
溶剤型エポキシ接着剤及び接着方法
【課題】無溶剤型と同等の接着力を有する溶剤型エポキシ接着剤の提供。
【解決手段】エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤をさらに含むことを特徴とする溶剤型エポキシ接着剤。更に好ましくは、前記ケトン系溶剤は、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上であることを特徴とする溶剤型エポキシ接着剤。
【解決手段】エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤をさらに含むことを特徴とする溶剤型エポキシ接着剤。更に好ましくは、前記ケトン系溶剤は、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上であることを特徴とする溶剤型エポキシ接着剤。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、輸送機器、電気機器、医療機器、及び一般機械等の製造分野において使用されるエポキシ接着剤に関する。特に、無溶剤型と同等の接着力を有し、かつ接着対象に噴霧させることが可能な溶剤型エポキシ接着剤と、その溶剤型エポキシ接着剤を使用した接着方法に関する。
【背景技術】
【0002】
本発明者らは、金属合金同士、又は金属合金とCFRP(Carbon Fiber Reinforced Plasticsの略)をエポキシ接着剤により強固に接着する技術を開発した。特許文献1には、アルミニウム合金同士、又はアルミニウム合金とCFRPとを1液性エポキシ接着剤を使用して強固に接着する技術を開示している。同様に、特許文献2、3、4、5、及び6には、マグネシウム合金、銅合金、チタン合金、ステンレス鋼、及び一般鋼材を、それぞれ金属合金又はCFRP部材と1液性エポキシ接着剤を使用して強固に接着する技術を開示している。
【0003】
ここで、上記技術においては金属合金表面を所定の形状、構造とすることで、アンカー効果によって接着力を獲得していた。本発明者らは、この理論を「NAT(Nano Adhesion Technologyの略)」と称している。NATでは、金属合金表面が以下に示す3条件を具備することで、被着材との強固な接着を達成することとしている。
【0004】
(1)第1の条件は、最新型のダイナミックモード型の走査型プローブ顕微鏡で金属合金表面を走査したときに、RSmが0.8〜10μmであり、Rzが0.2〜5μmである粗度面となっていることである。ここでRSmは、日本工業規格(JIS B 0601:2001, ISO 4287:1997)に規定される輪郭曲線要素の平均長さであり、Rzは、日本工業規格(JIS B 0601:2001, ISO 4287:1997)に規定される最大高さである。この粗度面を「ミクロンオーダーの粗度を有する表面」と称す。
(2)第2の条件は、上記ミクロンオーダーの粗度を有する金属合金表面に、さらに5nm周期以上の超微細凹凸が形成されていることである。当該条件を具備するために、上記金属合金表面に微細エッチングを行い、前述のミクロンオーダーの粗度をなす凹部内壁面に5〜500nm、好ましくは10〜300nm、より好ましくは30〜100nm(最適値は50〜70nm)周期の超微細凹凸を形成する。
(3)第3の条件は、上記金属合金の表層がセラミック質であることである。具体的には、元来耐食性のある金属合金種に関しては、その表層が自然酸化層レベルかそれ以上の厚さの金属酸化物層であることを要し、耐食性が比較的低い金属合金種(例えばマグネシウム合金や一般鋼材等)では、その表層が化成処理等によって生成した金属酸化物又は金属リン酸化物の薄層であることが第3の条件となる。
【0005】
これらを模式的に図にすると図14のようになる。金属合金40の表面にはミクロンオーダーの粗度を成している凹部(C)が形成され、さらにその凹部内壁には超微細凹凸(A)が形成され、表層はセラミック質層41となっており、この超微細凹凸に接着剤硬化物層42の一部が浸入している。このようにした金属合金表面に液状の接着剤が侵入し、侵入後に硬化すると、金属合金と硬化した接着剤は非常に強固に接合するという簡潔な考え方である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】WO 2008/114669 A1(アルミニウム合金)
【特許文献2】WO 2008/133096 A1(マグネシウム合金)
【特許文献3】WO 2008/126812 A1(銅合金)
【特許文献4】WO 2008/133030 A1(チタン合金)
【特許文献5】WO 2008/133296 A1(ステンレス鋼)
【特許文献6】WO 2008/146833 A1(一般鋼材)
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述した技術においては、金属合金と被着材である金属合金又はCFRP部材を接着する際に、市販の1液性エポキシ接着剤(主に「EP106NL」(セメダイン株式会社製))を使用していた。このような市販の1液性エポキシ接着剤であっても、NATの条件に適合する金属合金が接着対象となることで常温下において極めて高い接着力を発揮した。
【0008】
しかしながら、上記接着実験において使用した1液性エポキシ接着剤は無溶剤型であって粘度が高いという性質を有する。高粘度の接着剤を接着対象の所定の範囲に過不足無く塗布することは容易ではない。特に接着剤層が厚くなりすぎると、結果として安定して高い接着力を得ることが困難であることから、接着対象の所定の範囲に均一の厚さの接着剤層を形成するという困難な作業が必要になる。また、広範囲に接着剤を塗布する場合や低コストで大量生産を行う場合にも、このような接着剤の塗布方法は適さない。このような問題を解消する方法として、接着剤をヘラ等によって金属合金表面に塗るのではなく、噴霧器によって接着対象部分に噴霧させる方法が考えられる。また、接着剤を通常の塗料の如く大型のヘラ若しくは平筆で所定範囲に塗布する方法又は塗装ロールを用いて接着面に全面塗布する方法が考えられる。しかし、これを行うためには1液性エポキシ接着剤の粘度を低下させる必要がある。
【0009】
このような点から、1液性エポキシ接着剤を低粘度とすることは技術的に極めて重要である。ここで、単に粘度を低下させるだけであれば、接着剤組成物に溶剤を加えるだけで良いが、エポキシ接着剤を溶剤型とすることは通常は推奨されていない。その理由として、エポキシ接着剤自体が本来無溶剤型接着剤であって、硬化すると全てが固体になることを前提として作成されていることがある。即ち、溶剤型にして揮発性物を残し易くするより、無溶剤型のまま使用するメリットを優先している。
【0010】
また、1液性エポキシ接着剤には硬化剤として芳香族ジアミン類が使用されているものが多く、2液性エポキシ接着剤には硬化剤として脂肪族ポリアミンが使用されているものが多い。前記硬化剤を用いたエポキシ樹脂に溶剤を加えて低粘度化すると、接着力の低下や耐熱性の低下を招くということが接着剤業界及び熱硬化性樹脂業界の技術者の常識として存在する。さらにいえば、このような低粘度化手法は接着関連技術者に「挑戦すべきものでない手法」とされてきた経緯がある。本発明者らも市販の1液性エポキシ接着剤を溶剤型として、NATの条件に適合する表面とした金属合金と被着材を接着させたが、その全てで接着力が大幅に低下した。
【0011】
本来、エポキシ接着剤の利点の一つは、無溶剤型であるということにある。即ちエポキシ樹脂と硬化剤との反応によって、全組成物が固化成分に繋がり、取り込まれることで高い接着力が得られているのである。これに対して、溶剤型とした1液性エポキシ接着剤では、塗布後に意図的に溶剤を揮発させ、その後に150℃前後まで昇温して硬化させることになる。低沸点の溶剤であれば昇温工程で完全揮発すると考えられるが、この場合にも接着剤硬化物層中に気泡が残り、密度の低下した箇所が残存するという問題がある。さらに高沸点の溶剤であれば、このような問題に加えて溶剤分子が長く接着剤組成の中に残るのでエポキシ基と反応して接着性能を低下させるという問題がある。このように、1液性エポキシ接着剤を溶剤型とすることは、安定して高い接着力を得ることが困難であるとして推奨されていなかった。
【0012】
一方で、前述したように噴霧塗装が可能な溶剤型の1液性エポキシ接着剤であれば、様々な接着対象に接着剤を塗装することが極めて容易となる。ヘラ等によって塗布する場合と異なり、接着対象の形状が単純形状ではない場合にも噴霧器によって容易に接着剤の塗装をなし得る。また、接着剤を塗布すべき範囲の周囲を遮蔽物により覆って、当該範囲にのみ接着剤を噴霧させることが可能なので、接着剤の正確な塗装が可能であり、接着剤層の厚さの制御も容易になる。また、噴霧可能な粘度にまで至らずとも、溶剤型エポキシ接着剤を一般に使用されている塗料並みの粘度とすることができれば、筆塗り、ヘラ塗り、及びロール塗布等が可能となり、単純形状ではない箇所への塗布や広面積の塗布が容易となる。本発明はこのような観点からなされたものであり、その目的は、溶剤型の1液性エポキシ接着剤であって、無溶剤型に近い接着力を発揮するものを提供することにある。また、このような接着剤を使用した接着方法を提供することにある。
【課題を解決するための手段】
【0013】
[ジシアンジアミド粉体の使用]
前述した事情から、1液性エポキシ接着剤を溶剤型としつつ、無溶剤型に近い接着性能を発揮させることは困難であるといえる。本発明者らは、以下に示すようにして、この課題を解決した。まず、硬化剤としてジシアンジアミド粉体を採用した。ジシアンジアミド粉体をエポキシ樹脂に添加して混練して得た混練物は、ジシアンジアミド粉体とエポキシ樹脂が溶け合わずに単に混ざり合っている状態であれば、常温付近でゲル化及び硬化を開始しない。結果として、1液性エポキシ接着剤としての安定性を保ち得る。しかしながら硬化剤としてジシアンジアミドを使用した1液性エポキシ接着剤に溶剤を加えると、通常は数日以内に硬化してしまうため1液性エポキシ接着剤として使用できない。この事実からも、1液性エポキシ接着剤を溶剤型とすることは極めて困難であるといえる。
【0014】
本発明者らは、溶剤型の1液性エポキシ接着剤を開発すべく、ジシアンジアミドとエポキシ樹脂の溶解物性を調査した。その結果、ジシアンジアミドは強い水溶性物質であった。トルエンやヘキサンには溶けず、アセトンに難溶で、メタノールや水に溶けるという性質を有する。一方、エポキシ樹脂について溶解試験を行った結果、当然に水溶性ではなく、ヘキサンやペンタンには解けず、トルエンやアセトンに溶けた。このことから、エポキシ樹脂は脂肪族炭化水素には難溶で、芳香族炭化水素や極性基の付いた溶剤には溶けることが確認された。この両者の溶解物性からも、ジシアンジアミドとエポキシ樹脂を単に混合しても溶け合わないことが推定される。
【0015】
ここでエポキシ樹脂間の重合に関して、ジシアンジアミドを硬化剤とした場合は、硬化剤として脂肪族ポリアミン又は芳香族ジアミンを使用した場合と異なり、付加重合だけでなく触媒的重合も生じるという事実がある。硬化剤として芳香族ジアミンを使用する場合、その添加量はエポキシ当量に基づいた値が最適であり、通常、エポキシ樹脂100質量部に対して20質量部前後となる。このときに接着剤硬化物層が最も硬質となり接着力が高くなる。これに対して、ジシアンジアミド粉体を硬化剤として用いた場合、最適の添加量はエポキシ当量に基づく値より遥かに少なく、エポキシ樹脂100質量部に対し2〜3質量部であっても高い接着力を生じることを確認した。その添加量の少なさから、ジシアンジアミドを硬化剤とした1液性エポキシ接着剤は、硬化剤添加前のエポキシ樹脂混合物より若干の粘度上昇が生じるに過ぎず、常温では固体とならずに通常は高粘度液状物となる。
【0016】
硬化剤としてジシアンジアミド粉体を使用しており、硬化助剤を使用していない1液性エポキシ接着剤を硬化させる場合の最適温度は170℃程度であり、熱硬化型樹脂組成物として理想的な系であるといえる。このような系が170℃付近まで硬化しないということは、ジシアンジアミドがこの程度の高温にならなければエポキシ樹脂に溶解しないことを示唆するものである。そして、前述したように、このような系に溶剤を添加することで、常温であってもゲル化・固化が進行したということは、その溶剤にジシアンジアミドが溶け出し、それがエポキシ樹脂に溶解して重合が開始したものと推定される。
【0017】
[ケトン系溶剤の添加]
上述した理由から、ジシアンジアミド粉体を溶かさずにエポキシ樹脂を溶解する溶剤があれば、これを添加することで1液性エポキシ接着剤の粘度を低下させ、且つ常温でのゲル化・硬化を回避して1液性エポキシ接着剤としての性質を維持できる可能性がある。本発明者らは、溶剤としてアセトンを添加することによりこれを達成した。ジシアンジアミドはアセトンに難溶である。本発明者らはエポキシ樹脂とジシアンジアミド粉体を混合し、その混合物にアセトンを添加してよく振り混ぜた後に静置実験を行った。その結果、エポキシ樹脂は完全に溶解する一方で、溶液の下部に白色粉体(ジシアンジアミド粉体)が沈殿しており、予想に沿った結果となった。但し、ジシアンジアミドはアセトンに「難溶」ではあるものの、「不溶」とはされていない。
【0018】
本発明者らは、アセトンより更に親水性を低下させたメチルエチルケトン(以下「MEK」と称す)又はメチルイソブチルケトン(以下「MIBK」と称す)を溶剤としてジシアンジアミド粉体とエポキシ樹脂の混合物に添加して溶解性の実験を行った。その結果、MEK、MIBKのいずれを使用した系に関しても、ジシアンジアミド粉体が沈殿し、エポキシ樹脂が完全に溶解した。特に、アセトン、MEK、MIBKのうち、MIBKに対してジシアンジアミドが最も溶解し難かった。この結果に基づいて、本発明者らは最もジシアンジアミドが溶解し難いMIBKを溶剤として選択し、1液性エポキシ接着剤を作成した。その結果、MIBKを溶剤とした1液性エポキシ接着剤は液体で極めて低粘度であるにもかかわらず、高い接着力を発揮し、常温下においてゲル化・固化が進行することもなかった。この結果は、前述した「溶剤にジシアンジアミドが溶解することにより、ゲル化・固化が進行する」とする推定に合致するものである。
【0019】
[硬化助剤の影響]
本発明者らは硬化助剤を使用することによって、1液性エポキシ接着剤をより低温(110〜120℃程度)で硬化させることを試みた。ジシアンジアミド粉体は単独では170℃近辺まで高温にならないとエポキシ樹脂に溶解しないが、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア等の尿素化合物を添加すると、これが硬化助剤としてジシアンジアミド粉体とエポキシ樹脂の間に介在して実質的な溶解温度を120℃近くに下げる。このとき硬化助剤の介在が溶剤型の1液性エポキシ接着剤に与える影響が問題となる。
【0020】
本発明者らは、MIBKに3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア等の尿素化合物を添加する実験を行った結果、これらの尿素化合物はMIBKに溶解した。従ってMIBKを溶剤とした1液性エポキシ接着剤にこれらの尿素化合物を硬化助剤として含ませた場合、硬化助剤はエポキシ樹脂側に溶解分散すると考えられる。それ故に混合物(MIBK+エポキシ樹脂+尿素化合物)の化学的性質が、硬化助剤不在の混合物から変化する可能性があり、これが接着力又は常温下の安定性等に好ましくない影響を与える可能性がある。しかしながら、本発明者らが実験を行った結果、硬化助剤の添加による悪影響は確認されなかった。この結果から、硬化助剤を含む混合物が110〜120℃近くまで昇温された時にMIBKは殆ど揮発して残存量が少なくなっており、当該系は溶剤を含まない状態に近くなり、且つ、この時点から尿素化合物はジシアンジアミド粉体に関与し始め、エポキシ樹脂への溶解を助ける働きをするものと考えられる。
【0021】
[1液性エポキシ接着剤]
本発明の1液性エポキシ接着剤に関して、以下詳述する。標準的なエポキシ接着剤は、エポキシ樹脂、硬化剤、及びクレー、タルク、又は炭酸カルシウム等の鉱物質充填材の3成分を少なくとも含んでいる。本発明の1液性エポキシ接着剤では、この他にアルミニウム等の金属粉体、水酸基付きポリエーテルスルホン樹脂等の熱可塑性樹脂粉体、尿素化合物である硬化助剤、及び溶剤を含むことを特徴とする。但し、本発明の対象となるものは、硬化剤としてジシアンジアミド粉体を含み、且つ溶剤としてケトン系溶剤を含む物であり、以下に示す組成に限られない。
【0022】
(エポキシ樹脂)
多種のエポキシ接着剤が市販されているが、エポキシ接着剤の原料は容易に市中から入手できるので自作が可能である。例えば接着剤の原料となるエポキシ樹脂として、ビスフェノール型エポキシ樹脂、多官能ポリフェノール型エポキシ樹脂、脂環型エポキシ樹脂等が市販されている。また、エポキシ基が多官能の化合物(例えば複数の水酸基やアミノ基を有する多官能化合物やオリゴマー等)と結合した多官能エポキシ樹脂も多種市販されている。通常、これらを適当に混ぜ合わせて使用する。
【0023】
通常の市販接着剤では、全エポキシ樹脂中の大部分(概ね90質量%以上)を占めるのは(A)液状で粘度の低いビスフェノールA型エポキシ樹脂の単量体型である。それ故、このような接着剤は液状物に近いペースト状となっている。この粘度の低いビスフェノールA型エポキシ樹脂の単量体型に添加するエポキシ樹脂としては、(B)靱性を与える可能性がある分子量の大きいビスフェノールA型エポキシ樹脂のオリゴマー型(常温で固体)、(C)耐熱性を向上させる可能性があるフェノール樹脂型エポキシ樹脂(常温で超高粘度)、更には、(D)強度及び硬度を向上させる為にエポキシ基が多官能型となっている芳香族型化合物等が考えられる。なお(D)の粘度は幅広い。本発明者らは(A)〜(D)を使用して、NATに適しており、且つ耐熱性を有する1液性エポキシ接着剤を作成した。
【0024】
本発明者らは、(A)ビスフェノールA型エポキシ樹脂の単量体型、(B)分子量900〜2000のビスフェノールA型エポキシ樹脂のオリゴマー型、(C)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂、及び(D)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂を混合することにより、1液性エポキシ接着剤を構成するエポキシ樹脂を組成した。(C)は、芳香環を2個以上有するものであることが好ましい。これら(A)〜(D)に該当するエポキシ樹脂として、以下の樹脂を用いた。
【0025】
本発明者らは、以下のエポキシ樹脂を混合してマトリックス樹脂のエポキシ樹脂分を作成した。
(A)ビスフェノールA型エポキシ樹脂の単量体型
「JER828(ジャパンエポキシレジン株式会社製)」
粘度:25℃で120〜150P(常温で液状)
エポキシ当量:184〜194
分子量:約370
(B)ビスフェノールA型エポキシ樹脂のオリゴマー型
「JER1004(ジャパンエポキシレジン株式会社製)」
粘度:25℃でQ〜U(ガードナーホルト粘度)
エポキシ当量:875〜975
分子量:約1650
(C)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂
フェノールノボラック型エポキシ樹脂「JER154(ジャパンエポキシレジン株式会社製)」
粘度:52℃で350〜650P(常温で固形)
エポキシ当量:176〜180
(D)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂
アニリンに3つのエポキシ基が付いたアニリン型エポキシ樹脂「JER630(ジャパンエポキシレジン株式会社製)」
粘度:25℃で5〜10P(常温で液状)
エポキシ当量:90〜105
【0026】
ここで、上記(D)としては、次のエポキシ樹脂を使用することもできる。
(D)4官能のエポキシ樹脂であるテトラグリシジルジアミノジフェニルメタン「JER604(ジャパンエポキシレジン株式会社製)」
粘度:25℃で50〜100P(常温で液状)
エポキシ当量:110〜130
当然に(D)として、「JER630」及び「JER604」の混合物を使用することもできる。
【0027】
常温付近での接着力を確保することのみ目的とするのならば、エポキシ樹脂分として(A)のみを使用するか、又は(A)に対して靭性確保の為に(B)を混合したものを使用すれば十分である。本発明者らは、150℃程度の高温下においても十分な接着力を維持すべく、(C)及び(D)を一定量以上混合した。これにより高温下における接着剤硬化物層の硬度を高く維持するようにしたものである。但し、接着剤の耐熱性に関してはエポキシ樹脂のみならず硬化剤やフィラー等も影響する。
【0028】
以下、(A)〜(D)の好ましい比率に関して説明する。まず最初に、これら(A)〜(D)に示した4種のエポキシ樹脂の粘度に関して説明する。低粘度であるのは(A)「JER828」及び(D)「JER630」「JER604」である。一方、固体であるのが(B)「JER1004」である。30〜40℃では高粘度の液状物であるが、20℃以下の室温下では固体に近いのが(C)「JER154」である。要するに低粘度であるのが(A)(D)であり、高粘度であるのが(B)(C)である。これらを大型ビーカーに取り、高温にして溶融し、よく混合して均一化する。そして、その混合物を放冷して25℃程度まで下げた状態とする。この混合物を1液性エポキシ接着剤の主液とするためには、この状態で少なくとも液状物となっていることが必要である。
【0029】
本発明において、1液性エポキシ接着剤に常温下における接着力と耐熱性を兼備させるための各エポキシ樹脂の組成比について説明する。1液性エポキシ接着剤をなす全エポキシ樹脂100質量部のうち、(A)がa質量部、(B)がb質量部、(C)がc質量部、(D)がd質量部とする。即ち、a+b+c+d=100とする。このとき、(1)〜(3)の式が成立する組成比とすることが好ましい。
85≧a+b≧45(55≧c+d≧15) −(1)式
20≧b≧0 −(2)式
20≧c≧5 −(3)式
【0030】
通常、接着剤に耐熱性を持たせようとした場合には鉱物質充填材の添加が必要となる。更に本発明では硬度が高すぎることにより靭性が不足する問題を解消すべくアルミニウム粉体を添加している。アルミニウム粉体を所謂、柔軟剤として機能させることを目的としている。このような充填材の添加によって、フィラー成分が増加し、粘度が高くなってしまう。これにより1液性エポキシ接着剤として使用できなくなってしまう可能性又は塗布が困難となってしまう可能性があることから、粘度の高い(B)及び(C)の組成比を一定以下に制限する必要がある。しかしながら、本発明者らが過去に行った実験において、(B)は常温下における靭性の向上、(C)は高温下における靭性の向上に寄与する性質があると推定しており、(B)及び(C)を一定量以上含ませることは接着剤全体としての性能改善に寄与することが確認されている。即ち、従来の1液性エポキシ接着剤においては、常温下での低粘度化と靭性の確保はトレードオフの関係にあり、双方を両立させることが極めて困難であった。
【0031】
しかしながら、1液性エポキシ接着剤を溶剤型とすることが可能であれば、接着剤全体として低粘度になるため、溶剤を添加していない状態のエポキシ樹脂の常温下における粘度を考慮する必要性がなくなる。従って、粘度の高い(B)及び(C)を一定量以上含ませることが可能となる。例えば上記(2)及び(3)の式に示すように、bを20質量部、cを20質量部含ませることも可能となる。溶剤型ではない1液性エポキシ接着剤では、bとcを合計20質量部以上とすると常温下において塗布が困難な接着剤となってしまう問題があった。これに対して、本発明では、bとcの合計値を20〜40質量部の範囲とすることができるため、常温下及び高温下における靭性を向上させ、一方で溶剤型とすることで接着剤全体を低粘度化することを可能としている。
【0032】
但し、本発明の1液性エポキシ接着剤においてエポキシ樹脂の組成は前述した条件に限定されるものではない。殆どのエポキシ接着剤は、その主成分がビスフェノールA型エポキシ樹脂の単量体型であるため、当該エポキシ樹脂の組成比であれば溶剤型とすることが可能と考えられる。
【0033】
[硬化剤]
硬化剤について述べる。耐熱性のあるエポキシ樹脂硬化物を作成するために、1液性エポキシ接着剤には硬化剤として芳香族ジアミン類が使用されているものが多い。通常は、硬化エポキシ樹脂のTg(ガラス転移点)を上げて耐熱性を向上させるために、硬化剤として芳香族ジアミンを使用する。しかしながら、前述したように、硬化剤として芳香族ジアミンを使用したエポキシ樹脂に溶剤を加えて低粘度化すると、接着力の低下や耐熱性の低下を招くことが接着剤業界では知られている。本発明では硬化剤としてジシアンジアミド粉体を使用する。これはジシアンジアミドが常温から百数十度にかけてエポキシ樹脂に溶解せず、それ故に1液性エポキシ接着剤としての反応性を維持可能であるという考えに基づくものである。
【0034】
本発明者らは、ジシアンジアミドを硬化剤として使用した1液性エポキシ接着剤の常温下における接着力及び耐熱性を試験し、芳香族ジアミンを硬化剤として使用した1液性エポキシ接着剤と同等の耐熱性を示し得ることを確認した。硬化剤としては粒径5μm以下のジシアンジアミド粉体が好ましく、粒径2μm以下のものがより好ましい。本発明者らはジシアンジアミド粉体の添加量を異ならせた多数の1液性エポキシ接着剤を作成し、各接着剤を塗布した試料によって接着力を測定した。結果として、エポキシ樹脂100質量部に対してジシアンジアミド粉体を2〜8質量部、好ましくは3〜6質量部添加することで高い接着力を示した。
【0035】
[硬化助剤]
ジシアンジアミド粉体を単独で硬化剤としてエポキシ樹脂に添加した場合、完全硬化させるためには170℃〜180℃で1時間以上加熱することが必要であり、硬化条件が厳しい。この硬化温度では、接着剤を硬化させるための設備を簡素化することが困難となる。従って、硬化助剤を使用することによって、より低温(110〜120℃程度)での硬化を図ることとした。
【0036】
理論的には、硬化助剤はエポキシ樹脂に溶け込んでジシアンジアミド粉体のエポキシ樹脂への溶解を手助けする物が適している。それ故、エポキシ樹脂に溶け易い化合物(例えば芳香環を有している、炭化水素基を有している、分子量は高くない等の特徴を有するもの)であって、且つ親水性であり、さらに揮発性でない化合物が硬化助剤として適していると予期した。本発明者らは、先ずは芳香環又は芳香類似環を有し、窒素を含む化合物を検討対象にした。
【0037】
硬化助剤として含窒素化合物を用意し、これをエポキシ樹脂100質量部に対して数質量部添加して、接着剤(試験用の溶剤型ではない接着剤)が完全硬化する温度を測定した。10数種の含窒素化合物についてこの実験を行った結果、劇的に硬化温度を低下させたのは、(i)3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア、及び、(ii)N,N’−ジメチルピペラジンであった。その他、(iii)2−メチルイミダゾール、(iv)2−フェニルイミダゾールも硬化温度を大きく低下させたが、(i)及び(ii)と比較して硬化温度は10℃程度高かった。これらの硬化助剤以外に関しては、添加後直ちにゲル化が開始してしまう、又は添加しても硬化温度が低下せず且つ接着力も高くならない等の問題が生じ、硬化助剤としての適性に欠けていた。本発明者らは、これら(i)〜(iv)がジシアンジアミド粉体を使用するときに優れた硬化助剤として機能すると考え、耐熱性に関する実験を行った。
【0038】
その結果、接着剤の耐熱性に関しては、硬化助剤として(iv)2−フェニルイミダゾールを使用したものが最良であり、150℃下での接着力が最高となった。また、(i)3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアは150℃下の接着力、即ち耐熱性は(iv)に劣っていたが、(iv)よりも硬化温度を大きく低下させられるという有利な点がある。
【0039】
一方、(ii)N,N’−ジメチルピペラジンを硬化助剤とした接着剤の耐熱性及び硬化温度は(i)と同等であったが、常温で1ヶ月放置することでゲル化してしまうケースが多く、実用面を考慮すると1液性エポキシ接着剤として使用し難い。(iii)2−メチルイミダゾールを硬化助剤とした接着剤の硬化温度は(iv)と同等だが、150℃下の接着力は(iv)よりも劣り、(i)及び(ii)と同等であった。
【0040】
以上の結果より、耐熱性を有し、硬化温度を大幅に低下させることができる3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを硬化助剤として選択した。そして、当該硬化助剤の添加量を異ならせた多数の1液性エポキシ接着剤(硬化剤はジシアンジアミド粉体)を作成し、各接着剤を塗布した試料によって接着力を測定した。結果として、エポキシ樹脂100質量部に対して3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを1〜4質量部(概ねジシアンジアミド添加量の40〜60質量%)添加することで高い接着力を示した。前述したように、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアはMIBKに溶解するため、接着性能及び1液性エポキシ接着剤としての安定性が問題となるが、実験結果では硬化助剤の添加による悪影響は確認されなかった。
【0041】
[鉱物質充填材]
1液性エポキシ接着剤は通常、前述のエポキシ樹脂と硬化剤の他に、少なくとも鉱物質充填材を含む。通常は「無機充填材」と称されるが、本発明における1液性エポキシ接着剤には、充填材にアルミニウム粉体も使用している。「無機充填材」と称すると金属粉体も含まれることになるので、金属粉体と区別するため「鉱物質充填材」と称している。
【0042】
鉱物質充填材が担う役割を以下に示す。接着剤硬化物層が破壊に至る経緯は、応力が集中している領域近辺の強度の弱い部分で微小な局所破壊が最初に起こり、この局所破壊が隣接する微小部分の応力集中を高めて局所破壊の連鎖が生じることにある。この局所破壊の連鎖は拡大し、破壊部の大きさは微小でなくなり大きなヒビとなり、最終的に完全破壊、即ち接着対象同士の破断に至る。実際、接着剤硬化物層の強度は全ての領域で同一ということはない。従って、仮に局所破壊が連鎖し易ければ容易に完全破壊に至る。それ故、完全破壊は接着剤硬化物層の強度の弱い部分における当該強度で決まることになる。これが連鎖しないようにすれば結果的に接着力は向上することになる。
【0043】
鉱物質充填材は、接着剤硬化物に外力がかかって硬化物内部に局所破壊が起こり、微細なヒビが発生した場合、この微細ヒビの連鎖拡大を防止して早期の壊れを止める役割がある。これが結果的に接着力向上に寄与することになる。通常の接着剤でも鉱物質充填材の配合は必要条件であり、粒径分布の中心が5〜30μmの鉱物質充填材を使用する。具体的には、タルク、クレー(粘土、カオリン)、炭酸カルシウム、シリカ、ガラス、アルミナ等の粉体を分級した物である。通常はエポキシ樹脂100質量部に対して1〜15質量部添加するが、本発明では、高温下における接着剤硬化物層の硬度を維持するために添加量を10〜30質量部とすることが好ましい。
【0044】
[金属粉体]
本発明者らは、金属粉体を添加した1液性エポキシ接着剤を作成した。金属粉体の中でもアルミニウム粉体が使用に好ましい。エポキシ樹脂の架橋密度を向上させて接着剤硬化物層の硬度を向上させることで接着対象との接合力も向上するが、相対的に接着剤硬化物層の靭性不足が問題となる。靭性を確保するために後述するポリエーテルスルホン樹脂(以下「PES」という)粉体や水酸基付きPES粉体等の熱可塑性樹脂粉体が有効である。本発明者らは過去の実験からアルミニウム粉体が高温下でこれらと同様な効果を生ずると理解している。特に、純アルミニウムに近いアルミニウム合金、例えばアルミニウムが99.0質量%以上を占めるのようなもの(1050、1080、1100等の1000番台のもの)は、他のアルミニウム合金と比較して柔らかいという特徴を有する。かかる点から本発明者らは、柔らかい純アルミニウム系アルミニウム粉体が最適であると判断した。
【0045】
エポキシ樹脂を100質量部に対して、粒径分布の中心が10〜30μmのアルミニウム粉体を5〜30質量部添加することが好ましい。本発明者らが使用した純アルミニウム系アルミニウム粉体は、溶融物を噴霧して得られた粉体を分級した物で、粒径分布の中心が16μmというものであった。これをエポキシ樹脂100質量部に対して1〜30質量部添加して、接着力を測定した。その結果、常温下及び100℃以上の高温下において、少なくとも接着力が低下することは全くなく、接着力が向上した例が多くあった。少なくとも充填材の開発において、添加により接着性能が悪化しないという事実は極めて重要である。これは、その後の改良や用途開発によって充填材の添加による特段の効果が発揮されうるからである。かかる観点から、「純アルミニウム系アルミニウム粉体の添加によって1液性エポキシ接着剤の接着性能は悪化せず、接着力が向上するケースが多くある」ことが確認されたことは極めて重要である。
【0046】
[熱可塑性樹脂粉体]
本発明では、靭性確保のため1液性エポキシ接着剤に、熱可塑性樹脂粉体としてエラストマー成分を添加した。エラストマー成分は接着剤硬化物層の最大破壊強度には殆ど影響を与えないと推定されるが、繰り返し荷重による接着剤硬化物層の微細な変形に対処する効果がある。少なくとも接着剤にエラストマー成分を添加することで、常温下及び高温下において接着力が大きく低下することはなかった。また、硬化条件に影響を与えることもなかった。しかし接着対象及び接着物がおかれる環境によっては、このようなエラストマー成分の添加が必要な場面がある。例えば、変形し易い金属合金同士を接着する場合にはエラストマー成分の添加が好ましい。また、振動や衝撃が加わる環境下で使用される接着物については、接着剤の弾性化は全体としての性能向上に寄与する。そのため、少なくとも接着力が低下しないという事実は重要である。
【0047】
各種加硫ゴム、各種加硫ゴムの表面を変性した粉末ゴム、各種生ゴム、各種生ゴムを変性した変性ゴム、塩化ビニル樹脂(以下「PVC」)、酢酸ビニル樹脂(以下「PVA」)、ポリビニルホルマール樹脂(以下「PVF」)、エチレン酢酸ビニル樹脂(以下「EVA」)、ポリオレフィン樹脂類、ポリエチレンテレフタレート樹脂(以下「PET」)、各種ポリアミド樹脂(以下「PA類」)、ポリエーテルスルホン樹脂(以下「PES」)、ポリウレタン樹脂、熱可塑性ポリエステルエラストマー(以下「TPEE」)、熱可塑性ポリウレタンエラストマー(以下「TPU」)、熱可塑性ポリアミドエラストマー(以下「TPA」)、熱可塑性ポリオレフィン系エラストマー(以下「TPO」)等が本発明で言うエラストマー成分である。
【0048】
これらの中には一般的にはエラストマーと定義されないものが含まれているが、硬化したエポキシ樹脂は硬質であり、これと比較すれば上記熱可塑性樹脂はいずれも軟質である。それ故、接着剤に添加する場合には上記熱可塑性樹脂はエラストマー成分として機能する。上記熱可塑性樹脂を添加することで、硬化物の靭性はエラストマー成分の軟質によって高められる。粒径分布の中心が10〜30μmの微粉とし、さらに、その表面を親エポキシ樹脂型に改良したものを5〜30質量部添加することが好ましい。高温下でエポキシ樹脂と反応するのはアミノ基や水酸基であるからエラストマー端部等にこれらを持たせるのも有効な変性処理である。
【0049】
また、本発明では常温下だけでなく、比較的高温下でも強い接着力を示す接着剤を求めているので、柔らか過ぎる物は好ましくない。これらを勘案しつつ入手が容易なものを列記すると、水酸基ができ易いPVF、端部に水酸基のあるウレタン樹脂、アミノ基が無数にあるPA類、さらには意図的に水酸基を付けたPES等がある。
【0050】
エラストマー性を考慮すると、加硫ゴム粉体が充填材として最も適していると考えられるが、10〜30μmの粒径物は入手困難である。この範囲の粒径物を生産可能な熱可塑性樹脂もあるので、その群から選んで使用する。部品や弾性塗料としてSBR、NBR(ニトリルゴム)、ウレタン樹脂、その他の軟質の熱可塑性樹脂(熱可塑性エラストマーを含む)が市販されており、常温付近での接着剤の弾性化には、これらが適している。
【0051】
また、高温環境下での信頼性が要求される場合には、100〜150℃程度の高温下で過度に軟化しない程度の弾性を有する熱可塑性樹脂が適している。この点から言えば軟化点の高いポリエーテルスルホン樹脂(以下「PES」という)が好ましい。以上より、エポキシ樹脂との親和性接着性があること、適度な硬度があること、及び耐熱性樹脂であることを考慮した場合に、水酸基付きPES粉体が最適であると判断した。水酸基付きPESは耐熱塗料用のベースレジン用として販売されているので入手が容易である。また、PESよりも水酸基付きPESの方が明らかにエポキシ樹脂との親和性が高いと考えられる。
【0052】
水酸基付きPES粉体をエポキシ樹脂に加えて混練を長く続けると、これがエポキシ樹脂に溶解して粒径を保たなくなる。そのためエラストマーとしての性能が大幅に低下して好ましくない。それ故に、水酸基付きPES粉体は混練工程の最終段階で加えるようにし、混練時間を限定する。そして混練後の混合物は冷蔵庫で保管する。
【0053】
[ケトン系溶剤]
エポキシ樹脂、硬化剤、硬化助剤、及び各種充填材を混練した混合物にケトン系溶剤を加えて粘度調整する。ケトン系溶剤を加える前の混合物は、数十Pa・s(数百P)程度の粘度のペーストやグリースに近い粘度物である。ケトン系溶剤を添加することによって、最終的な1液性エポキシ接着剤の粘度を0.1〜1Pa・s(1〜10P)に下げることで大型のプラスチックヘラや平筆での塗布作業が可能になり、更に0.01〜0.1Pa・s(0.1〜1P=10〜100cP)にすれば噴霧塗装型での塗布が可能になる。
【0054】
本発明の1液性エポキシ接着剤に含めるケトン系溶剤としては、MIBKが好ましいが、アセトン、MEK、その他脂肪族ケトン溶剤も使用できる。後述する実験では、溶剤添加前の混合物の30〜100質量%程度溶剤を添加したが、添加量に関して制約は無く、当該混合物の粘度に応じて適宜調整することが可能である。溶剤の添加量を調整して、最終的な1液性エポキシ接着剤を広面積への塗布作業が容易な粘度(1Pa・s以下)又は噴霧可能な粘度(0.1Pa・s以下)にすると良い。
【0055】
前述したように、ケトン系溶剤型エポキシ接着剤が、溶剤を添加していない状態の無溶剤型エポキシ接着剤と比較して接着性能が低下しないと判断した根拠は、ジシアンジアミドのケトン系溶剤への難溶性にある。ケトン系溶剤への溶解度が小さいものは、その分子構造から判断すると、溶解度の小さい順にMIBK、MEK、及びアセトンである。従って、この中でも最も溶解度の小さいMIBKが最適であると考えられる。アセトンを使用した場合であっても、混合物に溶剤を添加した日の翌日までに使用する場合には全く支障はなかった。但し、アセトンを添加した後の経過時間(数日以上)によっては、若干のジシアンジアミドがアセトンに溶解し、次いでそれがエポキシ樹脂に分子レベルで混ざり合い、ゲル化が始まる可能性が存在する。
【0056】
従って、使用する溶剤はMIBKであることが好ましい。本発明者らは、混合物(無溶剤型1液性エポキシ接着剤)にMIBKを添加し、これらを撹拌して溶剤型エポキシ接着剤を作成し、これを冷蔵庫に入れて保管した。そして、使用するときのみ接着剤を取り出し、未使用のときには冷蔵庫で保管するようにした場合、少なくとも2ヵ月間は1液性エポキシ接着剤として安定した性質を示し、何ら支障は生じなかった。
【0057】
無溶剤型エポキシ接着剤、即ちエポキシ樹脂、硬化剤(ジシアンジアミド粉体)、硬化助剤、及び充填材の混合物にケトン系溶剤を加えて撹拌すると、エポキシ樹脂は容易にケトン系溶剤に溶解し粘度が低下する。一方、ジシアンジアミド粉体、硬化助剤及び充填剤は溶解せずに懸濁する。全ての粉体は大きくとも50μm径以下の微粒子であるから直ぐには沈殿分離しない。筆塗りやヘラ塗り、もしくはロール塗布可能なレベルの粘度であれば沈降速度は遅く、1日程度の静置で液の上部が透明化する程度の速度である。従って塗布作業の前に溶剤型エポキシ接着剤をよく撹拌さえすれば使用に適した物になる。
【0058】
一方、接着剤の粘度を噴霧塗装に適した粘度レベルまで下げると、10分ほどの静置で液上部が透明化する。従って、スプレー塗布をする場合、スプレーガンの吸い込み口が投入されている小型容器(懸濁液である溶剤型エポキシ接着剤が入っているもの)を常に振りながら作業することになる。この問題は、スプレーガンから小型容器に至るチューブを長くして小型容器を固定し、小型容器を超音波水槽内の水に漬けることで解決できる。又は小型容器自体を超音波加振するようにしても良い。
【0059】
[接着剤の塗布及び硬化]
対象部材(例えばNATの条件を具備する金属合金)に接着剤を塗布した後、塗布方法によらず、ケトン系溶剤を早期に揮発させることが必要である。本発明者らは、MIBKを溶剤とした接着剤を使用する場合、接着剤塗布後の30分間は換気のある場所に対象部材を放置して常温揮発を進め、次いで50℃にセットした換気付き温風乾燥機に30分間入れた。この措置によってMIBKの臭いは消えた。上記処置後に対象部材の接着剤塗布領域を他の被着材と密着させ、接着剤塗布領域に圧力がかかるように固定する。このとき、接着剤塗布層の厚さ(溶剤揮発後の塗膜厚さ)が一定以上となることが必要である。その後、固定した対象部材と被着材を熱風乾燥機に入れて接着剤を加熱硬化する。
【0060】
最適な接着効果を与える温度及び時間の条件はエポキシ樹脂、硬化剤、及び硬化助剤によって異なる。ジシアンジアミドを硬化剤としたエポキシ樹脂では、概ね135℃で40分加熱した後、165℃で20分加熱することにより完全硬化に至る。これより硬化温度を緩和すべく実験を行った結果、硬化助剤として3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを適量添加した場合、110℃で1.5時間加熱した後、120℃で1時間加熱することにより完全硬化させることができた。
【0061】
[染み込まし処理]
特許文献1〜6に示されるように、NATの条件を具備する金属合金を被着材と接着する際、接着剤を塗布した金属合金に「染み込まし処理」を行うのが通常である。「染み込まし処理」では、NATに適合する第1の条件〜第3の条件を具備する金属合金表面に無溶剤型1液性エポキシ系接着剤を塗布した後、その金属合金をデシケータ等の容器に入れて密閉し、容器内を真空ポンプ等で一旦減圧し、その後に常圧に戻す操作を行う。具体的には、容器内を数十mmHg程度まで減圧して一定時間以上(概ね数秒〜数分)置き、その後空気を入れて常圧に戻す(又は数気圧以上の圧力まで加圧する)ことが好ましい。減圧状態に置く時間は、接着剤の超微細凹凸への侵入具合に応じて調整する。この減圧/常圧戻し操作を数回繰り返すのが好ましい。この減圧/常圧戻し操作に使用する容器、例えばデシケータは使用前に50〜70℃に暖めておくことが好ましい。これは塗布した接着剤の粘度を下げて表面の超微細凹凸に染み込み易くするためである。接着剤の接着剤粘度を15Pa・s(150P)以下、好ましくは10Pa・s(100P)以下とすることで減圧/常圧戻し操作の際に超微細凹凸に侵入し易くしている。
【0062】
図14に示すように、ゲル化前の接着剤の樹脂分がミクロンオーダーの凹部の奥底まで侵入し、更にこの凹内壁面にある超微細凹凸の凹部に対して若干ながらも侵入することが強い接着力が生じる。真空近くまで減圧することで空気が抜け、その後の常圧戻し時に樹脂分が侵入する。それ故に染み込まし処理をすることで安定して高い接着力を獲得できる。これに対して、本発明の溶剤型エポキシ接着剤の粘度は10P以下とすることが可能であるため、上記「染み込まし処理」を行わずとも、接着剤を超微細凹凸に侵入させることが可能である。
【0063】
MIBKを溶剤として使用した溶剤型エポキシ接着剤の場合、MIBKは親水性であるためミクロンオーダーの凹部に侵入した後も金属合金表面を覆う金属酸化物又は金属リン酸化物との親和性に優れ、超微細凹凸に係る凹部内にも侵入し易い。塗布後の風乾及び温風乾燥時(50℃程度)にはMIBKは塗布面表面に向かって移動し、その後表面から徐々に揮発していくが、その際に生じる空隙にもエポキシ樹脂が侵入しているので染み込まし処理をした場合と同等な状態で接着剤層が残るものと考えられる。
【発明の効果】
【0064】
[接着工程の簡素化]
本発明の溶剤型エポキシ接着剤は、筆塗り、ヘラ塗り、ロール塗布、及び噴霧塗布が可能な1液性エポキシ接着剤であり、かつ、無溶剤型と同等の接着力を有するものである。本発明の溶剤型エポキシ接着剤を筆塗り、ヘラ塗り、ロール塗布、又は噴霧塗布等によって対象部材に塗布し、その後に溶剤の大部分を揮発させた後に被着材と圧着して固定し、加熱硬化することによって対象部材と被着材を強固に接着させることが可能である。
【0065】
噴霧塗装が可能な溶剤型の1液性エポキシ接着剤であれば、様々な接着対象に接着剤を塗装することが極めて容易となる。ヘラ等によって塗布する場合と異なり、接着対象の形状が単純形状ではない場合にも噴霧器によって容易に接着剤の塗装をなし得る。また、接着剤を塗布すべき範囲の周囲を遮蔽物により覆って、当該範囲にのみ接着剤を噴霧させることが可能なので、接着剤の正確な塗装が可能であり、接着剤層の厚さの制御も容易になる。噴霧可能な粘度にまで至らずとも、溶剤型エポキシ接着剤を一般に使用されている塗料並みの粘度とすることができれば、筆塗り、ヘラ塗り、及びロール塗布等が可能となり、単純形状ではない箇所への塗布や広面積の塗布が容易となる。
【0066】
また、本発明の溶剤型エポキシ接着剤によれば、前述した染み込まし処理を行うことなく金属合金表面の超微細凹凸に接着剤が侵入しうるため、接着工程を簡素化した上で強固な接着が可能となる。また、染み込まし処理に必要なデシケータ等の器具も当然不要となる。本発明の溶剤型エポキシ接着剤によって、特に金属合金同士、又は金属合金とCFRPを強固に接着させることが可能であり、且つ接着工程も簡素化される。
【0067】
1液性エポキシ接着剤に溶剤を添加して、その粘度を低下させるという試みは過去から為されてきた。しかしながら、溶剤を添加したことにより塗布作業が容易化する一方で、接着性能が大きく低下する、あるいは溶剤を添加したことで1液性エポキシ接着剤が常温で硬化を開始してしまうという問題が生じていた。本発明は硬化剤としてジシアンジアミド粉体を使用し、溶剤としてケトン系溶剤(特にMIBK)を使用することによって、この問題を解決したものである。
【図面の簡単な説明】
【0068】
【図1】図1は、A7075アルミニウム合金を苛性ソーダ水溶液で化学エッチングし、水和ヒドラジン水溶液で微細エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図2】図2は、A5052アルミニウム合金を苛性ソーダ水溶液で化学エッチングし、水和ヒドラジン水溶液で微細エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図3】図3は、AZ31Bマグネシウム合金をクエン酸水溶液で化学エッチングし、過マンガン酸カリ水溶液で化成処理した表面の10万倍電子顕微鏡写真((a)(b)いずれも10万倍)である。
【図4】図4は、C1100銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図5】図5は、C5191リン青銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図6】図6は、KFC銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図7】図7は、「KS−40(神戸製鋼所社製)」純チタン系チタン合金を1水素2弗化アンモニウム水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図8】図8は、「KSTi−9(神戸製鋼所社製)」α−β系チタン合金を1水素2弗化アンモニウム水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図9】図9は、SUS304ステンレス鋼を硫酸水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図10】図10は、SPCC冷間圧延鋼材を硫酸水溶液でエッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図11】図11は、SPHC熱間圧延鋼材を硫酸水溶液でエッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図12】図12は、金属合金片同士を接着した試験片である。
【図13】図13は、金属合金とCFRP部材の複合体を作成するための焼成治具の断面図である。
【図14】図14は、金属合金と1液性エポキシ接着剤が接合したときの表面構造を示す断面模式図である。
【図15】図15は、A5052アルミニウム合金薄板5枚とCFRPプリプレグ4枚から作成した500mm×50mm×厚さ約3mmの交互積層板の写真である。
【発明を実施するための最良の形態】
【0069】
[接着対象]
本発明に係る溶剤型エポキシ接着剤は、接着対象を特に限定するものではない。しかしながら、本発明者らが今までに開発した無溶剤型エポキシ接着剤はNATの条件に適合する金属合金と被着材との間で極めて高い接着力と耐熱性を発揮するものであったため、これとの接着性能の比較上、接着対象を同じくNATの条件に適合する金属合金とした。
【0070】
(NATの条件に適合する金属合金)
前述の「NAT」に基づく表面構造を具備する金属合金としては、理論上特にその種類に制限はない。しかし、実際に「NAT」を適用できるのは、硬質で実用的な金属合金である。本発明者等は、アルミニウム、マグネシウム、銅、チタン、及び鉄を主成分とする金属合金種に関して「NAT」が適用可能であることを確認した。特許文献1にアルミニウム合金に関する記載をした。特許文献2にマグネシウム合金に関する記載をした。特許文献3に銅合金に関する記載をした。特許文献4にチタン合金に関する記載をした。特許文献5にステンレス鋼に関する記載をした。特許文献6に一般鋼材に関する記載をした。しかし、「NAT」ではアンカー効果により接着力の向上を図っているので、少なくともこれらの金属合金種に限定されるものではない。以下、金属合金表面を「NAT」の条件に適合する表面構造とするための表面処理工程について述べる。
【0071】
(化学エッチング)
この表面処理工程における化学エッチングは、金属合金表面にミクロンオーダーの粗度を生じさせることを目的とする。腐食には全面腐食、孔食、疲労腐食など種類があるが、その金属合金に対して全面腐食を生じる薬品種を選んで試行錯誤し、適当なエッチング剤を選ぶことができる。文献記録(例えば「化学工学便覧(化学工学協会編集)」)によれば、アルミニウム合金は塩基性水溶液、マグネシウム合金は酸性水溶液、ステンレス鋼や一般鋼材全般は、塩酸等ハロゲン化水素酸、亜硫酸、硫酸、これらの塩、等の水溶液で全面腐食するとの記録がある。
【0072】
又、耐食性の強い銅合金は、高濃度の硝酸水溶液や強酸性とした過酸化水素などの酸化性酸や酸化剤配合液によって全面腐食させられるし、チタン合金は蓚酸や弗化水素酸系の特殊な酸で全面腐食させられることが専門書や特許文献から散見される。実際に市場で販売されている金属合金類は、純銅系銅合金や純チタン系チタン合金のように純度が99.9%以上で合金とは言い難い物もあるが、これらも本発明の金属合金に含まれる。実際に使用されている金属合金の殆どは、特徴的な物性を求めて多種多用な元素が混合されて純金属系の物は少なく、実質的にも合金である。
【0073】
即ち、金属合金の殆どは、元々の金属物性を低下させることなく耐食性を向上させることを目的として純金属から合金化されたものである。それ故、金属合金によっては、前記酸・塩基類や特定の化学物質を使っても、目標とする化学エッチングができない場合もよくある。実際には使用する酸・塩基水溶液の濃度、液温度、浸漬時間、場合によっては添加物を工夫しつつ試行錯誤して適正な化学エッチングを行うことになる。
【0074】
化学エッチング法については、特許文献1にアルミニウム合金に関する記載、特許文献2にマグネシウム合金に関する記載、特許文献3に銅合金に関する記載、特許文献4にチタン合金に関する記載、特許文献5にステンレス鋼に関する記載、及び特許文献6に一般鋼材に関する記載をした。
【0075】
実際に行う作業として全般的に共通する点を説明する。金属合金を所定の形状に形状化した後、当該金属合金用の脱脂剤を溶かした水溶液に浸漬して脱脂し、水洗する。この工程は、金属合金を形状化する工程で付着した機械油や指脂の大部分を除くための処理であり、常に行うことが好ましい。次いで、薄く希釈した酸・塩基水溶液に浸漬して水洗するのが好ましい。これは本発明者等が予備酸洗浄や予備塩基洗浄と称している工程である。一般鋼材のように酸で腐食するような金属合金では、塩基性水溶液に浸漬し水洗する。また、アルミニウム合金のように塩基性水溶液で特に腐食が早い金属合金では、希薄酸水溶液に浸漬し水洗する。これらは、化学エッチングに使用する水溶液と逆性のものを前もって金属合金に付着(吸着)させる工程であり、その後の化学エッチングが誘導期間なしに始まることになって処理の再現性が著しく向上する。それ故にこの予備酸洗浄、予備塩基洗浄工程は本質的なものではないが、実務上、採用することが好ましい。これらの工程の後に化学エッチング工程を行う。
【0076】
(微細エッチング・表面硬化処理)
また上記表面処理工程における微細エッチングは、金属合金表面に超微細凹凸を形成することを目的とする。また本発明における表面硬化処理は、金属合金の表層を金属酸化物又は金属リン酸化物の薄層とすることを目的とする。金属合金種によっては前記化学エッチングを行っただけで同時にナノオーダーの微細エッチングもなされ、超微細凹凸が形成される場合がある。さらに、金属合金種によっては表面の自然酸化層が元よりも厚くなって表面硬化処理も完了している場合もある。例えば、純チタン系のチタン合金は化学エッチングだけを行うことで、表面がミクロンオーダーの粗度を有し、且つ超微細凹凸も形成される。即ち、化学エッチングと併せて微細エッチングもなされる。しかし、多くは化学エッチングによりミクロンオーダーの大きな凹凸面を作った後で微細エッチングや表面硬化処理を行う必要がある。
【0077】
この時でも予測できない化学現象に見舞われることが多い。即ち、表面硬化処理や表面安定化処理を目的に化学エッチング後の金属合金に酸化剤等を反応させたり化成処理をしたとき、得られる表面に偶然ながら超微細凹凸が形成される場合がある。マグネシウム合金を過マンガン酸カリ系水溶液で化成処理した場合に生じた酸化マンガンとみられる表面層は10万倍電子顕微鏡でようやく判別つく5〜10nm直径の棒状結晶が錯綜したものである。この試料をXRD(X線回折計)で分析したが、酸化マンガン類由来の回折線は検出できなかったが、表面が酸化マンガンで覆われていることはXPS分析で明らかである。XRDで検出できなかった理由は、結晶が検出限界を超えた薄い層であったからである。要するに、マグネシウム合金では表面硬化処理としての化成処理を施したことで、微細エッチングも併せて完了していたことになった。
【0078】
銅合金でも同様で、塩基性下の酸化で表面を酸化第2銅に変化させる表面硬化処理を行ったところ、純銅系銅合金では、その表面は楕円形の穴開口部で覆われた特有の超微細凹凸面になる。一方、純銅系でない銅合金では凹部型でなく10〜150nm径の粒径物又は不定多角形状物が連なり、一部融け合って積み重なった形の超微細凹凸面になる。この場合でも表面の殆どは酸化第2銅で覆われており、表面の硬化と超微細凹凸の形成が同時に起こる。
【0079】
一般鋼材に関しては、更なる検証が必要ではあるものの、ミクロンオーダーの粗度を形成するための化学エッチングだけで超微細凹凸も併せて形成されていることが多く、元来表層(自然酸化層)が硬いこともあって、表面硬化処理や微細エッチング処理を改めて行わずとも、「NAT」の条件を備える場合があった。その際の問題は、自然酸化層の耐食性が十分でないために接着工程までに腐食が開始してしまうこと、また、接着後の環境如何では短時間で接着力が低下することであった。これらは化成処理によって防ぐことができる。例を挙げると、化成処理をしていない一般鋼材(SPCC:冷間圧延鋼材)同士をフェノール樹脂系接着剤で接着した接合体に関しては、4週間という短期間で接着力が急激に低下した。一方、化成処理をした一般鋼材(SPCC)同士をフェノール樹脂系接着剤で接着した接合体に関しては、同じ期間では当初の接着力から低下しなかった。
【0080】
また、本発明者らは、一般に、化成処理によって金属合金表面に形成された被膜(化成被膜)の膜厚が厚いと、接着力が低下することが多いことを確認している。前記のマグネシウム合金に付着した酸化マンガン薄層のように、XRDで回折線が検出されないような薄層である方が、強い接着力が得られる。化成被膜が厚い金属合金同士をエポキシ接着剤で接着し、破壊試験した場合、破壊面は殆どが化成皮膜と金属合金層との間となる。本発明者らが行った実験では、厚い化成皮膜とエポキシ接着剤硬化物との接合力は、その化成皮膜と金属合金との接合力より常に強かった。即ち、一般鋼材でも、化成処理時間を更に長くして化成処理層を厚くすれば、接着力は長期間低下しないと考えられる。しかしながら化成皮膜を厚くすれば、接着力自体が低下する。従って、どの程度でバランスを取るかは、使用目的、用途等にもよる。
【0081】
[接着実験]
以下、本発明の溶剤型エポキシ接着剤を使用した接着実験の結果を示す。
(a)X線表面観察(XPS観察)
数μm径の表面を深さ1〜2nmまでの範囲で構成元素を観察する形式のESCA「AXIS−Nova(クレイトス(米国)/株式会社 島津製作所(日本国京都府)製)」を使用した。
(b)電子顕微鏡観察
SEM型の電子顕微鏡「S−4800(株式会社 日立製作所製)」及び「JSM−6700F(日本電子株式会社(日本国東京都)製)」を使用し1〜2KVにて観察した。
(c)走査型プローブ顕微鏡観察
ダイナミックフォース型の走査型プローブ顕微鏡「SPM−9600(株式会社 島津製作所製)」を使用した。
(d)X線回折分析(XRD分析)
「XRD−6100(株式会社 島津製作所製)」を使用した。
(e)複合体の接合強度の測定
引っ張り試験機「AG−10kNX(株式会社 島津製作所製)」を使用し、引っ張り速度10mm/分でせん断破断力を測定した。
(f)充填材の分散(湿式粉砕機の使用)
直径0.1〜0.5mmのジルコニアビーズをサンドとするサンドグラインドミル「ミニツエア(アシザワ・ファインテック株式会社製)」を使用した。
次に金属合金の表面処理について説明する。
【0082】
[実験例1](A7075アルミニウム合金片の表面処理)
市販の厚さ3mmのアルミニウム合金板材「A7075」を入手し、切断して45mm×15mmの長方形のA7075片を多数作成した。槽の水に市販のアルミニウム合金用脱脂剤「NE−6(メルテックス株式会社(日本国東京都)製)」を投入して濃度7.5%の水溶液(60℃)とした。これに前記A7075片を7分浸漬し、よく水洗した。続いて別の槽に1%濃度の塩酸水溶液(40℃)を用意し、これに前記A7075片を1分浸漬してよく水洗した。次いで別の槽に1.5%濃度の苛性ソーダ水溶液(40℃)を用意し、これに前記A7075片を4分浸漬してよく水洗した。続いて別の槽に3%濃度の硝酸水溶液(40℃)を用意し、これに前記A7075片を1分浸漬し、水洗した。次いで別の槽に一水和ヒドラジンを3.5%含む水溶液(60℃)を用意し、これに前記A7075片を2分浸漬し、水洗した。次いで5%濃度の過酸化水素水溶液(40℃)を用意し、これに前記A7075片を5分浸漬し、水洗した。次いで前記A7075片を、67℃にした温風乾燥機に15分入れて乾燥した。
【0083】
前記と同じ処理をしたA7075片を電子顕微鏡観察したところ、40〜100nm径の凹部で覆われていることが分かった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図1に示した((a):1万倍,(b):10万倍)。又、走査型プローブ顕微鏡にかけて粗度データを得た。これによるとRSmは3〜4μm、Rzは1〜2μmであった。
【0084】
[実験例2](A5052アルミニウム合金片の表面処理)
市販の厚さ1.6mmのアルミニウム合金板材「A5052」を入手し、切断して45mm×15mmの長方形のA5052片を多数作成した。槽の水に市販のアルミニウム合金用脱脂剤「NE−6」を投入して濃度7.5%の水溶液(60℃)とした。これに前記A5052片を7分浸漬し、よく水洗した。続いて別の槽に1%濃度の塩酸水溶液(40℃)を用意し、これに前記A5052片を1分浸漬してよく水洗した。次いで別の槽に1.5%濃度の苛性ソーダ水溶液(40℃)を用意し、これに前記A5052片を2分浸漬してよく水洗した。続いて別の槽に3%濃度の硝酸水溶液(40℃)を用意し、これに前記A5052片を1分浸漬し、水洗した。次いで別の槽に一水和ヒドラジンを3.5%含む水溶液(60℃)を用意し、これに前記A5052片を2分浸漬し、水洗した。次いで前記A5052片を、67℃にした温風乾燥機に15分入れて乾燥した。
【0085】
前記と同じ処理をしたA5052片を電子顕微鏡観察したところ、30〜100nm径の凹部で覆われていることが分かった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図2に示した((a):1万倍,(b):10万倍)。又、走査型プローブ顕微鏡にかけて粗度データを得た。これによるとRSmは1.8〜2.6μm、Rzは0.3〜0.5μmであった。
【0086】
[実験例3](AZ31Bマグネシウム合金片の表面処理)
市販の厚さ1mmのマグネシウム合金板材「AZ31B」を入手し、切断して45mm×15mmの長方形のAZ31B片を多数作成した。槽の水に市販のマグネシウム合金用脱脂剤「クリーナー160(メルテックス株式会社製)」を投入して濃度7.5%の水溶液(65℃)とした。これに前記AZ31B片を5分浸漬し、よく水洗した。続いて別の槽に1%濃度の水和クエン酸水溶液(40℃)を用意し、これに前記AZ31B片を6分浸漬してよく水洗した。次いで別の槽に1%濃度の炭酸ナトリウムと1%濃度の炭酸水素ナトリウムを含む水溶液(65℃)を用意し、これに前記AZ31B片を5分浸漬してよく水洗した。続いて別の槽に15%濃度の苛性ソーダ水溶液(65℃)を用意し、これに前記AZ31B片を5分浸漬し、水洗した。次いで別の槽に0.25%濃度の水和クエン酸水溶液(40℃)を用意し、これに前記AZ31B片を1分浸漬して水洗した。次いで過マンガン酸カリを2%、酢酸を1%、水和酢酸ナトリウムを0.5%含む水溶液(45℃)を用意し、これに前記AZ31B片を1分浸漬し、15秒水洗した。次いで前記AZ31B片を、90℃にした温風乾燥機に15分入れて乾燥した。
【0087】
前記と同じ処理をしたAZ31B片を電子顕微鏡観察したところ、5〜20nm径の棒状結晶が複雑に絡み合って100nm径程度の塊となり、その塊が面を作っている超微細凹凸形状で覆われている箇所があった。電子顕微鏡を10万倍として観察したときの写真を図3(a)及び(b)に示した。又、走査型プローブ顕微鏡で走査して粗度観測を行ったところRSmが2〜3μm、Rzが1〜1.5μmであった。
【0088】
[実験例4](C1100銅合金片の表面処理)
市販の厚さ1.5mmの純銅系銅合金であるタフピッチ銅板材「C1100」を入手し、切断して45mm×15mmの長方形のC1100片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これに前記C1100片を5分浸漬して水洗した。次いで1.5%濃度の苛性ソーダ水溶液(40℃)に前記C1100片を1分浸漬して水洗することで予備塩基洗浄した。次いで銅合金用エッチング材「CB−5002(メック株式会社(日本国兵庫県)製)」を20%、30%過酸化水素を18%含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記C1100片を10分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記C1100片を1分浸漬してよく水洗した。次いで、前記C1100片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬し、よく水洗した。その後、前記C1100片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0089】
前記と同じ処理をしたC1100片を走査型プローブ顕微鏡にかけた。その結果、RSmは3〜7μm、Rzは3〜5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図4に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜150nmの孔開口部又は凹部が30〜300nmの非定期な間隔で全面に存在する超微細凹凸形状でほぼ全面が覆われていた。
【0090】
[実験例5](C5191銅合金片の表面処理)
市販の厚さ1mmのリン青銅板材「C5191」を入手し、切断して45mm×15mmの長方形のC5191片を多数作成した。槽に市販のアルミ合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記C5191片を5分浸漬して脱脂し、よく水洗した。続いて別の槽に銅合金用エッチング材「CB−5002」を20%分、30%過酸化水素水を18%分含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記C5191片を15分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記C5191片を1分浸漬してよく水洗した。次いで、前記C5191片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬し、水洗した。その後、前記C5191片を、90℃にした温風乾燥機に15分入れて乾燥した。
【0091】
前記と同じ処理をしたC5191片を走査型プローブ顕微鏡にかけた。その結果、RSmは1〜3μm、Rzは0.3〜0.4μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図5に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜200nmの凸部が混ざり合って全面に存在する超微細凹凸形状であり、純銅系であるタフピッチ銅の微細構造とは全く異なった形状であった。
【0092】
[実験例6](KFC銅合金片の表面処理)
市販の厚さ1mmの鉄含有銅合金板材「KFC(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKFC片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これに前記KFC片を5分浸漬し、水洗した。次いで1.5%濃度の苛性ソーダ水溶液(40℃)に前記KFC片を1分浸漬して水洗することで予備塩基洗浄した。次いで銅合金用エッチング材「CB5002」を20%分、30%過酸化水素水を18%分含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記KFC片を8分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記KFC片を1分浸漬してよく水洗した。次いで、前記KFC片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬してよく水洗した。その後、前記KFC片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0093】
前記と同じ処理をしたKFC片を走査型プローブ顕微鏡にかけた。その結果、RSmは1〜3μm、Rzは0.3〜0.5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図6に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜200nmの凸部が混ざり合って全面に存在する超微細凹凸形状で全面が覆われていた。
[実験例7](KS40チタン合金片の表面処理)
市販の厚さ1mmの純チタン型チタン合金板材「KS40(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKS40片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記KS40片を5分浸漬して脱脂し、よく水洗した。次いで別の槽に1水素2弗化アンモニウムを40%含む万能エッチング材「KA−3(株式会社 金属化工技術研究所(日本国東京都)製)」を2%含む水溶液(60℃)を用意し、これに前記KS40片を3分浸漬し、イオン交換水でよく水洗した。次いで前記KS40片を3%濃度の硝酸水溶液に1分浸漬し、水洗した。その後、前記KS40片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0094】
前記と同じ処理をしたKS40片を走査型プローブ顕微鏡で観察した。その結果、RSmは1〜3μm、Rzは0.8〜1.5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図7に示した((a):1万倍,(b):10万倍)。電子顕微鏡での観察から、幅と高さが10〜数百nmで長さが数百〜数μmの湾曲した連山状突起が間隔周期10〜数百nmで面上に林立している超微細凹凸形状であることが分かった。さらに、XPSによる分析から、表面には酸素とチタンが大量に観察され、少量の炭素が観察された。これらから表層は酸化チタンが主成分であることが分かり、しかも暗色であることから3価のチタンの酸化物と推定された。
【0095】
[実験例8](KSTi−9チタン合金片の表面処理)
市販の厚さ1mmのα−β型チタン合金板材「KSTi−9(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKSTi−9片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記KSTi−9片を5分浸漬して脱脂し、よく水洗した。次いで別の槽に苛性ソーダ1.5%濃度の水溶液(40℃)を用意し、これに前記KSTi−9片を1分浸漬し、水洗した。次いで別の槽に、市販汎用エッチング試薬「KA−3」を2重量%溶解した水溶液(60℃)を用意し、これに前記KSTi−9片を3分浸漬し、イオン交換水でよく水洗した。次いで別の槽に、蓚酸を5重量%溶解した水溶液(40℃)を用意し、これに前記KSTi−9片を1分浸漬し、イオン交換水でよく水洗した。次いで別の槽に、過マンガン酸カリ2重量%と水酸化カリ3重量%溶解した水溶液(70℃)を用意し、これに前記KSTi−9片を5分浸漬し、イオン交換水でよく水洗した。次いで前記KSTi−9片を、90℃とした温風乾燥機に15分入れて乾燥した。乾燥後のKSTi−9片に金属光沢はなく暗褐色であった。
【0096】
上記処理をしたKSTi−9片を走査型プローブ顕微鏡で観察した。走査解析によるとRSmは4〜6μm、Rzは1〜2μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図8に示した((a):1万倍,(b):10万倍)。その様子は実験例7の図7に酷似した部分に加え、表現が難しい枯葉状の部分が多く見られた。
【0097】
[実験例9](SUS304ステンレス鋼片の表面処理)
市販の厚さ1mmのステンレス鋼板材「SUS304」を入手し、切断して45mm×15mmの長方形のSUS304片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記SUS304片を5分浸漬して脱脂し、よく水洗した。続いて別の槽に1水素2弗化アンモニウムを1%と98%硫酸を5%含む水溶液(65℃)を用意し、これに前記SUS304片を4分浸漬し、イオン交換水でよく水洗した。次いで、前記SUS304片を、3%濃度の硝酸水溶液(40℃)に3分浸漬して水洗した。次いで前記SUS304片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0098】
前記と同じ処理をしたSUS304片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmは1〜2μmであり、Rzは0.3〜0.4μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図9に示した((a):1万倍,(b):10万倍)。電子顕微鏡による観察から、表面が直径20〜70nmの粒径物や不定多角形状物が積み重なった形状、言わば溶岩台地斜面ガラ場状の超微細凹凸形状で覆われていた。更に別の1個をXPS分析にかけた。このXPS分析から、表面には酸素と鉄が大量に、又、少量のニッケル、クロム、炭素、ごく少量のモリブデン、珪素が観察された。これらから表層は金属酸化物が主成分であることが分かった。この分析パターンはエッチング前のSUS304と殆ど同じであった。
【0099】
[実験例10](SPCC鋼材片の表面処理)
市販の厚さ1.6mmの冷間圧延鋼板材「SPCC」を入手し、切断して45mm×15mmの長方形のSPCC片を多数作成した。槽にアルミニウム合金用脱脂剤「NE−6」を7.5%を含む水溶液(60℃)を用意し、これに前記SPCC片を5分浸漬して水道水(群馬県太田市)で水洗した。次いで別の槽に1.5%苛性ソーダ水溶液(40℃)を用意し、これに前記SPCC片を1分浸漬し、水洗した。次いで別の槽に98%硫酸を10%含む水溶液(50℃)を用意し、これに前記SPCC片を6分浸漬し、イオン交換水で十分に水洗した。次いで前記SPCC片を、1%濃度のアンモニア水(25℃)に1分浸漬して水洗した。次いで前記SPCC片を、2%濃度の過マンガン酸カリ、1%濃度の酢酸、及び0.5%濃度の水和酢酸ナトリウムを含む水溶液(45℃)に1分浸漬して十分に水洗した。その後、前記SPCC片を、90℃とした温風乾燥機内に15分入れて乾燥した。
【0100】
前記と同じ処理をしたSPCC片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmが1〜3μm、Rzが0.3〜1.0μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図10に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡による観察結果から、高さ及び奥行きが80〜200nmで幅が数百〜数千nmの階段が無限に続いた形状の超微細凹凸形状でほぼ全面が覆われていることが分かる。パーライト構造が剥き出しになった様子であり化成処理層はごく薄いことが分かる。
【0101】
[実験例11](SPHC鋼材片の表面処理)
市販の厚さ1.6mmの熱間圧延鋼材「SPHC」を入手し、切断して45mm×18mmの長方形のSPHC片を多数作成した。槽にアルミニウム合金用脱脂剤「NE−6」を7.5%を含む水溶液(60℃)を用意し、これに前記SPHC片を5分浸漬して水道水(群馬県太田市)で水洗した。次いで別の槽に1.5%苛性ソーダ水溶液(40℃)を用意し、これに前記SPHC片を1分浸漬し、水洗した。次いで別の槽に98%硫酸を10%と1水素2弗化アンモニウム1%を含む水溶液(65℃)を用意し、これに前記SPHC片を2分浸漬し、イオン交換水で十分に水洗した。次いで前記SPHC片を、1%濃度のアンモニア水(25℃)に1分浸漬して水洗した。次いで前記SPHC片を、80%正リン酸を1.5%、亜鉛華を0.21%、珪弗化ナトリウムを0.16%、塩基性炭酸ニッケルを0.23%含む水溶液(55℃)に1分浸漬して十分に水洗した。その後、前記SPHC片を、90℃とした温風乾燥機内に15分入れて乾燥した。
【0102】
乾燥後、前記SPHC片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmが1〜3μm、Rzが0.3〜1.0μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図11に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡による観察結果から、高さ及び奥行きが80〜500nmで幅が数百〜数万nmの階段が無限に続いた形状の超微細凹凸形状でほぼ全面が覆われていることが分かり、これもパーライト構造であった。
【0103】
[実験例12](接着剤1の作成)
ビスフェノールA型エポキシ樹脂の単量体型が主成分の分子量約370のエポキシ樹脂「JER828(ジャパンエポキシレジン株式会社製)」、ビスフェノールA型エポキシ樹脂のオリゴマー型で分子量約1400の固体エポキシ樹脂「JER1004(ジャパンエポキシレジン株式会社製)」、多官能型のフェノールノボラック型エポキシ樹脂「JER154(ジャパンエポキシレジン株式会社製)」、アニリン型の3官能エポキシ樹脂「JER630(ジャパンエポキシレジン株式会社製)」、テトラグリシジル−ジアミノジフェニルスルホン「JER604(ジャパンエポキシレジン社製)」、粒径分布中心が20μmの水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」、平均粒径が8〜12μmの微粉タルク「ハイミクロンHE5(竹原化学工業株式会社(日本国兵庫県)製)」、平均粒径が8〜12μmの焼成カオリン(クレー)「スタントン5(竹原化学工業株式会社(日本国兵庫県)製)」、平均粒径が5〜10μmの炭酸カルシウム「サンライトSL−100(竹原化学工業株式会社(日本国兵庫県)製)」、粒径分布の中心が16μmの純アルミニウム系アルミニウム粉体「フィラー用アルミニウムパウダー(東洋アルミニウム株式会社製)」、微粉型ジシアンジアミド「DICY7(ジャパンエポキシレジン株式会社製)」、及び、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99(保土谷化学工業株式会社(日本国東京都)製)」を入手した。
【0104】
「JER828」を67質量部、「JER1004」を17質量部、「JER154」を8質量部、「JER630」を8質量部取って150℃程度に加熱し、全体を溶融させて十分に混合した後、混合物を放冷した。この混合物において、a=67、b=17、c=8、d=8であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、炭酸カルシウム粉体「サンライトSL−100」5質量部、微粉型ジシアンジアミド「DICY7」6質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤1とした。接着剤1の組成を表1に示す。
【0105】
[実験例13](接着剤2の作成)
「JER828」を67質量部、「JER1004」を17質量部、「JER154」を8質量部、「JER630」を8質量部取って150℃程度に加熱し、全体を溶融させて十分に混合した後、混合物を放冷した。この混合物において、a=67、b=17、c=8、d=8であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」5質量部、水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」5質量部、微粉型ジシアンジアミド「DICY7」6質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤2とした。接着剤2の組成を表1に示す。
【0106】
[実験例14](接着剤3の作成)
「JER828」を50質量部、「JER154」を10質量部、「JER630」を20質量部、「JER604」を20質量部取ってよく混合した。この混合物において、a=50、b=0、c=10、d=40であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」15質量部、アルミニウム粉体「フィラー用アルミニウムパウダー(東洋アルミニウム株式会社製)」15質量部、水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」15質量部、微粉型ジシアンジアミド「DICY7」5質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤3とした。接着剤3の組成を表1に示す。
【0107】
【表1】

【0108】
[実験例15](溶剤型接着剤1を使用した接着試験)
実験例12で作成した接着剤1を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤1を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤1を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。放冷後にA7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を3組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片を入れて、5分加熱した。次いで、熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例15)。
【0109】
[実験例16](接着剤1を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例12で作成した接着剤1塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。その後A7075片をデシケータから出し、A7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を3組作成した。その後の加熱硬化工程は実験例15と同様である。このようにしてA7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例16)。表2から見て明らかなように、実験例16の結果は実験例15より3.5MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0110】
[実験例17](溶剤型接着剤2を使用した接着試験)
実験例13で作成した接着剤2を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤2を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤2を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。その後は実験例15と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例17)。
【0111】
[実験例18](接着剤2を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例13で作成した接着剤2を塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。A7075片をデシケータから出し、その後は実験例16と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例18)。表2から見て明らかなように、実験例18の結果は実験例17より2.7MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0112】
[実験例19](溶剤型接着剤3を使用した接着試験)
実験例14で得た接着剤3を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤3を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤3を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。その後は実験例15と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は150℃下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例19)。
【0113】
[実験例20](接着剤3を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例14で得た接着剤3を塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。A7075片をデシケータから出し、その後は実験例16と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は150℃下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例20)。表2から見て明らかなように、実験例20の結果と実験例19の結果は、いずれも45MPa前後であり、殆ど差がない。
【0114】
[実験例21](噴霧型接着剤1を使用した接着試験)
実験例12で得た接着剤1を15g取り、MIBKを15g加えてよく混ぜて噴霧型接着剤1を作成した。この噴霧型接着剤1を噴霧器(市販のアイロン用霧吹き器)に入れた。一方、実験例1の表面処理を施したA7075片12枚を紙上に並列に配置し、これら全てのA7075片の接着剤塗布領域以外を別の紙によって覆った。これにより接着剤塗布領域のみが露出した状態となっている。この接着剤塗布領域に対して、噴霧器自体を振りながら噴霧型接着剤1を噴霧した。露出したA7075片表面に接着剤が噴霧されていることを確認し、噴霧を止めてA7075片を覆っていた紙を除いて30分放置した。次いで50℃にした温風乾燥機にA7075片を15分入れて残存したMIBKを揮発させた。放冷後にA7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を6組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片を入れて、5分加熱した。次いで、熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片同士の接合体である試験片を6組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(6対の平均値)を表2に示す(実験例21)。表2から見て明らかなように、実験例16の結果は実験例21より3.7MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0115】
【表2】
【0116】
[実験例22〜41](各種金属合金の接着試験)
実験例2〜11の表面処理を施した各種金属合金について、溶剤型接着剤1を使用して実験例15と同様の実験を行った(実験例22、24、26、28、30、32、34、36、38、40)。その結果を表3に示す。また、実験例2〜11の表面処理を施した各種金属合金について、接着剤1を使用して実験例16と同様の実験を行った(実験例23、25、27、29、31、33、35、37、39、41)。その結果を表3に示す。
【0117】
ここで接着剤1又は溶剤型接着剤1をNATの条件に適合する金属合金表面に対して使用した場合、極めて強固な接着力を発揮するため、金属合金片が十分な厚さを有しない場合には引っ張り破断時に曲げ変形が生じ、十分な厚さ(例えば3mm程度)を有している場合に計測される本来のせん断破断力よりも低く現れる場合が多い。従って、十分な厚さ(厚さ3mm)を有しているA7075片、曲げ変形が生じ難いSPCC及びSPHC(いずれも厚さ1.6mm)を除いて、金属合金片の接着面の裏面側にA7075片を積層した。これにより曲げ変形を抑止した。ここで積層材として使用するA7075片は実験例1の表面処理を施したものである。図12に示すように、接着剤塗布範囲同士を密着させて対とした状態の金属合金片の接着面とは反対側の面、及び積層材として使用するA7075片の片面全面に接着剤を塗布した後、これら両面を密着させ、接着剤を加熱硬化させることで一体化した。ここで使用する接着剤に特に制限はないが、実験では溶剤型接着剤1を使用し、MIBKを揮発させた後に両面を密着させた。このようにすることで厚さ1mm以下の金属合金片、又は厚さ1〜2mmで曲げ変形が生じやすい金属合金片同士の接合体であっても、引っ張り試験時に曲げ変形が起こらなくなり、本来のせん断破断力に近い値が得られる。
【0118】
【表3】
【0119】
表3から見て明らかなように、全ての金属合金種において溶剤型接着剤1を使用した接合体と、無溶剤型の接着剤1を使用した接合体が概ね同等のせん断破断力を示した。この結果からも、本発明の溶剤型エポキシ接着剤が、無用剤型と同等の接着力を維持しつつ粘度を低下させたものであることを把握することができる。なお、A7075アルミニウム合金によって金属合金の接着面の裏面側を補強し、曲げ変形を防止したにもかかわらず、KS−40チタン合金のせん断破断力のみが55MPa程度と相対的に低いせん断破断力を示しているが、これは表面形状がNATの超微細凹凸の条件に適合しない範囲が多いことによるものと考えられる。
【0120】
[実験例36](アルミニウム合金とCFRPの接着試験)
引っ張り強度3.5GPaの炭素繊維「トレカT300(東レ株式会社製)」を使用したCFRPプリプレグを積層し、これらを硬化させて、厚さ3mmのCFRP板材を作成した。「トレカT300」は単方向束型である。マトリックス樹脂は、同社カタログに「T300」使用のプリプレグの硬化条件が120℃とあったことから、硬化剤にジシアンジアミド粉体を使用しており、150℃における耐熱性は低い一般用途向け品と考えられる。このようにして得られたCFRP板材を切断し、繊維方向が長手方向になるように45mm×15mm×3mm厚のCFRP片を多数作成した。これらのCFRP片の端部を、JISR6252に規定される120番の研磨紙によって繊維方向に数回強く研磨し、繊維方向と直交する方向に数回研磨し、さらに繊維方向に数回研磨した。このようにして炭素繊維が一部剥き出しになるようにし、最後に再度繊維方向に研磨することで繊維が容易に切れずに残るようにした。
【0121】
次いで、超音波発信端を設置した槽にアルミニウム合金用脱脂剤「NE−6」7.5%を含む水溶液(60℃)を用意し、これに超音波をかけた状態として、粗面化したCFRP片を5分浸漬した。その後、このCFRP片を水洗し、80℃にセットした熱風乾燥機に15分入れて乾燥した。このようにして粗面化したCFRP片の粗面化した端部に、実験例15において作成した溶剤型接着剤1を塗布した。これらのCFRP片を30分風乾した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。この措置によってMIBKの臭いは消えた。
【0122】
一方、実験例1の表面処理を施したA7075片3枚に対して、各々の端部に溶剤型接着剤1を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。放冷後にA7075片とCFRP片の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片と同様の形状とした。このようにしてA7075片とCFRP片の対を3組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片及びCFRP片を入れて、直後に熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片とCFRP片の複合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)は、65.1MPaであり、A7075片同士の接合体(実験例15)に近く、金属合金とCFRPの複合体としては従来になく強固な接着力を示した。試験後にA7075片の破断面を観察したところ、炭素繊維が接着範囲に多く付着していた。
【0123】
[実験例37](アルミニウム合金とCFRPの接着試験:比較)
溶剤型接着剤1に換えて、実験例12で作成した接着剤1を使用して実験例36と同様の接着試験を行った。但し、本実験例においては、MIBKを揮発させる工程は不要であるが、A7075片及びCFRP片に接着剤1を塗布した後、双方に対して「染み込まし処理」を行った。この染み込まし処理においては、デシケータ自体を温風乾燥機に前もって入れておくことで65℃程度に加熱しておき、その後、このデシケータ内に接着剤を塗布したA7075片及びCFRP片を入れて数分間30mmHg以下の減圧下に置き、その後に常圧に戻す操作を3回繰り返した。このようにして得られた試験片のせん断破断力(3組の平均値)は、68.3MPaであり、A7075片同士の接合体(実験例15)に近かった。
【0124】
[実験例38](アルミニウム合金とCFRPのコキュア接着試験)
「JER828」を50質量部、「JER154」を10質量部、「JER630」を20質量部、「JER604」を20質量部取って、これらを45℃程度としてよく混合した。この混合物において、a=50、b=0、c=10、d=40であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」15質量部、アルミニウム粉体「フィラー用アルミニウムパウダー」15質量部、微粉型ジシアンジアミド「DICY7」5質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加え、3分間混練した後、1時間放置し、再度1分混練した。このようにして得られたペースト状のエポキシ樹脂組成物をマトリックス樹脂として使用する。このマトリックス樹脂をポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。
【0125】
引っ張り強度4.4GPaの炭素繊維「パイロフィルTR30S(三菱レイヨン株式会社製)」を使用した厚さ約0.23mmの平織り炭素繊維クロス「パイロフィル3110M(三菱レイヨン株式会社製)」を入手し、130mm×130mmに切断した。一方、シリコーン樹脂使用の離型紙を200mm×200mmに切断して木製平板の上に置き、4方をテープとピンで固定した。次いで、その中央に130mm×130mmに切断した炭素繊維クロスを敷いて、4方をテープとピンで固定した。次いで、作成したマトリックス樹脂を冷蔵庫から取り出し、50℃とした温風乾燥機内に入れて粘度を下げ、これをプラスチック製ヘラを使用して炭素繊維クロスの上から塗布した。マトリックス樹脂の塗布層は均一に厚くなるようにした。塗布層の上から200mm×200mmに切断した0.01mm厚のポリエチレンフィルムを被せた。そのポリエチレンフィルムの中央部に重しとなるブロックを置き、一定圧で押さえ付けた状態で中央部から端部に向かって移動させた。これにより、マトリックス樹脂が炭素繊維クロス表面に染み出し、余分なマトリックス樹脂は炭素繊維クロスの端から外部に押し出される。その後、離型紙及びポリエチレンフィルムに挟まれ、マトリックス樹脂が塗布された状態の炭素繊維クロスの端を、カッターによって切断し、110mm×110mmの正方形状のシートを作成した。同様の操作を繰り返して、110mm×110mmの正方形状のシートを多数作成した。これら正方形状のシートをデシケータに入れて密閉し、デシケータ内を真空ポンプで減圧し、5分ほどして常圧に戻した。これによって、マトリックス樹脂及び炭素繊維クロス内部の空気を抜いて、マトリックス樹脂を炭素繊維クロス全体に行き渡らせる。このようにして作成した多数のCFRPプリプレグ(離型紙及びポリエチレンフィルムに挟まれた状態)を袋に封じ、5℃とした冷蔵庫に保管した。
【0126】
一方、実験例1の表面処理を施したA7075片3枚に対して、各々の端部に実験例19で作成した溶剤型接着剤3を塗布した。これらのA7075片を30分風乾した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。
【0127】
図13に示す焼成治具1を用いてCFRPとA7075片の複合体を作成する。金型本体2及び金型底板5を組み合わせると、金型本体2の側壁と金型底板5の上面によって金型凹部が形成される。この金型凹部を覆うように、0.05mm厚の離型用フィルム17を敷いた。この離型用フィルム17の上に、A7075片11を接着剤塗布面を上にして置き、このアルミニウム合金片11と金型本体2の側壁の空隙をポリテトラフルオロエチレン樹脂(以下、「PTFE」という。)製のスペーサ16で埋めた。
【0128】
一方、前述したようにして作成したCFRPプリプレグを切断し、繊維方向が長手方向になるように45mm×15mmのプリプレグ片を多数作成した。これらのプリプレグ片の離型紙及びポリエチレンフィルムを除去し、A7075片11及びスペーサ16の上面に、厚さ3mmとなるように13枚積層した。これらプリプレグ片13枚の積層物が図中のプリプレグ積層物12として示されている。ここで、図13示すプリプレグ積層物12の最下層となるプリプレグ片の下面の左端部分が、A7075片11上面の接着剤塗布領域と接触している。このときの接着面積(両片が重なっている面積)は15mm×4mm程度(約0.6cm2)であった。このプリプレグ積層物12と金型本体2の側壁の空隙を埋めるためにPTFE製のスペーサ13を設置し、これらを覆うように離型用フィルム14を敷いた。
【0129】
離型用フィルム14の上にPTFE製のブロック15を乗せ、ブロック15の上に鉄製の5kgの錘18を乗せて大型オートクレーブの中に置いた。オートクレーブの蓋を閉めて内温を昇温し、真空ポンプで内圧を15mmHg以下に減圧した。金型本体2の温度が90℃を超えた時点で常圧に戻した。その後温度を上げて135℃に達した後、135℃で1時間加熱し、その後更に165℃まで温度を上げて、165℃前後を維持するように調節しつつ20分加熱した。その後、加熱を停止して蓋を開けた。100℃まで温度が低下した後に焼成治具1をオートクレーブから取り出し、その30分後に焼成治具1を分解してCFRP片(プリプレグ積層物12の硬化物)とA7075片11の複合体を6組得た。複合体の形状は図12と同様である。
【0130】
複合体の作成から10日後に、試験片(複合体)を引っ張り試験機にかけて破断させた。この試験は常温下及び150℃下において各々3組行った。その際のせん断破断力(3組の平均値)は、常温下で50.2MPa、150℃下では34.3MPaであった。本発明者らは、過去に上記溶剤型接着剤3に換えて、接着剤3を使用して本実験例38と同様の実験を行っている。但し、MIBKを揮発させる工程は不要であり、A7075片に接着剤3を塗布した後、双方に対して「染み込まし処理」を行った。この実験によれば、常温下で55.3MPa、150℃下で32.3MPaのせん断破断力を示していた。従って、CFRPのマトリックス樹脂を本発明の溶剤型エポキシ接着剤と同様組成とした場合にも、当該CFRPと金属合金とのコキュア接着において高い接着力を発揮することが確認された。即ち、CFRPのマトリックス樹脂を溶剤型エポキシ樹脂組成物とした場合にも、無用剤型エポキシ樹脂組成物と同等の接着力を発揮しうる。
【0131】
[本発明の応用例]
前述した「NAT」は金属合金同士の接着だけでなく金属合金とCFRP材の接着にも適用することが可能である。近年のCFRP部材は航空機の主要材料として注目されるなど、輸送機器の構造材としての用途が期待されており、耐熱性に関しても150℃以上での使用に耐えうるものが開発されている。このような事情に鑑み、本発明者らは、金属合金とCFRPの接着剤の研究開発を行い、接着剤硬化物層が150℃下でも高い接着力を保つよう1液性エポキシ接着剤を改良した。その結果、NATの条件に適合する金属合金同士の接着、NATの条件に適合する金属合金とCFRPの接着、CFRP同士の接着のいずれにおいても150℃下で35〜45MPa程度の高いせん断破断力を示した。
【0132】
このような常温下での高い接着力と耐熱性を兼備する1液性エポキシ接着剤により、図15に示す交互積層板の作成も容易になる。この交互積層板は、NATの条件に適合するよう表面処理した0.3mm厚のA5052片5枚と、0.38mm厚のCFRPプリプレグ片4枚を交互に積層した厚さ3mmの積層材である。本発明者らが発明したNATと、同じく本発明者らが発明した前記1液性エポキシ接着剤が存在しなかったときには、このような交互積層材はA5052とCFRPの線膨張率の差異による層同士の剥離が問題となり作成出来なかった。アルミニウム合金の線膨張率が2.3×10−5℃−1程度であるのに対し、CFRPの線膨張率は0.1×10−5℃−1以下であるから、両者の線膨張率の差は2.2×10−5℃−1程度にもなる。従って、両層を接着剤を介して積層し、加圧しつつ150〜180℃で接着剤を硬化させて一体化しても、放冷時に線膨張率の差異から両層の剥がれや曲がりがあらわれ、平らな状態の交互積層板を作成することができなかった。
【0133】
前記の金属合金薄板とCFRP板の交互積層板は、CFRPがACM(Advanced composite material)として出現した時点から夢の新素材として喧伝されて来たものだが、実際には上記の問題により作成できなかったものである。特に金属合金薄板にアルミニウム合金を使用した交互積層板は比重2.0〜2.3の超軽量でありながら鋼近くの剛性があるとして待望されてきた。一方で大型のCFRP構造材の製造は困難であるという事情もある。薄いCFRPプリプレグシートを積層して構造材の形状とし、治具等で固定化したまま加熱硬化させる一体成形法しかなく、小型のCFRP部材を一旦作成してそれらを何らかの方法で組み立てるという方法が取り難かった。これはCFRP自体は鋼並みの強度を有しながらもプラスチック材に過ぎず、ボルトナット型の組立方式が取れないことによる。これが大型構造材の大量生産に適さないCFRPの欠点であった。
【0134】
しかしながら、本発明者らが開発した1液性エポキシ接着剤によれば、常温下における極めて高い接着力と耐熱性を備えているため、CFRP部材と金属合金を当該接着剤により接着したCFRP構造材を作成することも可能である。このような構造材において、CFRP構造材の端部を金属合金とすることにより、構造材全体としては極めて軽量であり、且つ端部を他の部材とボルトナット結合やネジ止め結合することが可能である。前述した交互積層板も体積の約半分がアルミニウム合金であるから、端部のアルミニウム合金に穴を設けて他部材とビス止めしても金属の有する展性や靭性によって壊れることがない。このような構造部材は金属合金とCFRPの両者の長所を併存させることが可能であり、組み立てが容易であるため、その用途は広範である。
【0135】
このような交互積層材の製造に際して、金属合金の全面に接着剤を塗布するという作業工程が必要である。この際に、全面に高粘度の接着剤を塗布する作業は困難であり、接着剤の使用量も多くなってしまう。また、フィラーの含有量が多く、その粘度の高さ故に自動化が困難であり、メンテナンスも容易ではない。このような粘度の高い1液性エポキシ接着剤を溶剤型とすることで、粘度を低下させ、広面積への塗布を容易とすることが可能である。これにより、交互積層材の製造工程を簡素化することが可能である。さらに噴霧塗布か可能な程度の低粘度とすることで塗布作業自体を自動化することも可能となる。
【符号の説明】
【0136】
20…接合体
23…金属合金片
24…金属合金片
25…接着範囲
40…金属合金
41…セラミック質層
42…接着剤硬化物層
【技術分野】
【0001】
本発明は、輸送機器、電気機器、医療機器、及び一般機械等の製造分野において使用されるエポキシ接着剤に関する。特に、無溶剤型と同等の接着力を有し、かつ接着対象に噴霧させることが可能な溶剤型エポキシ接着剤と、その溶剤型エポキシ接着剤を使用した接着方法に関する。
【背景技術】
【0002】
本発明者らは、金属合金同士、又は金属合金とCFRP(Carbon Fiber Reinforced Plasticsの略)をエポキシ接着剤により強固に接着する技術を開発した。特許文献1には、アルミニウム合金同士、又はアルミニウム合金とCFRPとを1液性エポキシ接着剤を使用して強固に接着する技術を開示している。同様に、特許文献2、3、4、5、及び6には、マグネシウム合金、銅合金、チタン合金、ステンレス鋼、及び一般鋼材を、それぞれ金属合金又はCFRP部材と1液性エポキシ接着剤を使用して強固に接着する技術を開示している。
【0003】
ここで、上記技術においては金属合金表面を所定の形状、構造とすることで、アンカー効果によって接着力を獲得していた。本発明者らは、この理論を「NAT(Nano Adhesion Technologyの略)」と称している。NATでは、金属合金表面が以下に示す3条件を具備することで、被着材との強固な接着を達成することとしている。
【0004】
(1)第1の条件は、最新型のダイナミックモード型の走査型プローブ顕微鏡で金属合金表面を走査したときに、RSmが0.8〜10μmであり、Rzが0.2〜5μmである粗度面となっていることである。ここでRSmは、日本工業規格(JIS B 0601:2001, ISO 4287:1997)に規定される輪郭曲線要素の平均長さであり、Rzは、日本工業規格(JIS B 0601:2001, ISO 4287:1997)に規定される最大高さである。この粗度面を「ミクロンオーダーの粗度を有する表面」と称す。
(2)第2の条件は、上記ミクロンオーダーの粗度を有する金属合金表面に、さらに5nm周期以上の超微細凹凸が形成されていることである。当該条件を具備するために、上記金属合金表面に微細エッチングを行い、前述のミクロンオーダーの粗度をなす凹部内壁面に5〜500nm、好ましくは10〜300nm、より好ましくは30〜100nm(最適値は50〜70nm)周期の超微細凹凸を形成する。
(3)第3の条件は、上記金属合金の表層がセラミック質であることである。具体的には、元来耐食性のある金属合金種に関しては、その表層が自然酸化層レベルかそれ以上の厚さの金属酸化物層であることを要し、耐食性が比較的低い金属合金種(例えばマグネシウム合金や一般鋼材等)では、その表層が化成処理等によって生成した金属酸化物又は金属リン酸化物の薄層であることが第3の条件となる。
【0005】
これらを模式的に図にすると図14のようになる。金属合金40の表面にはミクロンオーダーの粗度を成している凹部(C)が形成され、さらにその凹部内壁には超微細凹凸(A)が形成され、表層はセラミック質層41となっており、この超微細凹凸に接着剤硬化物層42の一部が浸入している。このようにした金属合金表面に液状の接着剤が侵入し、侵入後に硬化すると、金属合金と硬化した接着剤は非常に強固に接合するという簡潔な考え方である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】WO 2008/114669 A1(アルミニウム合金)
【特許文献2】WO 2008/133096 A1(マグネシウム合金)
【特許文献3】WO 2008/126812 A1(銅合金)
【特許文献4】WO 2008/133030 A1(チタン合金)
【特許文献5】WO 2008/133296 A1(ステンレス鋼)
【特許文献6】WO 2008/146833 A1(一般鋼材)
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述した技術においては、金属合金と被着材である金属合金又はCFRP部材を接着する際に、市販の1液性エポキシ接着剤(主に「EP106NL」(セメダイン株式会社製))を使用していた。このような市販の1液性エポキシ接着剤であっても、NATの条件に適合する金属合金が接着対象となることで常温下において極めて高い接着力を発揮した。
【0008】
しかしながら、上記接着実験において使用した1液性エポキシ接着剤は無溶剤型であって粘度が高いという性質を有する。高粘度の接着剤を接着対象の所定の範囲に過不足無く塗布することは容易ではない。特に接着剤層が厚くなりすぎると、結果として安定して高い接着力を得ることが困難であることから、接着対象の所定の範囲に均一の厚さの接着剤層を形成するという困難な作業が必要になる。また、広範囲に接着剤を塗布する場合や低コストで大量生産を行う場合にも、このような接着剤の塗布方法は適さない。このような問題を解消する方法として、接着剤をヘラ等によって金属合金表面に塗るのではなく、噴霧器によって接着対象部分に噴霧させる方法が考えられる。また、接着剤を通常の塗料の如く大型のヘラ若しくは平筆で所定範囲に塗布する方法又は塗装ロールを用いて接着面に全面塗布する方法が考えられる。しかし、これを行うためには1液性エポキシ接着剤の粘度を低下させる必要がある。
【0009】
このような点から、1液性エポキシ接着剤を低粘度とすることは技術的に極めて重要である。ここで、単に粘度を低下させるだけであれば、接着剤組成物に溶剤を加えるだけで良いが、エポキシ接着剤を溶剤型とすることは通常は推奨されていない。その理由として、エポキシ接着剤自体が本来無溶剤型接着剤であって、硬化すると全てが固体になることを前提として作成されていることがある。即ち、溶剤型にして揮発性物を残し易くするより、無溶剤型のまま使用するメリットを優先している。
【0010】
また、1液性エポキシ接着剤には硬化剤として芳香族ジアミン類が使用されているものが多く、2液性エポキシ接着剤には硬化剤として脂肪族ポリアミンが使用されているものが多い。前記硬化剤を用いたエポキシ樹脂に溶剤を加えて低粘度化すると、接着力の低下や耐熱性の低下を招くということが接着剤業界及び熱硬化性樹脂業界の技術者の常識として存在する。さらにいえば、このような低粘度化手法は接着関連技術者に「挑戦すべきものでない手法」とされてきた経緯がある。本発明者らも市販の1液性エポキシ接着剤を溶剤型として、NATの条件に適合する表面とした金属合金と被着材を接着させたが、その全てで接着力が大幅に低下した。
【0011】
本来、エポキシ接着剤の利点の一つは、無溶剤型であるということにある。即ちエポキシ樹脂と硬化剤との反応によって、全組成物が固化成分に繋がり、取り込まれることで高い接着力が得られているのである。これに対して、溶剤型とした1液性エポキシ接着剤では、塗布後に意図的に溶剤を揮発させ、その後に150℃前後まで昇温して硬化させることになる。低沸点の溶剤であれば昇温工程で完全揮発すると考えられるが、この場合にも接着剤硬化物層中に気泡が残り、密度の低下した箇所が残存するという問題がある。さらに高沸点の溶剤であれば、このような問題に加えて溶剤分子が長く接着剤組成の中に残るのでエポキシ基と反応して接着性能を低下させるという問題がある。このように、1液性エポキシ接着剤を溶剤型とすることは、安定して高い接着力を得ることが困難であるとして推奨されていなかった。
【0012】
一方で、前述したように噴霧塗装が可能な溶剤型の1液性エポキシ接着剤であれば、様々な接着対象に接着剤を塗装することが極めて容易となる。ヘラ等によって塗布する場合と異なり、接着対象の形状が単純形状ではない場合にも噴霧器によって容易に接着剤の塗装をなし得る。また、接着剤を塗布すべき範囲の周囲を遮蔽物により覆って、当該範囲にのみ接着剤を噴霧させることが可能なので、接着剤の正確な塗装が可能であり、接着剤層の厚さの制御も容易になる。また、噴霧可能な粘度にまで至らずとも、溶剤型エポキシ接着剤を一般に使用されている塗料並みの粘度とすることができれば、筆塗り、ヘラ塗り、及びロール塗布等が可能となり、単純形状ではない箇所への塗布や広面積の塗布が容易となる。本発明はこのような観点からなされたものであり、その目的は、溶剤型の1液性エポキシ接着剤であって、無溶剤型に近い接着力を発揮するものを提供することにある。また、このような接着剤を使用した接着方法を提供することにある。
【課題を解決するための手段】
【0013】
[ジシアンジアミド粉体の使用]
前述した事情から、1液性エポキシ接着剤を溶剤型としつつ、無溶剤型に近い接着性能を発揮させることは困難であるといえる。本発明者らは、以下に示すようにして、この課題を解決した。まず、硬化剤としてジシアンジアミド粉体を採用した。ジシアンジアミド粉体をエポキシ樹脂に添加して混練して得た混練物は、ジシアンジアミド粉体とエポキシ樹脂が溶け合わずに単に混ざり合っている状態であれば、常温付近でゲル化及び硬化を開始しない。結果として、1液性エポキシ接着剤としての安定性を保ち得る。しかしながら硬化剤としてジシアンジアミドを使用した1液性エポキシ接着剤に溶剤を加えると、通常は数日以内に硬化してしまうため1液性エポキシ接着剤として使用できない。この事実からも、1液性エポキシ接着剤を溶剤型とすることは極めて困難であるといえる。
【0014】
本発明者らは、溶剤型の1液性エポキシ接着剤を開発すべく、ジシアンジアミドとエポキシ樹脂の溶解物性を調査した。その結果、ジシアンジアミドは強い水溶性物質であった。トルエンやヘキサンには溶けず、アセトンに難溶で、メタノールや水に溶けるという性質を有する。一方、エポキシ樹脂について溶解試験を行った結果、当然に水溶性ではなく、ヘキサンやペンタンには解けず、トルエンやアセトンに溶けた。このことから、エポキシ樹脂は脂肪族炭化水素には難溶で、芳香族炭化水素や極性基の付いた溶剤には溶けることが確認された。この両者の溶解物性からも、ジシアンジアミドとエポキシ樹脂を単に混合しても溶け合わないことが推定される。
【0015】
ここでエポキシ樹脂間の重合に関して、ジシアンジアミドを硬化剤とした場合は、硬化剤として脂肪族ポリアミン又は芳香族ジアミンを使用した場合と異なり、付加重合だけでなく触媒的重合も生じるという事実がある。硬化剤として芳香族ジアミンを使用する場合、その添加量はエポキシ当量に基づいた値が最適であり、通常、エポキシ樹脂100質量部に対して20質量部前後となる。このときに接着剤硬化物層が最も硬質となり接着力が高くなる。これに対して、ジシアンジアミド粉体を硬化剤として用いた場合、最適の添加量はエポキシ当量に基づく値より遥かに少なく、エポキシ樹脂100質量部に対し2〜3質量部であっても高い接着力を生じることを確認した。その添加量の少なさから、ジシアンジアミドを硬化剤とした1液性エポキシ接着剤は、硬化剤添加前のエポキシ樹脂混合物より若干の粘度上昇が生じるに過ぎず、常温では固体とならずに通常は高粘度液状物となる。
【0016】
硬化剤としてジシアンジアミド粉体を使用しており、硬化助剤を使用していない1液性エポキシ接着剤を硬化させる場合の最適温度は170℃程度であり、熱硬化型樹脂組成物として理想的な系であるといえる。このような系が170℃付近まで硬化しないということは、ジシアンジアミドがこの程度の高温にならなければエポキシ樹脂に溶解しないことを示唆するものである。そして、前述したように、このような系に溶剤を添加することで、常温であってもゲル化・固化が進行したということは、その溶剤にジシアンジアミドが溶け出し、それがエポキシ樹脂に溶解して重合が開始したものと推定される。
【0017】
[ケトン系溶剤の添加]
上述した理由から、ジシアンジアミド粉体を溶かさずにエポキシ樹脂を溶解する溶剤があれば、これを添加することで1液性エポキシ接着剤の粘度を低下させ、且つ常温でのゲル化・硬化を回避して1液性エポキシ接着剤としての性質を維持できる可能性がある。本発明者らは、溶剤としてアセトンを添加することによりこれを達成した。ジシアンジアミドはアセトンに難溶である。本発明者らはエポキシ樹脂とジシアンジアミド粉体を混合し、その混合物にアセトンを添加してよく振り混ぜた後に静置実験を行った。その結果、エポキシ樹脂は完全に溶解する一方で、溶液の下部に白色粉体(ジシアンジアミド粉体)が沈殿しており、予想に沿った結果となった。但し、ジシアンジアミドはアセトンに「難溶」ではあるものの、「不溶」とはされていない。
【0018】
本発明者らは、アセトンより更に親水性を低下させたメチルエチルケトン(以下「MEK」と称す)又はメチルイソブチルケトン(以下「MIBK」と称す)を溶剤としてジシアンジアミド粉体とエポキシ樹脂の混合物に添加して溶解性の実験を行った。その結果、MEK、MIBKのいずれを使用した系に関しても、ジシアンジアミド粉体が沈殿し、エポキシ樹脂が完全に溶解した。特に、アセトン、MEK、MIBKのうち、MIBKに対してジシアンジアミドが最も溶解し難かった。この結果に基づいて、本発明者らは最もジシアンジアミドが溶解し難いMIBKを溶剤として選択し、1液性エポキシ接着剤を作成した。その結果、MIBKを溶剤とした1液性エポキシ接着剤は液体で極めて低粘度であるにもかかわらず、高い接着力を発揮し、常温下においてゲル化・固化が進行することもなかった。この結果は、前述した「溶剤にジシアンジアミドが溶解することにより、ゲル化・固化が進行する」とする推定に合致するものである。
【0019】
[硬化助剤の影響]
本発明者らは硬化助剤を使用することによって、1液性エポキシ接着剤をより低温(110〜120℃程度)で硬化させることを試みた。ジシアンジアミド粉体は単独では170℃近辺まで高温にならないとエポキシ樹脂に溶解しないが、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア等の尿素化合物を添加すると、これが硬化助剤としてジシアンジアミド粉体とエポキシ樹脂の間に介在して実質的な溶解温度を120℃近くに下げる。このとき硬化助剤の介在が溶剤型の1液性エポキシ接着剤に与える影響が問題となる。
【0020】
本発明者らは、MIBKに3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア等の尿素化合物を添加する実験を行った結果、これらの尿素化合物はMIBKに溶解した。従ってMIBKを溶剤とした1液性エポキシ接着剤にこれらの尿素化合物を硬化助剤として含ませた場合、硬化助剤はエポキシ樹脂側に溶解分散すると考えられる。それ故に混合物(MIBK+エポキシ樹脂+尿素化合物)の化学的性質が、硬化助剤不在の混合物から変化する可能性があり、これが接着力又は常温下の安定性等に好ましくない影響を与える可能性がある。しかしながら、本発明者らが実験を行った結果、硬化助剤の添加による悪影響は確認されなかった。この結果から、硬化助剤を含む混合物が110〜120℃近くまで昇温された時にMIBKは殆ど揮発して残存量が少なくなっており、当該系は溶剤を含まない状態に近くなり、且つ、この時点から尿素化合物はジシアンジアミド粉体に関与し始め、エポキシ樹脂への溶解を助ける働きをするものと考えられる。
【0021】
[1液性エポキシ接着剤]
本発明の1液性エポキシ接着剤に関して、以下詳述する。標準的なエポキシ接着剤は、エポキシ樹脂、硬化剤、及びクレー、タルク、又は炭酸カルシウム等の鉱物質充填材の3成分を少なくとも含んでいる。本発明の1液性エポキシ接着剤では、この他にアルミニウム等の金属粉体、水酸基付きポリエーテルスルホン樹脂等の熱可塑性樹脂粉体、尿素化合物である硬化助剤、及び溶剤を含むことを特徴とする。但し、本発明の対象となるものは、硬化剤としてジシアンジアミド粉体を含み、且つ溶剤としてケトン系溶剤を含む物であり、以下に示す組成に限られない。
【0022】
(エポキシ樹脂)
多種のエポキシ接着剤が市販されているが、エポキシ接着剤の原料は容易に市中から入手できるので自作が可能である。例えば接着剤の原料となるエポキシ樹脂として、ビスフェノール型エポキシ樹脂、多官能ポリフェノール型エポキシ樹脂、脂環型エポキシ樹脂等が市販されている。また、エポキシ基が多官能の化合物(例えば複数の水酸基やアミノ基を有する多官能化合物やオリゴマー等)と結合した多官能エポキシ樹脂も多種市販されている。通常、これらを適当に混ぜ合わせて使用する。
【0023】
通常の市販接着剤では、全エポキシ樹脂中の大部分(概ね90質量%以上)を占めるのは(A)液状で粘度の低いビスフェノールA型エポキシ樹脂の単量体型である。それ故、このような接着剤は液状物に近いペースト状となっている。この粘度の低いビスフェノールA型エポキシ樹脂の単量体型に添加するエポキシ樹脂としては、(B)靱性を与える可能性がある分子量の大きいビスフェノールA型エポキシ樹脂のオリゴマー型(常温で固体)、(C)耐熱性を向上させる可能性があるフェノール樹脂型エポキシ樹脂(常温で超高粘度)、更には、(D)強度及び硬度を向上させる為にエポキシ基が多官能型となっている芳香族型化合物等が考えられる。なお(D)の粘度は幅広い。本発明者らは(A)〜(D)を使用して、NATに適しており、且つ耐熱性を有する1液性エポキシ接着剤を作成した。
【0024】
本発明者らは、(A)ビスフェノールA型エポキシ樹脂の単量体型、(B)分子量900〜2000のビスフェノールA型エポキシ樹脂のオリゴマー型、(C)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂、及び(D)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂を混合することにより、1液性エポキシ接着剤を構成するエポキシ樹脂を組成した。(C)は、芳香環を2個以上有するものであることが好ましい。これら(A)〜(D)に該当するエポキシ樹脂として、以下の樹脂を用いた。
【0025】
本発明者らは、以下のエポキシ樹脂を混合してマトリックス樹脂のエポキシ樹脂分を作成した。
(A)ビスフェノールA型エポキシ樹脂の単量体型
「JER828(ジャパンエポキシレジン株式会社製)」
粘度:25℃で120〜150P(常温で液状)
エポキシ当量:184〜194
分子量:約370
(B)ビスフェノールA型エポキシ樹脂のオリゴマー型
「JER1004(ジャパンエポキシレジン株式会社製)」
粘度:25℃でQ〜U(ガードナーホルト粘度)
エポキシ当量:875〜975
分子量:約1650
(C)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂
フェノールノボラック型エポキシ樹脂「JER154(ジャパンエポキシレジン株式会社製)」
粘度:52℃で350〜650P(常温で固形)
エポキシ当量:176〜180
(D)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂
アニリンに3つのエポキシ基が付いたアニリン型エポキシ樹脂「JER630(ジャパンエポキシレジン株式会社製)」
粘度:25℃で5〜10P(常温で液状)
エポキシ当量:90〜105
【0026】
ここで、上記(D)としては、次のエポキシ樹脂を使用することもできる。
(D)4官能のエポキシ樹脂であるテトラグリシジルジアミノジフェニルメタン「JER604(ジャパンエポキシレジン株式会社製)」
粘度:25℃で50〜100P(常温で液状)
エポキシ当量:110〜130
当然に(D)として、「JER630」及び「JER604」の混合物を使用することもできる。
【0027】
常温付近での接着力を確保することのみ目的とするのならば、エポキシ樹脂分として(A)のみを使用するか、又は(A)に対して靭性確保の為に(B)を混合したものを使用すれば十分である。本発明者らは、150℃程度の高温下においても十分な接着力を維持すべく、(C)及び(D)を一定量以上混合した。これにより高温下における接着剤硬化物層の硬度を高く維持するようにしたものである。但し、接着剤の耐熱性に関してはエポキシ樹脂のみならず硬化剤やフィラー等も影響する。
【0028】
以下、(A)〜(D)の好ましい比率に関して説明する。まず最初に、これら(A)〜(D)に示した4種のエポキシ樹脂の粘度に関して説明する。低粘度であるのは(A)「JER828」及び(D)「JER630」「JER604」である。一方、固体であるのが(B)「JER1004」である。30〜40℃では高粘度の液状物であるが、20℃以下の室温下では固体に近いのが(C)「JER154」である。要するに低粘度であるのが(A)(D)であり、高粘度であるのが(B)(C)である。これらを大型ビーカーに取り、高温にして溶融し、よく混合して均一化する。そして、その混合物を放冷して25℃程度まで下げた状態とする。この混合物を1液性エポキシ接着剤の主液とするためには、この状態で少なくとも液状物となっていることが必要である。
【0029】
本発明において、1液性エポキシ接着剤に常温下における接着力と耐熱性を兼備させるための各エポキシ樹脂の組成比について説明する。1液性エポキシ接着剤をなす全エポキシ樹脂100質量部のうち、(A)がa質量部、(B)がb質量部、(C)がc質量部、(D)がd質量部とする。即ち、a+b+c+d=100とする。このとき、(1)〜(3)の式が成立する組成比とすることが好ましい。
85≧a+b≧45(55≧c+d≧15) −(1)式
20≧b≧0 −(2)式
20≧c≧5 −(3)式
【0030】
通常、接着剤に耐熱性を持たせようとした場合には鉱物質充填材の添加が必要となる。更に本発明では硬度が高すぎることにより靭性が不足する問題を解消すべくアルミニウム粉体を添加している。アルミニウム粉体を所謂、柔軟剤として機能させることを目的としている。このような充填材の添加によって、フィラー成分が増加し、粘度が高くなってしまう。これにより1液性エポキシ接着剤として使用できなくなってしまう可能性又は塗布が困難となってしまう可能性があることから、粘度の高い(B)及び(C)の組成比を一定以下に制限する必要がある。しかしながら、本発明者らが過去に行った実験において、(B)は常温下における靭性の向上、(C)は高温下における靭性の向上に寄与する性質があると推定しており、(B)及び(C)を一定量以上含ませることは接着剤全体としての性能改善に寄与することが確認されている。即ち、従来の1液性エポキシ接着剤においては、常温下での低粘度化と靭性の確保はトレードオフの関係にあり、双方を両立させることが極めて困難であった。
【0031】
しかしながら、1液性エポキシ接着剤を溶剤型とすることが可能であれば、接着剤全体として低粘度になるため、溶剤を添加していない状態のエポキシ樹脂の常温下における粘度を考慮する必要性がなくなる。従って、粘度の高い(B)及び(C)を一定量以上含ませることが可能となる。例えば上記(2)及び(3)の式に示すように、bを20質量部、cを20質量部含ませることも可能となる。溶剤型ではない1液性エポキシ接着剤では、bとcを合計20質量部以上とすると常温下において塗布が困難な接着剤となってしまう問題があった。これに対して、本発明では、bとcの合計値を20〜40質量部の範囲とすることができるため、常温下及び高温下における靭性を向上させ、一方で溶剤型とすることで接着剤全体を低粘度化することを可能としている。
【0032】
但し、本発明の1液性エポキシ接着剤においてエポキシ樹脂の組成は前述した条件に限定されるものではない。殆どのエポキシ接着剤は、その主成分がビスフェノールA型エポキシ樹脂の単量体型であるため、当該エポキシ樹脂の組成比であれば溶剤型とすることが可能と考えられる。
【0033】
[硬化剤]
硬化剤について述べる。耐熱性のあるエポキシ樹脂硬化物を作成するために、1液性エポキシ接着剤には硬化剤として芳香族ジアミン類が使用されているものが多い。通常は、硬化エポキシ樹脂のTg(ガラス転移点)を上げて耐熱性を向上させるために、硬化剤として芳香族ジアミンを使用する。しかしながら、前述したように、硬化剤として芳香族ジアミンを使用したエポキシ樹脂に溶剤を加えて低粘度化すると、接着力の低下や耐熱性の低下を招くことが接着剤業界では知られている。本発明では硬化剤としてジシアンジアミド粉体を使用する。これはジシアンジアミドが常温から百数十度にかけてエポキシ樹脂に溶解せず、それ故に1液性エポキシ接着剤としての反応性を維持可能であるという考えに基づくものである。
【0034】
本発明者らは、ジシアンジアミドを硬化剤として使用した1液性エポキシ接着剤の常温下における接着力及び耐熱性を試験し、芳香族ジアミンを硬化剤として使用した1液性エポキシ接着剤と同等の耐熱性を示し得ることを確認した。硬化剤としては粒径5μm以下のジシアンジアミド粉体が好ましく、粒径2μm以下のものがより好ましい。本発明者らはジシアンジアミド粉体の添加量を異ならせた多数の1液性エポキシ接着剤を作成し、各接着剤を塗布した試料によって接着力を測定した。結果として、エポキシ樹脂100質量部に対してジシアンジアミド粉体を2〜8質量部、好ましくは3〜6質量部添加することで高い接着力を示した。
【0035】
[硬化助剤]
ジシアンジアミド粉体を単独で硬化剤としてエポキシ樹脂に添加した場合、完全硬化させるためには170℃〜180℃で1時間以上加熱することが必要であり、硬化条件が厳しい。この硬化温度では、接着剤を硬化させるための設備を簡素化することが困難となる。従って、硬化助剤を使用することによって、より低温(110〜120℃程度)での硬化を図ることとした。
【0036】
理論的には、硬化助剤はエポキシ樹脂に溶け込んでジシアンジアミド粉体のエポキシ樹脂への溶解を手助けする物が適している。それ故、エポキシ樹脂に溶け易い化合物(例えば芳香環を有している、炭化水素基を有している、分子量は高くない等の特徴を有するもの)であって、且つ親水性であり、さらに揮発性でない化合物が硬化助剤として適していると予期した。本発明者らは、先ずは芳香環又は芳香類似環を有し、窒素を含む化合物を検討対象にした。
【0037】
硬化助剤として含窒素化合物を用意し、これをエポキシ樹脂100質量部に対して数質量部添加して、接着剤(試験用の溶剤型ではない接着剤)が完全硬化する温度を測定した。10数種の含窒素化合物についてこの実験を行った結果、劇的に硬化温度を低下させたのは、(i)3−(3,4−ジクロルフェニル)−1,1−ジメチルウレア、及び、(ii)N,N’−ジメチルピペラジンであった。その他、(iii)2−メチルイミダゾール、(iv)2−フェニルイミダゾールも硬化温度を大きく低下させたが、(i)及び(ii)と比較して硬化温度は10℃程度高かった。これらの硬化助剤以外に関しては、添加後直ちにゲル化が開始してしまう、又は添加しても硬化温度が低下せず且つ接着力も高くならない等の問題が生じ、硬化助剤としての適性に欠けていた。本発明者らは、これら(i)〜(iv)がジシアンジアミド粉体を使用するときに優れた硬化助剤として機能すると考え、耐熱性に関する実験を行った。
【0038】
その結果、接着剤の耐熱性に関しては、硬化助剤として(iv)2−フェニルイミダゾールを使用したものが最良であり、150℃下での接着力が最高となった。また、(i)3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアは150℃下の接着力、即ち耐熱性は(iv)に劣っていたが、(iv)よりも硬化温度を大きく低下させられるという有利な点がある。
【0039】
一方、(ii)N,N’−ジメチルピペラジンを硬化助剤とした接着剤の耐熱性及び硬化温度は(i)と同等であったが、常温で1ヶ月放置することでゲル化してしまうケースが多く、実用面を考慮すると1液性エポキシ接着剤として使用し難い。(iii)2−メチルイミダゾールを硬化助剤とした接着剤の硬化温度は(iv)と同等だが、150℃下の接着力は(iv)よりも劣り、(i)及び(ii)と同等であった。
【0040】
以上の結果より、耐熱性を有し、硬化温度を大幅に低下させることができる3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを硬化助剤として選択した。そして、当該硬化助剤の添加量を異ならせた多数の1液性エポキシ接着剤(硬化剤はジシアンジアミド粉体)を作成し、各接着剤を塗布した試料によって接着力を測定した。結果として、エポキシ樹脂100質量部に対して3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを1〜4質量部(概ねジシアンジアミド添加量の40〜60質量%)添加することで高い接着力を示した。前述したように、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアはMIBKに溶解するため、接着性能及び1液性エポキシ接着剤としての安定性が問題となるが、実験結果では硬化助剤の添加による悪影響は確認されなかった。
【0041】
[鉱物質充填材]
1液性エポキシ接着剤は通常、前述のエポキシ樹脂と硬化剤の他に、少なくとも鉱物質充填材を含む。通常は「無機充填材」と称されるが、本発明における1液性エポキシ接着剤には、充填材にアルミニウム粉体も使用している。「無機充填材」と称すると金属粉体も含まれることになるので、金属粉体と区別するため「鉱物質充填材」と称している。
【0042】
鉱物質充填材が担う役割を以下に示す。接着剤硬化物層が破壊に至る経緯は、応力が集中している領域近辺の強度の弱い部分で微小な局所破壊が最初に起こり、この局所破壊が隣接する微小部分の応力集中を高めて局所破壊の連鎖が生じることにある。この局所破壊の連鎖は拡大し、破壊部の大きさは微小でなくなり大きなヒビとなり、最終的に完全破壊、即ち接着対象同士の破断に至る。実際、接着剤硬化物層の強度は全ての領域で同一ということはない。従って、仮に局所破壊が連鎖し易ければ容易に完全破壊に至る。それ故、完全破壊は接着剤硬化物層の強度の弱い部分における当該強度で決まることになる。これが連鎖しないようにすれば結果的に接着力は向上することになる。
【0043】
鉱物質充填材は、接着剤硬化物に外力がかかって硬化物内部に局所破壊が起こり、微細なヒビが発生した場合、この微細ヒビの連鎖拡大を防止して早期の壊れを止める役割がある。これが結果的に接着力向上に寄与することになる。通常の接着剤でも鉱物質充填材の配合は必要条件であり、粒径分布の中心が5〜30μmの鉱物質充填材を使用する。具体的には、タルク、クレー(粘土、カオリン)、炭酸カルシウム、シリカ、ガラス、アルミナ等の粉体を分級した物である。通常はエポキシ樹脂100質量部に対して1〜15質量部添加するが、本発明では、高温下における接着剤硬化物層の硬度を維持するために添加量を10〜30質量部とすることが好ましい。
【0044】
[金属粉体]
本発明者らは、金属粉体を添加した1液性エポキシ接着剤を作成した。金属粉体の中でもアルミニウム粉体が使用に好ましい。エポキシ樹脂の架橋密度を向上させて接着剤硬化物層の硬度を向上させることで接着対象との接合力も向上するが、相対的に接着剤硬化物層の靭性不足が問題となる。靭性を確保するために後述するポリエーテルスルホン樹脂(以下「PES」という)粉体や水酸基付きPES粉体等の熱可塑性樹脂粉体が有効である。本発明者らは過去の実験からアルミニウム粉体が高温下でこれらと同様な効果を生ずると理解している。特に、純アルミニウムに近いアルミニウム合金、例えばアルミニウムが99.0質量%以上を占めるのようなもの(1050、1080、1100等の1000番台のもの)は、他のアルミニウム合金と比較して柔らかいという特徴を有する。かかる点から本発明者らは、柔らかい純アルミニウム系アルミニウム粉体が最適であると判断した。
【0045】
エポキシ樹脂を100質量部に対して、粒径分布の中心が10〜30μmのアルミニウム粉体を5〜30質量部添加することが好ましい。本発明者らが使用した純アルミニウム系アルミニウム粉体は、溶融物を噴霧して得られた粉体を分級した物で、粒径分布の中心が16μmというものであった。これをエポキシ樹脂100質量部に対して1〜30質量部添加して、接着力を測定した。その結果、常温下及び100℃以上の高温下において、少なくとも接着力が低下することは全くなく、接着力が向上した例が多くあった。少なくとも充填材の開発において、添加により接着性能が悪化しないという事実は極めて重要である。これは、その後の改良や用途開発によって充填材の添加による特段の効果が発揮されうるからである。かかる観点から、「純アルミニウム系アルミニウム粉体の添加によって1液性エポキシ接着剤の接着性能は悪化せず、接着力が向上するケースが多くある」ことが確認されたことは極めて重要である。
【0046】
[熱可塑性樹脂粉体]
本発明では、靭性確保のため1液性エポキシ接着剤に、熱可塑性樹脂粉体としてエラストマー成分を添加した。エラストマー成分は接着剤硬化物層の最大破壊強度には殆ど影響を与えないと推定されるが、繰り返し荷重による接着剤硬化物層の微細な変形に対処する効果がある。少なくとも接着剤にエラストマー成分を添加することで、常温下及び高温下において接着力が大きく低下することはなかった。また、硬化条件に影響を与えることもなかった。しかし接着対象及び接着物がおかれる環境によっては、このようなエラストマー成分の添加が必要な場面がある。例えば、変形し易い金属合金同士を接着する場合にはエラストマー成分の添加が好ましい。また、振動や衝撃が加わる環境下で使用される接着物については、接着剤の弾性化は全体としての性能向上に寄与する。そのため、少なくとも接着力が低下しないという事実は重要である。
【0047】
各種加硫ゴム、各種加硫ゴムの表面を変性した粉末ゴム、各種生ゴム、各種生ゴムを変性した変性ゴム、塩化ビニル樹脂(以下「PVC」)、酢酸ビニル樹脂(以下「PVA」)、ポリビニルホルマール樹脂(以下「PVF」)、エチレン酢酸ビニル樹脂(以下「EVA」)、ポリオレフィン樹脂類、ポリエチレンテレフタレート樹脂(以下「PET」)、各種ポリアミド樹脂(以下「PA類」)、ポリエーテルスルホン樹脂(以下「PES」)、ポリウレタン樹脂、熱可塑性ポリエステルエラストマー(以下「TPEE」)、熱可塑性ポリウレタンエラストマー(以下「TPU」)、熱可塑性ポリアミドエラストマー(以下「TPA」)、熱可塑性ポリオレフィン系エラストマー(以下「TPO」)等が本発明で言うエラストマー成分である。
【0048】
これらの中には一般的にはエラストマーと定義されないものが含まれているが、硬化したエポキシ樹脂は硬質であり、これと比較すれば上記熱可塑性樹脂はいずれも軟質である。それ故、接着剤に添加する場合には上記熱可塑性樹脂はエラストマー成分として機能する。上記熱可塑性樹脂を添加することで、硬化物の靭性はエラストマー成分の軟質によって高められる。粒径分布の中心が10〜30μmの微粉とし、さらに、その表面を親エポキシ樹脂型に改良したものを5〜30質量部添加することが好ましい。高温下でエポキシ樹脂と反応するのはアミノ基や水酸基であるからエラストマー端部等にこれらを持たせるのも有効な変性処理である。
【0049】
また、本発明では常温下だけでなく、比較的高温下でも強い接着力を示す接着剤を求めているので、柔らか過ぎる物は好ましくない。これらを勘案しつつ入手が容易なものを列記すると、水酸基ができ易いPVF、端部に水酸基のあるウレタン樹脂、アミノ基が無数にあるPA類、さらには意図的に水酸基を付けたPES等がある。
【0050】
エラストマー性を考慮すると、加硫ゴム粉体が充填材として最も適していると考えられるが、10〜30μmの粒径物は入手困難である。この範囲の粒径物を生産可能な熱可塑性樹脂もあるので、その群から選んで使用する。部品や弾性塗料としてSBR、NBR(ニトリルゴム)、ウレタン樹脂、その他の軟質の熱可塑性樹脂(熱可塑性エラストマーを含む)が市販されており、常温付近での接着剤の弾性化には、これらが適している。
【0051】
また、高温環境下での信頼性が要求される場合には、100〜150℃程度の高温下で過度に軟化しない程度の弾性を有する熱可塑性樹脂が適している。この点から言えば軟化点の高いポリエーテルスルホン樹脂(以下「PES」という)が好ましい。以上より、エポキシ樹脂との親和性接着性があること、適度な硬度があること、及び耐熱性樹脂であることを考慮した場合に、水酸基付きPES粉体が最適であると判断した。水酸基付きPESは耐熱塗料用のベースレジン用として販売されているので入手が容易である。また、PESよりも水酸基付きPESの方が明らかにエポキシ樹脂との親和性が高いと考えられる。
【0052】
水酸基付きPES粉体をエポキシ樹脂に加えて混練を長く続けると、これがエポキシ樹脂に溶解して粒径を保たなくなる。そのためエラストマーとしての性能が大幅に低下して好ましくない。それ故に、水酸基付きPES粉体は混練工程の最終段階で加えるようにし、混練時間を限定する。そして混練後の混合物は冷蔵庫で保管する。
【0053】
[ケトン系溶剤]
エポキシ樹脂、硬化剤、硬化助剤、及び各種充填材を混練した混合物にケトン系溶剤を加えて粘度調整する。ケトン系溶剤を加える前の混合物は、数十Pa・s(数百P)程度の粘度のペーストやグリースに近い粘度物である。ケトン系溶剤を添加することによって、最終的な1液性エポキシ接着剤の粘度を0.1〜1Pa・s(1〜10P)に下げることで大型のプラスチックヘラや平筆での塗布作業が可能になり、更に0.01〜0.1Pa・s(0.1〜1P=10〜100cP)にすれば噴霧塗装型での塗布が可能になる。
【0054】
本発明の1液性エポキシ接着剤に含めるケトン系溶剤としては、MIBKが好ましいが、アセトン、MEK、その他脂肪族ケトン溶剤も使用できる。後述する実験では、溶剤添加前の混合物の30〜100質量%程度溶剤を添加したが、添加量に関して制約は無く、当該混合物の粘度に応じて適宜調整することが可能である。溶剤の添加量を調整して、最終的な1液性エポキシ接着剤を広面積への塗布作業が容易な粘度(1Pa・s以下)又は噴霧可能な粘度(0.1Pa・s以下)にすると良い。
【0055】
前述したように、ケトン系溶剤型エポキシ接着剤が、溶剤を添加していない状態の無溶剤型エポキシ接着剤と比較して接着性能が低下しないと判断した根拠は、ジシアンジアミドのケトン系溶剤への難溶性にある。ケトン系溶剤への溶解度が小さいものは、その分子構造から判断すると、溶解度の小さい順にMIBK、MEK、及びアセトンである。従って、この中でも最も溶解度の小さいMIBKが最適であると考えられる。アセトンを使用した場合であっても、混合物に溶剤を添加した日の翌日までに使用する場合には全く支障はなかった。但し、アセトンを添加した後の経過時間(数日以上)によっては、若干のジシアンジアミドがアセトンに溶解し、次いでそれがエポキシ樹脂に分子レベルで混ざり合い、ゲル化が始まる可能性が存在する。
【0056】
従って、使用する溶剤はMIBKであることが好ましい。本発明者らは、混合物(無溶剤型1液性エポキシ接着剤)にMIBKを添加し、これらを撹拌して溶剤型エポキシ接着剤を作成し、これを冷蔵庫に入れて保管した。そして、使用するときのみ接着剤を取り出し、未使用のときには冷蔵庫で保管するようにした場合、少なくとも2ヵ月間は1液性エポキシ接着剤として安定した性質を示し、何ら支障は生じなかった。
【0057】
無溶剤型エポキシ接着剤、即ちエポキシ樹脂、硬化剤(ジシアンジアミド粉体)、硬化助剤、及び充填材の混合物にケトン系溶剤を加えて撹拌すると、エポキシ樹脂は容易にケトン系溶剤に溶解し粘度が低下する。一方、ジシアンジアミド粉体、硬化助剤及び充填剤は溶解せずに懸濁する。全ての粉体は大きくとも50μm径以下の微粒子であるから直ぐには沈殿分離しない。筆塗りやヘラ塗り、もしくはロール塗布可能なレベルの粘度であれば沈降速度は遅く、1日程度の静置で液の上部が透明化する程度の速度である。従って塗布作業の前に溶剤型エポキシ接着剤をよく撹拌さえすれば使用に適した物になる。
【0058】
一方、接着剤の粘度を噴霧塗装に適した粘度レベルまで下げると、10分ほどの静置で液上部が透明化する。従って、スプレー塗布をする場合、スプレーガンの吸い込み口が投入されている小型容器(懸濁液である溶剤型エポキシ接着剤が入っているもの)を常に振りながら作業することになる。この問題は、スプレーガンから小型容器に至るチューブを長くして小型容器を固定し、小型容器を超音波水槽内の水に漬けることで解決できる。又は小型容器自体を超音波加振するようにしても良い。
【0059】
[接着剤の塗布及び硬化]
対象部材(例えばNATの条件を具備する金属合金)に接着剤を塗布した後、塗布方法によらず、ケトン系溶剤を早期に揮発させることが必要である。本発明者らは、MIBKを溶剤とした接着剤を使用する場合、接着剤塗布後の30分間は換気のある場所に対象部材を放置して常温揮発を進め、次いで50℃にセットした換気付き温風乾燥機に30分間入れた。この措置によってMIBKの臭いは消えた。上記処置後に対象部材の接着剤塗布領域を他の被着材と密着させ、接着剤塗布領域に圧力がかかるように固定する。このとき、接着剤塗布層の厚さ(溶剤揮発後の塗膜厚さ)が一定以上となることが必要である。その後、固定した対象部材と被着材を熱風乾燥機に入れて接着剤を加熱硬化する。
【0060】
最適な接着効果を与える温度及び時間の条件はエポキシ樹脂、硬化剤、及び硬化助剤によって異なる。ジシアンジアミドを硬化剤としたエポキシ樹脂では、概ね135℃で40分加熱した後、165℃で20分加熱することにより完全硬化に至る。これより硬化温度を緩和すべく実験を行った結果、硬化助剤として3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを適量添加した場合、110℃で1.5時間加熱した後、120℃で1時間加熱することにより完全硬化させることができた。
【0061】
[染み込まし処理]
特許文献1〜6に示されるように、NATの条件を具備する金属合金を被着材と接着する際、接着剤を塗布した金属合金に「染み込まし処理」を行うのが通常である。「染み込まし処理」では、NATに適合する第1の条件〜第3の条件を具備する金属合金表面に無溶剤型1液性エポキシ系接着剤を塗布した後、その金属合金をデシケータ等の容器に入れて密閉し、容器内を真空ポンプ等で一旦減圧し、その後に常圧に戻す操作を行う。具体的には、容器内を数十mmHg程度まで減圧して一定時間以上(概ね数秒〜数分)置き、その後空気を入れて常圧に戻す(又は数気圧以上の圧力まで加圧する)ことが好ましい。減圧状態に置く時間は、接着剤の超微細凹凸への侵入具合に応じて調整する。この減圧/常圧戻し操作を数回繰り返すのが好ましい。この減圧/常圧戻し操作に使用する容器、例えばデシケータは使用前に50〜70℃に暖めておくことが好ましい。これは塗布した接着剤の粘度を下げて表面の超微細凹凸に染み込み易くするためである。接着剤の接着剤粘度を15Pa・s(150P)以下、好ましくは10Pa・s(100P)以下とすることで減圧/常圧戻し操作の際に超微細凹凸に侵入し易くしている。
【0062】
図14に示すように、ゲル化前の接着剤の樹脂分がミクロンオーダーの凹部の奥底まで侵入し、更にこの凹内壁面にある超微細凹凸の凹部に対して若干ながらも侵入することが強い接着力が生じる。真空近くまで減圧することで空気が抜け、その後の常圧戻し時に樹脂分が侵入する。それ故に染み込まし処理をすることで安定して高い接着力を獲得できる。これに対して、本発明の溶剤型エポキシ接着剤の粘度は10P以下とすることが可能であるため、上記「染み込まし処理」を行わずとも、接着剤を超微細凹凸に侵入させることが可能である。
【0063】
MIBKを溶剤として使用した溶剤型エポキシ接着剤の場合、MIBKは親水性であるためミクロンオーダーの凹部に侵入した後も金属合金表面を覆う金属酸化物又は金属リン酸化物との親和性に優れ、超微細凹凸に係る凹部内にも侵入し易い。塗布後の風乾及び温風乾燥時(50℃程度)にはMIBKは塗布面表面に向かって移動し、その後表面から徐々に揮発していくが、その際に生じる空隙にもエポキシ樹脂が侵入しているので染み込まし処理をした場合と同等な状態で接着剤層が残るものと考えられる。
【発明の効果】
【0064】
[接着工程の簡素化]
本発明の溶剤型エポキシ接着剤は、筆塗り、ヘラ塗り、ロール塗布、及び噴霧塗布が可能な1液性エポキシ接着剤であり、かつ、無溶剤型と同等の接着力を有するものである。本発明の溶剤型エポキシ接着剤を筆塗り、ヘラ塗り、ロール塗布、又は噴霧塗布等によって対象部材に塗布し、その後に溶剤の大部分を揮発させた後に被着材と圧着して固定し、加熱硬化することによって対象部材と被着材を強固に接着させることが可能である。
【0065】
噴霧塗装が可能な溶剤型の1液性エポキシ接着剤であれば、様々な接着対象に接着剤を塗装することが極めて容易となる。ヘラ等によって塗布する場合と異なり、接着対象の形状が単純形状ではない場合にも噴霧器によって容易に接着剤の塗装をなし得る。また、接着剤を塗布すべき範囲の周囲を遮蔽物により覆って、当該範囲にのみ接着剤を噴霧させることが可能なので、接着剤の正確な塗装が可能であり、接着剤層の厚さの制御も容易になる。噴霧可能な粘度にまで至らずとも、溶剤型エポキシ接着剤を一般に使用されている塗料並みの粘度とすることができれば、筆塗り、ヘラ塗り、及びロール塗布等が可能となり、単純形状ではない箇所への塗布や広面積の塗布が容易となる。
【0066】
また、本発明の溶剤型エポキシ接着剤によれば、前述した染み込まし処理を行うことなく金属合金表面の超微細凹凸に接着剤が侵入しうるため、接着工程を簡素化した上で強固な接着が可能となる。また、染み込まし処理に必要なデシケータ等の器具も当然不要となる。本発明の溶剤型エポキシ接着剤によって、特に金属合金同士、又は金属合金とCFRPを強固に接着させることが可能であり、且つ接着工程も簡素化される。
【0067】
1液性エポキシ接着剤に溶剤を添加して、その粘度を低下させるという試みは過去から為されてきた。しかしながら、溶剤を添加したことにより塗布作業が容易化する一方で、接着性能が大きく低下する、あるいは溶剤を添加したことで1液性エポキシ接着剤が常温で硬化を開始してしまうという問題が生じていた。本発明は硬化剤としてジシアンジアミド粉体を使用し、溶剤としてケトン系溶剤(特にMIBK)を使用することによって、この問題を解決したものである。
【図面の簡単な説明】
【0068】
【図1】図1は、A7075アルミニウム合金を苛性ソーダ水溶液で化学エッチングし、水和ヒドラジン水溶液で微細エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図2】図2は、A5052アルミニウム合金を苛性ソーダ水溶液で化学エッチングし、水和ヒドラジン水溶液で微細エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図3】図3は、AZ31Bマグネシウム合金をクエン酸水溶液で化学エッチングし、過マンガン酸カリ水溶液で化成処理した表面の10万倍電子顕微鏡写真((a)(b)いずれも10万倍)である。
【図4】図4は、C1100銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図5】図5は、C5191リン青銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図6】図6は、KFC銅合金を硫酸・過酸化水素水溶液で化学エッチングし、亜塩素酸ソーダ水溶液で表面硬化処理した表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図7】図7は、「KS−40(神戸製鋼所社製)」純チタン系チタン合金を1水素2弗化アンモニウム水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図8】図8は、「KSTi−9(神戸製鋼所社製)」α−β系チタン合金を1水素2弗化アンモニウム水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図9】図9は、SUS304ステンレス鋼を硫酸水溶液で化学エッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図10】図10は、SPCC冷間圧延鋼材を硫酸水溶液でエッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図11】図11は、SPHC熱間圧延鋼材を硫酸水溶液でエッチングした表面の電子顕微鏡写真((a):1万倍,(b):10万倍)である。
【図12】図12は、金属合金片同士を接着した試験片である。
【図13】図13は、金属合金とCFRP部材の複合体を作成するための焼成治具の断面図である。
【図14】図14は、金属合金と1液性エポキシ接着剤が接合したときの表面構造を示す断面模式図である。
【図15】図15は、A5052アルミニウム合金薄板5枚とCFRPプリプレグ4枚から作成した500mm×50mm×厚さ約3mmの交互積層板の写真である。
【発明を実施するための最良の形態】
【0069】
[接着対象]
本発明に係る溶剤型エポキシ接着剤は、接着対象を特に限定するものではない。しかしながら、本発明者らが今までに開発した無溶剤型エポキシ接着剤はNATの条件に適合する金属合金と被着材との間で極めて高い接着力と耐熱性を発揮するものであったため、これとの接着性能の比較上、接着対象を同じくNATの条件に適合する金属合金とした。
【0070】
(NATの条件に適合する金属合金)
前述の「NAT」に基づく表面構造を具備する金属合金としては、理論上特にその種類に制限はない。しかし、実際に「NAT」を適用できるのは、硬質で実用的な金属合金である。本発明者等は、アルミニウム、マグネシウム、銅、チタン、及び鉄を主成分とする金属合金種に関して「NAT」が適用可能であることを確認した。特許文献1にアルミニウム合金に関する記載をした。特許文献2にマグネシウム合金に関する記載をした。特許文献3に銅合金に関する記載をした。特許文献4にチタン合金に関する記載をした。特許文献5にステンレス鋼に関する記載をした。特許文献6に一般鋼材に関する記載をした。しかし、「NAT」ではアンカー効果により接着力の向上を図っているので、少なくともこれらの金属合金種に限定されるものではない。以下、金属合金表面を「NAT」の条件に適合する表面構造とするための表面処理工程について述べる。
【0071】
(化学エッチング)
この表面処理工程における化学エッチングは、金属合金表面にミクロンオーダーの粗度を生じさせることを目的とする。腐食には全面腐食、孔食、疲労腐食など種類があるが、その金属合金に対して全面腐食を生じる薬品種を選んで試行錯誤し、適当なエッチング剤を選ぶことができる。文献記録(例えば「化学工学便覧(化学工学協会編集)」)によれば、アルミニウム合金は塩基性水溶液、マグネシウム合金は酸性水溶液、ステンレス鋼や一般鋼材全般は、塩酸等ハロゲン化水素酸、亜硫酸、硫酸、これらの塩、等の水溶液で全面腐食するとの記録がある。
【0072】
又、耐食性の強い銅合金は、高濃度の硝酸水溶液や強酸性とした過酸化水素などの酸化性酸や酸化剤配合液によって全面腐食させられるし、チタン合金は蓚酸や弗化水素酸系の特殊な酸で全面腐食させられることが専門書や特許文献から散見される。実際に市場で販売されている金属合金類は、純銅系銅合金や純チタン系チタン合金のように純度が99.9%以上で合金とは言い難い物もあるが、これらも本発明の金属合金に含まれる。実際に使用されている金属合金の殆どは、特徴的な物性を求めて多種多用な元素が混合されて純金属系の物は少なく、実質的にも合金である。
【0073】
即ち、金属合金の殆どは、元々の金属物性を低下させることなく耐食性を向上させることを目的として純金属から合金化されたものである。それ故、金属合金によっては、前記酸・塩基類や特定の化学物質を使っても、目標とする化学エッチングができない場合もよくある。実際には使用する酸・塩基水溶液の濃度、液温度、浸漬時間、場合によっては添加物を工夫しつつ試行錯誤して適正な化学エッチングを行うことになる。
【0074】
化学エッチング法については、特許文献1にアルミニウム合金に関する記載、特許文献2にマグネシウム合金に関する記載、特許文献3に銅合金に関する記載、特許文献4にチタン合金に関する記載、特許文献5にステンレス鋼に関する記載、及び特許文献6に一般鋼材に関する記載をした。
【0075】
実際に行う作業として全般的に共通する点を説明する。金属合金を所定の形状に形状化した後、当該金属合金用の脱脂剤を溶かした水溶液に浸漬して脱脂し、水洗する。この工程は、金属合金を形状化する工程で付着した機械油や指脂の大部分を除くための処理であり、常に行うことが好ましい。次いで、薄く希釈した酸・塩基水溶液に浸漬して水洗するのが好ましい。これは本発明者等が予備酸洗浄や予備塩基洗浄と称している工程である。一般鋼材のように酸で腐食するような金属合金では、塩基性水溶液に浸漬し水洗する。また、アルミニウム合金のように塩基性水溶液で特に腐食が早い金属合金では、希薄酸水溶液に浸漬し水洗する。これらは、化学エッチングに使用する水溶液と逆性のものを前もって金属合金に付着(吸着)させる工程であり、その後の化学エッチングが誘導期間なしに始まることになって処理の再現性が著しく向上する。それ故にこの予備酸洗浄、予備塩基洗浄工程は本質的なものではないが、実務上、採用することが好ましい。これらの工程の後に化学エッチング工程を行う。
【0076】
(微細エッチング・表面硬化処理)
また上記表面処理工程における微細エッチングは、金属合金表面に超微細凹凸を形成することを目的とする。また本発明における表面硬化処理は、金属合金の表層を金属酸化物又は金属リン酸化物の薄層とすることを目的とする。金属合金種によっては前記化学エッチングを行っただけで同時にナノオーダーの微細エッチングもなされ、超微細凹凸が形成される場合がある。さらに、金属合金種によっては表面の自然酸化層が元よりも厚くなって表面硬化処理も完了している場合もある。例えば、純チタン系のチタン合金は化学エッチングだけを行うことで、表面がミクロンオーダーの粗度を有し、且つ超微細凹凸も形成される。即ち、化学エッチングと併せて微細エッチングもなされる。しかし、多くは化学エッチングによりミクロンオーダーの大きな凹凸面を作った後で微細エッチングや表面硬化処理を行う必要がある。
【0077】
この時でも予測できない化学現象に見舞われることが多い。即ち、表面硬化処理や表面安定化処理を目的に化学エッチング後の金属合金に酸化剤等を反応させたり化成処理をしたとき、得られる表面に偶然ながら超微細凹凸が形成される場合がある。マグネシウム合金を過マンガン酸カリ系水溶液で化成処理した場合に生じた酸化マンガンとみられる表面層は10万倍電子顕微鏡でようやく判別つく5〜10nm直径の棒状結晶が錯綜したものである。この試料をXRD(X線回折計)で分析したが、酸化マンガン類由来の回折線は検出できなかったが、表面が酸化マンガンで覆われていることはXPS分析で明らかである。XRDで検出できなかった理由は、結晶が検出限界を超えた薄い層であったからである。要するに、マグネシウム合金では表面硬化処理としての化成処理を施したことで、微細エッチングも併せて完了していたことになった。
【0078】
銅合金でも同様で、塩基性下の酸化で表面を酸化第2銅に変化させる表面硬化処理を行ったところ、純銅系銅合金では、その表面は楕円形の穴開口部で覆われた特有の超微細凹凸面になる。一方、純銅系でない銅合金では凹部型でなく10〜150nm径の粒径物又は不定多角形状物が連なり、一部融け合って積み重なった形の超微細凹凸面になる。この場合でも表面の殆どは酸化第2銅で覆われており、表面の硬化と超微細凹凸の形成が同時に起こる。
【0079】
一般鋼材に関しては、更なる検証が必要ではあるものの、ミクロンオーダーの粗度を形成するための化学エッチングだけで超微細凹凸も併せて形成されていることが多く、元来表層(自然酸化層)が硬いこともあって、表面硬化処理や微細エッチング処理を改めて行わずとも、「NAT」の条件を備える場合があった。その際の問題は、自然酸化層の耐食性が十分でないために接着工程までに腐食が開始してしまうこと、また、接着後の環境如何では短時間で接着力が低下することであった。これらは化成処理によって防ぐことができる。例を挙げると、化成処理をしていない一般鋼材(SPCC:冷間圧延鋼材)同士をフェノール樹脂系接着剤で接着した接合体に関しては、4週間という短期間で接着力が急激に低下した。一方、化成処理をした一般鋼材(SPCC)同士をフェノール樹脂系接着剤で接着した接合体に関しては、同じ期間では当初の接着力から低下しなかった。
【0080】
また、本発明者らは、一般に、化成処理によって金属合金表面に形成された被膜(化成被膜)の膜厚が厚いと、接着力が低下することが多いことを確認している。前記のマグネシウム合金に付着した酸化マンガン薄層のように、XRDで回折線が検出されないような薄層である方が、強い接着力が得られる。化成被膜が厚い金属合金同士をエポキシ接着剤で接着し、破壊試験した場合、破壊面は殆どが化成皮膜と金属合金層との間となる。本発明者らが行った実験では、厚い化成皮膜とエポキシ接着剤硬化物との接合力は、その化成皮膜と金属合金との接合力より常に強かった。即ち、一般鋼材でも、化成処理時間を更に長くして化成処理層を厚くすれば、接着力は長期間低下しないと考えられる。しかしながら化成皮膜を厚くすれば、接着力自体が低下する。従って、どの程度でバランスを取るかは、使用目的、用途等にもよる。
【0081】
[接着実験]
以下、本発明の溶剤型エポキシ接着剤を使用した接着実験の結果を示す。
(a)X線表面観察(XPS観察)
数μm径の表面を深さ1〜2nmまでの範囲で構成元素を観察する形式のESCA「AXIS−Nova(クレイトス(米国)/株式会社 島津製作所(日本国京都府)製)」を使用した。
(b)電子顕微鏡観察
SEM型の電子顕微鏡「S−4800(株式会社 日立製作所製)」及び「JSM−6700F(日本電子株式会社(日本国東京都)製)」を使用し1〜2KVにて観察した。
(c)走査型プローブ顕微鏡観察
ダイナミックフォース型の走査型プローブ顕微鏡「SPM−9600(株式会社 島津製作所製)」を使用した。
(d)X線回折分析(XRD分析)
「XRD−6100(株式会社 島津製作所製)」を使用した。
(e)複合体の接合強度の測定
引っ張り試験機「AG−10kNX(株式会社 島津製作所製)」を使用し、引っ張り速度10mm/分でせん断破断力を測定した。
(f)充填材の分散(湿式粉砕機の使用)
直径0.1〜0.5mmのジルコニアビーズをサンドとするサンドグラインドミル「ミニツエア(アシザワ・ファインテック株式会社製)」を使用した。
次に金属合金の表面処理について説明する。
【0082】
[実験例1](A7075アルミニウム合金片の表面処理)
市販の厚さ3mmのアルミニウム合金板材「A7075」を入手し、切断して45mm×15mmの長方形のA7075片を多数作成した。槽の水に市販のアルミニウム合金用脱脂剤「NE−6(メルテックス株式会社(日本国東京都)製)」を投入して濃度7.5%の水溶液(60℃)とした。これに前記A7075片を7分浸漬し、よく水洗した。続いて別の槽に1%濃度の塩酸水溶液(40℃)を用意し、これに前記A7075片を1分浸漬してよく水洗した。次いで別の槽に1.5%濃度の苛性ソーダ水溶液(40℃)を用意し、これに前記A7075片を4分浸漬してよく水洗した。続いて別の槽に3%濃度の硝酸水溶液(40℃)を用意し、これに前記A7075片を1分浸漬し、水洗した。次いで別の槽に一水和ヒドラジンを3.5%含む水溶液(60℃)を用意し、これに前記A7075片を2分浸漬し、水洗した。次いで5%濃度の過酸化水素水溶液(40℃)を用意し、これに前記A7075片を5分浸漬し、水洗した。次いで前記A7075片を、67℃にした温風乾燥機に15分入れて乾燥した。
【0083】
前記と同じ処理をしたA7075片を電子顕微鏡観察したところ、40〜100nm径の凹部で覆われていることが分かった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図1に示した((a):1万倍,(b):10万倍)。又、走査型プローブ顕微鏡にかけて粗度データを得た。これによるとRSmは3〜4μm、Rzは1〜2μmであった。
【0084】
[実験例2](A5052アルミニウム合金片の表面処理)
市販の厚さ1.6mmのアルミニウム合金板材「A5052」を入手し、切断して45mm×15mmの長方形のA5052片を多数作成した。槽の水に市販のアルミニウム合金用脱脂剤「NE−6」を投入して濃度7.5%の水溶液(60℃)とした。これに前記A5052片を7分浸漬し、よく水洗した。続いて別の槽に1%濃度の塩酸水溶液(40℃)を用意し、これに前記A5052片を1分浸漬してよく水洗した。次いで別の槽に1.5%濃度の苛性ソーダ水溶液(40℃)を用意し、これに前記A5052片を2分浸漬してよく水洗した。続いて別の槽に3%濃度の硝酸水溶液(40℃)を用意し、これに前記A5052片を1分浸漬し、水洗した。次いで別の槽に一水和ヒドラジンを3.5%含む水溶液(60℃)を用意し、これに前記A5052片を2分浸漬し、水洗した。次いで前記A5052片を、67℃にした温風乾燥機に15分入れて乾燥した。
【0085】
前記と同じ処理をしたA5052片を電子顕微鏡観察したところ、30〜100nm径の凹部で覆われていることが分かった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図2に示した((a):1万倍,(b):10万倍)。又、走査型プローブ顕微鏡にかけて粗度データを得た。これによるとRSmは1.8〜2.6μm、Rzは0.3〜0.5μmであった。
【0086】
[実験例3](AZ31Bマグネシウム合金片の表面処理)
市販の厚さ1mmのマグネシウム合金板材「AZ31B」を入手し、切断して45mm×15mmの長方形のAZ31B片を多数作成した。槽の水に市販のマグネシウム合金用脱脂剤「クリーナー160(メルテックス株式会社製)」を投入して濃度7.5%の水溶液(65℃)とした。これに前記AZ31B片を5分浸漬し、よく水洗した。続いて別の槽に1%濃度の水和クエン酸水溶液(40℃)を用意し、これに前記AZ31B片を6分浸漬してよく水洗した。次いで別の槽に1%濃度の炭酸ナトリウムと1%濃度の炭酸水素ナトリウムを含む水溶液(65℃)を用意し、これに前記AZ31B片を5分浸漬してよく水洗した。続いて別の槽に15%濃度の苛性ソーダ水溶液(65℃)を用意し、これに前記AZ31B片を5分浸漬し、水洗した。次いで別の槽に0.25%濃度の水和クエン酸水溶液(40℃)を用意し、これに前記AZ31B片を1分浸漬して水洗した。次いで過マンガン酸カリを2%、酢酸を1%、水和酢酸ナトリウムを0.5%含む水溶液(45℃)を用意し、これに前記AZ31B片を1分浸漬し、15秒水洗した。次いで前記AZ31B片を、90℃にした温風乾燥機に15分入れて乾燥した。
【0087】
前記と同じ処理をしたAZ31B片を電子顕微鏡観察したところ、5〜20nm径の棒状結晶が複雑に絡み合って100nm径程度の塊となり、その塊が面を作っている超微細凹凸形状で覆われている箇所があった。電子顕微鏡を10万倍として観察したときの写真を図3(a)及び(b)に示した。又、走査型プローブ顕微鏡で走査して粗度観測を行ったところRSmが2〜3μm、Rzが1〜1.5μmであった。
【0088】
[実験例4](C1100銅合金片の表面処理)
市販の厚さ1.5mmの純銅系銅合金であるタフピッチ銅板材「C1100」を入手し、切断して45mm×15mmの長方形のC1100片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これに前記C1100片を5分浸漬して水洗した。次いで1.5%濃度の苛性ソーダ水溶液(40℃)に前記C1100片を1分浸漬して水洗することで予備塩基洗浄した。次いで銅合金用エッチング材「CB−5002(メック株式会社(日本国兵庫県)製)」を20%、30%過酸化水素を18%含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記C1100片を10分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記C1100片を1分浸漬してよく水洗した。次いで、前記C1100片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬し、よく水洗した。その後、前記C1100片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0089】
前記と同じ処理をしたC1100片を走査型プローブ顕微鏡にかけた。その結果、RSmは3〜7μm、Rzは3〜5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図4に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜150nmの孔開口部又は凹部が30〜300nmの非定期な間隔で全面に存在する超微細凹凸形状でほぼ全面が覆われていた。
【0090】
[実験例5](C5191銅合金片の表面処理)
市販の厚さ1mmのリン青銅板材「C5191」を入手し、切断して45mm×15mmの長方形のC5191片を多数作成した。槽に市販のアルミ合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記C5191片を5分浸漬して脱脂し、よく水洗した。続いて別の槽に銅合金用エッチング材「CB−5002」を20%分、30%過酸化水素水を18%分含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記C5191片を15分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記C5191片を1分浸漬してよく水洗した。次いで、前記C5191片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬し、水洗した。その後、前記C5191片を、90℃にした温風乾燥機に15分入れて乾燥した。
【0091】
前記と同じ処理をしたC5191片を走査型プローブ顕微鏡にかけた。その結果、RSmは1〜3μm、Rzは0.3〜0.4μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図5に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜200nmの凸部が混ざり合って全面に存在する超微細凹凸形状であり、純銅系であるタフピッチ銅の微細構造とは全く異なった形状であった。
【0092】
[実験例6](KFC銅合金片の表面処理)
市販の厚さ1mmの鉄含有銅合金板材「KFC(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKFC片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これに前記KFC片を5分浸漬し、水洗した。次いで1.5%濃度の苛性ソーダ水溶液(40℃)に前記KFC片を1分浸漬して水洗することで予備塩基洗浄した。次いで銅合金用エッチング材「CB5002」を20%分、30%過酸化水素水を18%分含む水溶液(25℃)をエッチング用水溶液として用意し、これに前記KFC片を8分浸漬し、水洗した。次いで別の槽に苛性ソーダを10%、亜塩素酸ナトリウムを5%含む水溶液(65℃)を酸化用水溶液として用意し、これに前記KFC片を1分浸漬してよく水洗した。次いで、前記KFC片を再び前記エッチング用水溶液に1分浸漬して水洗した後、前記酸化用水溶液に1分浸漬してよく水洗した。その後、前記KFC片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0093】
前記と同じ処理をしたKFC片を走査型プローブ顕微鏡にかけた。その結果、RSmは1〜3μm、Rzは0.3〜0.5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図6に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡で観察したところ、直径又は長径短径の平均が10〜200nmの凸部が混ざり合って全面に存在する超微細凹凸形状で全面が覆われていた。
[実験例7](KS40チタン合金片の表面処理)
市販の厚さ1mmの純チタン型チタン合金板材「KS40(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKS40片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記KS40片を5分浸漬して脱脂し、よく水洗した。次いで別の槽に1水素2弗化アンモニウムを40%含む万能エッチング材「KA−3(株式会社 金属化工技術研究所(日本国東京都)製)」を2%含む水溶液(60℃)を用意し、これに前記KS40片を3分浸漬し、イオン交換水でよく水洗した。次いで前記KS40片を3%濃度の硝酸水溶液に1分浸漬し、水洗した。その後、前記KS40片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0094】
前記と同じ処理をしたKS40片を走査型プローブ顕微鏡で観察した。その結果、RSmは1〜3μm、Rzは0.8〜1.5μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図7に示した((a):1万倍,(b):10万倍)。電子顕微鏡での観察から、幅と高さが10〜数百nmで長さが数百〜数μmの湾曲した連山状突起が間隔周期10〜数百nmで面上に林立している超微細凹凸形状であることが分かった。さらに、XPSによる分析から、表面には酸素とチタンが大量に観察され、少量の炭素が観察された。これらから表層は酸化チタンが主成分であることが分かり、しかも暗色であることから3価のチタンの酸化物と推定された。
【0095】
[実験例8](KSTi−9チタン合金片の表面処理)
市販の厚さ1mmのα−β型チタン合金板材「KSTi−9(株式会社 神戸製鋼所製)」を入手し、切断して45mm×15mmの長方形のKSTi−9片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記KSTi−9片を5分浸漬して脱脂し、よく水洗した。次いで別の槽に苛性ソーダ1.5%濃度の水溶液(40℃)を用意し、これに前記KSTi−9片を1分浸漬し、水洗した。次いで別の槽に、市販汎用エッチング試薬「KA−3」を2重量%溶解した水溶液(60℃)を用意し、これに前記KSTi−9片を3分浸漬し、イオン交換水でよく水洗した。次いで別の槽に、蓚酸を5重量%溶解した水溶液(40℃)を用意し、これに前記KSTi−9片を1分浸漬し、イオン交換水でよく水洗した。次いで別の槽に、過マンガン酸カリ2重量%と水酸化カリ3重量%溶解した水溶液(70℃)を用意し、これに前記KSTi−9片を5分浸漬し、イオン交換水でよく水洗した。次いで前記KSTi−9片を、90℃とした温風乾燥機に15分入れて乾燥した。乾燥後のKSTi−9片に金属光沢はなく暗褐色であった。
【0096】
上記処理をしたKSTi−9片を走査型プローブ顕微鏡で観察した。走査解析によるとRSmは4〜6μm、Rzは1〜2μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図8に示した((a):1万倍,(b):10万倍)。その様子は実験例7の図7に酷似した部分に加え、表現が難しい枯葉状の部分が多く見られた。
【0097】
[実験例9](SUS304ステンレス鋼片の表面処理)
市販の厚さ1mmのステンレス鋼板材「SUS304」を入手し、切断して45mm×15mmの長方形のSUS304片を多数作成した。槽に市販のアルミニウム合金用脱脂剤「NE−6」を7.5%含む水溶液(60℃)を用意し、これを脱脂用水溶液とした。この脱脂用水溶液に前記SUS304片を5分浸漬して脱脂し、よく水洗した。続いて別の槽に1水素2弗化アンモニウムを1%と98%硫酸を5%含む水溶液(65℃)を用意し、これに前記SUS304片を4分浸漬し、イオン交換水でよく水洗した。次いで、前記SUS304片を、3%濃度の硝酸水溶液(40℃)に3分浸漬して水洗した。次いで前記SUS304片を、90℃とした温風乾燥機に15分入れて乾燥した。
【0098】
前記と同じ処理をしたSUS304片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmは1〜2μmであり、Rzは0.3〜0.4μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図9に示した((a):1万倍,(b):10万倍)。電子顕微鏡による観察から、表面が直径20〜70nmの粒径物や不定多角形状物が積み重なった形状、言わば溶岩台地斜面ガラ場状の超微細凹凸形状で覆われていた。更に別の1個をXPS分析にかけた。このXPS分析から、表面には酸素と鉄が大量に、又、少量のニッケル、クロム、炭素、ごく少量のモリブデン、珪素が観察された。これらから表層は金属酸化物が主成分であることが分かった。この分析パターンはエッチング前のSUS304と殆ど同じであった。
【0099】
[実験例10](SPCC鋼材片の表面処理)
市販の厚さ1.6mmの冷間圧延鋼板材「SPCC」を入手し、切断して45mm×15mmの長方形のSPCC片を多数作成した。槽にアルミニウム合金用脱脂剤「NE−6」を7.5%を含む水溶液(60℃)を用意し、これに前記SPCC片を5分浸漬して水道水(群馬県太田市)で水洗した。次いで別の槽に1.5%苛性ソーダ水溶液(40℃)を用意し、これに前記SPCC片を1分浸漬し、水洗した。次いで別の槽に98%硫酸を10%含む水溶液(50℃)を用意し、これに前記SPCC片を6分浸漬し、イオン交換水で十分に水洗した。次いで前記SPCC片を、1%濃度のアンモニア水(25℃)に1分浸漬して水洗した。次いで前記SPCC片を、2%濃度の過マンガン酸カリ、1%濃度の酢酸、及び0.5%濃度の水和酢酸ナトリウムを含む水溶液(45℃)に1分浸漬して十分に水洗した。その後、前記SPCC片を、90℃とした温風乾燥機内に15分入れて乾燥した。
【0100】
前記と同じ処理をしたSPCC片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmが1〜3μm、Rzが0.3〜1.0μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図10に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡による観察結果から、高さ及び奥行きが80〜200nmで幅が数百〜数千nmの階段が無限に続いた形状の超微細凹凸形状でほぼ全面が覆われていることが分かる。パーライト構造が剥き出しになった様子であり化成処理層はごく薄いことが分かる。
【0101】
[実験例11](SPHC鋼材片の表面処理)
市販の厚さ1.6mmの熱間圧延鋼材「SPHC」を入手し、切断して45mm×18mmの長方形のSPHC片を多数作成した。槽にアルミニウム合金用脱脂剤「NE−6」を7.5%を含む水溶液(60℃)を用意し、これに前記SPHC片を5分浸漬して水道水(群馬県太田市)で水洗した。次いで別の槽に1.5%苛性ソーダ水溶液(40℃)を用意し、これに前記SPHC片を1分浸漬し、水洗した。次いで別の槽に98%硫酸を10%と1水素2弗化アンモニウム1%を含む水溶液(65℃)を用意し、これに前記SPHC片を2分浸漬し、イオン交換水で十分に水洗した。次いで前記SPHC片を、1%濃度のアンモニア水(25℃)に1分浸漬して水洗した。次いで前記SPHC片を、80%正リン酸を1.5%、亜鉛華を0.21%、珪弗化ナトリウムを0.16%、塩基性炭酸ニッケルを0.23%含む水溶液(55℃)に1分浸漬して十分に水洗した。その後、前記SPHC片を、90℃とした温風乾燥機内に15分入れて乾燥した。
【0102】
乾燥後、前記SPHC片を走査型プローブ顕微鏡で観察した。走査解析によると、RSmが1〜3μm、Rzが0.3〜1.0μmであった。電子顕微鏡を1万倍、10万倍として観察したときの写真を図11に示した((a):1万倍,(b):10万倍)。10万倍電子顕微鏡による観察結果から、高さ及び奥行きが80〜500nmで幅が数百〜数万nmの階段が無限に続いた形状の超微細凹凸形状でほぼ全面が覆われていることが分かり、これもパーライト構造であった。
【0103】
[実験例12](接着剤1の作成)
ビスフェノールA型エポキシ樹脂の単量体型が主成分の分子量約370のエポキシ樹脂「JER828(ジャパンエポキシレジン株式会社製)」、ビスフェノールA型エポキシ樹脂のオリゴマー型で分子量約1400の固体エポキシ樹脂「JER1004(ジャパンエポキシレジン株式会社製)」、多官能型のフェノールノボラック型エポキシ樹脂「JER154(ジャパンエポキシレジン株式会社製)」、アニリン型の3官能エポキシ樹脂「JER630(ジャパンエポキシレジン株式会社製)」、テトラグリシジル−ジアミノジフェニルスルホン「JER604(ジャパンエポキシレジン社製)」、粒径分布中心が20μmの水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」、平均粒径が8〜12μmの微粉タルク「ハイミクロンHE5(竹原化学工業株式会社(日本国兵庫県)製)」、平均粒径が8〜12μmの焼成カオリン(クレー)「スタントン5(竹原化学工業株式会社(日本国兵庫県)製)」、平均粒径が5〜10μmの炭酸カルシウム「サンライトSL−100(竹原化学工業株式会社(日本国兵庫県)製)」、粒径分布の中心が16μmの純アルミニウム系アルミニウム粉体「フィラー用アルミニウムパウダー(東洋アルミニウム株式会社製)」、微粉型ジシアンジアミド「DICY7(ジャパンエポキシレジン株式会社製)」、及び、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99(保土谷化学工業株式会社(日本国東京都)製)」を入手した。
【0104】
「JER828」を67質量部、「JER1004」を17質量部、「JER154」を8質量部、「JER630」を8質量部取って150℃程度に加熱し、全体を溶融させて十分に混合した後、混合物を放冷した。この混合物において、a=67、b=17、c=8、d=8であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、炭酸カルシウム粉体「サンライトSL−100」5質量部、微粉型ジシアンジアミド「DICY7」6質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤1とした。接着剤1の組成を表1に示す。
【0105】
[実験例13](接着剤2の作成)
「JER828」を67質量部、「JER1004」を17質量部、「JER154」を8質量部、「JER630」を8質量部取って150℃程度に加熱し、全体を溶融させて十分に混合した後、混合物を放冷した。この混合物において、a=67、b=17、c=8、d=8であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」5質量部、水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」5質量部、微粉型ジシアンジアミド「DICY7」6質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤2とした。接着剤2の組成を表1に示す。
【0106】
[実験例14](接着剤3の作成)
「JER828」を50質量部、「JER154」を10質量部、「JER630」を20質量部、「JER604」を20質量部取ってよく混合した。この混合物において、a=50、b=0、c=10、d=40であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」15質量部、アルミニウム粉体「フィラー用アルミニウムパウダー(東洋アルミニウム株式会社製)」15質量部、水酸基付きPES粉体「ウルトラゾーンE2020P−SRMicro(BASF社製)」15質量部、微粉型ジシアンジアミド「DICY7」5質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加えよく混練した。これをポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。この接着剤の名称を接着剤3とした。接着剤3の組成を表1に示す。
【0107】
【表1】
【0108】
[実験例15](溶剤型接着剤1を使用した接着試験)
実験例12で作成した接着剤1を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤1を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤1を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。放冷後にA7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を3組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片を入れて、5分加熱した。次いで、熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例15)。
【0109】
[実験例16](接着剤1を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例12で作成した接着剤1塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。その後A7075片をデシケータから出し、A7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を3組作成した。その後の加熱硬化工程は実験例15と同様である。このようにしてA7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例16)。表2から見て明らかなように、実験例16の結果は実験例15より3.5MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0110】
[実験例17](溶剤型接着剤2を使用した接着試験)
実験例13で作成した接着剤2を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤2を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤2を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。その後は実験例15と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例17)。
【0111】
[実験例18](接着剤2を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例13で作成した接着剤2を塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。A7075片をデシケータから出し、その後は実験例16と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例18)。表2から見て明らかなように、実験例18の結果は実験例17より2.7MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0112】
[実験例19](溶剤型接着剤3を使用した接着試験)
実験例14で得た接着剤3を10g取り、3gのMIBKを加えてよく混ぜて溶剤型接着剤3を作成した。実験例1の表面処理を施したA7075片6枚に対して、各々の端部に溶剤型接着剤3を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。その後は実験例15と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は150℃下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例19)。
【0113】
[実験例20](接着剤3を使用した接着試験:比較)
実験例1の表面処理を施したA7075片6枚に対して、各々の端部に実験例14で得た接着剤3を塗布した。これらのA7075片を60℃に予め加熱しておいたデシケータに入れて真空ポンプで30mmHg以下に減圧し、数分置いてから常圧に戻した。この減圧/常圧戻し操作を計3回行った。A7075片をデシケータから出し、その後は実験例16と同様にして、A7075片同士の接合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は150℃下において行った。その際のせん断破断力(3組の平均値)を表2に示す(実験例20)。表2から見て明らかなように、実験例20の結果と実験例19の結果は、いずれも45MPa前後であり、殆ど差がない。
【0114】
[実験例21](噴霧型接着剤1を使用した接着試験)
実験例12で得た接着剤1を15g取り、MIBKを15g加えてよく混ぜて噴霧型接着剤1を作成した。この噴霧型接着剤1を噴霧器(市販のアイロン用霧吹き器)に入れた。一方、実験例1の表面処理を施したA7075片12枚を紙上に並列に配置し、これら全てのA7075片の接着剤塗布領域以外を別の紙によって覆った。これにより接着剤塗布領域のみが露出した状態となっている。この接着剤塗布領域に対して、噴霧器自体を振りながら噴霧型接着剤1を噴霧した。露出したA7075片表面に接着剤が噴霧されていることを確認し、噴霧を止めてA7075片を覆っていた紙を除いて30分放置した。次いで50℃にした温風乾燥機にA7075片を15分入れて残存したMIBKを揮発させた。放冷後にA7075片2枚の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片の形状とした。このようにしてA7075片同士の対を6組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片を入れて、5分加熱した。次いで、熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片同士の接合体である試験片を6組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(6対の平均値)を表2に示す(実験例21)。表2から見て明らかなように、実験例16の結果は実験例21より3.7MPa程度良好ではあるものの、いずれも70MPa前後の極めて高い接着力を示していることを考慮すると殆ど差がないといえる。
【0115】
【表2】
【0116】
[実験例22〜41](各種金属合金の接着試験)
実験例2〜11の表面処理を施した各種金属合金について、溶剤型接着剤1を使用して実験例15と同様の実験を行った(実験例22、24、26、28、30、32、34、36、38、40)。その結果を表3に示す。また、実験例2〜11の表面処理を施した各種金属合金について、接着剤1を使用して実験例16と同様の実験を行った(実験例23、25、27、29、31、33、35、37、39、41)。その結果を表3に示す。
【0117】
ここで接着剤1又は溶剤型接着剤1をNATの条件に適合する金属合金表面に対して使用した場合、極めて強固な接着力を発揮するため、金属合金片が十分な厚さを有しない場合には引っ張り破断時に曲げ変形が生じ、十分な厚さ(例えば3mm程度)を有している場合に計測される本来のせん断破断力よりも低く現れる場合が多い。従って、十分な厚さ(厚さ3mm)を有しているA7075片、曲げ変形が生じ難いSPCC及びSPHC(いずれも厚さ1.6mm)を除いて、金属合金片の接着面の裏面側にA7075片を積層した。これにより曲げ変形を抑止した。ここで積層材として使用するA7075片は実験例1の表面処理を施したものである。図12に示すように、接着剤塗布範囲同士を密着させて対とした状態の金属合金片の接着面とは反対側の面、及び積層材として使用するA7075片の片面全面に接着剤を塗布した後、これら両面を密着させ、接着剤を加熱硬化させることで一体化した。ここで使用する接着剤に特に制限はないが、実験では溶剤型接着剤1を使用し、MIBKを揮発させた後に両面を密着させた。このようにすることで厚さ1mm以下の金属合金片、又は厚さ1〜2mmで曲げ変形が生じやすい金属合金片同士の接合体であっても、引っ張り試験時に曲げ変形が起こらなくなり、本来のせん断破断力に近い値が得られる。
【0118】
【表3】
【0119】
表3から見て明らかなように、全ての金属合金種において溶剤型接着剤1を使用した接合体と、無溶剤型の接着剤1を使用した接合体が概ね同等のせん断破断力を示した。この結果からも、本発明の溶剤型エポキシ接着剤が、無用剤型と同等の接着力を維持しつつ粘度を低下させたものであることを把握することができる。なお、A7075アルミニウム合金によって金属合金の接着面の裏面側を補強し、曲げ変形を防止したにもかかわらず、KS−40チタン合金のせん断破断力のみが55MPa程度と相対的に低いせん断破断力を示しているが、これは表面形状がNATの超微細凹凸の条件に適合しない範囲が多いことによるものと考えられる。
【0120】
[実験例36](アルミニウム合金とCFRPの接着試験)
引っ張り強度3.5GPaの炭素繊維「トレカT300(東レ株式会社製)」を使用したCFRPプリプレグを積層し、これらを硬化させて、厚さ3mmのCFRP板材を作成した。「トレカT300」は単方向束型である。マトリックス樹脂は、同社カタログに「T300」使用のプリプレグの硬化条件が120℃とあったことから、硬化剤にジシアンジアミド粉体を使用しており、150℃における耐熱性は低い一般用途向け品と考えられる。このようにして得られたCFRP板材を切断し、繊維方向が長手方向になるように45mm×15mm×3mm厚のCFRP片を多数作成した。これらのCFRP片の端部を、JISR6252に規定される120番の研磨紙によって繊維方向に数回強く研磨し、繊維方向と直交する方向に数回研磨し、さらに繊維方向に数回研磨した。このようにして炭素繊維が一部剥き出しになるようにし、最後に再度繊維方向に研磨することで繊維が容易に切れずに残るようにした。
【0121】
次いで、超音波発信端を設置した槽にアルミニウム合金用脱脂剤「NE−6」7.5%を含む水溶液(60℃)を用意し、これに超音波をかけた状態として、粗面化したCFRP片を5分浸漬した。その後、このCFRP片を水洗し、80℃にセットした熱風乾燥機に15分入れて乾燥した。このようにして粗面化したCFRP片の粗面化した端部に、実験例15において作成した溶剤型接着剤1を塗布した。これらのCFRP片を30分風乾した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。この措置によってMIBKの臭いは消えた。
【0122】
一方、実験例1の表面処理を施したA7075片3枚に対して、各々の端部に溶剤型接着剤1を塗布した。これらのA7075片を30分放置した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。放冷後にA7075片とCFRP片の接着剤塗布範囲同士を密着させて対にした。その際、重なりが約3.5mm(接着面積=約0.5cm2)になるようにした。対をクリップで固定し、図12に示す試験片と同様の形状とした。このようにしてA7075片とCFRP片の対を3組作成した。熱風乾燥機内を90℃とし、これに対としたA7075片及びCFRP片を入れて、直後に熱風乾燥機内を135℃に昇温し、135℃で40分加熱した。次いで、熱風乾燥機内を165℃に昇温し、165℃で20分加熱した。その後放冷してA7075片とCFRP片の複合体である試験片を3組得た。翌日に試験片を引っ張り試験機にかけて破断させた。この試験は常温下において行った。その際のせん断破断力(3組の平均値)は、65.1MPaであり、A7075片同士の接合体(実験例15)に近く、金属合金とCFRPの複合体としては従来になく強固な接着力を示した。試験後にA7075片の破断面を観察したところ、炭素繊維が接着範囲に多く付着していた。
【0123】
[実験例37](アルミニウム合金とCFRPの接着試験:比較)
溶剤型接着剤1に換えて、実験例12で作成した接着剤1を使用して実験例36と同様の接着試験を行った。但し、本実験例においては、MIBKを揮発させる工程は不要であるが、A7075片及びCFRP片に接着剤1を塗布した後、双方に対して「染み込まし処理」を行った。この染み込まし処理においては、デシケータ自体を温風乾燥機に前もって入れておくことで65℃程度に加熱しておき、その後、このデシケータ内に接着剤を塗布したA7075片及びCFRP片を入れて数分間30mmHg以下の減圧下に置き、その後に常圧に戻す操作を3回繰り返した。このようにして得られた試験片のせん断破断力(3組の平均値)は、68.3MPaであり、A7075片同士の接合体(実験例15)に近かった。
【0124】
[実験例38](アルミニウム合金とCFRPのコキュア接着試験)
「JER828」を50質量部、「JER154」を10質量部、「JER630」を20質量部、「JER604」を20質量部取って、これらを45℃程度としてよく混合した。この混合物において、a=50、b=0、c=10、d=40であり、この組成比は前述した式(1)〜(3)の条件を全て満たす。この混合物100質量部に対し、焼成カオリン粉体「スタントン5」15質量部、アルミニウム粉体「フィラー用アルミニウムパウダー」15質量部、微粉型ジシアンジアミド「DICY7」5質量部、3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアの微粉「DCMU99」3質量部を加え、3分間混練した後、1時間放置し、再度1分混練した。このようにして得られたペースト状のエポキシ樹脂組成物をマトリックス樹脂として使用する。このマトリックス樹脂をポリエチレン瓶に取り、その後5℃とした冷蔵庫に保管した。
【0125】
引っ張り強度4.4GPaの炭素繊維「パイロフィルTR30S(三菱レイヨン株式会社製)」を使用した厚さ約0.23mmの平織り炭素繊維クロス「パイロフィル3110M(三菱レイヨン株式会社製)」を入手し、130mm×130mmに切断した。一方、シリコーン樹脂使用の離型紙を200mm×200mmに切断して木製平板の上に置き、4方をテープとピンで固定した。次いで、その中央に130mm×130mmに切断した炭素繊維クロスを敷いて、4方をテープとピンで固定した。次いで、作成したマトリックス樹脂を冷蔵庫から取り出し、50℃とした温風乾燥機内に入れて粘度を下げ、これをプラスチック製ヘラを使用して炭素繊維クロスの上から塗布した。マトリックス樹脂の塗布層は均一に厚くなるようにした。塗布層の上から200mm×200mmに切断した0.01mm厚のポリエチレンフィルムを被せた。そのポリエチレンフィルムの中央部に重しとなるブロックを置き、一定圧で押さえ付けた状態で中央部から端部に向かって移動させた。これにより、マトリックス樹脂が炭素繊維クロス表面に染み出し、余分なマトリックス樹脂は炭素繊維クロスの端から外部に押し出される。その後、離型紙及びポリエチレンフィルムに挟まれ、マトリックス樹脂が塗布された状態の炭素繊維クロスの端を、カッターによって切断し、110mm×110mmの正方形状のシートを作成した。同様の操作を繰り返して、110mm×110mmの正方形状のシートを多数作成した。これら正方形状のシートをデシケータに入れて密閉し、デシケータ内を真空ポンプで減圧し、5分ほどして常圧に戻した。これによって、マトリックス樹脂及び炭素繊維クロス内部の空気を抜いて、マトリックス樹脂を炭素繊維クロス全体に行き渡らせる。このようにして作成した多数のCFRPプリプレグ(離型紙及びポリエチレンフィルムに挟まれた状態)を袋に封じ、5℃とした冷蔵庫に保管した。
【0126】
一方、実験例1の表面処理を施したA7075片3枚に対して、各々の端部に実験例19で作成した溶剤型接着剤3を塗布した。これらのA7075片を30分風乾した後に、50℃にした温風乾燥機に15分入れてMIBKを揮発させた。
【0127】
図13に示す焼成治具1を用いてCFRPとA7075片の複合体を作成する。金型本体2及び金型底板5を組み合わせると、金型本体2の側壁と金型底板5の上面によって金型凹部が形成される。この金型凹部を覆うように、0.05mm厚の離型用フィルム17を敷いた。この離型用フィルム17の上に、A7075片11を接着剤塗布面を上にして置き、このアルミニウム合金片11と金型本体2の側壁の空隙をポリテトラフルオロエチレン樹脂(以下、「PTFE」という。)製のスペーサ16で埋めた。
【0128】
一方、前述したようにして作成したCFRPプリプレグを切断し、繊維方向が長手方向になるように45mm×15mmのプリプレグ片を多数作成した。これらのプリプレグ片の離型紙及びポリエチレンフィルムを除去し、A7075片11及びスペーサ16の上面に、厚さ3mmとなるように13枚積層した。これらプリプレグ片13枚の積層物が図中のプリプレグ積層物12として示されている。ここで、図13示すプリプレグ積層物12の最下層となるプリプレグ片の下面の左端部分が、A7075片11上面の接着剤塗布領域と接触している。このときの接着面積(両片が重なっている面積)は15mm×4mm程度(約0.6cm2)であった。このプリプレグ積層物12と金型本体2の側壁の空隙を埋めるためにPTFE製のスペーサ13を設置し、これらを覆うように離型用フィルム14を敷いた。
【0129】
離型用フィルム14の上にPTFE製のブロック15を乗せ、ブロック15の上に鉄製の5kgの錘18を乗せて大型オートクレーブの中に置いた。オートクレーブの蓋を閉めて内温を昇温し、真空ポンプで内圧を15mmHg以下に減圧した。金型本体2の温度が90℃を超えた時点で常圧に戻した。その後温度を上げて135℃に達した後、135℃で1時間加熱し、その後更に165℃まで温度を上げて、165℃前後を維持するように調節しつつ20分加熱した。その後、加熱を停止して蓋を開けた。100℃まで温度が低下した後に焼成治具1をオートクレーブから取り出し、その30分後に焼成治具1を分解してCFRP片(プリプレグ積層物12の硬化物)とA7075片11の複合体を6組得た。複合体の形状は図12と同様である。
【0130】
複合体の作成から10日後に、試験片(複合体)を引っ張り試験機にかけて破断させた。この試験は常温下及び150℃下において各々3組行った。その際のせん断破断力(3組の平均値)は、常温下で50.2MPa、150℃下では34.3MPaであった。本発明者らは、過去に上記溶剤型接着剤3に換えて、接着剤3を使用して本実験例38と同様の実験を行っている。但し、MIBKを揮発させる工程は不要であり、A7075片に接着剤3を塗布した後、双方に対して「染み込まし処理」を行った。この実験によれば、常温下で55.3MPa、150℃下で32.3MPaのせん断破断力を示していた。従って、CFRPのマトリックス樹脂を本発明の溶剤型エポキシ接着剤と同様組成とした場合にも、当該CFRPと金属合金とのコキュア接着において高い接着力を発揮することが確認された。即ち、CFRPのマトリックス樹脂を溶剤型エポキシ樹脂組成物とした場合にも、無用剤型エポキシ樹脂組成物と同等の接着力を発揮しうる。
【0131】
[本発明の応用例]
前述した「NAT」は金属合金同士の接着だけでなく金属合金とCFRP材の接着にも適用することが可能である。近年のCFRP部材は航空機の主要材料として注目されるなど、輸送機器の構造材としての用途が期待されており、耐熱性に関しても150℃以上での使用に耐えうるものが開発されている。このような事情に鑑み、本発明者らは、金属合金とCFRPの接着剤の研究開発を行い、接着剤硬化物層が150℃下でも高い接着力を保つよう1液性エポキシ接着剤を改良した。その結果、NATの条件に適合する金属合金同士の接着、NATの条件に適合する金属合金とCFRPの接着、CFRP同士の接着のいずれにおいても150℃下で35〜45MPa程度の高いせん断破断力を示した。
【0132】
このような常温下での高い接着力と耐熱性を兼備する1液性エポキシ接着剤により、図15に示す交互積層板の作成も容易になる。この交互積層板は、NATの条件に適合するよう表面処理した0.3mm厚のA5052片5枚と、0.38mm厚のCFRPプリプレグ片4枚を交互に積層した厚さ3mmの積層材である。本発明者らが発明したNATと、同じく本発明者らが発明した前記1液性エポキシ接着剤が存在しなかったときには、このような交互積層材はA5052とCFRPの線膨張率の差異による層同士の剥離が問題となり作成出来なかった。アルミニウム合金の線膨張率が2.3×10−5℃−1程度であるのに対し、CFRPの線膨張率は0.1×10−5℃−1以下であるから、両者の線膨張率の差は2.2×10−5℃−1程度にもなる。従って、両層を接着剤を介して積層し、加圧しつつ150〜180℃で接着剤を硬化させて一体化しても、放冷時に線膨張率の差異から両層の剥がれや曲がりがあらわれ、平らな状態の交互積層板を作成することができなかった。
【0133】
前記の金属合金薄板とCFRP板の交互積層板は、CFRPがACM(Advanced composite material)として出現した時点から夢の新素材として喧伝されて来たものだが、実際には上記の問題により作成できなかったものである。特に金属合金薄板にアルミニウム合金を使用した交互積層板は比重2.0〜2.3の超軽量でありながら鋼近くの剛性があるとして待望されてきた。一方で大型のCFRP構造材の製造は困難であるという事情もある。薄いCFRPプリプレグシートを積層して構造材の形状とし、治具等で固定化したまま加熱硬化させる一体成形法しかなく、小型のCFRP部材を一旦作成してそれらを何らかの方法で組み立てるという方法が取り難かった。これはCFRP自体は鋼並みの強度を有しながらもプラスチック材に過ぎず、ボルトナット型の組立方式が取れないことによる。これが大型構造材の大量生産に適さないCFRPの欠点であった。
【0134】
しかしながら、本発明者らが開発した1液性エポキシ接着剤によれば、常温下における極めて高い接着力と耐熱性を備えているため、CFRP部材と金属合金を当該接着剤により接着したCFRP構造材を作成することも可能である。このような構造材において、CFRP構造材の端部を金属合金とすることにより、構造材全体としては極めて軽量であり、且つ端部を他の部材とボルトナット結合やネジ止め結合することが可能である。前述した交互積層板も体積の約半分がアルミニウム合金であるから、端部のアルミニウム合金に穴を設けて他部材とビス止めしても金属の有する展性や靭性によって壊れることがない。このような構造部材は金属合金とCFRPの両者の長所を併存させることが可能であり、組み立てが容易であるため、その用途は広範である。
【0135】
このような交互積層材の製造に際して、金属合金の全面に接着剤を塗布するという作業工程が必要である。この際に、全面に高粘度の接着剤を塗布する作業は困難であり、接着剤の使用量も多くなってしまう。また、フィラーの含有量が多く、その粘度の高さ故に自動化が困難であり、メンテナンスも容易ではない。このような粘度の高い1液性エポキシ接着剤を溶剤型とすることで、粘度を低下させ、広面積への塗布を容易とすることが可能である。これにより、交互積層材の製造工程を簡素化することが可能である。さらに噴霧塗布か可能な程度の低粘度とすることで塗布作業自体を自動化することも可能となる。
【符号の説明】
【0136】
20…接合体
23…金属合金片
24…金属合金片
25…接着範囲
40…金属合金
41…セラミック質層
42…接着剤硬化物層
【特許請求の範囲】
【請求項1】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、
ケトン系溶剤をさらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項2】
請求項1に記載した溶剤型エポキシ接着剤であって、
前記ケトン系溶剤は、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上であることを特徴とする溶剤型エポキシ接着剤。
【請求項3】
請求項2に記載した溶剤型エポキシ接着剤であって、
前記ケトン系溶剤は、メチルイソブチルケトンであることを特徴とする溶剤型エポキシ接着剤。
【請求項4】
請求項1ないし3から選択される1項に記載した溶剤型エポキシ接着剤であって、
粘度が1Pa・s以下であることを特徴とする溶剤型エポキシ接着剤。
【請求項5】
請求項4に記載した溶剤型エポキシ接着剤であって、
粘度が0.1Pa・s以下であり、噴霧可能であることを特徴とする溶剤型エポキシ接着剤。
【請求項6】
請求項4に記載した溶剤型エポキシ接着剤であって、
粒径分布の中心が5〜30μmの鉱物質充填材を1〜30質量部、
硬化助剤として3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを1〜4質量部さらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項7】
請求項4に記載した溶剤型エポキシ接着剤であって、
当該接着剤に含まれるエポキシ樹脂分を100質量部としたときに、
(1)ビスフェノールA型エポキシ樹脂の単量体型をa質量部、(2)分子量900〜2000のビスフェノールA型エポキシ樹脂のオリゴマー型をb質量部、(3)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂をc質量部、(4)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂をd質量部含み、a+b+c+d=100としたときに、85≧a+b≧45、20≧b≧0、及び20≧c≧5の全ての条件を満たすことを特徴とする溶剤型エポキシ接着剤。
【請求項8】
請求項7に記載した溶剤型エポキシ接着剤であって、
40≧b+c≧20の条件をさらに満たすことを特徴とする溶剤型エポキシ接着剤。
【請求項9】
請求項6に記載した溶剤型エポキシ接着剤であって、
粒径分布の中心が10〜30μmの金属粉体を5〜30質量部、
粒径分布の中心が10〜30μmの熱可塑性樹脂粉体を5〜30質量部さらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項10】
請求項9に記載した溶剤型エポキシ接着剤であって、
前記金属粉体はアルミニウム粉体であり、
前記熱可塑性樹脂粉体は水酸基付きポリエーテルスルホン樹脂粉体であることを特徴とする溶剤型エポキシ接着剤。
【請求項11】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤としてメチルイソブチルケトンを含み、且つ、粘度が1Pa・s以下である溶剤型エポキシ接着剤を使用した接着方法であって、
金属合金の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、且つ、表層を金属酸化物又は金属リン酸化物の薄層とするための表面処理を行う表面処理工程と、
前記表面処理工程を経た金属合金の表面に、前記溶剤型エポキシ接着剤を塗布する塗布工程と、
前記塗布工程を経た金属合金表面の溶剤成分を揮発させる揮発工程と、
前記揮発工程を経た金属合金の前記接着剤が塗布された範囲と、当該金属合金と接着させる被着材を密着させた状態で固定し、前記エポキシ樹脂を硬化させることで両者を一体化する硬化工程と、
を含むことを特徴とする金属合金と被着材の接着方法。
【請求項12】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤としてメチルイソブチルケトンを含み、且つ、粘度が0.1Pa・s以下である噴霧可能な溶剤型エポキシ接着剤を使用した接着方法であって、
金属合金の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、且つ、表層を金属酸化物又は金属リン酸化物の薄層とするための表面処理を行う表面処理工程と、
前記表面処理工程を経た金属合金の表面に、前記溶剤型エポキシ接着剤を噴霧する噴霧工程と、
前記噴霧工程を経た金属合金表面の溶剤成分を揮発させる揮発工程と、
前記揮発工程を経た金属合金の前記接着剤が塗布された範囲と、当該金属合金と接着させる被着材を密着させた状態で固定し、前記エポキシ樹脂を硬化させることで両者を一体化する硬化工程と、
を含むことを特徴とする金属合金と被着材の接着方法。
【請求項13】
請求項11又は12に記載した接着方法であって、
前記金属合金は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス鋼、及び鉄鋼材から選択されるいずれか1種であることを特徴とする接着方法。
【請求項14】
請求項13に記載した接着方法であって、
前記被着材がCFRPプリプレグであることを特徴とする接着方法。
【請求項15】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上のケトン系溶剤を含み、且つ、粘度が1Pa・s以下であるエポキシ樹脂組成物。
【請求項1】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、
ケトン系溶剤をさらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項2】
請求項1に記載した溶剤型エポキシ接着剤であって、
前記ケトン系溶剤は、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上であることを特徴とする溶剤型エポキシ接着剤。
【請求項3】
請求項2に記載した溶剤型エポキシ接着剤であって、
前記ケトン系溶剤は、メチルイソブチルケトンであることを特徴とする溶剤型エポキシ接着剤。
【請求項4】
請求項1ないし3から選択される1項に記載した溶剤型エポキシ接着剤であって、
粘度が1Pa・s以下であることを特徴とする溶剤型エポキシ接着剤。
【請求項5】
請求項4に記載した溶剤型エポキシ接着剤であって、
粘度が0.1Pa・s以下であり、噴霧可能であることを特徴とする溶剤型エポキシ接着剤。
【請求項6】
請求項4に記載した溶剤型エポキシ接着剤であって、
粒径分布の中心が5〜30μmの鉱物質充填材を1〜30質量部、
硬化助剤として3−(3,4−ジクロルフェニル)−1,1−ジメチルウレアを1〜4質量部さらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項7】
請求項4に記載した溶剤型エポキシ接着剤であって、
当該接着剤に含まれるエポキシ樹脂分を100質量部としたときに、
(1)ビスフェノールA型エポキシ樹脂の単量体型をa質量部、(2)分子量900〜2000のビスフェノールA型エポキシ樹脂のオリゴマー型をb質量部、(3)3個以上のエポキシ基を有する多官能型のフェノール樹脂型エポキシ樹脂をc質量部、(4)3個以上のエポキシ基を有する多官能型であって、芳香環を有し、且つエポキシ当量が150以下のエポキシ樹脂をd質量部含み、a+b+c+d=100としたときに、85≧a+b≧45、20≧b≧0、及び20≧c≧5の全ての条件を満たすことを特徴とする溶剤型エポキシ接着剤。
【請求項8】
請求項7に記載した溶剤型エポキシ接着剤であって、
40≧b+c≧20の条件をさらに満たすことを特徴とする溶剤型エポキシ接着剤。
【請求項9】
請求項6に記載した溶剤型エポキシ接着剤であって、
粒径分布の中心が10〜30μmの金属粉体を5〜30質量部、
粒径分布の中心が10〜30μmの熱可塑性樹脂粉体を5〜30質量部さらに含むことを特徴とする溶剤型エポキシ接着剤。
【請求項10】
請求項9に記載した溶剤型エポキシ接着剤であって、
前記金属粉体はアルミニウム粉体であり、
前記熱可塑性樹脂粉体は水酸基付きポリエーテルスルホン樹脂粉体であることを特徴とする溶剤型エポキシ接着剤。
【請求項11】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤としてメチルイソブチルケトンを含み、且つ、粘度が1Pa・s以下である溶剤型エポキシ接着剤を使用した接着方法であって、
金属合金の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、且つ、表層を金属酸化物又は金属リン酸化物の薄層とするための表面処理を行う表面処理工程と、
前記表面処理工程を経た金属合金の表面に、前記溶剤型エポキシ接着剤を塗布する塗布工程と、
前記塗布工程を経た金属合金表面の溶剤成分を揮発させる揮発工程と、
前記揮発工程を経た金属合金の前記接着剤が塗布された範囲と、当該金属合金と接着させる被着材を密着させた状態で固定し、前記エポキシ樹脂を硬化させることで両者を一体化する硬化工程と、
を含むことを特徴とする金属合金と被着材の接着方法。
【請求項12】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、ケトン系溶剤としてメチルイソブチルケトンを含み、且つ、粘度が0.1Pa・s以下である噴霧可能な溶剤型エポキシ接着剤を使用した接着方法であって、
金属合金の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、且つ、表層を金属酸化物又は金属リン酸化物の薄層とするための表面処理を行う表面処理工程と、
前記表面処理工程を経た金属合金の表面に、前記溶剤型エポキシ接着剤を噴霧する噴霧工程と、
前記噴霧工程を経た金属合金表面の溶剤成分を揮発させる揮発工程と、
前記揮発工程を経た金属合金の前記接着剤が塗布された範囲と、当該金属合金と接着させる被着材を密着させた状態で固定し、前記エポキシ樹脂を硬化させることで両者を一体化する硬化工程と、
を含むことを特徴とする金属合金と被着材の接着方法。
【請求項13】
請求項11又は12に記載した接着方法であって、
前記金属合金は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス鋼、及び鉄鋼材から選択されるいずれか1種であることを特徴とする接着方法。
【請求項14】
請求項13に記載した接着方法であって、
前記被着材がCFRPプリプレグであることを特徴とする接着方法。
【請求項15】
エポキシ樹脂100質量部に対して、硬化剤としてジシアンジアミド粉体を2〜8質量部含み、アセトン、メチルエチルケトン、及びメチルイソブチルケトンから選択される1種以上のケトン系溶剤を含み、且つ、粘度が1Pa・s以下であるエポキシ樹脂組成物。
【図12】

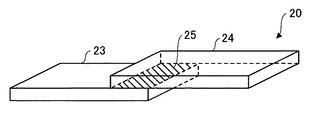
【図13】
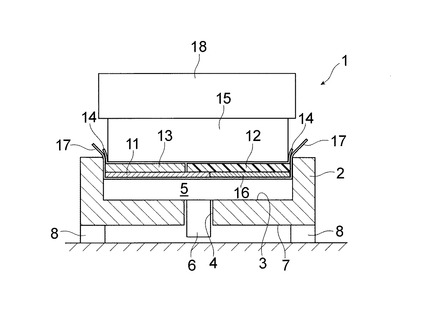
【図14】
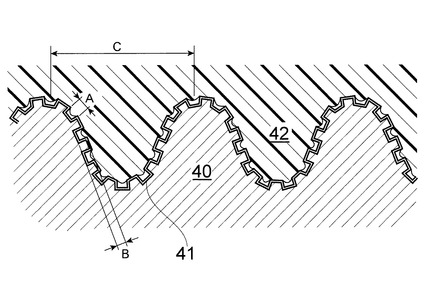
【図1】

【図2】

【図3】

【図4】
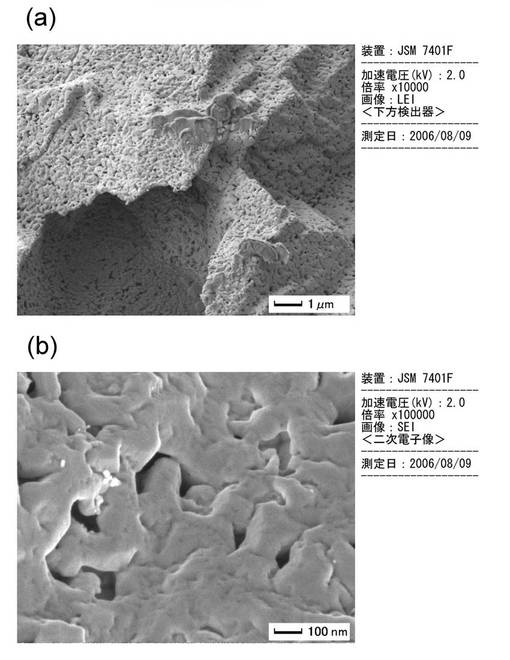
【図5】
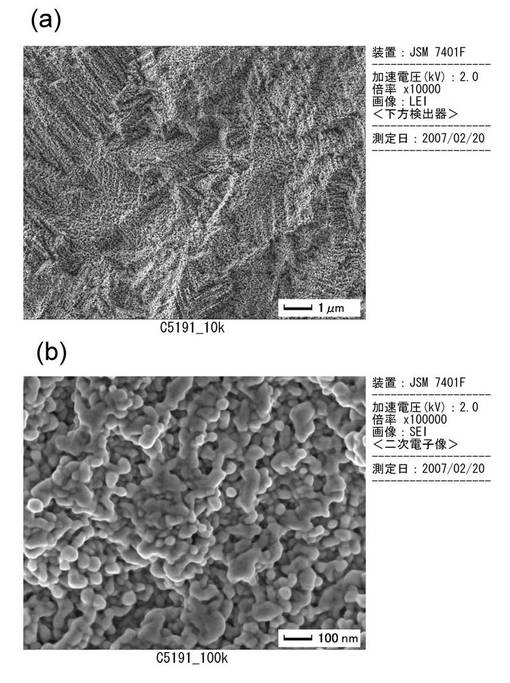
【図6】

【図7】
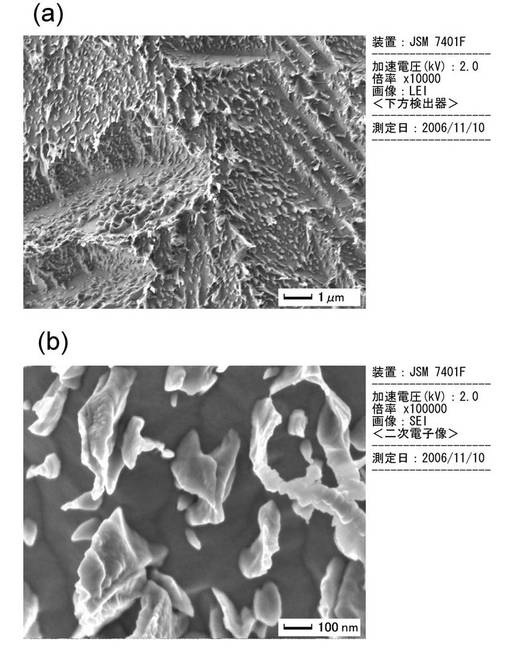
【図8】
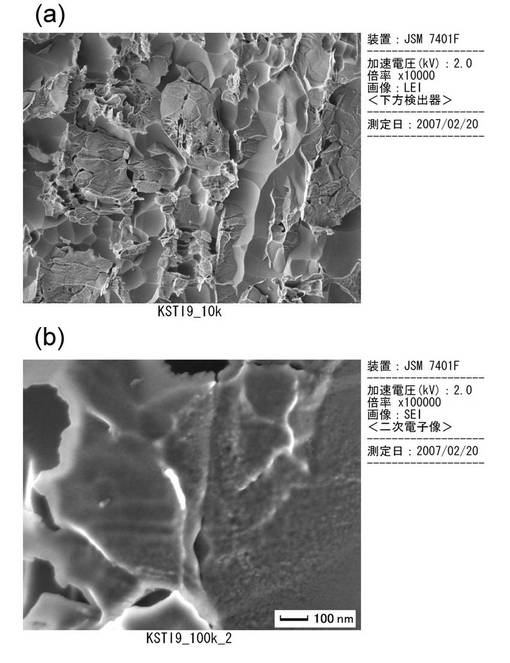
【図9】
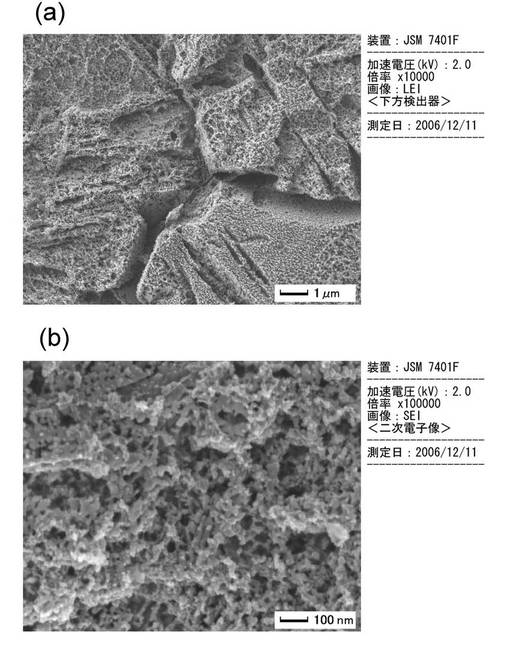
【図10】
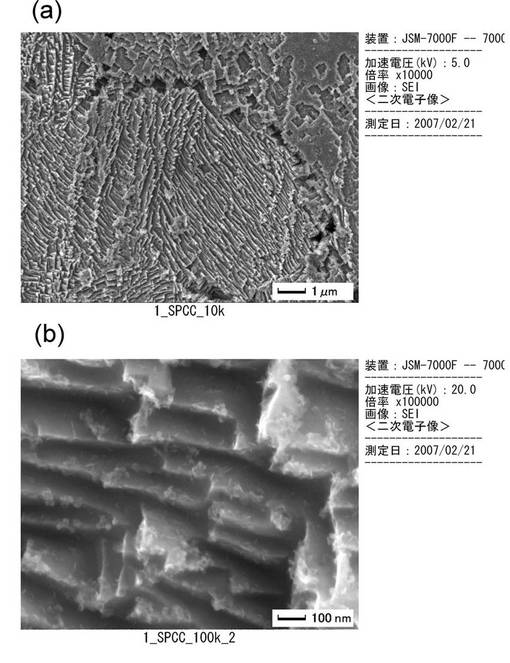
【図11】

【図15】

【図13】
【図14】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図15】
【公開番号】特開2011−148937(P2011−148937A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−12658(P2010−12658)
【出願日】平成22年1月23日(2010.1.23)
【出願人】(000206141)大成プラス株式会社 (87)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月23日(2010.1.23)
【出願人】(000206141)大成プラス株式会社 (87)
【Fターム(参考)】
[ Back to top ]