
溶射皮膜の密着力測定方法及び密着力測定方法に用いるドリル
【課題】溶射皮膜のワーク表面に対する密着力の測定を精度よく行う。
【解決手段】ワークWの表面に形成した溶射皮膜15上に、接着剤を用いてガイド部11の先端接着面11eを接着固定し、このガイド部11の中心部に設けたピン挿入孔にピン13を挿入してワークWを押し付け、溶射皮膜15を剥がして密着力を測定する。その際、密着力の測定に先立って、ピン挿入孔の溶射皮膜側の端部開口からせりあがって入り込んだ接着剤の一部を、先端を平坦にカットしたドリルによって除去しておく。
【解決手段】ワークWの表面に形成した溶射皮膜15上に、接着剤を用いてガイド部11の先端接着面11eを接着固定し、このガイド部11の中心部に設けたピン挿入孔にピン13を挿入してワークWを押し付け、溶射皮膜15を剥がして密着力を測定する。その際、密着力の測定に先立って、ピン挿入孔の溶射皮膜側の端部開口からせりあがって入り込んだ接着剤の一部を、先端を平坦にカットしたドリルによって除去しておく。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワークの表面に形成した溶射皮膜の密着力を測定する溶射皮膜の密着力測定方法及び密着力測定方法に用いるドリルに関する。
【背景技術】
【0002】
内燃機関のシリンダブロックとして、シリンダボア内周面にライナを鋳込む代わりにその内周面に溶射皮膜を形成したライナレスシリンダブロックが知られている(下記特許文献1参照)。
【特許文献1】特開2005−194938号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上記したようなライナレスシリンダブロックでは、実質的にこの溶射皮膜がライナとして機能するため、シリンダボア内周面との密着性確保が重要となり、その密着力を引張密着強度として測定することが上記した特許文献1に記載されているが、その測定については高精度に行う必要がある。
【0004】
そこで、本発明は、溶射皮膜のワーク表面に対する密着力の測定を精度よく行うことを目的としている。
【課題を解決するための手段】
【0005】
本発明は、ワークの表面に形成した溶射皮膜上に、接着剤により密着力測定具を接着固定し、この密着力測定具内に設けられて接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤の除去によって露出する溶射皮膜を介してワークの表面を、密着力測定具を保持した状態で貫通孔の他方の端部開口から挿入する押付具により押し付けて、溶射皮膜をワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定することを最も主要な特徴とする。
【発明の効果】
【0006】
本発明によれば、溶射皮膜表面に接着剤を介して密着力測定具を接着固定し、密着力測定具の貫通孔から露出する接着剤を除去した状態で、この除去により露出する溶射皮膜を介してワークを押し付けることで、ワーク表面と溶射皮膜との間に互いに離間する方向の力が作用し、密着力の測定を高精度に行うことが可能となる。
【発明を実施するための最良の形態】
【0007】
以下、本発明の実施の形態を図面に基づき説明する。
【0008】
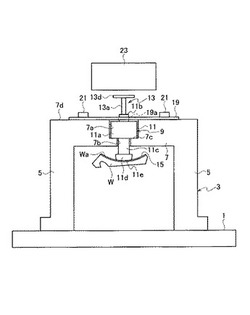
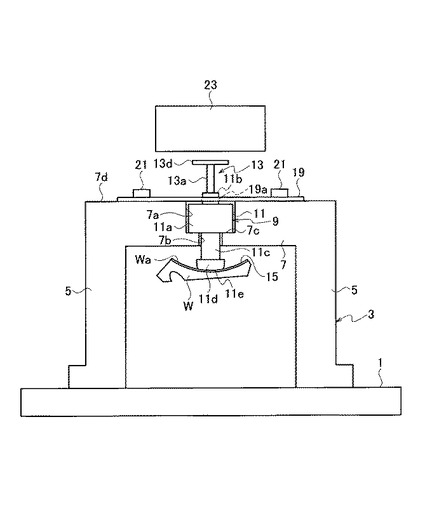
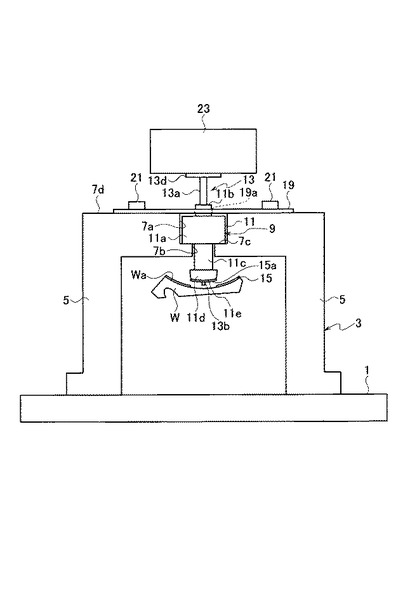
図1は、本発明の一実施形態を示す、溶射皮膜の密着力測定を実施する装置全体の構成を示す正面図である。ベース板1上には門型の治具3を設置してあり、この治具3は、左右両側の一対の脚部5と、脚部5の上端相互を連結する水平な器具取付部7とを備えている。
【0009】
器具取付部7の中央には、図1中の平面視でほぼU字形状の凹部7aを形成し、凹部7aの底部中央には、凹部7aよりも小さい、図1中の平面視でほぼU字形状のガイド部挿入孔7bを設けている。すなわち、これら凹部7a及びガイド部挿入孔7bは、図1中の紙面表側が開放されている。
【0010】
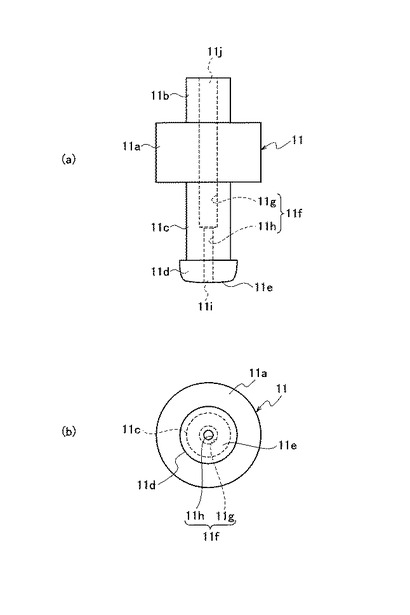
上記した治具3にセットする密着力測定用器具9は、密着力測定具としてのガイド部11と、ガイド部11内に移動可能に挿入される押付具としてのピン13とを備えている。ガイド部11は、図2(a)に正面図、図2(b)に底面図で示すように、前記した器具取付部7の凹部7aに挿入されるボス部11aと、ボス部11aの上端面から上方に突出する上方軸部11bと、ボス部11aの下端面から下方に突出して器具取付部7のガイド部挿入孔7bに挿入される下方軸部11cと、下方軸部11cの下端に連続し下方軸部11cよりも大径の接着固定部11dとを備えている。なお、上方軸部11bと下方軸部11cの外径は同等としている。
【0011】
上記した下方軸部11cは、ボス部11aが凹部7aの底面7cに載置された状態でガイド部挿入孔7bより下方に突出し、その先端に設けてある接着固定部11dは、先端接着面11eをワークWの表面である凹状の曲面Waに対応して凸状の曲面としている。
【0012】
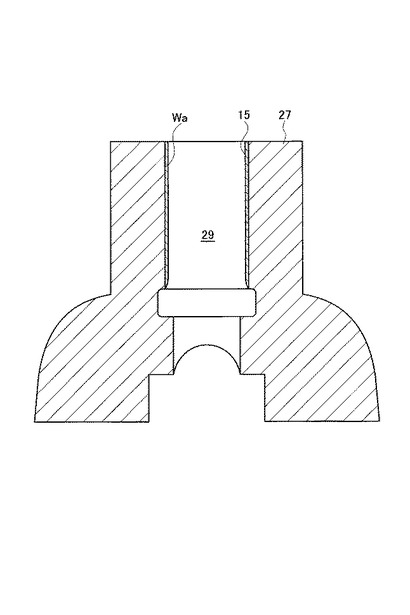
ワークWは、図6に示すエンジンのシリンダブロック27に形成してあるシリンダボア29の一部を切断した測定試験片であり、その凹状の曲面Wa上には溶射皮膜15を形成している。そして、ガイド部11における接着固定部11dの先端接着面11eとワークWの溶射皮膜15とは、図7に示してあるシート状接着剤17によって接着固定している。
【0013】
また、密着力測定用器具9のガイド部11は、図2に示すように、上方軸部11bから下方先端の接着固定部11dにわたり、その軸心部を貫通する貫通孔としてのピン挿入孔11fを形成している。ピン挿入孔11fは、上方軸部11bから下方軸部11cのほぼ中間位置までの大径部11gと、該中間位置から接着固定部11dまでの小径部11hとを備えている。
【0014】
上方軸部11bは、図1に示すように、器具取付部7の上面7dよりも上方に突出しており、この突出部位を固定プレート19の挿入孔19aに挿入している。固定プレート19は、ボルトなどの固定具21によって器具取付部7の上面7dに固定してあり、この際上記した挿入孔19aの内径を、上方軸部11bの外径とほぼ同等とすることで、治具3にセットした状態のガイド部11の水平方向のずれを防止している。
【0015】
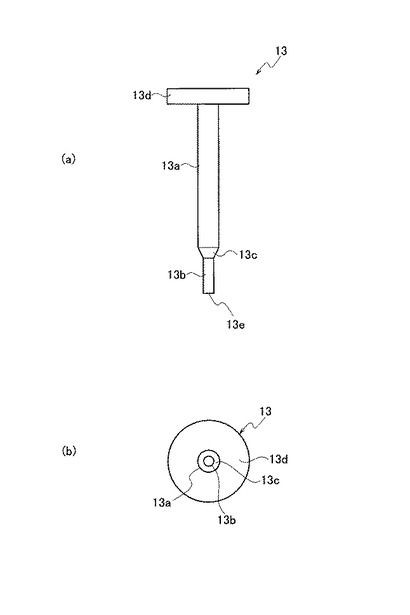
ピン13は、図3(a)に正面図、図3(b)に底面図で示すように、上記したガイド部11のピン挿入孔11fの大径部11g及び小径部11hにそれぞれ対応してピン大径部13a及びピン小径部13bをそれぞれ備えるとともに、ピン大径部13aとピン小径部13bとの間にはテーパ部13cを備え、さらにピン大径部13aの上端に円板部13dを備えている。但し、ピン小径部13bの長さは、ピン挿入孔11fの小径部11hの長さより長く形成しているものとする。
【0016】
また、図1に示すように、ピン挿入孔11fに挿入した状態のピン13の上方には、油圧を用いた加圧ヘッド23を設置してあり、加圧ヘッド23を下降させてピン13の円板部13dを下方に向けて加圧する構成としている。上記した加圧ヘッド23によりピン13を介してワークWを加圧することで、溶射皮膜15を剥がしその密着力の測定を行う。
【0017】
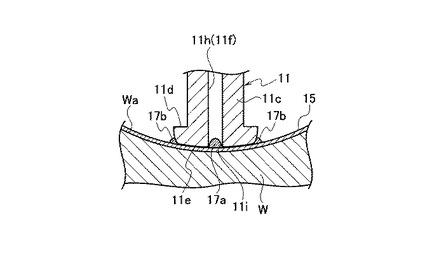
ここで、ガイド部11における接着固定部11dの先端接着面11eを、シート状接着剤17を介してワークWの曲面Waに押し付けた状態で接着固定したときには、図4に示すように、シート状接着剤17の一部17aがピン挿入孔11fのワークW側の一方の端部開口11iからせり上がるようにして入り込んだ状態となる。また、接着固定部11dの周囲にも先端接着面11eからはみ出した接着剤の一部17bが見える。
【0018】
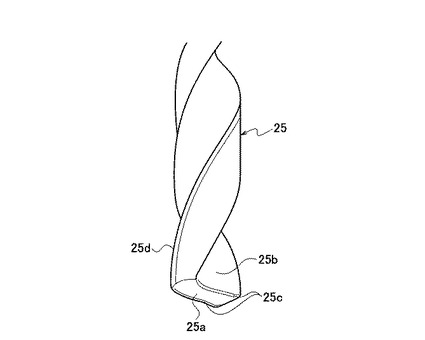
また、上記した溶射皮膜15の密着力を測定する際には、ピン挿入孔11fの一方の端部開口11iに入り込んだシート状接着剤17の一部17aを除去した状態で行う。このシート状接着剤17の一部17aの除去には、図5に先端側の一部を斜視図として示すドリル25を使用する。ドリル25は、外径(直径)をピン挿入孔11fとほぼ同径の例えば4.5mmとし、先端を砥石などにより研削して平坦面25aを設けている。さらに、この平坦面25aのすくい部25b側の周縁に面取り25cを施している。
【0019】
次に、作用を説明する。図6に示してあるシリンダブロック27はアルミ合金製であり、シリンダボア29の内面である曲面Waに鉄系金属からなる溶射皮膜15を、従来公知の溶射装置を用いて形成することで、シリンダライナを鋳込む構造としたシリンダブロックの代替となる。
【0020】
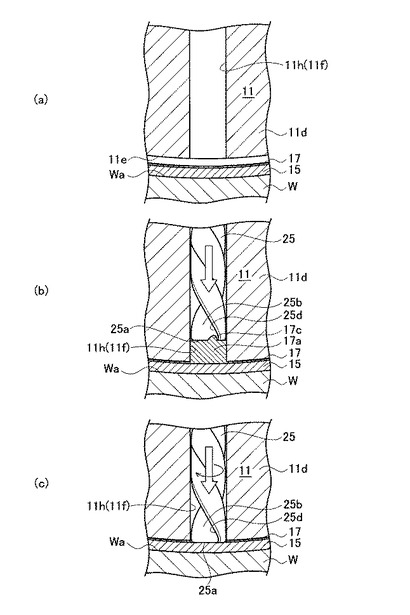
そして、本実施形態では、密着力測定用器具9のガイド部11を治具3にセットする前に、ガイド部11における接着固定部11dの先端接着面11eとワークWの溶射皮膜15との間に、図7(a)に示すように先端接着面11eの外形とほぼ同形の円形のシート状接着剤17を配置し、この状態で加熱してシート状接着剤17を溶融させた後固化させることで、先端接着面11eと溶射皮膜15とを接着固定する。
【0021】
この際、前述した図4に示すように、シート状接着剤17の一部17aがピン挿入孔11f内にせり上がるようにして入り込む。
【0022】
この入り込んだシート状接着剤17の一部17aを、図7(b)に示すように、ドリル25を回転させない状態でピン挿入孔11fに挿入し、その先端の平坦面25aを接着剤17の一部17aに押し付け、この押し付け動作によって、ドリル25とピン挿入孔11fの内周面との間の空間部分となるドリル25のすくい部25bに、上記一部17aのさらに一部分17cが盛り上がるようにして入り込む。
【0023】
続いてこの状態からドリル25を回転させることで、上記盛り上がった一部分17cから切刃25dが切削を始め、さらに回転させつつ下方に移動させることで、シート状接着剤17の一部17aを徐々に切削し、最終的には図7(c)のように、シート状接着剤17の一部17aをほぼ完全に除去することになる。
【0024】
上記図7(c)のように、シート状接着剤17の一部17aをほぼ完全に除去した後は、ドリル25先端の平坦面25aが溶射皮膜15に接触するが、この平坦面25aは、単にドリル25の先端を平坦となるよう研削しただけであってエンドミルの先端面のように切刃は備えていないので、溶射皮膜15の表面の微細な凹凸は切削されて表面が滑らかな面となるものの、溶射皮膜15自体を切削するような事態は回避される。
【0025】
このようなシート状接着剤17の一部17aの除去作業は、例えばドリル25の基端部にハンドルなどを装着してハンドドリルを構成し、このハンドドリルを作業者が手作業で回転させて行う。
【0026】
シート状接着剤17の一部17aをほぼ完全に除去した後は、ドリル25をガイド部11から引き抜き、引き抜いたガイド部11を、図1のように治具3にセットする。この際ガイド部11は、平面視でU字形状とした凹部7a及びガイド部挿入孔7bに図1中で紙面表側の開放側から押し込むようにして挿入する。
【0027】
その後、プレート19を、その挿入孔19aにガイド部11の上方軸部11bを挿入しつつ器具取付部7の上面7dに載せ、締結具21によって固定する。このとき、上方軸部11bはプレート19より上方に突出している。
【0028】
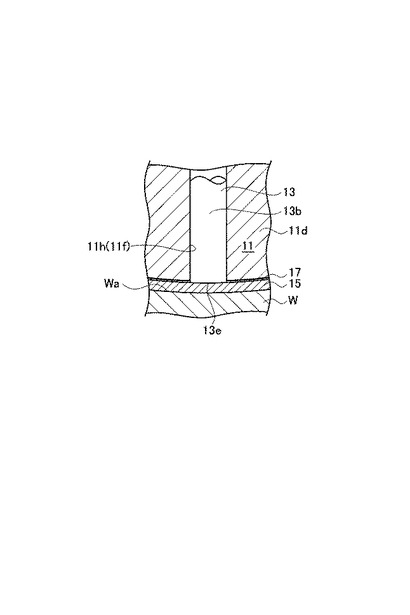
この状態で、ピン13を図1のようにガイド部11のピン挿入孔11fに挿入し、このとき、図8に示すように、ピン13のピン小径部13bの平坦となっている先端面13eが溶射皮膜15に当接する。そしてこの当接状態で、加圧ヘッド23を下降させてピン13の円板部13dを下方に向けて押し付け、上記したピン13の先端面13eにより溶射皮膜15を介してワークWを押し付ける。
【0029】
このときガイド部11は、凹部7aの底面7cに載置されて上記押し付け方向への移動が規制されているので、治具3に保持された状態となり、ワークWの曲面Waと溶射皮膜15との間に、互いに離間する方向の力が作用することになる。
【0030】
なお、このときのシート状接着剤17は完全に固化した状態であり、この固化したシート状接着剤17の接着力は溶射皮膜15のワークWに対する密着力より強いものとする。
【0031】
上記した加圧ヘッド23による加圧力を徐々に高め、その過程で図9に示すように、ガイド部11に接着固定している部分の溶射皮膜15aが,ワークWの凹状の曲面Waから剥がれた状態となる。その際、ピン13の先端は、押し付け時に接触していた部分の溶射皮膜を突き破るようにしてワークW側に僅かに突出した状態となる。
【0032】
そして、この溶射皮膜15aが剥がれた時点での加圧ヘッド23による加圧力を測定して溶射皮膜の密着力とする。
【0033】
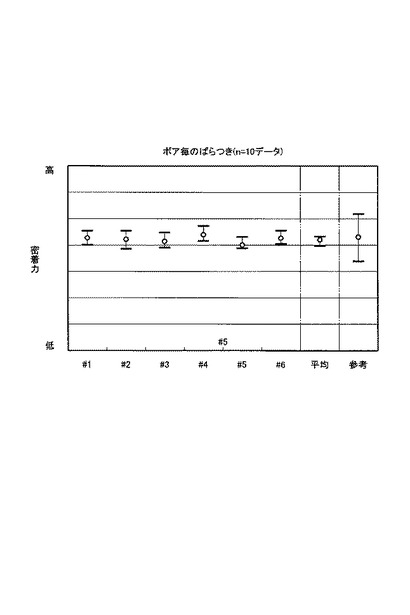
図10は、6気筒エンジンにおける#1〜#6の6個のシリンダボアに対し、それぞれn=10個の測定試験片(ワークW)を用意して、上記した密着力をそれぞれ測定し、各シリンダボア#1〜#6におけるそれぞれ10個の密着力の上限値(上部の横棒),下限値(下部の横棒)及び平均値(丸印)を示すとともに、これら6個の上限値,下限値及び平均値のそれぞれの平均も示している。
【0034】
これによれば、上限値と下限値との間の測定ばらつきの幅は4.4MPaであり、参考として示してある現状の測定方法によるばらつき幅が10MPaであるのに比較して極めて小さくなっていることが分かる。
【0035】
以上のように、本実施形態によれば、溶射皮膜15の表面にシート状接着剤17を介してガイド部11を接着固定し、ガイド部11のピン挿入孔11fから露出するシート状接着剤17の一部17aを除去した状態で、この除去後に露出する溶射皮膜15を押し付けることで、ワークWの曲面Waと溶射皮膜15との間に互いに離間する方向の力が確実に作用し、密着力の測定を高精度に行うことが可能となる。
【0036】
また、本実施形態では、ピン挿入孔11fの溶射皮膜15側の一方の端部開口11iから露出するシート状接着剤17の一部17aを、ピン挿入孔11fにその他方の端部開口11jから挿入するドリル25によって容易に除去することができる。
【0037】
さらに、上記したドリル25の先端に平坦面25aを設けているので、この平坦面25aをシート状接着剤17の一部17aに押し付けることで、そのシート状接着剤17の一部17aがドリル25のすくい部25bに入り込み、この状態でドリル25を回転させれば、シート状接着剤17の一部17aを容易に除去することができる。
【0038】
この際、ドリル25の平坦面25aは、単に先端を研削して平坦としただけで切刃を備えていないので、作業者が手作業でドリル25を回転させるようにし、平坦面25aが溶射皮膜15に接触しても、溶射皮膜15は前述したよう表面の凹凸部を削り取るだけであって、基本的には溶射皮膜15を切削するようなことはなく、したがって、簡単な作業でシート状接着剤17の一部17aのみを除去することができる。
【0039】
また、ドリル25の平坦面25aのすくい部25b側の周縁に面取り25cを施すことで、この面取り部位からシート状接着剤17の一部17aがすくい部25bに入り込みやすくなり、その後のドリル25の回転によるシート状接着剤17の一部17aの切削作業を効率よく行うことができる。
【0040】
なお、ガイド部11を、シート状接着剤17を用いて溶射皮膜15に接着固定する作業及び、その後のドリル25によるシート状接着剤17の一部17aの除去作業は、ガイド部11を治具3に設置した後に行ってもよく、その場合には、治具3の凹部7a及びガイド部挿入孔7bを、平面視でU字形状とせずに、円形としても対応できる。
【0041】
また、シート状接着剤17の一部17aを除去する作業には、上記したドリル25に代えて、フライス加工に使用するエンドミルを用いてもよい。但し、エンドミルは先端面に切刃を備えているので、シート状接着剤17の一部17aを除去後に溶射皮膜15をも切削しないようにする必要があるため、手作業で行うのは難しく、例えばエンドミルの送り方向の位置制御を行うようにして作業を行う必要がある。
【0042】
なお、ドリル25の先端を平坦面25aとして該平坦面25aによりシート状接着剤17の一部17aを除去し、このとき溶射皮膜15の表面は実際には曲面となっているが、ドリル25の直径が4.5mmと極めて細いことから、曲面であっても平坦面25aに対応する部位については実質的に平面と見なすことができ、このため図7(c)のようにシート状接着剤17の一部17aを完全に近い状態で除去することが可能である。
【0043】
したがって、シート状接着剤17の一部17aをより完全に除去するためには、平坦面25aを、溶射皮膜15の表面の曲面に合わせた凸曲面形状としてもよい。
【図面の簡単な説明】
【0044】
【図1】本発明の一実施形態を示す、溶射皮膜の密着力測定を実施する装置全体の構成を示す正面図である。
【図2】(a)は図1の装置に使用するガイド部の正面図、(b)は(a)の底面図である。
【図3】(a)は図1の装置に使用するピンの正面図、(b)は(a)の底面図である。
【図4】図2のガイド部を接着剤によりワークの溶射被膜面に接着固定した状態を示す部分断面図である。
【図5】接着剤を除去するドリルの一部を示す斜視図である。
【図6】シリンダボア内面に溶射皮膜を形成したシリンダブロックの断面図である。
【図7】(a)は、ガイド部の接着固定部の先端面に接着剤を塗布した状態を示す部分断面図、(b)、はガイド部を接着剤によりワークの溶射皮膜面に接着固定した後、ガイド部のピン挿入孔に入り込んだ接着剤をドリルによって除去している状態を示す部分断面図、(c)は、(b)の接着剤をドリルによってほぼ完全に除去した状態を示す部分断面図である。
【図8】図7(b)の状態からドリルを引き抜きピンをピン挿入孔に挿入した状態を示す部分断面図である。
【図9】密着力測定試験後の状態を示す、図1に対応する正面図である。
【図10】6気筒エンジンの6個のシリンダボアにおけるそれぞれ10個の測定試験片に対し、密着力を測定した結果を、参考例の結果とともに示す説明図である。
【符号の説明】
【0045】
W ワーク
Wa ワークの曲面(ワークの表面)
11 ガイド部(密着力測定具)
11f ピン挿入孔(貫通孔)
11i ピン挿入孔の一方の端部開口
11h ピン挿入孔の他方の端部開口
13 ピン(押付具)
15 溶射皮膜
15a 測定試験後にワークから剥がれた溶射皮膜
17 シート状接着剤
25 ドリル
25a ドリルの平坦面
25b ドリルのすくい部
25c 平坦面のすくい部側の周縁に設けた面取り
【技術分野】
【0001】
本発明は、ワークの表面に形成した溶射皮膜の密着力を測定する溶射皮膜の密着力測定方法及び密着力測定方法に用いるドリルに関する。
【背景技術】
【0002】
内燃機関のシリンダブロックとして、シリンダボア内周面にライナを鋳込む代わりにその内周面に溶射皮膜を形成したライナレスシリンダブロックが知られている(下記特許文献1参照)。
【特許文献1】特開2005−194938号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上記したようなライナレスシリンダブロックでは、実質的にこの溶射皮膜がライナとして機能するため、シリンダボア内周面との密着性確保が重要となり、その密着力を引張密着強度として測定することが上記した特許文献1に記載されているが、その測定については高精度に行う必要がある。
【0004】
そこで、本発明は、溶射皮膜のワーク表面に対する密着力の測定を精度よく行うことを目的としている。
【課題を解決するための手段】
【0005】
本発明は、ワークの表面に形成した溶射皮膜上に、接着剤により密着力測定具を接着固定し、この密着力測定具内に設けられて接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤の除去によって露出する溶射皮膜を介してワークの表面を、密着力測定具を保持した状態で貫通孔の他方の端部開口から挿入する押付具により押し付けて、溶射皮膜をワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定することを最も主要な特徴とする。
【発明の効果】
【0006】
本発明によれば、溶射皮膜表面に接着剤を介して密着力測定具を接着固定し、密着力測定具の貫通孔から露出する接着剤を除去した状態で、この除去により露出する溶射皮膜を介してワークを押し付けることで、ワーク表面と溶射皮膜との間に互いに離間する方向の力が作用し、密着力の測定を高精度に行うことが可能となる。
【発明を実施するための最良の形態】
【0007】
以下、本発明の実施の形態を図面に基づき説明する。
【0008】
図1は、本発明の一実施形態を示す、溶射皮膜の密着力測定を実施する装置全体の構成を示す正面図である。ベース板1上には門型の治具3を設置してあり、この治具3は、左右両側の一対の脚部5と、脚部5の上端相互を連結する水平な器具取付部7とを備えている。
【0009】
器具取付部7の中央には、図1中の平面視でほぼU字形状の凹部7aを形成し、凹部7aの底部中央には、凹部7aよりも小さい、図1中の平面視でほぼU字形状のガイド部挿入孔7bを設けている。すなわち、これら凹部7a及びガイド部挿入孔7bは、図1中の紙面表側が開放されている。
【0010】
上記した治具3にセットする密着力測定用器具9は、密着力測定具としてのガイド部11と、ガイド部11内に移動可能に挿入される押付具としてのピン13とを備えている。ガイド部11は、図2(a)に正面図、図2(b)に底面図で示すように、前記した器具取付部7の凹部7aに挿入されるボス部11aと、ボス部11aの上端面から上方に突出する上方軸部11bと、ボス部11aの下端面から下方に突出して器具取付部7のガイド部挿入孔7bに挿入される下方軸部11cと、下方軸部11cの下端に連続し下方軸部11cよりも大径の接着固定部11dとを備えている。なお、上方軸部11bと下方軸部11cの外径は同等としている。
【0011】
上記した下方軸部11cは、ボス部11aが凹部7aの底面7cに載置された状態でガイド部挿入孔7bより下方に突出し、その先端に設けてある接着固定部11dは、先端接着面11eをワークWの表面である凹状の曲面Waに対応して凸状の曲面としている。
【0012】
ワークWは、図6に示すエンジンのシリンダブロック27に形成してあるシリンダボア29の一部を切断した測定試験片であり、その凹状の曲面Wa上には溶射皮膜15を形成している。そして、ガイド部11における接着固定部11dの先端接着面11eとワークWの溶射皮膜15とは、図7に示してあるシート状接着剤17によって接着固定している。
【0013】
また、密着力測定用器具9のガイド部11は、図2に示すように、上方軸部11bから下方先端の接着固定部11dにわたり、その軸心部を貫通する貫通孔としてのピン挿入孔11fを形成している。ピン挿入孔11fは、上方軸部11bから下方軸部11cのほぼ中間位置までの大径部11gと、該中間位置から接着固定部11dまでの小径部11hとを備えている。
【0014】
上方軸部11bは、図1に示すように、器具取付部7の上面7dよりも上方に突出しており、この突出部位を固定プレート19の挿入孔19aに挿入している。固定プレート19は、ボルトなどの固定具21によって器具取付部7の上面7dに固定してあり、この際上記した挿入孔19aの内径を、上方軸部11bの外径とほぼ同等とすることで、治具3にセットした状態のガイド部11の水平方向のずれを防止している。
【0015】
ピン13は、図3(a)に正面図、図3(b)に底面図で示すように、上記したガイド部11のピン挿入孔11fの大径部11g及び小径部11hにそれぞれ対応してピン大径部13a及びピン小径部13bをそれぞれ備えるとともに、ピン大径部13aとピン小径部13bとの間にはテーパ部13cを備え、さらにピン大径部13aの上端に円板部13dを備えている。但し、ピン小径部13bの長さは、ピン挿入孔11fの小径部11hの長さより長く形成しているものとする。
【0016】
また、図1に示すように、ピン挿入孔11fに挿入した状態のピン13の上方には、油圧を用いた加圧ヘッド23を設置してあり、加圧ヘッド23を下降させてピン13の円板部13dを下方に向けて加圧する構成としている。上記した加圧ヘッド23によりピン13を介してワークWを加圧することで、溶射皮膜15を剥がしその密着力の測定を行う。
【0017】
ここで、ガイド部11における接着固定部11dの先端接着面11eを、シート状接着剤17を介してワークWの曲面Waに押し付けた状態で接着固定したときには、図4に示すように、シート状接着剤17の一部17aがピン挿入孔11fのワークW側の一方の端部開口11iからせり上がるようにして入り込んだ状態となる。また、接着固定部11dの周囲にも先端接着面11eからはみ出した接着剤の一部17bが見える。
【0018】
また、上記した溶射皮膜15の密着力を測定する際には、ピン挿入孔11fの一方の端部開口11iに入り込んだシート状接着剤17の一部17aを除去した状態で行う。このシート状接着剤17の一部17aの除去には、図5に先端側の一部を斜視図として示すドリル25を使用する。ドリル25は、外径(直径)をピン挿入孔11fとほぼ同径の例えば4.5mmとし、先端を砥石などにより研削して平坦面25aを設けている。さらに、この平坦面25aのすくい部25b側の周縁に面取り25cを施している。
【0019】
次に、作用を説明する。図6に示してあるシリンダブロック27はアルミ合金製であり、シリンダボア29の内面である曲面Waに鉄系金属からなる溶射皮膜15を、従来公知の溶射装置を用いて形成することで、シリンダライナを鋳込む構造としたシリンダブロックの代替となる。
【0020】
そして、本実施形態では、密着力測定用器具9のガイド部11を治具3にセットする前に、ガイド部11における接着固定部11dの先端接着面11eとワークWの溶射皮膜15との間に、図7(a)に示すように先端接着面11eの外形とほぼ同形の円形のシート状接着剤17を配置し、この状態で加熱してシート状接着剤17を溶融させた後固化させることで、先端接着面11eと溶射皮膜15とを接着固定する。
【0021】
この際、前述した図4に示すように、シート状接着剤17の一部17aがピン挿入孔11f内にせり上がるようにして入り込む。
【0022】
この入り込んだシート状接着剤17の一部17aを、図7(b)に示すように、ドリル25を回転させない状態でピン挿入孔11fに挿入し、その先端の平坦面25aを接着剤17の一部17aに押し付け、この押し付け動作によって、ドリル25とピン挿入孔11fの内周面との間の空間部分となるドリル25のすくい部25bに、上記一部17aのさらに一部分17cが盛り上がるようにして入り込む。
【0023】
続いてこの状態からドリル25を回転させることで、上記盛り上がった一部分17cから切刃25dが切削を始め、さらに回転させつつ下方に移動させることで、シート状接着剤17の一部17aを徐々に切削し、最終的には図7(c)のように、シート状接着剤17の一部17aをほぼ完全に除去することになる。
【0024】
上記図7(c)のように、シート状接着剤17の一部17aをほぼ完全に除去した後は、ドリル25先端の平坦面25aが溶射皮膜15に接触するが、この平坦面25aは、単にドリル25の先端を平坦となるよう研削しただけであってエンドミルの先端面のように切刃は備えていないので、溶射皮膜15の表面の微細な凹凸は切削されて表面が滑らかな面となるものの、溶射皮膜15自体を切削するような事態は回避される。
【0025】
このようなシート状接着剤17の一部17aの除去作業は、例えばドリル25の基端部にハンドルなどを装着してハンドドリルを構成し、このハンドドリルを作業者が手作業で回転させて行う。
【0026】
シート状接着剤17の一部17aをほぼ完全に除去した後は、ドリル25をガイド部11から引き抜き、引き抜いたガイド部11を、図1のように治具3にセットする。この際ガイド部11は、平面視でU字形状とした凹部7a及びガイド部挿入孔7bに図1中で紙面表側の開放側から押し込むようにして挿入する。
【0027】
その後、プレート19を、その挿入孔19aにガイド部11の上方軸部11bを挿入しつつ器具取付部7の上面7dに載せ、締結具21によって固定する。このとき、上方軸部11bはプレート19より上方に突出している。
【0028】
この状態で、ピン13を図1のようにガイド部11のピン挿入孔11fに挿入し、このとき、図8に示すように、ピン13のピン小径部13bの平坦となっている先端面13eが溶射皮膜15に当接する。そしてこの当接状態で、加圧ヘッド23を下降させてピン13の円板部13dを下方に向けて押し付け、上記したピン13の先端面13eにより溶射皮膜15を介してワークWを押し付ける。
【0029】
このときガイド部11は、凹部7aの底面7cに載置されて上記押し付け方向への移動が規制されているので、治具3に保持された状態となり、ワークWの曲面Waと溶射皮膜15との間に、互いに離間する方向の力が作用することになる。
【0030】
なお、このときのシート状接着剤17は完全に固化した状態であり、この固化したシート状接着剤17の接着力は溶射皮膜15のワークWに対する密着力より強いものとする。
【0031】
上記した加圧ヘッド23による加圧力を徐々に高め、その過程で図9に示すように、ガイド部11に接着固定している部分の溶射皮膜15aが,ワークWの凹状の曲面Waから剥がれた状態となる。その際、ピン13の先端は、押し付け時に接触していた部分の溶射皮膜を突き破るようにしてワークW側に僅かに突出した状態となる。
【0032】
そして、この溶射皮膜15aが剥がれた時点での加圧ヘッド23による加圧力を測定して溶射皮膜の密着力とする。
【0033】
図10は、6気筒エンジンにおける#1〜#6の6個のシリンダボアに対し、それぞれn=10個の測定試験片(ワークW)を用意して、上記した密着力をそれぞれ測定し、各シリンダボア#1〜#6におけるそれぞれ10個の密着力の上限値(上部の横棒),下限値(下部の横棒)及び平均値(丸印)を示すとともに、これら6個の上限値,下限値及び平均値のそれぞれの平均も示している。
【0034】
これによれば、上限値と下限値との間の測定ばらつきの幅は4.4MPaであり、参考として示してある現状の測定方法によるばらつき幅が10MPaであるのに比較して極めて小さくなっていることが分かる。
【0035】
以上のように、本実施形態によれば、溶射皮膜15の表面にシート状接着剤17を介してガイド部11を接着固定し、ガイド部11のピン挿入孔11fから露出するシート状接着剤17の一部17aを除去した状態で、この除去後に露出する溶射皮膜15を押し付けることで、ワークWの曲面Waと溶射皮膜15との間に互いに離間する方向の力が確実に作用し、密着力の測定を高精度に行うことが可能となる。
【0036】
また、本実施形態では、ピン挿入孔11fの溶射皮膜15側の一方の端部開口11iから露出するシート状接着剤17の一部17aを、ピン挿入孔11fにその他方の端部開口11jから挿入するドリル25によって容易に除去することができる。
【0037】
さらに、上記したドリル25の先端に平坦面25aを設けているので、この平坦面25aをシート状接着剤17の一部17aに押し付けることで、そのシート状接着剤17の一部17aがドリル25のすくい部25bに入り込み、この状態でドリル25を回転させれば、シート状接着剤17の一部17aを容易に除去することができる。
【0038】
この際、ドリル25の平坦面25aは、単に先端を研削して平坦としただけで切刃を備えていないので、作業者が手作業でドリル25を回転させるようにし、平坦面25aが溶射皮膜15に接触しても、溶射皮膜15は前述したよう表面の凹凸部を削り取るだけであって、基本的には溶射皮膜15を切削するようなことはなく、したがって、簡単な作業でシート状接着剤17の一部17aのみを除去することができる。
【0039】
また、ドリル25の平坦面25aのすくい部25b側の周縁に面取り25cを施すことで、この面取り部位からシート状接着剤17の一部17aがすくい部25bに入り込みやすくなり、その後のドリル25の回転によるシート状接着剤17の一部17aの切削作業を効率よく行うことができる。
【0040】
なお、ガイド部11を、シート状接着剤17を用いて溶射皮膜15に接着固定する作業及び、その後のドリル25によるシート状接着剤17の一部17aの除去作業は、ガイド部11を治具3に設置した後に行ってもよく、その場合には、治具3の凹部7a及びガイド部挿入孔7bを、平面視でU字形状とせずに、円形としても対応できる。
【0041】
また、シート状接着剤17の一部17aを除去する作業には、上記したドリル25に代えて、フライス加工に使用するエンドミルを用いてもよい。但し、エンドミルは先端面に切刃を備えているので、シート状接着剤17の一部17aを除去後に溶射皮膜15をも切削しないようにする必要があるため、手作業で行うのは難しく、例えばエンドミルの送り方向の位置制御を行うようにして作業を行う必要がある。
【0042】
なお、ドリル25の先端を平坦面25aとして該平坦面25aによりシート状接着剤17の一部17aを除去し、このとき溶射皮膜15の表面は実際には曲面となっているが、ドリル25の直径が4.5mmと極めて細いことから、曲面であっても平坦面25aに対応する部位については実質的に平面と見なすことができ、このため図7(c)のようにシート状接着剤17の一部17aを完全に近い状態で除去することが可能である。
【0043】
したがって、シート状接着剤17の一部17aをより完全に除去するためには、平坦面25aを、溶射皮膜15の表面の曲面に合わせた凸曲面形状としてもよい。
【図面の簡単な説明】
【0044】
【図1】本発明の一実施形態を示す、溶射皮膜の密着力測定を実施する装置全体の構成を示す正面図である。
【図2】(a)は図1の装置に使用するガイド部の正面図、(b)は(a)の底面図である。
【図3】(a)は図1の装置に使用するピンの正面図、(b)は(a)の底面図である。
【図4】図2のガイド部を接着剤によりワークの溶射被膜面に接着固定した状態を示す部分断面図である。
【図5】接着剤を除去するドリルの一部を示す斜視図である。
【図6】シリンダボア内面に溶射皮膜を形成したシリンダブロックの断面図である。
【図7】(a)は、ガイド部の接着固定部の先端面に接着剤を塗布した状態を示す部分断面図、(b)、はガイド部を接着剤によりワークの溶射皮膜面に接着固定した後、ガイド部のピン挿入孔に入り込んだ接着剤をドリルによって除去している状態を示す部分断面図、(c)は、(b)の接着剤をドリルによってほぼ完全に除去した状態を示す部分断面図である。
【図8】図7(b)の状態からドリルを引き抜きピンをピン挿入孔に挿入した状態を示す部分断面図である。
【図9】密着力測定試験後の状態を示す、図1に対応する正面図である。
【図10】6気筒エンジンの6個のシリンダボアにおけるそれぞれ10個の測定試験片に対し、密着力を測定した結果を、参考例の結果とともに示す説明図である。
【符号の説明】
【0045】
W ワーク
Wa ワークの曲面(ワークの表面)
11 ガイド部(密着力測定具)
11f ピン挿入孔(貫通孔)
11i ピン挿入孔の一方の端部開口
11h ピン挿入孔の他方の端部開口
13 ピン(押付具)
15 溶射皮膜
15a 測定試験後にワークから剥がれた溶射皮膜
17 シート状接着剤
25 ドリル
25a ドリルの平坦面
25b ドリルのすくい部
25c 平坦面のすくい部側の周縁に設けた面取り
【特許請求の範囲】
【請求項1】
ワークの表面に形成した溶射皮膜上に、接着剤を用いて密着力測定具を接着固定し、この密着力測定具内に設けられて前記接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤除去によって露出する前記溶射皮膜を介して前記ワークの表面を、前記密着力測定具を保持した状態で前記貫通孔の他方の端部開口から挿入する押付具により押し付けて、前記溶射皮膜を前記ワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定することを特徴とする溶射皮膜の密着力測定方法。
【請求項2】
前記貫通孔の一方の端部開口から露出する接着剤を、前記貫通孔にその他方の端部開口から挿入するドリルによって除去することを特徴とする請求項1に記載の溶射皮膜の密着力測定方法。
【請求項3】
前記ドリルの先端に平坦面を設け、この平坦面を前記貫通孔の一方の端部開口から露出する接着剤に押し付けて、その接着剤の一部をすくい部に入り込ませた後、ドリルを回転させることを特徴とする請求項2に記載の溶射皮膜の密着力測定方法。
【請求項4】
前記ドリルの平坦面のすくい部側の周縁に面取りを施し、この面取り部位から前記接着剤の一部を前記すくい部に入り込ませることを特徴とする請求項3に記載の溶射皮膜の密着力測定方法。
【請求項5】
ワークの表面に形成した溶射皮膜上に、接着剤を用いて密着力測定具を接着固定し、この密着力測定具内に設けられて前記接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤除去によって露出する前記溶射皮膜を介して前記ワークの表面を、前記密着力測定具を保持した状態で前記貫通孔の他方の端部開口から挿入する押付具により押し付けて、前記溶射皮膜を前記ワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定するに際し、前記貫通孔の他方の端部開口から挿入され、前記露出する接着剤を除去するドリルであって、先端に平坦面を設備え、この平坦面を前記貫通孔の一方の端部開口から露出する接着剤に押し付けて、その接着剤の一部をすくい部に入り込ませることを特徴とするドリル。
【請求項6】
前記ドリルの平坦面のすくい部側の周縁に面取りを施し、この面取り部位から前記接着剤の一部を前記すくい部に入り込ませることを特徴とする請求項5に記載のドリル。
【請求項1】
ワークの表面に形成した溶射皮膜上に、接着剤を用いて密着力測定具を接着固定し、この密着力測定具内に設けられて前記接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤除去によって露出する前記溶射皮膜を介して前記ワークの表面を、前記密着力測定具を保持した状態で前記貫通孔の他方の端部開口から挿入する押付具により押し付けて、前記溶射皮膜を前記ワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定することを特徴とする溶射皮膜の密着力測定方法。
【請求項2】
前記貫通孔の一方の端部開口から露出する接着剤を、前記貫通孔にその他方の端部開口から挿入するドリルによって除去することを特徴とする請求項1に記載の溶射皮膜の密着力測定方法。
【請求項3】
前記ドリルの先端に平坦面を設け、この平坦面を前記貫通孔の一方の端部開口から露出する接着剤に押し付けて、その接着剤の一部をすくい部に入り込ませた後、ドリルを回転させることを特徴とする請求項2に記載の溶射皮膜の密着力測定方法。
【請求項4】
前記ドリルの平坦面のすくい部側の周縁に面取りを施し、この面取り部位から前記接着剤の一部を前記すくい部に入り込ませることを特徴とする請求項3に記載の溶射皮膜の密着力測定方法。
【請求項5】
ワークの表面に形成した溶射皮膜上に、接着剤を用いて密着力測定具を接着固定し、この密着力測定具内に設けられて前記接着剤を一方の端部開口から露出させる貫通孔を設け、この貫通孔の他方の端部開口から前記露出する接着剤を除去し、この接着剤除去によって露出する前記溶射皮膜を介して前記ワークの表面を、前記密着力測定具を保持した状態で前記貫通孔の他方の端部開口から挿入する押付具により押し付けて、前記溶射皮膜を前記ワーク表面から剥がして溶射皮膜のワーク表面に対する密着力を測定するに際し、前記貫通孔の他方の端部開口から挿入され、前記露出する接着剤を除去するドリルであって、先端に平坦面を設備え、この平坦面を前記貫通孔の一方の端部開口から露出する接着剤に押し付けて、その接着剤の一部をすくい部に入り込ませることを特徴とするドリル。
【請求項6】
前記ドリルの平坦面のすくい部側の周縁に面取りを施し、この面取り部位から前記接着剤の一部を前記すくい部に入り込ませることを特徴とする請求項5に記載のドリル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−136783(P2009−136783A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−316182(P2007−316182)
【出願日】平成19年12月6日(2007.12.6)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月6日(2007.12.6)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]