
湿気硬化型ホットメルト接着剤の供給方法、及び、包装された湿気硬化型ホットメルト接着剤の製造方法
【課題】使用する量ずつ溶融して無駄なく使用することが可能な湿気硬化型ホットメルト接着剤の供給方法等を提供する。
【解決手段】気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤5を、露出された部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を、接着すべき部位に吐出するための接着剤吐出口40へ供給することを特徴とすることを特徴とする。
【解決手段】気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤5を、露出された部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を、接着すべき部位に吐出するための接着剤吐出口40へ供給することを特徴とすることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気中の水分と化学反応して硬化する湿気硬化型ホットメルト接着剤の供給方法、及び、包装された湿気硬化型ホットメルト接着剤の製造方法に関する。
【背景技術】
【0002】
従来の湿気硬化型ホットメルト接着剤の供給方法としては、防湿袋に入れた固体状の湿気反応型ホットメルト接着剤を防湿袋ごと加熱して溶融状態とし、溶融状態となった湿気反応型ホットメルト接着剤の防湿袋の下部を保温タンク部上にて切断し、湿気反応型ホットメルト接着剤を保温しながら保温タンク部に貯留する。そして、接着する際には、保温タンク部に貯留されている湿気反応型ホットメルト接着剤を塗布ヘッドに供給している(例えば、特許文献1参照)。
【特許文献1】特開2007−685号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記のような従来の湿気硬化型ホットメルト接着剤の供給方法は、固形状の湿気硬化型ホットメルト接着剤(以下、接着剤という)を袋ごと加熱するので、単に防湿袋にて包装された接着剤が袋単位で溶融されてしまい、必要以上に接着剤が溶融されてしまうので保温タンク部内に溶融された接着剤が残る場合がある。残った接着剤は、保温タンク部に新たな接着剤を補給する際に入り込む空気と反応して硬化する場合がある。硬化した接着剤は、保温タンク部内の空間を狭くしたり、また、保温タンク部と塗布ヘッドとを繋ぐホースやパイプ内を詰まらせてしまい接着剤を供給する装置が使用できなくなる虞があるという課題がある。
【0004】
本発明は、かかる課題に鑑みてなされたものであり、その目的とするところは、使用する量ずつ溶融して無駄なく使用することが可能な湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
かかる目的を達成するために本発明の湿気硬化型ホットメルト接着剤の供給方法は、気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤を、露出させた部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を接着すべき部位に吐出するための接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法である。
【0006】
このような湿気硬化型ホットメルト接着剤によれば、固形状の湿気硬化型ホットメルト接着剤が気密に包装された包装材を開封して露出された一部から順次加熱して溶融させるので、露出されていない部位は、加熱されず固形状のまま包装された状態に保たれる。このため、使用に必要な分だけ溶融することが可能であり、湿気硬化型ホットメルト接着剤が包装されずに溶融された状態のままでは残存されないので、未使用の湿気硬化型ホットメルト接着剤が空気に触れて硬化されることはなく、無駄に消費されることを防止することが可能である。
【0007】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記湿気硬化型ホットメルト接着剤を加熱して溶融可能な加熱板にて仕切られて当該加熱板の上側に形成された固形状接着剤収容部と下側に形成され溶融された湿気硬化型ホットメルト接着剤を溶融された状態に保つための溶融接着剤収容部とが前記加熱板に設けられた連通孔にて連通されており、前記露出させた部位を前記加熱板に当接させて前記湿気硬化型ホットメルト接着剤を載置して溶融し、前記連通孔から前記溶融接着剤収容部に流入した、溶融された前記湿気硬化型ホットメルト接着剤を前記接着剤吐出口へ供給することが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、固形状の湿気硬化型ホットメルト接着剤の露出された部位が加熱板により溶融されると連通孔を通って溶融接着剤収容部に流入するので、溶融された湿気硬化型ホットメルト接着剤を固形状接着剤収容部側に残すことなく、速やかに溶融接着剤収容部に流入させることが可能である。
【0008】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記包装材は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートであり、固形状の湿気硬化型ホットメルト接着剤は、前記薄膜シートにて真空包装されていることが望ましい。
包装材が樹脂シートのみにて形成されていると、水分が浸透してしまう虞があるが、上記のように、包装材がアルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートなので、空気や水分が浸透しにくく、また、破れにくく丈夫であり、かつ、容易に変形するので、運搬の際に損傷しにくくかつ水分等を確実に遮断し、固形状の湿気硬化型ホットメルト接着剤の残量に応じて変形させることが可能である。
【0009】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記固形状の湿気硬化型ホットメルト接着剤は、前記加熱板に当接させて載置された状態にて、上方から押圧されており、前記湿気硬化型ホットメルト接着剤が前記加熱板にて溶融されることにより、当該湿気硬化型ホットメルト接着剤が前記包装材から押し出されることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、加熱板に当接させて載置された状態にて、固形状の湿気硬化型ホットメルト接着剤が上方から押圧されているので、固形状の湿気硬化型ホットメルト接着剤を順次溶融させることが可能である。また、加熱板と固形状の湿気硬化型ホットメルト接着剤との間に隙間ができないように維持させることが可能である。
【0010】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記固形状接着剤収容部内には、不活性化ガスが供給されていることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、固形状接着剤収容部に不活性化ガスが供給されているので、例えば、新たな湿気硬化型ホットメルト接着剤を固形状接着剤収容部に供給する際などに空気が固形状接着剤収容部に入り込んだとしても、空気が含む水分と湿気硬化型ホットメルト接着剤との反応を抑制して硬化することを防止することが可能である。
【0011】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記加熱板における前記湿気硬化型ホットメルト接着剤が当接される部位は、所定形状をなしており、前記包装材は、前記所定形状の底部材と、中空状の周側部材と、が接合されて袋状をなしていることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、湿気硬化型ホットメルト接着剤が加熱される加熱板の形状に合わせた形状に包装した状態にて湿気硬化型ホットメルト接着剤を供給することが可能である。
【0012】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記包装材は、前記所定形状の支持部材に支持された状態にて、流動性を有する前記湿気硬化型ホットメルト接着剤が充填されることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、包装材が所定形状の支持部材に支持された状態にて、流動性を有する湿気硬化型ホットメルト接着剤が充填されるので、包装材に充填された湿気硬化型ホットメルト接着剤の形状が支持部材によって、所定形状に形作られ、加熱板の形状により適した形状に包装した状態にて湿気硬化型ホットメルト接着剤を供給することが可能である。
【0013】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記所定形状は、円形状であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、加熱板からの熱がほぼ均等に作用するので、湿気硬化型ホットメルト接着剤をバランス良く、下端側からほぼ均等に溶融させることが可能である。
【0014】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記支持部材は、包装された湿気硬化型ホットメルト接着剤が搬送される際の梱包材であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、支持部材が梱包材を兼ねているので、湿気硬化型ホットメルト接着剤を包装した後に、支持部材から包装された湿気硬化型ホットメルト接着剤を取り出す必要、及び、包装された湿気硬化型ホットメルト接着剤を別途梱包する必要はなく、製造した状態でそのまま搬送することが可能である。このため、製造から搬送までの作業の効率を向上させることが可能である。
【0015】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記支持部材は、ボール紙または段ボール製であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、支持部材がボール紙または段ボールなので、安価であり、単なる紙より剛性が高いうえに緩衝材としての機能も兼ねることが可能である。
【0016】
また、所定形状の底部材の周端部と、中空状をなす周側部材の一方の開口部とを接合して包装材を製造する包装材製造工程と、水平断面が前記所定形状をなす中空状の支持部材に、前記包装材を、前記底部材が下になるように支持させるとともに、前記支持部材に規制させつつ前記包装材内に、流動性を有する湿気硬化型ホットメルト接着剤を充填する充填工程と、前記湿気硬化型ホットメルト接着剤が充填された前記包装材内を気密に密閉する包装材密閉工程と、を有することを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法である。
【0017】
このような包装された湿気硬化型ホットメルト接着剤の製造方法によれば、底部材が所定形状をなす包装材内に流動性を有する湿気硬化型ホットメルト接着剤を充填するので、包装された湿気硬化型ホットメルト接着剤を底面が所定形状の柱状をなすように充填することが可能である。このとき、包装材は水平断面が所定形状をなす中空状の支持部材に支持されて、湿気硬化型ホットメルト接着剤が充填される包装材が変形しないように支持部材に形作られる。このため、包装材を支持部材に支持させて湿気硬化型ホットメルト接着剤を充填するだけで、所望の形状に包装された湿気硬化型ホットメルト接着剤を提供することが可能である。
【0018】
かかる包装された湿気硬化型ホットメルト接着剤の製造方法であって、前記支持部材は、当該湿気硬化型ホットメルト接着剤を搬送する際の梱包材であることが望ましい。
このような包装された湿気硬化型ホットメルト接着剤の製造方法によれば、湿気硬化型ホットメルト接着剤を包装材に充填する際に、包装材を支持するために用いた支持部材が搬送する際の梱包材なので、湿気硬化型ホットメルト接着剤を充填した後に、湿気硬化型ホットメルト接着剤が充填された包装材を支持部材から取り出すことなく、そのまま搬送することが可能である。
【発明の効果】
【0019】
本発明によれば、使用する量ずつ溶融して無駄なく使用することが可能な湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法を提供することが可能である。
【発明を実施するための最良の形態】
【0020】
以下、本発明の一実施形態に係る湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法について図面を参照して説明する。
【0021】
まず、本発明に係る湿気硬化型ホットメルト接着剤の供給方法に好適な湿気硬化型ホットメルト接着剤(以下、接着剤という)の供給装置の一例について概要を説明する。
【0022】
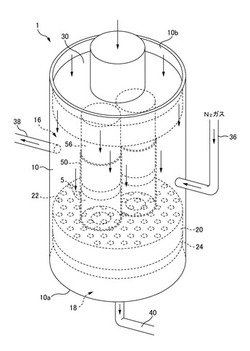
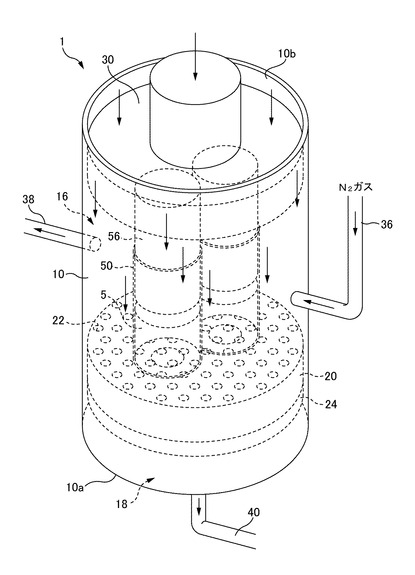
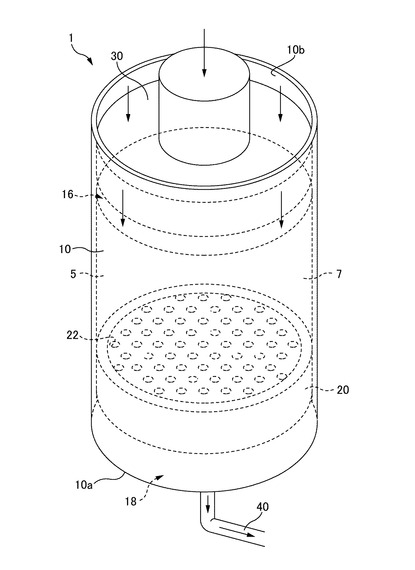
本実施形態の接着剤5の供給装置1は、図1に示すように、上部が開放された円筒状をなし底部10aを有する収容部10と、収容部10内を上下2つの空間に仕切る所定形状としての円形状をなす加熱板20と、加熱板20の下面側に対面する状態にて当接された円盤状治具板24と、前記収容部10の上部にて開放された開口10bを閉塞して気密を保ちつつ上下方向に移動可能なプレス部30と、収容部10内の上側の空間となる固形状接着剤収容部16に連通され不活性化ガスとしての窒素ガス(N2ガス)を流入させるガス流入部36と、固形状接着剤収容部16に連通され内部の気体を排出させる排気部38と、収容部10内の下側の空間となる溶融接着剤収容部18に連通され接着剤5を、接着すべき部位に吐出するための接着剤吐出口(不図示)へ供給する接着剤供給部40と、を有している。
【0023】
収容部10は、内径が280mm〜290mmの円筒状をなし、底部10aには接着剤吐出口へ供給する接着剤供給部40の一端が連結されている。収容部10内は、一つの空間であるが、加熱板20が設けられることにより、加熱板20の上側が固形状接着剤収容部16となり、加熱板20の下側が溶融接着剤収容部18となる。
【0024】
加熱板20は、収容部10の下方側に配置され、上側に形成される固形状接着剤収容部16と下側に形成される溶融接着剤収容部18とを連通する複数の連通孔22を有している。この連通孔22は、固形状接着剤収容部16にて加熱板20上に載置されて接触した固形状の接着剤5が溶融して溶融接着剤収容部18に流出する経路となる。連通孔22の一例としては、例えば、直径20mm〜50mm(最も好ましくは30mm)の貫通孔であり、加熱板20に10個〜15個(好ましくは13個)形成されている。
【0025】
円盤状治具板24は、外径が加熱板20とほぼ同じ大きさをなし、加熱板20上に固形状の接着剤5が載置されたとしても当該接着剤5にて塞がれない連通孔22を、加熱板20に下側にて塞ぐように形成されている。すなわち、加熱板20に形成された複数の連通孔22のうちの固形状の接着剤5にて塞がれている連通孔22と重なる部位には開口(不図示)が設けられており、固形状の接着剤5にて塞がれていない連通孔22と重なる部位は平坦に形成されている。このため、加熱板20と円盤状治具板24とが重ねられた状態で、加熱板20上の固形状の接着剤5が溶融されると、連通孔22を通って溶融接着剤収容部18に流出されるとともに、溶融して溶融接着剤収容部18に貯留した接着剤5が固形状接着剤収容部16側に逆流しないように形成されている。
【0026】
プレス部30は、収容部10の上部の開口10bを閉塞する円盤状の部材であり、外周部が収容部10の内周に気密に接触しつつ収容部10内を上下に移動可能に形成されている。このプレス部30には上方から下方に向けて押圧力を作用させることが可能であり、固形状接着剤収容部16にて加熱板20上に載置された固形状の接着剤5を上方から加熱板20に押しつけるべく押圧することが可能である。また、プレス部30を収容部10から外すことにより、固形状接着剤収容部16の上部が開放されて固形状の接着剤5を挿入可能となる。
【0027】
ガス流入部36は、プレス部30が収容部10から外された際に固形状接着剤収容部16内に流入した空気に含まれる水分と接着剤5との反応を抑制させるための不活性化ガスとして、例えば窒素(N2)ガスを固形状接着剤収容部16内に流入させるための経路である。
【0028】
排気部38は、ガス流入部36から流入された窒素ガスにより押し出される気体を排出したり、プレス部30の下方への移動により押し出される気体を排出するための経路である。
【0029】
接着剤供給部40は、本供給装置1と接続されて接着剤吐出口を有する、例えば、接着すべき被接着物に接着剤5を塗布する接着剤塗布装置に接着剤5を供給するためのパイプやホース等で構成されている。
【0030】
このような接着剤5の供給装置1は、加熱板20が80℃〜110℃(最も好ましくは95℃)に保たれ、溶融接着剤収容部18が110℃〜120℃(最も好ましくは110℃)に保たれるように制御されている。
【0031】
本接着剤の供給装置1にて、使用する接着剤5は、2kg〜3kgの接着剤が、直径40mm〜60mm(最も好ましくは50mm)のほぼ円柱状に形成された固形の湿気硬化型ホットメルト接着剤である。接着剤5は、形成されている円柱の直径が、収容部10の内径より十分に小さいので、固形状接着剤収容部16には、一度に複数の接着剤5を配置することが可能である。このような固形状の接着剤5は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シート6である包装材7にて真空包装されている。なお、固形状の接着剤5は、内部に窒素ガスが充填された上記薄膜シート6である包装材7にて包装されていても良い。ここで、湿気硬化型ホットメルト接着剤5としては、例えば、(1)株式会社クライベリットジャパン代理店(本社 ドイツクライベリット社製接着剤)湿気硬化型反応性ウレタンホットメルト接着剤、商品名 707.5(VP9333/438)(2)日立化成ポリマー株式会社製接着剤、UV併用反応性ホットメルト接着剤、商品名 ハイボン4882が挙げられる。
【0032】
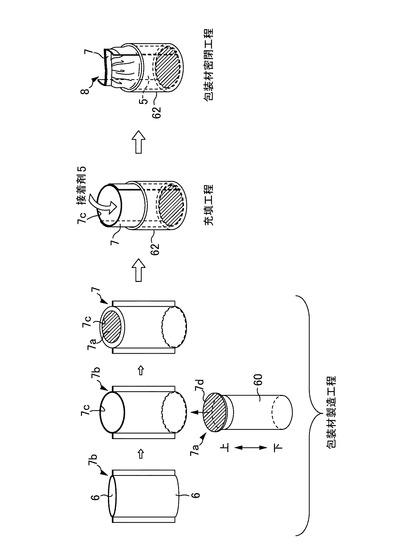
このような接着剤5の供給装置1に好適な接着剤5は、図2に示すように、所定形状としての円形状をなす底部材7aの周端部と、中空状としての筒状に形成された周側部材7bと、が接合されて円筒形状の袋状をなす包装材7に充填されて、上面と下面とがほぼ平坦なほぼ円柱状に包装されている。
【0033】
このように包装された接着剤5の製造方法は、まず、アルミ箔と樹脂シートとで複層にラミネート加工された幅広の帯状の薄膜シート6をアルミ箔側が対向するように2枚重ね、帯状の両脇部をヒートシールするとともに、所定長さにて切断し、中空状の周側部材7bを形成する。このとき、中空部を広げて円形状とした際にその内径が、収容部10に供給する接着剤5として所望の直径となるように形成しておく。
【0034】
次に、水平断面が円形状(本実施形態の所定形状)をなす柱状の型台60上に、薄膜シート6にて形成され円形状をなす底部材7aを載置する。型台60は、例えば、接着剤5が固形状接着剤収容部16内に複数配置できるように、固形状接着剤収容部16の内径より十分小さく形成されており、上面部は僅かに湾曲した球面に形成されている。また、底部材7aの外径は、型台60の外径とほぼ同じ大きさに形成されている。
【0035】
次に、型台60の周面を中空部分の内面にて覆うように、周側部材7bの中空部に底部材7aが載置された型台60を挿入する。このとき、周側部材7bの一方の開口部7cの縁が底部材7aより上方に位置するように配置する。
【0036】
周側部材7bに型台60が挿入された状態にて、周側部材7bの上端部を、全周に渡って内側に折り曲げつつ底部材7aの周端部7dと重ね、ヒートシールして底部材7aの周端部7dと周側部材7bの開口部7cとを接合して、円筒状をなす袋状の包装材7を形成する(包装材製造工程)。
【0037】
製造された包装材7を型台60から取り外し、底部材7aが下になるように支持部材62に支持させる。ここで、支持部材62は、水平断面が円形状をなす中空状の筒状部材であり、段ボールにて形成されている。また、支持部材62の内径は、円筒状をなす、接着剤5が充填された包装材7の外径とほぼ同じ大きさに形成されており、包装材7の外周面が支持部材62の内周面に接触するように重ねられることにより、包装材7は支持部材62に支持される。
【0038】
支持部材62に支持された包装材7の上方に向けられた開口部7cに、加熱して溶融された流動性を有する接着剤5を注ぎ込み、所定量を充填する(充填工程)。このとき、注ぎ込まれる接着剤5により包装材7が外側に押圧されるとともに、包装材7の外側に設けられた支持部材62により外方への広がりが規制され、接着剤5は支持部材62がなす円筒に形作られて円柱状に充填される。
【0039】
包装材7内に所定量の接着剤5が充填された後、包装材7内を気密にすべく包装材7の上端側がヒートシールにて密閉されて包装された接着剤5が完成する(包装材密閉工程)。包装された接着剤5は、自然に冷却されて支持部材62に形作られた状態を維持して固化する。
【0040】
その後、接着剤5が包装材7に充填される際に用いられた支持部材62は、包装された接着剤5の梱包材として用いられ、包装された接着剤5は支持部材62から取り出されることなく搬送されていく。
【0041】
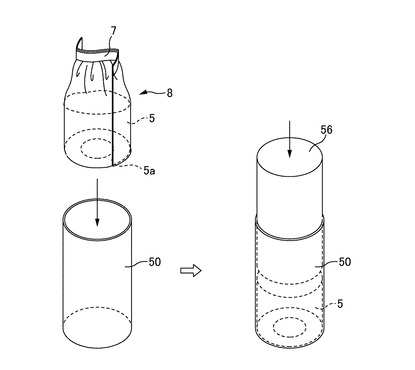
包装された接着剤5を上記供給装置1の固形状接着剤収容部16に配置する際には、図3に示すように、上下端が開放された円筒状の外枠治具50と、外枠治具50の内径より僅かに小さな外形をなし、外枠治具50内を移動可能な円柱状のプレス補助部材56とを用いる。
【0042】
外枠治具50は、包装材7に包まれた固形状の接着剤5の側周部を覆い、包装された固形状の接着剤5の外形とほぼ同じ内径に形成されている。このため、包装された固形状の接着剤5は、外枠治具50の内周にほぼ密着した状態で、外枠治具50内に収容される。この外枠治具50は、包装された固形状の接着剤5にプレス部30により押圧力を掛けた際に、包装材7が破れたり接着剤5の形状が崩れることを防止するために使用される。
【0043】
プレス補助部材56は、包装された固形状の接着剤5とほぼ同じ外形をなし、外枠治具50に収容された固形状の接着剤5の上方に載置される。このため、外枠治具50に収容された固形状の接着剤5は加熱板20上に載置されると、上方から押圧するプレス部30による押圧力がプレス補助部材56を介して固形状の接着剤5に作用する。
そして、接着剤5の供給方法は、まず、固形状接着剤収容部16内に窒素ガスを供給しておく。
【0044】
次に、包装された接着剤5の下端、すなわち固形状接着剤収容部16に配置される際に加熱板20に当接される下面5aの包装材7を取り除き、接着剤5の一部としての下面5aを露出させる。
【0045】
下面5aが露出された固形状の接着剤5を、外枠治具50に挿入し、収容部10の上部の開口10bを塞ぐプレス部30を取り外して、加熱板20上に接着剤5が収容された外枠治具50を載置する。複数の接着剤5を同時に使用する場合には、使用する接着剤5を同様に、下面5aを開封し外枠治具50に収容して加熱板20上に手早く載置する。
【0046】
そして、加熱板20上に載置した複数の接着剤5上にそれぞれプレス補助部材56を配置して、プレス部30にてプレス補助部材56を押圧する。このとき、押圧力(プレス圧力)は1〜2bar(最も好ましくは1bar)に設定する。
【0047】
その後、加熱板20を例えば95℃、溶融接着剤収容部18を110℃に加熱することにより、固形状の接着剤5が加熱板20の熱により露出された下面5aから順次溶融され、溶融された接着剤5が連通孔22を通って溶融接着剤収容部18に流入し、接着剤供給部40を通って、接着剤塗布装置等に供給される。
【0048】
また、加熱板20の加熱を停止して、加熱板20が冷やされると接着剤5の溶融が停止する。この時点では、溶融接着剤収容部18内に溶融された接着剤5が残存しているが、溶融接着剤収容部18を加熱状態に保つことにより、溶融した接着剤5を、その後も使用することが可能である。また、接着作業が完了する前に、予め加熱板20の加熱のみを停止しておくと、溶融接着剤収容部18内に接着剤5を残すことなく使用して、作業を終了することが可能である。このとき、固形状接着剤収容部16に残った接着剤5は、当然溶融されておらず、また、下面5aは加熱板20に当接され、下面5a以外の部位は包装されたままであり、さらに、固形状接着剤収容部16内には不活性化ガスが充満されているので、次回使用する際にまでそのまま保存しておくことが可能である。
【0049】
上記実施形態では、固形状の接着剤5が、収容部10の内径より十分に小さな外形の場合について説明したが、例えば固形状の接着剤5の外形が、収容部10の内径とほぼ同じである場合には、図4に示すように、外枠治具50とプレス補助部材56とは用いなくても良い。
【0050】
固形状の接着剤5の外形が、収容部10の内径とほぼ同じである場合には、収容部10の内周にほぼ密着するように固形状の接着剤5が収容される。このため、外枠治具50及びプレス補助部材56を用いる必要はなく、接着剤5は直接プレス部30により押圧される。また、加熱板20に設けられた連通孔22は、すべて固形状の接着剤5により塞がれているので、円盤状治具板24も備えられていない。このとき、使用される固形状の接着剤5は、10kg〜20kgであり、加熱板20の温度は90℃〜120℃(最も好ましくは100℃)に保たれ、溶融接着剤収容部18内の温度は110℃〜120℃(最も好ましくは110℃)に保たれるように制御されている。また、プレス部30による押圧力(プレス力)は、2〜3bar(最も好ましくは2bar)に設定されている。
【0051】
本実施形態の湿気硬化型ホットメルト接着剤の供給方法によれば、固形状の湿気硬化型ホットメルト接着剤5が気密に包装された包装材7を開封して露出された下面5aを加熱して溶融させるので、露出されていない部位は、加熱されず固形状のまま包装された状態が保たれる。このため、使用に必要な分だけ溶融することが可能であり、溶融された湿気硬化型ホットメルト接着剤5が残存しないので、空気に触れて硬化されることはなく、無駄に消費されることを防止することが可能である。
【0052】
また、固形状の湿気硬化型ホットメルト接着剤5の露出された部位が加熱板20により溶融されると連通孔22を通って溶融接着剤収容部18に流入するので、溶融された湿気硬化型ホットメルト接着剤5を固形状接着剤収容部16側に残すことなく、速やかに溶融接着剤収容部18に流入させることが可能である。
【0053】
また、固形状の湿気硬化型ホットメルト接着剤5が、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シート6の包装材7に包装されているので、樹脂シートのみにて形成された包装材のように空気や水分が浸透することはなく、また、破れにくく丈夫で、かつ、容易に変形するので、運搬の際に損傷しにくくかつ水分等を確実に遮断し、固形状の湿気硬化型ホットメルト接着剤5の残量に応じて変形させることが可能である。
【0054】
また、加熱板20に当接させて載置された状態にて、固形状の湿気硬化型ホットメルト接着剤5が上方から押圧されているので、固形状の湿気硬化型ホットメルト接着剤5を順次溶融させることが可能である。また、加熱板20と固形状の湿気硬化型ホットメルト接着剤5との間に隙間ができないように維持させることが可能である。
【0055】
また、固形状接着剤収容部16に不活性化ガスとしてのN2ガスが供給されているので、例えば、新たな湿気硬化型ホットメルト接着剤5を固形状接着剤収容部16に供給する際などに空気が固形状接着剤収容部16に入り込んだとしても、空気が含む水分と湿気硬化型ホットメルト接着剤5との反応を抑制して硬化することを防止することが可能である。
【0056】
また、湿気硬化型ホットメルト接着剤5の包装材7の底部材7aを、加熱される加熱板20の形状に合わせると、包装材7に充填しただけで加熱板20の形状に合わせて包装した状態にて湿気硬化型ホットメルト接着剤5を供給することが可能である。
【0057】
また、円筒状をなす包装材7の底部材7aと同形状の水平断面を有する支持部材62に支持された状態にて、流動性を有する湿気硬化型ホットメルト接着剤5が充填されて包装された湿気硬化型ホットメルト接着剤5が製造されるので、包装材7に充填された湿気硬化型ホットメルト接着剤5の形状が支持部材62によって円柱状に形作られる。このため、加熱板20の形状により合わせた形状に包装した状態にて湿気硬化型ホットメルト接着剤5を供給することが可能である。
【0058】
また、湿気硬化型ホットメルト接着剤5が円柱状なので、加熱板20からの熱がほぼ均等に作用し、湿気硬化型ホットメルト接着剤5をバランス良く、ほぼ均等に溶融させることが可能である。
【0059】
また、包装された湿気硬化型ホットメルト接着剤5を製造する際に用いた支持部材62は、包装された湿気硬化型ホットメルト接着剤5を搬送する際の梱包材となるので、湿気硬化型ホットメルト接着剤5を包装した後に、別途梱包することなく、そのまま搬送することが可能であり、効率よく製造及び搬送することが可能である。さらに、支持部材62は、段ボール製なので、安価であり、単なる紙より剛性が高いうえに緩衝材としての機能も兼ねることが可能である。
【0060】
上記実施形態においては、固形状の接着剤5の形状を円柱状としたが、これに限ることなく、例えば四角柱状、三角柱状などの形状であっても構わない。この場合には、接着剤の形状に合わせて、収容部、外枠治具、プレス補助部材等の形状を変更する必要がある。
【0061】
また、包装された接着剤5の一部を露出させる際に、下面5aを露出させた例について説明したが、これに限るものではない。例えば、固形状接着剤収容部と溶融接着剤収容部とが水平方向に並設されて加熱板が鉛直に設けられている場合には、包装材の側方にて加熱板に当接される一部を露出させて側方から押圧しても良い。
【0062】
また、上記実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれることはいうまでもない。
【図面の簡単な説明】
【0063】
【図1】本発明に係る湿気硬化型ホットメルト接着剤の供給方法の一例を説明ための図である。
【図2】本発明に係る包装された湿気硬化型ホットメルト接着剤の製造方法の一例を説明するための図である。
【図3】固形状接着剤収容部内にて溶融される湿気硬化型ホットメルト接着剤の状態を説明するための図である。
【図4】本発明に係る湿気硬化型ホットメルト接着剤の供給方法の変形例を説明ための図である。
【符号の説明】
【0064】
1 接着剤の供給装置、5 接着剤、5a 下面、6 薄膜シート、
7 包装材、7a 底部材、7b 周側部材、7c 開口部、7d 周端部、
10 収容部、16 固形状接着剤収容部、18 溶融接着剤収容部、
20 加熱板、22 連通孔、62 支持部材
【技術分野】
【0001】
本発明は、空気中の水分と化学反応して硬化する湿気硬化型ホットメルト接着剤の供給方法、及び、包装された湿気硬化型ホットメルト接着剤の製造方法に関する。
【背景技術】
【0002】
従来の湿気硬化型ホットメルト接着剤の供給方法としては、防湿袋に入れた固体状の湿気反応型ホットメルト接着剤を防湿袋ごと加熱して溶融状態とし、溶融状態となった湿気反応型ホットメルト接着剤の防湿袋の下部を保温タンク部上にて切断し、湿気反応型ホットメルト接着剤を保温しながら保温タンク部に貯留する。そして、接着する際には、保温タンク部に貯留されている湿気反応型ホットメルト接着剤を塗布ヘッドに供給している(例えば、特許文献1参照)。
【特許文献1】特開2007−685号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記のような従来の湿気硬化型ホットメルト接着剤の供給方法は、固形状の湿気硬化型ホットメルト接着剤(以下、接着剤という)を袋ごと加熱するので、単に防湿袋にて包装された接着剤が袋単位で溶融されてしまい、必要以上に接着剤が溶融されてしまうので保温タンク部内に溶融された接着剤が残る場合がある。残った接着剤は、保温タンク部に新たな接着剤を補給する際に入り込む空気と反応して硬化する場合がある。硬化した接着剤は、保温タンク部内の空間を狭くしたり、また、保温タンク部と塗布ヘッドとを繋ぐホースやパイプ内を詰まらせてしまい接着剤を供給する装置が使用できなくなる虞があるという課題がある。
【0004】
本発明は、かかる課題に鑑みてなされたものであり、その目的とするところは、使用する量ずつ溶融して無駄なく使用することが可能な湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
かかる目的を達成するために本発明の湿気硬化型ホットメルト接着剤の供給方法は、気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤を、露出させた部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を接着すべき部位に吐出するための接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法である。
【0006】
このような湿気硬化型ホットメルト接着剤によれば、固形状の湿気硬化型ホットメルト接着剤が気密に包装された包装材を開封して露出された一部から順次加熱して溶融させるので、露出されていない部位は、加熱されず固形状のまま包装された状態に保たれる。このため、使用に必要な分だけ溶融することが可能であり、湿気硬化型ホットメルト接着剤が包装されずに溶融された状態のままでは残存されないので、未使用の湿気硬化型ホットメルト接着剤が空気に触れて硬化されることはなく、無駄に消費されることを防止することが可能である。
【0007】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記湿気硬化型ホットメルト接着剤を加熱して溶融可能な加熱板にて仕切られて当該加熱板の上側に形成された固形状接着剤収容部と下側に形成され溶融された湿気硬化型ホットメルト接着剤を溶融された状態に保つための溶融接着剤収容部とが前記加熱板に設けられた連通孔にて連通されており、前記露出させた部位を前記加熱板に当接させて前記湿気硬化型ホットメルト接着剤を載置して溶融し、前記連通孔から前記溶融接着剤収容部に流入した、溶融された前記湿気硬化型ホットメルト接着剤を前記接着剤吐出口へ供給することが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、固形状の湿気硬化型ホットメルト接着剤の露出された部位が加熱板により溶融されると連通孔を通って溶融接着剤収容部に流入するので、溶融された湿気硬化型ホットメルト接着剤を固形状接着剤収容部側に残すことなく、速やかに溶融接着剤収容部に流入させることが可能である。
【0008】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記包装材は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートであり、固形状の湿気硬化型ホットメルト接着剤は、前記薄膜シートにて真空包装されていることが望ましい。
包装材が樹脂シートのみにて形成されていると、水分が浸透してしまう虞があるが、上記のように、包装材がアルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートなので、空気や水分が浸透しにくく、また、破れにくく丈夫であり、かつ、容易に変形するので、運搬の際に損傷しにくくかつ水分等を確実に遮断し、固形状の湿気硬化型ホットメルト接着剤の残量に応じて変形させることが可能である。
【0009】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記固形状の湿気硬化型ホットメルト接着剤は、前記加熱板に当接させて載置された状態にて、上方から押圧されており、前記湿気硬化型ホットメルト接着剤が前記加熱板にて溶融されることにより、当該湿気硬化型ホットメルト接着剤が前記包装材から押し出されることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、加熱板に当接させて載置された状態にて、固形状の湿気硬化型ホットメルト接着剤が上方から押圧されているので、固形状の湿気硬化型ホットメルト接着剤を順次溶融させることが可能である。また、加熱板と固形状の湿気硬化型ホットメルト接着剤との間に隙間ができないように維持させることが可能である。
【0010】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記固形状接着剤収容部内には、不活性化ガスが供給されていることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、固形状接着剤収容部に不活性化ガスが供給されているので、例えば、新たな湿気硬化型ホットメルト接着剤を固形状接着剤収容部に供給する際などに空気が固形状接着剤収容部に入り込んだとしても、空気が含む水分と湿気硬化型ホットメルト接着剤との反応を抑制して硬化することを防止することが可能である。
【0011】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記加熱板における前記湿気硬化型ホットメルト接着剤が当接される部位は、所定形状をなしており、前記包装材は、前記所定形状の底部材と、中空状の周側部材と、が接合されて袋状をなしていることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、湿気硬化型ホットメルト接着剤が加熱される加熱板の形状に合わせた形状に包装した状態にて湿気硬化型ホットメルト接着剤を供給することが可能である。
【0012】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記包装材は、前記所定形状の支持部材に支持された状態にて、流動性を有する前記湿気硬化型ホットメルト接着剤が充填されることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、包装材が所定形状の支持部材に支持された状態にて、流動性を有する湿気硬化型ホットメルト接着剤が充填されるので、包装材に充填された湿気硬化型ホットメルト接着剤の形状が支持部材によって、所定形状に形作られ、加熱板の形状により適した形状に包装した状態にて湿気硬化型ホットメルト接着剤を供給することが可能である。
【0013】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記所定形状は、円形状であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、加熱板からの熱がほぼ均等に作用するので、湿気硬化型ホットメルト接着剤をバランス良く、下端側からほぼ均等に溶融させることが可能である。
【0014】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記支持部材は、包装された湿気硬化型ホットメルト接着剤が搬送される際の梱包材であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、支持部材が梱包材を兼ねているので、湿気硬化型ホットメルト接着剤を包装した後に、支持部材から包装された湿気硬化型ホットメルト接着剤を取り出す必要、及び、包装された湿気硬化型ホットメルト接着剤を別途梱包する必要はなく、製造した状態でそのまま搬送することが可能である。このため、製造から搬送までの作業の効率を向上させることが可能である。
【0015】
かかる湿気硬化型ホットメルト接着剤の供給方法であって、前記支持部材は、ボール紙または段ボール製であることが望ましい。
このような湿気硬化型ホットメルト接着剤の供給方法によれば、支持部材がボール紙または段ボールなので、安価であり、単なる紙より剛性が高いうえに緩衝材としての機能も兼ねることが可能である。
【0016】
また、所定形状の底部材の周端部と、中空状をなす周側部材の一方の開口部とを接合して包装材を製造する包装材製造工程と、水平断面が前記所定形状をなす中空状の支持部材に、前記包装材を、前記底部材が下になるように支持させるとともに、前記支持部材に規制させつつ前記包装材内に、流動性を有する湿気硬化型ホットメルト接着剤を充填する充填工程と、前記湿気硬化型ホットメルト接着剤が充填された前記包装材内を気密に密閉する包装材密閉工程と、を有することを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法である。
【0017】
このような包装された湿気硬化型ホットメルト接着剤の製造方法によれば、底部材が所定形状をなす包装材内に流動性を有する湿気硬化型ホットメルト接着剤を充填するので、包装された湿気硬化型ホットメルト接着剤を底面が所定形状の柱状をなすように充填することが可能である。このとき、包装材は水平断面が所定形状をなす中空状の支持部材に支持されて、湿気硬化型ホットメルト接着剤が充填される包装材が変形しないように支持部材に形作られる。このため、包装材を支持部材に支持させて湿気硬化型ホットメルト接着剤を充填するだけで、所望の形状に包装された湿気硬化型ホットメルト接着剤を提供することが可能である。
【0018】
かかる包装された湿気硬化型ホットメルト接着剤の製造方法であって、前記支持部材は、当該湿気硬化型ホットメルト接着剤を搬送する際の梱包材であることが望ましい。
このような包装された湿気硬化型ホットメルト接着剤の製造方法によれば、湿気硬化型ホットメルト接着剤を包装材に充填する際に、包装材を支持するために用いた支持部材が搬送する際の梱包材なので、湿気硬化型ホットメルト接着剤を充填した後に、湿気硬化型ホットメルト接着剤が充填された包装材を支持部材から取り出すことなく、そのまま搬送することが可能である。
【発明の効果】
【0019】
本発明によれば、使用する量ずつ溶融して無駄なく使用することが可能な湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法を提供することが可能である。
【発明を実施するための最良の形態】
【0020】
以下、本発明の一実施形態に係る湿気硬化型ホットメルト接着剤の供給方法、及び、この供給方法に好適な包装された湿気硬化型ホットメルト接着剤の製造方法について図面を参照して説明する。
【0021】
まず、本発明に係る湿気硬化型ホットメルト接着剤の供給方法に好適な湿気硬化型ホットメルト接着剤(以下、接着剤という)の供給装置の一例について概要を説明する。
【0022】
本実施形態の接着剤5の供給装置1は、図1に示すように、上部が開放された円筒状をなし底部10aを有する収容部10と、収容部10内を上下2つの空間に仕切る所定形状としての円形状をなす加熱板20と、加熱板20の下面側に対面する状態にて当接された円盤状治具板24と、前記収容部10の上部にて開放された開口10bを閉塞して気密を保ちつつ上下方向に移動可能なプレス部30と、収容部10内の上側の空間となる固形状接着剤収容部16に連通され不活性化ガスとしての窒素ガス(N2ガス)を流入させるガス流入部36と、固形状接着剤収容部16に連通され内部の気体を排出させる排気部38と、収容部10内の下側の空間となる溶融接着剤収容部18に連通され接着剤5を、接着すべき部位に吐出するための接着剤吐出口(不図示)へ供給する接着剤供給部40と、を有している。
【0023】
収容部10は、内径が280mm〜290mmの円筒状をなし、底部10aには接着剤吐出口へ供給する接着剤供給部40の一端が連結されている。収容部10内は、一つの空間であるが、加熱板20が設けられることにより、加熱板20の上側が固形状接着剤収容部16となり、加熱板20の下側が溶融接着剤収容部18となる。
【0024】
加熱板20は、収容部10の下方側に配置され、上側に形成される固形状接着剤収容部16と下側に形成される溶融接着剤収容部18とを連通する複数の連通孔22を有している。この連通孔22は、固形状接着剤収容部16にて加熱板20上に載置されて接触した固形状の接着剤5が溶融して溶融接着剤収容部18に流出する経路となる。連通孔22の一例としては、例えば、直径20mm〜50mm(最も好ましくは30mm)の貫通孔であり、加熱板20に10個〜15個(好ましくは13個)形成されている。
【0025】
円盤状治具板24は、外径が加熱板20とほぼ同じ大きさをなし、加熱板20上に固形状の接着剤5が載置されたとしても当該接着剤5にて塞がれない連通孔22を、加熱板20に下側にて塞ぐように形成されている。すなわち、加熱板20に形成された複数の連通孔22のうちの固形状の接着剤5にて塞がれている連通孔22と重なる部位には開口(不図示)が設けられており、固形状の接着剤5にて塞がれていない連通孔22と重なる部位は平坦に形成されている。このため、加熱板20と円盤状治具板24とが重ねられた状態で、加熱板20上の固形状の接着剤5が溶融されると、連通孔22を通って溶融接着剤収容部18に流出されるとともに、溶融して溶融接着剤収容部18に貯留した接着剤5が固形状接着剤収容部16側に逆流しないように形成されている。
【0026】
プレス部30は、収容部10の上部の開口10bを閉塞する円盤状の部材であり、外周部が収容部10の内周に気密に接触しつつ収容部10内を上下に移動可能に形成されている。このプレス部30には上方から下方に向けて押圧力を作用させることが可能であり、固形状接着剤収容部16にて加熱板20上に載置された固形状の接着剤5を上方から加熱板20に押しつけるべく押圧することが可能である。また、プレス部30を収容部10から外すことにより、固形状接着剤収容部16の上部が開放されて固形状の接着剤5を挿入可能となる。
【0027】
ガス流入部36は、プレス部30が収容部10から外された際に固形状接着剤収容部16内に流入した空気に含まれる水分と接着剤5との反応を抑制させるための不活性化ガスとして、例えば窒素(N2)ガスを固形状接着剤収容部16内に流入させるための経路である。
【0028】
排気部38は、ガス流入部36から流入された窒素ガスにより押し出される気体を排出したり、プレス部30の下方への移動により押し出される気体を排出するための経路である。
【0029】
接着剤供給部40は、本供給装置1と接続されて接着剤吐出口を有する、例えば、接着すべき被接着物に接着剤5を塗布する接着剤塗布装置に接着剤5を供給するためのパイプやホース等で構成されている。
【0030】
このような接着剤5の供給装置1は、加熱板20が80℃〜110℃(最も好ましくは95℃)に保たれ、溶融接着剤収容部18が110℃〜120℃(最も好ましくは110℃)に保たれるように制御されている。
【0031】
本接着剤の供給装置1にて、使用する接着剤5は、2kg〜3kgの接着剤が、直径40mm〜60mm(最も好ましくは50mm)のほぼ円柱状に形成された固形の湿気硬化型ホットメルト接着剤である。接着剤5は、形成されている円柱の直径が、収容部10の内径より十分に小さいので、固形状接着剤収容部16には、一度に複数の接着剤5を配置することが可能である。このような固形状の接着剤5は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シート6である包装材7にて真空包装されている。なお、固形状の接着剤5は、内部に窒素ガスが充填された上記薄膜シート6である包装材7にて包装されていても良い。ここで、湿気硬化型ホットメルト接着剤5としては、例えば、(1)株式会社クライベリットジャパン代理店(本社 ドイツクライベリット社製接着剤)湿気硬化型反応性ウレタンホットメルト接着剤、商品名 707.5(VP9333/438)(2)日立化成ポリマー株式会社製接着剤、UV併用反応性ホットメルト接着剤、商品名 ハイボン4882が挙げられる。
【0032】
このような接着剤5の供給装置1に好適な接着剤5は、図2に示すように、所定形状としての円形状をなす底部材7aの周端部と、中空状としての筒状に形成された周側部材7bと、が接合されて円筒形状の袋状をなす包装材7に充填されて、上面と下面とがほぼ平坦なほぼ円柱状に包装されている。
【0033】
このように包装された接着剤5の製造方法は、まず、アルミ箔と樹脂シートとで複層にラミネート加工された幅広の帯状の薄膜シート6をアルミ箔側が対向するように2枚重ね、帯状の両脇部をヒートシールするとともに、所定長さにて切断し、中空状の周側部材7bを形成する。このとき、中空部を広げて円形状とした際にその内径が、収容部10に供給する接着剤5として所望の直径となるように形成しておく。
【0034】
次に、水平断面が円形状(本実施形態の所定形状)をなす柱状の型台60上に、薄膜シート6にて形成され円形状をなす底部材7aを載置する。型台60は、例えば、接着剤5が固形状接着剤収容部16内に複数配置できるように、固形状接着剤収容部16の内径より十分小さく形成されており、上面部は僅かに湾曲した球面に形成されている。また、底部材7aの外径は、型台60の外径とほぼ同じ大きさに形成されている。
【0035】
次に、型台60の周面を中空部分の内面にて覆うように、周側部材7bの中空部に底部材7aが載置された型台60を挿入する。このとき、周側部材7bの一方の開口部7cの縁が底部材7aより上方に位置するように配置する。
【0036】
周側部材7bに型台60が挿入された状態にて、周側部材7bの上端部を、全周に渡って内側に折り曲げつつ底部材7aの周端部7dと重ね、ヒートシールして底部材7aの周端部7dと周側部材7bの開口部7cとを接合して、円筒状をなす袋状の包装材7を形成する(包装材製造工程)。
【0037】
製造された包装材7を型台60から取り外し、底部材7aが下になるように支持部材62に支持させる。ここで、支持部材62は、水平断面が円形状をなす中空状の筒状部材であり、段ボールにて形成されている。また、支持部材62の内径は、円筒状をなす、接着剤5が充填された包装材7の外径とほぼ同じ大きさに形成されており、包装材7の外周面が支持部材62の内周面に接触するように重ねられることにより、包装材7は支持部材62に支持される。
【0038】
支持部材62に支持された包装材7の上方に向けられた開口部7cに、加熱して溶融された流動性を有する接着剤5を注ぎ込み、所定量を充填する(充填工程)。このとき、注ぎ込まれる接着剤5により包装材7が外側に押圧されるとともに、包装材7の外側に設けられた支持部材62により外方への広がりが規制され、接着剤5は支持部材62がなす円筒に形作られて円柱状に充填される。
【0039】
包装材7内に所定量の接着剤5が充填された後、包装材7内を気密にすべく包装材7の上端側がヒートシールにて密閉されて包装された接着剤5が完成する(包装材密閉工程)。包装された接着剤5は、自然に冷却されて支持部材62に形作られた状態を維持して固化する。
【0040】
その後、接着剤5が包装材7に充填される際に用いられた支持部材62は、包装された接着剤5の梱包材として用いられ、包装された接着剤5は支持部材62から取り出されることなく搬送されていく。
【0041】
包装された接着剤5を上記供給装置1の固形状接着剤収容部16に配置する際には、図3に示すように、上下端が開放された円筒状の外枠治具50と、外枠治具50の内径より僅かに小さな外形をなし、外枠治具50内を移動可能な円柱状のプレス補助部材56とを用いる。
【0042】
外枠治具50は、包装材7に包まれた固形状の接着剤5の側周部を覆い、包装された固形状の接着剤5の外形とほぼ同じ内径に形成されている。このため、包装された固形状の接着剤5は、外枠治具50の内周にほぼ密着した状態で、外枠治具50内に収容される。この外枠治具50は、包装された固形状の接着剤5にプレス部30により押圧力を掛けた際に、包装材7が破れたり接着剤5の形状が崩れることを防止するために使用される。
【0043】
プレス補助部材56は、包装された固形状の接着剤5とほぼ同じ外形をなし、外枠治具50に収容された固形状の接着剤5の上方に載置される。このため、外枠治具50に収容された固形状の接着剤5は加熱板20上に載置されると、上方から押圧するプレス部30による押圧力がプレス補助部材56を介して固形状の接着剤5に作用する。
そして、接着剤5の供給方法は、まず、固形状接着剤収容部16内に窒素ガスを供給しておく。
【0044】
次に、包装された接着剤5の下端、すなわち固形状接着剤収容部16に配置される際に加熱板20に当接される下面5aの包装材7を取り除き、接着剤5の一部としての下面5aを露出させる。
【0045】
下面5aが露出された固形状の接着剤5を、外枠治具50に挿入し、収容部10の上部の開口10bを塞ぐプレス部30を取り外して、加熱板20上に接着剤5が収容された外枠治具50を載置する。複数の接着剤5を同時に使用する場合には、使用する接着剤5を同様に、下面5aを開封し外枠治具50に収容して加熱板20上に手早く載置する。
【0046】
そして、加熱板20上に載置した複数の接着剤5上にそれぞれプレス補助部材56を配置して、プレス部30にてプレス補助部材56を押圧する。このとき、押圧力(プレス圧力)は1〜2bar(最も好ましくは1bar)に設定する。
【0047】
その後、加熱板20を例えば95℃、溶融接着剤収容部18を110℃に加熱することにより、固形状の接着剤5が加熱板20の熱により露出された下面5aから順次溶融され、溶融された接着剤5が連通孔22を通って溶融接着剤収容部18に流入し、接着剤供給部40を通って、接着剤塗布装置等に供給される。
【0048】
また、加熱板20の加熱を停止して、加熱板20が冷やされると接着剤5の溶融が停止する。この時点では、溶融接着剤収容部18内に溶融された接着剤5が残存しているが、溶融接着剤収容部18を加熱状態に保つことにより、溶融した接着剤5を、その後も使用することが可能である。また、接着作業が完了する前に、予め加熱板20の加熱のみを停止しておくと、溶融接着剤収容部18内に接着剤5を残すことなく使用して、作業を終了することが可能である。このとき、固形状接着剤収容部16に残った接着剤5は、当然溶融されておらず、また、下面5aは加熱板20に当接され、下面5a以外の部位は包装されたままであり、さらに、固形状接着剤収容部16内には不活性化ガスが充満されているので、次回使用する際にまでそのまま保存しておくことが可能である。
【0049】
上記実施形態では、固形状の接着剤5が、収容部10の内径より十分に小さな外形の場合について説明したが、例えば固形状の接着剤5の外形が、収容部10の内径とほぼ同じである場合には、図4に示すように、外枠治具50とプレス補助部材56とは用いなくても良い。
【0050】
固形状の接着剤5の外形が、収容部10の内径とほぼ同じである場合には、収容部10の内周にほぼ密着するように固形状の接着剤5が収容される。このため、外枠治具50及びプレス補助部材56を用いる必要はなく、接着剤5は直接プレス部30により押圧される。また、加熱板20に設けられた連通孔22は、すべて固形状の接着剤5により塞がれているので、円盤状治具板24も備えられていない。このとき、使用される固形状の接着剤5は、10kg〜20kgであり、加熱板20の温度は90℃〜120℃(最も好ましくは100℃)に保たれ、溶融接着剤収容部18内の温度は110℃〜120℃(最も好ましくは110℃)に保たれるように制御されている。また、プレス部30による押圧力(プレス力)は、2〜3bar(最も好ましくは2bar)に設定されている。
【0051】
本実施形態の湿気硬化型ホットメルト接着剤の供給方法によれば、固形状の湿気硬化型ホットメルト接着剤5が気密に包装された包装材7を開封して露出された下面5aを加熱して溶融させるので、露出されていない部位は、加熱されず固形状のまま包装された状態が保たれる。このため、使用に必要な分だけ溶融することが可能であり、溶融された湿気硬化型ホットメルト接着剤5が残存しないので、空気に触れて硬化されることはなく、無駄に消費されることを防止することが可能である。
【0052】
また、固形状の湿気硬化型ホットメルト接着剤5の露出された部位が加熱板20により溶融されると連通孔22を通って溶融接着剤収容部18に流入するので、溶融された湿気硬化型ホットメルト接着剤5を固形状接着剤収容部16側に残すことなく、速やかに溶融接着剤収容部18に流入させることが可能である。
【0053】
また、固形状の湿気硬化型ホットメルト接着剤5が、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シート6の包装材7に包装されているので、樹脂シートのみにて形成された包装材のように空気や水分が浸透することはなく、また、破れにくく丈夫で、かつ、容易に変形するので、運搬の際に損傷しにくくかつ水分等を確実に遮断し、固形状の湿気硬化型ホットメルト接着剤5の残量に応じて変形させることが可能である。
【0054】
また、加熱板20に当接させて載置された状態にて、固形状の湿気硬化型ホットメルト接着剤5が上方から押圧されているので、固形状の湿気硬化型ホットメルト接着剤5を順次溶融させることが可能である。また、加熱板20と固形状の湿気硬化型ホットメルト接着剤5との間に隙間ができないように維持させることが可能である。
【0055】
また、固形状接着剤収容部16に不活性化ガスとしてのN2ガスが供給されているので、例えば、新たな湿気硬化型ホットメルト接着剤5を固形状接着剤収容部16に供給する際などに空気が固形状接着剤収容部16に入り込んだとしても、空気が含む水分と湿気硬化型ホットメルト接着剤5との反応を抑制して硬化することを防止することが可能である。
【0056】
また、湿気硬化型ホットメルト接着剤5の包装材7の底部材7aを、加熱される加熱板20の形状に合わせると、包装材7に充填しただけで加熱板20の形状に合わせて包装した状態にて湿気硬化型ホットメルト接着剤5を供給することが可能である。
【0057】
また、円筒状をなす包装材7の底部材7aと同形状の水平断面を有する支持部材62に支持された状態にて、流動性を有する湿気硬化型ホットメルト接着剤5が充填されて包装された湿気硬化型ホットメルト接着剤5が製造されるので、包装材7に充填された湿気硬化型ホットメルト接着剤5の形状が支持部材62によって円柱状に形作られる。このため、加熱板20の形状により合わせた形状に包装した状態にて湿気硬化型ホットメルト接着剤5を供給することが可能である。
【0058】
また、湿気硬化型ホットメルト接着剤5が円柱状なので、加熱板20からの熱がほぼ均等に作用し、湿気硬化型ホットメルト接着剤5をバランス良く、ほぼ均等に溶融させることが可能である。
【0059】
また、包装された湿気硬化型ホットメルト接着剤5を製造する際に用いた支持部材62は、包装された湿気硬化型ホットメルト接着剤5を搬送する際の梱包材となるので、湿気硬化型ホットメルト接着剤5を包装した後に、別途梱包することなく、そのまま搬送することが可能であり、効率よく製造及び搬送することが可能である。さらに、支持部材62は、段ボール製なので、安価であり、単なる紙より剛性が高いうえに緩衝材としての機能も兼ねることが可能である。
【0060】
上記実施形態においては、固形状の接着剤5の形状を円柱状としたが、これに限ることなく、例えば四角柱状、三角柱状などの形状であっても構わない。この場合には、接着剤の形状に合わせて、収容部、外枠治具、プレス補助部材等の形状を変更する必要がある。
【0061】
また、包装された接着剤5の一部を露出させる際に、下面5aを露出させた例について説明したが、これに限るものではない。例えば、固形状接着剤収容部と溶融接着剤収容部とが水平方向に並設されて加熱板が鉛直に設けられている場合には、包装材の側方にて加熱板に当接される一部を露出させて側方から押圧しても良い。
【0062】
また、上記実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれることはいうまでもない。
【図面の簡単な説明】
【0063】
【図1】本発明に係る湿気硬化型ホットメルト接着剤の供給方法の一例を説明ための図である。
【図2】本発明に係る包装された湿気硬化型ホットメルト接着剤の製造方法の一例を説明するための図である。
【図3】固形状接着剤収容部内にて溶融される湿気硬化型ホットメルト接着剤の状態を説明するための図である。
【図4】本発明に係る湿気硬化型ホットメルト接着剤の供給方法の変形例を説明ための図である。
【符号の説明】
【0064】
1 接着剤の供給装置、5 接着剤、5a 下面、6 薄膜シート、
7 包装材、7a 底部材、7b 周側部材、7c 開口部、7d 周端部、
10 収容部、16 固形状接着剤収容部、18 溶融接着剤収容部、
20 加熱板、22 連通孔、62 支持部材
【特許請求の範囲】
【請求項1】
気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤を、露出させた部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を、接着すべき部位に吐出するための接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項2】
請求項1に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記湿気硬化型ホットメルト接着剤を加熱して溶融可能な加熱板にて仕切られて当該加熱板の上側に形成された固形状接着剤収容部と、下側に形成され溶融された湿気硬化型ホットメルト接着剤を溶融された状態に保つための溶融接着剤収容部と、が前記加熱板に設けられた連通孔にて連通されており、
前記露出させた部位を前記加熱板に当接させて前記湿気硬化型ホットメルト接着剤を載置して溶融し、
前記連通孔から前記溶融接着剤収容部に流入した、溶融された前記湿気硬化型ホットメルト接着剤を前記接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項3】
請求項1または請求項2に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記包装材は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートであり、固形状の湿気硬化型ホットメルト接着剤は、前記薄膜シートにて真空包装されていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項4】
請求項2または請求項3に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記固形状の湿気硬化型ホットメルト接着剤は、前記加熱板に当接させて載置された状態にて、上方から押圧されており、前記湿気硬化型ホットメルト接着剤が前記加熱板にて溶融されることにより、当該湿気硬化型ホットメルト接着剤が前記包装材から押し出されることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項5】
請求項2乃至請求項4のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記固形状接着剤収容部内には、不活性化ガスが供給されていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項6】
請求項2乃至請求項5のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記加熱板における前記湿気硬化型ホットメルト接着剤が当接される部位は、所定形状をなしており、
前記包装材は、前記所定形状の底部材と、中空状の周側部材と、が接合されて袋状をなしていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項7】
請求項6に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記包装材は、前記所定形状の支持部材に支持された状態にて、流動性を有する前記湿気硬化型ホットメルト接着剤が充填されることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項8】
請求項6または請求項7に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記所定形状は、円形状であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項9】
請求項7または請求項8に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記支持部材は、包装された湿気硬化型ホットメルト接着剤が搬送される際の梱包材であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項10】
請求項7乃至請求項9のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記支持部材は、ボール紙または段ボール製であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項11】
所定形状の底部材の周端部と、中空状をなす周側部材の一方の開口部とを接合して包装材を製造する包装材製造工程と、
水平断面が前記所定形状をなす中空状の支持部材に、前記包装材を、前記底部材が下になるように支持させるとともに、前記支持部材に規制させつつ前記包装材内に、流動性を有する湿気硬化型ホットメルト接着剤を充填する充填工程と、
前記湿気硬化型ホットメルト接着剤が充填された前記包装材内を気密に密閉する包装材密閉工程と、
を有することを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法。
【請求項12】
請求項11に記載の包装された湿気硬化型ホットメルト接着剤の製造方法であって、
前記支持部材は、当該湿気硬化型ホットメルト接着剤を搬送する際の梱包材であることを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法。
【請求項1】
気密に包装する包装材を開封して一部を露出させた固形状の湿気硬化型ホットメルト接着剤を、露出させた部位から順次加熱して溶融させつつ、溶融された湿気硬化型ホットメルト接着剤を、接着すべき部位に吐出するための接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項2】
請求項1に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記湿気硬化型ホットメルト接着剤を加熱して溶融可能な加熱板にて仕切られて当該加熱板の上側に形成された固形状接着剤収容部と、下側に形成され溶融された湿気硬化型ホットメルト接着剤を溶融された状態に保つための溶融接着剤収容部と、が前記加熱板に設けられた連通孔にて連通されており、
前記露出させた部位を前記加熱板に当接させて前記湿気硬化型ホットメルト接着剤を載置して溶融し、
前記連通孔から前記溶融接着剤収容部に流入した、溶融された前記湿気硬化型ホットメルト接着剤を前記接着剤吐出口へ供給することを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項3】
請求項1または請求項2に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記包装材は、アルミ箔と樹脂シートとで複層にラミネート加工された薄膜シートであり、固形状の湿気硬化型ホットメルト接着剤は、前記薄膜シートにて真空包装されていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項4】
請求項2または請求項3に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記固形状の湿気硬化型ホットメルト接着剤は、前記加熱板に当接させて載置された状態にて、上方から押圧されており、前記湿気硬化型ホットメルト接着剤が前記加熱板にて溶融されることにより、当該湿気硬化型ホットメルト接着剤が前記包装材から押し出されることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項5】
請求項2乃至請求項4のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記固形状接着剤収容部内には、不活性化ガスが供給されていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項6】
請求項2乃至請求項5のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記加熱板における前記湿気硬化型ホットメルト接着剤が当接される部位は、所定形状をなしており、
前記包装材は、前記所定形状の底部材と、中空状の周側部材と、が接合されて袋状をなしていることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項7】
請求項6に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記包装材は、前記所定形状の支持部材に支持された状態にて、流動性を有する前記湿気硬化型ホットメルト接着剤が充填されることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項8】
請求項6または請求項7に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記所定形状は、円形状であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項9】
請求項7または請求項8に記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記支持部材は、包装された湿気硬化型ホットメルト接着剤が搬送される際の梱包材であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項10】
請求項7乃至請求項9のいずれかに記載の湿気硬化型ホットメルト接着剤の供給方法であって、
前記支持部材は、ボール紙または段ボール製であることを特徴とする湿気硬化型ホットメルト接着剤の供給方法。
【請求項11】
所定形状の底部材の周端部と、中空状をなす周側部材の一方の開口部とを接合して包装材を製造する包装材製造工程と、
水平断面が前記所定形状をなす中空状の支持部材に、前記包装材を、前記底部材が下になるように支持させるとともに、前記支持部材に規制させつつ前記包装材内に、流動性を有する湿気硬化型ホットメルト接着剤を充填する充填工程と、
前記湿気硬化型ホットメルト接着剤が充填された前記包装材内を気密に密閉する包装材密閉工程と、
を有することを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法。
【請求項12】
請求項11に記載の包装された湿気硬化型ホットメルト接着剤の製造方法であって、
前記支持部材は、当該湿気硬化型ホットメルト接着剤を搬送する際の梱包材であることを特徴とする包装された湿気硬化型ホットメルト接着剤の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−142753(P2010−142753A)
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2008−324095(P2008−324095)
【出願日】平成20年12月19日(2008.12.19)
【出願人】(390005267)YKK AP株式会社 (776)
【Fターム(参考)】
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成20年12月19日(2008.12.19)
【出願人】(390005267)YKK AP株式会社 (776)
【Fターム(参考)】
[ Back to top ]