
湿潤時に空隙率が低下する織編物およびその製造方法および繊維製品
【課題】湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時における織編物の空隙率が、乾燥時に比べて可逆的に低下する織編物およびその製造方法および繊維製品を提供する。
【解決手段】湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。
【解決手段】湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時において、織編物の空隙率が乾燥時よりも可逆的に低下する織編物およびその製造方法および繊維製品に関するものである。
【背景技術】
【0002】
湿潤時と乾燥時とで、空隙率が可逆的に変化する布帛は、感湿布帛とも称され、近年種々提案されている。
例えば、特許文献1では、ポリエステルとポリアミドの異質ポリマーを貼りあわせたサイドバイサイド型複合繊維を用いた通気性自己調節織編物が提案されている。かかる織編物は、吸湿時にサイドバイサイド型複合繊維の捲縮率を低下させ、織編物の空隙率を向上させることにより、通気量を大きくするものである。また本発明者らは、先に特願2004−281494号において、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維を用いて、さらに性能のよい通気性自己調節織編物を提案した。
【0003】
他方、合成繊維や天然繊維などからなる通常の織編物を、スイミングウエアー、スポーツウエアーなどとして使用すると、雨などの湿潤により透けやすくなるという問題があり、その改善が望まれている。また、湿潤時には空隙率が低下することにより防水性が向上する布帛の提案が望まれている。
しかながら、前記の湿潤時に通気性が向上する(空隙率が向上する)織編物は逆の効果を奏するものであり、湿潤時に空隙率が低下する織編物の提案が望まれている。
【0004】
なお本発明者らは、湿潤時に空隙率が低下する織編物として、特願2004−002758号において、吸水自己伸長糸と非自己伸張糸を用いた織編物を提案している。
【特許文献1】特開2003−41462号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時における織編物の空隙率が、乾燥時に比べて可逆的に低下する織編物およびその製造方法および繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは上記の課題を達成するため鋭意検討した結果、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とで構成される織編物において、該織編物の湿潤時と乾燥時との寸法変化率が小さい場合に所望の織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、
該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。」が提供される。
【0008】
ただし、RA、RP、RFは下記式により、求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0009】
ここで、捲縮繊維Aが、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維であることが好ましい。その際、ポリエステル成分が、5−ナトリウムスルホイソフタル酸が2.0〜4.5モル%共重合された変性ポリエチレンテレフタレートであることが好ましい。かかる捲縮繊維Aは、無撚糸、または300T/m以下の撚りが施された甘撚り糸であることが好ましい。また、前記の繊維Bがポリエステル繊維であることが好ましい。
【0010】
本発明の織編物の実施態様としては、(1)織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれている、(2)前記の捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成している、(3)前記の捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されている、(4)前記の捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として、1本糸条交互にまたは複数本交互に配されている、(5)前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し、前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれている、などが例示される。
【0011】
本発明の織編物において、湿潤時の通気性が、乾燥時よりも20%以上小さいことが好ましい。また、本発明の織編物には染色加工が施されていることが好ましい。また、吸水加工が施されていると、湿潤時に通気性が性能よく低下し好ましい。また、本発明の織編物を使用する用途によっては撥水加工が施されていることが好ましい。
【0012】
本発明の織編物は、「固有粘度が0.30〜0.43のポリエステルと、固有粘度が1.0〜1.4のポリアミドとを用いてサイドバイサイド型に溶融紡糸して得られた複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを用いて織編物を織編成した後、該織編物に熱処理を施し前記複合繊維の捲縮を発現させることにより、該織編物に含まれる複合繊維の糸長LAを、繊維Bの糸長LBよりも大とすることを特徴とする湿潤時に空隙率が低下する織編物の製造方法。」により得ることができる。
【0013】
その際、織編成に用いる複合繊維が、沸水処理後において、下記(1)〜(3)の要件を同時に満足することが好ましい。
(1)乾燥時における複合繊維の捲縮率DCが1.5〜13%の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上である。
【0014】
本発明の織編物は、アウター用衣料、スポーツ用衣料、インナー用衣料などの繊維製品に好適に使用することができる。
【発明の効果】
【0015】
本発明によれば、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時における織編物の空隙率が、乾燥時に比べて可逆的に低下する織編物およびその製造方法および繊維製品(アウター用衣料、スポーツ用衣料、インナー用衣料など)が得られる。かかる繊維製品を使用すると、湿潤時に空隙率が低下するため、発汗時に透け難く、また、降雨時に防水性が向上するといった効果が得られる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施の形態について詳細に説明する。
本発明の織編物は、湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとで構成される必要があり、織編物が発汗や降雨により湿潤されると、捲縮繊維Aは自身の捲縮量が低下することにより伸長する。一方、繊維Bは湿潤されても伸長しないため、織編物の寸法が固定される。その結果、湿潤時に織編物の空隙率が低下し、乾燥時には織編物の空隙率が向上する。
【0017】
その際、該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10(%)以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることが肝要である。
【0018】
ただし、RA、RP、RFは下記式により、求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0019】
これは、織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCfと湿潤時の捲縮率HCfとの差(DCf−HCf)が10%未満か、前記の平均値RAが5%より大であると、湿潤の際、捲縮繊維Aの捲縮率低下による伸びが織編物全体の伸びに吸収されてしまい、織編物の空隙率が低下しないためである。
【0020】
前記織編物中における捲縮繊維Aの捲縮率は、下記の方法により測定する。まず、織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から織編物と同じ方向の30cm×30cmの小片を裁断する(n数=5)。次いで、各々の小片から、捲縮繊維Aを取り出し、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0fを測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1fを測定する。さらにこの糸を温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0f’を測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1f’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DCf(%)、湿潤時の捲縮率HCf(%)、乾燥時と湿潤時の捲縮率差(DCf−HCf)(%)を算出する。なお、n数は5で平均値を求める。
乾燥時の捲縮率DCf(%)=((L0f−L1f)/L0f)×100
湿潤時の捲縮率HCf(%)=(L0f’−L1f’)/L0f’)×100
【0021】
織編物から抜き取った前記の捲縮繊維Aは、乾燥時における捲縮率DC(%)と湿潤時における捲縮率HC(%)との差(DC−HC)が10(%)%以上の捲縮繊維であることが肝要であり、かかる繊維としては、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維であることが好ましい。
【0022】
ここで、ポリエステル成分としては、他方のポリアミド成分との接着性の点で、スルホン酸のアルカリまたはアルカリ土類金属、ホスホニウム塩を有し、かつエステル形成能を有する官能基を1個以上もつ化合物が共重合された、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンタレフタレート等の変性ポリエステルが好ましく例示される。なかでも、汎用性およびポリマーコストの点で、前記化合物が共重合された、変性ポリエチレンテレフタレートが特に好ましい。その際、共重合成分としては、5−ナトリウムスルホイソフタル酸およびそのエステル誘導体、5−ホスホニウムイソフタル酸およびそのエステル誘導体、p−ヒドロキシベンゼンスルホン酸ナトリウムなどがあげられる。なかでも、5−ナトリウムスルホイソフタル酸が好ましい。共重合量としては、2.0〜4.5モル%の範囲が好ましい。該共重合量が2.0モル%よりも小さいと、優れた捲縮性能が得られるものの、ポリアミド成分とポリエステル成分との接合界面にて剥離が生じるおそれがある。逆に、該共重合量が4.5モル%よりも大きいと、延伸熱処理の際、ポリエステル成分の結晶化が進みにくくなるため、延伸熱処理温度を上げる必要があり、その結果、糸切れが多発するおそれがある。
【0023】
一方のポリアミド成分としては、主鎖中にアミド結合を有するものであれば特に限定されるものではなく、例えば、ナイロン−4、ナイロン−6、ナイロン−66、ナイロン−46、ナイロン−12などがあげられる。なかでも、汎用性、ポリマーコスト、製糸安定性の点で、ナイロン−6およびナイロン−66が好適である。
【0024】
なお、前記ポリエステル成分およびポリアミド成分には、公知の添加剤、例えば、顔料、顔料、艶消し剤、防汚剤、蛍光増白剤、難燃剤、安定剤、帯電防止剤、耐光剤、紫外線吸収剤等が含まれていてもよい。
【0025】
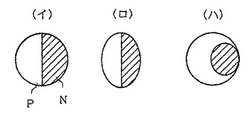
前記のサイドバイサイド型に接合された複合繊維は、任意の断面形状および複合形態をとることができる。図1は、本発明で使用することのできるサイドバイサイド型に接合された複合繊維の拡大横断面図を例示したものである。通常は(イ)、(ロ)のような横断面を有する複合繊維が用いられるが、(ハ)のような偏心芯鞘型であってもよい。さらには、三角形や四角形、その断面内に中空部を有するものであってもよい。なかでも、図1の(イ)のように、丸型であると、湿潤時に空隙率が性能よく低下し好ましい。両成分の複合比は任意に選定することができるが、通常、ポリエステル成分とポリアミド成分の重量比で30:70〜70:30(より好ましくは40:60〜60:40)の範囲内であることが好ましい。
【0026】
前記捲縮繊維Aの単糸繊度、単糸数(フィラメント数)としては特に限定されないが、単糸繊度1〜10dtex(より好ましくは2〜5dtex)、単糸数10〜200本(より好ましくは20〜100本)の範囲内であることが好ましい。
【0027】
このように異種ポリマーがサイドバイサイド型に接合された複合繊維は、通常、潜在捲縮性能を有しており、後記のように、染色加工等で熱処理を受けると潜在捲縮性能が発現する。捲縮構造としては、ポリアミド成分が捲縮の内側に位置し、ポリエステル成分が捲縮の外側に位置していることが好ましい。かかる捲縮構造を有する複合繊維は、後記の製造方法により容易に得ることができる。捲縮繊維Aがこのような捲縮構造を有していると、湿潤時に、内側のポリアミド成分が膨潤、伸張し、外側のポリエステル成分はほとんど長さ変化を起こさないため、捲縮率が低下する(捲縮繊維Aの見かけの長さが長くなる。)。一方、乾燥時には、内側のポリアミド成分が収縮し、外側のポリエステル成分はほとんど長さ変化を起こさないため、捲縮率が増大する(捲縮繊維Aの見かけの長さが短くなる。)。
【0028】
前記の捲縮繊維Aは、湿潤時に、容易に捲縮率が低下し伸長する上で、無撚糸、または300T/m以下の撚りが施された甘撚り糸であることが好ましい。特に、無撚糸であることが好ましい。強撚糸のように、強い撚りが付与されていると、湿潤時に捲縮が低下しにくく好ましくない。なお、交絡数が20〜60ケ/m程度となるようにインターレース空気加工および/または通常の仮撚捲縮加工が施されていてもさしつかえない。
【0029】
一方、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとしては
、非捲縮繊維または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維であれば、特に限定されない。ここで、「湿潤時に捲縮率が実質的に変化しない」とは、乾燥時における捲縮率DC(%)と湿潤時における捲縮率HC(%)との差(DC−HC)が0.5(%)未満のものをいう。かかる繊維Bとしては、ポリエチレンタレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィン、アクリル、パラ型もしくはメタ型アラミド、およびそれらの変性合成繊維、天然繊維、再生繊維、半合成繊維、ポリウレタン系弾性糸、ポリエーテルエステル系弾性糸など衣料に適した繊維であれば自由に選択できる。なかでも、湿潤時の寸法安定性や、前記捲縮繊維Aとの相性(混繊性、交編・交織性、染色性)の点で、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンタレフタレートや、これらに前記共重合成分が共重合された変性ポリエステルからなるポリエステル繊維が好適である。また、かかる繊維Bの単糸繊度、単糸数(フィラメント数)としては特に限定されないが、織編物の吸水性を高め、湿潤時に通気性を性能よく向上させる上で、単糸繊度0.1〜5dtex(より好ましくは0.5〜2dtex)、単糸数20〜200本(より好ましくは30〜100本)の範囲内であることが好ましい。なお、交絡数が20〜60ケ/m程度となるようにインターレース空気加工および/または通常の仮撚捲縮加工が施されていてもさしつかえない。
【0030】
本発明の織編物には、前記の湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとが含まれる。両者は各々単独糸条で織編物を構成してもよいし、空気混繊糸、合撚糸、複合仮撚捲縮加工糸、引揃え糸などの複合糸として織編物を構成してもよい。
【0031】
織編物の構造としては、その織編組織、層数は特に限定されるものではない。例えば、平織、綾織、サテンなどの織組織や、天竺、スムース、フライス、鹿の子、そえ糸編、デンビー、ハーフなどの編組織が好適に例示されるが、これらに限定されるものではない。層数も単層でもよいし、2層以上の多層であってもよい。
【0032】
織編物の態様としては、(1)織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれている、(2)捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成している、(3)捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されている、(4)捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として1本糸条交互にまたは複数本交互に配されている、(5)前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれる、などが例示される。
【0033】
その際、捲縮繊維Aの糸長LAと繊維Bの糸長LBとがLA>LBの関係になっていることが肝要である。この理由は、LA≦LBの場合、湿潤時に捲縮繊維Aが捲縮率を低下させ伸長する際、繊維Bも捲縮繊維Aに引張られて織編物が寸法変化し、捲縮繊維Aの伸長が織編物の空隙率低下に寄与しないためである。このように、LA>LBとするには、繊維Bとして熱水収縮率が20%以上の高熱収縮糸を用いて織編物を織編成した後、繊維Bを熱収縮させる方法や、繊維Bとして弾性糸を用い、該弾性糸をドラフトして繊維Aと混繊または製編織するとよい。
【0034】
なお、前記の糸長は、下記の方法により、測定して値を用いるものとする。まず、織編物を、20℃の温度および65%の相対湿度を有する雰囲気中において、寸法安定化させた後、経糸またはウエール方向30cm、および緯糸またはコース方向30cmの寸法をもって、試験片を採集する。次いで、該試験片から、捲縮繊維Aと同一方向に配置されていた繊維Bの糸長を測定する。その際、繊維が200%以下の破断伸度を示す非弾性糸条であるときは、1.76mN/dtexの荷重下において測定し、その繊維が、200%より高い破断伸度をしめす弾性糸条であるときは、0.0088mN/dtexの荷重下において測定する。
【0035】
本発明の織編物は、例えば下記の製造方法によって容易に得ることができる。
まず、固有粘度が0.30〜0.43(オルソクロロフェノールを溶媒として35℃で測定)のポリエステルと、固有粘度が1.0〜1.4(m−クレゾールを溶媒として30℃で測定)のポリアミドとを用いてサイドバイサイド型に溶融複合紡糸する。その際、ポリエステル成分の固有粘度が0.43以下であることが特に重要である。ポリエステル成分の固有粘度が0.43よりも大きいと、ポリエステル成分の粘度が増大するため、複合繊維の物性がポリエステル単独糸に近くなり、本発明が目的とする織編物が得られず好ましくない。逆に、ポリエステル成分の固有粘度が0.30よりも小さいと、溶融粘度が小さくなりすぎて製糸性が低下するとともに毛羽発生が多くなり、品質および生産性が低下するおそれがある。
【0036】
溶融紡糸の際に用いる紡糸口金としては、特開2000−144518号公報の図1のような、高粘度側と低粘度側の吐出孔を分離し、かつ高粘度側吐出線速度を小さくした(吐出断面積を大きくした)紡糸口金が好適である。そして、高粘度側吐出孔に溶融ポリエステルを通過させ、低粘度側吐出孔に溶融ポリアミドを通過させ冷却固化させることが好ましい。その際、ポリエステル成分とポリアミド成分との重量比は、前述のとおり、30:70〜70:30(より好ましくは40:60〜60:40)の範囲内であることが好ましい。
【0037】
また、溶融複合紡糸した後、一旦巻き取った後に延伸する別延方式を採用してもよいし、一旦巻き取らずに延伸熱処理を行う直延方式を採用してもよい。その際、紡糸・延伸条件としては、通常の条件でよい。例えば、直延方式の場合、1000〜3500m/分程度で紡糸した後、連続して100〜150℃の温度で延伸し巻き取る。延伸倍率は最終時に得られる複合繊維の切断伸度が10〜60%(好ましくは20〜45%)、切断強度が3.0〜4.7cN/dtex程度となるよう、適宜選定すればよい。
【0038】
ここで、前記の複合繊維が、下記の要件(1)〜(3)を同時に満足することが好ましい。
(1)燥時における複合繊維の捲縮率DCが1.5〜13%(好ましくは2〜6%)の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%(好ましくは1〜3%)の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上(好ましくは1〜5%)である。
【0039】
ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後の状態であり、乾燥時における捲縮率DCおよび湿潤時における捲縮率HCは、下記の方法で測定した値を用いることとする。
【0040】
まず、枠周:1.125mの巻き返し枠を用いて、荷重:49/50mN×9×トータルテックス(0.1gf×トータルデニール)をかけて一定の速度で巻き返し、巻き数:10回の小綛をつくり、該小綛をねじり2重の輪状にしたものに49/2500mN×20×9×トータルテックス(2mg×20×トータルデニール)の初荷重をかけたまま沸水中に入れて30分間処理し、該沸水処理の後100℃の乾燥機にて30分間乾燥し、その後さらに初荷重をかけたまま160℃の乾熱中に入れ5分間処理する。該乾熱処理の後に初荷重を除き、温度20℃、湿度65%RH環境下に24時間以上放置した後、前記の初荷重および98/50mN×20×9×トータルテックス(0.2gf×20×トータルデニール)の重荷重を負荷し、綛長:L0を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1を測定する。さらにこの綛を初荷重をかけたまま温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、初荷重および重荷重を負荷し綛長:L0’を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率(DC)、湿潤時の捲縮率(HC)、乾燥時と湿潤時の捲縮率差(DC−HC)を算出する。
乾燥時の捲縮率DC(%)=((L0−L1)/L0)×100
湿潤時の捲縮率HC(%)=(L0’−L1’)/L0’)×100
【0041】
ここで、乾燥時における複合繊維の捲縮率DCが1.5%よりも小さいと、湿潤時の捲縮変化量が小さくなるため、織編物の通気性変化量も小さくなるおそれがある。逆に、乾燥時における複合繊維の捲縮率DCが13%よりも大きい場合は、捲縮が強すぎて湿潤時に捲縮が変化しにくく、やはり織編物の通気性変化量も小さくなるおそれがある。また、乾燥時における複合繊維の捲縮率HCとの差(DC−HC)が0.5%より小さい場合も、織編物の通気性変化量も小さくなるおそれがある。
【0042】
次いで、前記複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを同時に用いて織編物を織編成した後、染色加工を施し、染色加工の際の熱により前記複合繊維の捲縮を発現させ、捲縮繊維Aとする。その際、該織編物に含まれる捲縮繊維Aの糸長LAが、繊維Bの糸長LBよりも大であることが肝要である。
ここで、織編物を織編成する際、織編組織は特に限定されず、前述のものを適宜選定することができる。
【0043】
前記染色加工の温度としては100〜140℃(より好ましくは110〜135℃)、時間としてはトップ温度のキープ時間が5〜40分の範囲内であることが好ましい。かかる条件で、織編物に染色加工を施すことにより、前記複合繊維は、ポリエステル成分とポリアミド成分との熱収縮差により捲縮を発現する。その際、ポリエステル成分とポリアミド成分として、前述のポリマーを選定することにより、ポリアミド成分が捲縮の内側に位置する捲縮構造となる。
【0044】
染色加工が施された織編物には、通常、乾熱ファイナルセットが施される。その際、乾熱ファイナルセットの温度としては120〜200℃(より好ましくは140〜180℃)、時間としては1〜3分の範囲内であることが好ましい。かかる、乾熱ファイナルセットの温度が120℃よりも低いと、染色加工時に発生したシワが残り易く、また、仕上がり製品の寸法安定性が悪くなるおそれがある。逆に、該乾熱ファイナルセットの温度が200℃よりも高いと、染色加工の際に発現した複合繊維の捲縮が低下したり、繊維が硬化し生地の風合いが硬くなるおそれがある。
【0045】
かくして得られた織編物において、湿潤時の通気性が、乾燥時よりも20%以上(より好ましくは30〜100%)小さいことが好ましい。かかる通気性は織編物の空隙率の代用特性とするものであり、織編物の通気性が低いほど、空隙率が小さくなる。なお、通気性は、JIS L 1096−1998、6.27.1、A(フラジール型通気性試験機法)により測定された値(cc/cm2/s)を用いるものとする。
【0046】
ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、490N/m2の圧力を1分間かけて軽く水を拭き取った後の状態であり、それぞれ通気性(n数=5)を測定し、その平均を求める。
【0047】
本発明の織編物には、目的・使用用途により、吸水加工や撥水加工が施されることが好ましい。例えば、スポーツシャツやインナーウエアーにおける発汗時の防透性向上を目的とする場合は吸水加工を施すことが好ましい。織編物に吸水加工を施すことにより、汗の拡散速度を上げべとつき感を抑制するとともに、湿潤により捲縮率が低下する捲縮繊維Aの捲縮変化速度が上がり防透性向上の応答性が速くなり好ましい。また、ウインドブレーカーやスキー・スノーボードウエアー等における降雨時の防水性向上を目的とする場合は、撥水加工を施すことが好ましい。撥水加工を施すことにより、初期の防水性を高めるとともに、織編物表面の撥水皮膜が雨を弾いている間に、湿潤により捲縮率が低下する捲縮繊維Aが吸湿または吸水することにより織編物の空隙率を低下させ、防水性が向上し好ましい。
【0048】
かかる吸水加工としては、ポリエチレングリコールジアクリレートやその誘導体、または、ポリエチレンテレフタレート−ポリエチレングリコール共重合体などの吸水加工剤を織編物に、織編物の重量に対して0.25〜0.50重量%付着させることが好ましい。吸水加工の方法としては、例えば染色加工時に染液に吸水加工剤を混合する浴中加工法や、乾熱ファイナルセット前に、織編物を吸水加工液中にデイッピングしマングルで絞る方法、グラビヤコーテング法、スクリーンプリント法といった塗布による加工方法等が例示される。
【0049】
一方、撥水加工としては、撥水加工後の織編物の撥水性が、JIS L 1092 6.2(スプレー試験)で4点以上となることが好ましい。例えば、撥水剤として市販のふっ素系撥水剤(例えば、旭硝子(株)製、アサヒガードLS−317)を使用し、必要に応じてメラミン樹脂、触媒を混合して撥水剤の濃度が3〜15重量%程度の加工剤とし、ピックアップ率50〜90%程度で、該加工剤を用いて織物の表面を処理する方法である。加工剤で織物の表面を処理する方法としては、パッド法、スプレー法などが例示され、なかでも、加工剤を織物内部まで浸透させる上でパッド法が最も好ましい。なお、前記ピックアップ率とは、加工剤の織物(加工剤付与前)重量に対する重量割合(%)である。
【0050】
本発明の織編物において、織編物が発汗や降雨により湿潤されると、捲縮繊維Aは自身の捲縮量が低下することにより伸長する。一方、繊維Bは湿潤されても伸長しないため、織編物の寸法が固定される。その結果、織編物の空隙率が低下し、織編物の防透性や防水性が向上する。
【0051】
なお、本発明の織編物には、前記の加工以外に、常法の起毛加工、紫外線遮蔽あるいは抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工を付加適用してもよい。
【実施例】
【0052】
以下、実施例をあげて本発明を詳細に説明するが、本発明はこれらによって何ら限定されるものではない。なお、実施例中の各物性は下記の方法により測定したものである。
<ポリエステルの固有粘度>オルソクロロフェノールを溶媒として使用し温度35℃で測定した。
<ポリアミドの固有粘度>m−クレゾールを溶媒として使用し温度30℃で測定した。
<破断強度、破断伸度>繊維試料を、雰囲気温度25℃、湿度60%RHの恒温恒湿に保たれた部屋に一昼夜放置した後、サンプル長さ100mmで(株)島津製作所製引張試験機テンシロンにセットし、200mm/minの速度で伸張し、破断時の強度(cN/dtex)、伸度(%)を測定した。なお、n数5でその平均値を求めた。
<沸水収縮率>JIS L 1013−1998、7.15で規定される方法により、沸水収縮率(熱水収縮率)(%)を測定した。なお、n数3でその平均値を求めた。
【0053】
<複合繊維の捲縮率>枠周:1.125mの巻き返し枠を用いて、荷重:49/50mN×9×トータルテックス(0.1gf×トータルデニール)をかけて一定の速度で巻き返し、巻き数:10回の小綛をつくり、該小綛をねじり2重の輪状にしたものに49/2500mN×20×9×トータルテックス(2mg×20×トータルデニール)の初荷重をかけたまま沸水中に入れて30分間処理し、該沸水処理の後100℃の乾燥機にて30分間乾燥し、その後さらに初荷重をかけたまま160℃の乾熱中に入れ5分間処理した。該乾熱処理の後に初荷重を除き、温度20℃、湿度65%RH環境下に24時間以上放置した後、前記の初荷重および98/50mN×20×9×トータルテックス(0.2gf×20×トータルデニール)の重荷重を負荷し、綛長:L0を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1を測定した。さらにこの綛を初荷重をかけたまま温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、初荷重および重荷重を負荷し綛長:L0’を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DC(%)、湿潤時の捲縮率HC(%)、乾燥時と湿潤時の捲縮率差(DC−HC)(%)を算出した。なお、n数は5で平均値を求めた。
乾燥時の捲縮率DC(%)=((L0−L1)/L0)×100
湿潤時の捲縮率HC(%)=(L0’−L1’)/L0’)×100
【0054】
<織編物中における複合繊維の捲縮率>織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から織編物と同じ方向の30cm×30cmの小片を裁断する(n数=5)。次いで、各々の小片から、複合繊維を取り出し、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0fを測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1fを測定する。さらにこの糸を温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0f’を測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1f’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DCf(%)、湿潤時の捲縮率HCf(%)、乾燥時と湿潤時の捲縮率差(DCf−HCf)(%)を算出した。なお、n数は5で平均値を求めた。
乾燥時の捲縮率DCf(%)=((L0f−L1f)/L1f)×100
湿潤時の捲縮率HCf(%)=(L0f’−L1f’)/L1f’)×100
【0055】
<通気性>織編物の空隙率の代用特性として、JIS L 1096−1998、6.27.1、A(フラジール型通気性試験機法)により乾燥時の通気性(cc/cm2/s)と湿潤時の通気性(cc/cm2/s)を測定した。ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、490N/m2の圧力を1分間かけて軽く水を拭き取った後の状態であり、それぞれ通気性(n数=5)を測定し、その平均を求めた。そして、通気性の変化率を下記式により算出した。
通気性の変化率(%)=((乾燥時の通気性)−(湿潤時の通気性))/(乾燥時の通気性)×100
【0056】
<試料の寸法変化率RA>下記式により求めた。なお、n数は5でその平均値を求めた。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、LPH:試料の経方向の湿潤時長さ(mm)、LPD:試料の経方向の乾燥時長さ(mm)、LFH:試料の緯方向の湿潤時長さ(mm)、LFD:試料の緯方向の乾燥時長さ(mm)であり、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0057】
<糸長の測定>織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から、30cm×30cmの小片を裁断する(n数=5)。続いて、各々の小片から、複合繊維糸条と他の繊維糸条とを1本ずつ取り出し、弾性糸である吸水自己伸張糸には0.0088mN/dtex(1mg/de)の荷重をかけ、非弾性糸である非自己伸張糸には1.76mN/dtex(200mg/de)の荷重をかけて複合繊維糸条の糸長LAと他の繊維糸条の糸長LBとを測定した。なお、n数は5で平均値を求めた。
【0058】
[実施例1]
固有粘度[η]が1.3のナイロン6と、固有粘度[η]が0.39で2.6モル%の5−ナトリウムスルフォイソフタル酸を共重合させた変性ポリエチレンテレフタレートとをそれぞれ270℃、290℃にて溶融し、特開2000−144518号公報の図1と同様の複合紡糸口金を用い、それぞれ12.7g/分の吐出量にて押し出し、図1(イ)の単糸横断面形状を有するサイドバイサイド型複合繊維を形成させ、冷却固化、油剤を付与した後、糸条を速度1000m/分、温度60℃の予熱ローラーにて予熱し、ついで、該予熱ローラーと、速度3050m/分、温度150℃に加熱された加熱ローラー間で延伸熱処理を行い、巻取り、84dtex/24filの複合繊維を得た。該複合繊維において、破断強度3.4cN/dtex、破断伸度40%であった。また、該複合繊維に沸水処理を施して捲縮率を測定したところ、乾燥時の捲縮率DCが3.3%、湿潤時の捲縮率HCが1.6%、乾燥時の捲縮率DCと湿潤時の捲縮率HCとの差(DC−HC)が1.7%であった。
【0059】
次いで、前記の複合繊維(沸水処理されておらず、捲縮は発現していない。無撚糸)を用いて、36ゲージのトリコット編機を使用して、前記の複合繊維をフロント筬にフルセット配列し、沸水収縮率が20%の通常のポリエチレンテレフタレートマルチフィラメント糸条33dtex/12filをバック筬にフルセット配列し、フロント10−23、バック12−10の編組織、機上コース数110本/2.54cmのトリコット編物を編成した。
【0060】
そして、該編物を、温度130℃、キープ時間15分で染色加工し、複合繊維の潜在捲縮性能を顕在化させた。次いで、フッ素樹脂系撥水加工処理液を用いてパデイング処理し、100℃の温度で乾燥させた後、温度160℃、時間1分で乾熱ファイナルセットを施した。
【0061】
得られた編物において、LPH:305mm、LPD:300mm、LFH:311mm、LFD:300mm、RP:1.7%、RF:3.7%、RA:2.7%、乾燥時の通気性14cc/cm2/s、湿潤時の通気性10cc/cm2/s、通気性の変化率40%と湿潤時に通気性が低下し満足なものであった。また、編物から抜き取った複合繊維糸条(捲縮繊維A)の糸長LAは2700mm、他の繊維糸条(繊維B)の糸長LBは1890mmであった。編物から抜き取った複合繊維において、乾燥時の捲縮率DCfが70%、湿潤時の捲縮率HCfが52%、乾燥時と湿潤時の捲縮率差(DCf−HCf)が18%であった。
【0062】
[比較例1]
28ゲージのトリコット編機を使用して、実施例1で用いた複合繊維をフロント筬およびバック筬にフルセット配列し、フロント10−23、バック12−10の編組織、機上コース数60本/2.54cmのトリコット編物を編成した。そして、実施例1と同様にして、染色加工、乾熱ファイナルセットを行った。
【0063】
得られた編物において、LPH:315mm、LPD:300mm、LFH:330mm、LFD:300mm、RP:5.0%、RF:10.0%、RA:7.5%、乾燥時の通気性140cc/cm2/s、湿潤時の通気性250cc/cm2/s、通気性の変化率−79%と湿潤時に通気性が大きく向上し不満足なものであった。また、編物から抜き取った複合繊維において、乾燥時の捲縮率DCfが62%、湿潤時の捲縮率HCfが38%、乾燥時と湿潤時の捲縮率差(DCf−HCf)が22%であった。
【産業上の利用可能性】
【0064】
本発明によれば、乾燥時と比べて湿潤時に空隙率が性能よく低下することにより、防透性や防水性が向上する織編物が得られる。かかる織編物をアウター用衣料、スポーツ用衣料、インナー用衣料などとして使用すると、発汗時も透け難く、また、降雨時に防水性が向上するといった効果が得られ、その工業的価値は極めて大である。
【図面の簡単な説明】
【0065】
【図1】本発明で用いられる複合繊維の単糸横断面形状を例示した模式図である。
【符号の説明】
【0066】
P:ポリエステル成分
N:ポリアミド成分
【技術分野】
【0001】
本発明は、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時において、織編物の空隙率が乾燥時よりも可逆的に低下する織編物およびその製造方法および繊維製品に関するものである。
【背景技術】
【0002】
湿潤時と乾燥時とで、空隙率が可逆的に変化する布帛は、感湿布帛とも称され、近年種々提案されている。
例えば、特許文献1では、ポリエステルとポリアミドの異質ポリマーを貼りあわせたサイドバイサイド型複合繊維を用いた通気性自己調節織編物が提案されている。かかる織編物は、吸湿時にサイドバイサイド型複合繊維の捲縮率を低下させ、織編物の空隙率を向上させることにより、通気量を大きくするものである。また本発明者らは、先に特願2004−281494号において、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維を用いて、さらに性能のよい通気性自己調節織編物を提案した。
【0003】
他方、合成繊維や天然繊維などからなる通常の織編物を、スイミングウエアー、スポーツウエアーなどとして使用すると、雨などの湿潤により透けやすくなるという問題があり、その改善が望まれている。また、湿潤時には空隙率が低下することにより防水性が向上する布帛の提案が望まれている。
しかながら、前記の湿潤時に通気性が向上する(空隙率が向上する)織編物は逆の効果を奏するものであり、湿潤時に空隙率が低下する織編物の提案が望まれている。
【0004】
なお本発明者らは、湿潤時に空隙率が低下する織編物として、特願2004−002758号において、吸水自己伸長糸と非自己伸張糸を用いた織編物を提案している。
【特許文献1】特開2003−41462号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時における織編物の空隙率が、乾燥時に比べて可逆的に低下する織編物およびその製造方法および繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは上記の課題を達成するため鋭意検討した結果、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とで構成される織編物において、該織編物の湿潤時と乾燥時との寸法変化率が小さい場合に所望の織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、
該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。」が提供される。
【0008】
ただし、RA、RP、RFは下記式により、求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0009】
ここで、捲縮繊維Aが、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維であることが好ましい。その際、ポリエステル成分が、5−ナトリウムスルホイソフタル酸が2.0〜4.5モル%共重合された変性ポリエチレンテレフタレートであることが好ましい。かかる捲縮繊維Aは、無撚糸、または300T/m以下の撚りが施された甘撚り糸であることが好ましい。また、前記の繊維Bがポリエステル繊維であることが好ましい。
【0010】
本発明の織編物の実施態様としては、(1)織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれている、(2)前記の捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成している、(3)前記の捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されている、(4)前記の捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として、1本糸条交互にまたは複数本交互に配されている、(5)前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し、前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれている、などが例示される。
【0011】
本発明の織編物において、湿潤時の通気性が、乾燥時よりも20%以上小さいことが好ましい。また、本発明の織編物には染色加工が施されていることが好ましい。また、吸水加工が施されていると、湿潤時に通気性が性能よく低下し好ましい。また、本発明の織編物を使用する用途によっては撥水加工が施されていることが好ましい。
【0012】
本発明の織編物は、「固有粘度が0.30〜0.43のポリエステルと、固有粘度が1.0〜1.4のポリアミドとを用いてサイドバイサイド型に溶融紡糸して得られた複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを用いて織編物を織編成した後、該織編物に熱処理を施し前記複合繊維の捲縮を発現させることにより、該織編物に含まれる複合繊維の糸長LAを、繊維Bの糸長LBよりも大とすることを特徴とする湿潤時に空隙率が低下する織編物の製造方法。」により得ることができる。
【0013】
その際、織編成に用いる複合繊維が、沸水処理後において、下記(1)〜(3)の要件を同時に満足することが好ましい。
(1)乾燥時における複合繊維の捲縮率DCが1.5〜13%の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上である。
【0014】
本発明の織編物は、アウター用衣料、スポーツ用衣料、インナー用衣料などの繊維製品に好適に使用することができる。
【発明の効果】
【0015】
本発明によれば、湿潤時に捲縮率が低下する捲縮繊維と、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維とを含む織編物であって、湿潤時における織編物の空隙率が、乾燥時に比べて可逆的に低下する織編物およびその製造方法および繊維製品(アウター用衣料、スポーツ用衣料、インナー用衣料など)が得られる。かかる繊維製品を使用すると、湿潤時に空隙率が低下するため、発汗時に透け難く、また、降雨時に防水性が向上するといった効果が得られる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施の形態について詳細に説明する。
本発明の織編物は、湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとで構成される必要があり、織編物が発汗や降雨により湿潤されると、捲縮繊維Aは自身の捲縮量が低下することにより伸長する。一方、繊維Bは湿潤されても伸長しないため、織編物の寸法が固定される。その結果、湿潤時に織編物の空隙率が低下し、乾燥時には織編物の空隙率が向上する。
【0017】
その際、該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10(%)以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることが肝要である。
【0018】
ただし、RA、RP、RFは下記式により、求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0019】
これは、織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCfと湿潤時の捲縮率HCfとの差(DCf−HCf)が10%未満か、前記の平均値RAが5%より大であると、湿潤の際、捲縮繊維Aの捲縮率低下による伸びが織編物全体の伸びに吸収されてしまい、織編物の空隙率が低下しないためである。
【0020】
前記織編物中における捲縮繊維Aの捲縮率は、下記の方法により測定する。まず、織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から織編物と同じ方向の30cm×30cmの小片を裁断する(n数=5)。次いで、各々の小片から、捲縮繊維Aを取り出し、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0fを測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1fを測定する。さらにこの糸を温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0f’を測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1f’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DCf(%)、湿潤時の捲縮率HCf(%)、乾燥時と湿潤時の捲縮率差(DCf−HCf)(%)を算出する。なお、n数は5で平均値を求める。
乾燥時の捲縮率DCf(%)=((L0f−L1f)/L0f)×100
湿潤時の捲縮率HCf(%)=(L0f’−L1f’)/L0f’)×100
【0021】
織編物から抜き取った前記の捲縮繊維Aは、乾燥時における捲縮率DC(%)と湿潤時における捲縮率HC(%)との差(DC−HC)が10(%)%以上の捲縮繊維であることが肝要であり、かかる繊維としては、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維であることが好ましい。
【0022】
ここで、ポリエステル成分としては、他方のポリアミド成分との接着性の点で、スルホン酸のアルカリまたはアルカリ土類金属、ホスホニウム塩を有し、かつエステル形成能を有する官能基を1個以上もつ化合物が共重合された、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンタレフタレート等の変性ポリエステルが好ましく例示される。なかでも、汎用性およびポリマーコストの点で、前記化合物が共重合された、変性ポリエチレンテレフタレートが特に好ましい。その際、共重合成分としては、5−ナトリウムスルホイソフタル酸およびそのエステル誘導体、5−ホスホニウムイソフタル酸およびそのエステル誘導体、p−ヒドロキシベンゼンスルホン酸ナトリウムなどがあげられる。なかでも、5−ナトリウムスルホイソフタル酸が好ましい。共重合量としては、2.0〜4.5モル%の範囲が好ましい。該共重合量が2.0モル%よりも小さいと、優れた捲縮性能が得られるものの、ポリアミド成分とポリエステル成分との接合界面にて剥離が生じるおそれがある。逆に、該共重合量が4.5モル%よりも大きいと、延伸熱処理の際、ポリエステル成分の結晶化が進みにくくなるため、延伸熱処理温度を上げる必要があり、その結果、糸切れが多発するおそれがある。
【0023】
一方のポリアミド成分としては、主鎖中にアミド結合を有するものであれば特に限定されるものではなく、例えば、ナイロン−4、ナイロン−6、ナイロン−66、ナイロン−46、ナイロン−12などがあげられる。なかでも、汎用性、ポリマーコスト、製糸安定性の点で、ナイロン−6およびナイロン−66が好適である。
【0024】
なお、前記ポリエステル成分およびポリアミド成分には、公知の添加剤、例えば、顔料、顔料、艶消し剤、防汚剤、蛍光増白剤、難燃剤、安定剤、帯電防止剤、耐光剤、紫外線吸収剤等が含まれていてもよい。
【0025】
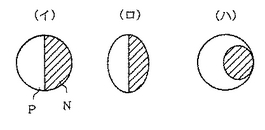
前記のサイドバイサイド型に接合された複合繊維は、任意の断面形状および複合形態をとることができる。図1は、本発明で使用することのできるサイドバイサイド型に接合された複合繊維の拡大横断面図を例示したものである。通常は(イ)、(ロ)のような横断面を有する複合繊維が用いられるが、(ハ)のような偏心芯鞘型であってもよい。さらには、三角形や四角形、その断面内に中空部を有するものであってもよい。なかでも、図1の(イ)のように、丸型であると、湿潤時に空隙率が性能よく低下し好ましい。両成分の複合比は任意に選定することができるが、通常、ポリエステル成分とポリアミド成分の重量比で30:70〜70:30(より好ましくは40:60〜60:40)の範囲内であることが好ましい。
【0026】
前記捲縮繊維Aの単糸繊度、単糸数(フィラメント数)としては特に限定されないが、単糸繊度1〜10dtex(より好ましくは2〜5dtex)、単糸数10〜200本(より好ましくは20〜100本)の範囲内であることが好ましい。
【0027】
このように異種ポリマーがサイドバイサイド型に接合された複合繊維は、通常、潜在捲縮性能を有しており、後記のように、染色加工等で熱処理を受けると潜在捲縮性能が発現する。捲縮構造としては、ポリアミド成分が捲縮の内側に位置し、ポリエステル成分が捲縮の外側に位置していることが好ましい。かかる捲縮構造を有する複合繊維は、後記の製造方法により容易に得ることができる。捲縮繊維Aがこのような捲縮構造を有していると、湿潤時に、内側のポリアミド成分が膨潤、伸張し、外側のポリエステル成分はほとんど長さ変化を起こさないため、捲縮率が低下する(捲縮繊維Aの見かけの長さが長くなる。)。一方、乾燥時には、内側のポリアミド成分が収縮し、外側のポリエステル成分はほとんど長さ変化を起こさないため、捲縮率が増大する(捲縮繊維Aの見かけの長さが短くなる。)。
【0028】
前記の捲縮繊維Aは、湿潤時に、容易に捲縮率が低下し伸長する上で、無撚糸、または300T/m以下の撚りが施された甘撚り糸であることが好ましい。特に、無撚糸であることが好ましい。強撚糸のように、強い撚りが付与されていると、湿潤時に捲縮が低下しにくく好ましくない。なお、交絡数が20〜60ケ/m程度となるようにインターレース空気加工および/または通常の仮撚捲縮加工が施されていてもさしつかえない。
【0029】
一方、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとしては
、非捲縮繊維または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維であれば、特に限定されない。ここで、「湿潤時に捲縮率が実質的に変化しない」とは、乾燥時における捲縮率DC(%)と湿潤時における捲縮率HC(%)との差(DC−HC)が0.5(%)未満のものをいう。かかる繊維Bとしては、ポリエチレンタレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィン、アクリル、パラ型もしくはメタ型アラミド、およびそれらの変性合成繊維、天然繊維、再生繊維、半合成繊維、ポリウレタン系弾性糸、ポリエーテルエステル系弾性糸など衣料に適した繊維であれば自由に選択できる。なかでも、湿潤時の寸法安定性や、前記捲縮繊維Aとの相性(混繊性、交編・交織性、染色性)の点で、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンタレフタレートや、これらに前記共重合成分が共重合された変性ポリエステルからなるポリエステル繊維が好適である。また、かかる繊維Bの単糸繊度、単糸数(フィラメント数)としては特に限定されないが、織編物の吸水性を高め、湿潤時に通気性を性能よく向上させる上で、単糸繊度0.1〜5dtex(より好ましくは0.5〜2dtex)、単糸数20〜200本(より好ましくは30〜100本)の範囲内であることが好ましい。なお、交絡数が20〜60ケ/m程度となるようにインターレース空気加工および/または通常の仮撚捲縮加工が施されていてもさしつかえない。
【0030】
本発明の織編物には、前記の湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとが含まれる。両者は各々単独糸条で織編物を構成してもよいし、空気混繊糸、合撚糸、複合仮撚捲縮加工糸、引揃え糸などの複合糸として織編物を構成してもよい。
【0031】
織編物の構造としては、その織編組織、層数は特に限定されるものではない。例えば、平織、綾織、サテンなどの織組織や、天竺、スムース、フライス、鹿の子、そえ糸編、デンビー、ハーフなどの編組織が好適に例示されるが、これらに限定されるものではない。層数も単層でもよいし、2層以上の多層であってもよい。
【0032】
織編物の態様としては、(1)織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれている、(2)捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成している、(3)捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されている、(4)捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として1本糸条交互にまたは複数本交互に配されている、(5)前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれる、などが例示される。
【0033】
その際、捲縮繊維Aの糸長LAと繊維Bの糸長LBとがLA>LBの関係になっていることが肝要である。この理由は、LA≦LBの場合、湿潤時に捲縮繊維Aが捲縮率を低下させ伸長する際、繊維Bも捲縮繊維Aに引張られて織編物が寸法変化し、捲縮繊維Aの伸長が織編物の空隙率低下に寄与しないためである。このように、LA>LBとするには、繊維Bとして熱水収縮率が20%以上の高熱収縮糸を用いて織編物を織編成した後、繊維Bを熱収縮させる方法や、繊維Bとして弾性糸を用い、該弾性糸をドラフトして繊維Aと混繊または製編織するとよい。
【0034】
なお、前記の糸長は、下記の方法により、測定して値を用いるものとする。まず、織編物を、20℃の温度および65%の相対湿度を有する雰囲気中において、寸法安定化させた後、経糸またはウエール方向30cm、および緯糸またはコース方向30cmの寸法をもって、試験片を採集する。次いで、該試験片から、捲縮繊維Aと同一方向に配置されていた繊維Bの糸長を測定する。その際、繊維が200%以下の破断伸度を示す非弾性糸条であるときは、1.76mN/dtexの荷重下において測定し、その繊維が、200%より高い破断伸度をしめす弾性糸条であるときは、0.0088mN/dtexの荷重下において測定する。
【0035】
本発明の織編物は、例えば下記の製造方法によって容易に得ることができる。
まず、固有粘度が0.30〜0.43(オルソクロロフェノールを溶媒として35℃で測定)のポリエステルと、固有粘度が1.0〜1.4(m−クレゾールを溶媒として30℃で測定)のポリアミドとを用いてサイドバイサイド型に溶融複合紡糸する。その際、ポリエステル成分の固有粘度が0.43以下であることが特に重要である。ポリエステル成分の固有粘度が0.43よりも大きいと、ポリエステル成分の粘度が増大するため、複合繊維の物性がポリエステル単独糸に近くなり、本発明が目的とする織編物が得られず好ましくない。逆に、ポリエステル成分の固有粘度が0.30よりも小さいと、溶融粘度が小さくなりすぎて製糸性が低下するとともに毛羽発生が多くなり、品質および生産性が低下するおそれがある。
【0036】
溶融紡糸の際に用いる紡糸口金としては、特開2000−144518号公報の図1のような、高粘度側と低粘度側の吐出孔を分離し、かつ高粘度側吐出線速度を小さくした(吐出断面積を大きくした)紡糸口金が好適である。そして、高粘度側吐出孔に溶融ポリエステルを通過させ、低粘度側吐出孔に溶融ポリアミドを通過させ冷却固化させることが好ましい。その際、ポリエステル成分とポリアミド成分との重量比は、前述のとおり、30:70〜70:30(より好ましくは40:60〜60:40)の範囲内であることが好ましい。
【0037】
また、溶融複合紡糸した後、一旦巻き取った後に延伸する別延方式を採用してもよいし、一旦巻き取らずに延伸熱処理を行う直延方式を採用してもよい。その際、紡糸・延伸条件としては、通常の条件でよい。例えば、直延方式の場合、1000〜3500m/分程度で紡糸した後、連続して100〜150℃の温度で延伸し巻き取る。延伸倍率は最終時に得られる複合繊維の切断伸度が10〜60%(好ましくは20〜45%)、切断強度が3.0〜4.7cN/dtex程度となるよう、適宜選定すればよい。
【0038】
ここで、前記の複合繊維が、下記の要件(1)〜(3)を同時に満足することが好ましい。
(1)燥時における複合繊維の捲縮率DCが1.5〜13%(好ましくは2〜6%)の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%(好ましくは1〜3%)の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上(好ましくは1〜5%)である。
【0039】
ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後の状態であり、乾燥時における捲縮率DCおよび湿潤時における捲縮率HCは、下記の方法で測定した値を用いることとする。
【0040】
まず、枠周:1.125mの巻き返し枠を用いて、荷重:49/50mN×9×トータルテックス(0.1gf×トータルデニール)をかけて一定の速度で巻き返し、巻き数:10回の小綛をつくり、該小綛をねじり2重の輪状にしたものに49/2500mN×20×9×トータルテックス(2mg×20×トータルデニール)の初荷重をかけたまま沸水中に入れて30分間処理し、該沸水処理の後100℃の乾燥機にて30分間乾燥し、その後さらに初荷重をかけたまま160℃の乾熱中に入れ5分間処理する。該乾熱処理の後に初荷重を除き、温度20℃、湿度65%RH環境下に24時間以上放置した後、前記の初荷重および98/50mN×20×9×トータルテックス(0.2gf×20×トータルデニール)の重荷重を負荷し、綛長:L0を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1を測定する。さらにこの綛を初荷重をかけたまま温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、初荷重および重荷重を負荷し綛長:L0’を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率(DC)、湿潤時の捲縮率(HC)、乾燥時と湿潤時の捲縮率差(DC−HC)を算出する。
乾燥時の捲縮率DC(%)=((L0−L1)/L0)×100
湿潤時の捲縮率HC(%)=(L0’−L1’)/L0’)×100
【0041】
ここで、乾燥時における複合繊維の捲縮率DCが1.5%よりも小さいと、湿潤時の捲縮変化量が小さくなるため、織編物の通気性変化量も小さくなるおそれがある。逆に、乾燥時における複合繊維の捲縮率DCが13%よりも大きい場合は、捲縮が強すぎて湿潤時に捲縮が変化しにくく、やはり織編物の通気性変化量も小さくなるおそれがある。また、乾燥時における複合繊維の捲縮率HCとの差(DC−HC)が0.5%より小さい場合も、織編物の通気性変化量も小さくなるおそれがある。
【0042】
次いで、前記複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを同時に用いて織編物を織編成した後、染色加工を施し、染色加工の際の熱により前記複合繊維の捲縮を発現させ、捲縮繊維Aとする。その際、該織編物に含まれる捲縮繊維Aの糸長LAが、繊維Bの糸長LBよりも大であることが肝要である。
ここで、織編物を織編成する際、織編組織は特に限定されず、前述のものを適宜選定することができる。
【0043】
前記染色加工の温度としては100〜140℃(より好ましくは110〜135℃)、時間としてはトップ温度のキープ時間が5〜40分の範囲内であることが好ましい。かかる条件で、織編物に染色加工を施すことにより、前記複合繊維は、ポリエステル成分とポリアミド成分との熱収縮差により捲縮を発現する。その際、ポリエステル成分とポリアミド成分として、前述のポリマーを選定することにより、ポリアミド成分が捲縮の内側に位置する捲縮構造となる。
【0044】
染色加工が施された織編物には、通常、乾熱ファイナルセットが施される。その際、乾熱ファイナルセットの温度としては120〜200℃(より好ましくは140〜180℃)、時間としては1〜3分の範囲内であることが好ましい。かかる、乾熱ファイナルセットの温度が120℃よりも低いと、染色加工時に発生したシワが残り易く、また、仕上がり製品の寸法安定性が悪くなるおそれがある。逆に、該乾熱ファイナルセットの温度が200℃よりも高いと、染色加工の際に発現した複合繊維の捲縮が低下したり、繊維が硬化し生地の風合いが硬くなるおそれがある。
【0045】
かくして得られた織編物において、湿潤時の通気性が、乾燥時よりも20%以上(より好ましくは30〜100%)小さいことが好ましい。かかる通気性は織編物の空隙率の代用特性とするものであり、織編物の通気性が低いほど、空隙率が小さくなる。なお、通気性は、JIS L 1096−1998、6.27.1、A(フラジール型通気性試験機法)により測定された値(cc/cm2/s)を用いるものとする。
【0046】
ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、490N/m2の圧力を1分間かけて軽く水を拭き取った後の状態であり、それぞれ通気性(n数=5)を測定し、その平均を求める。
【0047】
本発明の織編物には、目的・使用用途により、吸水加工や撥水加工が施されることが好ましい。例えば、スポーツシャツやインナーウエアーにおける発汗時の防透性向上を目的とする場合は吸水加工を施すことが好ましい。織編物に吸水加工を施すことにより、汗の拡散速度を上げべとつき感を抑制するとともに、湿潤により捲縮率が低下する捲縮繊維Aの捲縮変化速度が上がり防透性向上の応答性が速くなり好ましい。また、ウインドブレーカーやスキー・スノーボードウエアー等における降雨時の防水性向上を目的とする場合は、撥水加工を施すことが好ましい。撥水加工を施すことにより、初期の防水性を高めるとともに、織編物表面の撥水皮膜が雨を弾いている間に、湿潤により捲縮率が低下する捲縮繊維Aが吸湿または吸水することにより織編物の空隙率を低下させ、防水性が向上し好ましい。
【0048】
かかる吸水加工としては、ポリエチレングリコールジアクリレートやその誘導体、または、ポリエチレンテレフタレート−ポリエチレングリコール共重合体などの吸水加工剤を織編物に、織編物の重量に対して0.25〜0.50重量%付着させることが好ましい。吸水加工の方法としては、例えば染色加工時に染液に吸水加工剤を混合する浴中加工法や、乾熱ファイナルセット前に、織編物を吸水加工液中にデイッピングしマングルで絞る方法、グラビヤコーテング法、スクリーンプリント法といった塗布による加工方法等が例示される。
【0049】
一方、撥水加工としては、撥水加工後の織編物の撥水性が、JIS L 1092 6.2(スプレー試験)で4点以上となることが好ましい。例えば、撥水剤として市販のふっ素系撥水剤(例えば、旭硝子(株)製、アサヒガードLS−317)を使用し、必要に応じてメラミン樹脂、触媒を混合して撥水剤の濃度が3〜15重量%程度の加工剤とし、ピックアップ率50〜90%程度で、該加工剤を用いて織物の表面を処理する方法である。加工剤で織物の表面を処理する方法としては、パッド法、スプレー法などが例示され、なかでも、加工剤を織物内部まで浸透させる上でパッド法が最も好ましい。なお、前記ピックアップ率とは、加工剤の織物(加工剤付与前)重量に対する重量割合(%)である。
【0050】
本発明の織編物において、織編物が発汗や降雨により湿潤されると、捲縮繊維Aは自身の捲縮量が低下することにより伸長する。一方、繊維Bは湿潤されても伸長しないため、織編物の寸法が固定される。その結果、織編物の空隙率が低下し、織編物の防透性や防水性が向上する。
【0051】
なお、本発明の織編物には、前記の加工以外に、常法の起毛加工、紫外線遮蔽あるいは抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工を付加適用してもよい。
【実施例】
【0052】
以下、実施例をあげて本発明を詳細に説明するが、本発明はこれらによって何ら限定されるものではない。なお、実施例中の各物性は下記の方法により測定したものである。
<ポリエステルの固有粘度>オルソクロロフェノールを溶媒として使用し温度35℃で測定した。
<ポリアミドの固有粘度>m−クレゾールを溶媒として使用し温度30℃で測定した。
<破断強度、破断伸度>繊維試料を、雰囲気温度25℃、湿度60%RHの恒温恒湿に保たれた部屋に一昼夜放置した後、サンプル長さ100mmで(株)島津製作所製引張試験機テンシロンにセットし、200mm/minの速度で伸張し、破断時の強度(cN/dtex)、伸度(%)を測定した。なお、n数5でその平均値を求めた。
<沸水収縮率>JIS L 1013−1998、7.15で規定される方法により、沸水収縮率(熱水収縮率)(%)を測定した。なお、n数3でその平均値を求めた。
【0053】
<複合繊維の捲縮率>枠周:1.125mの巻き返し枠を用いて、荷重:49/50mN×9×トータルテックス(0.1gf×トータルデニール)をかけて一定の速度で巻き返し、巻き数:10回の小綛をつくり、該小綛をねじり2重の輪状にしたものに49/2500mN×20×9×トータルテックス(2mg×20×トータルデニール)の初荷重をかけたまま沸水中に入れて30分間処理し、該沸水処理の後100℃の乾燥機にて30分間乾燥し、その後さらに初荷重をかけたまま160℃の乾熱中に入れ5分間処理した。該乾熱処理の後に初荷重を除き、温度20℃、湿度65%RH環境下に24時間以上放置した後、前記の初荷重および98/50mN×20×9×トータルテックス(0.2gf×20×トータルデニール)の重荷重を負荷し、綛長:L0を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1を測定した。さらにこの綛を初荷重をかけたまま温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて軽く水を拭き取った後、初荷重および重荷重を負荷し綛長:L0’を測定し、直ちに重荷重のみを取り除き、除重1分後の綛長:L1’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DC(%)、湿潤時の捲縮率HC(%)、乾燥時と湿潤時の捲縮率差(DC−HC)(%)を算出した。なお、n数は5で平均値を求めた。
乾燥時の捲縮率DC(%)=((L0−L1)/L0)×100
湿潤時の捲縮率HC(%)=(L0’−L1’)/L0’)×100
【0054】
<織編物中における複合繊維の捲縮率>織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から織編物と同じ方向の30cm×30cmの小片を裁断する(n数=5)。次いで、各々の小片から、複合繊維を取り出し、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0fを測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1fを測定する。さらにこの糸を温度20℃の水中に2時間浸漬した後取り出し、ろ紙にて0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後、1.76mN/dtex(200mg/de)の荷重をかけて糸長L0f’を測定し、除重1分後0.0176mN/dtex(2mg/de)の荷重をかけて糸長L1f’を測定する。以上の測定数値から下記の計算式にて、乾燥時の捲縮率DCf(%)、湿潤時の捲縮率HCf(%)、乾燥時と湿潤時の捲縮率差(DCf−HCf)(%)を算出した。なお、n数は5で平均値を求めた。
乾燥時の捲縮率DCf(%)=((L0f−L1f)/L1f)×100
湿潤時の捲縮率HCf(%)=(L0f’−L1f’)/L1f’)×100
【0055】
<通気性>織編物の空隙率の代用特性として、JIS L 1096−1998、6.27.1、A(フラジール型通気性試験機法)により乾燥時の通気性(cc/cm2/s)と湿潤時の通気性(cc/cm2/s)を測定した。ただし、乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態であり、一方、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、490N/m2の圧力を1分間かけて軽く水を拭き取った後の状態であり、それぞれ通気性(n数=5)を測定し、その平均を求めた。そして、通気性の変化率を下記式により算出した。
通気性の変化率(%)=((乾燥時の通気性)−(湿潤時の通気性))/(乾燥時の通気性)×100
【0056】
<試料の寸法変化率RA>下記式により求めた。なお、n数は5でその平均値を求めた。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、LPH:試料の経方向の湿潤時長さ(mm)、LPD:試料の経方向の乾燥時長さ(mm)、LFH:試料の緯方向の湿潤時長さ(mm)、LFD:試料の緯方向の乾燥時長さ(mm)であり、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【0057】
<糸長の測定>織編物を温度20℃、湿度65%RHの雰囲気中に24時間放置した後、該織編物から、30cm×30cmの小片を裁断する(n数=5)。続いて、各々の小片から、複合繊維糸条と他の繊維糸条とを1本ずつ取り出し、弾性糸である吸水自己伸張糸には0.0088mN/dtex(1mg/de)の荷重をかけ、非弾性糸である非自己伸張糸には1.76mN/dtex(200mg/de)の荷重をかけて複合繊維糸条の糸長LAと他の繊維糸条の糸長LBとを測定した。なお、n数は5で平均値を求めた。
【0058】
[実施例1]
固有粘度[η]が1.3のナイロン6と、固有粘度[η]が0.39で2.6モル%の5−ナトリウムスルフォイソフタル酸を共重合させた変性ポリエチレンテレフタレートとをそれぞれ270℃、290℃にて溶融し、特開2000−144518号公報の図1と同様の複合紡糸口金を用い、それぞれ12.7g/分の吐出量にて押し出し、図1(イ)の単糸横断面形状を有するサイドバイサイド型複合繊維を形成させ、冷却固化、油剤を付与した後、糸条を速度1000m/分、温度60℃の予熱ローラーにて予熱し、ついで、該予熱ローラーと、速度3050m/分、温度150℃に加熱された加熱ローラー間で延伸熱処理を行い、巻取り、84dtex/24filの複合繊維を得た。該複合繊維において、破断強度3.4cN/dtex、破断伸度40%であった。また、該複合繊維に沸水処理を施して捲縮率を測定したところ、乾燥時の捲縮率DCが3.3%、湿潤時の捲縮率HCが1.6%、乾燥時の捲縮率DCと湿潤時の捲縮率HCとの差(DC−HC)が1.7%であった。
【0059】
次いで、前記の複合繊維(沸水処理されておらず、捲縮は発現していない。無撚糸)を用いて、36ゲージのトリコット編機を使用して、前記の複合繊維をフロント筬にフルセット配列し、沸水収縮率が20%の通常のポリエチレンテレフタレートマルチフィラメント糸条33dtex/12filをバック筬にフルセット配列し、フロント10−23、バック12−10の編組織、機上コース数110本/2.54cmのトリコット編物を編成した。
【0060】
そして、該編物を、温度130℃、キープ時間15分で染色加工し、複合繊維の潜在捲縮性能を顕在化させた。次いで、フッ素樹脂系撥水加工処理液を用いてパデイング処理し、100℃の温度で乾燥させた後、温度160℃、時間1分で乾熱ファイナルセットを施した。
【0061】
得られた編物において、LPH:305mm、LPD:300mm、LFH:311mm、LFD:300mm、RP:1.7%、RF:3.7%、RA:2.7%、乾燥時の通気性14cc/cm2/s、湿潤時の通気性10cc/cm2/s、通気性の変化率40%と湿潤時に通気性が低下し満足なものであった。また、編物から抜き取った複合繊維糸条(捲縮繊維A)の糸長LAは2700mm、他の繊維糸条(繊維B)の糸長LBは1890mmであった。編物から抜き取った複合繊維において、乾燥時の捲縮率DCfが70%、湿潤時の捲縮率HCfが52%、乾燥時と湿潤時の捲縮率差(DCf−HCf)が18%であった。
【0062】
[比較例1]
28ゲージのトリコット編機を使用して、実施例1で用いた複合繊維をフロント筬およびバック筬にフルセット配列し、フロント10−23、バック12−10の編組織、機上コース数60本/2.54cmのトリコット編物を編成した。そして、実施例1と同様にして、染色加工、乾熱ファイナルセットを行った。
【0063】
得られた編物において、LPH:315mm、LPD:300mm、LFH:330mm、LFD:300mm、RP:5.0%、RF:10.0%、RA:7.5%、乾燥時の通気性140cc/cm2/s、湿潤時の通気性250cc/cm2/s、通気性の変化率−79%と湿潤時に通気性が大きく向上し不満足なものであった。また、編物から抜き取った複合繊維において、乾燥時の捲縮率DCfが62%、湿潤時の捲縮率HCfが38%、乾燥時と湿潤時の捲縮率差(DCf−HCf)が22%であった。
【産業上の利用可能性】
【0064】
本発明によれば、乾燥時と比べて湿潤時に空隙率が性能よく低下することにより、防透性や防水性が向上する織編物が得られる。かかる織編物をアウター用衣料、スポーツ用衣料、インナー用衣料などとして使用すると、発汗時も透け難く、また、降雨時に防水性が向上するといった効果が得られ、その工業的価値は極めて大である。
【図面の簡単な説明】
【0065】
【図1】本発明で用いられる複合繊維の単糸横断面形状を例示した模式図である。
【符号の説明】
【0066】
P:ポリエステル成分
N:ポリアミド成分
【特許請求の範囲】
【請求項1】
湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、
該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。
ただし、RA、RP、RFは下記式により求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【請求項2】
捲縮繊維Aが、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維である、請求項1に記載の湿潤時に空隙率が低下する織編物。
【請求項3】
ポリエステル成分が、5−ナトリウムスルホイソフタル酸が2.0〜4.5モル%共重合された変性ポリエチレンテレフタレートからなる、請求項2に記載の湿潤時に空隙率が低下する織編物。
【請求項4】
前記の捲縮繊維Aが、無撚糸または300T/m以下の撚りが施された甘撚り糸である、請求項1〜3のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項5】
前記の繊維Bがポリエステル繊維である、請求項1〜4のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項6】
織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれる請求項1〜5のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項7】
前記の捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成してなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項8】
前記の捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されてなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項9】
前記の捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として、1本糸条交互にまたは複数本交互に配されてなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項10】
前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し、前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項11】
前記繊維Bが破断伸度300%以上の弾性繊維である、請求項1〜10のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項12】
湿潤時の通気性が、乾燥時よりも20%以上小さい請求項1〜11のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項13】
染色加工が施されてなる、請求項1〜12のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項14】
吸水加工が施されてなる、請求項1〜13のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項15】
撥水加工が施されてなる、請求項1〜14のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項16】
固有粘度が0.30〜0.43のポリエステルと、固有粘度が1.0〜1.4のポリアミドとを用いてサイドバイサイド型に溶融紡糸して得られた複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを用いて織編物を織編成した後、該織編物に熱処理を施し前記複合繊維の捲縮を発現させることにより、該織編物に含まれる複合繊維の糸長LAを、繊維Bの糸長LBよりも大とすることを特徴とする、請求項1に記載の湿潤時に空隙率が低下する織編物の製造方法。
【請求項17】
織編成に用いる複合繊維が、沸水処理後において、下記(1)〜(3)の要件を同時に満足する、請求項16に記載の湿潤時に空隙率が低下する織編物の製造方法。
(1)乾燥時における複合繊維の捲縮率DCが1.5〜13%の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上である。
【請求項18】
請求項1〜15のいずれかに記載の織編物を用いてなる、アウター用衣料、スポーツ用衣料、およびインナー用衣料からなる群より選択される繊維製品。
【請求項1】
湿潤時に捲縮率が低下する捲縮繊維Aと、非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを含む織編物であって、
該織編物から抜き取った捲縮繊維Aの乾燥時の捲縮率DCf(%)と湿潤時の捲縮率HCf(%)との差(DCf−HCf)が10%以上であり、かつ該織編物の経方向における湿潤時と乾燥時との寸法変化率RP(%)と緯方向における湿潤時と乾燥時との寸法変化率RF(%)の平均値RA(%)が5%以下であることを特徴とする湿潤時に空隙率が低下する織編物。
ただし、RA、RP、RFは下記式により求めるものとする。
RA=(RP+RF)/2
RP=((LPH−LPD)/LPD)×100
RF=((LFH−LFD)/LFD)×100
ここで、DCf、HCfとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料から抜き取った捲縮繊維Aの乾燥時の捲縮率:DCf(%)、湿潤時の捲縮率:HCf(%)であり、また、LPH、LPD、LFH、LFDとは、織編物から経方向と緯方向が同じ方向となるように正方形(30cm×30cm)の試料を採集した後、該試料の経方向と緯方向について湿潤時の長さと乾燥時の長さを測定した際、試料の経方向の湿潤時長さ:LPH(mm)、試料の経方向の乾燥時長さ:LPD(mm)、試料の緯方向の湿潤時長さ:LFH(mm)、試料の緯方向の乾燥時長さ:LFD(mm)である。なおともに、湿潤時とは、試料を温度20℃の水中に2時間浸漬した直後、一対のろ紙の間にはさみ、0.69mN/m2の圧力を5秒間かけて軽く水を拭き取った後の状態であり、一方乾燥時とは、試料を温度20℃、湿度65%RH環境下に24時間放置した後の状態である。
【請求項2】
捲縮繊維Aが、ポリエステル成分とポリアミド成分とがサイドバイサイド型に接合された複合繊維であって、潜在捲縮性能が発現してなる捲縮構造を有する捲縮繊維である、請求項1に記載の湿潤時に空隙率が低下する織編物。
【請求項3】
ポリエステル成分が、5−ナトリウムスルホイソフタル酸が2.0〜4.5モル%共重合された変性ポリエチレンテレフタレートからなる、請求項2に記載の湿潤時に空隙率が低下する織編物。
【請求項4】
前記の捲縮繊維Aが、無撚糸または300T/m以下の撚りが施された甘撚り糸である、請求項1〜3のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項5】
前記の繊維Bがポリエステル繊維である、請求項1〜4のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項6】
織編物が2層以上の多層構造織編物であって、該織編物の少なくとも一層に、該層を構成する総繊維重量のうち30重量%以上となるように前記捲縮繊維Aが含まれ、一方該織編物の他層には、繊維Bが該層を構成する総繊維重量のうち70重量%以上となるように含まれる請求項1〜5のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項7】
前記の捲縮繊維Aと繊維Bとが、丸編組織の複合ループを形成してなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項8】
前記の捲縮繊維Aと繊維Bとが、引き揃えられて織組織の経糸および/または緯糸に配されてなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項9】
前記の捲縮繊維Aと繊維Bとが、各々織編物の構成糸条として、1本糸条交互にまたは複数本交互に配されてなる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項10】
前記の捲縮繊維Aと繊維Bとが、繊維Bが芯部に位置し、前記捲縮繊維Aが鞘部に位置する芯鞘型複合糸として織編物に含まれる、請求項1〜6のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項11】
前記繊維Bが破断伸度300%以上の弾性繊維である、請求項1〜10のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項12】
湿潤時の通気性が、乾燥時よりも20%以上小さい請求項1〜11のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項13】
染色加工が施されてなる、請求項1〜12のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項14】
吸水加工が施されてなる、請求項1〜13のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項15】
撥水加工が施されてなる、請求項1〜14のいずれかに記載の湿潤時に空隙率が低下する織編物。
【請求項16】
固有粘度が0.30〜0.43のポリエステルと、固有粘度が1.0〜1.4のポリアミドとを用いてサイドバイサイド型に溶融紡糸して得られた複合繊維と、熱水収縮率が20%以上の非捲縮または湿潤時に捲縮率が実質的に変化しない捲縮を有する繊維Bとを用いて織編物を織編成した後、該織編物に熱処理を施し前記複合繊維の捲縮を発現させることにより、該織編物に含まれる複合繊維の糸長LAを、繊維Bの糸長LBよりも大とすることを特徴とする、請求項1に記載の湿潤時に空隙率が低下する織編物の製造方法。
【請求項17】
織編成に用いる複合繊維が、沸水処理後において、下記(1)〜(3)の要件を同時に満足する、請求項16に記載の湿潤時に空隙率が低下する織編物の製造方法。
(1)乾燥時における複合繊維の捲縮率DCが1.5〜13%の範囲内である。
(2)湿潤時における複合繊維の捲縮率HCが0.5〜10.0%の範囲内である。
(3)前記捲縮率DCと捲縮率HCとの差(DC−HC)が0.5%以上である。
【請求項18】
請求項1〜15のいずれかに記載の織編物を用いてなる、アウター用衣料、スポーツ用衣料、およびインナー用衣料からなる群より選択される繊維製品。
【図1】


【公開番号】特開2006−118062(P2006−118062A)
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願番号】特願2004−304130(P2004−304130)
【出願日】平成16年10月19日(2004.10.19)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願日】平成16年10月19日(2004.10.19)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]