
湿式摩擦材
【課題】湿式摩擦材の摩擦係数を大きくすること。
【解決手段】コルクを粉体化し、必要において当該粉体化した前記コルクを150〜200℃に加熱し、当該粉体化したコルクを他の湿式摩擦材の抄紙材料と共に混ぜ、これらの抄紙材料を抄造して抄紙体とし、その抄紙体にバインダとなる合成樹脂に含浸させた後加熱硬化させたものである。これにより前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材のセパレータプレートとの接触面積が広くなることで湿式摩擦材の摩擦表面の摩擦係数が高くなり、また、前記コルクの加熱によりコルク自体の摩擦係数を高め、さらに油の吸排出性を向上することができるから、摩擦係数μをより大きくした湿式摩擦材とすることができる。湿式摩擦材として使用した場合には、摩擦係数μをアップさせることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
【解決手段】コルクを粉体化し、必要において当該粉体化した前記コルクを150〜200℃に加熱し、当該粉体化したコルクを他の湿式摩擦材の抄紙材料と共に混ぜ、これらの抄紙材料を抄造して抄紙体とし、その抄紙体にバインダとなる合成樹脂に含浸させた後加熱硬化させたものである。これにより前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材のセパレータプレートとの接触面積が広くなることで湿式摩擦材の摩擦表面の摩擦係数が高くなり、また、前記コルクの加熱によりコルク自体の摩擦係数を高め、さらに油の吸排出性を向上することができるから、摩擦係数μをより大きくした湿式摩擦材とすることができる。湿式摩擦材として使用した場合には、摩擦係数μをアップさせることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿式クラッチ、ロックアップ摩擦材等、油中に浸した状態で対向面のセパレータプレートに高圧力をかけることによってトルクを得る湿式摩擦材及びその製造方法に関するものである。
【背景技術】
【0002】
湿式摩擦材は基本的な構造として有機繊維に合成樹脂、摩擦調整材(有機分及び/または無機分)等を配合し、熱硬化させた湿式摩擦材を鋼材プレートに固着したものと、当該湿式摩擦材の摩擦面に係合する相手材としてのセパレータプレートとの複数枚の組み合わせで構成されており、潤滑油(ATF)中でこれらが係合することで動力の伝達、それを解除することで遮断を行っている。
【0003】
例えば、特許文献1の湿式摩擦材においては、湿式摩擦材の硬度が、湿式摩擦材のベースとなる下部は高く、相手材のセパレータプレートと接する側の上部は低く構成し、相手材と接する摩擦面は軟らかくて相手材と馴染みが良く、そして、相手材のセパレータプレートとの間の油膜を減らすことができ、湿式摩擦材に配合された種々の成分の特性が充分に発揮されるように構成したものである。
しかも、湿式摩擦材全体としてはベースとなる下部が硬いため、軟らかくて逃げが生じることもなく摩擦材全体でしっかり押し付けて相手材のセパレータプレートとの間の油膜を減らすことができる。これによって、湿式摩擦材本来の特性が発揮されて、高い摩擦係数μが得られ、μ−V正勾配性も向上する。
【0004】
このように、ATF中に浸した状態で対向面に高圧力をかけることによってプレートとの接離を行う湿式クラッチ、ブレーキ摩擦材、ロックアップ摩擦材等は、トルクを得る湿式摩擦材の係合時に、湿式摩擦材の摩擦界面にはATFが介在しており、摩擦で発生する熱を吸収する役目を担っているが、他方でその存在により摩擦係数μが低くなっているのが現状である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−42864
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、自動車メーカー、消費者ニーズは、軽量化に基づく燃費軽減の要望が高く、湿式摩擦材においても枚数削減が余儀なくされてきた。湿式摩擦材の軽量化、高効率化が要求されており、それを実現するためには係合時の摩擦係数μのアップが必要となる。湿式摩擦材の摩擦係数μを上げるためには、原理的には、より摩擦係数μの高い材料を添加する必要がある。
【0007】
既成の一般的な湿式摩擦材は、パルプやアラミド繊維等の基材繊維と摩擦調整剤や体質顔料等の充填材とを抄造して得た抄紙体に、熱硬化性樹脂であるフェノール樹脂を含浸し、加熱硬化して形成したものである。この湿式摩擦材の厚さ1mmの硬度は、JIS(日本工業規格)の「S−7726」に基づいて測定したところロックウェル硬度で約50であり、歪量は約150μmである。
この湿式摩擦材について、摩擦試験を行うと、仔細には種々の材料の違いがあるが、摩擦係数μ≒0.150〜0.160を超えるものはほとんどない。
【0008】
そこで、本発明は、上記社会的ニーズに鑑みてなされたものであり、湿式摩擦材の摩擦係数を大きくした湿式摩擦材及びその製造方法の提供を課題とするものである。
【課題を解決するための手段】
【0009】
請求項1の発明にかかる湿式摩擦材は、抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、前記抄紙体は、粉体化したコルクを混ぜて抄造したものである。
ここで、前記コルクを粉体化するのは、表面積を大きくするための処置であり、本発明者らの実験では3〜200μmの範囲の粒子径(中位径)で使用するのが望ましい。
【0010】
請求項2の発明にかかる湿式摩擦材の前記粉体化したコルクは、加熱処理が施されているものである。
【0011】
請求項3の発明にかかる湿式摩擦材の製造方法は、抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて形成したものである。
ここで、前記コルクを粉体化するのは、表面積を大きくするための処置であり、本発明者らの実験では3〜200μmの範囲の粒子径(中位径)で使用するのが望ましい。
【0012】
請求項4の発明にかかる湿式摩擦材の製造方法における前記粉体化したコルクは、加熱処理が施された後抄紙工程で抄造されたものである。
【発明の効果】
【0013】
請求項1の発明の湿式摩擦材は、抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、前記抄紙体は、粉体化したコルクを混ぜて抄造したものである。
したがって、前記コルク自体が有する高い摩擦係数μと適度な柔軟性によって、柔軟性による相手材との密着性の向上と、粉末化による湿式摩擦材の摩擦面に占めるコルクの表面積の拡大によって、湿式摩擦材の摩擦面の摩擦係数を高めることができる。故に、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0014】
請求項2の発明の湿式摩擦材における前記粉体化したコルクは、加熱処理が施されているものである。前記粉体化したコルクは、加熱することにより請求項1の効果に加えて、当該粉体化した前記コルクの表面の加熱によって前記コルク内部の水分等が揮散することで、より油の吸排出性を向上することができるため、湿式摩擦材表面とセパレータプレート間の油膜排出性向上が得られる。
【0015】
請求項3の発明の湿式摩擦材の製造方法は、抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて形成したものである。
したがって、前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材との接触面積が広くなり、また前記コルク自体が有する適度な柔軟性によって湿式摩擦材表面とセパレータプレート間の密着性を上げることができるため湿式摩擦材の摩擦面の摩擦係数μを大きくすることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0016】
請求項4の発明の湿式摩擦材の製造方法における前記粉体化したコルクは、加熱処理が施された後抄紙工程で抄造されるものである。前記粉体化したコルクは、加熱することにより前記コルク内部の水分等が揮散し、より油の吸排出性を向上したものであるから、請求項3の効果に加えて、より油の吸排出性を向上することができるため、湿式摩擦材表面とセパレータプレート間の油膜排出性向上が得られる。
【図面の簡単な説明】
【0017】
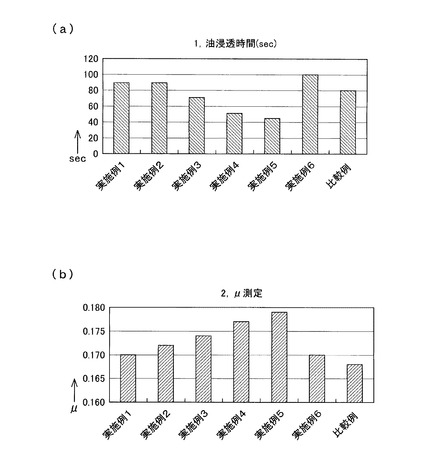
【図1】図1は本発明の実施の形態の湿式摩擦材の各実施例と比較例の油浸透時間の結果と摩擦係数の測定結果を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態の湿式摩擦材について説明する。
なお、実施の形態において、表の同一欄に記載の数値は、数値の大きさを示すものであり、基本的に組成材料に違いはないので、ここでは重複する説明を省略する。
【0019】
まず、本発明の実施の形態1にかかる湿式摩擦材について説明する。
本実施の形態にかかる湿式摩擦材は、抄紙体を基材として使用するペーパフェーシングであり、AT(自動変速機)の湿式クラッチ、ロックアップ摩擦材等として使用されるものである。
【0020】
本実施の形態の湿式摩擦材は、パルプやアラミド繊維等の基材繊維と、摩擦調整剤や体質顔料等の充填材を混ぜて抄造して得た抄紙体に、バインダとなる熱硬化性樹脂のフェノール樹脂を含浸させた後加熱硬化したものであり、抄紙体の抄造時に新たに3〜200μmの範囲の粒子径(中位径)のコルクを摩擦調整剤として混入させた抄紙体としたものである。
【0021】
ところで、JIS Z 8901「試験用粉体及び試験用粒子」の本文及び解説の用語の定義によれば、「中位径」とは、粉体の粒径分布において、ある粒子径より大きい個数(または質量)が、全粉体のそれの50%を占めるときの粒子径(直径)、即ち、オーバサイズ50%の粒径であり、通常、メディアン径または50%粒子径といいD50と表わされる。定義的には、平均粒子径と中位径で粒子群のサイズを表現されるが、ここでは、商品説明の表示、レーザ回折・散乱法によって測定した値である。
【0022】
そして、この「レーザ回折・散乱法によって測定した中位径」とは、レーザ回折式粒度分布測定装置を用いてレーザ回折・散乱法によって得られた粒度分布において積算重量部が50%となる粒子径(D50)をいう。なお、上記数値は、厳格ものでなく概ねの値であり、当然、測定等による誤差を含む概略値であり、数割の誤差を否定するものではない。
【0023】
本発明の実施の形態の基材繊維としては、セルロース繊維(パルプ)、アラミド繊維等が使用される。他に、ポリエチレン、ポリプロピレン、ポリスチレン等のポリオレフィン繊維、ポリエチレンテレフタレート、ポリブチレンテレフタレート及びこれらのコポリマー等のポリエステル繊維、ポリアクリロニトリル、モダクリル等のアクリル繊維、ナイロン6、ナイロン66、ナイロン12等のポリアミド繊維、ポリビニルアルコール繊維、全芳香族ポリアミド繊維(アラミド繊維)、半芳香族ポリアミド繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ポリイミド繊維、ウレタン繊維等の合成繊維、トリアセテート繊維、ジアセテート繊維等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン、ポリノジックレーヨン等のセルロース繊維、コラーゲン、アルギン酸、キチン質等紡糸した再生繊維を用いることができる。
【0024】
また、これらの繊維を構成するポリマーは、ホモポリマー、変性ポリマー、ブレンド、共重合体等の形でも利用でき、また、複数の成分からなる複合繊維として用いても良い。
そして、ケナフ、竹、麻等のパルプ化していない天然繊維や、ガラス繊維、炭素繊維、金属繊維、岩石繊維(ロック・ファイバー)、チタニア、アルミナ、シリカ等の酸化物繊維を用いることもでき、これらの複数の複合繊維を用いることもできる。
【0025】
本発明の実施の形態の基材繊維としては、特に、これらの繊維の中で、耐熱性と高強度の観点から、全芳香族ポリアミド繊維、アクリル繊維、セルロース繊維であることが好ましく、耐熱性の観点から、更に好ましいのは全芳香族ポリアミド繊維である。全芳香族ポリアミド繊維の中でも、パラ系全芳香族ポリアミド繊維が好ましい。
これらの繊維は、一般に、平均長さが0.5〜5mm程度であり、繊維径において0.1〜6μmのものが使用される。また、有機繊維としては、フィブリル化したものの使用もできる。
【0026】
本発明の実施の形態の摩擦調整剤としては、グラファイト、二硫化モリブデン、硫酸バリウム、シリカ粉末等の無機質粉状物質、カシューダスト、フッ素樹脂粉末等の有機質粉状物質や、紙の強度向上のためにガラス繊維、カーボン繊維、セラミック繊維、アラミド繊維、スチールなどの金属繊維等を配合し、水に分散させた後、通常の公知の方法で抄造して紙状の抄紙体としている。
【0027】
ここで使用するバインダとして抄紙体に含浸させる熱硬化性樹脂は、基材繊維と充填材とを結合保持するばかりでなく、湿式摩擦材の摩擦特性や耐摩耗性等にも大きな影響を及ぼすものである。そこで、このバインダとしての樹脂結合剤は、耐熱性、結合性(接着性)に優れ、機械的強度も高く、しかも、摩擦特性や耐摩耗性等も比較的良好であるフェノール樹脂が一般に用いられる。
なお、このフェノール樹脂はフェノール、クレゾール等のフェノール類とホルムアルデヒド等のアルデヒド類とを、酸性触媒またはアルカリ性触媒下で重縮合反応させて生成されるが、湿式摩擦材の場合には、その重縮合反応をアルカリ性触媒下で行って生成したレゾール型のフェノール樹脂が主に使用される。
【0028】
使用するフェノール樹脂は、これを更に変性して用いていることができる。例えば、フェノール樹脂をアルキルベンゼンとホルムアルデヒドとを重縮合反応させて生成したアルキルベンゼンホルムアルデヒド樹脂によって変性し、低速すべり摩擦係合時に発生するスティックスリップのトルク振幅を減少させている。また、フェノール樹脂を、桐油、アマニ油等の乾性油によって変性する場合もある。ここで、本発明の実施の形態ではバインダとして抄紙体に含浸させる樹脂として、熱硬化性樹脂であるフェノール樹脂を使用しているが、本発明のためにはこれに限るものではなく、抄紙体に含浸させることができれば、例えば、ポリイミド樹脂やポリアミドイミド樹脂等の耐熱性に優れた合成樹脂の使用もあり得る。
【0029】
本発明の実施の形態の体質顔料は、自己には着色力、隠蔽力を有しないが、他の顔料の希釈や増量の混合剤として、流動性、強度或いは光学的性質の改善のために用いられる白色顔料であり、具体的には、硫酸バリウム、炭酸カルシウム、水酸化アルミニウム等が用いられる。
【0030】
その他の充填材としては、摩擦係数を高めると共に安定化する摩擦調整剤であるカシューダスト、主に、耐摩耗性を向上するグラファイト、二硫化モリブデン等の固体潤滑剤、主に摩擦係数と熱伝導性を高めるためのアルミニウム粉、そして、体質顔料である硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、チタン酸カリウム、ケイソウ土、カーボン等を使用することができる。なお、この体質顔料のケイソウ土は、それ自体が多孔質であり油の吸収性を有するため、特に好ましい。そして、その粒子径は、一般に2〜20μmが好ましく、4〜6μmがより好ましい。
【0031】
殊に、本発明の実施の形態の充填材としては、3〜200μmの範囲の粒子径(中位径)に粉末化したコルクを摩擦調整剤として抄紙体中に混入している。
そのコルクのうち、加熱を施したものは加熱時間(加熱継続時間)は加熱温度が140℃、150℃、180℃、200℃では30minで、同じ200℃でも熱時間を90minと長く施したものもある。また、比較例としてコルクを混入しないものを加えた。
【0032】
次に、抄紙体の抄造について説明する。
本発明の湿式摩擦材に使用する抄紙体は、基材繊維及び充填材から、一般的な抄造法によって形成することができる。
本実施の形態の湿式摩擦材は、パルプやアラミド繊維等の基材繊維40重量%と、3〜200μmの範囲の粒子径(中位径)のコルク(15重量%)を含む摩擦調整剤40重量%や体質顔料20重量%の充填材60重量%と、を混濁状態とし、水中に分散してスラリを形成し、硫酸バンド等の定着剤または凝集剤によって定着または凝集した後、これらの材料を長網式または丸網式等の抄紙機を用い、所定の厚さのシート状に抄紙する。この湿潤状態の抄紙を乾燥して本発明の湿式摩擦材に使用する抄紙体ができあがる。なお、3〜200μmの範囲の粒子径(中位径)に粉末化したコルクは、本実施の形態では15重量%の添加量で説明するが、発明者らの実験によれば10〜40%の添加量として使用できる。このようにして作製した抄紙体を打ち抜き手段等によって所定の形状に形成した後、バインダとしての合成樹脂に含浸させて、またはこのようにして作製した抄紙体をバインダとしての合成樹脂に含浸させた後打ち抜き手段等によって所定の形状に形成することで本発明の湿式摩擦材が形成される。
【0033】
本実施の形態の実施例1乃至実施例6並びに比較例に対して油浸透時間測定と摩擦係数μの測定を行った。なお、測定は粉末化したコルクを配した抄紙体(実施例)と粉末化したコルクを配さない抄紙体(比較例)を各々抄造によって作製し、所定の形状に打ち抜いた後フェノール樹脂を含浸させて加熱硬化させたものをライニングとして使用した。
1.油浸透時間測定
この測定は、所定量のATFをライニング上に滴下し、ATFが吸収されるまでの時間を計測するもので、この吸収性から油の吸排出性を特定することができる。
測定条件は、測定温度を常温とし、滴下する油を滴下量:7μl(マイクロシリンジ使用)とした。
【0034】
2.摩擦係数μの測定(SAE No.2試験機)
本試験はJASO自動変速機油摩擦特性試験(JASO M348:2002)に基づいてクラッチ(摩擦材)と潤滑油の摩擦特性試験を行うものである。
具体的には、ライニングを所定速度で回転後、加圧(係合)した時に発生するトルク量を測定し摩擦係数μを算出したものである。
測定条件は、
摩擦材サイズ : φ135×φ107
回 転 : 3600rpm
面 圧 : 0.8MPa
油 温 : 100℃
油 量 : Full Dip
【0035】
ここで実施例1乃至実施例6の粉末化したコルクを配した抄紙体の加熱条件を表1に示す。
【0036】
【表1】

【0037】
図1に示すように、油浸透時間測定においては、実施例1、実施例2、実施例6は比較例より油の浸透時間は長くなっているが、摩擦係数μの測定においてはコルクを配しない比較例より高い摩擦係数μを示している。
高い摩擦係数μに関しては、実施例6と比較例の結果から、粉末化したコルクの持つ摩擦係数によって湿式摩擦材の摩擦面の物性が改質され、また、コルク自体の持つ柔軟性によって湿式摩擦材の硬さが柔らかくなることによって相手材との密着性が向上したことによるものと思われる。更に、実施例1、実施例2、実施例6の結果から粉末化したコルクの加熱処理によっても摩擦係数が異なっていることが分かる。このことは加熱処理によってコルクの持つ摩擦係数が変化したものといえ、加熱処理がコルク自体の摩擦係数を高める手段ともなっている。
【0038】
油浸透時間に関しては、コルク内部には水分等が包含されているためにコルク自体が親水性を有し、このためコルク内部への油の吸収が抑制されていると思われる。この油の吸収性を改善させるためにコルクに加熱処理を施している。加熱条件を時間が30分のとき温度が140℃(実施例1の条件)、150℃(実施例2の条件)では、あまり顕著には効果は現れていないが、180℃以上(実施例3及び実施例4の条件)にすると図1の結果から分かるように油浸透時間は短くなっている。更に、200℃で90分加熱処理を施すと更に浸透時間は短くなっている。これらの結果から、140℃(実施例1の条件)、150℃(実施例2の条件)ではコルク内部に包含されていた水分等の除去が不充分であることから、油に対する馴染みが悪く浸透性の向上には至っていない。しかし、180℃以上(実施例3及び実施例4の条件)にすると加熱によって内包された水分等が除去されて油がコルク内部へ浸透しやすくなってきているものと思われる。そして、加熱処理の条件として加熱温度が高いほど、そして、加熱時間が長いほど、つまり水分等が気化や場合によっては分解してコルク中から排出されやすい条件にすることで油をコルク中に浸透させやすくできる。この結果、湿式摩擦材の摩擦面と、相手材中に在する油の量を油膜が無くなるほど少なくすることができ、摩擦係数μを高めることができる。そして、湿式摩擦材中へ配するコルクの配合量、コルクの粒径、コルクの加熱処理条件によって湿式摩擦材の摩擦面と相手材との間の油量を調整することができる。したがって、要求性能を達成するのに必要な、摩擦係数μの確保が容易となる。
【0039】
以上説明してきたように、湿式摩擦材中に粉末化して所望の粒径としたコルクを配することで、湿式摩擦材の摩擦面の柔軟性と摩擦係数の改質ができる。これによって、まず、湿式摩擦材の摩擦面の摩擦係数を高めることができる。そして、所望の粒径としたコルクに加熱処理を施すことで、コルク自体の摩擦係数を高めることができ、特に、コルク内部に存在している水分等を排出除去することでコルクの油に対する馴染みが良くなり、つまり加熱処理によってコルクを親水性から親油性に変化させ、これによって油のコルク中への浸透性を上げることができる。これによって油の存在によって低下する摩擦係数を、湿式摩擦材の摩擦面と相手材との間の油をコルク内へ吸収させることで抑制し、高い摩擦係数の維持が可能となる。ここで油の吸収性と排出性は相関が見られ、吸収性が良いものは排出性も良くなっている。したがって、加熱処理によって油の吸収性を向上させたコルクは、排出性も同様に向上しているものといえる。
【0040】
なお、加熱処理条件はコルク中に含まれる水分等が除去される条件であれば良いが、発明者らの実験では、コルクの加熱温度が140℃未満では長時間の加熱が必要とされ生産性がよくなく、200℃以上の温度では効果の差が小さい。さらにコルクの摩擦係数に対する改質効果を考慮するとコルク粉体の加熱温度は150〜200℃の範囲が好適であることが明らかになった。
【0041】
また、コルクの加熱は、大気中、窒素雰囲気中等のガス雰囲気中、無酸素中を問わないことが発明者らの実験によって明らかとなった。そして、加熱継続時間は、30〜90minの範囲が仕上がりにばらつきがなく安定した品質が得られ、その範囲内の温度制御が好適である。
勿論、粉体コルクの加熱処理は、コルクの加熱温度と時間の積分値の大小で決まることから、好ましいのは、両者の積(積分値)が4500〜18000℃・minの範囲内である。勿論、この値は粒子径の違いによって変化する。
【0042】
このように、本実施の形態の湿式摩擦材は、コルクを3〜200μmの範囲の粒子径(中位径)に粉体化し、必要において当該粉体化した前記コルクを150〜200℃に加熱し、当該粉体化したコルクを他の湿式摩擦材の抄紙材料と共に混ぜ、これらの抄紙材料を抄造して抄紙体とし、その抄紙体にバインダとなる合成樹脂、例えば、変性フェノール樹脂に含浸させた後加熱硬化させたものである。
【0043】
したがって、前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材のセパレータプレートとの接触面積が広くなることで湿式摩擦材の摩擦表面の摩擦係数が高くなり、また、前記コルクの加熱によりコルク自体の摩擦係数を高め、更に、油の吸排出性を向上することができるから、摩擦係数μをより大きくした湿式摩擦材とすることができる。特に、本発明を湿式クラッチ、ロックアップ摩擦材等の湿式摩擦材として使用した場合には、摩擦係数μをアップさせることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0044】
また、本実施の形態の湿式摩擦材における前記コルク粉は、加熱することによりコルク粉の摩擦係数を高く改質し、コルク内部の水分等を揮散させて油に対する親和性を高めて油の吸排出性が向上させたものであることから湿式摩擦材に要求される高摩擦係数の確保が容易となる。殊に、μ-V特性が正勾配となり、良好な特性が得られる。
【0045】
そして、上記実施の形態の湿式摩擦材は、湿式摩擦材の製造方法として捉えることができる。この湿式摩擦材の製造方法は、コルクを3〜200μmの範囲の粒子径(中位径)に粉体化し、必要に応じて当該粉体化したコルクを150〜200℃に加熱し、当該粉体化コルクを他の湿式摩擦材の抄紙材料と共に混ぜて抄造し、その抄紙体をバインダとなる合成樹脂、例えば、変性フェノール樹脂に含浸した後加熱硬化させてなるものである。
【0046】
したがって、前記コルク自体がそれ自身の有する高い摩擦係数μ、または加熱処理によってさらに高くした摩擦係数μを有するばかりでなく、3〜200μmの範囲の粒子径(中位径)の粉体として使用することでコルクの表面積が広くなり、更にコルクの有する柔軟性によって相手材としてのプレートとの接触面積が広くなることで摩擦係数μを高くすることができ、また、コルクの加熱処理によりコルクへの油の吸排出性能を高めることで摩擦面と相手材間の油の介在による摩擦係数の低下を抑制して高摩擦係数を維持することができる。このため湿式摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0047】
また、湿式摩擦材の製造方法における前記コルク粉は、150〜200℃に加熱することにより摩擦係数が高まり、前記コルク内部の水分等が揮散することで、油の吸排出性を向上させたものであるから湿式摩擦材の抄紙工程において他の抄紙材料と共に配合して抄造することで湿式摩擦材に要求される高摩擦係数の確保が容易となる。
なお、前記コルク内部の水分等の揮散は、シリカゲル、生石灰等の除湿剤でも行うことができる。しかし、前記コルク粉の150〜200℃に加熱する方が廉価に製造できる。
【技術分野】
【0001】
本発明は、湿式クラッチ、ロックアップ摩擦材等、油中に浸した状態で対向面のセパレータプレートに高圧力をかけることによってトルクを得る湿式摩擦材及びその製造方法に関するものである。
【背景技術】
【0002】
湿式摩擦材は基本的な構造として有機繊維に合成樹脂、摩擦調整材(有機分及び/または無機分)等を配合し、熱硬化させた湿式摩擦材を鋼材プレートに固着したものと、当該湿式摩擦材の摩擦面に係合する相手材としてのセパレータプレートとの複数枚の組み合わせで構成されており、潤滑油(ATF)中でこれらが係合することで動力の伝達、それを解除することで遮断を行っている。
【0003】
例えば、特許文献1の湿式摩擦材においては、湿式摩擦材の硬度が、湿式摩擦材のベースとなる下部は高く、相手材のセパレータプレートと接する側の上部は低く構成し、相手材と接する摩擦面は軟らかくて相手材と馴染みが良く、そして、相手材のセパレータプレートとの間の油膜を減らすことができ、湿式摩擦材に配合された種々の成分の特性が充分に発揮されるように構成したものである。
しかも、湿式摩擦材全体としてはベースとなる下部が硬いため、軟らかくて逃げが生じることもなく摩擦材全体でしっかり押し付けて相手材のセパレータプレートとの間の油膜を減らすことができる。これによって、湿式摩擦材本来の特性が発揮されて、高い摩擦係数μが得られ、μ−V正勾配性も向上する。
【0004】
このように、ATF中に浸した状態で対向面に高圧力をかけることによってプレートとの接離を行う湿式クラッチ、ブレーキ摩擦材、ロックアップ摩擦材等は、トルクを得る湿式摩擦材の係合時に、湿式摩擦材の摩擦界面にはATFが介在しており、摩擦で発生する熱を吸収する役目を担っているが、他方でその存在により摩擦係数μが低くなっているのが現状である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−42864
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、自動車メーカー、消費者ニーズは、軽量化に基づく燃費軽減の要望が高く、湿式摩擦材においても枚数削減が余儀なくされてきた。湿式摩擦材の軽量化、高効率化が要求されており、それを実現するためには係合時の摩擦係数μのアップが必要となる。湿式摩擦材の摩擦係数μを上げるためには、原理的には、より摩擦係数μの高い材料を添加する必要がある。
【0007】
既成の一般的な湿式摩擦材は、パルプやアラミド繊維等の基材繊維と摩擦調整剤や体質顔料等の充填材とを抄造して得た抄紙体に、熱硬化性樹脂であるフェノール樹脂を含浸し、加熱硬化して形成したものである。この湿式摩擦材の厚さ1mmの硬度は、JIS(日本工業規格)の「S−7726」に基づいて測定したところロックウェル硬度で約50であり、歪量は約150μmである。
この湿式摩擦材について、摩擦試験を行うと、仔細には種々の材料の違いがあるが、摩擦係数μ≒0.150〜0.160を超えるものはほとんどない。
【0008】
そこで、本発明は、上記社会的ニーズに鑑みてなされたものであり、湿式摩擦材の摩擦係数を大きくした湿式摩擦材及びその製造方法の提供を課題とするものである。
【課題を解決するための手段】
【0009】
請求項1の発明にかかる湿式摩擦材は、抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、前記抄紙体は、粉体化したコルクを混ぜて抄造したものである。
ここで、前記コルクを粉体化するのは、表面積を大きくするための処置であり、本発明者らの実験では3〜200μmの範囲の粒子径(中位径)で使用するのが望ましい。
【0010】
請求項2の発明にかかる湿式摩擦材の前記粉体化したコルクは、加熱処理が施されているものである。
【0011】
請求項3の発明にかかる湿式摩擦材の製造方法は、抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて形成したものである。
ここで、前記コルクを粉体化するのは、表面積を大きくするための処置であり、本発明者らの実験では3〜200μmの範囲の粒子径(中位径)で使用するのが望ましい。
【0012】
請求項4の発明にかかる湿式摩擦材の製造方法における前記粉体化したコルクは、加熱処理が施された後抄紙工程で抄造されたものである。
【発明の効果】
【0013】
請求項1の発明の湿式摩擦材は、抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、前記抄紙体は、粉体化したコルクを混ぜて抄造したものである。
したがって、前記コルク自体が有する高い摩擦係数μと適度な柔軟性によって、柔軟性による相手材との密着性の向上と、粉末化による湿式摩擦材の摩擦面に占めるコルクの表面積の拡大によって、湿式摩擦材の摩擦面の摩擦係数を高めることができる。故に、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0014】
請求項2の発明の湿式摩擦材における前記粉体化したコルクは、加熱処理が施されているものである。前記粉体化したコルクは、加熱することにより請求項1の効果に加えて、当該粉体化した前記コルクの表面の加熱によって前記コルク内部の水分等が揮散することで、より油の吸排出性を向上することができるため、湿式摩擦材表面とセパレータプレート間の油膜排出性向上が得られる。
【0015】
請求項3の発明の湿式摩擦材の製造方法は、抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて形成したものである。
したがって、前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材との接触面積が広くなり、また前記コルク自体が有する適度な柔軟性によって湿式摩擦材表面とセパレータプレート間の密着性を上げることができるため湿式摩擦材の摩擦面の摩擦係数μを大きくすることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0016】
請求項4の発明の湿式摩擦材の製造方法における前記粉体化したコルクは、加熱処理が施された後抄紙工程で抄造されるものである。前記粉体化したコルクは、加熱することにより前記コルク内部の水分等が揮散し、より油の吸排出性を向上したものであるから、請求項3の効果に加えて、より油の吸排出性を向上することができるため、湿式摩擦材表面とセパレータプレート間の油膜排出性向上が得られる。
【図面の簡単な説明】
【0017】
【図1】図1は本発明の実施の形態の湿式摩擦材の各実施例と比較例の油浸透時間の結果と摩擦係数の測定結果を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態の湿式摩擦材について説明する。
なお、実施の形態において、表の同一欄に記載の数値は、数値の大きさを示すものであり、基本的に組成材料に違いはないので、ここでは重複する説明を省略する。
【0019】
まず、本発明の実施の形態1にかかる湿式摩擦材について説明する。
本実施の形態にかかる湿式摩擦材は、抄紙体を基材として使用するペーパフェーシングであり、AT(自動変速機)の湿式クラッチ、ロックアップ摩擦材等として使用されるものである。
【0020】
本実施の形態の湿式摩擦材は、パルプやアラミド繊維等の基材繊維と、摩擦調整剤や体質顔料等の充填材を混ぜて抄造して得た抄紙体に、バインダとなる熱硬化性樹脂のフェノール樹脂を含浸させた後加熱硬化したものであり、抄紙体の抄造時に新たに3〜200μmの範囲の粒子径(中位径)のコルクを摩擦調整剤として混入させた抄紙体としたものである。
【0021】
ところで、JIS Z 8901「試験用粉体及び試験用粒子」の本文及び解説の用語の定義によれば、「中位径」とは、粉体の粒径分布において、ある粒子径より大きい個数(または質量)が、全粉体のそれの50%を占めるときの粒子径(直径)、即ち、オーバサイズ50%の粒径であり、通常、メディアン径または50%粒子径といいD50と表わされる。定義的には、平均粒子径と中位径で粒子群のサイズを表現されるが、ここでは、商品説明の表示、レーザ回折・散乱法によって測定した値である。
【0022】
そして、この「レーザ回折・散乱法によって測定した中位径」とは、レーザ回折式粒度分布測定装置を用いてレーザ回折・散乱法によって得られた粒度分布において積算重量部が50%となる粒子径(D50)をいう。なお、上記数値は、厳格ものでなく概ねの値であり、当然、測定等による誤差を含む概略値であり、数割の誤差を否定するものではない。
【0023】
本発明の実施の形態の基材繊維としては、セルロース繊維(パルプ)、アラミド繊維等が使用される。他に、ポリエチレン、ポリプロピレン、ポリスチレン等のポリオレフィン繊維、ポリエチレンテレフタレート、ポリブチレンテレフタレート及びこれらのコポリマー等のポリエステル繊維、ポリアクリロニトリル、モダクリル等のアクリル繊維、ナイロン6、ナイロン66、ナイロン12等のポリアミド繊維、ポリビニルアルコール繊維、全芳香族ポリアミド繊維(アラミド繊維)、半芳香族ポリアミド繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ポリイミド繊維、ウレタン繊維等の合成繊維、トリアセテート繊維、ジアセテート繊維等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン、ポリノジックレーヨン等のセルロース繊維、コラーゲン、アルギン酸、キチン質等紡糸した再生繊維を用いることができる。
【0024】
また、これらの繊維を構成するポリマーは、ホモポリマー、変性ポリマー、ブレンド、共重合体等の形でも利用でき、また、複数の成分からなる複合繊維として用いても良い。
そして、ケナフ、竹、麻等のパルプ化していない天然繊維や、ガラス繊維、炭素繊維、金属繊維、岩石繊維(ロック・ファイバー)、チタニア、アルミナ、シリカ等の酸化物繊維を用いることもでき、これらの複数の複合繊維を用いることもできる。
【0025】
本発明の実施の形態の基材繊維としては、特に、これらの繊維の中で、耐熱性と高強度の観点から、全芳香族ポリアミド繊維、アクリル繊維、セルロース繊維であることが好ましく、耐熱性の観点から、更に好ましいのは全芳香族ポリアミド繊維である。全芳香族ポリアミド繊維の中でも、パラ系全芳香族ポリアミド繊維が好ましい。
これらの繊維は、一般に、平均長さが0.5〜5mm程度であり、繊維径において0.1〜6μmのものが使用される。また、有機繊維としては、フィブリル化したものの使用もできる。
【0026】
本発明の実施の形態の摩擦調整剤としては、グラファイト、二硫化モリブデン、硫酸バリウム、シリカ粉末等の無機質粉状物質、カシューダスト、フッ素樹脂粉末等の有機質粉状物質や、紙の強度向上のためにガラス繊維、カーボン繊維、セラミック繊維、アラミド繊維、スチールなどの金属繊維等を配合し、水に分散させた後、通常の公知の方法で抄造して紙状の抄紙体としている。
【0027】
ここで使用するバインダとして抄紙体に含浸させる熱硬化性樹脂は、基材繊維と充填材とを結合保持するばかりでなく、湿式摩擦材の摩擦特性や耐摩耗性等にも大きな影響を及ぼすものである。そこで、このバインダとしての樹脂結合剤は、耐熱性、結合性(接着性)に優れ、機械的強度も高く、しかも、摩擦特性や耐摩耗性等も比較的良好であるフェノール樹脂が一般に用いられる。
なお、このフェノール樹脂はフェノール、クレゾール等のフェノール類とホルムアルデヒド等のアルデヒド類とを、酸性触媒またはアルカリ性触媒下で重縮合反応させて生成されるが、湿式摩擦材の場合には、その重縮合反応をアルカリ性触媒下で行って生成したレゾール型のフェノール樹脂が主に使用される。
【0028】
使用するフェノール樹脂は、これを更に変性して用いていることができる。例えば、フェノール樹脂をアルキルベンゼンとホルムアルデヒドとを重縮合反応させて生成したアルキルベンゼンホルムアルデヒド樹脂によって変性し、低速すべり摩擦係合時に発生するスティックスリップのトルク振幅を減少させている。また、フェノール樹脂を、桐油、アマニ油等の乾性油によって変性する場合もある。ここで、本発明の実施の形態ではバインダとして抄紙体に含浸させる樹脂として、熱硬化性樹脂であるフェノール樹脂を使用しているが、本発明のためにはこれに限るものではなく、抄紙体に含浸させることができれば、例えば、ポリイミド樹脂やポリアミドイミド樹脂等の耐熱性に優れた合成樹脂の使用もあり得る。
【0029】
本発明の実施の形態の体質顔料は、自己には着色力、隠蔽力を有しないが、他の顔料の希釈や増量の混合剤として、流動性、強度或いは光学的性質の改善のために用いられる白色顔料であり、具体的には、硫酸バリウム、炭酸カルシウム、水酸化アルミニウム等が用いられる。
【0030】
その他の充填材としては、摩擦係数を高めると共に安定化する摩擦調整剤であるカシューダスト、主に、耐摩耗性を向上するグラファイト、二硫化モリブデン等の固体潤滑剤、主に摩擦係数と熱伝導性を高めるためのアルミニウム粉、そして、体質顔料である硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、チタン酸カリウム、ケイソウ土、カーボン等を使用することができる。なお、この体質顔料のケイソウ土は、それ自体が多孔質であり油の吸収性を有するため、特に好ましい。そして、その粒子径は、一般に2〜20μmが好ましく、4〜6μmがより好ましい。
【0031】
殊に、本発明の実施の形態の充填材としては、3〜200μmの範囲の粒子径(中位径)に粉末化したコルクを摩擦調整剤として抄紙体中に混入している。
そのコルクのうち、加熱を施したものは加熱時間(加熱継続時間)は加熱温度が140℃、150℃、180℃、200℃では30minで、同じ200℃でも熱時間を90minと長く施したものもある。また、比較例としてコルクを混入しないものを加えた。
【0032】
次に、抄紙体の抄造について説明する。
本発明の湿式摩擦材に使用する抄紙体は、基材繊維及び充填材から、一般的な抄造法によって形成することができる。
本実施の形態の湿式摩擦材は、パルプやアラミド繊維等の基材繊維40重量%と、3〜200μmの範囲の粒子径(中位径)のコルク(15重量%)を含む摩擦調整剤40重量%や体質顔料20重量%の充填材60重量%と、を混濁状態とし、水中に分散してスラリを形成し、硫酸バンド等の定着剤または凝集剤によって定着または凝集した後、これらの材料を長網式または丸網式等の抄紙機を用い、所定の厚さのシート状に抄紙する。この湿潤状態の抄紙を乾燥して本発明の湿式摩擦材に使用する抄紙体ができあがる。なお、3〜200μmの範囲の粒子径(中位径)に粉末化したコルクは、本実施の形態では15重量%の添加量で説明するが、発明者らの実験によれば10〜40%の添加量として使用できる。このようにして作製した抄紙体を打ち抜き手段等によって所定の形状に形成した後、バインダとしての合成樹脂に含浸させて、またはこのようにして作製した抄紙体をバインダとしての合成樹脂に含浸させた後打ち抜き手段等によって所定の形状に形成することで本発明の湿式摩擦材が形成される。
【0033】
本実施の形態の実施例1乃至実施例6並びに比較例に対して油浸透時間測定と摩擦係数μの測定を行った。なお、測定は粉末化したコルクを配した抄紙体(実施例)と粉末化したコルクを配さない抄紙体(比較例)を各々抄造によって作製し、所定の形状に打ち抜いた後フェノール樹脂を含浸させて加熱硬化させたものをライニングとして使用した。
1.油浸透時間測定
この測定は、所定量のATFをライニング上に滴下し、ATFが吸収されるまでの時間を計測するもので、この吸収性から油の吸排出性を特定することができる。
測定条件は、測定温度を常温とし、滴下する油を滴下量:7μl(マイクロシリンジ使用)とした。
【0034】
2.摩擦係数μの測定(SAE No.2試験機)
本試験はJASO自動変速機油摩擦特性試験(JASO M348:2002)に基づいてクラッチ(摩擦材)と潤滑油の摩擦特性試験を行うものである。
具体的には、ライニングを所定速度で回転後、加圧(係合)した時に発生するトルク量を測定し摩擦係数μを算出したものである。
測定条件は、
摩擦材サイズ : φ135×φ107
回 転 : 3600rpm
面 圧 : 0.8MPa
油 温 : 100℃
油 量 : Full Dip
【0035】
ここで実施例1乃至実施例6の粉末化したコルクを配した抄紙体の加熱条件を表1に示す。
【0036】
【表1】
【0037】
図1に示すように、油浸透時間測定においては、実施例1、実施例2、実施例6は比較例より油の浸透時間は長くなっているが、摩擦係数μの測定においてはコルクを配しない比較例より高い摩擦係数μを示している。
高い摩擦係数μに関しては、実施例6と比較例の結果から、粉末化したコルクの持つ摩擦係数によって湿式摩擦材の摩擦面の物性が改質され、また、コルク自体の持つ柔軟性によって湿式摩擦材の硬さが柔らかくなることによって相手材との密着性が向上したことによるものと思われる。更に、実施例1、実施例2、実施例6の結果から粉末化したコルクの加熱処理によっても摩擦係数が異なっていることが分かる。このことは加熱処理によってコルクの持つ摩擦係数が変化したものといえ、加熱処理がコルク自体の摩擦係数を高める手段ともなっている。
【0038】
油浸透時間に関しては、コルク内部には水分等が包含されているためにコルク自体が親水性を有し、このためコルク内部への油の吸収が抑制されていると思われる。この油の吸収性を改善させるためにコルクに加熱処理を施している。加熱条件を時間が30分のとき温度が140℃(実施例1の条件)、150℃(実施例2の条件)では、あまり顕著には効果は現れていないが、180℃以上(実施例3及び実施例4の条件)にすると図1の結果から分かるように油浸透時間は短くなっている。更に、200℃で90分加熱処理を施すと更に浸透時間は短くなっている。これらの結果から、140℃(実施例1の条件)、150℃(実施例2の条件)ではコルク内部に包含されていた水分等の除去が不充分であることから、油に対する馴染みが悪く浸透性の向上には至っていない。しかし、180℃以上(実施例3及び実施例4の条件)にすると加熱によって内包された水分等が除去されて油がコルク内部へ浸透しやすくなってきているものと思われる。そして、加熱処理の条件として加熱温度が高いほど、そして、加熱時間が長いほど、つまり水分等が気化や場合によっては分解してコルク中から排出されやすい条件にすることで油をコルク中に浸透させやすくできる。この結果、湿式摩擦材の摩擦面と、相手材中に在する油の量を油膜が無くなるほど少なくすることができ、摩擦係数μを高めることができる。そして、湿式摩擦材中へ配するコルクの配合量、コルクの粒径、コルクの加熱処理条件によって湿式摩擦材の摩擦面と相手材との間の油量を調整することができる。したがって、要求性能を達成するのに必要な、摩擦係数μの確保が容易となる。
【0039】
以上説明してきたように、湿式摩擦材中に粉末化して所望の粒径としたコルクを配することで、湿式摩擦材の摩擦面の柔軟性と摩擦係数の改質ができる。これによって、まず、湿式摩擦材の摩擦面の摩擦係数を高めることができる。そして、所望の粒径としたコルクに加熱処理を施すことで、コルク自体の摩擦係数を高めることができ、特に、コルク内部に存在している水分等を排出除去することでコルクの油に対する馴染みが良くなり、つまり加熱処理によってコルクを親水性から親油性に変化させ、これによって油のコルク中への浸透性を上げることができる。これによって油の存在によって低下する摩擦係数を、湿式摩擦材の摩擦面と相手材との間の油をコルク内へ吸収させることで抑制し、高い摩擦係数の維持が可能となる。ここで油の吸収性と排出性は相関が見られ、吸収性が良いものは排出性も良くなっている。したがって、加熱処理によって油の吸収性を向上させたコルクは、排出性も同様に向上しているものといえる。
【0040】
なお、加熱処理条件はコルク中に含まれる水分等が除去される条件であれば良いが、発明者らの実験では、コルクの加熱温度が140℃未満では長時間の加熱が必要とされ生産性がよくなく、200℃以上の温度では効果の差が小さい。さらにコルクの摩擦係数に対する改質効果を考慮するとコルク粉体の加熱温度は150〜200℃の範囲が好適であることが明らかになった。
【0041】
また、コルクの加熱は、大気中、窒素雰囲気中等のガス雰囲気中、無酸素中を問わないことが発明者らの実験によって明らかとなった。そして、加熱継続時間は、30〜90minの範囲が仕上がりにばらつきがなく安定した品質が得られ、その範囲内の温度制御が好適である。
勿論、粉体コルクの加熱処理は、コルクの加熱温度と時間の積分値の大小で決まることから、好ましいのは、両者の積(積分値)が4500〜18000℃・minの範囲内である。勿論、この値は粒子径の違いによって変化する。
【0042】
このように、本実施の形態の湿式摩擦材は、コルクを3〜200μmの範囲の粒子径(中位径)に粉体化し、必要において当該粉体化した前記コルクを150〜200℃に加熱し、当該粉体化したコルクを他の湿式摩擦材の抄紙材料と共に混ぜ、これらの抄紙材料を抄造して抄紙体とし、その抄紙体にバインダとなる合成樹脂、例えば、変性フェノール樹脂に含浸させた後加熱硬化させたものである。
【0043】
したがって、前記コルク自体が高い摩擦係数μを有するばかりでなく、粉体として使用することで表面積が広くなり、相手材のセパレータプレートとの接触面積が広くなることで湿式摩擦材の摩擦表面の摩擦係数が高くなり、また、前記コルクの加熱によりコルク自体の摩擦係数を高め、更に、油の吸排出性を向上することができるから、摩擦係数μをより大きくした湿式摩擦材とすることができる。特に、本発明を湿式クラッチ、ロックアップ摩擦材等の湿式摩擦材として使用した場合には、摩擦係数μをアップさせることができ、摩擦材の枚数削減による軽量化、高効率化を図ることができる。よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0044】
また、本実施の形態の湿式摩擦材における前記コルク粉は、加熱することによりコルク粉の摩擦係数を高く改質し、コルク内部の水分等を揮散させて油に対する親和性を高めて油の吸排出性が向上させたものであることから湿式摩擦材に要求される高摩擦係数の確保が容易となる。殊に、μ-V特性が正勾配となり、良好な特性が得られる。
【0045】
そして、上記実施の形態の湿式摩擦材は、湿式摩擦材の製造方法として捉えることができる。この湿式摩擦材の製造方法は、コルクを3〜200μmの範囲の粒子径(中位径)に粉体化し、必要に応じて当該粉体化したコルクを150〜200℃に加熱し、当該粉体化コルクを他の湿式摩擦材の抄紙材料と共に混ぜて抄造し、その抄紙体をバインダとなる合成樹脂、例えば、変性フェノール樹脂に含浸した後加熱硬化させてなるものである。
【0046】
したがって、前記コルク自体がそれ自身の有する高い摩擦係数μ、または加熱処理によってさらに高くした摩擦係数μを有するばかりでなく、3〜200μmの範囲の粒子径(中位径)の粉体として使用することでコルクの表面積が広くなり、更にコルクの有する柔軟性によって相手材としてのプレートとの接触面積が広くなることで摩擦係数μを高くすることができ、また、コルクの加熱処理によりコルクへの油の吸排出性能を高めることで摩擦面と相手材間の油の介在による摩擦係数の低下を抑制して高摩擦係数を維持することができる。このため湿式摩擦材の枚数削減による軽量化、高効率化を図ることができる。
よって、自動車メーカー、消費者ニーズ等の社会的ニーズによって、軽量化に基づく燃費軽減の要望に応じることができ、湿式摩擦材の枚数削減にも応じることができる。
【0047】
また、湿式摩擦材の製造方法における前記コルク粉は、150〜200℃に加熱することにより摩擦係数が高まり、前記コルク内部の水分等が揮散することで、油の吸排出性を向上させたものであるから湿式摩擦材の抄紙工程において他の抄紙材料と共に配合して抄造することで湿式摩擦材に要求される高摩擦係数の確保が容易となる。
なお、前記コルク内部の水分等の揮散は、シリカゲル、生石灰等の除湿剤でも行うことができる。しかし、前記コルク粉の150〜200℃に加熱する方が廉価に製造できる。
【特許請求の範囲】
【請求項1】
抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、
前記抄紙体は、粉体化してコルクを混ぜて抄造したことを特徴とする湿式摩擦材。
【請求項2】
前記粉体化コルクは、加熱処理が施されていることを特徴とする請求項1に記載の湿式摩擦材。
【請求項3】
抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後、加熱硬化させて形成したことを特徴とする湿式摩擦材の製造方法。
【請求項4】
前記粉体化コルクは、加熱処理が施された後、抄紙工程で抄造されたこと特徴とする請求項3に記載の湿式摩擦材の製造方法。
【請求項1】
抄紙体にバインダとなる合成樹脂を含浸させた後加熱硬化させて作製する湿式摩擦材において、
前記抄紙体は、粉体化してコルクを混ぜて抄造したことを特徴とする湿式摩擦材。
【請求項2】
前記粉体化コルクは、加熱処理が施されていることを特徴とする請求項1に記載の湿式摩擦材。
【請求項3】
抄紙体の抄紙工程で粉体化したコルクを混ぜて抄造し、前記粉体化したコルクを混ぜた前記抄紙体にバインダとなる合成樹脂を含浸させた後、加熱硬化させて形成したことを特徴とする湿式摩擦材の製造方法。
【請求項4】
前記粉体化コルクは、加熱処理が施された後、抄紙工程で抄造されたこと特徴とする請求項3に記載の湿式摩擦材の製造方法。
【図1】

【公開番号】特開2013−32794(P2013−32794A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−168059(P2011−168059)
【出願日】平成23年8月1日(2011.8.1)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000100780)アイシン化工株式会社 (171)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月1日(2011.8.1)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000100780)アイシン化工株式会社 (171)
【Fターム(参考)】
[ Back to top ]