
湿潤時自己伸長性複重層糸

【課題】 組織点その他によって強く拘束されようとも衣服内気候の調整が可能であると同時に、吸湿性、肌触りにも優れた織編物を提供するのに適した、湿潤時に自己伸長しうる新規な複重層糸を提供することにある。
【解決手段】 芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.0倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%である湿潤時自己伸長性複重層糸。
【解決手段】 芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.0倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%である湿潤時自己伸長性複重層糸。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿潤時に自己伸長する複重層糸に関するものである。
【背景技術】
【0002】
近年、衣類着用時の快適性を高める目的で、衣服内気候の調整が可能な織編物が多数提案されている。これらの提案は、基本的に衣服内気候が多湿状態になったときのその緩和手段に特徴がある。
【0003】
例えば、特許文献1、2には、通気度を可逆的に変化させることのできる織編物が記載されている。これらの織編物は、織編物が湿潤したとき織編物の目を開いて衣服内の湿った空気を外に逃がすことで快適性を維持しようという点で共通している。具体的に、前者は、湿度が上昇するにつれ捲縮の低減した形態をとるという、サイドバイサイド型のアセテート複合繊維特有の性質を利用した技術であり、湿潤時の糸径を細くすることで織編物の目を開くというものである。また、後者は、湿潤するにつれトルクが増大するという綿糸特有の性質を利用した技術であり、湿潤時に織編物内で糸を綾転がりさせることで織編物の目を開くというものである。
【0004】
さらに、引用文献3には、ポリエーテルエステル繊維が吸水時に自己伸長するという点を利用して、織編物が湿潤したとき表面に凹凸形状を発現させることで肌との接触面積を小さくし、結果、湿潤時の不快感を低減させるという技術が開示されている。
【特許文献1】特開2002−180323号公報
【特許文献2】特開2007−154358号公報
【特許文献3】特開2005−330603号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1、2記載の技術は、衣服内気候の調整に深く関わるとされる糸条が本来的に備えている特性を利用したものであるから、織編物内の組織点によって糸条が強く拘束されると、糸条の動きが止まりとたんに所望の効果を実現し難くなるという問題がある。
【0006】
一方、特許文献3記載の技術では、織編物の組織点によって糸を強く拘束したとしても、組織点の間から糸を浮き出させることは可能であるから、組織点による糸の拘束は効果を得る上でさほど問題とはならないと考えられる。しかし、かかる技術では、衣服内に溜まった湿気を逃がすという衣服内気候の本質的な改善手段を採用せずに、点接触によってムレ感を解消するという着用者の感覚に訴える手段を採用しているため、着用者の感じ方によっていかようにも効果が変化するという問題がある。そればかりか、織編物を構成する繊維として、実質的に合成繊維フィラメントしか用いられていないため、衣服内気候の調整以前の問題として、吸湿性、肌触りの点で課題を残している。
【0007】
本発明は、このような問題点を解決し、組織点その他によって強く拘束されようとも衣服内気候の調整が可能であると同時に、吸湿性、肌触りにも優れた織編物を提供するのに適した、湿潤時に自己伸長しうる新規な複重層糸を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題を解決すべく鋭意検討の結果、複重層糸にあって、芯部及び鞘部の両者をセルロース繊維からなる短繊維群から構成させ、さらに、両短繊維群の撚方向を互いに逆方向とすると共に、撚係数並びに複重層糸中に占める質量比率を特定のもとすれば、驚くべきことに、湿潤時に自己伸長しうる複重層糸が得られることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.5倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%であることを特徴とする湿潤時自己伸長性複重層糸を要旨とするものである。
【発明の効果】
【0010】
本発明によれば、組織点その他によって強く拘束されようとも衣服内気候の調整が可能であると同時に、吸湿性、肌触りにも優れた織編物を提供するのに適した、湿潤時に自己伸長しうる新規な複重層糸を提供することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
【0012】
本発明の複重層糸は、断面が芯鞘型の二層構造をなし、芯部、鞘部共にセルロース繊維からなる短繊維群から構成される。「短繊維」とは、連続繊維でない短い繊維(ステープル)をいい、「セルロース繊維」とは、綿、麻、竹などの天然繊維や、ビスコースレーヨン、キュプラ、溶剤紡糸セルロース繊維などの再生繊維といったセルロースを主成分として含有する短繊維一般をいう。セルロース繊維を用いることにより、織編物に優れた吸湿性や柔らかな肌触り感などが付与される。
【0013】
セルロース繊維の単糸繊度、繊維長はどのようなものであっても特に限定されるものではないが、一般に単糸繊度としては0.6〜4.2dtex、繊維長としては10〜50mmがそれぞれ好ましい。
【0014】
そして、各短繊維群を構成するセルロース繊維は、単一種、複数種のいずれてあってもよく、また、両短繊維群は互いに同種、異種のいずれのセルロース繊維から構成されていてもよい。
【0015】
また、本発明の複重層糸では、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回していると同時に、各短繊維群の撚係数並びに複重層糸中に占めるその質量比率が特定範囲を満足する。これにより、複重層糸は湿潤時に自己伸長する。この理由については定かではないが、以下の機構によるものと考えられる。
【0016】
すなわち、セルロース繊維は湿潤すると膨潤することが知られており、膨潤すると繊維の太さが太くなるから、それに伴い各短繊維群の撚係数は増えることになる。その結果、各短繊維群のトルクが大きくなり、各短繊維群には解撚方向に転がろうとする応力が働く。このとき、鞘部が芯部の撚方向と逆方向に捲回しているため、各短繊維群に作用する応力の向きは互いに逆向きとなり、複重層糸にはこれらの合力が働くものと考えられる。そして、この合力が何らかの理由により複重層糸長手方向に向くため、複重層糸は自己伸長するものと考えられる。
【0017】
複重層糸における各短繊維群が具備すべき撚係数としては、鞘部短繊維群については2.50〜5.00であることが必要である。撚係数が2.50未満になると、複重層糸に作用すると考えられる上記の合力が、複重層糸に自己伸長性を与えうるだけの大きさとならない。一方、5.00を超えると、過剰な加撚により糸の強力が低下する又は糸切れすることがあり、加えて織編物表面に大きなシボが発生し、織編物の風合い、品位を損ねることになる。
【0018】
なお、撚係数とは、糸の太さと撚数とを関連付けながら撚りの強弱を表す数値であり、各短繊維群の撚係数は、下記式(1)によって算出される。
【0019】
【数1】

【0020】
また、本発明では、芯部短繊維群の撚係数を鞘部短繊維群の撚係数よりも1.1〜3.5倍大きくし、かつ、複重層糸中における各短繊維群の質量比率として、芯部短繊維群の質量割合を55〜70質量%とし、残りを鞘部短繊維群とする必要がある。一般に、複重層糸における短繊維群の撚係数を増やすか又は当該短繊維群の質量比率を増やすと、トルクよって解撚方向に転がろうとする応力が、その短繊維群に一層負荷される傾向にある。しかしその一方で、芯部短繊維群は鞘部短繊維群より断面径が小さく、当該応力が鞘部に比べ弱い傾向にある。そのため、両者のバランスを保つ観点から、本発明では、芯部短繊維群の質量比率を特定範囲に設定するのである。
【0021】
次に、複重層糸の製造方法について説明する。
【0022】
本発明の複重層糸を得るには、基本的に、芯鞘型の二層構造を呈する紡績糸の製造手段を準用すればよい。具体的には、精紡やシングルカバリングなどを所定条件下で行えば、所望の複重層糸を得ることができる。中でも、本発明では、コスト、被覆性などの観点から前者を採用するのが好ましく、特に精紡条件として下記の条件を採用すると、複重層糸の被覆性をより向上できるのでより好ましい。そこで、このより好ましいとされる精紡条件について、以下図面を用いて説明する。
【0023】
精紡に当たり、まず、紡績糸と粗糸とを用意する。紡績糸は、複重層糸の芯部を形成するためのものであり、一般に撚係数として3.00〜8.00を満足する糸を使用する。一方、粗糸は、複重層糸の鞘部を形成するためのものである。装置としてはリング精紡機を使用する。
【0024】
用意された2糸の内、まず、粗糸をドラフトすることにより、複数の短繊維がほぼ一定の方向を向いて並び帯状となった集合体、すなわち、短繊維束となす。次いで、セカンドローラーとフロントローラーとの間のドラフト比を特定範囲としながら当該短繊維束をフロントローラーへ供給し、それと同時に、上記の紡績糸を同じフロントローラーへ供給し、両者を重ね合わせる。その後、前記紡績糸と逆方向に加撚すれば本発明の複重層糸を得ることができる。
【0025】
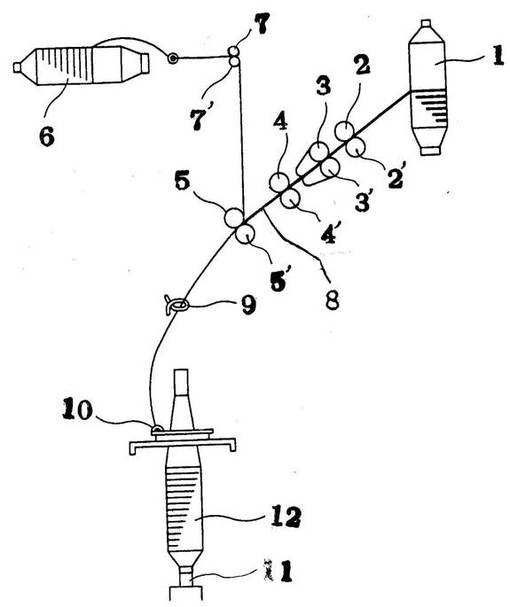
図1に示すように、リング精紡機に供給された粗糸1は、バックローラー2、2′、エプロン3、3′及びセカンドローラー4、4′を介してドラフトされ、短繊維束8となる。短繊維束8は、次にフロントローラー5、5′に導入されるが、得られる複重層糸の被覆性を高める観点から、弛緩した状態でフロントローラー5、5′に導入するのが好ましい。こうすることにより、短繊維束の糸道が左右に振られるのと同時に該短繊維束が開繊され、紡績糸の周囲に短繊維があたかも1本づつ均一に積み重なるかのような態様で巻き付くので、複重層糸の被覆性を飛躍的に向上させることができるのである。
【0026】
セカンドローラーとフロントローラーとの間のドラフト比(D)としては、上記の点から、具体的に0.96<D<1.00とするのが好ましい。ここでいうドラフト比(D)は、所謂機械ドラフトを指し、下記式(2)により算出されるものである。
【0027】
【数2】
【0028】
一方、紡績糸6は、プレスローラー7、7′を介してフロントローラー5、5′へ供給される。紡績糸6の給糸張力としては、特に限定されず、糸道を形成しうる程度であればよい。ただし、張力をあまり低く設定してしまうと、芯部と鞘部とが逆転したり交撚状となったりする場合があるので好ましくない。一方、高すぎると糸切れする場合がある。
【0029】
フロントローラー5、5′においては、内側に当該紡績糸が、外側に短繊維束が配されるように両者を重ね合わせる。両者を重ね合わせるにあたり、特別なものは特段必要ない。なぜなら、短繊維束8が弛緩した状態であるのに対し、紡績糸6が突っ張った状態であるため、必然的に芯部に紡績糸6が、鞘部に短繊維束8が配されるからである。
【0030】
紡績糸6と短繊維束8とを重ね合わせた後は、スネルワイヤーガイド9を通過させ、スピンドル11とリングトラベラ10とにより加撚して本発明の複重層糸12を得る。ただし、この加撚は、撚方向として紡績糸6と逆方向に行わなければならない。同方向に行ってしまうと芯部及び鞘部の両短繊維群の撚方向が同一となり、目的の複重層糸が得られないからである。このときの加撚としては、下記(3)式よって算出される撚係数αが3.00〜6.00であることが好ましい。
【0031】
【数3】
【0032】
上式(3)において、撚数Tは、紡績糸6と短繊維束8とを撚り合わせる際の撚数、すなわち上撚数に相当するため、実質的に鞘部短繊維群の撚数と等しく、また、芯部短繊維群の撚数は、紡績糸6の撚数から上記撚数Tを差し引いたものとなる。そして、得られる複重層糸の太さは、両短繊維群の太さを合わせたもの(複重層糸の太さ=1/{(1/芯部短繊維群の太さ)+(1/鞘部短繊維群の太さ)})であり、しかも芯部短繊維群の太さと紡績糸6の太さとは実質的に同じであるから、鞘部短繊維群の太さは、複重層糸の太さから紡績糸6の太さを差し引いたものとなる。
【0033】
本発明の複重層糸は、図1のように精紡管糸として巻き取るのが一般的である。しかし、この状態では、後の織編物工程に供するに足るだけの巻き量を有していないので、仕上工程に投入し、チーズにするとよい。そして、本発明の複重層糸は、基本的に単糸の状態で後の織編物工程に供するのが好ましいが、必要に応じて双糸にしてもよい。
【0034】
また、一般に、複重層糸の被覆性が向上すればするほど、例えばイラツキ感、杢感といった織編物染色に関わる欠点が生じ難くなる。このような欠点を減ずることができれば、当然織編物の用途は広がることになるから、上記精紡条件により得られる複重層糸は、用途展開の観点からも好ましいものといえる。ここで、本発明の複重層糸の用途を具体的にあげるとするなら、肌着、ベビー服、婦人服、スポーツウエア、カジュアルウエア、作業服、事務服、学生服、業務用エプロン、寝装具などがあげられる。
【実施例】
【0035】
実施例により本発明を具体的に説明する。なお、実施例、比較例における複重層糸から得られる編地の通気性については、下記の方法により評価した。すなわち、まず、28G筒編機を用いて、複重層を編地となし、これを沸騰水中で30分間リラックスし、乾燥させたものを試験片とする。次に、この試験片を20℃×65%RHに調節した室内に24時間放置し、JIS L1018フラジール法に基づき試験片の通気性を測定する(これを「乾燥時」と定義する)。続いて、試験片全体を含水量50質量%となるように水で均一に試験片を湿らし、同じくフラジール法に基づき試験片の通気性を測定する(これを「湿潤時」と定義する)。
【0036】
さらに、外観・風合いについては、上記乾燥時の編地について官能検査により、○(優)〜×(劣)の3段階で評価した。
【0037】
(実施例1)
粗糸1として、単糸繊度1.15dtexの綿短繊維からなる綿粗糸130gr/30ydを図1に示すリング精紡機に供給し、これをバックローラー2、2′エプロン3、3′及びセカンドローラー4、4′を介して、53.9倍にドラフトして短繊維束8とした後、該短繊維束8を弛緩した状態でフロントローラー5、5′に供給した。セカンドローラー4、4′の表面速度は9.95m/分であり、フロントローラー5、5′の表面速度は、セカンドローラー4、4′とフロントローラー5、5′との間のドラフト比が0.98となるように、9.83m/分に設定した。
【0038】
一方、紡績糸6として、単糸繊度1.15dtexの綿短繊維からなり、撚方向がS方向で撚係数が7.60の綿紡績糸80番手を、プレスローラー7、7′を介してフロントローラー5、5′に供給した。そして、該フロントローラーにおいて紡績糸6が内側に、短繊維束8が外側に配されるよう重ね合わせた後、撚方向Z方向、撚数22.9回/2.54cm(撚係数3.45)で加撚し、44番手(英式綿番手)の本発明の複重層糸12を得た。
【0039】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.04、2.31であり、質量比率は、芯部/鞘部=55/45であった。
【0040】
(実施例2)
紡績糸6として、綿紡績糸80番手に代えて、単糸繊度1.30dtexの溶剤紡糸セルロース短繊維からなり、撚方向がS方向で撚係数が7.17の再生繊維紡績糸30番手を用いること、並びに紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数として、22.9回/2.54cmに代えて14.5回/2.54cm(撚係数3.20)とする以外は、実施例1と同様に行い、20番手(英式綿番手)の本発明の複重層糸12を得た。
【0041】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ4.52、1.87であり、質量比率は、芯部/鞘部=67/33であった。
【0042】
(比較例1)
紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数として、22.9回/2.54cmに代えて12.7回/2.54cm(撚係数2.00)とする以外は、実施例1と同様に行い、44番手(英式綿番手)の複重層糸を得た。
【0043】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.03、1.28であった。
【0044】
(比較例2)
粗糸1のドラフトとして、倍率を53.9に代えて39.9とすること、並びに紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数を22.9回/2.54cmに代えて21.3回/2.54cm(撚係数3.45)とする以外は、実施例1と同様に行い、38番手(英式綿番手)複重層糸を得た。
【0045】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.03、2.69であり、質量比率は、芯部/鞘部=45/55であった。
【0046】
(比較例3)
紡績糸6の撚係数を7.60に代えて2.20にとする以外は、実施例1と同様に行い、44番手(英式綿番手)複重層糸を得た。
【0047】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ0.36、2.31であった。
【0048】
(比較例4、5)
合撚機の一方のクリールに実施例1で使用した紡績糸を、他方のクリールに同紡績糸(比較例4)、又は単糸繊度1.15dtexの綿短繊維からなり撚方向がZ方向で撚係数が3.80の綿紡績糸80番手(比較例5)を仕掛け、Z方向に比較例4として撚数38.1回/2.54cm(撚係数6.00)、比較例5として撚数12.7回/2.54cm(撚係数2.00)でそれぞれ加撚し、合撚糸40番手を得た。
【0049】
(比較例6)
紡績糸6として、綿紡績糸80番手に代えて、単糸繊度1.45dtexのポリエステル短繊維からなり、撚方向がS方向で撚係数が7.60の合成繊維紡績糸80番手を用いる以外は、実施例1と同様に行い、44番手(英式綿番手)の本発明の複重層糸12を得た。
【0050】
(比較例7)
紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚方向をZ方向に代えてS方向とする以外は、実施例1と同様に行い、44番手(英式綿番手)の複重層糸を得た。
【0051】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ10.14、2.31であった。
【0052】
以上の実施例、比較例で得られた編地の通気性及び外観・風合いを表1に示す。
【0053】
【表1】
【0054】
表1から明らかなように、実施例1、2及び比較例1、4、5にかかる編地は、乾燥時に比べ湿潤時の通気性が大きくなった。したがって、これらの編地においては、衣服内気候が多湿状態になったときその湿気を外に逃がすことができるから、快適性の点で他の編地に比べ優れているといえる。しかしながら、比較例1では、2糸を撚り合わせる際の撚数が少なすぎたため、湿潤時の通気性が乾燥時に比べ大きく向上せず、快適性を所望の範囲まで高めることができなかった。また、比較例4、5では、合撚糸が使用されており、編地表面には大きなシボが見られ、そのシボは編地を湿潤させることで一層大きくなった。このことから、かかる編地では、湿潤時に糸が大きく捩れることで編目が開き、その結果湿潤時の通気性が向上すると認められるから、実施例1、2のように複重層糸の湿潤時自己伸長性を利用したものとは、課題解決のための原理が大きく相違するといえる。
【図面の簡単な説明】
【0055】
【図1】複重層糸を製造するための一例を示す概略説明図である。
【符号の説明】
【0056】
1 粗糸
2、2′ バックローラー
3、3′ エプロン
4、4′ セカンドローラー
5、5′ フロントローラー
6 紡績糸
7、7′ プレスローラー
8 短繊維束
9 スネルワイヤーガイド
10 リングトラベラ
11 スピンドル
12 複重層糸
【技術分野】
【0001】
本発明は、湿潤時に自己伸長する複重層糸に関するものである。
【背景技術】
【0002】
近年、衣類着用時の快適性を高める目的で、衣服内気候の調整が可能な織編物が多数提案されている。これらの提案は、基本的に衣服内気候が多湿状態になったときのその緩和手段に特徴がある。
【0003】
例えば、特許文献1、2には、通気度を可逆的に変化させることのできる織編物が記載されている。これらの織編物は、織編物が湿潤したとき織編物の目を開いて衣服内の湿った空気を外に逃がすことで快適性を維持しようという点で共通している。具体的に、前者は、湿度が上昇するにつれ捲縮の低減した形態をとるという、サイドバイサイド型のアセテート複合繊維特有の性質を利用した技術であり、湿潤時の糸径を細くすることで織編物の目を開くというものである。また、後者は、湿潤するにつれトルクが増大するという綿糸特有の性質を利用した技術であり、湿潤時に織編物内で糸を綾転がりさせることで織編物の目を開くというものである。
【0004】
さらに、引用文献3には、ポリエーテルエステル繊維が吸水時に自己伸長するという点を利用して、織編物が湿潤したとき表面に凹凸形状を発現させることで肌との接触面積を小さくし、結果、湿潤時の不快感を低減させるという技術が開示されている。
【特許文献1】特開2002−180323号公報
【特許文献2】特開2007−154358号公報
【特許文献3】特開2005−330603号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1、2記載の技術は、衣服内気候の調整に深く関わるとされる糸条が本来的に備えている特性を利用したものであるから、織編物内の組織点によって糸条が強く拘束されると、糸条の動きが止まりとたんに所望の効果を実現し難くなるという問題がある。
【0006】
一方、特許文献3記載の技術では、織編物の組織点によって糸を強く拘束したとしても、組織点の間から糸を浮き出させることは可能であるから、組織点による糸の拘束は効果を得る上でさほど問題とはならないと考えられる。しかし、かかる技術では、衣服内に溜まった湿気を逃がすという衣服内気候の本質的な改善手段を採用せずに、点接触によってムレ感を解消するという着用者の感覚に訴える手段を採用しているため、着用者の感じ方によっていかようにも効果が変化するという問題がある。そればかりか、織編物を構成する繊維として、実質的に合成繊維フィラメントしか用いられていないため、衣服内気候の調整以前の問題として、吸湿性、肌触りの点で課題を残している。
【0007】
本発明は、このような問題点を解決し、組織点その他によって強く拘束されようとも衣服内気候の調整が可能であると同時に、吸湿性、肌触りにも優れた織編物を提供するのに適した、湿潤時に自己伸長しうる新規な複重層糸を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題を解決すべく鋭意検討の結果、複重層糸にあって、芯部及び鞘部の両者をセルロース繊維からなる短繊維群から構成させ、さらに、両短繊維群の撚方向を互いに逆方向とすると共に、撚係数並びに複重層糸中に占める質量比率を特定のもとすれば、驚くべきことに、湿潤時に自己伸長しうる複重層糸が得られることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.5倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%であることを特徴とする湿潤時自己伸長性複重層糸を要旨とするものである。
【発明の効果】
【0010】
本発明によれば、組織点その他によって強く拘束されようとも衣服内気候の調整が可能であると同時に、吸湿性、肌触りにも優れた織編物を提供するのに適した、湿潤時に自己伸長しうる新規な複重層糸を提供することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
【0012】
本発明の複重層糸は、断面が芯鞘型の二層構造をなし、芯部、鞘部共にセルロース繊維からなる短繊維群から構成される。「短繊維」とは、連続繊維でない短い繊維(ステープル)をいい、「セルロース繊維」とは、綿、麻、竹などの天然繊維や、ビスコースレーヨン、キュプラ、溶剤紡糸セルロース繊維などの再生繊維といったセルロースを主成分として含有する短繊維一般をいう。セルロース繊維を用いることにより、織編物に優れた吸湿性や柔らかな肌触り感などが付与される。
【0013】
セルロース繊維の単糸繊度、繊維長はどのようなものであっても特に限定されるものではないが、一般に単糸繊度としては0.6〜4.2dtex、繊維長としては10〜50mmがそれぞれ好ましい。
【0014】
そして、各短繊維群を構成するセルロース繊維は、単一種、複数種のいずれてあってもよく、また、両短繊維群は互いに同種、異種のいずれのセルロース繊維から構成されていてもよい。
【0015】
また、本発明の複重層糸では、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回していると同時に、各短繊維群の撚係数並びに複重層糸中に占めるその質量比率が特定範囲を満足する。これにより、複重層糸は湿潤時に自己伸長する。この理由については定かではないが、以下の機構によるものと考えられる。
【0016】
すなわち、セルロース繊維は湿潤すると膨潤することが知られており、膨潤すると繊維の太さが太くなるから、それに伴い各短繊維群の撚係数は増えることになる。その結果、各短繊維群のトルクが大きくなり、各短繊維群には解撚方向に転がろうとする応力が働く。このとき、鞘部が芯部の撚方向と逆方向に捲回しているため、各短繊維群に作用する応力の向きは互いに逆向きとなり、複重層糸にはこれらの合力が働くものと考えられる。そして、この合力が何らかの理由により複重層糸長手方向に向くため、複重層糸は自己伸長するものと考えられる。
【0017】
複重層糸における各短繊維群が具備すべき撚係数としては、鞘部短繊維群については2.50〜5.00であることが必要である。撚係数が2.50未満になると、複重層糸に作用すると考えられる上記の合力が、複重層糸に自己伸長性を与えうるだけの大きさとならない。一方、5.00を超えると、過剰な加撚により糸の強力が低下する又は糸切れすることがあり、加えて織編物表面に大きなシボが発生し、織編物の風合い、品位を損ねることになる。
【0018】
なお、撚係数とは、糸の太さと撚数とを関連付けながら撚りの強弱を表す数値であり、各短繊維群の撚係数は、下記式(1)によって算出される。
【0019】
【数1】
【0020】
また、本発明では、芯部短繊維群の撚係数を鞘部短繊維群の撚係数よりも1.1〜3.5倍大きくし、かつ、複重層糸中における各短繊維群の質量比率として、芯部短繊維群の質量割合を55〜70質量%とし、残りを鞘部短繊維群とする必要がある。一般に、複重層糸における短繊維群の撚係数を増やすか又は当該短繊維群の質量比率を増やすと、トルクよって解撚方向に転がろうとする応力が、その短繊維群に一層負荷される傾向にある。しかしその一方で、芯部短繊維群は鞘部短繊維群より断面径が小さく、当該応力が鞘部に比べ弱い傾向にある。そのため、両者のバランスを保つ観点から、本発明では、芯部短繊維群の質量比率を特定範囲に設定するのである。
【0021】
次に、複重層糸の製造方法について説明する。
【0022】
本発明の複重層糸を得るには、基本的に、芯鞘型の二層構造を呈する紡績糸の製造手段を準用すればよい。具体的には、精紡やシングルカバリングなどを所定条件下で行えば、所望の複重層糸を得ることができる。中でも、本発明では、コスト、被覆性などの観点から前者を採用するのが好ましく、特に精紡条件として下記の条件を採用すると、複重層糸の被覆性をより向上できるのでより好ましい。そこで、このより好ましいとされる精紡条件について、以下図面を用いて説明する。
【0023】
精紡に当たり、まず、紡績糸と粗糸とを用意する。紡績糸は、複重層糸の芯部を形成するためのものであり、一般に撚係数として3.00〜8.00を満足する糸を使用する。一方、粗糸は、複重層糸の鞘部を形成するためのものである。装置としてはリング精紡機を使用する。
【0024】
用意された2糸の内、まず、粗糸をドラフトすることにより、複数の短繊維がほぼ一定の方向を向いて並び帯状となった集合体、すなわち、短繊維束となす。次いで、セカンドローラーとフロントローラーとの間のドラフト比を特定範囲としながら当該短繊維束をフロントローラーへ供給し、それと同時に、上記の紡績糸を同じフロントローラーへ供給し、両者を重ね合わせる。その後、前記紡績糸と逆方向に加撚すれば本発明の複重層糸を得ることができる。
【0025】
図1に示すように、リング精紡機に供給された粗糸1は、バックローラー2、2′、エプロン3、3′及びセカンドローラー4、4′を介してドラフトされ、短繊維束8となる。短繊維束8は、次にフロントローラー5、5′に導入されるが、得られる複重層糸の被覆性を高める観点から、弛緩した状態でフロントローラー5、5′に導入するのが好ましい。こうすることにより、短繊維束の糸道が左右に振られるのと同時に該短繊維束が開繊され、紡績糸の周囲に短繊維があたかも1本づつ均一に積み重なるかのような態様で巻き付くので、複重層糸の被覆性を飛躍的に向上させることができるのである。
【0026】
セカンドローラーとフロントローラーとの間のドラフト比(D)としては、上記の点から、具体的に0.96<D<1.00とするのが好ましい。ここでいうドラフト比(D)は、所謂機械ドラフトを指し、下記式(2)により算出されるものである。
【0027】
【数2】
【0028】
一方、紡績糸6は、プレスローラー7、7′を介してフロントローラー5、5′へ供給される。紡績糸6の給糸張力としては、特に限定されず、糸道を形成しうる程度であればよい。ただし、張力をあまり低く設定してしまうと、芯部と鞘部とが逆転したり交撚状となったりする場合があるので好ましくない。一方、高すぎると糸切れする場合がある。
【0029】
フロントローラー5、5′においては、内側に当該紡績糸が、外側に短繊維束が配されるように両者を重ね合わせる。両者を重ね合わせるにあたり、特別なものは特段必要ない。なぜなら、短繊維束8が弛緩した状態であるのに対し、紡績糸6が突っ張った状態であるため、必然的に芯部に紡績糸6が、鞘部に短繊維束8が配されるからである。
【0030】
紡績糸6と短繊維束8とを重ね合わせた後は、スネルワイヤーガイド9を通過させ、スピンドル11とリングトラベラ10とにより加撚して本発明の複重層糸12を得る。ただし、この加撚は、撚方向として紡績糸6と逆方向に行わなければならない。同方向に行ってしまうと芯部及び鞘部の両短繊維群の撚方向が同一となり、目的の複重層糸が得られないからである。このときの加撚としては、下記(3)式よって算出される撚係数αが3.00〜6.00であることが好ましい。
【0031】
【数3】
【0032】
上式(3)において、撚数Tは、紡績糸6と短繊維束8とを撚り合わせる際の撚数、すなわち上撚数に相当するため、実質的に鞘部短繊維群の撚数と等しく、また、芯部短繊維群の撚数は、紡績糸6の撚数から上記撚数Tを差し引いたものとなる。そして、得られる複重層糸の太さは、両短繊維群の太さを合わせたもの(複重層糸の太さ=1/{(1/芯部短繊維群の太さ)+(1/鞘部短繊維群の太さ)})であり、しかも芯部短繊維群の太さと紡績糸6の太さとは実質的に同じであるから、鞘部短繊維群の太さは、複重層糸の太さから紡績糸6の太さを差し引いたものとなる。
【0033】
本発明の複重層糸は、図1のように精紡管糸として巻き取るのが一般的である。しかし、この状態では、後の織編物工程に供するに足るだけの巻き量を有していないので、仕上工程に投入し、チーズにするとよい。そして、本発明の複重層糸は、基本的に単糸の状態で後の織編物工程に供するのが好ましいが、必要に応じて双糸にしてもよい。
【0034】
また、一般に、複重層糸の被覆性が向上すればするほど、例えばイラツキ感、杢感といった織編物染色に関わる欠点が生じ難くなる。このような欠点を減ずることができれば、当然織編物の用途は広がることになるから、上記精紡条件により得られる複重層糸は、用途展開の観点からも好ましいものといえる。ここで、本発明の複重層糸の用途を具体的にあげるとするなら、肌着、ベビー服、婦人服、スポーツウエア、カジュアルウエア、作業服、事務服、学生服、業務用エプロン、寝装具などがあげられる。
【実施例】
【0035】
実施例により本発明を具体的に説明する。なお、実施例、比較例における複重層糸から得られる編地の通気性については、下記の方法により評価した。すなわち、まず、28G筒編機を用いて、複重層を編地となし、これを沸騰水中で30分間リラックスし、乾燥させたものを試験片とする。次に、この試験片を20℃×65%RHに調節した室内に24時間放置し、JIS L1018フラジール法に基づき試験片の通気性を測定する(これを「乾燥時」と定義する)。続いて、試験片全体を含水量50質量%となるように水で均一に試験片を湿らし、同じくフラジール法に基づき試験片の通気性を測定する(これを「湿潤時」と定義する)。
【0036】
さらに、外観・風合いについては、上記乾燥時の編地について官能検査により、○(優)〜×(劣)の3段階で評価した。
【0037】
(実施例1)
粗糸1として、単糸繊度1.15dtexの綿短繊維からなる綿粗糸130gr/30ydを図1に示すリング精紡機に供給し、これをバックローラー2、2′エプロン3、3′及びセカンドローラー4、4′を介して、53.9倍にドラフトして短繊維束8とした後、該短繊維束8を弛緩した状態でフロントローラー5、5′に供給した。セカンドローラー4、4′の表面速度は9.95m/分であり、フロントローラー5、5′の表面速度は、セカンドローラー4、4′とフロントローラー5、5′との間のドラフト比が0.98となるように、9.83m/分に設定した。
【0038】
一方、紡績糸6として、単糸繊度1.15dtexの綿短繊維からなり、撚方向がS方向で撚係数が7.60の綿紡績糸80番手を、プレスローラー7、7′を介してフロントローラー5、5′に供給した。そして、該フロントローラーにおいて紡績糸6が内側に、短繊維束8が外側に配されるよう重ね合わせた後、撚方向Z方向、撚数22.9回/2.54cm(撚係数3.45)で加撚し、44番手(英式綿番手)の本発明の複重層糸12を得た。
【0039】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.04、2.31であり、質量比率は、芯部/鞘部=55/45であった。
【0040】
(実施例2)
紡績糸6として、綿紡績糸80番手に代えて、単糸繊度1.30dtexの溶剤紡糸セルロース短繊維からなり、撚方向がS方向で撚係数が7.17の再生繊維紡績糸30番手を用いること、並びに紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数として、22.9回/2.54cmに代えて14.5回/2.54cm(撚係数3.20)とする以外は、実施例1と同様に行い、20番手(英式綿番手)の本発明の複重層糸12を得た。
【0041】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ4.52、1.87であり、質量比率は、芯部/鞘部=67/33であった。
【0042】
(比較例1)
紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数として、22.9回/2.54cmに代えて12.7回/2.54cm(撚係数2.00)とする以外は、実施例1と同様に行い、44番手(英式綿番手)の複重層糸を得た。
【0043】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.03、1.28であった。
【0044】
(比較例2)
粗糸1のドラフトとして、倍率を53.9に代えて39.9とすること、並びに紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚数を22.9回/2.54cmに代えて21.3回/2.54cm(撚係数3.45)とする以外は、実施例1と同様に行い、38番手(英式綿番手)複重層糸を得た。
【0045】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ5.03、2.69であり、質量比率は、芯部/鞘部=45/55であった。
【0046】
(比較例3)
紡績糸6の撚係数を7.60に代えて2.20にとする以外は、実施例1と同様に行い、44番手(英式綿番手)複重層糸を得た。
【0047】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ0.36、2.31であった。
【0048】
(比較例4、5)
合撚機の一方のクリールに実施例1で使用した紡績糸を、他方のクリールに同紡績糸(比較例4)、又は単糸繊度1.15dtexの綿短繊維からなり撚方向がZ方向で撚係数が3.80の綿紡績糸80番手(比較例5)を仕掛け、Z方向に比較例4として撚数38.1回/2.54cm(撚係数6.00)、比較例5として撚数12.7回/2.54cm(撚係数2.00)でそれぞれ加撚し、合撚糸40番手を得た。
【0049】
(比較例6)
紡績糸6として、綿紡績糸80番手に代えて、単糸繊度1.45dtexのポリエステル短繊維からなり、撚方向がS方向で撚係数が7.60の合成繊維紡績糸80番手を用いる以外は、実施例1と同様に行い、44番手(英式綿番手)の本発明の複重層糸12を得た。
【0050】
(比較例7)
紡績糸6と短繊維束8とを重ね合わせた後の加撚における撚方向をZ方向に代えてS方向とする以外は、実施例1と同様に行い、44番手(英式綿番手)の複重層糸を得た。
【0051】
この複重層糸では、芯部、鞘部の短繊維群の撚係数は、それぞれ10.14、2.31であった。
【0052】
以上の実施例、比較例で得られた編地の通気性及び外観・風合いを表1に示す。
【0053】
【表1】
【0054】
表1から明らかなように、実施例1、2及び比較例1、4、5にかかる編地は、乾燥時に比べ湿潤時の通気性が大きくなった。したがって、これらの編地においては、衣服内気候が多湿状態になったときその湿気を外に逃がすことができるから、快適性の点で他の編地に比べ優れているといえる。しかしながら、比較例1では、2糸を撚り合わせる際の撚数が少なすぎたため、湿潤時の通気性が乾燥時に比べ大きく向上せず、快適性を所望の範囲まで高めることができなかった。また、比較例4、5では、合撚糸が使用されており、編地表面には大きなシボが見られ、そのシボは編地を湿潤させることで一層大きくなった。このことから、かかる編地では、湿潤時に糸が大きく捩れることで編目が開き、その結果湿潤時の通気性が向上すると認められるから、実施例1、2のように複重層糸の湿潤時自己伸長性を利用したものとは、課題解決のための原理が大きく相違するといえる。
【図面の簡単な説明】
【0055】
【図1】複重層糸を製造するための一例を示す概略説明図である。
【符号の説明】
【0056】
1 粗糸
2、2′ バックローラー
3、3′ エプロン
4、4′ セカンドローラー
5、5′ フロントローラー
6 紡績糸
7、7′ プレスローラー
8 短繊維束
9 スネルワイヤーガイド
10 リングトラベラ
11 スピンドル
12 複重層糸
【特許請求の範囲】
【請求項1】
芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.5倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%であることを特徴とする湿潤時自己伸長性複重層糸。
【請求項1】
芯部、鞘部共にセルロース繊維からなる短繊維群から構成され、芯部短繊維群の撚方向と逆方向に鞘部短繊維群が捲回している複重層糸であって、鞘部短繊維群の撚係数が2.50〜5.00であると共に芯部短繊維群の撚係数がそれよりも1.1〜3.5倍大きく、しかも複重層糸中に占める芯部短繊維群の質量割合が55〜70質量%であることを特徴とする湿潤時自己伸長性複重層糸。
【図1】

【公開番号】特開2010−37695(P2010−37695A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−204277(P2008−204277)
【出願日】平成20年8月7日(2008.8.7)
【出願人】(592197315)ユニチカトレーディング株式会社 (84)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月7日(2008.8.7)
【出願人】(592197315)ユニチカトレーディング株式会社 (84)
【Fターム(参考)】
[ Back to top ]