
溶接ガス及びプラズマ溶接方法

【課題】本発明は、板厚が3mm以下のフェライト系ステンレス鋼を非キーホール溶接した場合において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制可能で、かつ溶接ビードの裏波を良好な形状にすることの可能な溶接ガス及びプラズマ溶接方法を提供することを課題とする。
【解決手段】プラズマ溶接トーチ10を用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガス22(パイロットガス23及びシールドガス24により構成されたガス)であって、タングステン電極11とインサートチップ12との間隙に流すパイロットガス23が、流速2.1m/sec以下の不活性ガスであり、シールドガス24が、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスである。
【解決手段】プラズマ溶接トーチ10を用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガス22(パイロットガス23及びシールドガス24により構成されたガス)であって、タングステン電極11とインサートチップ12との間隙に流すパイロットガス23が、流速2.1m/sec以下の不活性ガスであり、シールドガス24が、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フェライト系ステンレス鋼に対して、プラズマを用いた非キーホール溶接を行なう際に使用する溶接ガス及びプラズマ溶接方法に関する。
【背景技術】
【0002】
プラズマ溶接は、ティグ溶接に比べ熱集中性が優れているため、溶接ビードの幅を狭く,高速に溶接することができ、しかも歪を少なくすることができる。
プラズマ溶接の中の1つの方法として、エネルギー密度の高いアークを利用した片面裏波溶接であるキーホール溶接がある。
【0003】
キーホール溶接では、プラズマ流が溶融金属を押しのけ母材を貫通し、キーホールを形成する。このキーホールは、溶接が進行するに連れ、溶融金属はその壁面を伝わり後方に移動させ、溶融池を形成し溶接ビードとなる。
このため、I型開先の突合せのワンパス片面溶接が可能な板厚は、一般的に、軟鋼板においては6mm以下、ステンレス鋼板においては約8mm以下とされている。
【0004】
また、プラズマ溶接は、ティグ溶接と同様に電極にタングステンを用いるが、タングステン電極がインサートチップ内に位置するため、酸化性ガスに触れることが無く、スパッタが発生せず、電極消耗が少なく、かつ長時間高品質の溶接が可能であるので,ランニングコストを安価にすることができる。
【0005】
キーホール溶接は、主に圧力容器・配管継手の製作や排気系部品の溶接施工において広く使われている。このキーホール溶接では、例えば、特許文献1に記載されたような二重シールドノズルトーチ(以下、単に「プラズマ溶接トーチ」という)が用いられる。
該プラズマ溶接トーチは、タングステン電極、タングステン電極の外周を囲むように配置されたインサートチップ、及びインサートチップの外周を囲むように配置されたシールドキャップ等により構成されている。
【0006】
上記プラズマ溶接トーチに供給される溶接ガスは、タングステン電極とインサートチップとの間隙に流すパイロットガスと、インサートチップとシールドキャップとの間隙に流すシールドガスとにより構成される。
パイロットガスは、プラズマを発生させるタングステン電極を保護するためのガスであると共に、被溶接物を溶融させる。一方、シールドガスは、溶融池及び母材の酸化を防止するためのガスである。
また、オーステナイト系ステンレス鋼に対してキーホール溶接を行なった場合、オーステナイト系ステンレス鋼にはNiが含有されており、溶融池が粘性を有するため、溶融池自体が落下することなく、溶接を行なうことができる。
【0007】
一方、フェライト系ステンレス鋼に対してキーホール溶接を行なった場合、フェライト系ステンレス鋼にはNiが含有されていない。そのため、フェライト系ステンレス鋼の溶融池は、オーステナイト系ステンレス鋼の溶融池よりも粘度が低くなるため、溶融池自体が落下してしまう。その結果、キーホール溶接を行なうことができない。
そこで、フェライト系ステンレス鋼の溶接には、特許文献2に記載されたような非キーホール溶接を行なう。
また、特許文献2には、非キーホール溶接を行なう際、溶接ガス(パイロッドガス及びシールドガス)として、アルゴン又はアルゴンに水素を添加した混合ガスを使用することが開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−16753号公報
【特許文献2】特開平6−315771号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記非キーホール溶接では、パイロットガスが鋼材を貫通しないようにするため、パイロットガスの流量を下げて溶接を行なう。具体的には、オーステナイト系ステンレス鋼の板厚が2mmの場合、例えば、パイロットガスの流量を1.2l/minとし、該オーステナイト系ステンレス鋼と同じ厚さのフェライト系ステンレス鋼のパイロットガスの流量を0.6l/minとする。
【0010】
また、フェライト系ステンレス鋼のプラズマ溶接は、建機及び自動車の排気系部品等に使用される薄板に対して行なわれるため、パイロットガスの流量は、さらに少なくなるので、微妙な調整が必要となる。
そのため、溶接ガス(シールドガス及びパイロッドガス)にアルゴンを用いた場合、溶接ビードが蛇行したり、アンダーカットが発生したり、溶接ビードの裏波が出ない等の問題を生じてしまう。
【0011】
そこで、本発明は、フェライト系ステンレス鋼に対して非キーホール溶接を行なう際、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制可能で、かつ溶接ビードの裏波を良好な形状にすることが可能な溶接ガス及びプラズマ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を解決するため、請求項1に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、前記シールドガスが、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスであることを特徴とする溶接ガスが提供される。
【0013】
また、請求項2に係る発明によれば、前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項1記載の溶接ガスが提供される。
【0014】
また、請求項3に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、前記シールドガスが、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスであることを特徴とする溶接ガスが提供される。
【0015】
また、請求項4に係る発明によれば、前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項3記載の溶接ガスが提供される。
【0016】
また、請求項5に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法が提供される。
【0017】
また、請求項6に係る発明によれば、前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項5記載のプラズマ溶接方法が提供される。
【0018】
また、請求項7に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法が提供される。
【0019】
また、請求項8に係る発明によれば、前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項7記載のプラズマ溶接方法が提供される。
【発明の効果】
【0020】
本発明によれば、板厚が3mm以下のフェライト系ステンレス鋼を非キーホール溶接した場合において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
【図面の簡単な説明】
【0021】
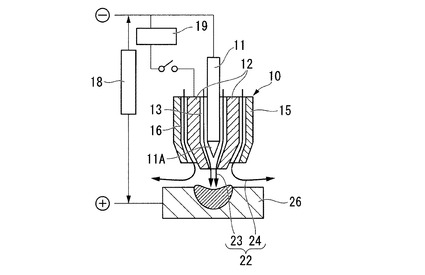
【図1】本発明の実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチの概略構成を示す断面図である。
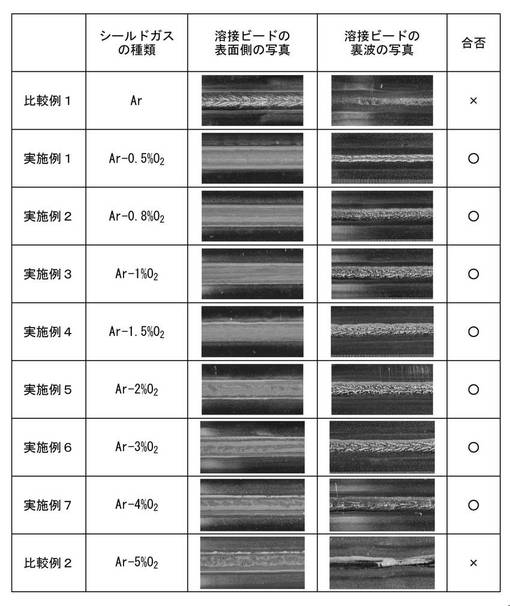
【図2】本発明の実施例に係るプラズマ溶接方法により溶接された溶接母材の写真、比較例のプラズマ溶接方法により溶接された溶接母材の写真、及びこれらの評価結果を示す図(その1)である。
【図3】本発明の実施例に係るプラズマ溶接方法により溶接された溶接母材の写真、比較例のプラズマ溶接方法により溶接された溶接母材の写真、及びこれらの評価結果を示す図(その2)である。
【発明を実施するための形態】
【0022】
以下、図面を参照して本発明を適用した実施の形態について詳細に説明する。なお、以下の説明で用いる図面は、本発明の実施形態の構成を説明するためのものであり、図示される各部の大きさや厚さや寸法等は、実際のプラズマ溶接用トーチの寸法関係とは異なる場合がある。
【0023】
(実施の形態)
図1は、本発明の実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチの概略構成を示す断面図である。
始めに、本実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチ10(言い換えれば、本実施の形態のプラズマ溶接方法が適用されるプラズマ溶接用トーチ)の構成について説明する。
【0024】
図1を参照するに、プラズマ溶接用トーチ10は、タングステン電極11と、インサートチップ12と、パイロットガス流路13と、シールドキャップ15と、シールドガス流路16とを有する。
タングステン電極11は、その先端部11Aからプラズマを発生させる電極である。タングステン電極11は、一方の端部が溶接母材26と電気的に接続された主アーク電源18、及びパイロットアーク電源19と電気的に接続されている。
インサートチップ12は、タングステン電極11の外周を囲むように配置されている。インサートチップ12は、その内部にタングステン電極11の先端部11Aを収容している。インサートチップ12は、パイロットアーク電源19と電気的に接続されている。
【0025】
パイロットガス流路13は、タングステン電極11とインサートチップ12との間に形成された間隙である。溶接母材26を非キーホール溶接する際、パイロットガス流路13には、溶接ガス22を構成するパイロットガス23が流れる。溶接母材26としては、板厚が3mm以下のフェライト系ステンレス鋼を用いる。
また、パイロットガス23としては、流速2.1m/sec以下の不活性ガスを用いる。該不活性ガスとしては、アルゴン(Ar)ガス等を用いることができる。パイロットガス23は、タングステン電極11を保護するためのガスであると共に、溶接母材26を溶融させるためのガスである。
【0026】
シールドキャップ15は、インサートチップ12の外周を囲むように配置されている。シールドガス流路16は、インサートチップ12とシールドキャップ15との間に形成された間隙である。溶接母材26を非キーホール溶接する際、シールドガス流路16には、溶接ガス22を構成するシールドガス24が流れる。
本実施の形態では、溶接ガス22は、パイロットガス23及びシールドガス24により構成されている。
【0027】
シールドガス24としては、不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素(O2)ガスを加えた混合ガスを用いることができる。このとき、パイロットガス23としては、先に説明したように、流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用いる。
【0028】
このように、板厚が3mm以下のフェライト系ステンレス鋼(溶接母材26)に対して、非キーホール溶接を行う際、パイロットガス23として、流速が2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用い、かつシールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスを用いることにより、非キーホール溶接された板厚が3mm以下のフェライト系ステンレス鋼において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる。
上記酸素ガスの濃度が0.5容量%よりも少ないと、溶接ビードの裏波の形状が不安定となってしまう。また、上記酸素ガスの濃度が4容量%よりも多いと、溶接ビードの裏波が酸化されてしまう(後述する実施例1〜7、及び比較例1,2参照)。
【0029】
なお、シールドガス24に含まれる酸素ガスの濃度を、0.8容量%以上1.5容量%以下にすることにより、溶接ビードの蛇行の発生及びアンダーカットの発生をさらに抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる(後述する実施例1〜7、及び比較例1,2参照)。
【0030】
また、シールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガス(CO2ガス)を加えた混合ガスを用いてもよい。このとき、パイロットガス23としては流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用いる。
【0031】
このように、板厚が3mm以下のフェライト系ステンレス鋼(溶接母材26)に対して、非キーホール溶接を行う際、パイロットガス23として、流速が2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用い、かつシールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガスを加えた混合ガスを用いることにより、非キーホール溶接された板厚が3mm以下のフェライト系ステンレス鋼において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
上記炭酸ガスの濃度が1容量%よりも少ないと、溶接ビードの裏波に蛇行が発生してしまう。また、上記炭酸ガスの濃度が6容量%よりも多いと、溶接ビードの裏波の形状が不安定となってしまう(後述する実施例8〜14、及び比較例3参照)。
【0032】
また、シールドガス24に含まれる炭酸ガスの濃度を、2容量%以上4.5容量%以下にすることにより、溶接ビードの蛇行の発生及びアンダーカットの発生をさらに抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる。
【0033】
本実施の形態のプラズマ溶接方法では、図1に示すプラズマ溶接用トーチ10のパイロットガス流路13に流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を流し、かつシールドガス流路16に、シールドガス24として不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素ガスを加えた混合ガス(または、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガスを加えた混合ガス)を流すことで、溶接母材26である板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行うため、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
【0034】
以上、本発明の好ましい実施の形態について詳述したが、本発明はかかる特定の実施の形態に限定されるものではなく、特許請求の範囲内に記載された本発明の要旨の範囲内において、種々の変形・変更が可能である。
【0035】
なお、本実施の形態では、パイロットガス23を構成する不活性ガス、及びシールドガス24を構成する不活性ガスとして、同じ不活性ガス(具体的には、Arガス)を用いた場合を例に挙げて説明したが、パイロットガス23を構成する不活性ガスと、シールドガス24を構成する不活性ガスとを異ならせてもよい。
【0036】
以下、本発明の効果を、実施例及び比較例を用いて具体的に説明する。なお、本発明はこれらの実施例に限定されるものではない。
【0037】
(実施例1)
実施例1として、図1に示すプラズマ溶接用トーチ10を用いて、溶接母材26であるフェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
このとき、タングステン電極11として2%酸化ランタン入りタングステン電極(φ4.8mm)を用い、タングステン電極11のセンターノズル母材間距離を3mm、プラズマ溶接用トーチ10の傾斜角度を前進角5度、タングステン電極11のセンターノズル内径を3.2mm、溶接電流を155A、溶接速度を50cm/minとした。
【0038】
また、上記非キーホール溶接時には、パイロットガス23としてArガス(不活性ガス)を0.6l(リットル)/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.5容量%のO2ガスを混合した混合ガスを20l(リットル)/minで供給した。
なお、パイロットガス23の流速は、流速=(パイロットガス23の流速)/((3.14/4)×D2)という式(Dはインサートチップ12のガス噴出部の内径)で求めた。
【0039】
上記第1実施例の溶接条件により、非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づいた溶接部の外観の合否を判定した結果を図2に示す。
なお、図2の合否の欄に示す○(合格)は、溶接ビードの表面及び裏波の形状が良好な形状(具体的には、溶接ビードに蛇行や大きな凹凸等がない形状)であることを示しており、×(不合格)は、溶接ビードに蛇行や大きな凹凸等が存在することを示している。
【0040】
図2に示す写真を参照するに、実施例1のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面は良好な形状であることが分かった。また、溶接ビードの裏波の幅はやや細いが、問題となるレベルではないことが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.5容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0041】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0042】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0043】
(実施例2)
実施例2では、シールドガス24としてArガス(不活性ガス)に0.8容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例2の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0044】
図2に示す写真を参照するに、実施例2のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.8容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0045】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0046】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0047】
(実施例3)
実施例3では、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例3の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0048】
図2に示す写真を参照するに、実施例3のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0049】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0050】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0051】
(実施例4)
実施例4では、シールドガス24としてArガス(不活性ガス)に1.5容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例4の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0052】
図2に示す写真を参照するに、実施例4のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0053】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0054】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0055】
(実施例5)
実施例5では、シールドガス24としてArガス(不活性ガス)に2容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例5の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0056】
図2に示す写真を参照するに、実施例5のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に2容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0057】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0058】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0059】
(実施例6)
実施例6では、シールドガス24としてArガス(不活性ガス)に3容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例6の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0060】
図2に示す写真を参照するに、実施例6のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。なお、溶接ビードの裏波にわずかな酸化が見られたが、問題ないレベルであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に3容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0061】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0062】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0063】
(実施例7)
実施例7では、シールドガス24としてArガス(不活性ガス)に4容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例7の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0064】
図2に示す写真を参照するに、実施例7のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。なお、溶接ビードの裏波にわずかな酸化が見られたが、問題ないレベルであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0065】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0066】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0067】
(実施例8)
実施例8では、シールドガス24としてArガス(不活性ガス)に1容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例8の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0068】
図3に示す写真を参照するに、実施例8のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波の幅がやや細いが問題ないレベルであり、溶接ビードの表面及び裏波が良好な形状であることが分かった。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0069】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0070】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0071】
(実施例9)
実施例9では、シールドガス24としてArガス(不活性ガス)に2容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例9の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0072】
図3に示す写真を参照するに、実施例9のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に2容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0073】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0074】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0075】
(実施例10)
実施例10では、シールドガス24としてArガス(不活性ガス)に3容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例10の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0076】
図3に示す写真を参照するに、実施例10のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に3容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更して非キーホール溶接した。この場合でも溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0077】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0078】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0079】
(実施例11)
実施例11では、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例11の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0080】
図3に示す写真を参照するに、実施例11のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0081】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0082】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0083】
(実施例12)
実施例12では、シールドガス24としてArガス(不活性ガス)に4.5容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例12の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0084】
図3に示す写真を参照するに、実施例12のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0085】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0086】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0087】
(実施例13)
実施例13では、シールドガス24としてArガス(不活性ガス)に5容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例13の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0088】
図3に示す写真を参照するに、実施例13のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に5容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0089】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0090】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0091】
(実施例14)
実施例14では、シールドガス24としてArガス(不活性ガス)に6容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例14の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0092】
図3に示す写真を参照するに、実施例14のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接スラグが見られたが、問題となるレベルではないことが確認できた。また、溶接ビードの表面及び裏波が良好な形状であることが分かった。さらに、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に6容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0093】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0094】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0095】
(比較例1)
比較例1では、シールドガスとしてArガス(つまり、酸素ガス及び炭酸ガスを含まないシールドガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例1の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0096】
図2に示す写真を参照するに、比較例1のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
つまり、シールドガスとしてArガスを用いて非キーホール溶接を行なった場合、良好な結果を得ることができなかった。
【0097】
(比較例2)
比較例2では、シールドガスとしてArガス(不活性ガス)に5容量%のO2ガスを混合した混合ガス(実施例1〜7で説明したシールドガスよりも酸素ガス濃度の高いガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例2の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
図2に示す写真を参照するに、比較例2のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
つまり、シールドガスとしてArガス(不活性ガス)に5容量%のO2ガスを混合した混合ガスを用いて非キーホール溶接を行なった場合、良好な結果を得ることができなかった。
【0098】
(比較例3)
比較例3では、シールドガスとしてArガス(不活性ガス)に7容量%のCO2ガスを混合した混合ガス(実施例8〜14で説明したシールドガスよりも炭酸ガス濃度の高いガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例3の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
図3に示す写真を参照するに、比較例3のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
【0099】
<実施例1〜14、及び比較例1〜3の評価結果のまとめ>
上記実施例1〜7及び比較例1,2の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.5容量%以上4容量%以下のO2ガス(酸素ガス)を加えた混合ガスを用いることで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0100】
また、実施例1〜6の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.8容量%以上1.5容量%以下の酸素ガス(O2ガス)を加えた混合ガスを用いることがより好ましいことが確認できた。
【0101】
また、上記実施例8〜14及び比較例1,3の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に1容量%以上6容量%以下のCO2ガス(炭酸ガス)を加えた混合ガスを用いることで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0102】
さらに、実施例8〜14の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.8容量%以上1.5容量%以下のO2ガス(酸素ガス)を加えた混合ガスを用いることがより好ましいことが確認できた。
【産業上の利用可能性】
【0103】
本発明は、フェライト系ステンレス鋼に対して、プラズマを用いた非キーホール溶接を行なう際に使用する溶接ガス及びプラズマ溶接方法に適用可能である。
【符号の説明】
【0104】
10…プラズマ溶接用トーチ、11…タングステン電極、11A…先端部、12…インサートチップ、13…パイロットガス流路、15…シールドキャップ、16…シールドガス流路、18…主アーク電源、19…パイロットアーク電源、22…溶接ガス、23…パイロットガス、24…シールドガス、26…溶接母材
【技術分野】
【0001】
本発明は、フェライト系ステンレス鋼に対して、プラズマを用いた非キーホール溶接を行なう際に使用する溶接ガス及びプラズマ溶接方法に関する。
【背景技術】
【0002】
プラズマ溶接は、ティグ溶接に比べ熱集中性が優れているため、溶接ビードの幅を狭く,高速に溶接することができ、しかも歪を少なくすることができる。
プラズマ溶接の中の1つの方法として、エネルギー密度の高いアークを利用した片面裏波溶接であるキーホール溶接がある。
【0003】
キーホール溶接では、プラズマ流が溶融金属を押しのけ母材を貫通し、キーホールを形成する。このキーホールは、溶接が進行するに連れ、溶融金属はその壁面を伝わり後方に移動させ、溶融池を形成し溶接ビードとなる。
このため、I型開先の突合せのワンパス片面溶接が可能な板厚は、一般的に、軟鋼板においては6mm以下、ステンレス鋼板においては約8mm以下とされている。
【0004】
また、プラズマ溶接は、ティグ溶接と同様に電極にタングステンを用いるが、タングステン電極がインサートチップ内に位置するため、酸化性ガスに触れることが無く、スパッタが発生せず、電極消耗が少なく、かつ長時間高品質の溶接が可能であるので,ランニングコストを安価にすることができる。
【0005】
キーホール溶接は、主に圧力容器・配管継手の製作や排気系部品の溶接施工において広く使われている。このキーホール溶接では、例えば、特許文献1に記載されたような二重シールドノズルトーチ(以下、単に「プラズマ溶接トーチ」という)が用いられる。
該プラズマ溶接トーチは、タングステン電極、タングステン電極の外周を囲むように配置されたインサートチップ、及びインサートチップの外周を囲むように配置されたシールドキャップ等により構成されている。
【0006】
上記プラズマ溶接トーチに供給される溶接ガスは、タングステン電極とインサートチップとの間隙に流すパイロットガスと、インサートチップとシールドキャップとの間隙に流すシールドガスとにより構成される。
パイロットガスは、プラズマを発生させるタングステン電極を保護するためのガスであると共に、被溶接物を溶融させる。一方、シールドガスは、溶融池及び母材の酸化を防止するためのガスである。
また、オーステナイト系ステンレス鋼に対してキーホール溶接を行なった場合、オーステナイト系ステンレス鋼にはNiが含有されており、溶融池が粘性を有するため、溶融池自体が落下することなく、溶接を行なうことができる。
【0007】
一方、フェライト系ステンレス鋼に対してキーホール溶接を行なった場合、フェライト系ステンレス鋼にはNiが含有されていない。そのため、フェライト系ステンレス鋼の溶融池は、オーステナイト系ステンレス鋼の溶融池よりも粘度が低くなるため、溶融池自体が落下してしまう。その結果、キーホール溶接を行なうことができない。
そこで、フェライト系ステンレス鋼の溶接には、特許文献2に記載されたような非キーホール溶接を行なう。
また、特許文献2には、非キーホール溶接を行なう際、溶接ガス(パイロッドガス及びシールドガス)として、アルゴン又はアルゴンに水素を添加した混合ガスを使用することが開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−16753号公報
【特許文献2】特開平6−315771号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記非キーホール溶接では、パイロットガスが鋼材を貫通しないようにするため、パイロットガスの流量を下げて溶接を行なう。具体的には、オーステナイト系ステンレス鋼の板厚が2mmの場合、例えば、パイロットガスの流量を1.2l/minとし、該オーステナイト系ステンレス鋼と同じ厚さのフェライト系ステンレス鋼のパイロットガスの流量を0.6l/minとする。
【0010】
また、フェライト系ステンレス鋼のプラズマ溶接は、建機及び自動車の排気系部品等に使用される薄板に対して行なわれるため、パイロットガスの流量は、さらに少なくなるので、微妙な調整が必要となる。
そのため、溶接ガス(シールドガス及びパイロッドガス)にアルゴンを用いた場合、溶接ビードが蛇行したり、アンダーカットが発生したり、溶接ビードの裏波が出ない等の問題を生じてしまう。
【0011】
そこで、本発明は、フェライト系ステンレス鋼に対して非キーホール溶接を行なう際、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制可能で、かつ溶接ビードの裏波を良好な形状にすることが可能な溶接ガス及びプラズマ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を解決するため、請求項1に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、前記シールドガスが、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスであることを特徴とする溶接ガスが提供される。
【0013】
また、請求項2に係る発明によれば、前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項1記載の溶接ガスが提供される。
【0014】
また、請求項3に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、前記シールドガスが、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスであることを特徴とする溶接ガスが提供される。
【0015】
また、請求項4に係る発明によれば、前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項3記載の溶接ガスが提供される。
【0016】
また、請求項5に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法が提供される。
【0017】
また、請求項6に係る発明によれば、前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項5記載のプラズマ溶接方法が提供される。
【0018】
また、請求項7に係る発明によれば、タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法が提供される。
【0019】
また、請求項8に係る発明によれば、前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項7記載のプラズマ溶接方法が提供される。
【発明の効果】
【0020】
本発明によれば、板厚が3mm以下のフェライト系ステンレス鋼を非キーホール溶接した場合において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチの概略構成を示す断面図である。
【図2】本発明の実施例に係るプラズマ溶接方法により溶接された溶接母材の写真、比較例のプラズマ溶接方法により溶接された溶接母材の写真、及びこれらの評価結果を示す図(その1)である。
【図3】本発明の実施例に係るプラズマ溶接方法により溶接された溶接母材の写真、比較例のプラズマ溶接方法により溶接された溶接母材の写真、及びこれらの評価結果を示す図(その2)である。
【発明を実施するための形態】
【0022】
以下、図面を参照して本発明を適用した実施の形態について詳細に説明する。なお、以下の説明で用いる図面は、本発明の実施形態の構成を説明するためのものであり、図示される各部の大きさや厚さや寸法等は、実際のプラズマ溶接用トーチの寸法関係とは異なる場合がある。
【0023】
(実施の形態)
図1は、本発明の実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチの概略構成を示す断面図である。
始めに、本実施の形態に係る溶接ガスが適用されるプラズマ溶接用トーチ10(言い換えれば、本実施の形態のプラズマ溶接方法が適用されるプラズマ溶接用トーチ)の構成について説明する。
【0024】
図1を参照するに、プラズマ溶接用トーチ10は、タングステン電極11と、インサートチップ12と、パイロットガス流路13と、シールドキャップ15と、シールドガス流路16とを有する。
タングステン電極11は、その先端部11Aからプラズマを発生させる電極である。タングステン電極11は、一方の端部が溶接母材26と電気的に接続された主アーク電源18、及びパイロットアーク電源19と電気的に接続されている。
インサートチップ12は、タングステン電極11の外周を囲むように配置されている。インサートチップ12は、その内部にタングステン電極11の先端部11Aを収容している。インサートチップ12は、パイロットアーク電源19と電気的に接続されている。
【0025】
パイロットガス流路13は、タングステン電極11とインサートチップ12との間に形成された間隙である。溶接母材26を非キーホール溶接する際、パイロットガス流路13には、溶接ガス22を構成するパイロットガス23が流れる。溶接母材26としては、板厚が3mm以下のフェライト系ステンレス鋼を用いる。
また、パイロットガス23としては、流速2.1m/sec以下の不活性ガスを用いる。該不活性ガスとしては、アルゴン(Ar)ガス等を用いることができる。パイロットガス23は、タングステン電極11を保護するためのガスであると共に、溶接母材26を溶融させるためのガスである。
【0026】
シールドキャップ15は、インサートチップ12の外周を囲むように配置されている。シールドガス流路16は、インサートチップ12とシールドキャップ15との間に形成された間隙である。溶接母材26を非キーホール溶接する際、シールドガス流路16には、溶接ガス22を構成するシールドガス24が流れる。
本実施の形態では、溶接ガス22は、パイロットガス23及びシールドガス24により構成されている。
【0027】
シールドガス24としては、不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素(O2)ガスを加えた混合ガスを用いることができる。このとき、パイロットガス23としては、先に説明したように、流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用いる。
【0028】
このように、板厚が3mm以下のフェライト系ステンレス鋼(溶接母材26)に対して、非キーホール溶接を行う際、パイロットガス23として、流速が2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用い、かつシールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスを用いることにより、非キーホール溶接された板厚が3mm以下のフェライト系ステンレス鋼において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる。
上記酸素ガスの濃度が0.5容量%よりも少ないと、溶接ビードの裏波の形状が不安定となってしまう。また、上記酸素ガスの濃度が4容量%よりも多いと、溶接ビードの裏波が酸化されてしまう(後述する実施例1〜7、及び比較例1,2参照)。
【0029】
なお、シールドガス24に含まれる酸素ガスの濃度を、0.8容量%以上1.5容量%以下にすることにより、溶接ビードの蛇行の発生及びアンダーカットの発生をさらに抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる(後述する実施例1〜7、及び比較例1,2参照)。
【0030】
また、シールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガス(CO2ガス)を加えた混合ガスを用いてもよい。このとき、パイロットガス23としては流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用いる。
【0031】
このように、板厚が3mm以下のフェライト系ステンレス鋼(溶接母材26)に対して、非キーホール溶接を行う際、パイロットガス23として、流速が2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を用い、かつシールドガス24として、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガスを加えた混合ガスを用いることにより、非キーホール溶接された板厚が3mm以下のフェライト系ステンレス鋼において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
上記炭酸ガスの濃度が1容量%よりも少ないと、溶接ビードの裏波に蛇行が発生してしまう。また、上記炭酸ガスの濃度が6容量%よりも多いと、溶接ビードの裏波の形状が不安定となってしまう(後述する実施例8〜14、及び比較例3参照)。
【0032】
また、シールドガス24に含まれる炭酸ガスの濃度を、2容量%以上4.5容量%以下にすることにより、溶接ビードの蛇行の発生及びアンダーカットの発生をさらに抑制でき、かつ溶接ビードの裏波をさらに良好な形状にすることができる。
【0033】
本実施の形態のプラズマ溶接方法では、図1に示すプラズマ溶接用トーチ10のパイロットガス流路13に流速2.1m/sec以下の不活性ガス(例えば、アルゴン(Ar)ガス等)を流し、かつシールドガス流路16に、シールドガス24として不活性ガス(例えば、アルゴン(Ar)ガス等)に0.5容量%以上4容量%以下の酸素ガスを加えた混合ガス(または、不活性ガス(例えば、アルゴン(Ar)ガス等)に1容量%以上6容量%以下の炭酸ガスを加えた混合ガス)を流すことで、溶接母材26である板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行うため、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にすることができる。
【0034】
以上、本発明の好ましい実施の形態について詳述したが、本発明はかかる特定の実施の形態に限定されるものではなく、特許請求の範囲内に記載された本発明の要旨の範囲内において、種々の変形・変更が可能である。
【0035】
なお、本実施の形態では、パイロットガス23を構成する不活性ガス、及びシールドガス24を構成する不活性ガスとして、同じ不活性ガス(具体的には、Arガス)を用いた場合を例に挙げて説明したが、パイロットガス23を構成する不活性ガスと、シールドガス24を構成する不活性ガスとを異ならせてもよい。
【0036】
以下、本発明の効果を、実施例及び比較例を用いて具体的に説明する。なお、本発明はこれらの実施例に限定されるものではない。
【0037】
(実施例1)
実施例1として、図1に示すプラズマ溶接用トーチ10を用いて、溶接母材26であるフェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
このとき、タングステン電極11として2%酸化ランタン入りタングステン電極(φ4.8mm)を用い、タングステン電極11のセンターノズル母材間距離を3mm、プラズマ溶接用トーチ10の傾斜角度を前進角5度、タングステン電極11のセンターノズル内径を3.2mm、溶接電流を155A、溶接速度を50cm/minとした。
【0038】
また、上記非キーホール溶接時には、パイロットガス23としてArガス(不活性ガス)を0.6l(リットル)/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.5容量%のO2ガスを混合した混合ガスを20l(リットル)/minで供給した。
なお、パイロットガス23の流速は、流速=(パイロットガス23の流速)/((3.14/4)×D2)という式(Dはインサートチップ12のガス噴出部の内径)で求めた。
【0039】
上記第1実施例の溶接条件により、非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づいた溶接部の外観の合否を判定した結果を図2に示す。
なお、図2の合否の欄に示す○(合格)は、溶接ビードの表面及び裏波の形状が良好な形状(具体的には、溶接ビードに蛇行や大きな凹凸等がない形状)であることを示しており、×(不合格)は、溶接ビードに蛇行や大きな凹凸等が存在することを示している。
【0040】
図2に示す写真を参照するに、実施例1のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面は良好な形状であることが分かった。また、溶接ビードの裏波の幅はやや細いが、問題となるレベルではないことが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.5容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0041】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0042】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0043】
(実施例2)
実施例2では、シールドガス24としてArガス(不活性ガス)に0.8容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例2の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0044】
図2に示す写真を参照するに、実施例2のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に0.8容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0045】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0046】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0047】
(実施例3)
実施例3では、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例3の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0048】
図2に示す写真を参照するに、実施例3のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0049】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0050】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0051】
(実施例4)
実施例4では、シールドガス24としてArガス(不活性ガス)に1.5容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例4の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0052】
図2に示す写真を参照するに、実施例4のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0053】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0054】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0055】
(実施例5)
実施例5では、シールドガス24としてArガス(不活性ガス)に2容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例5の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0056】
図2に示す写真を参照するに、実施例5のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に2容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0057】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0058】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0059】
(実施例6)
実施例6では、シールドガス24としてArガス(不活性ガス)に3容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例6の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0060】
図2に示す写真を参照するに、実施例6のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。なお、溶接ビードの裏波にわずかな酸化が見られたが、問題ないレベルであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に3容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0061】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0062】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0063】
(実施例7)
実施例7では、シールドガス24としてArガス(不活性ガス)に4容量%のO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例7の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0064】
図2に示す写真を参照するに、実施例7のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。なお、溶接ビードの裏波にわずかな酸化が見られたが、問題ないレベルであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0065】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0066】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0067】
(実施例8)
実施例8では、シールドガス24としてArガス(不活性ガス)に1容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例8の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0068】
図3に示す写真を参照するに、実施例8のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波の幅がやや細いが問題ないレベルであり、溶接ビードの表面及び裏波が良好な形状であることが分かった。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に1容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0069】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0070】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0071】
(実施例9)
実施例9では、シールドガス24としてArガス(不活性ガス)に2容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例9の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0072】
図3に示す写真を参照するに、実施例9のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に2容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0073】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0074】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0075】
(実施例10)
実施例10では、シールドガス24としてArガス(不活性ガス)に3容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例10の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0076】
図3に示す写真を参照するに、実施例10のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に3容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更して非キーホール溶接した。この場合でも溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0077】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0078】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0079】
(実施例11)
実施例11では、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例11の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0080】
図3に示す写真を参照するに、実施例11のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0081】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0082】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0083】
(実施例12)
実施例12では、シールドガス24としてArガス(不活性ガス)に4.5容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例12の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0084】
図3に示す写真を参照するに、実施例12のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に4容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0085】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0086】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0087】
(実施例13)
実施例13では、シールドガス24としてArガス(不活性ガス)に5容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例13の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0088】
図3に示す写真を参照するに、実施例13のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの表面及び裏波が良好な形状であることが分かった。また、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に5容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0089】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0090】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0091】
(実施例14)
実施例14では、シールドガス24としてArガス(不活性ガス)に6容量%のCO2ガスを混合した混合ガスを20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
実施例14の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
【0092】
図3に示す写真を参照するに、実施例14のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接スラグが見られたが、問題となるレベルではないことが確認できた。また、溶接ビードの表面及び裏波が良好な形状であることが分かった。さらに、溶接ビードの裏波の幅も十分な広さであることが確認できた。
つまり、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給すると共に、シールドガス24としてArガス(不活性ガス)に6容量%のCO2ガスを混合した混合ガスを20l/minで供給して、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接することで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0093】
また、パイロットガス23としてArガス(不活性ガス)を0.8l/min(流速が1.657m/sec)で供給した場合、及びパイロットガス23としてArガス(不活性ガス)を1l/min(流速が2.072m/sec)で供給した場合について、溶接ビードの表面及び裏波を観察した結果、良好な結果が得られた。
また、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給した場合、溶融池の落下が確認できた。つまり、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で良好な結果が得られた。
また、フェライト系ステンレス鋼(SUS430)の板厚を2mmから3mmに変更した場合でも、パイロットガス23であるArガス(不活性ガス)の流速が1.243〜2.072m/secの範囲内で非キーホール溶接が可能であり、かつ溶接ビードの表面及び裏波の形状に問題ないことが確認できた。
【0094】
さらに、フェライト系ステンレス鋼(SUS430)の板厚を4mmに変更し、適正電流(250A)で、パイロットガス23としてArガス(不活性ガス)を0.6l/min(流速が1.243m/sec)で供給した場合、フェライト系ステンレス鋼(SUS430)の裏波に溶接ビードが形成されず、非キーホール溶接を行なうことはできなかった。
そこで、パイロットガス23としてArガス(不活性ガス)を1.2l/min(流速が2.486m/sec)で供給したところ、パイロットガス23がフェライト系ステンレス鋼(SUS430)を貫通し、フェライト系ステンレス鋼(SUS430)がキーホール溶接された。
【0095】
(比較例1)
比較例1では、シールドガスとしてArガス(つまり、酸素ガス及び炭酸ガスを含まないシールドガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例1の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
【0096】
図2に示す写真を参照するに、比較例1のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
つまり、シールドガスとしてArガスを用いて非キーホール溶接を行なった場合、良好な結果を得ることができなかった。
【0097】
(比較例2)
比較例2では、シールドガスとしてArガス(不活性ガス)に5容量%のO2ガスを混合した混合ガス(実施例1〜7で説明したシールドガスよりも酸素ガス濃度の高いガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例2の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図2に示す。
図2に示す写真を参照するに、比較例2のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
つまり、シールドガスとしてArガス(不活性ガス)に5容量%のO2ガスを混合した混合ガスを用いて非キーホール溶接を行なった場合、良好な結果を得ることができなかった。
【0098】
(比較例3)
比較例3では、シールドガスとしてArガス(不活性ガス)に7容量%のCO2ガスを混合した混合ガス(実施例8〜14で説明したシールドガスよりも炭酸ガス濃度の高いガス)を20l/minで供給する以外は、実施例1と同じ条件で、フェライト系ステンレス鋼(SUS430、板厚2mm)を非キーホール溶接した。
比較例3の条件で非キーホール溶接したフェライト系ステンレス鋼(SUS430、板厚2mm)の溶接ビードの表面及び裏波の写真、及び該写真に基づき溶接部の外観の合否を判定した結果を図3に示す。
図3に示す写真を参照するに、比較例3のプラズマ溶接方法(非キーホール溶接)では、溶接ビードの裏波に溶接ビードの蛇行が見られた。
【0099】
<実施例1〜14、及び比較例1〜3の評価結果のまとめ>
上記実施例1〜7及び比較例1,2の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.5容量%以上4容量%以下のO2ガス(酸素ガス)を加えた混合ガスを用いることで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0100】
また、実施例1〜6の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.8容量%以上1.5容量%以下の酸素ガス(O2ガス)を加えた混合ガスを用いることがより好ましいことが確認できた。
【0101】
また、上記実施例8〜14及び比較例1,3の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に1容量%以上6容量%以下のCO2ガス(炭酸ガス)を加えた混合ガスを用いることで、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制でき、かつ溶接ビードの裏波を良好な形状にできることが確認できた。
【0102】
さらに、実施例8〜14の結果から、板厚3mm以下のフェライト系ステンレス鋼(SUS430)を非キーホール溶接する際には、シールドガス24としてArガス(不活性ガス)に0.8容量%以上1.5容量%以下のO2ガス(酸素ガス)を加えた混合ガスを用いることがより好ましいことが確認できた。
【産業上の利用可能性】
【0103】
本発明は、フェライト系ステンレス鋼に対して、プラズマを用いた非キーホール溶接を行なう際に使用する溶接ガス及びプラズマ溶接方法に適用可能である。
【符号の説明】
【0104】
10…プラズマ溶接用トーチ、11…タングステン電極、11A…先端部、12…インサートチップ、13…パイロットガス流路、15…シールドキャップ、16…シールドガス流路、18…主アーク電源、19…パイロットアーク電源、22…溶接ガス、23…パイロットガス、24…シールドガス、26…溶接母材
【特許請求の範囲】
【請求項1】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、
前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、
前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、
前記シールドガスが、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスであることを特徴とする溶接ガス。
【請求項2】
前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項1記載の溶接ガス。
【請求項3】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、
前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、
前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、
前記シールドガスが、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスであることを特徴とする溶接ガス。
【請求項4】
前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項3記載の溶接ガス。
【請求項5】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、
前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法。
【請求項6】
前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項5記載のプラズマ溶接方法。
【請求項7】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、
前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法。
【請求項8】
前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項7記載のプラズマ溶接方法。
【請求項1】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、
前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、
前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、
前記シールドガスが、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスであることを特徴とする溶接ガス。
【請求項2】
前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項1記載の溶接ガス。
【請求項3】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガスであって、
前記溶接ガスは、前記タングステン電極と前記インサートチップとの間隙に流すパイロットガスと、前記インサートチップと前記シールドキャップとの間隙に流すシールドガスと、を含み、
前記パイロットガスが、流速2.1m/sec以下の不活性ガスであり、
前記シールドガスが、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスであることを特徴とする溶接ガス。
【請求項4】
前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項3記載の溶接ガス。
【請求項5】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、
前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法。
【請求項6】
前記酸素ガスの濃度を、0.8容量%以上1.5容量%以下にしたことを特徴とする請求項5記載のプラズマ溶接方法。
【請求項7】
タングステン電極、該タングステン電極の外周を囲むように配置されたインサートチップ、及び前記インサートチップの外周を囲むように配置されたシールドキャップを有し、かつ前記タングステン電極の先端が前記インサートチップの内側に配置されたプラズマ溶接トーチを用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なうプラズマ溶接方法であって、
前記タングステン電極と前記インサートチップとの間隙に、流速が2.1m/sec以下の不活性ガスをパイロットガスとして供給すると共に、前記インサートチップと前記シールドキャップとの間隙に、不活性ガスに1容量%以上6容量%以下の炭酸ガスを加えた混合ガスをシールドガスとして供給することで、前記非キーホール溶接を行なうことを特徴とするプラズマ溶接方法。
【請求項8】
前記炭酸ガスの濃度を、2容量%以上4.5容量%以下にしたことを特徴とする請求項7記載のプラズマ溶接方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−81480(P2012−81480A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−227513(P2010−227513)
【出願日】平成22年10月7日(2010.10.7)
【出願人】(000231235)大陽日酸株式会社 (642)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月7日(2010.10.7)
【出願人】(000231235)大陽日酸株式会社 (642)
【Fターム(参考)】
[ Back to top ]