
溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法
【課題】天然物たるシラス等を有効活用でき、安価で環境への有害性が無く、乾燥工程が不要であり、塗布直後に溶接しても溶接欠陥が生じることなく、スパッタの母材への付着を有効に防止することが可能な溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法の提供。
【解決手段】ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤であり、溶接対象部材の溶接に際し、予め溶接部およびその近傍に、ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行する。
【解決手段】ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤であり、溶接対象部材の溶接に際し、予め溶接部およびその近傍に、ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属材料を溶接する際に発生するスパッタの付着を防止する溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法に関する。
【背景技術】
【0002】
金属材料を溶接する際に発生するスパッタの付着を防止する溶接スパッタ付着防止剤として、例えば特許文献1には、無機酸化物粒子および結合剤を溶媒に混合させたスパッタ付着防止剤が記載されている。このスパッタ付着防止剤では、溶接部材の溶接部およびその近傍の表面に被覆してコーティング膜を形成すると、その膜の表面に無機酸化物粒子による凹凸が形成され、この凹凸によりスパッタとコーティング膜表面との間に空気層が形成されるため、またコーティング膜内に空隙が形成されるため、スパッタの保有熱がコーティング膜および溶接部材に伝わり難くなり、スパッタは周囲空気によって速やかに冷却、固化され溶接部材に溶着するのを防止できるというものである。
【0003】
また、特許文献2には、無機物または無機化合物の微粉末に、水、ジカルボン酸、金属水酸化物、トリアゾール類、キレート類、飽和脂肪酸、および不飽和脂肪酸からなる群より選択される1以上の物質を含んでなる混合液を含む溶接スパッタ付着防止剤が記載されている。また、実施例として、この溶接スパッタ付着防止剤は、65℃〜80℃の温水947ccに、重炭酸ナトリウム1g、フッ化ナトリウム2g、EDTA−4Na・4H2O(クレワットS2、帝国化学産業株式会社製)10g、ドデカン酸0.5g、トリルトリアゾール0.5g、カプリル酸20g、オレイン酸10g、水酸化カリウム水溶液10gを添加し、約10分、混合撹拌し、さらに、水ガラス8g、酸化鉄の微粉末(平均粒径80μm)25gを添加して、約30〜60分、高速で混合撹拌することにより得ることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−290979号公報
【特許文献2】特開2005−324217号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載の溶接スパッタ付着防止剤は、無機酸化物粒子に疎水性基を有する処理剤で表面処理を実施すること、結合剤が必要であること、そして2時間程度の乾燥時間を要することから、簡便に製作することができない。また、乾燥工程を必要とするため、直ちに溶接作業に取りかかることができないなど、作業効率に劣ることが問題となる。
【0006】
また、特許文献2に記載の溶接スパッタ付着防止剤は、実施例に記載されているように、調整せしめる水は65〜80℃に熱せられた温水であることが必要であり、また、混合の際には約30〜60分間の高速撹拌が求められるという問題がある。
【0007】
そこで、本発明においては、天然物たるシラス等のガラス質火山砕屑物を有効活用でき、安価で環境への有害性が無く、乾燥工程が不要であり、塗布直後に溶接しても溶接欠陥が生じることなく、スパッタの母材への付着を有効に防止することが可能な溶接スパッタ付着防止剤およびこれを用いたスパッタ付着防止方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の溶接スパッタ付着防止剤は、ガラス質火山砕屑物の微粒子と、水とを混合してなるものである。また、本発明のスパッタ付着防止方法は、溶接対象部材の溶接に際し、予め溶接部およびその近傍に、本発明の溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行することを特徴とする。
【0009】
本発明の溶接スパッタ付着防止剤は、天然物たるガラス質火山砕屑物が良好な展伸性と粘着性を兼ね備えているため、溶接対象部材に塗布すると均一で密着性の高い塗膜が形成される。そのため、溶接の際に発生した高温のスパッタがこの塗膜に接触しても、熱的安定性を有するガラス質火山砕屑物がスパッタと溶接対象部材との間に保持されているため、スパッタが溶接対象部材表面に付着することが妨げられる。また、スパッタの熱は、スパッタが塗膜の水分に接触することで瞬時に蒸発し、その水分の蒸発の際に生じる蒸発潜熱によって、スパッタが顕著に冷却され、スパッタが塗膜上を飛び跳ねながら移動するため、溶接対象部材への付着が防止される。また、天然物たるガラス質火山砕屑物は低比重であり、溶接後は高比重である溶接金属内部に留まることなく溶接金属上に出現して酸化物スラグに集積するため、ピンホールやブローホールなどの溶接欠陥が生じることがない。すなわち、本発明の溶接スパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができる。
【0010】
ここで、ガラス質火山砕屑物としては、シラスおよび/またはシラスバルーンを好適に用いることができる。また、ガラス質火山砕屑物は、平均粒径300μm以下、より好ましくは75μm以下であることが望ましい。ここで、平均粒径とは、ふるい分け法によって測定した試験用ふるい目開きで表したものである(日本工業規格 JIS Z 8901参照。)。
【発明の効果】
【0011】
本発明のスパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができるので、乾燥工程やスパッタ除去工程が不要であるか、または、大幅に短縮ないし簡略化できるため、作業効率を著しく改善することができる。また、腐敗による臭気や毒性がないため安全性が非常に高く、さらに廉価で天然物たるガラス質火山砕屑物を用いていることにより、有効活用と経済性の面でも優れるものである。さらに、種々の溶接対象部材に対してスパッタ付着防止効果を発揮し、汎用性が高く、また、溶接後はブラシや水洗等で容易に塗膜を除去できるため、作業性にも優れるものである。
【0012】
また、本発明によれば、南九州に広く賦存するシラス等が有効に利活用されることによって、地域住民のシラス等を用いた利用技術への関心が高まり、地域企業産業の活性化を促進させるといった効果がある。
【図面の簡単な説明】
【0013】
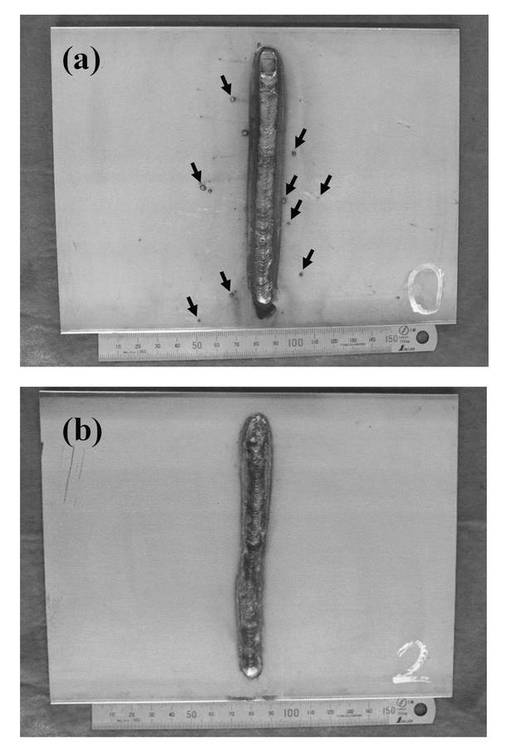
【図1】試験例1において、(a)は無塗布で溶接を行ったSUS304母材表面の写真であり、(b)は予め試料5を塗布してから溶接を行ったSUS304母材表面の写真である。
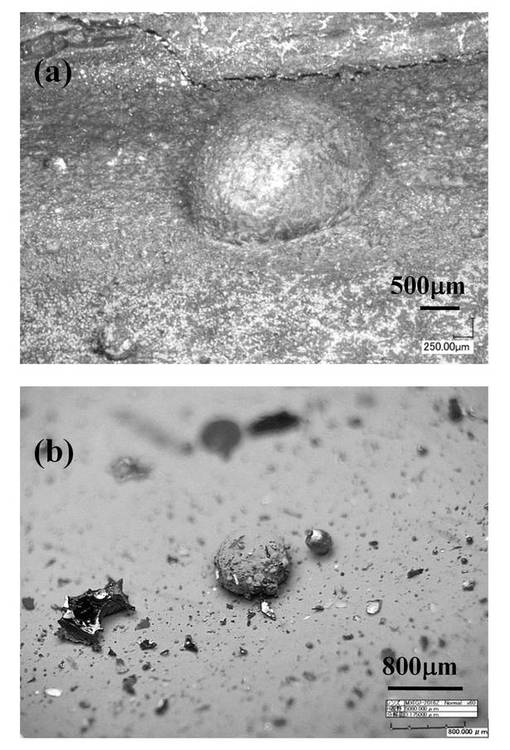
【図2】試験例1における、溶接後のステンレス母材表面のスパッタ付着状況を示す実体顕微鏡写真であり、(a)は無塗布、(b)は試料5を塗布したものである。
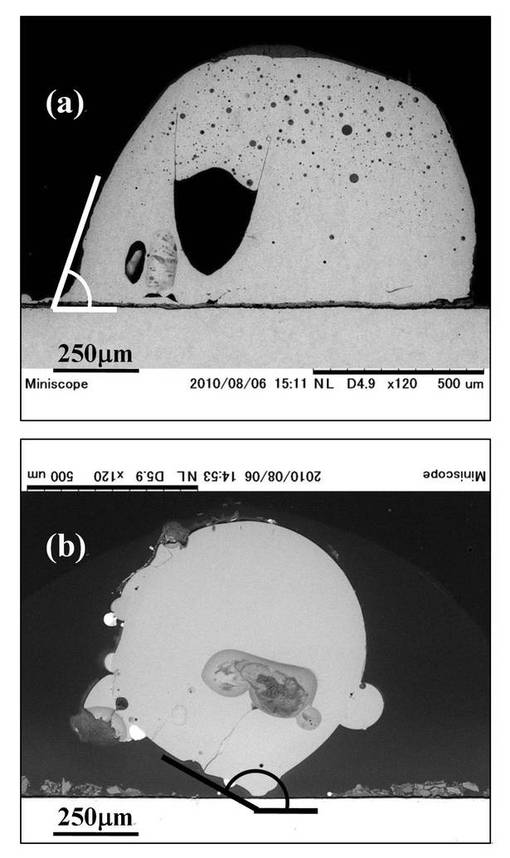
【図3】試験例1における、ステンレス母材およびスパッタ粒子の断面構造の電子顕微鏡写真であり、(a)は無塗布、(b)は試料5を塗布したものである。
【発明を実施するための形態】
【0014】
本発明の実施の形態における溶接スパッタ付着防止剤は、ガラス質火山砕屑物の微粒子と、水とを混合してなるものである。ガラス質火山砕屑物としては、シラスやシラスバルーンなどを好適に用いることができる。また、ガラス質火山砕屑物は、平均粒径300μm以下、より好ましくは75μm以下のものを好適に使用することができる。ガラス質火山砕屑物と水との混合比は、ガラス質火山砕屑物の微粒子の大きさに応じて適宜調整する。この溶接スパッタ付着防止剤は、溶接対象部材の溶接に際し、予め溶接部およびその近傍に刷毛で塗布するか、またはスプレーで吹き付けて使用する。その後、溶接を実行することで、スパッタの付着を防止することができる。
【0015】
この溶接スパッタ付着防止剤は、天然物たるガラス質火山砕屑物が良好な展伸性と粘着性を兼ね備えているため、溶接対象部材に塗布すると均一で密着性の高い塗膜が形成される。したがって、溶接の際に発生した高温のスパッタがこの塗膜に接触しても、熱的安定性を有するガラス質火山砕屑物がスパッタと溶接対象部材との間に保持されているため、スパッタが溶接対象部材表面に付着することが妨げられる。
【0016】
また、スパッタの熱は、スパッタが塗膜の水分に接触することで瞬時に蒸発し、その水分の蒸発の際に生じる蒸発潜熱によって、スパッタが顕著に冷却される。すなわち、この塗膜は、熱絶縁塗膜の形態をなし、その結果、スパッタが塗膜上を飛び跳ねながら移動するため、溶接対象部材への付着が防止される。
【0017】
また、天然物たるガラス質火山砕屑物は低比重であり、溶接後は高比重である溶接金属内部に留まることなく溶接金属上に出現して酸化物スラグに集積するため、ピンホールやブローホールなどの溶接欠陥が生じることがない。すなわち、本発明の実施の形態における溶接スパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができる。
【実施例】
【0018】
次に実施例等を挙げ、本発明をさらに詳しく説明するが、本発明はこれら実施例等に何ら制約されるものではない。
【0019】
<試験例1>
溶接試験(1):
ガラス質火山砕屑物の一次堆積物であるシラス(宮崎県都城市庄内町の丘陵から採取)を水洗後にふるいを用いて75μm以下に分級したものを水(水道水)と混合して軽く撹拌し、下記表1に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料1〜11)。
【0020】
溶接対象部材(溶接母材)として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料1〜11を、刷毛を用いて母材に塗布し、塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態について、後述の基準により評価した。
【0021】
また、塗布後直ちに、母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、下記基準により評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表1はその結果を示す。
【0022】
【表1】

【0023】
(塗布しやすさ、塗膜状態の評価基準)
◎:刷毛で塗布しやすい粘度で均一で安定した塗膜が形成できる。
○:刷毛で塗布可能な範囲であり、不均一だが塗膜を形成できる。
△:刷毛では塗布が困難である。
×:塗布できない。
【0024】
(スパッタ付着状態の評価基準)
◎:水洗でスパッタを除去できる。圧縮空気でも容易に除去できる。
○:皮手袋を着けて手で表面をこすれば除去可能。
△:鋼製のへらで強くこすれば除去可能。
×:スパッタの付着が強固である。
なお、上記の評価基準は後述の幾つかの試験例の評価表の全てに適用するものとする。
【0025】
試料1〜4では粉状かもしくは団子状となり、刷毛での塗布が困難であった。試料10や試料11のように水が多いと刷毛を用いた塗布が可能であったが、元々母材表面に付着している加工油成分が残存していたため、母材からのはく離が生じた。特にSUS304材の場合では、母材からのはく離が顕著で、塗布面がはじかれた箇所にスパッタが付着したことを観察した。試料5のシラス6質量部:と水4質量部で、展伸性のある塗膜状態が得られ塗布しやすく、総合的に最も良好であり、この試料5であるとスパッタ付着防止効果においても優れていた。次いで良好なのが試料6のシラス5質量部:水5質量部のものであることも分かった。すなわち、この試験結果から、シラス50〜60質量%と水40〜50質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0026】
図1(a)および(b)は、溶接後、水洗浄によりスパッタを除去した母材表面の写真であり、(a)は無塗布、(b)は試料5を塗布したものである。図1のように、無塗布の場合、スパッタを除去することができず母材上の溶接部周辺に多数残存している(矢印部分)。一方、図1(b)に示すように、試料5を塗布した場合には、ほぼ完全にスパッタが除去された。
【0027】
図2は、母材上のスパッタ粒子の実体顕微鏡写真、図3は、その断面の電子顕微鏡写真であり、それぞれ(a)は無塗布、(b)は試料5を塗布したものである。これから明らかなように無塗布では、スパッタ粒子と母材界面との濡れ性が高くなるため(浸漬濡れ)、半球形となって母材と面で接触した状態となり、母材と強固に接合している。これに対し、試料5を塗布したものは、母材とスパッタ粒子の界面の濡れ性が低くなっているため(付着濡れ)、スパッタが球形状となって母材と点で接触した状態となる。この部分に応力が集中し、スパッタ粒子を容易に除去することができるものと考えられる。
【0028】
<試験例2>
溶接試験(2):
試験例1で調製した試料5、6および7をそれぞれ試験例1と同様に溶接母材に刷毛で塗布し、3日間室温で放置した。放置後、試験例1と同様にして溶接を行ったところ、塗布直後と同等のスパッタ付着状態の評価が認められ、試料5について最も優れたスパッタ付着防止効果が得られた。
【0029】
<試験例3>
溶接試験(3):
試験例1で調製した試料5および6について、母材を直立させ、刷毛を上方から下方に向けて一方向に動かしながら母材に刷毛で塗布して塗膜を形成させ、試験例1と同様に溶接を行ったところ、母材を水平姿勢で塗布した場合と同等のスパッタ付着防止効果が得られた。
【0030】
<試験例4>
溶接試験(4):
シラスバルーン(アクシーズケミカル株式会社、WB−601、10〜500μm、平均粒径170μm)をふるいを用いて平均粒径75μm以下に分級したものを水(水道水)と混合して軽く撹拌し、下記表2に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料12〜22)。
【0031】
溶接母材として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料12〜22を刷毛で母材に塗布し塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態については、前述の評価基準で評価した。
【0032】
また、塗布後直ちに母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、前述の評価基準で評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表2はその結果を示す。
【0033】
【表2】
【0034】
試料12〜18に示す範囲では試料がすべて粉状となり、刷毛での塗布が困難であった。試料19は団子状となり、刷毛を用いて塗布できなかった。試料20、21および22は刷毛を用いた塗布が可能であったが、試料22をSUS304材に塗布した場合、元々母材表面に付着している加工油成分が残存しているため、母材からのはく離が生じ、塗布面がはじかれた箇所にスパッタが付着したことを観察した。
【0035】
しかしながら、試料20のシラスバルーン2質量部:水8質量部と、試料21のシラスバルーン1質量部:水9質量部で展伸性のある塗膜状態が得られ塗布しやすく、総合的に良好であり、これらの試料はスパッタ付着防止効果においても優れていた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0036】
<試験例5>
溶接試験(5):
シラスバルーン(豊和直株式会社、TBB、1〜10μm、平均粒径6μm)を水(水道水)と混合して軽く撹拌し、下記表3に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料23〜26)。
【0037】
溶接母材として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料23〜26を、刷毛を用いて母材に塗布し塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態について、前述の評価基準で評価した。また、塗布後直ちに、母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。
【0038】
溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、前述の評価基準で評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表3はその結果を示す。
【0039】
【表3】
【0040】
試料23および試料24は粉状および団子状を示し、刷毛を用いて塗布できなかった。試料25は刷毛を用いた塗布が可能であったが、試料22をSUS304材に塗布した場合、元々母材表面に付着している加工油成分が残存しているため、母材からのはく離が生じ、塗布面がはじかれた箇所にスパッタが付着したことを観察した。試料25のシラスバルーン2質量部:水8質量部および試料26のシラスバルーン1質量部:水9質量部で、展伸性のある塗膜状態が得られ塗布し易く、総合的に良好であり、これらの試料であるとスパッタ付着防止効果においても優れていた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0041】
<試験例6>
溶接試験(6):
試験例5で調製した試料23〜26について、スプレーにて溶接母材に塗布し、試験例5と同様にして溶接を行ったところ、下表4に示すように試料25および26について優れたスパッタ付着防止効果が得られた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、スプレーにより塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0042】
【表4】
【0043】
(強度試験)
縦75mm、横100mm、厚さ9mmのSS400材にV形の開先(開先深さ6mm、開先角度60°、ルート間隔1mm)を機械加工によって施した後、試験例5の試料26を刷毛を用いて溶接母材に塗布し、三層盛りのV形継手突合せ溶接を行った。その後JIS Z3121に準拠して突合せ溶接継手の引張試験、およびJIS Z3128に準拠して溶接継手のシャルピー衝撃試験を行い、有意差は無いと認められた。また試験後の破面観察から溶接欠陥は観察されなかった。表5はその強度試験結果である。
【0044】
【表5】
【0045】
以上の試験結果から、本発明の溶接スパッタ付着防止剤では、塗布直後に溶接しても溶接欠陥が生じることなく、スパッタの母材への付着を有効に防止して、溶接継手の強度を保証し得ることが分かった。なお、以上の実施例では、ガラス質火山砕屑物の微粒子の平均粒径が75μm以下のものについて行っているが、これより大きい平均粒径のものについても、水との混合比を適宜調整することで、所望の塗布状態およびスパッタ付着状態を得ることが可能である。
【産業上の利用可能性】
【0046】
本発明は、天然物たるシラス等を有効活用でき、安価で安全性が高く、乾燥工程が不要で、スパッタの付着を効果的に低減できる水ベースの溶接スパッタ付着防止剤として有用である。特に本発明は、溶接欠陥の生成に至らずに種々の溶接母材に対して継手強度を保証することが可能な溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法として好適である。
【技術分野】
【0001】
本発明は、金属材料を溶接する際に発生するスパッタの付着を防止する溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法に関する。
【背景技術】
【0002】
金属材料を溶接する際に発生するスパッタの付着を防止する溶接スパッタ付着防止剤として、例えば特許文献1には、無機酸化物粒子および結合剤を溶媒に混合させたスパッタ付着防止剤が記載されている。このスパッタ付着防止剤では、溶接部材の溶接部およびその近傍の表面に被覆してコーティング膜を形成すると、その膜の表面に無機酸化物粒子による凹凸が形成され、この凹凸によりスパッタとコーティング膜表面との間に空気層が形成されるため、またコーティング膜内に空隙が形成されるため、スパッタの保有熱がコーティング膜および溶接部材に伝わり難くなり、スパッタは周囲空気によって速やかに冷却、固化され溶接部材に溶着するのを防止できるというものである。
【0003】
また、特許文献2には、無機物または無機化合物の微粉末に、水、ジカルボン酸、金属水酸化物、トリアゾール類、キレート類、飽和脂肪酸、および不飽和脂肪酸からなる群より選択される1以上の物質を含んでなる混合液を含む溶接スパッタ付着防止剤が記載されている。また、実施例として、この溶接スパッタ付着防止剤は、65℃〜80℃の温水947ccに、重炭酸ナトリウム1g、フッ化ナトリウム2g、EDTA−4Na・4H2O(クレワットS2、帝国化学産業株式会社製)10g、ドデカン酸0.5g、トリルトリアゾール0.5g、カプリル酸20g、オレイン酸10g、水酸化カリウム水溶液10gを添加し、約10分、混合撹拌し、さらに、水ガラス8g、酸化鉄の微粉末(平均粒径80μm)25gを添加して、約30〜60分、高速で混合撹拌することにより得ることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−290979号公報
【特許文献2】特開2005−324217号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載の溶接スパッタ付着防止剤は、無機酸化物粒子に疎水性基を有する処理剤で表面処理を実施すること、結合剤が必要であること、そして2時間程度の乾燥時間を要することから、簡便に製作することができない。また、乾燥工程を必要とするため、直ちに溶接作業に取りかかることができないなど、作業効率に劣ることが問題となる。
【0006】
また、特許文献2に記載の溶接スパッタ付着防止剤は、実施例に記載されているように、調整せしめる水は65〜80℃に熱せられた温水であることが必要であり、また、混合の際には約30〜60分間の高速撹拌が求められるという問題がある。
【0007】
そこで、本発明においては、天然物たるシラス等のガラス質火山砕屑物を有効活用でき、安価で環境への有害性が無く、乾燥工程が不要であり、塗布直後に溶接しても溶接欠陥が生じることなく、スパッタの母材への付着を有効に防止することが可能な溶接スパッタ付着防止剤およびこれを用いたスパッタ付着防止方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の溶接スパッタ付着防止剤は、ガラス質火山砕屑物の微粒子と、水とを混合してなるものである。また、本発明のスパッタ付着防止方法は、溶接対象部材の溶接に際し、予め溶接部およびその近傍に、本発明の溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行することを特徴とする。
【0009】
本発明の溶接スパッタ付着防止剤は、天然物たるガラス質火山砕屑物が良好な展伸性と粘着性を兼ね備えているため、溶接対象部材に塗布すると均一で密着性の高い塗膜が形成される。そのため、溶接の際に発生した高温のスパッタがこの塗膜に接触しても、熱的安定性を有するガラス質火山砕屑物がスパッタと溶接対象部材との間に保持されているため、スパッタが溶接対象部材表面に付着することが妨げられる。また、スパッタの熱は、スパッタが塗膜の水分に接触することで瞬時に蒸発し、その水分の蒸発の際に生じる蒸発潜熱によって、スパッタが顕著に冷却され、スパッタが塗膜上を飛び跳ねながら移動するため、溶接対象部材への付着が防止される。また、天然物たるガラス質火山砕屑物は低比重であり、溶接後は高比重である溶接金属内部に留まることなく溶接金属上に出現して酸化物スラグに集積するため、ピンホールやブローホールなどの溶接欠陥が生じることがない。すなわち、本発明の溶接スパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができる。
【0010】
ここで、ガラス質火山砕屑物としては、シラスおよび/またはシラスバルーンを好適に用いることができる。また、ガラス質火山砕屑物は、平均粒径300μm以下、より好ましくは75μm以下であることが望ましい。ここで、平均粒径とは、ふるい分け法によって測定した試験用ふるい目開きで表したものである(日本工業規格 JIS Z 8901参照。)。
【発明の効果】
【0011】
本発明のスパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができるので、乾燥工程やスパッタ除去工程が不要であるか、または、大幅に短縮ないし簡略化できるため、作業効率を著しく改善することができる。また、腐敗による臭気や毒性がないため安全性が非常に高く、さらに廉価で天然物たるガラス質火山砕屑物を用いていることにより、有効活用と経済性の面でも優れるものである。さらに、種々の溶接対象部材に対してスパッタ付着防止効果を発揮し、汎用性が高く、また、溶接後はブラシや水洗等で容易に塗膜を除去できるため、作業性にも優れるものである。
【0012】
また、本発明によれば、南九州に広く賦存するシラス等が有効に利活用されることによって、地域住民のシラス等を用いた利用技術への関心が高まり、地域企業産業の活性化を促進させるといった効果がある。
【図面の簡単な説明】
【0013】
【図1】試験例1において、(a)は無塗布で溶接を行ったSUS304母材表面の写真であり、(b)は予め試料5を塗布してから溶接を行ったSUS304母材表面の写真である。
【図2】試験例1における、溶接後のステンレス母材表面のスパッタ付着状況を示す実体顕微鏡写真であり、(a)は無塗布、(b)は試料5を塗布したものである。
【図3】試験例1における、ステンレス母材およびスパッタ粒子の断面構造の電子顕微鏡写真であり、(a)は無塗布、(b)は試料5を塗布したものである。
【発明を実施するための形態】
【0014】
本発明の実施の形態における溶接スパッタ付着防止剤は、ガラス質火山砕屑物の微粒子と、水とを混合してなるものである。ガラス質火山砕屑物としては、シラスやシラスバルーンなどを好適に用いることができる。また、ガラス質火山砕屑物は、平均粒径300μm以下、より好ましくは75μm以下のものを好適に使用することができる。ガラス質火山砕屑物と水との混合比は、ガラス質火山砕屑物の微粒子の大きさに応じて適宜調整する。この溶接スパッタ付着防止剤は、溶接対象部材の溶接に際し、予め溶接部およびその近傍に刷毛で塗布するか、またはスプレーで吹き付けて使用する。その後、溶接を実行することで、スパッタの付着を防止することができる。
【0015】
この溶接スパッタ付着防止剤は、天然物たるガラス質火山砕屑物が良好な展伸性と粘着性を兼ね備えているため、溶接対象部材に塗布すると均一で密着性の高い塗膜が形成される。したがって、溶接の際に発生した高温のスパッタがこの塗膜に接触しても、熱的安定性を有するガラス質火山砕屑物がスパッタと溶接対象部材との間に保持されているため、スパッタが溶接対象部材表面に付着することが妨げられる。
【0016】
また、スパッタの熱は、スパッタが塗膜の水分に接触することで瞬時に蒸発し、その水分の蒸発の際に生じる蒸発潜熱によって、スパッタが顕著に冷却される。すなわち、この塗膜は、熱絶縁塗膜の形態をなし、その結果、スパッタが塗膜上を飛び跳ねながら移動するため、溶接対象部材への付着が防止される。
【0017】
また、天然物たるガラス質火山砕屑物は低比重であり、溶接後は高比重である溶接金属内部に留まることなく溶接金属上に出現して酸化物スラグに集積するため、ピンホールやブローホールなどの溶接欠陥が生じることがない。すなわち、本発明の実施の形態における溶接スパッタ付着防止剤によれば、塗膜が乾燥せず、濡れた状態で溶接しても、ピンホールやブローホールなどの溶接欠陥を生じることなく、溶接継手の強度を保証しつつ、スパッタの溶接対象部材への付着を防止することができる。
【実施例】
【0018】
次に実施例等を挙げ、本発明をさらに詳しく説明するが、本発明はこれら実施例等に何ら制約されるものではない。
【0019】
<試験例1>
溶接試験(1):
ガラス質火山砕屑物の一次堆積物であるシラス(宮崎県都城市庄内町の丘陵から採取)を水洗後にふるいを用いて75μm以下に分級したものを水(水道水)と混合して軽く撹拌し、下記表1に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料1〜11)。
【0020】
溶接対象部材(溶接母材)として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料1〜11を、刷毛を用いて母材に塗布し、塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態について、後述の基準により評価した。
【0021】
また、塗布後直ちに、母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、下記基準により評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表1はその結果を示す。
【0022】
【表1】
【0023】
(塗布しやすさ、塗膜状態の評価基準)
◎:刷毛で塗布しやすい粘度で均一で安定した塗膜が形成できる。
○:刷毛で塗布可能な範囲であり、不均一だが塗膜を形成できる。
△:刷毛では塗布が困難である。
×:塗布できない。
【0024】
(スパッタ付着状態の評価基準)
◎:水洗でスパッタを除去できる。圧縮空気でも容易に除去できる。
○:皮手袋を着けて手で表面をこすれば除去可能。
△:鋼製のへらで強くこすれば除去可能。
×:スパッタの付着が強固である。
なお、上記の評価基準は後述の幾つかの試験例の評価表の全てに適用するものとする。
【0025】
試料1〜4では粉状かもしくは団子状となり、刷毛での塗布が困難であった。試料10や試料11のように水が多いと刷毛を用いた塗布が可能であったが、元々母材表面に付着している加工油成分が残存していたため、母材からのはく離が生じた。特にSUS304材の場合では、母材からのはく離が顕著で、塗布面がはじかれた箇所にスパッタが付着したことを観察した。試料5のシラス6質量部:と水4質量部で、展伸性のある塗膜状態が得られ塗布しやすく、総合的に最も良好であり、この試料5であるとスパッタ付着防止効果においても優れていた。次いで良好なのが試料6のシラス5質量部:水5質量部のものであることも分かった。すなわち、この試験結果から、シラス50〜60質量%と水40〜50質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0026】
図1(a)および(b)は、溶接後、水洗浄によりスパッタを除去した母材表面の写真であり、(a)は無塗布、(b)は試料5を塗布したものである。図1のように、無塗布の場合、スパッタを除去することができず母材上の溶接部周辺に多数残存している(矢印部分)。一方、図1(b)に示すように、試料5を塗布した場合には、ほぼ完全にスパッタが除去された。
【0027】
図2は、母材上のスパッタ粒子の実体顕微鏡写真、図3は、その断面の電子顕微鏡写真であり、それぞれ(a)は無塗布、(b)は試料5を塗布したものである。これから明らかなように無塗布では、スパッタ粒子と母材界面との濡れ性が高くなるため(浸漬濡れ)、半球形となって母材と面で接触した状態となり、母材と強固に接合している。これに対し、試料5を塗布したものは、母材とスパッタ粒子の界面の濡れ性が低くなっているため(付着濡れ)、スパッタが球形状となって母材と点で接触した状態となる。この部分に応力が集中し、スパッタ粒子を容易に除去することができるものと考えられる。
【0028】
<試験例2>
溶接試験(2):
試験例1で調製した試料5、6および7をそれぞれ試験例1と同様に溶接母材に刷毛で塗布し、3日間室温で放置した。放置後、試験例1と同様にして溶接を行ったところ、塗布直後と同等のスパッタ付着状態の評価が認められ、試料5について最も優れたスパッタ付着防止効果が得られた。
【0029】
<試験例3>
溶接試験(3):
試験例1で調製した試料5および6について、母材を直立させ、刷毛を上方から下方に向けて一方向に動かしながら母材に刷毛で塗布して塗膜を形成させ、試験例1と同様に溶接を行ったところ、母材を水平姿勢で塗布した場合と同等のスパッタ付着防止効果が得られた。
【0030】
<試験例4>
溶接試験(4):
シラスバルーン(アクシーズケミカル株式会社、WB−601、10〜500μm、平均粒径170μm)をふるいを用いて平均粒径75μm以下に分級したものを水(水道水)と混合して軽く撹拌し、下記表2に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料12〜22)。
【0031】
溶接母材として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料12〜22を刷毛で母材に塗布し塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態については、前述の評価基準で評価した。
【0032】
また、塗布後直ちに母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、前述の評価基準で評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表2はその結果を示す。
【0033】
【表2】
【0034】
試料12〜18に示す範囲では試料がすべて粉状となり、刷毛での塗布が困難であった。試料19は団子状となり、刷毛を用いて塗布できなかった。試料20、21および22は刷毛を用いた塗布が可能であったが、試料22をSUS304材に塗布した場合、元々母材表面に付着している加工油成分が残存しているため、母材からのはく離が生じ、塗布面がはじかれた箇所にスパッタが付着したことを観察した。
【0035】
しかしながら、試料20のシラスバルーン2質量部:水8質量部と、試料21のシラスバルーン1質量部:水9質量部で展伸性のある塗膜状態が得られ塗布しやすく、総合的に良好であり、これらの試料はスパッタ付着防止効果においても優れていた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0036】
<試験例5>
溶接試験(5):
シラスバルーン(豊和直株式会社、TBB、1〜10μm、平均粒径6μm)を水(水道水)と混合して軽く撹拌し、下記表3に示す質量部となるよう溶接スパッタ付着防止剤を調製した(試料23〜26)。
【0037】
溶接母材として、縦200mm、横150mm、厚さ6mmのSS400材およびSUS304材を用いた。試料23〜26を、刷毛を用いて母材に塗布し塗膜を形成させた。各試料の塗布のしやすさおよび塗布状態について、前述の評価基準で評価した。また、塗布後直ちに、母材中央部において、横方向に被覆アーク溶接棒を用い、一定速度(130mm/30秒)で肉盛り溶接を行った。
【0038】
溶接は、被覆アーク溶接機(Panasonic製 YC−300WX4型)を用いた。SS400材には、JIS Z3211に準拠した直径3.2mm×長さ350mm(D4303型)、SUS304材にはJIS Z3221に準拠した直径3.2mm×長さ350mm(D308L−16型)の溶接棒を使用した。電流値設定はJISに準拠し、SS400材はDC120A、SUS304材はDC130Aとした。溶接終了後、スパッタ付着状態を目視で確認し、前述の評価基準で評価した。また、塗膜を刷毛または水洗で除去し、塗膜の残存状況を確認した。表3はその結果を示す。
【0039】
【表3】
【0040】
試料23および試料24は粉状および団子状を示し、刷毛を用いて塗布できなかった。試料25は刷毛を用いた塗布が可能であったが、試料22をSUS304材に塗布した場合、元々母材表面に付着している加工油成分が残存しているため、母材からのはく離が生じ、塗布面がはじかれた箇所にスパッタが付着したことを観察した。試料25のシラスバルーン2質量部:水8質量部および試料26のシラスバルーン1質量部:水9質量部で、展伸性のある塗膜状態が得られ塗布し易く、総合的に良好であり、これらの試料であるとスパッタ付着防止効果においても優れていた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、刷毛により塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0041】
<試験例6>
溶接試験(6):
試験例5で調製した試料23〜26について、スプレーにて溶接母材に塗布し、試験例5と同様にして溶接を行ったところ、下表4に示すように試料25および26について優れたスパッタ付着防止効果が得られた。すなわち、この試験結果から、シラスバルーン10〜20質量%と水80〜90質量%とを含むスパッタ付着防止剤では、スプレーにより塗布しやすく、良好なスパッタ付着防止効果が得られることが分かった。
【0042】
【表4】
【0043】
(強度試験)
縦75mm、横100mm、厚さ9mmのSS400材にV形の開先(開先深さ6mm、開先角度60°、ルート間隔1mm)を機械加工によって施した後、試験例5の試料26を刷毛を用いて溶接母材に塗布し、三層盛りのV形継手突合せ溶接を行った。その後JIS Z3121に準拠して突合せ溶接継手の引張試験、およびJIS Z3128に準拠して溶接継手のシャルピー衝撃試験を行い、有意差は無いと認められた。また試験後の破面観察から溶接欠陥は観察されなかった。表5はその強度試験結果である。
【0044】
【表5】
【0045】
以上の試験結果から、本発明の溶接スパッタ付着防止剤では、塗布直後に溶接しても溶接欠陥が生じることなく、スパッタの母材への付着を有効に防止して、溶接継手の強度を保証し得ることが分かった。なお、以上の実施例では、ガラス質火山砕屑物の微粒子の平均粒径が75μm以下のものについて行っているが、これより大きい平均粒径のものについても、水との混合比を適宜調整することで、所望の塗布状態およびスパッタ付着状態を得ることが可能である。
【産業上の利用可能性】
【0046】
本発明は、天然物たるシラス等を有効活用でき、安価で安全性が高く、乾燥工程が不要で、スパッタの付着を効果的に低減できる水ベースの溶接スパッタ付着防止剤として有用である。特に本発明は、溶接欠陥の生成に至らずに種々の溶接母材に対して継手強度を保証することが可能な溶接スパッタ付着防止剤およびこれを利用したスパッタ付着防止方法として好適である。
【特許請求の範囲】
【請求項1】
ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤。
【請求項2】
前記ガラス質火山砕屑物は、シラスおよび/またはシラスバルーンである請求項1記載のスパッタ付着防止剤。
【請求項3】
前記ガラス質火山砕屑物は、シラス50〜60質量%と水40〜50質量%とを含む請求項1記載のスパッタ付着防止剤。
【請求項4】
前記ガラス質火山砕屑物は、シラスバルーン10〜20質量%と水80〜90質量%とを含む請求項1記載のスパッタ付着防止剤。
【請求項5】
前記ガラス質火山砕屑物は、平均粒径300μm以下である請求項1から4のいずれかに記載の溶接スパッタ付着防止剤。
【請求項6】
溶接対象部材の溶接に際し、予め溶接部およびその近傍に、ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行することを特徴とするスパッタ付着防止方法。
【請求項1】
ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤。
【請求項2】
前記ガラス質火山砕屑物は、シラスおよび/またはシラスバルーンである請求項1記載のスパッタ付着防止剤。
【請求項3】
前記ガラス質火山砕屑物は、シラス50〜60質量%と水40〜50質量%とを含む請求項1記載のスパッタ付着防止剤。
【請求項4】
前記ガラス質火山砕屑物は、シラスバルーン10〜20質量%と水80〜90質量%とを含む請求項1記載のスパッタ付着防止剤。
【請求項5】
前記ガラス質火山砕屑物は、平均粒径300μm以下である請求項1から4のいずれかに記載の溶接スパッタ付着防止剤。
【請求項6】
溶接対象部材の溶接に際し、予め溶接部およびその近傍に、ガラス質火山砕屑物の微粒子と、水とを混合してなる溶接スパッタ付着防止剤を刷毛で塗布するか、またはスプレーで吹き付けた後、溶接を実行することを特徴とするスパッタ付着防止方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−75324(P2013−75324A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217567(P2011−217567)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【Fターム(参考)】
[ Back to top ]