
溶接システム
【課題】本発明の課題は、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することにある。
【解決手段】溶接システムにおいて、溶接ロボットは、複数の軸を有する多関節型のロボットである。溶接ロボットは、溶接トーチの先端が、複数の軸のうち最先端に位置する先端軸の軸線からオフセットするように溶接トーチを支持している。溶接ロボットは、先端軸を回転させることにより溶接トーチの先端を先端軸の軸線周りに回転させる。制御装置は、複数の軸を用いることによって溶接トーチの先端を溶接線に沿って移動させると共に、複数の軸のうち先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。
【解決手段】溶接システムにおいて、溶接ロボットは、複数の軸を有する多関節型のロボットである。溶接ロボットは、溶接トーチの先端が、複数の軸のうち最先端に位置する先端軸の軸線からオフセットするように溶接トーチを支持している。溶接ロボットは、先端軸を回転させることにより溶接トーチの先端を先端軸の軸線周りに回転させる。制御装置は、複数の軸を用いることによって溶接トーチの先端を溶接線に沿って移動させると共に、複数の軸のうち先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接システムに関する。
【背景技術】
【0002】
溶接システムは、溶接ロボットと、溶接ロボットを制御する制御装置とを備えている。溶接ロボットの先端には、溶接トーチが取り付けられている。溶接ロボットは、複数の軸を備える多関節型のロボットであって、各軸が回転することにより、溶接トーチを移動させる。制御装置は、溶接トーチが溶接線に沿って移動するように溶接ロボットを制御する。このとき、溶接トーチを溶接線に対して左右に振動させながら溶接するウィービングが行われる。従来、特許文献1に開示されているように、溶接ロボットにおいてウィービングを行う場合には、溶接ロボットの複数の軸を動作させることによって、溶接トーチを溶接線に対して左右に移動させている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−58014号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、溶接ロボットの軸には、構造上、剛性の低い軸やイナーシャの大きな軸がある。このため、複数の軸を動かすことによってウィービングを行う場合には、これらの軸の影響により、溶接の軌跡の十分な精度を得ることは困難である。或いは、高い周波数でのウィービングを行うことは困難である。
【0005】
本発明の課題は、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1の態様に係る溶接システムは、溶接トーチと、溶接ロボットと、制御装置とを備える。溶接ロボットは、複数の軸を有する多関節型のロボットである。溶接ロボットは、溶接トーチの先端が、複数の軸のうち最先端に位置する先端軸の軸線からオフセットするように溶接トーチを支持している。溶接ロボットは、先端軸を回転させることにより溶接トーチの先端を先端軸の軸線周りに回転させる。制御装置は、複数の軸を用いることによって溶接トーチの先端を溶接線に沿って移動させると共に、複数の軸のうち先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。
【0007】
本発明の第2の態様に係る溶接システムは、第1の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する。
【0008】
本発明の第3の態様に係る溶接システムは、第2の態様の溶接システムであって、制御装置は、ウィービング方向ベクトルと溶接線方向ベクトルとを演算する。ウィービング方向ベクトルは、溶接トーチの先端のウィービング方向を示す。溶接線方向ベクトルは、溶接線の方向を示す。制御装置は、ウィービング方向ベクトルと溶接線方向ベクトルとの内積が所定の閾値以上であるときに、溶接トーチの先端のウィービング方向が、所定範囲内ではないと判定する。
【0009】
本発明の第4の態様に係る溶接システムは、第2又は第3の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、所定範囲内ではないときには、溶接ロボットを停止させる。
【0010】
本発明の第5の態様に係る溶接システムは、第2又は第3の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、所定範囲内ではないときには、ウィービング方向が所定範囲内となるように溶接ロボットの姿勢を変更する。
【0011】
本発明の第6の態様に係る溶接システムは、第1から第5の態様のいずれかの溶接システムであって、溶接ロボットは、6軸を有するロボットである。先端軸は、手首軸である第6軸である。
【発明の効果】
【0012】
本発明の第1の態様に係る溶接システムでは、溶接トーチの先端が、先端軸の軸線からオフセットしており、溶接ロボットは、先端軸を回転させることによって溶接トーチの先端を先端軸の軸線周りに回転させることができる。そして、制御装置は、先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。先端軸のイナーシャは、他の軸のイナーシャと比べて小さい。このため、先端軸のみを用いてウィービングを行うことにより、複数の軸を用いてウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【0013】
本発明の第2の態様に係る溶接システムでは、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かが判定される。これにより、溶接ロボットの姿勢が、先端軸のみを用いてウィービングを適正に行うことができる姿勢となっているか否かを判定することができる。
【0014】
本発明の第3の態様に係る溶接システムでは、ウィービング方向ベクトルと溶接線方向ベクトルとの内積が所定の閾値以上であるときに、溶接トーチの先端のウィービング方向が、所定範囲内ではないと判定される。これにより、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを演算によって容易に判定することができる。
【0015】
本発明の第4の態様に係る溶接システムでは、ウィービング方向が適正ではないときに、溶接ロボットが停止される。これにより、精度の低い溶接が行われることを防止することができる。
【0016】
本発明の第5の態様に係る溶接システムでは、ウィービング方向が適正ではないときには、ウィービング方向が適正となるように、溶接ロボットの姿勢が自動的に変更される。これにより、精度の高い溶接を行うことができる。
【0017】
本発明の第6の態様に係る溶接システムでは、6軸を有する多関節型のロボットにおいて手首軸である第6軸のみを用いてウィービングを行うことができる。このため、6つの軸の動作を組み合わせることによってウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【図面の簡単な説明】
【0018】
【図1】溶接システムの構成を示す概略図。
【図2】溶接ロボットの構成を示す概略図。
【図3】溶接ロボットの先端部の拡大図。
【図4】溶接ロボットによる溶接時の動作を示す概略図。
【図5】制御装置の構成を示すブロック図。
【図6】制御装置による溶接ロボットの移動制御の処理を示すフローチャート。
【図7】第6軸16のウィービング角度変化量の算出方法を示す図。
【図8】溶接ロボットの姿勢評価の処理を示すフローチャート。
【図9】姿勢評価における評価パラメータの算出方法を示す図。
【図10】他の実施形態に係る溶接ロボットの姿勢の自動変更方法を示す図。
【発明を実施するための形態】
【0019】
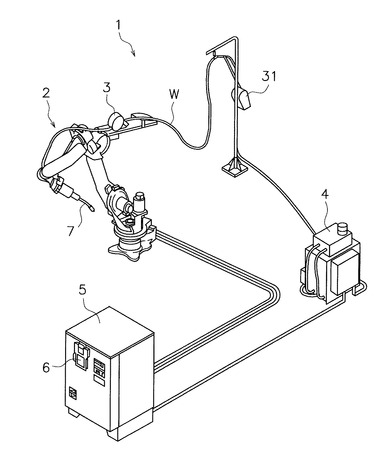
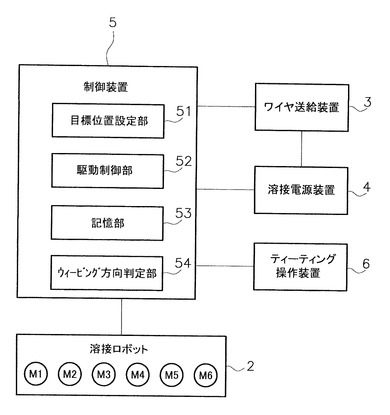
本発明の一実施形態に係る溶接システム1を図1に示す。溶接システム1は、母材(図示せず)と溶接ワイヤWとの間にアークを発生させることにより、母材および溶接ワイヤWを溶融させて接合する。溶接システム1は、溶接ロボット2と、溶接トーチ7と、ワイヤ送給装置3と、溶接電源装置4と、制御装置5と、ティーチング操作装置6とを備える。
【0020】
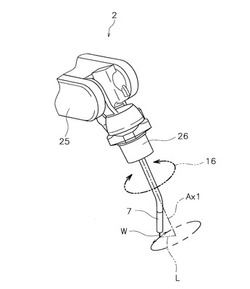
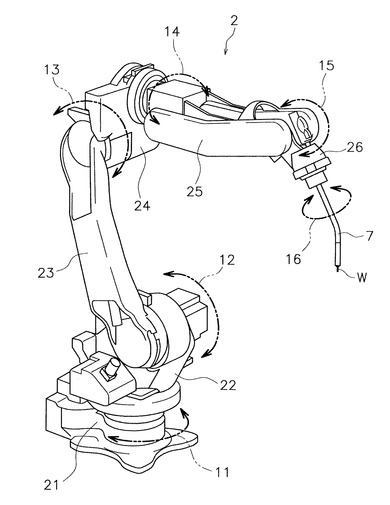
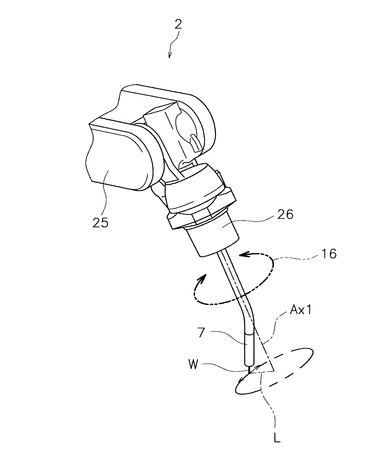
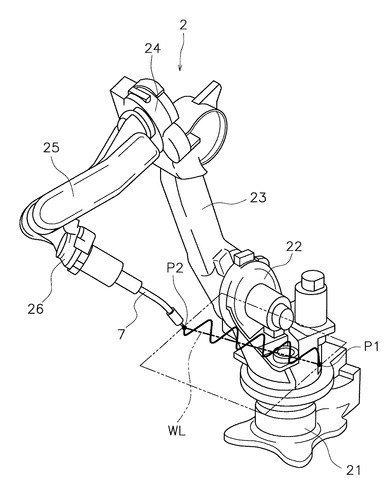
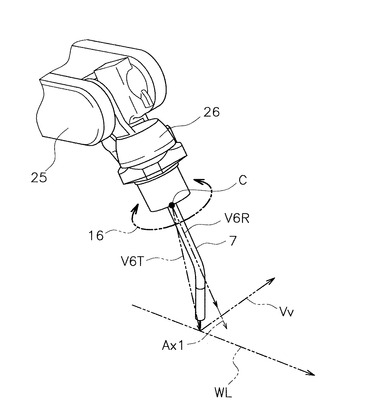
溶接ロボット2は、複数の軸を有する多関節型のロボットである。図2に示すように、本実施形態では、溶接ロボット2は、第1〜第6軸11−16の6つの軸を有する。溶接ロボット2は、複数の支持部材21−26と複数の駆動モータM1−M6(図5参照)とを有する。複数の支持部材21−26は、各軸11−16を中心に互いに揺動可能に取り付けられている。溶接トーチ7は、支持部材21−26によって支持されている。溶接トーチ7の先端から所定の長さの溶接ワイヤWが突出するように、溶接トーチ7に溶接ワイヤWが供給される。また、溶接トーチ7には、図示しないガス供給装置からシールドガスが供給される。駆動モータM1−M6は、支持部材21−26を駆動する。駆動モータM1−M6は、サーボモータであり、制御装置5からの指令信号に基づいて回転角度と回転速度が制御される。溶接ロボット2は、通信線を介して制御装置5に接続されている。溶接ロボット2は、制御装置5からの指令信号に基づいて駆動モータM1−M6を制御して第1〜第6軸11−16の回転角度を制御することにより、溶接トーチ7を所望の位置に移動させる。また、図3に示すように、溶接ロボット2は、溶接トーチ7の先端が、第6軸16の軸線Ax1からオフセットするように溶接トーチ7を支持している。第6軸16は、複数の軸11−16のうち最先端に位置する軸である。溶接ロボット2は、第6軸16を回転させることにより溶接トーチ7の先端を第6軸16の軸線Ax1周りに回転させる。
【0021】
図1に示すワイヤ送給装置3は、溶接ワイヤWを溶接トーチ7に送り込む装置である。ワイヤ送給装置3は、溶接ワイヤWがロール状に巻回された溶接コイル31から溶接ワイヤWを引き出して、溶接トーチ7に送り込む。ワイヤ送給装置3は、制御装置5と通信線によって接続されており、制御装置5からの指令信号に基づいて、溶接トーチ7への溶接ワイヤWの供給速度を制御する。
【0022】
溶接電源装置4は、アーク放電を生起させるための電力を母材および溶接ワイヤWに供給する。溶接電源装置4は、電気ケーブルを介して溶接トーチ7に接続されている。また、溶接電源装置4は、接地ケーブルを介して母材に接続されている。溶接電源装置4は、図示しない外部電源に接続されており、外部電源からの電力を制御して母材および溶接ワイヤWに供給する。溶接電源装置4は、通信線を介して、制御装置5と接続されている。溶接電源装置4は、制御装置5からの指令信号に基づいて、溶接ワイヤWと母材との間に印可される電圧を制御する。溶接電源装置4は、溶接ワイヤWおよび母材に流れている電流を検出する。溶接電源装置4は、溶接ワイヤWと母材との間に印可されている電圧を検出する。溶接電源装置4は、検出した電流の値と電圧の値とを制御装置5へ送信する。
【0023】
制御装置5は、ワイヤ送給装置3を制御して、ワイヤ送給装置3からの溶接ワイヤWの供給速度を制御する。制御装置5は、溶接電源装置4を操作して、溶接ワイヤWと母材との間に印可される電圧を制御する。制御装置5は、ティーチング操作装置6によって入力された作業プラグラムに従って、ワイヤ送給装置3と溶接電源装置4と溶接ロボット2とを制御することにより、母材の溶接を行う。このとき、図4に示すように、制御装置5は、複数の軸11−16を用いることによって溶接トーチ7の先端を溶接線WLに沿って移動させると共に、第6軸16のみを用いて溶接トーチ7の先端を溶接線WLに対してウィービングさせる。制御装置5によって行われる溶接時の溶接トーチ7の移動制御については後に詳細に説明する。
【0024】
ティーチング操作装置6は、オペレータがティーチングを行うために操作される装置である。ティーチングとは、実際に溶接トーチ7を溶接位置に移動させて、溶接位置を制御装置5に記憶させる作業である。例えば、図4に示すように、ティーチングによって、溶接の開始位置P1と終了位置P2と溶接線WLの軌跡とが制御装置5に記憶される。ティーチングによって、母材に対する溶接ロボット2の姿勢や溶接トーチ7の狙い位置が決定される。オペレータは、ティーチング操作装置6を操作することによって、溶接電流、溶接電圧、溶接速度を入力する。また、オペレータは、ティーチング操作装置6を操作することによって、ウィービングの振幅および周波数を入力する。
【0025】
図5に示すように、制御装置5は、目標位置設定部51と、駆動制御部52と、記憶部53とウィービング方向判定部54とを備える。目標位置設定部51と駆動制御部52とウィービング方向判定部54とは、例えばCPUなどの演算装置によって実現される。記憶部53は、例えば、RAM、ROM、フラッシュメモリ、或いは、ハードディスクなどの記録装置によって実現される。
【0026】
目標位置設定部51は、溶接トーチ7がティーチングによって教示された軌跡に沿って移動するように、溶接トーチ7の目標位置を演算して設定する。後述するように、目標位置は、所定の補間周期ごとに繰り返し演算され、更新される。これにより、溶接トーチ7は、目標位置へ向けての移動を繰り返し行い、その結果、ティーチングによって教示された軌跡に沿って移動する。駆動制御部52は、溶接トーチ7が、目標位置設定部51によって順次設定された目標位置に移動するように、溶接ロボット2の駆動を制御する。具体的には、駆動制御部52は、溶接トーチ7が目標位置に移動するように、溶接ロボット2の支持部材21−26の軸11−16の角度を演算する。駆動制御部52は、演算結果を指令信号として溶接ロボット2の駆動モータM1−M6へ送信する。記憶部53は、溶接の実行に必要な情報を記憶する。例えば、記憶部53は、ティーチングによって教示された溶接の開始位置P1と終了位置P2と溶接線WLの軌跡とを記憶する。記憶部53は、ティーチング操作装置6を介して入力された、溶接電流、溶接電圧、溶接速度を記憶する。また、記憶部53は、ティーチング操作装置6を介して入力された、ウィービングの振幅および周波数を記憶する。ウィービング方向判定部54は、姿勢評価を行う。具体的には、ウィービング方向判定部54は、溶接トーチ7の先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する。ウィービング方向判定部54による姿勢評価については後に詳細に説明する。
【0027】
以下、制御装置5によって行われる溶接トーチ7の移動制御について、図6に示すフローチャートに基づいて説明する。
【0028】
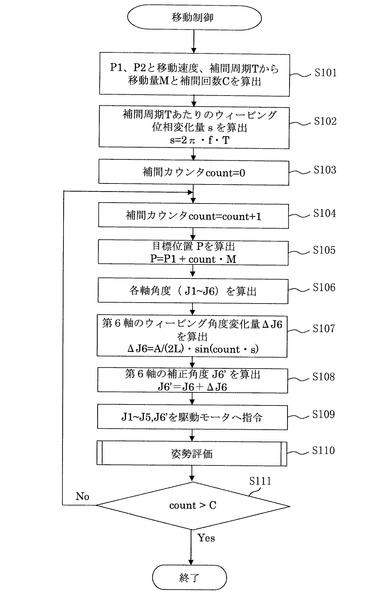
ステップS101において、溶接の開始位置P1、終了位置P2、溶接トーチ7の移動速度、補間周期Tから、補間周期Tあたりの溶接トーチ7の移動量Mと補間回数Cとが算出される。また、ステップS102において、補間周期Tあたりのウィービング位相変化量sが算出される。ウィービング位相変化量sは以下の数1式によって算出される。
【0029】
【数1】

【0030】
fは、ウィービングの周波数である。
【0031】
ステップS103において、補間カウンタcountがゼロに設定される。補間カウンタcountは、補間周期Tの繰り返し回数を示す。ステップS104において、補間カウンタcountに1が追加される。ステップS105において、目標位置Pが算出される。目標位置Pは、以下の数2式によって算出される。
【0032】
【数2】
【0033】
ステップS106において、各軸11−16の角度J1−J6が算出される。角度J1は、第1軸11の角度である。角度J2は、第2軸12の角度である。角度J3は、第3軸13の角度である。角度J4は、第4軸14の角度である。角度J5は、第5軸15の角度である。角度J6は、第6軸16の角度である。ここでは、溶接トーチ7の現在位置とステップS105で算出された次の目標位置Pに基づいて、溶接トーチ7の先端を目標位置Pに移動させるために必要な各軸11−16の角度J1−J6が算出される。
【0034】
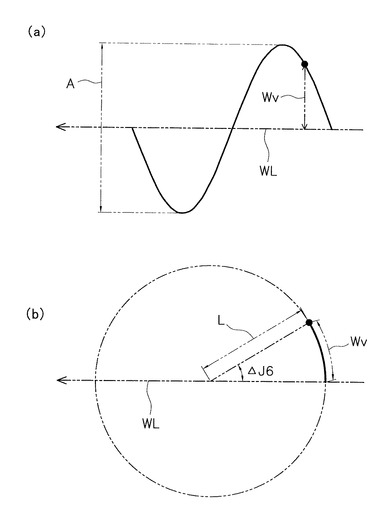
ステップS107において、第6軸16のウィービング角度変化量ΔJ6が算出される。ウィービング角度変化量ΔJ6は、次のようにして求められる。図7(a)に示すように、溶接線WLに対して直交する方向への溶接トーチ7の先端の変位量をウィービング量Wvとすると、ウィービング量Wvは、以下の数3式で表される。
【0035】
【数3】
【0036】
なお、“A”は、ウィービングの振幅を示している。sは、上述したように、補間周期Tあたりのウィービング位相変化量であるので、“count・s”は、ウィービングの開始から現在までのウィービング位相変化量を示している。
【0037】
第6軸16の回転のみによって溶接トーチ7の先端をウィービングさせる場合、図7(b)に示すように、ウィービング量Wvは、第6軸16を回転させたときの溶接トーチ7の先端の位置の移動量と一致する。従って、ウィービング量Wvは、ウィービング角度変化量ΔJ6を用いて以下の数4式のように表される。
【0038】
【数4】
【0039】
Lは、第6軸16の軸線Ax1に対する溶接トーチ7のオフセット量である(図3参照)。すなわち、Lは、溶接トーチ7を第6軸16によって回転させたときの溶接トーチ7の先端の回転半径である。数3式及び数4式から、第6軸16のウィービング角度変化量ΔJ6は、以下の数5式のように表される。
【0040】
【数5】
【0041】
次に、ステップS108において、第6軸16の補正角度J6’が算出される。補正角度J6’は、溶接トーチ7の先端を溶接線WLに沿って次の目標位置に移動させるための第6軸16の角度J6と、溶接トーチ7の先端をウィービングさせるために必要な第6軸16のウィービング角度変化量ΔJ6とを考慮した第6軸16の角度であり、以下の数6式から算出される。
【0042】
【数6】
【0043】
次に、ステップS109において、各軸11−16の角度J1−J5,J6’が、溶接ロボット2の駆動モータM1−M6に指令信号として送信される。そして、ステップS110において、姿勢評価が行われる。姿勢評価は、溶接トーチ7の先端のウィービング方向が、溶接線WLに対して直交する方向を含む所定範囲内であるか否かを判定するものである。姿勢評価については後述する。
【0044】
次に、ステップS111において、補間カウンタcountが、補間回数Cよりも大きいか否かが判定される。補間カウンタcountが、補間回数Cよりも大きいときには、溶接が終了する。補間カウンタcountが、補間回数C以下であるときには、ステップS104に戻る。従って、補間カウンタcountが補間回数Cよりも大きくなるまで、ステップS104−S111の処理が繰り返される。
【0045】
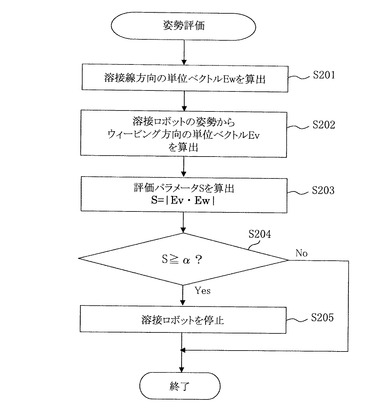
次に、姿勢評価について図8のフローチャートに基づいて説明する。
【0046】
まず、ステップS201では、溶接線方向の単位ベクトルEwが算出される。溶接線方向は、溶接の開始位置P1と終了位置P2とを結ぶ方向である。従って、溶接線方向の単位ベクトルEwは、以下の数7式によって算出される。
【0047】
【数7】
【0048】
ステップS202では、溶接ロボット2の姿勢から、ウィービング方向の単位ベクトルEvが算出される。ウィービング方向の単位ベクトルEvは、第6軸16が回転したときの溶接トーチ7の先端のウィービング方向を示す。図9に示すように、ウィービング方向ベクトルVvは、第6軸16の中心Cと溶接トーチ7の先端とを結んだベクトルV6Tと、第6軸16の中心Cから、第6軸16の軸線Ax1方向に延ばしたベクトルV6Rとの外積によって求められる。従って、ウィービング方向の単位ベクトルEvは、以下の数8式によって算出される。
【0049】
【数8】
【0050】
ステップS203では、評価パラメータSが算出される。評価パラメータSは、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積の絶対値によって表される。従って、評価パラメータSは、以下の数9式によって算出される。
【0051】
【数9】
【0052】
ステップS204では、評価パラメータSが所定の閾値αより大きいか否かが判定される。所定の閾値αは、ゼロより大きい値であり、ウィービング方向が適正であると見なすことができるときの評価パラメータSの範囲を示す値が設定される。すなわち、溶接ロボット2の姿勢が適切であるときには、ウィービング方向は、溶接線方向と直交する。このとき、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積はゼロになる。そして、溶接線方向に対して直交する方向からのウィービング方向のズレが大きくなると、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積が大きくなる。従って、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積を評価パラメータとして用いることにより、溶接線方向と直交する方向に対するウィービング方向のズレの大きさを評価することができる。所定の閾値αは、ウィービング方向が適正であると見なすことができる程度のウィービング方向の所定範囲を示す。従って、制御装置5は、上述した評価パラメータSが所定の閾値α以上であるときに、溶接トーチ7の先端のウィービング方向が、所定範囲内ではないと判定することができる。
【0053】
ステップS204において評価パラメータSが所定の閾値α以上と判定されたときには、姿勢異常と判断して、ステップS205において、溶接ロボット2を停止させる。ステップS204において評価パラメータSが所定の閾値αより小さいと判定されたときには、姿勢評価を終了する。
【0054】
本実施形態に係る溶接システム1は次の特徴を有する。
【0055】
制御装置5は、第6軸16のみを用いて溶接トーチ7の先端を溶接線WLに対してウィービングさせる。第6軸16のイナーシャは、第1〜第5軸11−15のイナーシャと比べて小さい。このため、第6軸16のみを用いてウィービングを行うことにより、複数の軸を用いてウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【0056】
また、上述した姿勢評価によって、溶接ロボット2の姿勢が、第6軸16のみを用いてウィービングを適正に行うことができる姿勢となっているか否かを判定することができる。さらに、姿勢評価によってウィービング方向が適正ではないと判定されたときには、溶接ロボット2が停止される。これにより、精度の低い溶接が行われることを防止することができる。
【0057】
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0058】
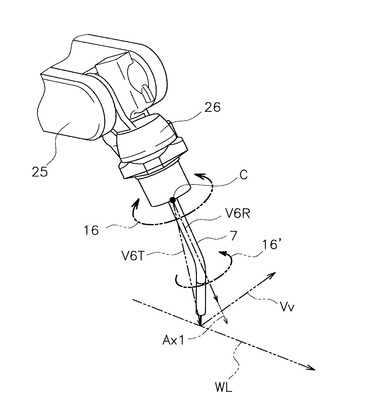
上記の実施形態では、姿勢評価によってウィービング方向が適正ではないと判定されたときには、溶接ロボット2が停止されるが、他の処理が行われてもよい。例えば、制御装置5は、姿勢評価によってウィービング方向が適正ではないと判定したときには、ウィービング方向が所定範囲内となるように溶接ロボット2の姿勢を変更してもよい。この場合、ウィービング方向が適正ではないときには、ウィービング方向が適正となるように、溶接ロボット2の姿勢が自動的に変更される。これにより、精度の高い溶接を行うことができる。例えば、ウィービング方向の適切な方向からのずれ角Δθは、以下の数10式によって示される。
【0059】
【数10】
【0060】
そして、図10に示すように、溶接トーチ7を、矢印16’で示す方向に、第6軸16の軸線Ax1周りにΔθ回転させることにより、溶接ロボット2の姿勢が自動的に適正な姿勢に変更される。
【0061】
上記の実施形態では、溶接ロボット2は第1〜第6軸11−16を有しているが、溶接ロボット2の軸の数は必ずしも6つに限られない。ただし、溶接ロボット2の軸の数は少なくとも6軸以上であることが好ましい。例えば、溶接ロボット2の軸の数は7つであってもよい。また、上記の実施形態では、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積の絶対値が評価パラメータSとして用いられている。しかし、評価パラメータSはこれに限られず、溶接トーチ7の先端のウィービング方向が、溶接線WLに対して直交する方向を含む所定範囲内であるか否かを判定可能なパラメータであればよい。
【産業上の利用可能性】
【0062】
本発明によれば、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することができる。
【符号の説明】
【0063】
1 溶接システム
2 溶接ロボット
5 制御装置
7 溶接トーチ
16 第6軸(先端軸)
【技術分野】
【0001】
本発明は、溶接システムに関する。
【背景技術】
【0002】
溶接システムは、溶接ロボットと、溶接ロボットを制御する制御装置とを備えている。溶接ロボットの先端には、溶接トーチが取り付けられている。溶接ロボットは、複数の軸を備える多関節型のロボットであって、各軸が回転することにより、溶接トーチを移動させる。制御装置は、溶接トーチが溶接線に沿って移動するように溶接ロボットを制御する。このとき、溶接トーチを溶接線に対して左右に振動させながら溶接するウィービングが行われる。従来、特許文献1に開示されているように、溶接ロボットにおいてウィービングを行う場合には、溶接ロボットの複数の軸を動作させることによって、溶接トーチを溶接線に対して左右に移動させている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−58014号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、溶接ロボットの軸には、構造上、剛性の低い軸やイナーシャの大きな軸がある。このため、複数の軸を動かすことによってウィービングを行う場合には、これらの軸の影響により、溶接の軌跡の十分な精度を得ることは困難である。或いは、高い周波数でのウィービングを行うことは困難である。
【0005】
本発明の課題は、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1の態様に係る溶接システムは、溶接トーチと、溶接ロボットと、制御装置とを備える。溶接ロボットは、複数の軸を有する多関節型のロボットである。溶接ロボットは、溶接トーチの先端が、複数の軸のうち最先端に位置する先端軸の軸線からオフセットするように溶接トーチを支持している。溶接ロボットは、先端軸を回転させることにより溶接トーチの先端を先端軸の軸線周りに回転させる。制御装置は、複数の軸を用いることによって溶接トーチの先端を溶接線に沿って移動させると共に、複数の軸のうち先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。
【0007】
本発明の第2の態様に係る溶接システムは、第1の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する。
【0008】
本発明の第3の態様に係る溶接システムは、第2の態様の溶接システムであって、制御装置は、ウィービング方向ベクトルと溶接線方向ベクトルとを演算する。ウィービング方向ベクトルは、溶接トーチの先端のウィービング方向を示す。溶接線方向ベクトルは、溶接線の方向を示す。制御装置は、ウィービング方向ベクトルと溶接線方向ベクトルとの内積が所定の閾値以上であるときに、溶接トーチの先端のウィービング方向が、所定範囲内ではないと判定する。
【0009】
本発明の第4の態様に係る溶接システムは、第2又は第3の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、所定範囲内ではないときには、溶接ロボットを停止させる。
【0010】
本発明の第5の態様に係る溶接システムは、第2又は第3の態様の溶接システムであって、制御装置は、溶接トーチの先端のウィービング方向が、所定範囲内ではないときには、ウィービング方向が所定範囲内となるように溶接ロボットの姿勢を変更する。
【0011】
本発明の第6の態様に係る溶接システムは、第1から第5の態様のいずれかの溶接システムであって、溶接ロボットは、6軸を有するロボットである。先端軸は、手首軸である第6軸である。
【発明の効果】
【0012】
本発明の第1の態様に係る溶接システムでは、溶接トーチの先端が、先端軸の軸線からオフセットしており、溶接ロボットは、先端軸を回転させることによって溶接トーチの先端を先端軸の軸線周りに回転させることができる。そして、制御装置は、先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。先端軸のイナーシャは、他の軸のイナーシャと比べて小さい。このため、先端軸のみを用いてウィービングを行うことにより、複数の軸を用いてウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【0013】
本発明の第2の態様に係る溶接システムでは、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かが判定される。これにより、溶接ロボットの姿勢が、先端軸のみを用いてウィービングを適正に行うことができる姿勢となっているか否かを判定することができる。
【0014】
本発明の第3の態様に係る溶接システムでは、ウィービング方向ベクトルと溶接線方向ベクトルとの内積が所定の閾値以上であるときに、溶接トーチの先端のウィービング方向が、所定範囲内ではないと判定される。これにより、溶接トーチの先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを演算によって容易に判定することができる。
【0015】
本発明の第4の態様に係る溶接システムでは、ウィービング方向が適正ではないときに、溶接ロボットが停止される。これにより、精度の低い溶接が行われることを防止することができる。
【0016】
本発明の第5の態様に係る溶接システムでは、ウィービング方向が適正ではないときには、ウィービング方向が適正となるように、溶接ロボットの姿勢が自動的に変更される。これにより、精度の高い溶接を行うことができる。
【0017】
本発明の第6の態様に係る溶接システムでは、6軸を有する多関節型のロボットにおいて手首軸である第6軸のみを用いてウィービングを行うことができる。このため、6つの軸の動作を組み合わせることによってウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【図面の簡単な説明】
【0018】
【図1】溶接システムの構成を示す概略図。
【図2】溶接ロボットの構成を示す概略図。
【図3】溶接ロボットの先端部の拡大図。
【図4】溶接ロボットによる溶接時の動作を示す概略図。
【図5】制御装置の構成を示すブロック図。
【図6】制御装置による溶接ロボットの移動制御の処理を示すフローチャート。
【図7】第6軸16のウィービング角度変化量の算出方法を示す図。
【図8】溶接ロボットの姿勢評価の処理を示すフローチャート。
【図9】姿勢評価における評価パラメータの算出方法を示す図。
【図10】他の実施形態に係る溶接ロボットの姿勢の自動変更方法を示す図。
【発明を実施するための形態】
【0019】
本発明の一実施形態に係る溶接システム1を図1に示す。溶接システム1は、母材(図示せず)と溶接ワイヤWとの間にアークを発生させることにより、母材および溶接ワイヤWを溶融させて接合する。溶接システム1は、溶接ロボット2と、溶接トーチ7と、ワイヤ送給装置3と、溶接電源装置4と、制御装置5と、ティーチング操作装置6とを備える。
【0020】
溶接ロボット2は、複数の軸を有する多関節型のロボットである。図2に示すように、本実施形態では、溶接ロボット2は、第1〜第6軸11−16の6つの軸を有する。溶接ロボット2は、複数の支持部材21−26と複数の駆動モータM1−M6(図5参照)とを有する。複数の支持部材21−26は、各軸11−16を中心に互いに揺動可能に取り付けられている。溶接トーチ7は、支持部材21−26によって支持されている。溶接トーチ7の先端から所定の長さの溶接ワイヤWが突出するように、溶接トーチ7に溶接ワイヤWが供給される。また、溶接トーチ7には、図示しないガス供給装置からシールドガスが供給される。駆動モータM1−M6は、支持部材21−26を駆動する。駆動モータM1−M6は、サーボモータであり、制御装置5からの指令信号に基づいて回転角度と回転速度が制御される。溶接ロボット2は、通信線を介して制御装置5に接続されている。溶接ロボット2は、制御装置5からの指令信号に基づいて駆動モータM1−M6を制御して第1〜第6軸11−16の回転角度を制御することにより、溶接トーチ7を所望の位置に移動させる。また、図3に示すように、溶接ロボット2は、溶接トーチ7の先端が、第6軸16の軸線Ax1からオフセットするように溶接トーチ7を支持している。第6軸16は、複数の軸11−16のうち最先端に位置する軸である。溶接ロボット2は、第6軸16を回転させることにより溶接トーチ7の先端を第6軸16の軸線Ax1周りに回転させる。
【0021】
図1に示すワイヤ送給装置3は、溶接ワイヤWを溶接トーチ7に送り込む装置である。ワイヤ送給装置3は、溶接ワイヤWがロール状に巻回された溶接コイル31から溶接ワイヤWを引き出して、溶接トーチ7に送り込む。ワイヤ送給装置3は、制御装置5と通信線によって接続されており、制御装置5からの指令信号に基づいて、溶接トーチ7への溶接ワイヤWの供給速度を制御する。
【0022】
溶接電源装置4は、アーク放電を生起させるための電力を母材および溶接ワイヤWに供給する。溶接電源装置4は、電気ケーブルを介して溶接トーチ7に接続されている。また、溶接電源装置4は、接地ケーブルを介して母材に接続されている。溶接電源装置4は、図示しない外部電源に接続されており、外部電源からの電力を制御して母材および溶接ワイヤWに供給する。溶接電源装置4は、通信線を介して、制御装置5と接続されている。溶接電源装置4は、制御装置5からの指令信号に基づいて、溶接ワイヤWと母材との間に印可される電圧を制御する。溶接電源装置4は、溶接ワイヤWおよび母材に流れている電流を検出する。溶接電源装置4は、溶接ワイヤWと母材との間に印可されている電圧を検出する。溶接電源装置4は、検出した電流の値と電圧の値とを制御装置5へ送信する。
【0023】
制御装置5は、ワイヤ送給装置3を制御して、ワイヤ送給装置3からの溶接ワイヤWの供給速度を制御する。制御装置5は、溶接電源装置4を操作して、溶接ワイヤWと母材との間に印可される電圧を制御する。制御装置5は、ティーチング操作装置6によって入力された作業プラグラムに従って、ワイヤ送給装置3と溶接電源装置4と溶接ロボット2とを制御することにより、母材の溶接を行う。このとき、図4に示すように、制御装置5は、複数の軸11−16を用いることによって溶接トーチ7の先端を溶接線WLに沿って移動させると共に、第6軸16のみを用いて溶接トーチ7の先端を溶接線WLに対してウィービングさせる。制御装置5によって行われる溶接時の溶接トーチ7の移動制御については後に詳細に説明する。
【0024】
ティーチング操作装置6は、オペレータがティーチングを行うために操作される装置である。ティーチングとは、実際に溶接トーチ7を溶接位置に移動させて、溶接位置を制御装置5に記憶させる作業である。例えば、図4に示すように、ティーチングによって、溶接の開始位置P1と終了位置P2と溶接線WLの軌跡とが制御装置5に記憶される。ティーチングによって、母材に対する溶接ロボット2の姿勢や溶接トーチ7の狙い位置が決定される。オペレータは、ティーチング操作装置6を操作することによって、溶接電流、溶接電圧、溶接速度を入力する。また、オペレータは、ティーチング操作装置6を操作することによって、ウィービングの振幅および周波数を入力する。
【0025】
図5に示すように、制御装置5は、目標位置設定部51と、駆動制御部52と、記憶部53とウィービング方向判定部54とを備える。目標位置設定部51と駆動制御部52とウィービング方向判定部54とは、例えばCPUなどの演算装置によって実現される。記憶部53は、例えば、RAM、ROM、フラッシュメモリ、或いは、ハードディスクなどの記録装置によって実現される。
【0026】
目標位置設定部51は、溶接トーチ7がティーチングによって教示された軌跡に沿って移動するように、溶接トーチ7の目標位置を演算して設定する。後述するように、目標位置は、所定の補間周期ごとに繰り返し演算され、更新される。これにより、溶接トーチ7は、目標位置へ向けての移動を繰り返し行い、その結果、ティーチングによって教示された軌跡に沿って移動する。駆動制御部52は、溶接トーチ7が、目標位置設定部51によって順次設定された目標位置に移動するように、溶接ロボット2の駆動を制御する。具体的には、駆動制御部52は、溶接トーチ7が目標位置に移動するように、溶接ロボット2の支持部材21−26の軸11−16の角度を演算する。駆動制御部52は、演算結果を指令信号として溶接ロボット2の駆動モータM1−M6へ送信する。記憶部53は、溶接の実行に必要な情報を記憶する。例えば、記憶部53は、ティーチングによって教示された溶接の開始位置P1と終了位置P2と溶接線WLの軌跡とを記憶する。記憶部53は、ティーチング操作装置6を介して入力された、溶接電流、溶接電圧、溶接速度を記憶する。また、記憶部53は、ティーチング操作装置6を介して入力された、ウィービングの振幅および周波数を記憶する。ウィービング方向判定部54は、姿勢評価を行う。具体的には、ウィービング方向判定部54は、溶接トーチ7の先端のウィービング方向が、溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する。ウィービング方向判定部54による姿勢評価については後に詳細に説明する。
【0027】
以下、制御装置5によって行われる溶接トーチ7の移動制御について、図6に示すフローチャートに基づいて説明する。
【0028】
ステップS101において、溶接の開始位置P1、終了位置P2、溶接トーチ7の移動速度、補間周期Tから、補間周期Tあたりの溶接トーチ7の移動量Mと補間回数Cとが算出される。また、ステップS102において、補間周期Tあたりのウィービング位相変化量sが算出される。ウィービング位相変化量sは以下の数1式によって算出される。
【0029】
【数1】
【0030】
fは、ウィービングの周波数である。
【0031】
ステップS103において、補間カウンタcountがゼロに設定される。補間カウンタcountは、補間周期Tの繰り返し回数を示す。ステップS104において、補間カウンタcountに1が追加される。ステップS105において、目標位置Pが算出される。目標位置Pは、以下の数2式によって算出される。
【0032】
【数2】
【0033】
ステップS106において、各軸11−16の角度J1−J6が算出される。角度J1は、第1軸11の角度である。角度J2は、第2軸12の角度である。角度J3は、第3軸13の角度である。角度J4は、第4軸14の角度である。角度J5は、第5軸15の角度である。角度J6は、第6軸16の角度である。ここでは、溶接トーチ7の現在位置とステップS105で算出された次の目標位置Pに基づいて、溶接トーチ7の先端を目標位置Pに移動させるために必要な各軸11−16の角度J1−J6が算出される。
【0034】
ステップS107において、第6軸16のウィービング角度変化量ΔJ6が算出される。ウィービング角度変化量ΔJ6は、次のようにして求められる。図7(a)に示すように、溶接線WLに対して直交する方向への溶接トーチ7の先端の変位量をウィービング量Wvとすると、ウィービング量Wvは、以下の数3式で表される。
【0035】
【数3】
【0036】
なお、“A”は、ウィービングの振幅を示している。sは、上述したように、補間周期Tあたりのウィービング位相変化量であるので、“count・s”は、ウィービングの開始から現在までのウィービング位相変化量を示している。
【0037】
第6軸16の回転のみによって溶接トーチ7の先端をウィービングさせる場合、図7(b)に示すように、ウィービング量Wvは、第6軸16を回転させたときの溶接トーチ7の先端の位置の移動量と一致する。従って、ウィービング量Wvは、ウィービング角度変化量ΔJ6を用いて以下の数4式のように表される。
【0038】
【数4】
【0039】
Lは、第6軸16の軸線Ax1に対する溶接トーチ7のオフセット量である(図3参照)。すなわち、Lは、溶接トーチ7を第6軸16によって回転させたときの溶接トーチ7の先端の回転半径である。数3式及び数4式から、第6軸16のウィービング角度変化量ΔJ6は、以下の数5式のように表される。
【0040】
【数5】
【0041】
次に、ステップS108において、第6軸16の補正角度J6’が算出される。補正角度J6’は、溶接トーチ7の先端を溶接線WLに沿って次の目標位置に移動させるための第6軸16の角度J6と、溶接トーチ7の先端をウィービングさせるために必要な第6軸16のウィービング角度変化量ΔJ6とを考慮した第6軸16の角度であり、以下の数6式から算出される。
【0042】
【数6】
【0043】
次に、ステップS109において、各軸11−16の角度J1−J5,J6’が、溶接ロボット2の駆動モータM1−M6に指令信号として送信される。そして、ステップS110において、姿勢評価が行われる。姿勢評価は、溶接トーチ7の先端のウィービング方向が、溶接線WLに対して直交する方向を含む所定範囲内であるか否かを判定するものである。姿勢評価については後述する。
【0044】
次に、ステップS111において、補間カウンタcountが、補間回数Cよりも大きいか否かが判定される。補間カウンタcountが、補間回数Cよりも大きいときには、溶接が終了する。補間カウンタcountが、補間回数C以下であるときには、ステップS104に戻る。従って、補間カウンタcountが補間回数Cよりも大きくなるまで、ステップS104−S111の処理が繰り返される。
【0045】
次に、姿勢評価について図8のフローチャートに基づいて説明する。
【0046】
まず、ステップS201では、溶接線方向の単位ベクトルEwが算出される。溶接線方向は、溶接の開始位置P1と終了位置P2とを結ぶ方向である。従って、溶接線方向の単位ベクトルEwは、以下の数7式によって算出される。
【0047】
【数7】
【0048】
ステップS202では、溶接ロボット2の姿勢から、ウィービング方向の単位ベクトルEvが算出される。ウィービング方向の単位ベクトルEvは、第6軸16が回転したときの溶接トーチ7の先端のウィービング方向を示す。図9に示すように、ウィービング方向ベクトルVvは、第6軸16の中心Cと溶接トーチ7の先端とを結んだベクトルV6Tと、第6軸16の中心Cから、第6軸16の軸線Ax1方向に延ばしたベクトルV6Rとの外積によって求められる。従って、ウィービング方向の単位ベクトルEvは、以下の数8式によって算出される。
【0049】
【数8】
【0050】
ステップS203では、評価パラメータSが算出される。評価パラメータSは、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積の絶対値によって表される。従って、評価パラメータSは、以下の数9式によって算出される。
【0051】
【数9】
【0052】
ステップS204では、評価パラメータSが所定の閾値αより大きいか否かが判定される。所定の閾値αは、ゼロより大きい値であり、ウィービング方向が適正であると見なすことができるときの評価パラメータSの範囲を示す値が設定される。すなわち、溶接ロボット2の姿勢が適切であるときには、ウィービング方向は、溶接線方向と直交する。このとき、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積はゼロになる。そして、溶接線方向に対して直交する方向からのウィービング方向のズレが大きくなると、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積が大きくなる。従って、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積を評価パラメータとして用いることにより、溶接線方向と直交する方向に対するウィービング方向のズレの大きさを評価することができる。所定の閾値αは、ウィービング方向が適正であると見なすことができる程度のウィービング方向の所定範囲を示す。従って、制御装置5は、上述した評価パラメータSが所定の閾値α以上であるときに、溶接トーチ7の先端のウィービング方向が、所定範囲内ではないと判定することができる。
【0053】
ステップS204において評価パラメータSが所定の閾値α以上と判定されたときには、姿勢異常と判断して、ステップS205において、溶接ロボット2を停止させる。ステップS204において評価パラメータSが所定の閾値αより小さいと判定されたときには、姿勢評価を終了する。
【0054】
本実施形態に係る溶接システム1は次の特徴を有する。
【0055】
制御装置5は、第6軸16のみを用いて溶接トーチ7の先端を溶接線WLに対してウィービングさせる。第6軸16のイナーシャは、第1〜第5軸11−15のイナーシャと比べて小さい。このため、第6軸16のみを用いてウィービングを行うことにより、複数の軸を用いてウィービングを行う場合と比べて、高い周波数で高精度のウィービングを行うことができる。
【0056】
また、上述した姿勢評価によって、溶接ロボット2の姿勢が、第6軸16のみを用いてウィービングを適正に行うことができる姿勢となっているか否かを判定することができる。さらに、姿勢評価によってウィービング方向が適正ではないと判定されたときには、溶接ロボット2が停止される。これにより、精度の低い溶接が行われることを防止することができる。
【0057】
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0058】
上記の実施形態では、姿勢評価によってウィービング方向が適正ではないと判定されたときには、溶接ロボット2が停止されるが、他の処理が行われてもよい。例えば、制御装置5は、姿勢評価によってウィービング方向が適正ではないと判定したときには、ウィービング方向が所定範囲内となるように溶接ロボット2の姿勢を変更してもよい。この場合、ウィービング方向が適正ではないときには、ウィービング方向が適正となるように、溶接ロボット2の姿勢が自動的に変更される。これにより、精度の高い溶接を行うことができる。例えば、ウィービング方向の適切な方向からのずれ角Δθは、以下の数10式によって示される。
【0059】
【数10】
【0060】
そして、図10に示すように、溶接トーチ7を、矢印16’で示す方向に、第6軸16の軸線Ax1周りにΔθ回転させることにより、溶接ロボット2の姿勢が自動的に適正な姿勢に変更される。
【0061】
上記の実施形態では、溶接ロボット2は第1〜第6軸11−16を有しているが、溶接ロボット2の軸の数は必ずしも6つに限られない。ただし、溶接ロボット2の軸の数は少なくとも6軸以上であることが好ましい。例えば、溶接ロボット2の軸の数は7つであってもよい。また、上記の実施形態では、溶接線方向の単位ベクトルEwとウィービング方向の単位ベクトルEvとの内積の絶対値が評価パラメータSとして用いられている。しかし、評価パラメータSはこれに限られず、溶接トーチ7の先端のウィービング方向が、溶接線WLに対して直交する方向を含む所定範囲内であるか否かを判定可能なパラメータであればよい。
【産業上の利用可能性】
【0062】
本発明によれば、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することができる。
【符号の説明】
【0063】
1 溶接システム
2 溶接ロボット
5 制御装置
7 溶接トーチ
16 第6軸(先端軸)
【特許請求の範囲】
【請求項1】
溶接トーチと、
複数の軸を有する多関節型のロボットであって、前記溶接トーチの先端が、複数の前記軸のうち最先端に位置する先端軸の軸線からオフセットするように前記溶接トーチを支持しており、前記先端軸を回転させることにより前記溶接トーチの先端を前記先端軸の軸線周りに回転させる溶接ロボットと、
複数の前記軸を用いることによって前記溶接トーチの先端を溶接線に沿って移動させると共に、複数の前記軸のうち前記先端軸のみを用いて前記溶接トーチの先端を前記溶接線に対してウィービングさせる制御装置と、
を備える溶接システム。
【請求項2】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する、
請求項1に記載の溶接システム。
【請求項3】
前記制御装置は、前記溶接トーチの先端のウィービング方向を示すウィービング方向ベクトルと、前記溶接線の方向を示す溶接線方向ベクトルとを演算し、前記ウィービング方向ベクトルと前記溶接線方向ベクトルとの内積が所定の閾値以上であるときに、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないと判定する、
請求項2に記載の溶接システム。
【請求項4】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないときには、前記溶接ロボットを停止させる、
請求項2又は3に記載の溶接システム。
【請求項5】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないときには、前記ウィービング方向が前記所定範囲内となるように前記溶接ロボットの姿勢を変更する、
請求項2又は3に記載の溶接システム。
【請求項6】
前記溶接ロボットは、6軸を有するロボットであり、
前記先端軸は、手首軸である第6軸である、
請求項1から5のいずれかに記載の溶接システム。
【請求項1】
溶接トーチと、
複数の軸を有する多関節型のロボットであって、前記溶接トーチの先端が、複数の前記軸のうち最先端に位置する先端軸の軸線からオフセットするように前記溶接トーチを支持しており、前記先端軸を回転させることにより前記溶接トーチの先端を前記先端軸の軸線周りに回転させる溶接ロボットと、
複数の前記軸を用いることによって前記溶接トーチの先端を溶接線に沿って移動させると共に、複数の前記軸のうち前記先端軸のみを用いて前記溶接トーチの先端を前記溶接線に対してウィービングさせる制御装置と、
を備える溶接システム。
【請求項2】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記溶接線に対して直交する方向を含む所定範囲内であるか否かを判定する、
請求項1に記載の溶接システム。
【請求項3】
前記制御装置は、前記溶接トーチの先端のウィービング方向を示すウィービング方向ベクトルと、前記溶接線の方向を示す溶接線方向ベクトルとを演算し、前記ウィービング方向ベクトルと前記溶接線方向ベクトルとの内積が所定の閾値以上であるときに、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないと判定する、
請求項2に記載の溶接システム。
【請求項4】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないときには、前記溶接ロボットを停止させる、
請求項2又は3に記載の溶接システム。
【請求項5】
前記制御装置は、前記溶接トーチの先端のウィービング方向が、前記所定範囲内ではないときには、前記ウィービング方向が前記所定範囲内となるように前記溶接ロボットの姿勢を変更する、
請求項2又は3に記載の溶接システム。
【請求項6】
前記溶接ロボットは、6軸を有するロボットであり、
前記先端軸は、手首軸である第6軸である、
請求項1から5のいずれかに記載の溶接システム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−56359(P2013−56359A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−196909(P2011−196909)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
[ Back to top ]