填装置3'によれば、上述した実施形態と同様、充填空間1a全体における充填圧の均一性を高めることが可能になる。特に、側方に開口した注出口3cからスラリーを側方に吐出することで、注出口3cの直下に位置する充填空間1aの底部によって、スラリーの流れの自由度が損なわれることを一層有効に緩和することができる。
【0027】
図8は、第2の変形例に係る充填装置の説明図である。この充填装置3''において、スラリー供給管3bの先端部位は、充填ヘッド3aの下面から下方に突出している。そして、注出口3cは、スラリー供給管3bの先端部位において、上述した実施形態と同様、斜め下方に向かって開口している。スラリー供給管3bの先端部位が突出していることに起因した弊害については、図7に示した充填装置3'で述べたような方法で対処できる。なお、図8は、特に、充填ヘッド3aに対してスラリー供給管3bが昇降自在な構成を示しているが、充填ヘッド3aにスラリー供給管3bが固定的に取り付けられた構成であってもよい。第2の変形例に係る充填装置3''でも、上述した実施形態と同様の効果を奏する。
【0028】
なお、上述した実施形態では、その変形例も含めて、側方または斜め下方にスラリーを吐出する形態について説明したが、そのような吐出方向が維持される限りにおいて、直下の方向に向けた小径の吐出口を併存させてもよい。
【産業上の利用可能性】
【0029】
本発明は、ファンデーション、フェイスパウダー、アイシャドウといった各種の湿式固形化粧料(単色、多色を問わない)におけるフロント充填方法に対して広く適用できる。
【符号の説明】
【0030】
1 金型
1a 収容スペース(充填空間)
2 化粧皿
3,3',3'' 充填装置
3a 充填ヘッド
3b スラリー供給管
3c 注出口
3d 吸引孔
4 プレスヘッド
【特許請求の範囲】
【請求項1】
湿式固形化粧料の製造方法において、
金型に設けられた充填空間内に、化粧皿を収容する第1のステップと、
前記化粧皿が収容された前記充填空間の上部開口を、充填ヘッドの下面で覆う第2のステップと、
前記充填空間の中心から水平方向にオフセットした位置に設けられ、かつ、前記充填空間の中心側に向かって開口した注出口から、前記湿式固形化粧料の主材となるスラリーを吐出することによって、前記充填空間内に前記スラリーを充填する第3のステップと
を有することを特徴とする湿式固形化粧料の製造方法。
【請求項2】
前記第3のステップは、前記スラリーを側方または斜め下方に向かって吐出することによって、前記充填空間内に前記スラリーを充填することを特徴とする請求項1に記載された湿式固形化粧料の製造方法。
【請求項3】
湿式固形化粧料用スラリーの充填装置において、
湿式固形化粧料の主材となるスラリーが充填される充填空間の上部開口を覆う下面形状を有する充填ヘッドと、
前記充填ヘッドの下面に至るように、前記充填ヘッドの内部を貫通するスラリー供給管と、
前記充填空間の中心から水平方向にオフセットした位置に設けられ、前記中心側に向かって開口し、かつ、前記スラリー供給管に供給された前記スラリーを前記充填空間内に吐出する注出口と
を有することを特徴とする湿式固形化粧料用スラリーの充填装置。
【請求項4】
前記注出口は、前記充填ヘッドの下面から突出した前記スラリー供給管の先端部位において、側方または斜め下方に向かって開口していることを特徴とする請求項3に記載された湿式固形化粧料用スラリーの充填装置。
【請求項5】
前記注出口は、前記充填ヘッドの下面から突出していない前記スラリー供給管の先端部位において、斜め下方に向かって開口していることを特徴とする請求項3に記載された湿式固形化粧料用スラリーの充填装置。
【請求項1】
湿式固形化粧料の製造方法において、
金型に設けられた充填空間内に、化粧皿を収容する第1のステップと、
前記化粧皿が収容された前記充填空間の上部開口を、充填ヘッドの下面で覆う第2のステップと、
前記充填空間の中心から水平方向にオフセットした位置に設けられ、かつ、前記充填空間の中心側に向かって開口した注出口から、前記湿式固形化粧料の主材となるスラリーを吐出することによって、前記充填空間内に前記スラリーを充填する第3のステップと
を有することを特徴とする湿式固形化粧料の製造方法。
【請求項2】
前記第3のステップは、前記スラリーを側方または斜め下方に向かって吐出することによって、前記充填空間内に前記スラリーを充填することを特徴とする請求項1に記載された湿式固形化粧料の製造方法。
【請求項3】
湿式固形化粧料用スラリーの充填装置において、
湿式固形化粧料の主材となるスラリーが充填される充填空間の上部開口を覆う下面形状を有する充填ヘッドと、
前記充填ヘッドの下面に至るように、前記充填ヘッドの内部を貫通するスラリー供給管と、
前記充填空間の中心から水平方向にオフセットした位置に設けられ、前記中心側に向かって開口し、かつ、前記スラリー供給管に供給された前記スラリーを前記充填空間内に吐出する注出口と
を有することを特徴とする湿式固形化粧料用スラリーの充填装置。
【請求項4】
前記注出口は、前記充填ヘッドの下面から突出した前記スラリー供給管の先端部位において、側方または斜め下方に向かって開口していることを特徴とする請求項3に記載された湿式固形化粧料用スラリーの充填装置。
【請求項5】
前記注出口は、前記充填ヘッドの下面から突出していない前記スラリー供給管の先端部位において、斜め下方に向かって開口していることを特徴とする請求項3に記載された湿式固形化粧料用スラリーの充填装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−246236(P2012−246236A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−118203(P2011−118203)
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
[ Back to top ]