
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、自動ガスタングステンアーク溶接(gas tungsten arc welding: GTAW)装置を使用して、中位乃至厚い壁の炭素鋼管や継手の如き工作物間で傾斜型開放ルート接合(bevel type open root joints)を突き合わせ溶接する方法に関係している。
【背景技術】
【0002】
現在行なわれている実質的に全ての製品または流通している溶接は、認証されている専門会社,政府または工業会,そして協会,貿易協会,そして試験認証グループによって設定されている種々の標準及びコードに従って実行されている。このような「コード(code)」溶接は、溶接現場または製造場所で実行された検査手続きを介して試験され、そして厳しく監視されている。
【0003】
管状導管の如き工作物の前処理されている端の突き合わせ溶接の処理手順は、大部分が標準化されていて、多数のコード仕様書に従っている。ガスタングステンアーク溶接又はGTAWは、管,フランジ,そして継手の如き工作物の前処理されている端領域の突き合わせ溶接において広範囲に渡り使用されており、そして工業規格は、他の溶接パラメータとともに、種々の厚さの工作物に伴い使用される端前処理の型式を指摘している。
【0004】
GTAW装置においては、溶接が行なわれている間に溶接領域に適切な遮蔽ガスが供給され、ガスイオン化から所望の溶接効果を得るとともに、溶融溶接金属が固体化するまでに溶融溶接金属に不利に影響する酸素や他の活性ガスや汚染から溶接溜まりを保護する。タングステン(非消費性)電極が、公知の方法で電極端を介し工作物中へと、または工作物から電気エネルギを搬送することにより、電極と工作物の母材(base metal)との間に溶接アークを設定し維持する為に使用されている。ガス遮蔽は、ガスの流れを通常は電極近傍または電極を取り巻いている遮蔽ガスカップまたは他の導管を介して溶接領域に向かわせることにより溶接溜まり領域の全体が適切な保護ガス雰囲気により覆われることで、溶接処理手順を通じて溶接領域に対し提供される。使用される代表的な遮断ガスは不活性であるアルゴンやヘリウムの単独または二酸化炭素,窒素,そして水素の如き幾分かは反応するガスとの種々の混合を含む。アルゴンの如き不活性ガスと混合された水素はまた、水素によって生じる問題(例えば、溶接の孔含有または炭素鋼の水素脆化)とは無関係の時、そして所定のアーク電流の為に得ることが出来る増大した溶接溶け込み(penetration)が望まれる時、のような幾つかの適用において使用される。代表的なアルゴン/水素混合は、薄壁ステンレス鋼GTAWの為に使用される95%アルゴンと5%水素である。95%アルゴンと5%水素との混合(「95/5」)はGTAWの為の標準化された遮蔽ガスとして容器包装により入手可能である。
【0005】
一般的に、アルゴン−水素混合は、ステンレス鋼,ニッケル銅,そしてニッケルを基礎とした合金におけるGTAWに限られていて、そして溶接領域における水素脆化の為に、少なくとも米国内においては、炭素鋼溶接の為に推奨されていない。他方では、遮断ガス中の水素の存在または他の資源からの溶接領域中の水素から溶接中に導入された残存水素を除去する為に、炭素鋼溶接を加熱処理手順にさらすことが知られている。この溶接からの水素の除去は、溶接を加熱された状態に維持する為に必要な時間の長さのお蔭で経費が高く時間を費やす処理手順であり、そして加熱処理手順から生じる金属学的な問題によりしばしば望ましくない。コード溶接方法に従えば、遮蔽ガス中の水素の存在により創出された溶接中の孔は、水素脆化効果と同様に、厳しく避けなければならない。
【0006】
GTAW処理手順は、種々の直径を有しているとともに母材と両立することが出来てコード標準に合致している金属組成を有しているワイヤ形状をしていて溶融領域に供給された溶加材料(filler material)の使用を通常は含んでいる。
【0007】
現在の所、工作物の形状寸法,含まれている冶金(metallurgy),使用された端前処理,実行される特別な溶接パス(例えば、ルート(root)または溶加材(filler)),遮断ガス,溶加材金属(filler metal),そして溶接の方向付け(weld orientation)の如き他の変化するものを考慮して、特定の突き合わせ接合の為に特に記載されたコンピュータプログラムに従ってGTAW処理手順を実際に自動化する自動GTAW装置は、入手可能である。このプログラムは、形成される個々の溶接パスの為に、電圧,電流,送り量,供給された溶加材,遮断ガスの流れ,そして電極の振動を代表的には規制し、これによって、溶接処理手順に対する手動入力なしで全ての仕様に合致している繰り返し可能なコードを確実にしている。しかしながら、適切に機能する自動GTAW装置の為には、突き合わせ溶接の端は均一に前処理される必要があり、その結果として、そのプログラムは、1つの溶接手順から次の溶接手順へと予想出来ないパラメータが導入されることなく、一貫した溶接手順を実行するよう設定されることが出来る。現存する全工業は、自動GTAW装置及び殆どのGTAW処理手順の為に使用することが出来る「固定の(canned)」又は「即納(off-the-shelf)」プログラムを生産し市場に出している。
【0008】
自動GTAW装置の高度に開発されている状態にも係わらず、しかしながら、ここに記載されている発明が創出される以前には解決されるべき1つの手強い問題が存在していた。管及び継手工業は、75°の全開先溶接接合角度の為に、突き合わせ溶接される個々の端上に37,5°の傾斜を使用している標準化されている傾斜端前処理を設定している。この型式の端前処理は、添付されている図面の図1中に図示されているが、殆どのガス及びアーク溶接処理手順で良く働くが、中位乃至厚い壁の管や継手、特に炭素鋼、における自動GTAW適用において特に問題を提出する。
【0009】
このような工作物上におけるGTAW処理手順の為の工業仕様書は、溶接のルート領域中における良好なルートパス溶接溶け込みを確実にする為に試みられている「J−処理(prep)」形態を要求し、ルートパス溶接の貧弱な溶接補強の結果となる溶接溜まりの「ひけ(suck back)」を生じることなく適切な溶接玉縁を確保し、そして溶接に対する全熱入力が母材の冶金(metallurgy)と一致可能である。
【0010】
幾つかの場合には、突き合わせ端は相互に接触されている間に(閉鎖ルート)溶接されるが、もしも溶接収縮が溶接部または母材中に応力又は歪みを引き起こすのであれば、J−処理(prep)の軸方向に突出しているランド(land)の間に適当な空間または隙間が開いたままに残される。中位乃至厚い壁の管の為の典型的に規定されているJ−処理(prep)が、例えば、添付の図面中の図3中に示されている。
【0011】
従って、突き合わせ溶接される標準傾斜端を再構成(reconfigure)する必要性を除去し、そして自動GTAW装置の有用性を強調するように、工作物上の標準傾斜端前準備の間の中位乃至厚い突き合わせまでを自動GTAW装置を使用してどのように溶接するかについて問題が提出されている。
【0012】
典型的なGTAWプログラム,遮断ガス,そして溶加材を使用して、略2インチ(5センチメートル)よりも大きな直径を有している中位乃至厚い申し分のない壁の厚さ(即ち、0.38インチ又は10mmを越える)のステンレス鋼又は炭素鋼管に対し媒質間で37.5°の傾斜した端接合を伴い自動GTAW装置を使用しようとする試みは、種々の理由、特に開放ルートが収縮応力を避ける為に使用された時で溶接溜りが固まった時のルート領域中の溶接金属の貧弱な溶け込み又は「ひけ(suck back)」のお蔭で、管の内側に適切な溶接玉縁補強を得ることに失敗した場合、の為に受け入れ可能なルートパス溶接を創出することが出来ないことが分かっている。もちろん、このような工作物においてルートを完全に閉じることは代表的には溶接収縮応力の問題が生じるので、少なくともより大きな直径の管におけるこのような問題を避ける為に開放ルート溶接が現実には要求されている。
【0013】
金属、特に合金、の溶接においては、溶接を達成する為に最小の全溶接熱(「ジュール(Joules)」で表現されている)を使用して良好な溶接溶け込み及び母材金属と溶加材金属(filler metal)の融合(fusion)を達成することが常に望まれている。また、ルートパス溶接の内側又は裏側が母材表面に盛り上がり(positive)または凸(convex)形状を示していて、良好な溶接「補強盛り(reinforcement)」を提供することがコード溶接の通常の要求である。ひけ(suck back),貧弱な溶け込み,及び他の溶接欠陥がルート領域中の溶接補強盛りに悪影響を与える。自動GTAW装置は、J−処理(prep)された端を使用して、良好な溶け込み及び補強盛りを伴った満足の行く再現性のあるコードルート溶接パスを達成する為に良好に働くが、上述した理由の為に中位乃至厚い工作物上の傾斜処理(prep)された端とともに使用することは出来なかった。この問題に対する解決が従って必要であった。
【発明の概要】
【0014】
この発明は、本質的に直線状の傾斜した媒質上で厚い壁の工作物に対しガスタングステンアーク溶接処理手順(GTAW)を使用して突き合わせ溶接を実行し、特に工作物の開放ルート形態上に(即ち、傾斜した端の間に隙間を伴って)コードの受け入れ可能なルートパス溶接を行なう、のが目的である。
【0015】
この発明は、このような溶接を実行する方法であって、これによりGTAWルートパス溶接が水素とアルゴンの如き不活性遮断ガスとの混合を使用して実行されるとともに、次に生じる溶加材溶接がアルゴンのみの如き水素とは無関係の遮蔽ガスを使用して実行されている。アルゴン/水素の95/5混合は、95/5のいずれの側、例えば99/1から90/10アルゴン/水素の範囲内の混合、にも許容度を有することが出来る混合中において幾つかの変更があるものの、その処理手順中で最も効率良く働くことが分かっている。溶接領域中に含まれるかもしれないいかなる水素も、アルゴンの如き不活性ガスの保護の下で、後に続く溶加材溶接パスまたはこれの複数のパスにより駆逐されることは理論化されている。従って、水素を含まない遮蔽ガスを使用したルートパス上のそれに続く溶接パスまたはこれの複数の溶接パスと組み合わされた遮蔽ガス中の比較的低い水素含有の維持は、ルートパス溶接の間の遮蔽ガス中の水素の効果の利点を得ながら他に生じるかもしれないいかなる水素脆化問題を避ける。
【0016】
この処理手順は、例えば直径が4インチ(10.16cm)の炭素鋼ボイラー管の為の0.000乃至0.010インチ(0.000乃至0.254mm)の範囲内で、傾斜ルート領域における最小の端ランド厚さ(この「ランド(land)」は単に、溶接対象物が環状または溶接される物体の横断厚さ方向に対して平行である時に、半径方向において測定された傾斜の先端における金属の厚さである)によって最も効率よく作用する。より大きな厚さの端ランドは、十分な溶け込みの為に要求される全ジュール熱入力が合金構成要素又は母材あるいは溶加ワイヤの他の金属の性質に対し有害であったり損害を与えたりしなければ、許容されることが出来る。
【0017】
発明の処理手順に従えば、工作物の端間の隙間が、自動GTAW装置,溶加ワイヤ,そして95/5遮蔽ガスを使用したルートパス溶接の品質に有害な効果を伴うことなく、溶接接合における収縮応力を避ける為に設けられている。ルート隙間は、特にこのシステムによるルートパスの溶接の後に突き合わせ溶接された部分の間の収縮応力を避ける為に要求されている以上であってはならない。また、この隙間は、溶加ワイヤによる隙間の貫通を避ける為にGTAWシステムとともに使用された溶加ワイヤの直径を越えてはならない。
【0018】
この発明の処理手順のより十分で詳細な記載は、添付の図面とともに以下に続く。
【図面の簡単な説明】
【0019】
添付の図面を参照すると:
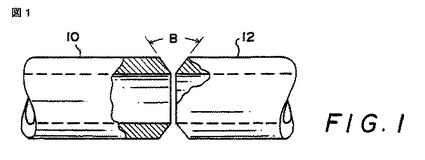
【図1】図1は、この発明に従った溶接処理手順を実行する為に用意された、傾斜された端接合前準備及び開放ルート隙間を有している突き合わせ溶接される1対の管状工作物を概略的に図示しており;
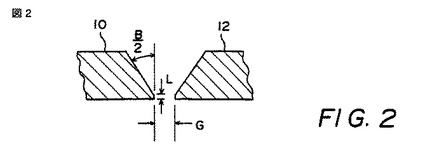
【図2】図2は、図1中に図示されている管状工作物の間の傾斜された接合領域の拡大図であり;
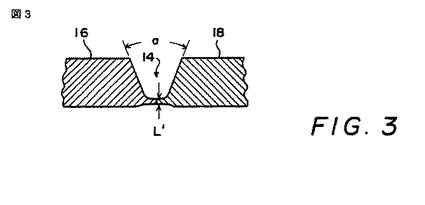
【図3】図3は、自動GTAW装置による突き合わせ溶接の為に従来使用されていた「J−型式」接合前準備を示しており;そして、
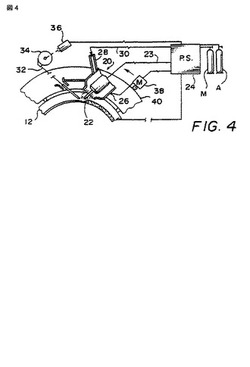
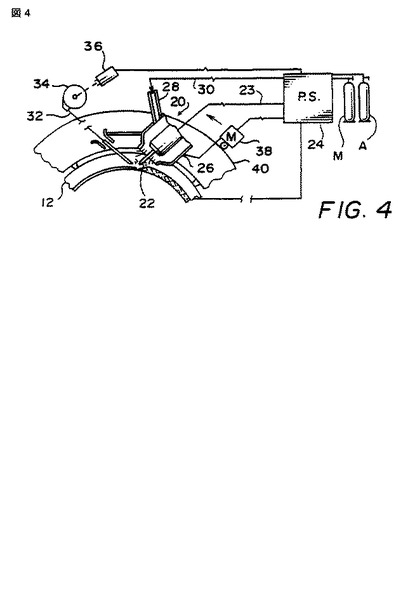
【図4】図4は、溶加ワイヤ及びアルゴン−水素遮蔽ガス混合とアルゴンガス単独との両者が供給された軌道自動GTAW装置を使用して実行されるこの発明に従った溶接処理手順を概略的に示している。
【発明を実施するための形態】
【0020】
この発明に従えば、相互に突き合わせ溶接されるべき金属工作物10,12は、溶接される工作物の端が全開先傾斜角Bを創出するよう傾斜されていて、工作物10,12の個々の端部はB/2の角度に傾斜されている。工作物10,12は管状金属部材として図示されていて、しかしこの発明に横たわっている原理は板状工作物とともにも同様に使用されることが出来、この場合には工作物10,12の突き合わせ領域は工作物の間に適切な全傾斜角Bを有するよう前準備される。
【0021】
この発明に従えば、工作物10,12の端部は工作物のルート先端の間に、好ましくは、溶接処理手順中に含まれている溶接形態及び工作物金属の為の自動GTAW溶接機からの適切な熱入力(アンペア数)を使用した工作物間の良好な品質の溶接溶け込みを確実にする為に最小の厚さの、均一な隙間Gを提供するよう寸法が決められているランド厚さL(図2)を残すよう傾斜されている。代表的には、溶接操作の間に母材金属合金上への有害な熱影響を最小にするよう自動GTAW装置の為に設定している最小に要求されているアンペア数を使用して、接合のルート領域中における工作物の間で第1又はルートパス溶接を実行可能とするような最小のランド厚さが望まれている。
【0022】
工作物接合が準備された後は、工作物10,12は次に極めて接近されて、工作物の間に少なくともルートパス溶接の完了による固体化された溶接金属の好ましくない熱圧縮応力を防止するよう形作られているルート隙間G(図2)を残す。また、溶加ワイヤの直径よりも大きな隙間Gは、溶接中に開いた隙間を溶加ワイヤが突き抜けてしまうことを防止するよう、避けられる。隙間Gの寸法は、従って、母材金属及び溶加ワイヤの冶金(metallurgy),工作物の壁の厚さ,そして溶接中における工作物の先端間の収縮可能性の考慮に従っている。
【0023】
この発明に従った溶接処理手順は、溶加ワイヤ及び遮蔽ガスが供給された、従来の自動ガスタングステンアーク溶接装置、即ち「GTAW」溶接機、を使用する。従来技術の処理手順に従えば、自動GTAW溶接機の使用は開かれたルート傾斜接合を溶接する為には推奨されておらず、代わりに推奨された処理手順は、自動GTAW溶接機が使用される時に図3中に図示されている如き「J」型式端前準備を使用することである。
【0024】
工作物の前準備された端部のルート領域において工作物の間で第1の溶接又は「ルート(root)」パスを形成する際に、この問題が生じる。従来の溶接慣習に従えば、自動化されたGTAW溶接機によるルート溶接パスは、均一で良好な溶接溶け込み及び補強を確実にする為に、隣接した工作物の間に図3中に図示されている如き所定のランド厚さL´を伴った「押し上げられた接合(jam up joint)または閉鎖ルートを要求することが分かっている。
【0025】
もしも、図1及び図2中に示されている如き傾斜接合が開放ルートを無くすよう接近されたならば、傾斜された工作物の端の間に溶接金属収縮によりもたらされる応力がルート領域中において特に炭素鋼工作物の間に貧弱な品質の溶接を生じさせる。これらの問題は、図3中に図示されている如く溶接接合領域の為に「J−処理(prep)」を使用することにより克服することが出来、「J−処理(prep)」は、それらの間に開先角度aを伴った傾斜表面を有している工作物16,18の間の閉塞ルート接合を提供するとともに、溶接接合領域中のいかなる変化に対しても鋭敏であるという自動溶接機の要求を満足させる微細なルート端ランド厚さ及び形態を提供する。
【0026】
しかしながら、37.5°の傾斜面で、溶接の為に既に前準備されている前もって傾斜されている端部を伴った導管及び継手部を仕上げることは、金属導管及び継手工業の或る分野においては従来からのことである。導管及び継手の端部16,18上に図3中に図示されている如きJ−処理(prep)14を提供することは従来のことではない。このようなJ−処理(prep)はこの分野において溶接に先立って通常は行なわれ、この処理手順は厳密で経費が高い。実際、大量生産状況の中で自動溶接機を使用可能とする為に、真っ直ぐに傾斜されている端部をJ−処理へと再処理することは普通ではない。
【0027】
開放ルート傾斜接合は、もしも以下の処理手順で使用されるのであれば、溶加ワイヤ及び遮蔽ガスが供給された自動化されたGTAW溶接機を使用して溶接することが出来ることが分かっていた。工作物は、図1中に図示されている如き工作物の端の間に全開先角Bを創出するよう図2中に示されている如くB/2の角度に切り欠かれた直線状に傾斜した端接合を伴い前もって準備される。傾斜は、傾斜が図2中に図示されていて上に説明された如き所望の所定の端ランドLを有するよう準備される。その目的は、接合のルート領域中において工作物の間でルートパス溶接を行なうよう自動溶接機に適切にプログラムすることを可能にする出来る限り均一で小さな端ランドを作成し、この間に、溶接領域中の母材金属及び溶加金属上に有害な冶金学的影響を与えることなく母材金属の良好な溶け込みを確実にする所定の水準に熱入力(溶接機のアンペア度設定)を維持することが出来ることである。
【0028】
工作物は次に互いに工作物の隣接したルート先端の間に隙間Gを提供するようにされ、Gの値は、溶接金属の熱収縮のお蔭による工作物端間の応力または歪みを防止するよう、そして自動溶接の間に工作物間の隙間を溶加金属ワイヤが突き抜けることを防止するよう、選択され、後者の目的が隙間Gの最大値を決定する。
【0029】
図2中示されている如き接合領域の前準備の後には、図4中に図示されている如く自動GTAW溶接装置を使用して溶接が行われる。図4中では、軌道自動GTAW溶接機20が、工作物10及び12(工作物12のみが図4中に見ることが出来る)の間の傾斜した端接合領域中で溶接処理手順を実行しているものとして概略的に図示されている。GTAW溶接機20は従来のものであり、非消費性のタンクステン電極22を含んでいる。タンクステン電極22には、工作物10,12と電極との間に溶接アークを設定し維持する為に線23を介して動力源24から電力が供給される。動力源は、従来の自動GTAW適用に従い、特定の工作物の間の個々の溶接パスの為のコンピュータ化されたプログラムに従い操作される種々の制御システムを含んでいる。
【0030】
GTAW溶接機20は、この例では動力源ユニット24の制御の下で線30を介し入口導管28を通じて遮蔽ガスを受け取るハウジング26を含んでいる。遮蔽ガスは典型的には不活性であるアルゴンであり、図4中でAにより図示されている適切な受け入れ容器中に貯蔵されることが出来る。他の遮蔽ガスも知られている原則に従いこの溶接処理手順中で使用することが出来、他のガスの供給は図4中に図示されている如く動力源24を介して直接制御されることが出来るし、あるいは動力源システムの外側で独立して制御されることが出来る。
【0031】
この発明に従えば、アルゴン及び水素の市販の混合遮蔽ガスが混合供給容器Mから動力源24を介してGTAW溶接機20へと供給され、そして動力源はまた供給源Aから単独でアルゴン遮蔽ガスの供給を制御することが出来る。
【0032】
溶加ワイヤ32は動力源24の制御の下で供給リール34から溶接領域へと自動的に供給される。動力源24は、溶接プログラムの要求に従い、供給リール34を駆動するモータ36の動作を規制する。
【0033】
この例においてGTAW溶接機20は、溶接機20の為の案内軌道としてリング40を使用し、動力源24の制御下において適切な回転駆動機構38により、溶接される接合領域の回りに軌道状に駆動される。
【0034】
この発明の重要な構成要素は、この発明に従い開放隙間ルートパス溶接を行なう時における水素を含有している遮蔽ガスの使用である。従って、溶接中に、GTAW溶接機20には、工作物10,12の間の開かれた隙間ルートパスの為に、動力源24の制御下において水素含有遮蔽ガス混合が供給され、この間には溶加ワイヤ32が溶接領域に供給されている。溶加ワイヤ32の成分は、もちろん、工作物の成分と金属学的(metallurgically)に対応しているか、または実行される溶接の為の適切な成分により構成されている。またGTAW自動溶接の為の知られている原則及び標準に従い、入口28を介して供給され遮蔽26により溶接領域へと搬送された遮蔽ガスは、溶接領域中に保護雰囲気を提供し、溶融した溶接金属が空気中の酸素又は環境大気中に含まれている他の不純物又は汚染物と反応することを防止している。
【0035】
好ましくは、95%アルゴン−5%水素ガスの混合(「95/5」)が、37.5°の傾斜端前準備,0.000乃至0.010インチ(0.000乃至0,254mm)のランド厚さ,そしてルート領域における管の端の間の0.035インチ(0.889mm)隙間Gを有している4インチ(4´´)の直径の中間厚さ壁炭素鋼ボイラ管上でアストロ アーク ポリソード(Astro Arc Polysoude)自動軌道GTAWを使用して、効率良く働くことが分かっている。95/5混合が現在は好ましいが、略99%アルゴン−1%水素乃至90%アルゴン−10%水素(「99/1乃至90/10」)の間の混合範囲を効率良く使用することが出来、しかし、多分、混合物の範囲が好適な95/5混合から離れるにつれて溶接溶け込み/補強品質の項目が減少される結果となる。同様な溶接処理手順が直径で2インチ(0.5mm)を越える中位乃至厚いステンレス鋼管上に良好な品質のルートパス溶接を創出することは信じられる。アストロ アーク ポリソード(Astro Arc Polysoude)装置は、自動電圧制御を伴った300PC TR 動力源及びMUIII溶接ヘッドを含んでいる。ルートパスは、95/5ガス混合の為の適切な電流/電圧調整により電極の振動を生じることなく形成された。
【0036】
アーク領域中の水素の存在は溶接溜まりを安定させ、そしてそれを隙間領域中の中心にし、水素含有遮蔽ガスを伴わない同様な自動GTAW溶接処理手順と比べると、溶接のルート領域中における良好な溶け込みと溶加とを提供することが観察された。この理由は完全には理解されていないが、しかし、この効果は予期されていなかった。さらに水素の使用は、溶接における水素介在のお蔭で炭素鋼の溶接時は一般的には避けられるべきである。
【0037】
ルートパス溶接が完成した後には、GTAW溶接機はモータ38により出発位置に引き戻され、そして、好ましくはルートパス溶接が依然として熱い間に、知られている自動軌道GTAW溶接処理手順に従い、アルゴンのみの如き水素を含まない遮蔽ガスを使用して、少なくとも1つの次の「溶加材(filler)」溶接パスが急速に作成される。
【0038】
炭素鋼溶接処理手順による水素含有遮蔽ガスの使用は、従来の溶接慣習においては、少なくとも米国では、「水素脆化」と呼ばれている現象により溶接中に弱みを生じさせる溶接接合中の水素取り込みを避ける為に、通常は避けられている。しかしながら、前に注意した如く、水素含有遮蔽ガス、好ましくは95%アルゴン−5%水素混合、の使用は、溶接領域における水素の利益効果の故に、傾斜されている工作物の間に開放された隙間を伴った良好な品質のルートパス溶接を創出することが分かっている。水素脆化問題の発明的な解決は、溶接中に存在しているかもしれないいかなる残存水素も無くすようルートパスを十分に加熱する為にアルゴンのみを使用してルートパス上にそれに続く溶接パスを作成することである。
【0039】
重複又は溶加材パスの為にはアルゴンが好ましいが、溶加材遮蔽ガスが水素とは無縁であることが唯一の本質である。
【0040】
図面中に含まれている図はこの発明に従った処理手順の適用を描くことを意図していたが、以下の特許請求の範囲中に規定されている発明の処理手順の権利範囲を制限することを意図していない。
【技術分野】
【0001】
この発明は、自動ガスタングステンアーク溶接(gas tungsten arc welding: GTAW)装置を使用して、中位乃至厚い壁の炭素鋼管や継手の如き工作物間で傾斜型開放ルート接合(bevel type open root joints)を突き合わせ溶接する方法に関係している。
【背景技術】
【0002】
現在行なわれている実質的に全ての製品または流通している溶接は、認証されている専門会社,政府または工業会,そして協会,貿易協会,そして試験認証グループによって設定されている種々の標準及びコードに従って実行されている。このような「コード(code)」溶接は、溶接現場または製造場所で実行された検査手続きを介して試験され、そして厳しく監視されている。
【0003】
管状導管の如き工作物の前処理されている端の突き合わせ溶接の処理手順は、大部分が標準化されていて、多数のコード仕様書に従っている。ガスタングステンアーク溶接又はGTAWは、管,フランジ,そして継手の如き工作物の前処理されている端領域の突き合わせ溶接において広範囲に渡り使用されており、そして工業規格は、他の溶接パラメータとともに、種々の厚さの工作物に伴い使用される端前処理の型式を指摘している。
【0004】
GTAW装置においては、溶接が行なわれている間に溶接領域に適切な遮蔽ガスが供給され、ガスイオン化から所望の溶接効果を得るとともに、溶融溶接金属が固体化するまでに溶融溶接金属に不利に影響する酸素や他の活性ガスや汚染から溶接溜まりを保護する。タングステン(非消費性)電極が、公知の方法で電極端を介し工作物中へと、または工作物から電気エネルギを搬送することにより、電極と工作物の母材(base metal)との間に溶接アークを設定し維持する為に使用されている。ガス遮蔽は、ガスの流れを通常は電極近傍または電極を取り巻いている遮蔽ガスカップまたは他の導管を介して溶接領域に向かわせることにより溶接溜まり領域の全体が適切な保護ガス雰囲気により覆われることで、溶接処理手順を通じて溶接領域に対し提供される。使用される代表的な遮断ガスは不活性であるアルゴンやヘリウムの単独または二酸化炭素,窒素,そして水素の如き幾分かは反応するガスとの種々の混合を含む。アルゴンの如き不活性ガスと混合された水素はまた、水素によって生じる問題(例えば、溶接の孔含有または炭素鋼の水素脆化)とは無関係の時、そして所定のアーク電流の為に得ることが出来る増大した溶接溶け込み(penetration)が望まれる時、のような幾つかの適用において使用される。代表的なアルゴン/水素混合は、薄壁ステンレス鋼GTAWの為に使用される95%アルゴンと5%水素である。95%アルゴンと5%水素との混合(「95/5」)はGTAWの為の標準化された遮蔽ガスとして容器包装により入手可能である。
【0005】
一般的に、アルゴン−水素混合は、ステンレス鋼,ニッケル銅,そしてニッケルを基礎とした合金におけるGTAWに限られていて、そして溶接領域における水素脆化の為に、少なくとも米国内においては、炭素鋼溶接の為に推奨されていない。他方では、遮断ガス中の水素の存在または他の資源からの溶接領域中の水素から溶接中に導入された残存水素を除去する為に、炭素鋼溶接を加熱処理手順にさらすことが知られている。この溶接からの水素の除去は、溶接を加熱された状態に維持する為に必要な時間の長さのお蔭で経費が高く時間を費やす処理手順であり、そして加熱処理手順から生じる金属学的な問題によりしばしば望ましくない。コード溶接方法に従えば、遮蔽ガス中の水素の存在により創出された溶接中の孔は、水素脆化効果と同様に、厳しく避けなければならない。
【0006】
GTAW処理手順は、種々の直径を有しているとともに母材と両立することが出来てコード標準に合致している金属組成を有しているワイヤ形状をしていて溶融領域に供給された溶加材料(filler material)の使用を通常は含んでいる。
【0007】
現在の所、工作物の形状寸法,含まれている冶金(metallurgy),使用された端前処理,実行される特別な溶接パス(例えば、ルート(root)または溶加材(filler)),遮断ガス,溶加材金属(filler metal),そして溶接の方向付け(weld orientation)の如き他の変化するものを考慮して、特定の突き合わせ接合の為に特に記載されたコンピュータプログラムに従ってGTAW処理手順を実際に自動化する自動GTAW装置は、入手可能である。このプログラムは、形成される個々の溶接パスの為に、電圧,電流,送り量,供給された溶加材,遮断ガスの流れ,そして電極の振動を代表的には規制し、これによって、溶接処理手順に対する手動入力なしで全ての仕様に合致している繰り返し可能なコードを確実にしている。しかしながら、適切に機能する自動GTAW装置の為には、突き合わせ溶接の端は均一に前処理される必要があり、その結果として、そのプログラムは、1つの溶接手順から次の溶接手順へと予想出来ないパラメータが導入されることなく、一貫した溶接手順を実行するよう設定されることが出来る。現存する全工業は、自動GTAW装置及び殆どのGTAW処理手順の為に使用することが出来る「固定の(canned)」又は「即納(off-the-shelf)」プログラムを生産し市場に出している。
【0008】
自動GTAW装置の高度に開発されている状態にも係わらず、しかしながら、ここに記載されている発明が創出される以前には解決されるべき1つの手強い問題が存在していた。管及び継手工業は、75°の全開先溶接接合角度の為に、突き合わせ溶接される個々の端上に37,5°の傾斜を使用している標準化されている傾斜端前処理を設定している。この型式の端前処理は、添付されている図面の図1中に図示されているが、殆どのガス及びアーク溶接処理手順で良く働くが、中位乃至厚い壁の管や継手、特に炭素鋼、における自動GTAW適用において特に問題を提出する。
【0009】
このような工作物上におけるGTAW処理手順の為の工業仕様書は、溶接のルート領域中における良好なルートパス溶接溶け込みを確実にする為に試みられている「J−処理(prep)」形態を要求し、ルートパス溶接の貧弱な溶接補強の結果となる溶接溜まりの「ひけ(suck back)」を生じることなく適切な溶接玉縁を確保し、そして溶接に対する全熱入力が母材の冶金(metallurgy)と一致可能である。
【0010】
幾つかの場合には、突き合わせ端は相互に接触されている間に(閉鎖ルート)溶接されるが、もしも溶接収縮が溶接部または母材中に応力又は歪みを引き起こすのであれば、J−処理(prep)の軸方向に突出しているランド(land)の間に適当な空間または隙間が開いたままに残される。中位乃至厚い壁の管の為の典型的に規定されているJ−処理(prep)が、例えば、添付の図面中の図3中に示されている。
【0011】
従って、突き合わせ溶接される標準傾斜端を再構成(reconfigure)する必要性を除去し、そして自動GTAW装置の有用性を強調するように、工作物上の標準傾斜端前準備の間の中位乃至厚い突き合わせまでを自動GTAW装置を使用してどのように溶接するかについて問題が提出されている。
【0012】
典型的なGTAWプログラム,遮断ガス,そして溶加材を使用して、略2インチ(5センチメートル)よりも大きな直径を有している中位乃至厚い申し分のない壁の厚さ(即ち、0.38インチ又は10mmを越える)のステンレス鋼又は炭素鋼管に対し媒質間で37.5°の傾斜した端接合を伴い自動GTAW装置を使用しようとする試みは、種々の理由、特に開放ルートが収縮応力を避ける為に使用された時で溶接溜りが固まった時のルート領域中の溶接金属の貧弱な溶け込み又は「ひけ(suck back)」のお蔭で、管の内側に適切な溶接玉縁補強を得ることに失敗した場合、の為に受け入れ可能なルートパス溶接を創出することが出来ないことが分かっている。もちろん、このような工作物においてルートを完全に閉じることは代表的には溶接収縮応力の問題が生じるので、少なくともより大きな直径の管におけるこのような問題を避ける為に開放ルート溶接が現実には要求されている。
【0013】
金属、特に合金、の溶接においては、溶接を達成する為に最小の全溶接熱(「ジュール(Joules)」で表現されている)を使用して良好な溶接溶け込み及び母材金属と溶加材金属(filler metal)の融合(fusion)を達成することが常に望まれている。また、ルートパス溶接の内側又は裏側が母材表面に盛り上がり(positive)または凸(convex)形状を示していて、良好な溶接「補強盛り(reinforcement)」を提供することがコード溶接の通常の要求である。ひけ(suck back),貧弱な溶け込み,及び他の溶接欠陥がルート領域中の溶接補強盛りに悪影響を与える。自動GTAW装置は、J−処理(prep)された端を使用して、良好な溶け込み及び補強盛りを伴った満足の行く再現性のあるコードルート溶接パスを達成する為に良好に働くが、上述した理由の為に中位乃至厚い工作物上の傾斜処理(prep)された端とともに使用することは出来なかった。この問題に対する解決が従って必要であった。
【発明の概要】
【0014】
この発明は、本質的に直線状の傾斜した媒質上で厚い壁の工作物に対しガスタングステンアーク溶接処理手順(GTAW)を使用して突き合わせ溶接を実行し、特に工作物の開放ルート形態上に(即ち、傾斜した端の間に隙間を伴って)コードの受け入れ可能なルートパス溶接を行なう、のが目的である。
【0015】
この発明は、このような溶接を実行する方法であって、これによりGTAWルートパス溶接が水素とアルゴンの如き不活性遮断ガスとの混合を使用して実行されるとともに、次に生じる溶加材溶接がアルゴンのみの如き水素とは無関係の遮蔽ガスを使用して実行されている。アルゴン/水素の95/5混合は、95/5のいずれの側、例えば99/1から90/10アルゴン/水素の範囲内の混合、にも許容度を有することが出来る混合中において幾つかの変更があるものの、その処理手順中で最も効率良く働くことが分かっている。溶接領域中に含まれるかもしれないいかなる水素も、アルゴンの如き不活性ガスの保護の下で、後に続く溶加材溶接パスまたはこれの複数のパスにより駆逐されることは理論化されている。従って、水素を含まない遮蔽ガスを使用したルートパス上のそれに続く溶接パスまたはこれの複数の溶接パスと組み合わされた遮蔽ガス中の比較的低い水素含有の維持は、ルートパス溶接の間の遮蔽ガス中の水素の効果の利点を得ながら他に生じるかもしれないいかなる水素脆化問題を避ける。
【0016】
この処理手順は、例えば直径が4インチ(10.16cm)の炭素鋼ボイラー管の為の0.000乃至0.010インチ(0.000乃至0.254mm)の範囲内で、傾斜ルート領域における最小の端ランド厚さ(この「ランド(land)」は単に、溶接対象物が環状または溶接される物体の横断厚さ方向に対して平行である時に、半径方向において測定された傾斜の先端における金属の厚さである)によって最も効率よく作用する。より大きな厚さの端ランドは、十分な溶け込みの為に要求される全ジュール熱入力が合金構成要素又は母材あるいは溶加ワイヤの他の金属の性質に対し有害であったり損害を与えたりしなければ、許容されることが出来る。
【0017】
発明の処理手順に従えば、工作物の端間の隙間が、自動GTAW装置,溶加ワイヤ,そして95/5遮蔽ガスを使用したルートパス溶接の品質に有害な効果を伴うことなく、溶接接合における収縮応力を避ける為に設けられている。ルート隙間は、特にこのシステムによるルートパスの溶接の後に突き合わせ溶接された部分の間の収縮応力を避ける為に要求されている以上であってはならない。また、この隙間は、溶加ワイヤによる隙間の貫通を避ける為にGTAWシステムとともに使用された溶加ワイヤの直径を越えてはならない。
【0018】
この発明の処理手順のより十分で詳細な記載は、添付の図面とともに以下に続く。
【図面の簡単な説明】
【0019】
添付の図面を参照すると:
【図1】図1は、この発明に従った溶接処理手順を実行する為に用意された、傾斜された端接合前準備及び開放ルート隙間を有している突き合わせ溶接される1対の管状工作物を概略的に図示しており;
【図2】図2は、図1中に図示されている管状工作物の間の傾斜された接合領域の拡大図であり;
【図3】図3は、自動GTAW装置による突き合わせ溶接の為に従来使用されていた「J−型式」接合前準備を示しており;そして、
【図4】図4は、溶加ワイヤ及びアルゴン−水素遮蔽ガス混合とアルゴンガス単独との両者が供給された軌道自動GTAW装置を使用して実行されるこの発明に従った溶接処理手順を概略的に示している。
【発明を実施するための形態】
【0020】
この発明に従えば、相互に突き合わせ溶接されるべき金属工作物10,12は、溶接される工作物の端が全開先傾斜角Bを創出するよう傾斜されていて、工作物10,12の個々の端部はB/2の角度に傾斜されている。工作物10,12は管状金属部材として図示されていて、しかしこの発明に横たわっている原理は板状工作物とともにも同様に使用されることが出来、この場合には工作物10,12の突き合わせ領域は工作物の間に適切な全傾斜角Bを有するよう前準備される。
【0021】
この発明に従えば、工作物10,12の端部は工作物のルート先端の間に、好ましくは、溶接処理手順中に含まれている溶接形態及び工作物金属の為の自動GTAW溶接機からの適切な熱入力(アンペア数)を使用した工作物間の良好な品質の溶接溶け込みを確実にする為に最小の厚さの、均一な隙間Gを提供するよう寸法が決められているランド厚さL(図2)を残すよう傾斜されている。代表的には、溶接操作の間に母材金属合金上への有害な熱影響を最小にするよう自動GTAW装置の為に設定している最小に要求されているアンペア数を使用して、接合のルート領域中における工作物の間で第1又はルートパス溶接を実行可能とするような最小のランド厚さが望まれている。
【0022】
工作物接合が準備された後は、工作物10,12は次に極めて接近されて、工作物の間に少なくともルートパス溶接の完了による固体化された溶接金属の好ましくない熱圧縮応力を防止するよう形作られているルート隙間G(図2)を残す。また、溶加ワイヤの直径よりも大きな隙間Gは、溶接中に開いた隙間を溶加ワイヤが突き抜けてしまうことを防止するよう、避けられる。隙間Gの寸法は、従って、母材金属及び溶加ワイヤの冶金(metallurgy),工作物の壁の厚さ,そして溶接中における工作物の先端間の収縮可能性の考慮に従っている。
【0023】
この発明に従った溶接処理手順は、溶加ワイヤ及び遮蔽ガスが供給された、従来の自動ガスタングステンアーク溶接装置、即ち「GTAW」溶接機、を使用する。従来技術の処理手順に従えば、自動GTAW溶接機の使用は開かれたルート傾斜接合を溶接する為には推奨されておらず、代わりに推奨された処理手順は、自動GTAW溶接機が使用される時に図3中に図示されている如き「J」型式端前準備を使用することである。
【0024】
工作物の前準備された端部のルート領域において工作物の間で第1の溶接又は「ルート(root)」パスを形成する際に、この問題が生じる。従来の溶接慣習に従えば、自動化されたGTAW溶接機によるルート溶接パスは、均一で良好な溶接溶け込み及び補強を確実にする為に、隣接した工作物の間に図3中に図示されている如き所定のランド厚さL´を伴った「押し上げられた接合(jam up joint)または閉鎖ルートを要求することが分かっている。
【0025】
もしも、図1及び図2中に示されている如き傾斜接合が開放ルートを無くすよう接近されたならば、傾斜された工作物の端の間に溶接金属収縮によりもたらされる応力がルート領域中において特に炭素鋼工作物の間に貧弱な品質の溶接を生じさせる。これらの問題は、図3中に図示されている如く溶接接合領域の為に「J−処理(prep)」を使用することにより克服することが出来、「J−処理(prep)」は、それらの間に開先角度aを伴った傾斜表面を有している工作物16,18の間の閉塞ルート接合を提供するとともに、溶接接合領域中のいかなる変化に対しても鋭敏であるという自動溶接機の要求を満足させる微細なルート端ランド厚さ及び形態を提供する。
【0026】
しかしながら、37.5°の傾斜面で、溶接の為に既に前準備されている前もって傾斜されている端部を伴った導管及び継手部を仕上げることは、金属導管及び継手工業の或る分野においては従来からのことである。導管及び継手の端部16,18上に図3中に図示されている如きJ−処理(prep)14を提供することは従来のことではない。このようなJ−処理(prep)はこの分野において溶接に先立って通常は行なわれ、この処理手順は厳密で経費が高い。実際、大量生産状況の中で自動溶接機を使用可能とする為に、真っ直ぐに傾斜されている端部をJ−処理へと再処理することは普通ではない。
【0027】
開放ルート傾斜接合は、もしも以下の処理手順で使用されるのであれば、溶加ワイヤ及び遮蔽ガスが供給された自動化されたGTAW溶接機を使用して溶接することが出来ることが分かっていた。工作物は、図1中に図示されている如き工作物の端の間に全開先角Bを創出するよう図2中に示されている如くB/2の角度に切り欠かれた直線状に傾斜した端接合を伴い前もって準備される。傾斜は、傾斜が図2中に図示されていて上に説明された如き所望の所定の端ランドLを有するよう準備される。その目的は、接合のルート領域中において工作物の間でルートパス溶接を行なうよう自動溶接機に適切にプログラムすることを可能にする出来る限り均一で小さな端ランドを作成し、この間に、溶接領域中の母材金属及び溶加金属上に有害な冶金学的影響を与えることなく母材金属の良好な溶け込みを確実にする所定の水準に熱入力(溶接機のアンペア度設定)を維持することが出来ることである。
【0028】
工作物は次に互いに工作物の隣接したルート先端の間に隙間Gを提供するようにされ、Gの値は、溶接金属の熱収縮のお蔭による工作物端間の応力または歪みを防止するよう、そして自動溶接の間に工作物間の隙間を溶加金属ワイヤが突き抜けることを防止するよう、選択され、後者の目的が隙間Gの最大値を決定する。
【0029】
図2中示されている如き接合領域の前準備の後には、図4中に図示されている如く自動GTAW溶接装置を使用して溶接が行われる。図4中では、軌道自動GTAW溶接機20が、工作物10及び12(工作物12のみが図4中に見ることが出来る)の間の傾斜した端接合領域中で溶接処理手順を実行しているものとして概略的に図示されている。GTAW溶接機20は従来のものであり、非消費性のタンクステン電極22を含んでいる。タンクステン電極22には、工作物10,12と電極との間に溶接アークを設定し維持する為に線23を介して動力源24から電力が供給される。動力源は、従来の自動GTAW適用に従い、特定の工作物の間の個々の溶接パスの為のコンピュータ化されたプログラムに従い操作される種々の制御システムを含んでいる。
【0030】
GTAW溶接機20は、この例では動力源ユニット24の制御の下で線30を介し入口導管28を通じて遮蔽ガスを受け取るハウジング26を含んでいる。遮蔽ガスは典型的には不活性であるアルゴンであり、図4中でAにより図示されている適切な受け入れ容器中に貯蔵されることが出来る。他の遮蔽ガスも知られている原則に従いこの溶接処理手順中で使用することが出来、他のガスの供給は図4中に図示されている如く動力源24を介して直接制御されることが出来るし、あるいは動力源システムの外側で独立して制御されることが出来る。
【0031】
この発明に従えば、アルゴン及び水素の市販の混合遮蔽ガスが混合供給容器Mから動力源24を介してGTAW溶接機20へと供給され、そして動力源はまた供給源Aから単独でアルゴン遮蔽ガスの供給を制御することが出来る。
【0032】
溶加ワイヤ32は動力源24の制御の下で供給リール34から溶接領域へと自動的に供給される。動力源24は、溶接プログラムの要求に従い、供給リール34を駆動するモータ36の動作を規制する。
【0033】
この例においてGTAW溶接機20は、溶接機20の為の案内軌道としてリング40を使用し、動力源24の制御下において適切な回転駆動機構38により、溶接される接合領域の回りに軌道状に駆動される。
【0034】
この発明の重要な構成要素は、この発明に従い開放隙間ルートパス溶接を行なう時における水素を含有している遮蔽ガスの使用である。従って、溶接中に、GTAW溶接機20には、工作物10,12の間の開かれた隙間ルートパスの為に、動力源24の制御下において水素含有遮蔽ガス混合が供給され、この間には溶加ワイヤ32が溶接領域に供給されている。溶加ワイヤ32の成分は、もちろん、工作物の成分と金属学的(metallurgically)に対応しているか、または実行される溶接の為の適切な成分により構成されている。またGTAW自動溶接の為の知られている原則及び標準に従い、入口28を介して供給され遮蔽26により溶接領域へと搬送された遮蔽ガスは、溶接領域中に保護雰囲気を提供し、溶融した溶接金属が空気中の酸素又は環境大気中に含まれている他の不純物又は汚染物と反応することを防止している。
【0035】
好ましくは、95%アルゴン−5%水素ガスの混合(「95/5」)が、37.5°の傾斜端前準備,0.000乃至0.010インチ(0.000乃至0,254mm)のランド厚さ,そしてルート領域における管の端の間の0.035インチ(0.889mm)隙間Gを有している4インチ(4´´)の直径の中間厚さ壁炭素鋼ボイラ管上でアストロ アーク ポリソード(Astro Arc Polysoude)自動軌道GTAWを使用して、効率良く働くことが分かっている。95/5混合が現在は好ましいが、略99%アルゴン−1%水素乃至90%アルゴン−10%水素(「99/1乃至90/10」)の間の混合範囲を効率良く使用することが出来、しかし、多分、混合物の範囲が好適な95/5混合から離れるにつれて溶接溶け込み/補強品質の項目が減少される結果となる。同様な溶接処理手順が直径で2インチ(0.5mm)を越える中位乃至厚いステンレス鋼管上に良好な品質のルートパス溶接を創出することは信じられる。アストロ アーク ポリソード(Astro Arc Polysoude)装置は、自動電圧制御を伴った300PC TR 動力源及びMUIII溶接ヘッドを含んでいる。ルートパスは、95/5ガス混合の為の適切な電流/電圧調整により電極の振動を生じることなく形成された。
【0036】
アーク領域中の水素の存在は溶接溜まりを安定させ、そしてそれを隙間領域中の中心にし、水素含有遮蔽ガスを伴わない同様な自動GTAW溶接処理手順と比べると、溶接のルート領域中における良好な溶け込みと溶加とを提供することが観察された。この理由は完全には理解されていないが、しかし、この効果は予期されていなかった。さらに水素の使用は、溶接における水素介在のお蔭で炭素鋼の溶接時は一般的には避けられるべきである。
【0037】
ルートパス溶接が完成した後には、GTAW溶接機はモータ38により出発位置に引き戻され、そして、好ましくはルートパス溶接が依然として熱い間に、知られている自動軌道GTAW溶接処理手順に従い、アルゴンのみの如き水素を含まない遮蔽ガスを使用して、少なくとも1つの次の「溶加材(filler)」溶接パスが急速に作成される。
【0038】
炭素鋼溶接処理手順による水素含有遮蔽ガスの使用は、従来の溶接慣習においては、少なくとも米国では、「水素脆化」と呼ばれている現象により溶接中に弱みを生じさせる溶接接合中の水素取り込みを避ける為に、通常は避けられている。しかしながら、前に注意した如く、水素含有遮蔽ガス、好ましくは95%アルゴン−5%水素混合、の使用は、溶接領域における水素の利益効果の故に、傾斜されている工作物の間に開放された隙間を伴った良好な品質のルートパス溶接を創出することが分かっている。水素脆化問題の発明的な解決は、溶接中に存在しているかもしれないいかなる残存水素も無くすようルートパスを十分に加熱する為にアルゴンのみを使用してルートパス上にそれに続く溶接パスを作成することである。
【0039】
重複又は溶加材パスの為にはアルゴンが好ましいが、溶加材遮蔽ガスが水素とは無縁であることが唯一の本質である。
【0040】
図面中に含まれている図はこの発明に従った処理手順の適用を描くことを意図していたが、以下の特許請求の範囲中に規定されている発明の処理手順の権利範囲を制限することを意図していない。
【特許請求の範囲】
【請求項1】
溶加ワイヤを使用している自動GTAW溶接機を使用して傾斜接合前準備を有している金属工作物を突き合わせ溶接する処理手順は:
それらのルート先端で最小のランド厚さを有している傾斜接合領域を伴っている、面取りされた工作物を前準備し;
溶接収縮のお蔭による工作物の間の有害な圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有している開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;
1乃至10%の水素及び釣り合わされた不活性ガスを含んでいる遮蔽ガス及び溶加ワイヤが供給されている自動GTAW溶接機を使用したルートパス溶接で、隣接している工作物の開かれているルート領域を融接し;そして次に、
水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機を使用して、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる、
ことを備えている。
【請求項2】
請求項1に従っている処理手順においては、個々の工作物の傾斜接合領域が37.5°で傾斜されていて、接合端の端ランド厚さは略0.000乃至0.010インチ(0.000乃至0.254mm)の範囲内であり、隙間寸法は略0.035インチ(0.889mm)であり、そして工作物は中位乃至厚い壁厚さの炭素鋼管である。
【請求項3】
請求項1に従っている処理手順においては、不活性ガスはアルゴンである。
【請求項4】
請求項1に従っている処理手順においては、遮蔽ガスは95%アルゴン及び5%水素である。
【請求項5】
請求項1に従っている処理手順においては、工作物は管状であり、ルートパス溶接及び重複溶接は、溶加ワイヤ及び遮蔽ガスが供給された軌道自動GTAW溶接機を使用して行なわれる。
【請求項6】
請求項1に従っている処理手順においては、ルートパスに続く重複溶接はアルゴン遮蔽ガスを使用して行なわれる。
【請求項7】
請求項1に従っている処理手順においては、溶接される金属工作物は炭素鋼である。
【請求項8】
請求項7に従っている処理手順においては、金属工作物は管状導管及びこれら導管の為の継手である。
【請求項9】
請求項8に従っている処理手順においては、溶接パスの為に軌道自動GTAW溶接機を使用することを含む。
【請求項1】
溶加ワイヤを使用している自動GTAW溶接機を使用して傾斜接合前準備を有している金属工作物を突き合わせ溶接する処理手順は:
それらのルート先端で最小のランド厚さを有している傾斜接合領域を伴っている、面取りされた工作物を前準備し;
溶接収縮のお蔭による工作物の間の有害な圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有している開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;
1乃至10%の水素及び釣り合わされた不活性ガスを含んでいる遮蔽ガス及び溶加ワイヤが供給されている自動GTAW溶接機を使用したルートパス溶接で、隣接している工作物の開かれているルート領域を融接し;そして次に、
水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機を使用して、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる、
ことを備えている。
【請求項2】
請求項1に従っている処理手順においては、個々の工作物の傾斜接合領域が37.5°で傾斜されていて、接合端の端ランド厚さは略0.000乃至0.010インチ(0.000乃至0.254mm)の範囲内であり、隙間寸法は略0.035インチ(0.889mm)であり、そして工作物は中位乃至厚い壁厚さの炭素鋼管である。
【請求項3】
請求項1に従っている処理手順においては、不活性ガスはアルゴンである。
【請求項4】
請求項1に従っている処理手順においては、遮蔽ガスは95%アルゴン及び5%水素である。
【請求項5】
請求項1に従っている処理手順においては、工作物は管状であり、ルートパス溶接及び重複溶接は、溶加ワイヤ及び遮蔽ガスが供給された軌道自動GTAW溶接機を使用して行なわれる。
【請求項6】
請求項1に従っている処理手順においては、ルートパスに続く重複溶接はアルゴン遮蔽ガスを使用して行なわれる。
【請求項7】
請求項1に従っている処理手順においては、溶接される金属工作物は炭素鋼である。
【請求項8】
請求項7に従っている処理手順においては、金属工作物は管状導管及びこれら導管の為の継手である。
【請求項9】
請求項8に従っている処理手順においては、溶接パスの為に軌道自動GTAW溶接機を使用することを含む。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−67872(P2011−67872A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−243751(P2010−243751)
【出願日】平成22年10月29日(2010.10.29)
【分割の表示】特願平10−509868の分割
【原出願日】平成9年8月12日(1997.8.12)
【出願人】(399020784)ティーアールアイ・トゥール・インコーポレーテッド (7)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2010−243751(P2010−243751)
【出願日】平成22年10月29日(2010.10.29)
【分割の表示】特願平10−509868の分割
【原出願日】平成9年8月12日(1997.8.12)
【出願人】(399020784)ティーアールアイ・トゥール・インコーポレーテッド (7)
【Fターム(参考)】
[ Back to top ]