
溶射被覆されたポリマー基材
基材を金属境界材料で熱被覆して第一層を形成するステップと、当該第一層を金属溶射材料で熱被覆して第二層を形成するステップとを含む、ポリマー基材を被覆する方法が記載される。関連の被覆物品、被覆部材、アクチュエータおよび他の品目も含まれる。もたらされる被覆物品は、化学的、機械的、および/または熱的に侵食性の環境において剥離抵抗性があり、高強度で軽量の容易に成形可能または機械加工可能なポリマーから主に製造される構成材の使用を可能にする。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願への相互参照)
本特許出願は、米国特許法§119(e)の下、2009年2月11日に出願された米国仮特許出願第61/151,554号の利益を主張する。この開示は本明細書において参照として援用される。
【背景技術】
【0002】
(発明の背景)
例えば航空宇宙、航空、半導体処理および他の工業用途において用いられる多くの構成部品は、苛酷な温度および/または苛酷な圧力の条件下で、多くの場合には腐食環境において、有効に機能できなければならない。ほとんどの場合には、これらの厳しい条件に耐えられることに加えて、大部分の部品は、その機能を果たすために、一定の物理的または機械的仕様も満たさなければならない。ほとんどの用途において特に所望されるのが、比較的高い機械的強度である。
【0003】
従来は、こうした二重要件のために、多くの部品が不活性金属から作製される。そのような金属は通常高密度であり、その結果、所与の構成部品が完成品または応用物にかなりの付加質量を与える。あらゆる付加質量は輸送コスト(または部品および完成品)の増加の原因となるため、これは重要になる。加えて、ジェット、衛星、車、および可動装置等の特定の最終応用物においては、付加質量は応用物の操作に関連するコストを高める。
【0004】
構成部品全体の重量は減少するが、部品が高温、圧力および/または化学攻撃の環境的ストレスに抵抗性を維持するように、複合材料を不活性金属被覆で被覆するための努力がなされている。しかし、従来技術の試みは、不連続で、ひび割れ、および/または下にある複合材料への接着が悪い被覆をもたらしている。いくつかの場合には、複合材に不活性金属の被覆を付与するプロセスにより、下にある複合材の機械的性質が実際に低下し、構成部品が応用物に挿入される前でも完全に役に立たなくなることが分かっている。
【0005】
したがって、軽量であるが極度の温度、圧力および/または化学攻撃に耐えられる金属材料の被覆を有する材料、ならびにこれらの材料を生産する方法が、当技術分野において必要とされている。
【発明の概要】
【課題を解決するための手段】
【0006】
(発明の簡単な要旨)
本発明の範囲に含まれるのは、ポリマー基材を被覆する方法である。この方法は、基材を金属境界材料で熱被覆して、第一層を形成するステップと、この第一層を金属溶射材料(a metallic thermal spray material)で熱被覆して、第二層を形成するステップとを含む。この境界材料は、溶射材料のロックウェル硬さ値未満であるロックウェル硬さ値を有する。この方法には、付加層および/または介在層の利用が含まれうる。
【0007】
本発明は、例えばポリマー基材を含む被覆物品を含む、本明細書に記載の方法により調製される被覆物品も含む。このポリマー基材は、熱可塑性材料を含む。この熱可塑性材料は、ポリエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン、ポリアミドイミド、ポリイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホンおよびそのコポリマー類より選択されうる。このポリマー基材は、少なくとも二つの層を含む被覆により被覆される。第一層は金属境界材料を含み、第二層は溶射材料を含む。この境界材料は、この溶射材料のロックウェル硬さ未満であるロックウェル硬さを有する。
【0008】
被覆部材、アクチュエータ、および上記の被覆物品を含む他の物品も、本発明の範囲内に含まれる。
【0009】
以上の概要ならびに以下の本発明の好ましい実施形態の詳細な説明は、添付の図面と組み合わせて読むことでより良く理解される。本発明を説明するために、現在好ましい実施形態が図示される。しかし当然のことながら、本発明は、示される正確な配置および手段に限定されない。
【図面の簡単な説明】
【0010】
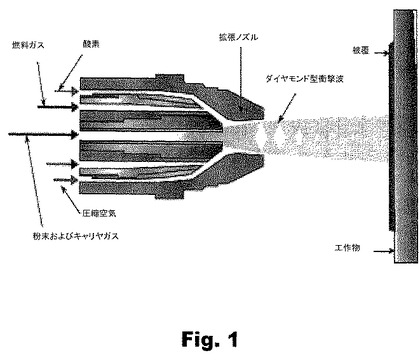
【図1】図1は、拡張ノズルを用いた被覆プロセスの概略図である。
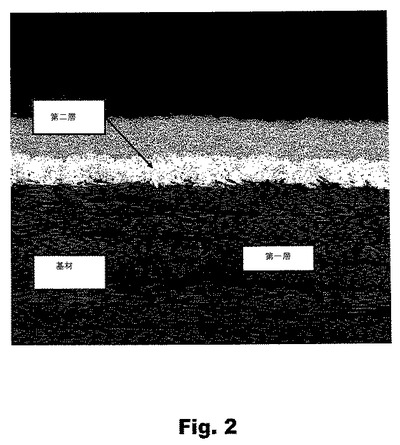
【図2】図2は、高倍率の断面で示される本発明の被覆物品の概略図である。
【発明を実施するための形態】
【0011】
(発明の詳細な説明)
本明細書に記載の発明は、ポリマー基材を被覆する方法、生産された被覆物品、ならびに、その被覆物品を含む特定のデバイス、構成材および/または装置を含む。もたらされる被覆物品は、化学的、機械的、および/または熱的に侵食性の環境において剥離抵抗性があり、高強度で軽量の容易に成形可能または機械加工可能なポリマーから主に製造される構成材の使用を可能にする。
【0012】
ポリマー基材を被覆する方法が、本発明に含まれる。このポリマー基材は、当技術分野で公知のものまたは将来開発されるものでありうる。適切なポリマー類には、熱可塑性および/または熱硬化性ポリマー類ならびにこれらのコポリマー類、特に高温で良好に機能するものが含まれうる。例には、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(polyetherkeotne)(PEK)、ポリエーテルケトンケトン(ketonekeone)(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリイミド、ビスマレイミド(bismalimide)、およびポリエーテルスルホンのポリマー類およびコポリマー類が含まれるがこれに限られない。
【0013】
上記ポリマー基材は、ニートポリマー/コポリマーで作られうるか、または、充填材、補強材、他のポリマー類などと組み合わせられたポリマーで作られうる。例えば、基材に取り込まれうる充填材には、最終製品において所望される特定の性質によって、ガラス(球または繊維)、シリケート類、繊維ガラス、硫酸カルシウム、アスベスト類、ホウ素繊維類、セラミック繊維類、ポリアミド繊維類(E.I.du Pont de Nemours&Co.,1007 Market Street,Wilmington,Del.,19898,U.S.A.から入手可能な商標KEVLAR.の下で販売されるもの等)、水酸化アルミニウム、硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、シリカ、アルミナ、窒化アルミニウム、ホウ砂(ホウ酸ナトリウム)、活性炭、パーライト、テレフタル酸亜鉛、バッキーボール、グラファイト、タルク、雲母、ヘクトライト、板状炭化ケイ素類、珪灰石、テレフタル酸カルシウム、炭化ケイ素ウィスカー類、またはフラーレンチューブ類が含まれるが、これに限られない。いくつかの実施形態においては、上記ポリマー基材が炭素繊維類(短繊維および/または連続繊維類を含む)、炭素ウィスカー類、炭素ボール類または炭素ナノチューブ類を含むことが好まれうる。
【0014】
通常の技術を有する当業者に明らかであるように、本発明の組成物中に存在する充填材の量は、選択される充填材のタイプ、使用されるポリマーのグレードもしくはタイプ、追加のブレンド用ポリマー(単数または複数)の有無、または添加剤および/または最終製品の任意の特に所望される性質を含むいくつかのファクターに応じて変動しうる。しかし、一般に、ポリマー基材中の充填材は、約1重量%〜80重量%、約5重量%〜約35重量%、または、より好ましくは約20重量%〜約30重量%の量で存在しうる。
【0015】
上記ポリマー基材は、主ポリマーとブレンドされた他のポリマー類およびコポリマー類を追加的または代替的に含みうる。このようなポリマー(「ブレンド用ポリマー」)には、その熱安定性および/または化学安定性を大きく低下させずに、加工性または溶融粘度、型流れ、加工性、絶縁能力、および他の機械的および/または電気的性質等の他の性質を改善するのに有用である、任意の当技術分野で公知のものまたは将来開発されるものを含む。より具体的には、有用なブレンド用ポリマーには、(選択されるブレンド用ポリマーが主ポリマーでないものとして)ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリスルホン類(PSU)、ポリエーテルスルホン類(PES)、ポリエーテルイミド類(PEI)、ポリフェニレンスルフィド類(PPS)、ポリフタルアミド(PPA)、熱可塑性ポリイミド(TPI)、ポリスルホン/ポリカーボネート合金(PSU/PC)、および/または液晶性ポリマー類(LCP)が含まれるがこれに限られない。
【0016】
一実施形態においては、上記ポリマー基材が(ASTM D 785により決定されるところの)約70〜約120、または約100のロックウェルM硬さ;(ASTM D638により決定されるところの)約10,000psi〜約20,000psiまたは約15,000psiの引張降伏強さ;(ASTM D790により決定されるところの)約20,000〜約30,000psi、または約25,000psiの曲げ強さ;および/または約5.5×10−6/F°の熱膨張率(<300°F)を有することが好まれうる。リストされたASTMの各々は、付録Aとして本明細書に添付され、参照により本明細書に組み込まれるものとする。
【0017】
通常の技術を有する当業者には当然であるように、組成物中に存在するブレンド用ポリマーの量は所望の性質に応じて変動するが、ブレンド用ポリマーが組成物全体の約2重量%〜約50重量%、より好ましい量では約5重量%〜約15重量%、最も好ましい量では約7重量%〜約10重量%の量で存在することが一般に好ましい。
【0018】
所望される場合、添加剤がポリマー基材に取り込まれうる。このような添加剤には、例えば、潤滑剤、チキソトロープ(thixtropic)剤、紫外線安定剤、帯電防止剤、粘度降下剤および/または難燃剤が含まれうる。
【0019】
上記ポリマー基材は、少なくとも二つの層で被覆される(以下に詳述)。層を形成するときには、第一層(境界材料を含む)および/または第二層(溶射材料を含む)のいずれかまたは両方が、溶射プロセスにより基材に付与されうる。任意の溶射プロセスが用いられうる。一般に、溶射プロセスは、選択された被覆材料を溶融または半溶融状態に加熱するためのエネルギー源の使用を伴い、処理ガスまたはジェットのいずれかによりその粒子を基材表面に推進するものである。本明細書に記載の方法の用途に適しうる溶射プロセスには、コールドスプレー、電気アーク溶射、プラズマ溶射(大気圧または真空)、フレーム溶射、粉末式フレーム溶射、溶線式フレーム溶射および爆発溶射プロセスが含まれるがこれに限られない。酸素と組み合わせられた水素、プロパン、またはプロピレン等の燃料ガスを用いて高温(約2000℃〜約3100℃)で燃焼ジェットが生成される、高速フレーム溶射(HVOF:high velocity oxygen fuel)プロセスが、一実施形態において好まれうる。
【0020】
層は、当技術分野で公知のまたは将来開発される任意のプロセスにより独立して付与されうる。例えば、ゾルゲル、スラリー、ディップ、電気メッキまたは他のプロセスが使用できる。一実施形態においては、上記第一層および上記第二層の両方(ならびに存在する場合には他の任意の層)がHVOFにより付与されることが所望されうる。例えば、被覆プロセスは、被覆層の機械的結合のための基材を調製し、基材を摩滅しないより軟性の合金材料のHVOF被覆の境界層または第一層を付与することにより実施されうる。これは、最小約0.007インチ(”)〜約0.002インチの被覆厚が生成されるまで、特定の送り速度、温度およびオフセット距離で層に付与される。これにより、炭化タングステン(tugsten−carbide)−コバルト(colbalt)−クロム(WC−Co−Cr)のトップコートまたは第二の被覆を、良好な機械的結合により第一層に付与しうる境界層が形成される。一実施形態においては、追加の0.007インチ〜約0.003インチの最小厚の材料が、同じ層状化方法により付与されうる。
【0021】
第一層を堆積させる前に、ポリマー基材の表面を表面処理して表面トポグラフィーを変更することが所望されうる。例えば、被覆の第一層を堆積させる前に、ポリマー基材の表面に研磨(polish)、サンディング、グリットブラスティング、エッチング(例えば溶媒または酸を使用して)、ブラッシングおよび/またはバフがけ(buff)を行うことが所望されうる。同様に、第二層の堆積前に、第一堆積層の表面に一つ以上の表面処理を行うことが所望されうる。
【0022】
ポリマー基材は被覆を有し、これには、本明細書において「第一」層および「第二」層と称される、少なくとも二つの層が含まれる。(「第一層」が複合ポリマーと隣接し、第二層が最外層である限り、他の層が所望される場合、実施形態に存在しうる)。上記第一層および上記第二層はともに金属材料を含み、一実施形態においては、可鍛性金属材料を含むのが好ましい。一実施形態において、上記第一層(上記境界材料を含む)は、上記第二層(上記溶射材料を含む)の対応値未満であるロックウェル硬さを有する。
【0023】
上記層の界面は離散的境界であり得、または層が一つの材料から別の材料へと徐々に移行する、勾配化された界面でありうる。あるいは、それは、部分的に勾配化され、部分的に離散的でありうる。
【0024】
上記境界材料が、約70もしくは約80〜約85もしくは約95、約75もしくは約85〜約80もしくは約90、または約79もしくは約89〜約82もしくは約92のロックウェル硬さ(ロックウェル15N)を有することが所望されうる。一実施形態においては、上記境界材料は、約90のロックウェル硬さを有する。上記溶射層は、約80もしくは約90〜約100もしくは約110、約81もしくは約91〜約95もしくは約105、または約83もしくは約93〜約87もしくは約97のロックウェル硬さ(ロックウェル15N)を有することが所望されうる。
【0025】
いくつかの実施形態においては、上記境界材料のロックウェル硬さ値と上記溶射材料のロックウェル硬さ値との間の差が、約10、約9、約8、約7、約6、約5、約4、約3、約2または約1の差であることが所望されうる。あるいは、上記境界材料のロックウェル硬さ値は、上記溶射材料のロックウェル硬さ値の約0.5倍(0.5×)〜約1.5倍(1.5×)でありうる。
【0026】
例えば、一実施形態では、上記境界材料のロックウェル硬さ値が約90(ロックウェル15N)であり、上記溶射材料の値が約93〜約97(ロックウェル15N)であることが所望されうる。
【0027】
一実施形態においては、上記境界材料は、約0.1ポンド/立方インチ〜約0.3ポンド/立方インチ(lbs/cu−in)、約0.15ポンド/立方インチ〜約0.25ポンド/立方インチ、または約0.155ポンド/立方インチの見掛け密度を有しうる。
【0028】
上記被覆全体、ならびに個々の層は、連続または不連続であり得、所望の任意の厚さでありうる。一実施形態において、上記被覆全体の厚さは、約7〜約14ミルまたは約0.020インチ以下でありうる。
【0029】
上記被覆の第一層は、金属境界材料を含む。この境界材料は、オーステナイト合金、例えばオーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、および/またはアルミニウム、ジルコニウム、窒素、コバルト、モリブデン、および/またはニオブの一つ以上を一定量含むニッケル−クロムベース合金であるのが好ましい。これらの合金は、超合金、すなわち機械的強さおよびクリープ抵抗を高温で維持できるのが好ましい。選択される境界材料が、商品名INCONEL(登録商標)(Special Metals Corporation,Huntington,New York)またはPRAXAIR(登録商標)(Praxair Surface Technologies,Inc.Indianapolis,Indianaより入手可能)の下で入手可能な超合金を含むことはが所望されうる。上記第一層がINCONEL718、PRAXAIR NI−202および/またはPRAXAIR NI−357−1を含むことが所望されうる。
【0030】
境界材料を含む第一層の厚さは、約6ミル〜約8ミルでありうる。ポリマー基材上の被覆には、溶射材料を含む材料から形成される第二層も含まれる。一実施形態において、溶射材料は、金属性である(サーメットを含む)のが好ましい。例えば、炭化タングステン、炭化タングステン/コバルト、炭化タングステン/クロム、炭化タングステン/コバルト/クロム、炭化タングステン/クロム/ニッケル、炭化タングステン/ニッケル/クロム/ボロン/ケイ素がこれに含まれうる。一実施形態においては、約10%〜約20%のコバルト含量および約7%〜約15%のクロム含量の、炭化タングステン/コバルト/クロムが所望されうる。
【0031】
図1は、被覆プロセスにおけるステップの、例示的な概略的『スナップショット』を示す。燃料ガス(1)、酸素(3)、および圧縮空気(9)が、噴霧器の拡張ノズル(7)の複数のチャネル(5)内に流される。被覆粉末(キャリヤガスにより運ばれる)(11)が、中央チャネル(13)を通して送られる。ダイヤモンド型衝撃波(15)がノズルの端で生成され、被覆(17)が工作物(19)上に形成される。
【0032】
図2は、本発明による被覆ポリマー基材(21)の概略図を示す。ポリマー基材(23)は、境界材料の第一層(25)および金属溶射材料の第二層(27)で被覆される。
【0033】
上記の方法により調製されおよび/または上記の被覆物品の構造を有する部品、構成材、物品、ピースなども、本発明の範囲内に含まれる。一実施形態では、上記物品がアクチュエータであることが所望されうる。他の実施形態は、航空宇宙用途、製造用途(例えば金属被覆ラインまたは他の金属処理工程、食品加工、医療または製薬処理)、自動車用途、および半導体製造のための部品または構成材を含みうる。
【実施例】
【0034】
(実施例1)
被覆基材の調製
HVOFを使用して、被覆基板を調製した。まず、直径がおよそ2インチ、長さが6インチあり、約0.25インチの壁厚を有する、ポリマー基材の管状サンプルを調製した。
【0035】
管状セクションの表面を、被覆のためグリットブラストによって準備した。INCONEL(登録商標)718(Praxair NI−202)の境界層を、吹き付け運動(sweeping motion)でHVOFプロセスを用いて付与して、境界材料の0.007インチの層を構築した。炭化タングステン(Tungsten−Carbide)−コバルト−クロム WC−Co−Cr(H.C.Stark Amperit(登録商標)553)で作製された第二層を、同じ方法を用いて0.007インチの深さで付与した。最後に、第二層を2マイクロインチ(μin)のRaの仕上げに研磨した。
【0036】
275°Fの環境チャンバに1時間サンプルを配置するステップと;取り出し、目視検査し、−65°Fの温度の第二環境チャンバに1時間配置するステップと、取り出し、被覆材料の破断、介在物および剥離を再検査するステップからなる熱サイクル試験を10サイクル、サンプルに行った。このプロセスを、もう9回繰り返した。
【0037】
(実施例2)
基材に対する境界層の結合強さの評価
2インチ×2インチ×0.25インチ壁と26インチのID曲率半径の構成で上記のように調製した被覆基材の十個のサンプルを、付録Aにおいて本明細書に添付され参照により本明細書に組み込まれるASTM C−633−01のプロトコルを用いて試験した。具体的には、サンプルを、INCONEL(登録商標)718の単一の被覆層で被覆した。十個のサンプルを作り、目視検査した。五つの最も良い視覚サンプルを試験に保持し、残りは廃棄した。
【0038】
直径が1.0インチおよび長さが2インチある二つのねじ切りアルミニウムダボを、サンプル表面の中央に、一つ目をOD被覆表面に、二つ目を非被覆ID表面に固定した。10,000psiを超える既知の結合強さを有するエポキシ樹脂を用いて、それらを結合した。エポキシ樹脂を二時間硬化させた後、被覆サンプルをInston引張試験機中に置いた。Instronは毎分0.4インチの所定速度で引張り、引張作用において誘導される力を測定する。試験結果から、およそ1000psiの平均接着強さが示された。
【0039】
当業者には当然のことながら、記載の実施形態に対し、その広い発明の概念から逸脱することなく変更が加えられうる。したがって当然のことながら、本発明は、開示される特定の実施形態に限定されるものではなく、添付の特許請求の範囲により定義される本発明の趣旨と範囲内の変更態様を網羅することが意図される。
【技術分野】
【0001】
(関連出願への相互参照)
本特許出願は、米国特許法§119(e)の下、2009年2月11日に出願された米国仮特許出願第61/151,554号の利益を主張する。この開示は本明細書において参照として援用される。
【背景技術】
【0002】
(発明の背景)
例えば航空宇宙、航空、半導体処理および他の工業用途において用いられる多くの構成部品は、苛酷な温度および/または苛酷な圧力の条件下で、多くの場合には腐食環境において、有効に機能できなければならない。ほとんどの場合には、これらの厳しい条件に耐えられることに加えて、大部分の部品は、その機能を果たすために、一定の物理的または機械的仕様も満たさなければならない。ほとんどの用途において特に所望されるのが、比較的高い機械的強度である。
【0003】
従来は、こうした二重要件のために、多くの部品が不活性金属から作製される。そのような金属は通常高密度であり、その結果、所与の構成部品が完成品または応用物にかなりの付加質量を与える。あらゆる付加質量は輸送コスト(または部品および完成品)の増加の原因となるため、これは重要になる。加えて、ジェット、衛星、車、および可動装置等の特定の最終応用物においては、付加質量は応用物の操作に関連するコストを高める。
【0004】
構成部品全体の重量は減少するが、部品が高温、圧力および/または化学攻撃の環境的ストレスに抵抗性を維持するように、複合材料を不活性金属被覆で被覆するための努力がなされている。しかし、従来技術の試みは、不連続で、ひび割れ、および/または下にある複合材料への接着が悪い被覆をもたらしている。いくつかの場合には、複合材に不活性金属の被覆を付与するプロセスにより、下にある複合材の機械的性質が実際に低下し、構成部品が応用物に挿入される前でも完全に役に立たなくなることが分かっている。
【0005】
したがって、軽量であるが極度の温度、圧力および/または化学攻撃に耐えられる金属材料の被覆を有する材料、ならびにこれらの材料を生産する方法が、当技術分野において必要とされている。
【発明の概要】
【課題を解決するための手段】
【0006】
(発明の簡単な要旨)
本発明の範囲に含まれるのは、ポリマー基材を被覆する方法である。この方法は、基材を金属境界材料で熱被覆して、第一層を形成するステップと、この第一層を金属溶射材料(a metallic thermal spray material)で熱被覆して、第二層を形成するステップとを含む。この境界材料は、溶射材料のロックウェル硬さ値未満であるロックウェル硬さ値を有する。この方法には、付加層および/または介在層の利用が含まれうる。
【0007】
本発明は、例えばポリマー基材を含む被覆物品を含む、本明細書に記載の方法により調製される被覆物品も含む。このポリマー基材は、熱可塑性材料を含む。この熱可塑性材料は、ポリエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン、ポリアミドイミド、ポリイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホンおよびそのコポリマー類より選択されうる。このポリマー基材は、少なくとも二つの層を含む被覆により被覆される。第一層は金属境界材料を含み、第二層は溶射材料を含む。この境界材料は、この溶射材料のロックウェル硬さ未満であるロックウェル硬さを有する。
【0008】
被覆部材、アクチュエータ、および上記の被覆物品を含む他の物品も、本発明の範囲内に含まれる。
【0009】
以上の概要ならびに以下の本発明の好ましい実施形態の詳細な説明は、添付の図面と組み合わせて読むことでより良く理解される。本発明を説明するために、現在好ましい実施形態が図示される。しかし当然のことながら、本発明は、示される正確な配置および手段に限定されない。
【図面の簡単な説明】
【0010】
【図1】図1は、拡張ノズルを用いた被覆プロセスの概略図である。
【図2】図2は、高倍率の断面で示される本発明の被覆物品の概略図である。
【発明を実施するための形態】
【0011】
(発明の詳細な説明)
本明細書に記載の発明は、ポリマー基材を被覆する方法、生産された被覆物品、ならびに、その被覆物品を含む特定のデバイス、構成材および/または装置を含む。もたらされる被覆物品は、化学的、機械的、および/または熱的に侵食性の環境において剥離抵抗性があり、高強度で軽量の容易に成形可能または機械加工可能なポリマーから主に製造される構成材の使用を可能にする。
【0012】
ポリマー基材を被覆する方法が、本発明に含まれる。このポリマー基材は、当技術分野で公知のものまたは将来開発されるものでありうる。適切なポリマー類には、熱可塑性および/または熱硬化性ポリマー類ならびにこれらのコポリマー類、特に高温で良好に機能するものが含まれうる。例には、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(polyetherkeotne)(PEK)、ポリエーテルケトンケトン(ketonekeone)(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリイミド、ビスマレイミド(bismalimide)、およびポリエーテルスルホンのポリマー類およびコポリマー類が含まれるがこれに限られない。
【0013】
上記ポリマー基材は、ニートポリマー/コポリマーで作られうるか、または、充填材、補強材、他のポリマー類などと組み合わせられたポリマーで作られうる。例えば、基材に取り込まれうる充填材には、最終製品において所望される特定の性質によって、ガラス(球または繊維)、シリケート類、繊維ガラス、硫酸カルシウム、アスベスト類、ホウ素繊維類、セラミック繊維類、ポリアミド繊維類(E.I.du Pont de Nemours&Co.,1007 Market Street,Wilmington,Del.,19898,U.S.A.から入手可能な商標KEVLAR.の下で販売されるもの等)、水酸化アルミニウム、硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、シリカ、アルミナ、窒化アルミニウム、ホウ砂(ホウ酸ナトリウム)、活性炭、パーライト、テレフタル酸亜鉛、バッキーボール、グラファイト、タルク、雲母、ヘクトライト、板状炭化ケイ素類、珪灰石、テレフタル酸カルシウム、炭化ケイ素ウィスカー類、またはフラーレンチューブ類が含まれるが、これに限られない。いくつかの実施形態においては、上記ポリマー基材が炭素繊維類(短繊維および/または連続繊維類を含む)、炭素ウィスカー類、炭素ボール類または炭素ナノチューブ類を含むことが好まれうる。
【0014】
通常の技術を有する当業者に明らかであるように、本発明の組成物中に存在する充填材の量は、選択される充填材のタイプ、使用されるポリマーのグレードもしくはタイプ、追加のブレンド用ポリマー(単数または複数)の有無、または添加剤および/または最終製品の任意の特に所望される性質を含むいくつかのファクターに応じて変動しうる。しかし、一般に、ポリマー基材中の充填材は、約1重量%〜80重量%、約5重量%〜約35重量%、または、より好ましくは約20重量%〜約30重量%の量で存在しうる。
【0015】
上記ポリマー基材は、主ポリマーとブレンドされた他のポリマー類およびコポリマー類を追加的または代替的に含みうる。このようなポリマー(「ブレンド用ポリマー」)には、その熱安定性および/または化学安定性を大きく低下させずに、加工性または溶融粘度、型流れ、加工性、絶縁能力、および他の機械的および/または電気的性質等の他の性質を改善するのに有用である、任意の当技術分野で公知のものまたは将来開発されるものを含む。より具体的には、有用なブレンド用ポリマーには、(選択されるブレンド用ポリマーが主ポリマーでないものとして)ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリスルホン類(PSU)、ポリエーテルスルホン類(PES)、ポリエーテルイミド類(PEI)、ポリフェニレンスルフィド類(PPS)、ポリフタルアミド(PPA)、熱可塑性ポリイミド(TPI)、ポリスルホン/ポリカーボネート合金(PSU/PC)、および/または液晶性ポリマー類(LCP)が含まれるがこれに限られない。
【0016】
一実施形態においては、上記ポリマー基材が(ASTM D 785により決定されるところの)約70〜約120、または約100のロックウェルM硬さ;(ASTM D638により決定されるところの)約10,000psi〜約20,000psiまたは約15,000psiの引張降伏強さ;(ASTM D790により決定されるところの)約20,000〜約30,000psi、または約25,000psiの曲げ強さ;および/または約5.5×10−6/F°の熱膨張率(<300°F)を有することが好まれうる。リストされたASTMの各々は、付録Aとして本明細書に添付され、参照により本明細書に組み込まれるものとする。
【0017】
通常の技術を有する当業者には当然であるように、組成物中に存在するブレンド用ポリマーの量は所望の性質に応じて変動するが、ブレンド用ポリマーが組成物全体の約2重量%〜約50重量%、より好ましい量では約5重量%〜約15重量%、最も好ましい量では約7重量%〜約10重量%の量で存在することが一般に好ましい。
【0018】
所望される場合、添加剤がポリマー基材に取り込まれうる。このような添加剤には、例えば、潤滑剤、チキソトロープ(thixtropic)剤、紫外線安定剤、帯電防止剤、粘度降下剤および/または難燃剤が含まれうる。
【0019】
上記ポリマー基材は、少なくとも二つの層で被覆される(以下に詳述)。層を形成するときには、第一層(境界材料を含む)および/または第二層(溶射材料を含む)のいずれかまたは両方が、溶射プロセスにより基材に付与されうる。任意の溶射プロセスが用いられうる。一般に、溶射プロセスは、選択された被覆材料を溶融または半溶融状態に加熱するためのエネルギー源の使用を伴い、処理ガスまたはジェットのいずれかによりその粒子を基材表面に推進するものである。本明細書に記載の方法の用途に適しうる溶射プロセスには、コールドスプレー、電気アーク溶射、プラズマ溶射(大気圧または真空)、フレーム溶射、粉末式フレーム溶射、溶線式フレーム溶射および爆発溶射プロセスが含まれるがこれに限られない。酸素と組み合わせられた水素、プロパン、またはプロピレン等の燃料ガスを用いて高温(約2000℃〜約3100℃)で燃焼ジェットが生成される、高速フレーム溶射(HVOF:high velocity oxygen fuel)プロセスが、一実施形態において好まれうる。
【0020】
層は、当技術分野で公知のまたは将来開発される任意のプロセスにより独立して付与されうる。例えば、ゾルゲル、スラリー、ディップ、電気メッキまたは他のプロセスが使用できる。一実施形態においては、上記第一層および上記第二層の両方(ならびに存在する場合には他の任意の層)がHVOFにより付与されることが所望されうる。例えば、被覆プロセスは、被覆層の機械的結合のための基材を調製し、基材を摩滅しないより軟性の合金材料のHVOF被覆の境界層または第一層を付与することにより実施されうる。これは、最小約0.007インチ(”)〜約0.002インチの被覆厚が生成されるまで、特定の送り速度、温度およびオフセット距離で層に付与される。これにより、炭化タングステン(tugsten−carbide)−コバルト(colbalt)−クロム(WC−Co−Cr)のトップコートまたは第二の被覆を、良好な機械的結合により第一層に付与しうる境界層が形成される。一実施形態においては、追加の0.007インチ〜約0.003インチの最小厚の材料が、同じ層状化方法により付与されうる。
【0021】
第一層を堆積させる前に、ポリマー基材の表面を表面処理して表面トポグラフィーを変更することが所望されうる。例えば、被覆の第一層を堆積させる前に、ポリマー基材の表面に研磨(polish)、サンディング、グリットブラスティング、エッチング(例えば溶媒または酸を使用して)、ブラッシングおよび/またはバフがけ(buff)を行うことが所望されうる。同様に、第二層の堆積前に、第一堆積層の表面に一つ以上の表面処理を行うことが所望されうる。
【0022】
ポリマー基材は被覆を有し、これには、本明細書において「第一」層および「第二」層と称される、少なくとも二つの層が含まれる。(「第一層」が複合ポリマーと隣接し、第二層が最外層である限り、他の層が所望される場合、実施形態に存在しうる)。上記第一層および上記第二層はともに金属材料を含み、一実施形態においては、可鍛性金属材料を含むのが好ましい。一実施形態において、上記第一層(上記境界材料を含む)は、上記第二層(上記溶射材料を含む)の対応値未満であるロックウェル硬さを有する。
【0023】
上記層の界面は離散的境界であり得、または層が一つの材料から別の材料へと徐々に移行する、勾配化された界面でありうる。あるいは、それは、部分的に勾配化され、部分的に離散的でありうる。
【0024】
上記境界材料が、約70もしくは約80〜約85もしくは約95、約75もしくは約85〜約80もしくは約90、または約79もしくは約89〜約82もしくは約92のロックウェル硬さ(ロックウェル15N)を有することが所望されうる。一実施形態においては、上記境界材料は、約90のロックウェル硬さを有する。上記溶射層は、約80もしくは約90〜約100もしくは約110、約81もしくは約91〜約95もしくは約105、または約83もしくは約93〜約87もしくは約97のロックウェル硬さ(ロックウェル15N)を有することが所望されうる。
【0025】
いくつかの実施形態においては、上記境界材料のロックウェル硬さ値と上記溶射材料のロックウェル硬さ値との間の差が、約10、約9、約8、約7、約6、約5、約4、約3、約2または約1の差であることが所望されうる。あるいは、上記境界材料のロックウェル硬さ値は、上記溶射材料のロックウェル硬さ値の約0.5倍(0.5×)〜約1.5倍(1.5×)でありうる。
【0026】
例えば、一実施形態では、上記境界材料のロックウェル硬さ値が約90(ロックウェル15N)であり、上記溶射材料の値が約93〜約97(ロックウェル15N)であることが所望されうる。
【0027】
一実施形態においては、上記境界材料は、約0.1ポンド/立方インチ〜約0.3ポンド/立方インチ(lbs/cu−in)、約0.15ポンド/立方インチ〜約0.25ポンド/立方インチ、または約0.155ポンド/立方インチの見掛け密度を有しうる。
【0028】
上記被覆全体、ならびに個々の層は、連続または不連続であり得、所望の任意の厚さでありうる。一実施形態において、上記被覆全体の厚さは、約7〜約14ミルまたは約0.020インチ以下でありうる。
【0029】
上記被覆の第一層は、金属境界材料を含む。この境界材料は、オーステナイト合金、例えばオーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、および/またはアルミニウム、ジルコニウム、窒素、コバルト、モリブデン、および/またはニオブの一つ以上を一定量含むニッケル−クロムベース合金であるのが好ましい。これらの合金は、超合金、すなわち機械的強さおよびクリープ抵抗を高温で維持できるのが好ましい。選択される境界材料が、商品名INCONEL(登録商標)(Special Metals Corporation,Huntington,New York)またはPRAXAIR(登録商標)(Praxair Surface Technologies,Inc.Indianapolis,Indianaより入手可能)の下で入手可能な超合金を含むことはが所望されうる。上記第一層がINCONEL718、PRAXAIR NI−202および/またはPRAXAIR NI−357−1を含むことが所望されうる。
【0030】
境界材料を含む第一層の厚さは、約6ミル〜約8ミルでありうる。ポリマー基材上の被覆には、溶射材料を含む材料から形成される第二層も含まれる。一実施形態において、溶射材料は、金属性である(サーメットを含む)のが好ましい。例えば、炭化タングステン、炭化タングステン/コバルト、炭化タングステン/クロム、炭化タングステン/コバルト/クロム、炭化タングステン/クロム/ニッケル、炭化タングステン/ニッケル/クロム/ボロン/ケイ素がこれに含まれうる。一実施形態においては、約10%〜約20%のコバルト含量および約7%〜約15%のクロム含量の、炭化タングステン/コバルト/クロムが所望されうる。
【0031】
図1は、被覆プロセスにおけるステップの、例示的な概略的『スナップショット』を示す。燃料ガス(1)、酸素(3)、および圧縮空気(9)が、噴霧器の拡張ノズル(7)の複数のチャネル(5)内に流される。被覆粉末(キャリヤガスにより運ばれる)(11)が、中央チャネル(13)を通して送られる。ダイヤモンド型衝撃波(15)がノズルの端で生成され、被覆(17)が工作物(19)上に形成される。
【0032】
図2は、本発明による被覆ポリマー基材(21)の概略図を示す。ポリマー基材(23)は、境界材料の第一層(25)および金属溶射材料の第二層(27)で被覆される。
【0033】
上記の方法により調製されおよび/または上記の被覆物品の構造を有する部品、構成材、物品、ピースなども、本発明の範囲内に含まれる。一実施形態では、上記物品がアクチュエータであることが所望されうる。他の実施形態は、航空宇宙用途、製造用途(例えば金属被覆ラインまたは他の金属処理工程、食品加工、医療または製薬処理)、自動車用途、および半導体製造のための部品または構成材を含みうる。
【実施例】
【0034】
(実施例1)
被覆基材の調製
HVOFを使用して、被覆基板を調製した。まず、直径がおよそ2インチ、長さが6インチあり、約0.25インチの壁厚を有する、ポリマー基材の管状サンプルを調製した。
【0035】
管状セクションの表面を、被覆のためグリットブラストによって準備した。INCONEL(登録商標)718(Praxair NI−202)の境界層を、吹き付け運動(sweeping motion)でHVOFプロセスを用いて付与して、境界材料の0.007インチの層を構築した。炭化タングステン(Tungsten−Carbide)−コバルト−クロム WC−Co−Cr(H.C.Stark Amperit(登録商標)553)で作製された第二層を、同じ方法を用いて0.007インチの深さで付与した。最後に、第二層を2マイクロインチ(μin)のRaの仕上げに研磨した。
【0036】
275°Fの環境チャンバに1時間サンプルを配置するステップと;取り出し、目視検査し、−65°Fの温度の第二環境チャンバに1時間配置するステップと、取り出し、被覆材料の破断、介在物および剥離を再検査するステップからなる熱サイクル試験を10サイクル、サンプルに行った。このプロセスを、もう9回繰り返した。
【0037】
(実施例2)
基材に対する境界層の結合強さの評価
2インチ×2インチ×0.25インチ壁と26インチのID曲率半径の構成で上記のように調製した被覆基材の十個のサンプルを、付録Aにおいて本明細書に添付され参照により本明細書に組み込まれるASTM C−633−01のプロトコルを用いて試験した。具体的には、サンプルを、INCONEL(登録商標)718の単一の被覆層で被覆した。十個のサンプルを作り、目視検査した。五つの最も良い視覚サンプルを試験に保持し、残りは廃棄した。
【0038】
直径が1.0インチおよび長さが2インチある二つのねじ切りアルミニウムダボを、サンプル表面の中央に、一つ目をOD被覆表面に、二つ目を非被覆ID表面に固定した。10,000psiを超える既知の結合強さを有するエポキシ樹脂を用いて、それらを結合した。エポキシ樹脂を二時間硬化させた後、被覆サンプルをInston引張試験機中に置いた。Instronは毎分0.4インチの所定速度で引張り、引張作用において誘導される力を測定する。試験結果から、およそ1000psiの平均接着強さが示された。
【0039】
当業者には当然のことながら、記載の実施形態に対し、その広い発明の概念から逸脱することなく変更が加えられうる。したがって当然のことながら、本発明は、開示される特定の実施形態に限定されるものではなく、添付の特許請求の範囲により定義される本発明の趣旨と範囲内の変更態様を網羅することが意図される。
【特許請求の範囲】
【請求項1】
ポリマー基材を被覆する方法であり、
a.前記基材を金属境界材料で被覆して、第一層を形成するステップと;
b.前記境界層を金属溶射材料で被覆して、第二層を形成するステップと;
を含み、
前記境界材料が、前記溶射材料のロックウェル硬さ値未満であるロックウェル硬さ値を有する、方法。
【請求項2】
ステップ(a)または(b)の少なくとも一つが、高速溶射プロセスを用いて熱被覆するステップを含む、請求項1に記載の方法。
【請求項3】
前記高速溶射プロセスが、高速フレーム溶射プロセスである、請求項1に記載の方法。
【請求項4】
前記境界材料の前記ロックウェル硬さ値と、前記溶射材料の前記ロックウェル硬さ値との間の差が、約10、約9、約8、約7、約6、約5、および約4〜約3より選択される、請求項1に記載の方法。
【請求項5】
前記境界材料が、周囲温度で前記ポリマー基材の熱膨張率の約0.5×〜約1.5×である前記熱膨張率を有する、請求項1に記載の方法。
【請求項6】
前記ポリマー基材が、ある温度範囲にわたり実質的に安定なままである熱膨張率を有する、請求項1に記載の方法。
【請求項7】
前記ポリマー基材の前記熱膨張率が、前記温度範囲にわたり、前記溶射材料の前記熱膨張率に実質的に合わせられる、請求項6に記載の方法。
【請求項8】
前記ポリマー基材が、熱可塑性材料、熱硬化性材料およびその混合物を含む、請求項1に記載の方法。
【請求項9】
前記ポリマー基材が、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、およびそのコポリマー類より選択される材料を含む、請求項に記載の方法。
【請求項10】
前記ポリマー基材が、炭素ボール、炭素ウィスカー、炭素管、炭素ナノチューブ、炭素繊維およびその混合物より選択される炭素材料をさらに含む、請求項1に記載の方法。
【請求項11】
前記ポリマー基材が、ガラス(球または繊維)、シリケート類、繊維ガラス、硫酸カルシウム、アスベスト類、ホウ素繊維類、セラミック繊維類、ポリアミド繊維類、水酸化アルミニウム、硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、シリカ、アルミナ、窒化アルミニウム、ホウ砂(ホウ酸ナトリウム)、活性炭、パーライト、テレフタル酸亜鉛、バッキーボール、グラファイト、タルク、雲母、合成ヘクトライト、板状炭化ケイ素類、珪灰石、テレフタル酸カルシウム、炭化ケイ素ウィスカー類、またはフラーレンチューブ類、およびその混合物より選択される材料をさらに含む、請求項1に記載の方法。
【請求項12】
前記材料が、複合材全体の約1重量%〜約80重量%の量で存在する、請求項1に記載の方法。
【請求項13】
前記境界材料が、オーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、ニッケル−クロムベース合金、ニッケル−クロム−アルミニウム合金、ニッケル−クロム−ジルコニウム合金、ニッケル−クロム−コバルト合金、ニッケル−クロム−モリブデン合金、ニッケル−クロム−ニオブ合金、およびその混合物より選択される金属材料を含む、請求項1に記載の方法。
【請求項14】
前記第一層が、約6ミル〜約8ミルの厚さを有する、請求項1に記載の方法。
【請求項15】
前記溶射材料が、炭化タングステンを含む、請求項1に記載の方法。
【請求項16】
前記溶射材料が、炭化タングステン、炭化タングステンコバルト、タングステンコバルトクロム、およびニッケルアルミナイドの少なくとも一つを含む、請求項1に記載の方法。
【請求項17】
形成される前記第二層が、約7ミル〜約10ミルの厚さを有する、請求項1に記載の方法。
【請求項18】
前記方法が、ステップ(a)またはステップ(b)の少なくとも一つの前に表面処理を付与するステップをさらに含む、請求項1に記載の方法。
【請求項19】
前記方法が、ステップ(a)の少なくとも一つの前に表面処理を付与するステップをさらに含む、請求項18に記載の方法。
【請求項20】
前記表面処理が、研磨;清浄;酸洗浄;サンディング;グリットブラスティング;ブラッシング;およびバフがけの少なくとも一つより選択される、請求項18に記載の方法。
【請求項21】
請求項1に記載の方法により調製された、被覆物品。
【請求項22】
少なくとも二つの層を含む被覆で被覆された被覆物品であって、前記被覆物品は、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、およびそのコポリマー類より選択される熱可塑性材料を含むポリマー基材を含み、第一層が境界材料を含み、第二層が溶射材料を含み、前記境界材料が、前記溶射材料のロックウェル硬さ未満であるロックウェル硬さを有する、被覆物品。
【請求項23】
前記少なくとも二つの層のうち少なくとも一つが、溶射プロセスにより付与される、請求項22に記載の被覆物品。
【請求項24】
前記溶射プロセスが、高速酸素溶射プロセスである、請求項23に記載の被覆物品。
【請求項25】
前記ポリマー基材が、ある温度範囲にわたり実質的に安定なままである熱膨張率を有する、請求項22に記載の被覆物品。
【請求項27】
前記ポリマー基材の熱膨張率が、ある温度範囲にわたり、前記溶射材料の前記熱膨張率に実質的に合わせられる、請求項22に記載の被覆物品。
【請求項28】
前記境界材料が、オーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、ニッケル−クロムベース合金、ニッケル−クロム−アルミニウム合金、ニッケル−クロム−ジルコニウム合金、ニッケル−クロム−コバルト合金、ニッケル−クロム−モリブデン合金、ニッケル−クロム−ニオブ合金、およびその混合物より選択される金属材料を含む、請求項22に記載の被覆物品。
【請求項29】
前記第一層が、約6ミル〜約8ミルの厚さを有する、請求項22に記載の被覆物品。
【請求項30】
前記溶射材料が、炭化タングステンを含む、請求項22に記載の被覆物品。
【請求項31】
前記溶射材料が、炭化タングステン、炭化タングステンコバルト、ニッケルアルミナイド、およびタングステンコバルトクロムの少なくとも一つを含む、請求項22に記載の被覆物品。
【請求項32】
形成される前記第二層が、約7ミル〜約10ミルの厚さを有する、請求項22に記載の被覆物品。
【請求項34】
請求項19に記載の被覆物品を含む、アクチュエータとしての使用のための駆動部材。
【請求項1】
ポリマー基材を被覆する方法であり、
a.前記基材を金属境界材料で被覆して、第一層を形成するステップと;
b.前記境界層を金属溶射材料で被覆して、第二層を形成するステップと;
を含み、
前記境界材料が、前記溶射材料のロックウェル硬さ値未満であるロックウェル硬さ値を有する、方法。
【請求項2】
ステップ(a)または(b)の少なくとも一つが、高速溶射プロセスを用いて熱被覆するステップを含む、請求項1に記載の方法。
【請求項3】
前記高速溶射プロセスが、高速フレーム溶射プロセスである、請求項1に記載の方法。
【請求項4】
前記境界材料の前記ロックウェル硬さ値と、前記溶射材料の前記ロックウェル硬さ値との間の差が、約10、約9、約8、約7、約6、約5、および約4〜約3より選択される、請求項1に記載の方法。
【請求項5】
前記境界材料が、周囲温度で前記ポリマー基材の熱膨張率の約0.5×〜約1.5×である前記熱膨張率を有する、請求項1に記載の方法。
【請求項6】
前記ポリマー基材が、ある温度範囲にわたり実質的に安定なままである熱膨張率を有する、請求項1に記載の方法。
【請求項7】
前記ポリマー基材の前記熱膨張率が、前記温度範囲にわたり、前記溶射材料の前記熱膨張率に実質的に合わせられる、請求項6に記載の方法。
【請求項8】
前記ポリマー基材が、熱可塑性材料、熱硬化性材料およびその混合物を含む、請求項1に記載の方法。
【請求項9】
前記ポリマー基材が、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、およびそのコポリマー類より選択される材料を含む、請求項に記載の方法。
【請求項10】
前記ポリマー基材が、炭素ボール、炭素ウィスカー、炭素管、炭素ナノチューブ、炭素繊維およびその混合物より選択される炭素材料をさらに含む、請求項1に記載の方法。
【請求項11】
前記ポリマー基材が、ガラス(球または繊維)、シリケート類、繊維ガラス、硫酸カルシウム、アスベスト類、ホウ素繊維類、セラミック繊維類、ポリアミド繊維類、水酸化アルミニウム、硫酸バリウム、炭酸カルシウム、炭酸マグネシウム、シリカ、アルミナ、窒化アルミニウム、ホウ砂(ホウ酸ナトリウム)、活性炭、パーライト、テレフタル酸亜鉛、バッキーボール、グラファイト、タルク、雲母、合成ヘクトライト、板状炭化ケイ素類、珪灰石、テレフタル酸カルシウム、炭化ケイ素ウィスカー類、またはフラーレンチューブ類、およびその混合物より選択される材料をさらに含む、請求項1に記載の方法。
【請求項12】
前記材料が、複合材全体の約1重量%〜約80重量%の量で存在する、請求項1に記載の方法。
【請求項13】
前記境界材料が、オーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、ニッケル−クロムベース合金、ニッケル−クロム−アルミニウム合金、ニッケル−クロム−ジルコニウム合金、ニッケル−クロム−コバルト合金、ニッケル−クロム−モリブデン合金、ニッケル−クロム−ニオブ合金、およびその混合物より選択される金属材料を含む、請求項1に記載の方法。
【請求項14】
前記第一層が、約6ミル〜約8ミルの厚さを有する、請求項1に記載の方法。
【請求項15】
前記溶射材料が、炭化タングステンを含む、請求項1に記載の方法。
【請求項16】
前記溶射材料が、炭化タングステン、炭化タングステンコバルト、タングステンコバルトクロム、およびニッケルアルミナイドの少なくとも一つを含む、請求項1に記載の方法。
【請求項17】
形成される前記第二層が、約7ミル〜約10ミルの厚さを有する、請求項1に記載の方法。
【請求項18】
前記方法が、ステップ(a)またはステップ(b)の少なくとも一つの前に表面処理を付与するステップをさらに含む、請求項1に記載の方法。
【請求項19】
前記方法が、ステップ(a)の少なくとも一つの前に表面処理を付与するステップをさらに含む、請求項18に記載の方法。
【請求項20】
前記表面処理が、研磨;清浄;酸洗浄;サンディング;グリットブラスティング;ブラッシング;およびバフがけの少なくとも一つより選択される、請求項18に記載の方法。
【請求項21】
請求項1に記載の方法により調製された、被覆物品。
【請求項22】
少なくとも二つの層を含む被覆で被覆された被覆物品であって、前記被覆物品は、ポリエーテルエーテルケトン(PEEK)、ポリアリールエーテルケトン(PAEK)、ポリエーテルケトン(PEK)、ポリエーテルケトンケトン(PEKK)、ナイロン類、ポリアミドイミド、ポリイミド類、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、およびそのコポリマー類より選択される熱可塑性材料を含むポリマー基材を含み、第一層が境界材料を含み、第二層が溶射材料を含み、前記境界材料が、前記溶射材料のロックウェル硬さ未満であるロックウェル硬さを有する、被覆物品。
【請求項23】
前記少なくとも二つの層のうち少なくとも一つが、溶射プロセスにより付与される、請求項22に記載の被覆物品。
【請求項24】
前記溶射プロセスが、高速酸素溶射プロセスである、請求項23に記載の被覆物品。
【請求項25】
前記ポリマー基材が、ある温度範囲にわたり実質的に安定なままである熱膨張率を有する、請求項22に記載の被覆物品。
【請求項27】
前記ポリマー基材の熱膨張率が、ある温度範囲にわたり、前記溶射材料の前記熱膨張率に実質的に合わせられる、請求項22に記載の被覆物品。
【請求項28】
前記境界材料が、オーステナイトニッケルベース合金、ニッケル−鉄−クロム合金、ニッケル−クロムベース合金、ニッケル−クロム−アルミニウム合金、ニッケル−クロム−ジルコニウム合金、ニッケル−クロム−コバルト合金、ニッケル−クロム−モリブデン合金、ニッケル−クロム−ニオブ合金、およびその混合物より選択される金属材料を含む、請求項22に記載の被覆物品。
【請求項29】
前記第一層が、約6ミル〜約8ミルの厚さを有する、請求項22に記載の被覆物品。
【請求項30】
前記溶射材料が、炭化タングステンを含む、請求項22に記載の被覆物品。
【請求項31】
前記溶射材料が、炭化タングステン、炭化タングステンコバルト、ニッケルアルミナイド、およびタングステンコバルトクロムの少なくとも一つを含む、請求項22に記載の被覆物品。
【請求項32】
形成される前記第二層が、約7ミル〜約10ミルの厚さを有する、請求項22に記載の被覆物品。
【請求項34】
請求項19に記載の被覆物品を含む、アクチュエータとしての使用のための駆動部材。
【図1】

【図2】
【図2】
【公表番号】特表2012−517525(P2012−517525A)
【公表日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−549327(P2011−549327)
【出願日】平成22年2月9日(2010.2.9)
【国際出願番号】PCT/US2010/023600
【国際公開番号】WO2010/093612
【国際公開日】平成22年8月19日(2010.8.19)
【出願人】(505283588)グリーン, ツイード オブ デラウェア, インコーポレイテッド (17)
【Fターム(参考)】
【公表日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【国際出願番号】PCT/US2010/023600
【国際公開番号】WO2010/093612
【国際公開日】平成22年8月19日(2010.8.19)
【出願人】(505283588)グリーン, ツイード オブ デラウェア, インコーポレイテッド (17)
【Fターム(参考)】
[ Back to top ]