
溶接されたループ付き縫合糸
【課題】重なり部分を補強して、この縫合糸の強度を増大させ、そしてこの縫合糸が剪断応力破損に対してより抵抗性になるようにするための、ループ付き縫合糸を形成するシステムおよび方法を提供する。
【解決手段】ループ12を形成している第一および第二の重なりセクション13,14を有する遠位端を備える細長本体11;ならびに該細長本体11の該第一および第二の重なりセクション13,14の間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、を備える、縫合糸10を提供する。
【解決手段】ループ12を形成している第一および第二の重なりセクション13,14を有する遠位端を備える細長本体11;ならびに該細長本体11の該第一および第二の重なりセクション13,14の間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、を備える、縫合糸10を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の引用)
本願は、2011年3月23日に出願された米国仮特許出願番号61/466,673の利益およびこの米国仮特許出願に対する優先権を主張する。この米国仮特許出願の全内容は、本明細書中に参考として援用される。
【0002】
(背景)
(技術分野)
本開示は、ループ付き縫合糸およびその形成方法に関する。より特定すると、本開示は、補強された溶接接合部を備えて、この縫合糸の強度および剪断破損に対する抵抗を改善する、ループ付き縫合糸に関する。
【背景技術】
【0003】
(関連技術の背景)
ループは、創傷閉鎖手順中またはこの手順の前に形成され得る。ループは、多数の理由により、縫合糸に形成され得る。例えば、縫合糸のさらなる加工を補助するため(例えば、この縫合糸の長さに沿って棘が形成される際にこの縫合糸を保持するため)に、縫合糸の製造中にループが形成され得る。あるいは、製造中に縫合糸に形成されるループは、この縫合糸を組織に固定するために使用され得る。この様式で、一旦、この縫合糸のループになっていない方の端部が組織を通して挿入されると、この端部は、このループに通されて引き結び様の構成を形成し得、この構成が結ばれて組織を固定し得る。別の用途において、ループは、結び目の代わりに縫合糸に形成され得る。この用途は、組織の反対側のセクションを通して受け取られた縫合糸の第一および第二の端部を固定するために、手術室に持ち込める手で持つ器具の使用を必要とする。
【0004】
ループを形成する理由とは無関係に、ループが縫合糸に形成される場合、接着剤を使用しようと、熱を使用しようと、超音波エネルギーを使用しようと、この縫合糸の直径は、2つの縫合糸部分が重なる箇所で2倍になる。この縫合糸ループが組織を固定するために使用される場合、ループを作製する目的で縫合糸の直径が2倍になることにより、このループを組織に通して引くために必要とされる力の量が増大する。従って、重なり部分を補強して、この縫合糸の強度を増大させ、そしてこの縫合糸が剪断応力破損に対してより抵抗性になるようにするための、ループ付き縫合糸を形成するシステムおよび方法を有することが有利である。
【発明の概要】
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は、例えば、以下を提供する:
(項目1)
ループを形成している第一および第二の重なりセクションを有する遠位端を備える細長本体;ならびに
該細長本体の該第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、
を備える、縫合糸。
(項目2)
前記フィラー材料が、前記第一および第二の重なりセクションを補強する、上記項目に記載の縫合糸。
(項目3)
前記細長本体と前記フィラー材料とが同じポリマー材料を含有する、上記項目のいずれか一項に記載の縫合糸。
(項目4)
前記細長本体と前記フィラー材料とが異なるポリマー材料を含有する、上記項目のいずれか一項に記載の縫合糸。
(項目5)
前記フィラー材料が熱可塑性ポリマーを含有する、上記項目のいずれか一項に記載の縫合糸。
(項目6)
前記第一および第二の重なりセクションが、その近位端にテーパをさらに備える、上記項目のいずれか一項に記載の縫合糸。
(項目7)
前記第一および第二の重なりセクションが、互いに実質的に平行である、上記項目のいずれか一項に記載の縫合糸。
(項目8)
前記第一および第二の重なりセクションが、撚り合わせられている、上記項目のいずれか一項に記載の縫合糸。
(項目9)
生物活性剤をさらに含有する、上記項目のいずれか一項に記載の縫合糸。
(項目10)
補強ループ付き縫合糸を形成する方法であって、
ループを規定している第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程;ならびに
フィラー材料を、該第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程
を包含する、方法。
(項目11)
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目に向けて噴霧する工程をさらに包含する、上記項目に記載の方法。
(項目12)
前記フィラー材料を付着させる工程が、予め成形されたフィラーを、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目内に付着させる工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目13)
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供して、補強された接合セグメントを作製する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目14)
前記フィラー材料を付着させる工程が、前記第一および第二の重なりセクションと同じ材料を含有するフィラー材料を付着させて、均質な接合セグメントを形成する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目15)
前記フィラー材料を、前記第一および第二の重なりセクションに溶接して、補強された接合セグメントを作製する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目16)
前記溶接する工程が、RF、超音波、レーザー、電気アーク放電、および熱エネルギーのうちの1つを前記ループ付き縫合糸に加えることによって達成される、上記項目のいずれか一項に記載の方法。
【0006】
(摘要)
縫合糸は、細長本体およびフィラー材料を備える。この細長本体は、ループを形成する第一および第二の重なりセクションを有する、遠位端を備える。このフィラー材料は、この細長本体の第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されて、第一および第二の重なりセクションを補強する。補強ループ付き縫合糸を形成する方法は、ループを規定する第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程、ならびにフィラー材料を、第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程を包含する。
【0007】
(要旨)
本発明の縫合糸は、細長本体およびフィラー材料を備える。この細長本体は、ループを形成する第一および第二の重なりセクションを有する遠位端を備える。このフィラー材料は、この細長本体の第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されて、第一および第二の重なりセクションを補強する。第一および第二の重なりセクションは、その近位端にテーパを備え得る。ある実施形態において、この縫合糸は、生物活性剤を含有する。
【0008】
この細長本体とこのフィラー材料とは、同じポリマー材料から製造されても異なるポリマー材料から製造されてもよい。ある実施形態において、このフィラー材料は、熱可塑性ポリマーを含有する。ある実施形態において、この細長本体の第一および第二の重なりセクションは、互いに実質的に平行であり得る。他の実施形態において、この第一および第二の重なりセクションは、撚り合わせられ得る。
【0009】
補強ループ付き縫合糸を形成する方法もまた開示される。本発明の方法に従って、ループを規定する第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸が提供され、そしてフィラー材料が、この第一および第二の重なりセクションの間に規定された継ぎ目に付着させられる。ある実施形態において、このフィラー材料は、この細長本体の第一および第二の重なりセクションの継ぎ目に向けて噴霧される。他の実施形態において、予め成形されたフィラーが、この細長本体の第一および第二の重なりセクションの継ぎ目に付着させられ得る。
【0010】
このフィラー材料は、この細長本体の第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供されて、補強された接合セグメントを作製し得る。このフィラー材料が、第一および第二の重なり部分を形成する材料と同じである実施形態において、均質な接合セグメントが形成される。ある実施形態において、このフィラー材料は、第一および第二の重なりセクションに溶接されて、補強された接合セグメントを作製し得る。溶接は、無線周波数(RF)、超音波、レーザー、電気アーク放電、または熱エネルギーを加えることを伴い得る。
【0011】
添付の図面は、本明細書に組み込まれ、本明細書の一部を構成し、本開示の実施形態を図示し、そして上に与えられた本開示の一般的な説明および以下に与えられる実施形態の詳細な説明と一緒になって、本開示の原理を説明する役に立つ。
【図面の簡単な説明】
【0012】
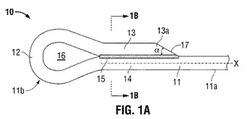
【図1A】図1Aは、本開示の1つの実施形態に従うループ付き縫合糸の側面図である。
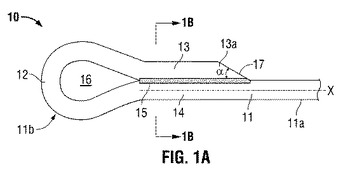
【図1B】図1Bは、線1B−1Bに沿って見た、図1Aのループ付き縫合糸の断面端面図である。
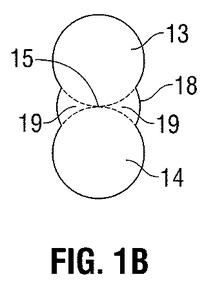
【図2A】図2Aは、本開示の1つの実施形態に従う、フィラー材料をループ付き縫合糸に付着させる方法の概略図である。
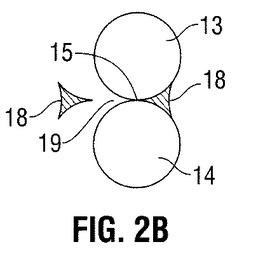
【図2B】図2Bは、本開示の別の実施形態に従う、フィラー材料をループ付き縫合糸に付着させる方法の概略図である。
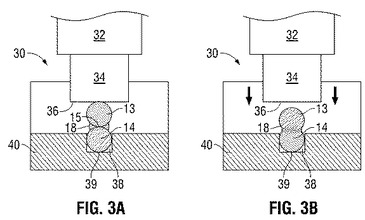
【図3】図3Aおよび図3Bは、本開示の1つの実施形態に従う、溶接アセンブリ内の、溶接前(図3A)および溶接後(図3B)の構成のループ付き縫合糸の断面図である。
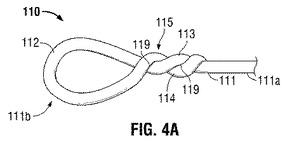
【図4A】図4Aは、本開示の別の実施形態に従うループ付き縫合糸の側面図である。
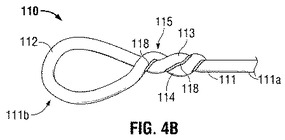
【図4B】図4Bは、フィラー材料を備える、図4Aのループ付き縫合糸の側面図である。
【発明を実施するための形態】
【0013】
(詳細な説明)
ループ付き縫合糸およびその形成方法が、本明細書中に記載される。本開示の種々の例示的な実施形態が、本明細書中以下で、溶接されたループ付き縫合糸の観点で議論される。本開示に従うループ付き縫合糸は、縫合糸の第一のセクションを備え、この第一のセクションは、縫合糸の第二のセクションと接合してループを形成する。第一および第二のセクションの隣接する表面は、この縫合糸の第一および第二のセクションの接合部において強度を増大させるために、補強される。
【0014】
以下の議論において、用語「近位」は、適切な使用中に、医師に近い方の構造体の部分をいうと理解されるべきである。用語「遠位」は、適切な使用中に、その医師から遠い方の構造体の部分をいうと理解されるべきである。
【0015】
以下の議論は、本開示の原理に従う、本開示のループ付き縫合糸の実施形態の説明、ならびにこのループ付き縫合糸を形成する例示的な対応する方法およびこのループ付き縫合糸を使用する例示的な対応する方法の説明を包含する。
【0016】
本明細書中に記載されるループ付き縫合糸は、縫合糸の意図される用途のために適切な物理特性を有する、任意の滅菌可能な生体適合性材料から形成され得る。本明細書中に記載される縫合糸は、天然材料、合成材料、分解性材料、および/または非分解性材料、ならびにこれらの組み合わせから形成された、モノフィラメント縫合糸またはマルチフィラメント縫合糸であり得る。これらの縫合糸は、生体適合性ポリマー(例えば、ホモポリマーまたはコポリマー(ランダムコポリマー、ブロックコポリマー、もしくはグラフトコポリマーが挙げられる))から形成され得る。生体適合性ポリマーは、線状ポリマー、分岐ポリマー、またはデンドリマーであり得る。
【0017】
縫合糸を形成するために利用され得る代表的な分解性ポリマーとしては、多糖類(例えば、アルギネート、デキストラン、キチン、キトサン、ヒアルロン酸、セルロース、コラーゲン、ゼラチン、フカン、グリコサミノグリカン、およびその化学誘導体(化学基(例えば、アルキル、アルキレン、アミン、スルフェートが挙げられる)の置換および/または付加、ヒドロキシル化、カルボキシル化、酸化、ならびに当業者によって慣用的になされる他の修飾));ガット;シルク;リネン;綿;タンパク質(例えば、アルブミン、カゼイン、ゼイン、シルク、およびダイズタンパク質);ラクトンモノマー(例えば、グリコリド、ラクチド、カプロラクトン、ε−カプロラクトン、バレロラクトン、およびδ−バレロラクトン)から調製されたポリヒドロキシ酸、カーボネート(例えば、トリメチレンカーボネート、およびテトラメチレンカーボネートなど)、ジオキサノン(例えば、1,4−ジオキサノンおよびp−ジオキサノン)、ならびに1,ジオキセパノン(例えば、1,4−ジオキセパン−2−オンおよび1,5−ジオキセパン−2−オン);ポリ(ヒドロキシアルカノエート)(例えば、ポリヒドロキシブチレート、ポリヒドロキシバレレート、ポリ(3−ヒドロキシブチレート−co−3−ヒドロキシバレレート)、ポリヒドロキシオクタノエート、およびポリヒドロキシヘキサノエート);シュウ酸ポリアルキレン;ポリオキサエステル;ポリ酸無水物;ポリエステル無水物;ポリオルトエステル;ならびにこれらのコポリマー、ブロックコポリマー、ホモポリマー、ブレンド、および組み合わせが挙げられる。
【0018】
縫合糸を形成するために利用され得る適切な非分解性材料としては、ポリオレフィン(例えば、ポリエチレン(超高分子量ポリエチレンが挙げられる)およびポリプロピレン(アタクチック、アイソタクチック、シンジオタクチック、およびこれらのブレンドが挙げられる));ポリエチレングリコール;ポリエチレンオキシド;ポリイソブチレンとエチレン−αオレフィンとのコポリマー;フッ素化ポリオレフィン(例えば、ポリフルオロエチレン、ポリフルオロプロピレン、フルオロPEG、およびポリテトラフルオロエチレン);ポリアミド(例えば、ナイロン、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン11、ナイロン12、およびポリカプロラクタム);ポリアミン;ポリイミン;ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、およびポリブチレンテレフタレート);ポリエーテル;ポリブタエステルなどのポリエーテル−エステル;ポリテトラメチレンエーテルグリコール;1,4−ブタンジオール;ポリウレタン;アクリルポリマー;メタクリル;ハロゲン化ビニルポリマー(例えば、ポリ塩化ビニル);ポリビニルアルコール;ポリビニルエーテル(例えば、ポリビニルメチルエーテル);ポリハロゲン化ビニリデン(例えば、ポリフッ化ビニリデンおよびポリ塩化ビニリデン);ポリクロロフルオロエチレン;ポリアクリロニトリル;ポリアリールエーテルケトン;ポリビニルケトン;ポリビニル芳香族(例えば、ポリスチレン);ポリビニルエステル(例えば、ポリ酢酸ビニル);エチレン−メタクリル酸メチルコポリマー;アクリロニトリル−スチレンコポリマー;ABS樹脂;エチレン−酢酸ビニルコポリマー;アルキド樹脂;ポリカーボネート;ポリオキシメチレン;ポリホスファジン;ポリイミド;エポキシ樹脂;アラミド;レーヨン;レーヨン−トリアセテート;スパンデックス;シリコーン;炭素繊維;ならびにこれらのコポリマーおよび組み合わせが挙げられる。
【0019】
縫合糸は、当業者の知識の範囲内である任意の技術(例えば、押出し、成形、キャスティング、および/または紡糸など)を使用して形成され得る。ループ付き縫合糸はまた、縫合糸に輪縄、鞍帯、または結び目を結ぶことによって、形成され得る。ループ付き縫合糸はまた、レーザーまたは超音波溶接の使用によって、あるいは分解性または永続性の膠または接着剤の使用によって、作製され得る。いくつかの実施形態において、これらの縫合糸は、1本より多くのフィラメントから作製された糸を含み得、この糸は、同じ材料または異なる材料の複数のフィラメントを含み得る。縫合糸が複数のフィラメントから作製される場合、この縫合糸は、任意の公知の技術(例えば、編組、製織または編成など)を使用して作製され得る。縫合糸はまた、縫合糸形成プロセスの一部として、延伸、配向、アニーリング、カレンダリング、捲縮、撚糸、混繊、または空気でのもつれを行われて、糸を形成し得る。
【0020】
円形の断面形状を有するように示されるが、縫合糸の断面形状は、任意の適切な形状(例えば、丸みを帯びた形状、楕円形、正方形、平坦、八角形、および矩形)であり得る。
【0021】
ここで図面を参照すると、図1Aおよび図1Bは、本開示のループ付き縫合糸を図示する。ループ付き縫合糸10は、近位端11aおよび遠位端11bを有する細長本体11を備える。細長本体11の近位端11aは、1つ以上の縫合針(図示せず)に取り付けられ得る。細長本体11の遠位端11bは、第二のセクション14に重なってループ12を形成する、第一のセクション13を備える。第一および第二のセクション13、14の隣接する表面は、接合セグメントまたは接合部15を形成する。この実施形態に図示されるように、ループ12は、遠位開口部16を規定する、実質的に涙滴の形状を形成する。ループ12はまた、任意のサイズに形成され得る。例えば、ある実施形態において、ループ12は、ループ付き縫合糸10の近位端11aを受容するようなサイズにされる。
【0022】
ループ付き縫合糸10の細長本体11の第一および第二のセクション13、14は、一緒に溶接されて、接合セグメント15を形成し得る。エネルギーが、細長本体11の第一および第二のセクション13、14に局所的に加えられて、セクション13と14とを一緒に融合させ、接合セグメント15を形成する。接合セグメント15を形成するために、種々の型のエネルギー(RF、超音波、レーザー、電気アーク放電、および熱が挙げられる)が、第一および第二のセクション13、14に加えられ得る。あるいは、細長本体11の第一および第二のセクション13、14は、膠、エポキシまたは他の接着剤を使用して、接合され得る。なお他の実施形態において、細長本体11の第一および第二のセクション13、14は、以下により詳細に記載されるように、フィラー材料の付着まで、単に互いに接して、または接触して、配置され得る。
【0023】
第一のセクション13の近位端13aは、角度を付けてテーパ状表面17を形成し得る。テーパ状表面17は、ループ付き縫合糸10の細長本体11の近位端11aに向かって下向きに角度を付ける。テーパ状表面17は、第二のセクション14の長手方向軸「X」に対して、ゼロ度(0°)から90度(90°)の角度「α」を形成し得る。テーパ状表面17は、組織内へまたは組織を通してのループ12の挿入を容易にする。テーパ状表面17は、第一および第二のセクション13、14の接合前、接合中、または接合後に形成され得る。テーパ状表面17は、組織を通しての挿入を容易にするため、ならびにループ付き縫合糸10が組織を通して引かれる際に第一および第二のセクション13、14に加わる剪断応力を低下させるために、細長本体11の第二のセクション14との滑らかな移行部を形成する。
【0024】
実質的に平坦なテーパを有するように示されるが、テーパ状表面17は、多数の構成を有し得る。例えば、テーパ状表面17は、面取りされ得るか、横方向および長手軸方向に凹状のテーパを含み得るか、横方向および長手軸方向に凸状のテーパを含み得るか、またはこれらの任意の組み合わせを含み得る。テーパ状表面17は、縫合される組織、および/またはループ12が組織に受け入れられることが望まれる深さに依存して、選択され得る。
【0025】
ループ12を形成するプロセスの一例が、Nicholas Maiorinoらによって、米国特許出願公開第2010/0071833号に記載されており、その全内容は、本明細書中に参考として援用される。手短に言えば、この方法は、基部、縫合糸保持部材、縫合糸引っ張り部材、溶接アセンブリ、および切断アセンブリを備えるシステムを利用することを包含する。このシステムにおいて、細長本体11の近位端11aは、クランプにしっかりとロックされ、細長本体11の第二のセクション14は、基部のチャネル内に配置され、そして細長本体11は、ピンの周りに巻かれ、その後、第一のセクション13が、第二のセクション14の上または隣接位置に配置される。次いで、細長本体11の遠位端11bは、テンションシリンダーに受け取られる。一旦、第一および第二のセクション13、14が互いに隣接して配置されると、溶接アセンブリが縫合糸保持部材に近接させられて、第一および第二のセクション13、14の間の接触部分を融解し、接合セグメント15を作製する。この溶接アセンブリは、図3Aおよび図3Bを参照しながら以下に詳細に記載されるような、超音波溶接アセンブリであり得る。第一および第二のセクション13、14が融合して接合セグメント15を作製した後に、この溶接アセンブリは、縫合糸保持部材から離れるように動かされ得、そして切断アセンブリと置き換えまたは交換されて、第一のセクション13の近位端13aのテーパ状の切断を完了し得る。
【0026】
ループ付き縫合糸を形成する他の方法は、当業者の知識の範囲内である(例えば、Nicholas Maiorinoらによって米国特許出願公開第2010/0101707号および同第2010/0276062号に記載されるプロセスであり、これらの全内容は、本明細書中に参考として援用される)。
【0027】
補強材料またはフィラー材料18が、接合セグメント15の周りで、第一および第二のセクション13、14に付着させられる。フィラー材料18は、第一および第二のセクション13、14の間に作製された継ぎ目19に付着させられて、接合セグメント15の強度を増大させる。フィラー材料18は、生体適合性ポリマー材料またはその複合材料であり、この材料は、ループ付き縫合糸10が製造される材料と同じであっても異なっていてもよい。フィラー材料18は、接合セグメント15の強度を増大させることによって接合セグメント15を補強し、この補強は、接合セグメント15の厚さを増加させることに関連し得る。ある実施形態において、フィラー材料18は、熱可塑性ポリマーであり得、この熱可塑性ポリマーは、柔らかい状態および/または融解状態まで加熱され得、引き続いて冷却されて、フィラー材料18を固相に戻し得る。
【0028】
フィラー材料18は、当業者に公知である技術(例えば、浸漬、ワイピング、噴霧など)を利用して、接合セグメント15に付着させられ得る。例えば、フィラー材料18は、図2Aに図示されるように、フィラー材料18の溶液または融解物を、アプリケータ20の先端21から接合セグメント15に向けて噴霧することによって、付着させられ得る。フィラー材料18は、この縫合糸の第一および第二のセクション13、14の間に強い界面を提供し得、そして第一および第二のセクション13、14の間の空隙の充填を改善し得る。他の実施形態において、フィラー材料18は、図2Bに図示されるように、第一および第二のセクション13、14の間の継ぎ目19に嵌るように押出しまたは成形された、固体ポリマーであり得る。フィラー材料18は、接着剤、エポキシ、または膠を使用して、この継ぎ目に付着させられ得る。逆に、フィラー材料18は、本明細書中に記載される種々のエネルギー形態(熱、超音波およびレーザーが挙げられるが、これらに限定されない)を利用して、この継ぎ目に付着させられ得る。
【0029】
ある実施形態において、フィラー材料18は、細長本体11の第一および第二のセクション13、14を局所的に融解するために充分な温度で提供されて、固体構造物を作製し得る(図1B)。フィラー材料18が第一および第二のセクション13、14を形成する材料と同じである実施形態において、均質な接合セグメント15が製造される。他の実施形態において、フィラー材料18は、細長本体11の第一および第二のセクション13、14に溶接されて、固体の接合セグメント15を提供する。このような実施形態において、溶接は、上で議論されたように、RF、超音波、レーザー、電気アーク放電、および熱エネルギーによって達成され得る。
【0030】
図3Aおよび図3Bを参照すると、超音波溶接プロセスは、フィラー材料18が接合セグメント15に付着させられた後に実施される。溶接アセンブリ30は、超音波デバイス32から延びるダイ34を超音波で振動させるための、発電機(図示せず)に作動可能に接続された超音波デバイス32を備える。ダイ34は、実質的に平坦な縫合糸接触部分36を規定する。代替の実施形態において、ダイ34は、細長本体11の第一のセクション13を受け入れるように構成された縫合糸接触部分(図示せず)を備える、チャネル(図示せず)を備え得る。ダイ34のチャネルおよび縫合糸接触部分は、基部40内に規定されたチャネル38および縫合糸接触部分39と実質的に同じであり得る。縫合糸接触表面39は、実質的に平坦な表面を規定し得るか、またはその代わりに、細長本体11の輪郭に対応する表面を形成し得る。従って、縫合糸接触部分39は、凸状、凹状または面取りされたプロフィールを有する細長本体11に対応するように、凹状、凸状または面取りされた表面を有し得る。1つの実施形態において、溶接アセンブリ30は、溶接アセンブリ30のダイ34を基部40に近づけたり遠ざけたりするための、プレスアセンブリ(図示せず)に作動可能に設置される。あるいは、溶接アセンブリ30は、基部40に対して固定されて設置され得、そして基部40が、上昇および下降させられて、基部40をダイ34に近づけたり遠ざけたりし得る。第一および第二のセクション13、14に加えられる下向きの圧力(図3Bにおいて矢印により示される)およびダイ34の超音波振動は、第一のセクション13、第二のセクション14、およびフィラー材料18の、互いに接触している部分を局所的に加熱し、そしていくつかの例において、融解させ始め、これによって、フィラー材料18で補強された接合セグメント15を形成する。
【0031】
ここで図4Aおよび図4Bを参照すると、本開示の別の実施形態に従うループ付き縫合糸110が提供される。縫合糸110は、近位端111aおよび遠位端111bを有する細長本体111を備える。細長本体111の近位端111aは、1つ以上の縫合針(図示せず)に取り付けられ得る。細長本体111の遠位端111bは、第一のセクション113および第二のセクション114を備え、これらのセクションは、捻られるか、編組されるか、または他の方法で撚り合わせられて、接合セグメント115を形成してループ112を規定する。第一および第二のセクション113、114は、指定された回転数で、制御されたピッチまたは可変のピッチで捻られ得る。
【0032】
フィラー材料118は、捻られた接合セグメント115に、第一と第二のセクション113、114の間に形成された湾曲した継ぎ目119に沿って付着させられ得、そして必要に応じて、その後溶接され得る。ある実施形態において、接合セグメント115の第一および第二のセクション113、114は、フィラー材料118を使用せずに超音波溶接され得る。第一および第二のセクション113、114の捻りは、第一および第二のセクション13、14が互いに実質的に平行に整列している場合(図1A〜図3B)の、縫合糸の軸に沿って一定に引かれることによる剪断によりこの縫合糸が壊れるために必要とされる力の方向を、縫合糸の軸の周りの螺旋状経路(図4A〜図4B)に変化させる。
【0033】
ある実施形態において、少なくとも1種の生物活性剤が、本明細書中に記載される縫合糸10の少なくとも一部分に合わせられ得るか、または付けられ得る。例えば、生物活性剤は、縫合糸を形成するために使用されるポリマーと合わせられ得、そして/または生物活性剤は、縫合糸の表面の少なくとも一部分を覆う連続的もしくは不連続なコーティングとして、付けられ得る。生物活性剤は、当業者の知識の範囲内である任意の方法(例えば、噴霧、浸漬、ブラッシング、ローリング、ワイピング、塗装、および押出しなどが挙げられる)を利用して、縫合糸に付けられ得る。少なくとも1種の剤は、この縫合糸によって自由に放出され得るか、またはこの縫合糸の表面に化学的に結合させられ得る。
【0034】
生物活性剤としては、治癒プロセスを促進するために有利であり、そして治癒プロセスを促進する傾向がある、物質が挙げられる。例えば、ループ付き縫合糸は、縫合部位に堆積する生物活性剤を与えられ得る。生物活性剤は、その抗菌特性、創傷治癒および/または組織成長を促進する能力、あるいは血栓症などの特定の適応症に関して、選択され得る。ある実施形態において、このような剤の組み合わせが、本開示の医療デバイスに、縫合糸の形成前、形成中、または形成後に付けられ得る。
【0035】
適切な生物活性剤としては、例えば、生物致死剤、抗菌剤、抗生物質、抗増殖剤、医薬(medicant)、増殖因子、成長因子、凝固防止剤、凝固剤、鎮痛薬、麻酔薬、抗炎症剤、創傷修復剤など、化学療法剤、生物学的剤、タンパク質治療剤、モノクローナル抗体、ポリクローナル抗体、DNA、RNA、ペプチド、多糖類、レクチン、脂質、生菌剤、診断剤、脈管形成剤、抗脈管形成薬、ポリマー薬物、およびこれらの組み合わせが挙げられる。
【0036】
上記生物活性剤は、説明の目的で提供されたが、本開示はそのように限定されないことが理解されるべきである。特に、特定の生物活性剤が上で具体的に記載されたが、本開示は、このような剤のアナログ、誘導体、および結合体を含むと理解されるべきである。
【0037】
縫合糸は、外科手術分野において縫合糸をより見えやすくする目的で、染色され得る。医療デバイスに組み込むために適した任意の色素が、使用され得る。このような色素としては、カーボンブラック、骨炭、FD&C Blue #1、FD&C Blue #2、FD&C Blue #3、FD&C Blue #6、D&C Green #6、D&C Violet #2、メチレンブルー、インドシアニングリーン、他の有色色素、およびこれらの組み合わせが挙げられるが、これらに限定されない。可視化剤(例えば、蛍光化合物(例えば、フルオレセインまたはエオシン)、X線造影剤(例えば、ヨウ素化化合物)、超音波造影剤、およびMRI造影剤(例えば、ガドリニウム含有化合物))もまた使用され得ることが、想定される。
【0038】
使用において、本明細書中に記載されるループ付き縫合糸は、その近位端に針(図示せず)を備え得る。この針は、組織の第一および第二のフラップに挿入され、通される。このループ付き縫合糸は、第一の重なりセクションの近位端が組織に接触するまで、この組織を通して引かれ得る。一旦、この縫合糸のループの一部分が組織に入ったら、この縫合糸の近位端は、ループに挿入され得る。次いで、この縫合糸の近位端が張るように引かれ得、これによって、第一および第二の組織フラップが互いに向かって近接する。次いで、この縫合糸の近位端が結ばれ得るか、または他の方法でこのループに固定され得る。1つの実施形態において、結び目が近位端に形成されて、この近位端がこのループから抜けることを防ぎ得る。別の実施形態において、この縫合糸の近位端は、このループに直接結ばれ得る。
【0039】
当業者は、本明細書中に具体的に記載され、そして添付の図面に図示されるデバイスおよび方法が、非限定的な例示的実施形態であることを理解する。1つの例示的実施形態に関連して図示または記載される要素および特徴は、本開示の範囲から逸脱することなく別の例示的実施形態の要素および特徴と組み合わせられ得ることが、想定される。さらに、当業者は、上記実施形態に基づいて、開示されるデバイスおよび方法のさらなる特徴および利点を理解する。従って、本明細書中に開示される本発明のさらなる改変および均等物は、慣用的にすぎない実験を使用して当業者に想到し得、そしてこのような全ての改変および均等物は、添付の特許請求の範囲により規定されるような本開示の範囲および趣旨の範囲内であると考えられる。
【符号の説明】
【0040】
10 ループ付き縫合糸
11 細長本体
11a 近位端
11b 遠位端
12 ループ
13 第一のセクション
14 第二のセクション
15 接合セグメントまたは接合部
16 遠位開口部
17 テーパ状表面
18 フィラー材料
19 継ぎ目
【技術分野】
【0001】
(関連出願の引用)
本願は、2011年3月23日に出願された米国仮特許出願番号61/466,673の利益およびこの米国仮特許出願に対する優先権を主張する。この米国仮特許出願の全内容は、本明細書中に参考として援用される。
【0002】
(背景)
(技術分野)
本開示は、ループ付き縫合糸およびその形成方法に関する。より特定すると、本開示は、補強された溶接接合部を備えて、この縫合糸の強度および剪断破損に対する抵抗を改善する、ループ付き縫合糸に関する。
【背景技術】
【0003】
(関連技術の背景)
ループは、創傷閉鎖手順中またはこの手順の前に形成され得る。ループは、多数の理由により、縫合糸に形成され得る。例えば、縫合糸のさらなる加工を補助するため(例えば、この縫合糸の長さに沿って棘が形成される際にこの縫合糸を保持するため)に、縫合糸の製造中にループが形成され得る。あるいは、製造中に縫合糸に形成されるループは、この縫合糸を組織に固定するために使用され得る。この様式で、一旦、この縫合糸のループになっていない方の端部が組織を通して挿入されると、この端部は、このループに通されて引き結び様の構成を形成し得、この構成が結ばれて組織を固定し得る。別の用途において、ループは、結び目の代わりに縫合糸に形成され得る。この用途は、組織の反対側のセクションを通して受け取られた縫合糸の第一および第二の端部を固定するために、手術室に持ち込める手で持つ器具の使用を必要とする。
【0004】
ループを形成する理由とは無関係に、ループが縫合糸に形成される場合、接着剤を使用しようと、熱を使用しようと、超音波エネルギーを使用しようと、この縫合糸の直径は、2つの縫合糸部分が重なる箇所で2倍になる。この縫合糸ループが組織を固定するために使用される場合、ループを作製する目的で縫合糸の直径が2倍になることにより、このループを組織に通して引くために必要とされる力の量が増大する。従って、重なり部分を補強して、この縫合糸の強度を増大させ、そしてこの縫合糸が剪断応力破損に対してより抵抗性になるようにするための、ループ付き縫合糸を形成するシステムおよび方法を有することが有利である。
【発明の概要】
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は、例えば、以下を提供する:
(項目1)
ループを形成している第一および第二の重なりセクションを有する遠位端を備える細長本体;ならびに
該細長本体の該第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、
を備える、縫合糸。
(項目2)
前記フィラー材料が、前記第一および第二の重なりセクションを補強する、上記項目に記載の縫合糸。
(項目3)
前記細長本体と前記フィラー材料とが同じポリマー材料を含有する、上記項目のいずれか一項に記載の縫合糸。
(項目4)
前記細長本体と前記フィラー材料とが異なるポリマー材料を含有する、上記項目のいずれか一項に記載の縫合糸。
(項目5)
前記フィラー材料が熱可塑性ポリマーを含有する、上記項目のいずれか一項に記載の縫合糸。
(項目6)
前記第一および第二の重なりセクションが、その近位端にテーパをさらに備える、上記項目のいずれか一項に記載の縫合糸。
(項目7)
前記第一および第二の重なりセクションが、互いに実質的に平行である、上記項目のいずれか一項に記載の縫合糸。
(項目8)
前記第一および第二の重なりセクションが、撚り合わせられている、上記項目のいずれか一項に記載の縫合糸。
(項目9)
生物活性剤をさらに含有する、上記項目のいずれか一項に記載の縫合糸。
(項目10)
補強ループ付き縫合糸を形成する方法であって、
ループを規定している第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程;ならびに
フィラー材料を、該第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程
を包含する、方法。
(項目11)
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目に向けて噴霧する工程をさらに包含する、上記項目に記載の方法。
(項目12)
前記フィラー材料を付着させる工程が、予め成形されたフィラーを、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目内に付着させる工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目13)
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供して、補強された接合セグメントを作製する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目14)
前記フィラー材料を付着させる工程が、前記第一および第二の重なりセクションと同じ材料を含有するフィラー材料を付着させて、均質な接合セグメントを形成する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目15)
前記フィラー材料を、前記第一および第二の重なりセクションに溶接して、補強された接合セグメントを作製する工程をさらに包含する、上記項目のいずれか一項に記載の方法。
(項目16)
前記溶接する工程が、RF、超音波、レーザー、電気アーク放電、および熱エネルギーのうちの1つを前記ループ付き縫合糸に加えることによって達成される、上記項目のいずれか一項に記載の方法。
【0006】
(摘要)
縫合糸は、細長本体およびフィラー材料を備える。この細長本体は、ループを形成する第一および第二の重なりセクションを有する、遠位端を備える。このフィラー材料は、この細長本体の第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されて、第一および第二の重なりセクションを補強する。補強ループ付き縫合糸を形成する方法は、ループを規定する第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程、ならびにフィラー材料を、第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程を包含する。
【0007】
(要旨)
本発明の縫合糸は、細長本体およびフィラー材料を備える。この細長本体は、ループを形成する第一および第二の重なりセクションを有する遠位端を備える。このフィラー材料は、この細長本体の第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されて、第一および第二の重なりセクションを補強する。第一および第二の重なりセクションは、その近位端にテーパを備え得る。ある実施形態において、この縫合糸は、生物活性剤を含有する。
【0008】
この細長本体とこのフィラー材料とは、同じポリマー材料から製造されても異なるポリマー材料から製造されてもよい。ある実施形態において、このフィラー材料は、熱可塑性ポリマーを含有する。ある実施形態において、この細長本体の第一および第二の重なりセクションは、互いに実質的に平行であり得る。他の実施形態において、この第一および第二の重なりセクションは、撚り合わせられ得る。
【0009】
補強ループ付き縫合糸を形成する方法もまた開示される。本発明の方法に従って、ループを規定する第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸が提供され、そしてフィラー材料が、この第一および第二の重なりセクションの間に規定された継ぎ目に付着させられる。ある実施形態において、このフィラー材料は、この細長本体の第一および第二の重なりセクションの継ぎ目に向けて噴霧される。他の実施形態において、予め成形されたフィラーが、この細長本体の第一および第二の重なりセクションの継ぎ目に付着させられ得る。
【0010】
このフィラー材料は、この細長本体の第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供されて、補強された接合セグメントを作製し得る。このフィラー材料が、第一および第二の重なり部分を形成する材料と同じである実施形態において、均質な接合セグメントが形成される。ある実施形態において、このフィラー材料は、第一および第二の重なりセクションに溶接されて、補強された接合セグメントを作製し得る。溶接は、無線周波数(RF)、超音波、レーザー、電気アーク放電、または熱エネルギーを加えることを伴い得る。
【0011】
添付の図面は、本明細書に組み込まれ、本明細書の一部を構成し、本開示の実施形態を図示し、そして上に与えられた本開示の一般的な説明および以下に与えられる実施形態の詳細な説明と一緒になって、本開示の原理を説明する役に立つ。
【図面の簡単な説明】
【0012】
【図1A】図1Aは、本開示の1つの実施形態に従うループ付き縫合糸の側面図である。
【図1B】図1Bは、線1B−1Bに沿って見た、図1Aのループ付き縫合糸の断面端面図である。
【図2A】図2Aは、本開示の1つの実施形態に従う、フィラー材料をループ付き縫合糸に付着させる方法の概略図である。
【図2B】図2Bは、本開示の別の実施形態に従う、フィラー材料をループ付き縫合糸に付着させる方法の概略図である。
【図3】図3Aおよび図3Bは、本開示の1つの実施形態に従う、溶接アセンブリ内の、溶接前(図3A)および溶接後(図3B)の構成のループ付き縫合糸の断面図である。
【図4A】図4Aは、本開示の別の実施形態に従うループ付き縫合糸の側面図である。
【図4B】図4Bは、フィラー材料を備える、図4Aのループ付き縫合糸の側面図である。
【発明を実施するための形態】
【0013】
(詳細な説明)
ループ付き縫合糸およびその形成方法が、本明細書中に記載される。本開示の種々の例示的な実施形態が、本明細書中以下で、溶接されたループ付き縫合糸の観点で議論される。本開示に従うループ付き縫合糸は、縫合糸の第一のセクションを備え、この第一のセクションは、縫合糸の第二のセクションと接合してループを形成する。第一および第二のセクションの隣接する表面は、この縫合糸の第一および第二のセクションの接合部において強度を増大させるために、補強される。
【0014】
以下の議論において、用語「近位」は、適切な使用中に、医師に近い方の構造体の部分をいうと理解されるべきである。用語「遠位」は、適切な使用中に、その医師から遠い方の構造体の部分をいうと理解されるべきである。
【0015】
以下の議論は、本開示の原理に従う、本開示のループ付き縫合糸の実施形態の説明、ならびにこのループ付き縫合糸を形成する例示的な対応する方法およびこのループ付き縫合糸を使用する例示的な対応する方法の説明を包含する。
【0016】
本明細書中に記載されるループ付き縫合糸は、縫合糸の意図される用途のために適切な物理特性を有する、任意の滅菌可能な生体適合性材料から形成され得る。本明細書中に記載される縫合糸は、天然材料、合成材料、分解性材料、および/または非分解性材料、ならびにこれらの組み合わせから形成された、モノフィラメント縫合糸またはマルチフィラメント縫合糸であり得る。これらの縫合糸は、生体適合性ポリマー(例えば、ホモポリマーまたはコポリマー(ランダムコポリマー、ブロックコポリマー、もしくはグラフトコポリマーが挙げられる))から形成され得る。生体適合性ポリマーは、線状ポリマー、分岐ポリマー、またはデンドリマーであり得る。
【0017】
縫合糸を形成するために利用され得る代表的な分解性ポリマーとしては、多糖類(例えば、アルギネート、デキストラン、キチン、キトサン、ヒアルロン酸、セルロース、コラーゲン、ゼラチン、フカン、グリコサミノグリカン、およびその化学誘導体(化学基(例えば、アルキル、アルキレン、アミン、スルフェートが挙げられる)の置換および/または付加、ヒドロキシル化、カルボキシル化、酸化、ならびに当業者によって慣用的になされる他の修飾));ガット;シルク;リネン;綿;タンパク質(例えば、アルブミン、カゼイン、ゼイン、シルク、およびダイズタンパク質);ラクトンモノマー(例えば、グリコリド、ラクチド、カプロラクトン、ε−カプロラクトン、バレロラクトン、およびδ−バレロラクトン)から調製されたポリヒドロキシ酸、カーボネート(例えば、トリメチレンカーボネート、およびテトラメチレンカーボネートなど)、ジオキサノン(例えば、1,4−ジオキサノンおよびp−ジオキサノン)、ならびに1,ジオキセパノン(例えば、1,4−ジオキセパン−2−オンおよび1,5−ジオキセパン−2−オン);ポリ(ヒドロキシアルカノエート)(例えば、ポリヒドロキシブチレート、ポリヒドロキシバレレート、ポリ(3−ヒドロキシブチレート−co−3−ヒドロキシバレレート)、ポリヒドロキシオクタノエート、およびポリヒドロキシヘキサノエート);シュウ酸ポリアルキレン;ポリオキサエステル;ポリ酸無水物;ポリエステル無水物;ポリオルトエステル;ならびにこれらのコポリマー、ブロックコポリマー、ホモポリマー、ブレンド、および組み合わせが挙げられる。
【0018】
縫合糸を形成するために利用され得る適切な非分解性材料としては、ポリオレフィン(例えば、ポリエチレン(超高分子量ポリエチレンが挙げられる)およびポリプロピレン(アタクチック、アイソタクチック、シンジオタクチック、およびこれらのブレンドが挙げられる));ポリエチレングリコール;ポリエチレンオキシド;ポリイソブチレンとエチレン−αオレフィンとのコポリマー;フッ素化ポリオレフィン(例えば、ポリフルオロエチレン、ポリフルオロプロピレン、フルオロPEG、およびポリテトラフルオロエチレン);ポリアミド(例えば、ナイロン、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン11、ナイロン12、およびポリカプロラクタム);ポリアミン;ポリイミン;ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、およびポリブチレンテレフタレート);ポリエーテル;ポリブタエステルなどのポリエーテル−エステル;ポリテトラメチレンエーテルグリコール;1,4−ブタンジオール;ポリウレタン;アクリルポリマー;メタクリル;ハロゲン化ビニルポリマー(例えば、ポリ塩化ビニル);ポリビニルアルコール;ポリビニルエーテル(例えば、ポリビニルメチルエーテル);ポリハロゲン化ビニリデン(例えば、ポリフッ化ビニリデンおよびポリ塩化ビニリデン);ポリクロロフルオロエチレン;ポリアクリロニトリル;ポリアリールエーテルケトン;ポリビニルケトン;ポリビニル芳香族(例えば、ポリスチレン);ポリビニルエステル(例えば、ポリ酢酸ビニル);エチレン−メタクリル酸メチルコポリマー;アクリロニトリル−スチレンコポリマー;ABS樹脂;エチレン−酢酸ビニルコポリマー;アルキド樹脂;ポリカーボネート;ポリオキシメチレン;ポリホスファジン;ポリイミド;エポキシ樹脂;アラミド;レーヨン;レーヨン−トリアセテート;スパンデックス;シリコーン;炭素繊維;ならびにこれらのコポリマーおよび組み合わせが挙げられる。
【0019】
縫合糸は、当業者の知識の範囲内である任意の技術(例えば、押出し、成形、キャスティング、および/または紡糸など)を使用して形成され得る。ループ付き縫合糸はまた、縫合糸に輪縄、鞍帯、または結び目を結ぶことによって、形成され得る。ループ付き縫合糸はまた、レーザーまたは超音波溶接の使用によって、あるいは分解性または永続性の膠または接着剤の使用によって、作製され得る。いくつかの実施形態において、これらの縫合糸は、1本より多くのフィラメントから作製された糸を含み得、この糸は、同じ材料または異なる材料の複数のフィラメントを含み得る。縫合糸が複数のフィラメントから作製される場合、この縫合糸は、任意の公知の技術(例えば、編組、製織または編成など)を使用して作製され得る。縫合糸はまた、縫合糸形成プロセスの一部として、延伸、配向、アニーリング、カレンダリング、捲縮、撚糸、混繊、または空気でのもつれを行われて、糸を形成し得る。
【0020】
円形の断面形状を有するように示されるが、縫合糸の断面形状は、任意の適切な形状(例えば、丸みを帯びた形状、楕円形、正方形、平坦、八角形、および矩形)であり得る。
【0021】
ここで図面を参照すると、図1Aおよび図1Bは、本開示のループ付き縫合糸を図示する。ループ付き縫合糸10は、近位端11aおよび遠位端11bを有する細長本体11を備える。細長本体11の近位端11aは、1つ以上の縫合針(図示せず)に取り付けられ得る。細長本体11の遠位端11bは、第二のセクション14に重なってループ12を形成する、第一のセクション13を備える。第一および第二のセクション13、14の隣接する表面は、接合セグメントまたは接合部15を形成する。この実施形態に図示されるように、ループ12は、遠位開口部16を規定する、実質的に涙滴の形状を形成する。ループ12はまた、任意のサイズに形成され得る。例えば、ある実施形態において、ループ12は、ループ付き縫合糸10の近位端11aを受容するようなサイズにされる。
【0022】
ループ付き縫合糸10の細長本体11の第一および第二のセクション13、14は、一緒に溶接されて、接合セグメント15を形成し得る。エネルギーが、細長本体11の第一および第二のセクション13、14に局所的に加えられて、セクション13と14とを一緒に融合させ、接合セグメント15を形成する。接合セグメント15を形成するために、種々の型のエネルギー(RF、超音波、レーザー、電気アーク放電、および熱が挙げられる)が、第一および第二のセクション13、14に加えられ得る。あるいは、細長本体11の第一および第二のセクション13、14は、膠、エポキシまたは他の接着剤を使用して、接合され得る。なお他の実施形態において、細長本体11の第一および第二のセクション13、14は、以下により詳細に記載されるように、フィラー材料の付着まで、単に互いに接して、または接触して、配置され得る。
【0023】
第一のセクション13の近位端13aは、角度を付けてテーパ状表面17を形成し得る。テーパ状表面17は、ループ付き縫合糸10の細長本体11の近位端11aに向かって下向きに角度を付ける。テーパ状表面17は、第二のセクション14の長手方向軸「X」に対して、ゼロ度(0°)から90度(90°)の角度「α」を形成し得る。テーパ状表面17は、組織内へまたは組織を通してのループ12の挿入を容易にする。テーパ状表面17は、第一および第二のセクション13、14の接合前、接合中、または接合後に形成され得る。テーパ状表面17は、組織を通しての挿入を容易にするため、ならびにループ付き縫合糸10が組織を通して引かれる際に第一および第二のセクション13、14に加わる剪断応力を低下させるために、細長本体11の第二のセクション14との滑らかな移行部を形成する。
【0024】
実質的に平坦なテーパを有するように示されるが、テーパ状表面17は、多数の構成を有し得る。例えば、テーパ状表面17は、面取りされ得るか、横方向および長手軸方向に凹状のテーパを含み得るか、横方向および長手軸方向に凸状のテーパを含み得るか、またはこれらの任意の組み合わせを含み得る。テーパ状表面17は、縫合される組織、および/またはループ12が組織に受け入れられることが望まれる深さに依存して、選択され得る。
【0025】
ループ12を形成するプロセスの一例が、Nicholas Maiorinoらによって、米国特許出願公開第2010/0071833号に記載されており、その全内容は、本明細書中に参考として援用される。手短に言えば、この方法は、基部、縫合糸保持部材、縫合糸引っ張り部材、溶接アセンブリ、および切断アセンブリを備えるシステムを利用することを包含する。このシステムにおいて、細長本体11の近位端11aは、クランプにしっかりとロックされ、細長本体11の第二のセクション14は、基部のチャネル内に配置され、そして細長本体11は、ピンの周りに巻かれ、その後、第一のセクション13が、第二のセクション14の上または隣接位置に配置される。次いで、細長本体11の遠位端11bは、テンションシリンダーに受け取られる。一旦、第一および第二のセクション13、14が互いに隣接して配置されると、溶接アセンブリが縫合糸保持部材に近接させられて、第一および第二のセクション13、14の間の接触部分を融解し、接合セグメント15を作製する。この溶接アセンブリは、図3Aおよび図3Bを参照しながら以下に詳細に記載されるような、超音波溶接アセンブリであり得る。第一および第二のセクション13、14が融合して接合セグメント15を作製した後に、この溶接アセンブリは、縫合糸保持部材から離れるように動かされ得、そして切断アセンブリと置き換えまたは交換されて、第一のセクション13の近位端13aのテーパ状の切断を完了し得る。
【0026】
ループ付き縫合糸を形成する他の方法は、当業者の知識の範囲内である(例えば、Nicholas Maiorinoらによって米国特許出願公開第2010/0101707号および同第2010/0276062号に記載されるプロセスであり、これらの全内容は、本明細書中に参考として援用される)。
【0027】
補強材料またはフィラー材料18が、接合セグメント15の周りで、第一および第二のセクション13、14に付着させられる。フィラー材料18は、第一および第二のセクション13、14の間に作製された継ぎ目19に付着させられて、接合セグメント15の強度を増大させる。フィラー材料18は、生体適合性ポリマー材料またはその複合材料であり、この材料は、ループ付き縫合糸10が製造される材料と同じであっても異なっていてもよい。フィラー材料18は、接合セグメント15の強度を増大させることによって接合セグメント15を補強し、この補強は、接合セグメント15の厚さを増加させることに関連し得る。ある実施形態において、フィラー材料18は、熱可塑性ポリマーであり得、この熱可塑性ポリマーは、柔らかい状態および/または融解状態まで加熱され得、引き続いて冷却されて、フィラー材料18を固相に戻し得る。
【0028】
フィラー材料18は、当業者に公知である技術(例えば、浸漬、ワイピング、噴霧など)を利用して、接合セグメント15に付着させられ得る。例えば、フィラー材料18は、図2Aに図示されるように、フィラー材料18の溶液または融解物を、アプリケータ20の先端21から接合セグメント15に向けて噴霧することによって、付着させられ得る。フィラー材料18は、この縫合糸の第一および第二のセクション13、14の間に強い界面を提供し得、そして第一および第二のセクション13、14の間の空隙の充填を改善し得る。他の実施形態において、フィラー材料18は、図2Bに図示されるように、第一および第二のセクション13、14の間の継ぎ目19に嵌るように押出しまたは成形された、固体ポリマーであり得る。フィラー材料18は、接着剤、エポキシ、または膠を使用して、この継ぎ目に付着させられ得る。逆に、フィラー材料18は、本明細書中に記載される種々のエネルギー形態(熱、超音波およびレーザーが挙げられるが、これらに限定されない)を利用して、この継ぎ目に付着させられ得る。
【0029】
ある実施形態において、フィラー材料18は、細長本体11の第一および第二のセクション13、14を局所的に融解するために充分な温度で提供されて、固体構造物を作製し得る(図1B)。フィラー材料18が第一および第二のセクション13、14を形成する材料と同じである実施形態において、均質な接合セグメント15が製造される。他の実施形態において、フィラー材料18は、細長本体11の第一および第二のセクション13、14に溶接されて、固体の接合セグメント15を提供する。このような実施形態において、溶接は、上で議論されたように、RF、超音波、レーザー、電気アーク放電、および熱エネルギーによって達成され得る。
【0030】
図3Aおよび図3Bを参照すると、超音波溶接プロセスは、フィラー材料18が接合セグメント15に付着させられた後に実施される。溶接アセンブリ30は、超音波デバイス32から延びるダイ34を超音波で振動させるための、発電機(図示せず)に作動可能に接続された超音波デバイス32を備える。ダイ34は、実質的に平坦な縫合糸接触部分36を規定する。代替の実施形態において、ダイ34は、細長本体11の第一のセクション13を受け入れるように構成された縫合糸接触部分(図示せず)を備える、チャネル(図示せず)を備え得る。ダイ34のチャネルおよび縫合糸接触部分は、基部40内に規定されたチャネル38および縫合糸接触部分39と実質的に同じであり得る。縫合糸接触表面39は、実質的に平坦な表面を規定し得るか、またはその代わりに、細長本体11の輪郭に対応する表面を形成し得る。従って、縫合糸接触部分39は、凸状、凹状または面取りされたプロフィールを有する細長本体11に対応するように、凹状、凸状または面取りされた表面を有し得る。1つの実施形態において、溶接アセンブリ30は、溶接アセンブリ30のダイ34を基部40に近づけたり遠ざけたりするための、プレスアセンブリ(図示せず)に作動可能に設置される。あるいは、溶接アセンブリ30は、基部40に対して固定されて設置され得、そして基部40が、上昇および下降させられて、基部40をダイ34に近づけたり遠ざけたりし得る。第一および第二のセクション13、14に加えられる下向きの圧力(図3Bにおいて矢印により示される)およびダイ34の超音波振動は、第一のセクション13、第二のセクション14、およびフィラー材料18の、互いに接触している部分を局所的に加熱し、そしていくつかの例において、融解させ始め、これによって、フィラー材料18で補強された接合セグメント15を形成する。
【0031】
ここで図4Aおよび図4Bを参照すると、本開示の別の実施形態に従うループ付き縫合糸110が提供される。縫合糸110は、近位端111aおよび遠位端111bを有する細長本体111を備える。細長本体111の近位端111aは、1つ以上の縫合針(図示せず)に取り付けられ得る。細長本体111の遠位端111bは、第一のセクション113および第二のセクション114を備え、これらのセクションは、捻られるか、編組されるか、または他の方法で撚り合わせられて、接合セグメント115を形成してループ112を規定する。第一および第二のセクション113、114は、指定された回転数で、制御されたピッチまたは可変のピッチで捻られ得る。
【0032】
フィラー材料118は、捻られた接合セグメント115に、第一と第二のセクション113、114の間に形成された湾曲した継ぎ目119に沿って付着させられ得、そして必要に応じて、その後溶接され得る。ある実施形態において、接合セグメント115の第一および第二のセクション113、114は、フィラー材料118を使用せずに超音波溶接され得る。第一および第二のセクション113、114の捻りは、第一および第二のセクション13、14が互いに実質的に平行に整列している場合(図1A〜図3B)の、縫合糸の軸に沿って一定に引かれることによる剪断によりこの縫合糸が壊れるために必要とされる力の方向を、縫合糸の軸の周りの螺旋状経路(図4A〜図4B)に変化させる。
【0033】
ある実施形態において、少なくとも1種の生物活性剤が、本明細書中に記載される縫合糸10の少なくとも一部分に合わせられ得るか、または付けられ得る。例えば、生物活性剤は、縫合糸を形成するために使用されるポリマーと合わせられ得、そして/または生物活性剤は、縫合糸の表面の少なくとも一部分を覆う連続的もしくは不連続なコーティングとして、付けられ得る。生物活性剤は、当業者の知識の範囲内である任意の方法(例えば、噴霧、浸漬、ブラッシング、ローリング、ワイピング、塗装、および押出しなどが挙げられる)を利用して、縫合糸に付けられ得る。少なくとも1種の剤は、この縫合糸によって自由に放出され得るか、またはこの縫合糸の表面に化学的に結合させられ得る。
【0034】
生物活性剤としては、治癒プロセスを促進するために有利であり、そして治癒プロセスを促進する傾向がある、物質が挙げられる。例えば、ループ付き縫合糸は、縫合部位に堆積する生物活性剤を与えられ得る。生物活性剤は、その抗菌特性、創傷治癒および/または組織成長を促進する能力、あるいは血栓症などの特定の適応症に関して、選択され得る。ある実施形態において、このような剤の組み合わせが、本開示の医療デバイスに、縫合糸の形成前、形成中、または形成後に付けられ得る。
【0035】
適切な生物活性剤としては、例えば、生物致死剤、抗菌剤、抗生物質、抗増殖剤、医薬(medicant)、増殖因子、成長因子、凝固防止剤、凝固剤、鎮痛薬、麻酔薬、抗炎症剤、創傷修復剤など、化学療法剤、生物学的剤、タンパク質治療剤、モノクローナル抗体、ポリクローナル抗体、DNA、RNA、ペプチド、多糖類、レクチン、脂質、生菌剤、診断剤、脈管形成剤、抗脈管形成薬、ポリマー薬物、およびこれらの組み合わせが挙げられる。
【0036】
上記生物活性剤は、説明の目的で提供されたが、本開示はそのように限定されないことが理解されるべきである。特に、特定の生物活性剤が上で具体的に記載されたが、本開示は、このような剤のアナログ、誘導体、および結合体を含むと理解されるべきである。
【0037】
縫合糸は、外科手術分野において縫合糸をより見えやすくする目的で、染色され得る。医療デバイスに組み込むために適した任意の色素が、使用され得る。このような色素としては、カーボンブラック、骨炭、FD&C Blue #1、FD&C Blue #2、FD&C Blue #3、FD&C Blue #6、D&C Green #6、D&C Violet #2、メチレンブルー、インドシアニングリーン、他の有色色素、およびこれらの組み合わせが挙げられるが、これらに限定されない。可視化剤(例えば、蛍光化合物(例えば、フルオレセインまたはエオシン)、X線造影剤(例えば、ヨウ素化化合物)、超音波造影剤、およびMRI造影剤(例えば、ガドリニウム含有化合物))もまた使用され得ることが、想定される。
【0038】
使用において、本明細書中に記載されるループ付き縫合糸は、その近位端に針(図示せず)を備え得る。この針は、組織の第一および第二のフラップに挿入され、通される。このループ付き縫合糸は、第一の重なりセクションの近位端が組織に接触するまで、この組織を通して引かれ得る。一旦、この縫合糸のループの一部分が組織に入ったら、この縫合糸の近位端は、ループに挿入され得る。次いで、この縫合糸の近位端が張るように引かれ得、これによって、第一および第二の組織フラップが互いに向かって近接する。次いで、この縫合糸の近位端が結ばれ得るか、または他の方法でこのループに固定され得る。1つの実施形態において、結び目が近位端に形成されて、この近位端がこのループから抜けることを防ぎ得る。別の実施形態において、この縫合糸の近位端は、このループに直接結ばれ得る。
【0039】
当業者は、本明細書中に具体的に記載され、そして添付の図面に図示されるデバイスおよび方法が、非限定的な例示的実施形態であることを理解する。1つの例示的実施形態に関連して図示または記載される要素および特徴は、本開示の範囲から逸脱することなく別の例示的実施形態の要素および特徴と組み合わせられ得ることが、想定される。さらに、当業者は、上記実施形態に基づいて、開示されるデバイスおよび方法のさらなる特徴および利点を理解する。従って、本明細書中に開示される本発明のさらなる改変および均等物は、慣用的にすぎない実験を使用して当業者に想到し得、そしてこのような全ての改変および均等物は、添付の特許請求の範囲により規定されるような本開示の範囲および趣旨の範囲内であると考えられる。
【符号の説明】
【0040】
10 ループ付き縫合糸
11 細長本体
11a 近位端
11b 遠位端
12 ループ
13 第一のセクション
14 第二のセクション
15 接合セグメントまたは接合部
16 遠位開口部
17 テーパ状表面
18 フィラー材料
19 継ぎ目
【特許請求の範囲】
【請求項1】
ループを形成している第一および第二の重なりセクションを有する遠位端を備える細長本体;ならびに
該細長本体の該第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、
を備える、縫合糸。
【請求項2】
前記フィラー材料が、前記第一および第二の重なりセクションを補強する、請求項1に記載の縫合糸。
【請求項3】
前記細長本体と前記フィラー材料とが同じポリマー材料を含有する、請求項1に記載の縫合糸。
【請求項4】
前記細長本体と前記フィラー材料とが異なるポリマー材料を含有する、請求項1に記載の縫合糸。
【請求項5】
前記フィラー材料が熱可塑性ポリマーを含有する、請求項1に記載の縫合糸。
【請求項6】
前記第一および第二の重なりセクションが、その近位端にテーパをさらに備える、請求項1に記載の縫合糸。
【請求項7】
前記第一および第二の重なりセクションが、互いに実質的に平行である、請求項1に記載の縫合糸。
【請求項8】
前記第一および第二の重なりセクションが、撚り合わせられている、請求項1に記載の縫合糸。
【請求項9】
生物活性剤をさらに含有する、請求項1に記載の縫合糸。
【請求項10】
補強ループ付き縫合糸を形成する方法であって、
ループを規定している第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程;ならびに
フィラー材料を、該第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程
を包含する、方法。
【請求項11】
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目に向けて噴霧する工程をさらに包含する、請求項10に記載の方法。
【請求項12】
前記フィラー材料を付着させる工程が、予め成形されたフィラーを、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目内に付着させる工程をさらに包含する、請求項10に記載の方法。
【請求項13】
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供して、補強された接合セグメントを作製する工程をさらに包含する、請求項10に記載の方法。
【請求項14】
前記フィラー材料を付着させる工程が、前記第一および第二の重なりセクションと同じ材料を含有するフィラー材料を付着させて、均質な接合セグメントを形成する工程をさらに包含する、請求項13に記載の方法。
【請求項15】
前記フィラー材料を、前記第一および第二の重なりセクションに溶接して、補強された接合セグメントを作製する工程をさらに包含する、請求項10に記載の方法。
【請求項16】
前記溶接する工程が、RF、超音波、レーザー、電気アーク放電、および熱エネルギーのうちの1つを前記ループ付き縫合糸に加えることによって達成される、請求項15に記載の方法。
【請求項1】
ループを形成している第一および第二の重なりセクションを有する遠位端を備える細長本体;ならびに
該細長本体の該第一および第二の重なりセクションの間に規定された継ぎ目の少なくとも一部分内に配置されたフィラー材料、
を備える、縫合糸。
【請求項2】
前記フィラー材料が、前記第一および第二の重なりセクションを補強する、請求項1に記載の縫合糸。
【請求項3】
前記細長本体と前記フィラー材料とが同じポリマー材料を含有する、請求項1に記載の縫合糸。
【請求項4】
前記細長本体と前記フィラー材料とが異なるポリマー材料を含有する、請求項1に記載の縫合糸。
【請求項5】
前記フィラー材料が熱可塑性ポリマーを含有する、請求項1に記載の縫合糸。
【請求項6】
前記第一および第二の重なりセクションが、その近位端にテーパをさらに備える、請求項1に記載の縫合糸。
【請求項7】
前記第一および第二の重なりセクションが、互いに実質的に平行である、請求項1に記載の縫合糸。
【請求項8】
前記第一および第二の重なりセクションが、撚り合わせられている、請求項1に記載の縫合糸。
【請求項9】
生物活性剤をさらに含有する、請求項1に記載の縫合糸。
【請求項10】
補強ループ付き縫合糸を形成する方法であって、
ループを規定している第一および第二の重なりセクションを有する遠位端を備える細長本体を備える縫合糸を提供する工程;ならびに
フィラー材料を、該第一および第二の重なりセクションの間に規定された継ぎ目に付着させる工程
を包含する、方法。
【請求項11】
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目に向けて噴霧する工程をさらに包含する、請求項10に記載の方法。
【請求項12】
前記フィラー材料を付着させる工程が、予め成形されたフィラーを、前記細長本体の前記第一および第二の重なりセクションの前記継ぎ目内に付着させる工程をさらに包含する、請求項10に記載の方法。
【請求項13】
前記フィラー材料を付着させる工程が、該フィラー材料を、前記細長本体の前記第一および第二の重なりセクションを局所的に融解させるために充分な温度で提供して、補強された接合セグメントを作製する工程をさらに包含する、請求項10に記載の方法。
【請求項14】
前記フィラー材料を付着させる工程が、前記第一および第二の重なりセクションと同じ材料を含有するフィラー材料を付着させて、均質な接合セグメントを形成する工程をさらに包含する、請求項13に記載の方法。
【請求項15】
前記フィラー材料を、前記第一および第二の重なりセクションに溶接して、補強された接合セグメントを作製する工程をさらに包含する、請求項10に記載の方法。
【請求項16】
前記溶接する工程が、RF、超音波、レーザー、電気アーク放電、および熱エネルギーのうちの1つを前記ループ付き縫合糸に加えることによって達成される、請求項15に記載の方法。
【図1A】


【図1B】
【図2A】
【図2B】
【図3】
【図4A】
【図4B】
【図1B】
【図2A】
【図2B】
【図3】
【図4A】
【図4B】
【公開番号】特開2012−200604(P2012−200604A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2012−65363(P2012−65363)
【出願日】平成24年3月22日(2012.3.22)
【出願人】(501289751)タイコ ヘルスケア グループ リミテッド パートナーシップ (320)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【出願人】(501289751)タイコ ヘルスケア グループ リミテッド パートナーシップ (320)
【Fターム(参考)】
[ Back to top ]