
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接プロセスに関し、特に、ステンレス鋼チューブを溶接する溶接プロセスの使用と、ニッケルを基にしたチューブ、特に、高い炭素成分を有するニッケルを基にしたチューブを溶接する溶接プロセスの使用と、遠心鋳造チューブを溶接する溶接プロセスの使用とに関する。
【背景技術】
【0002】
チューブが互いに溶接されるときには、概して、溶接バーナーが、チューブの長手方向軸に対して直角な面において、チューブの端部の周りの周継手に沿って動かされ、チューブは固定されているか、または第1のチューブと第2のチューブとが、溶接バーナーの下で第1のチューブと第2のチューブとを保持するホルダの適切な構成によって、同時に回転させられ、そのとき溶接バーナーは静止しているかのいずれかであり、それにより溶接バーナーが、溶接ビードによって周継手を閉鎖し得る。
【0003】
特許文献1は、旋回する溶接バーナーによる溶接ビードの生成に関する1つの可能な手順を記述する。特許文献1に記述されるように、連続的に溶接バーナーの方向制御を変更することによって、製品における円弧部分の上だけに作り出される個々の溶接ビードを配置する複雑なプロセスは、高品質の溶接ビードを生成するために、どのような複雑な手段が含まれるかを示している。実際、この場合、目的は、以下の企図のうちの1つ以上を達成することであり、該企図は、ルートを通る溶接、少ない数の充填溶接部、第1の溶接ビードと第2の溶接ビードとの間の良好な連結、および溶接ビードに隣接する範囲におけるチューブ材料構造に対する変化を出来るだけ少なくすることである。
【特許文献1】欧州特許第0884126号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
この背景に対して、本発明は、経済的な溶接を可能にする溶接プロセスを提案する目的に基づき、特に、ハードウェアの観点からあまり複雑ではない溶接を提案する目的に基づいており、そして、特に、ステンレス鋼チューブの良好な溶接を提案する目的と、ニッケルを基にしたチューブ、特に、高い炭素成分を有するニッケルを基にしたチューブの良好な溶接を提案する目的と、遠心鋳造チューブの良好な溶接を提案する目的とに基づいている。
【0005】
本目的は、2つの独立請求項1および6に請求されるような溶接プロセスによって達成される。有利な改良点が、従属請求項に明記される。
【課題を解決するための手段】
【0006】
本発明は、特に、溶接の間の、溶接される端部範囲におけるチューブのうちの少なくとも1つのチューブを冷却し得る冷却材を抽出するねらいと、溶接プロセスの間に継続的に、この冷却材を抽出するのではなく、特定の時間間隔だけに、この冷却材を抽出するねらいとに基づいている。例として、ルート層がプロセスの間に冷却材の放出によって冷却されることないように、全体の中で最初に溶接されるルート層に対する溶接プログラムを提供することを可能にする。これは、1つのチューブ/複数のチューブの内部に使用される冷却材が、結果として生じる内側からのルート層を外側に強制することがなく、従って、所望されないビードをもたらさないという利点をもたらす。本発明の1つのかかる実施形態に従って、次に、1つのチューブ/複数のチューブは、例えば、ルート層に適用される充填層または被覆層の溶接部に対する冷却材の使用によって冷却され得る。従って、冷却材の使用は、被覆層が溶接される間の特定の時間間隔に制限される。
【0007】
継続的に冷却材を使用するのではなく、完全に特定の時間間隔だけに冷却材を使用する本発明に従った概念は、他の時間間隔にも適用され得る。例えば、時間間隔は、時間で定義される必要はなく、バーナーの先端の位置および/またはバーナーの先端の方向の関数として定義され得る。例えば、バーナーの先端が特定の位置および/または方向にあるときにはいつでも、冷却材が使用されることを、制御システムに定義することが可能である。
【0008】
従って、本発明は、冷却材の抽出が、特に溶接ビードの形状に影響する要素として使用され得るという基本的な認識に基づいており、すなわち、例えば、バーナーの先端が、チューブの側面に配置されるときには、例えば、(ルート層を外側に強制することを望む場合には)冷却材の抽出が、ルート層の特定の形作りに対して使用され得るか、または冷却材の抽出は、溶接バーナーの上の特定の姿勢に使用され得、それにより所望のビードの形状が、この溶接姿勢においても達成されることを確実にすることが可能である。冷却材がビードの形状に対する意図的な形成要素として使用され得るというこの認識に加えて、特定の時間間隔への、本発明に従った冷却材の使用の制限は、冷却材の消費を減少させる利点を提供する。本発明に従って、冷却材は、結果的に、溶接プロセスの間に継続的には使用されず、特定の時間間隔だけに使用される。時間間隔は、常に、同じ長さであり得る。しかしながら、時間間隔の長さは、好適には、例えば、選択された溶接プログラムの関数として、制御システムによって変更される。これが、溶接プロセスの異なる部分に対して、チューブの端部の異なる冷却を提供することを可能にし、それにより冷却材の消費のさらなる最適化の利点を提供する。
【0009】
特定の時間間隔における冷却材の使用は、オペレータ自身によって制御され、例えば、オペレータが、供給バルブを開いたり、閉じたりすることによって制御され得る。冷却材の使用が、開ループの制御システムまたは閉ループの制御システムによる開ループ制御または閉ループ制御にも支配されることが特に好ましい。異なる溶接プログラムが、この開ループの制御プログラムまたは閉ループの制御プログラムに格納され得、各プログラムは、特定の時間間隔の特定の関連付けられたシーケンスを有する。次に、オペレータは、溶接されるチューブのタイプに依存して、例えば、チューブの材料、チューブの寸法、溶接ビードの調整などに依存して、この目的に対する最善の溶接プログラムを選択し得る。
【0010】
タングステン不活性ガス(TIG)溶接プロセスは、それ自体が周知であり、かつ、溶接プロセスとして使用されることが特に好ましい。本発明の利点は、このプロセスにおいて、特に良く実装され得ることが分かった。溶接バーナーは、好適には、バリアガスの供給源を有し、バリアガスの供給源がバーナーと共に動くことと、バリアガスの供給源が静止していることとの両方になるように、該バリアガスの供給源は構成される。さらに、ワイヤの供給源が、溶接材料のために提供され得る。溶接材料は個々の層を溶接している間において選択的に供給され得るか、または、例えば、溶接材料を全く供給することなく完全な層を溶接することが可能である。
【0011】
上に記述された本発明に従った処理の実施形態と、以下の文章において記述される本発明に従った処理の実施形態とにおいて、第1のチューブと第2のチューブとが、端部において互いに溶接される。この場合、チューブという表現は、実際の単語「チューブ」の意味の細長い物体を意味するだけでなく、湾曲したチューブ、T字部の管状の接合部、または実質的に環状の断面を有する端部範囲を有するその他任意の物体、特に、円形のリングの形式の端部範囲を有するその他任意の物体を意味する。
【0012】
チューブの端面は、処理されないことがあり得るか、または溶接ビードの調整を受け得る。例えば、端面は、V形ビードまたは他のビードの形状を生成するために面取りをされ得る。端面が、部分的にチューブの軸に対して直角になり、かつ、部分的にチューブの軸に対してある角度を付けられ、それにより、例えば、ルート層がI形ビードとして溶接され、被覆層または充填層がV形ビードとして溶接されることが、特に好ましい。
【0013】
チューブが周継手を形成するために必要な位置に配置されたときには、可能である限り、外周に変わり目がないように、チューブは特に配置される。頻繁に溶接されるチューブは、円形リングの形式の正確な断面を有しておらず、例えば、わずかに変化する壁厚を有し、および/または、例えば、内周の形状とは同じでない外周の形状、例えば、楕円の外周の形状を有する。ここで、2つの外周が可能な限り整列されるように、チューブが互いに対して整列されたときに、利点が達成される。チューブは、明らかに、例えば、同軸にも整列され得るが、外周が、互いに対するチューブの整列のための基準として使用されることが好ましい。内側と外側との両方におけるずれが、最小になるように、チューブが互いに対して整列されることが、特に好ましい。相互に整列されたチューブが、スポット溶接(「仮付け」)によって互いに対して回転し得ないように、相互に整列されたチューブは互いに接続され得る。これは、他方のチューブが回転させられたときには、一方のチューブも回転させられる結果となる。周継手という表現はまた、この場合、チューブの端部の間に、継手がないか、または最小限の継手だけが残っている場合であっても、接続されるチューブの断面が、互いに対して直接的に配置されること、例えば、突合せ継手の形式で配置されることを意味する。
【0014】
チューブを保持することに関して、上に記述されたようなこれらの実施形態、および以下の文章における実施形態は、チューブが回転し得ないように、例えば、ロータリードライブのホルダの中に、チューブを保持し得る。しかしながら、ホルダは、チューブに対する純粋な静止面の形状であることが、特に好ましい。例えば、静止面は、円弧形状の断面を有し得、そして、この断面にローラーを有し得、チューブがチューブの軸の周りを回転させられたときには、静止面の中に挿入されたチューブは該ローラーの上で回転できる。チューブを保持するホルダが、持ち上げられた水平な姿勢でチューブを保持するように、チューブを保持するホルダが設計されることが好ましい。特に、ホルダは、チューブの外側に作用する。しかしながら、本発明の目的のために、チューブに対するホルダはまた、チューブに対するその他任意の接触面、もしくはチューブに対するローラーの接触面(ローラーバンド)、または地面の接触面を意味することも理解される。
【0015】
本発明のさらに基本的な局面に従って、チューブは、溶接バーナーによって、複数の層を有する溶接ビードを用いて溶接され、溶接バーナーは、第1の層を生成するために、第1の溶接姿勢に保持され、そして第2の層を生成するために、第2の溶接姿勢に保持される。第1の溶接姿勢は、中立姿勢に対するバーナーの先端の姿勢に関して第2の溶接姿勢とは異なり、該中立姿勢においては、バーナーの先端は、チューブの上側頂点(ちょうど中央)の上に垂直に配置されており、および/または溶接バーナーの長手方向軸の位置に関して水平方向に対して垂直に配置されている。この場合、「第1の層」という表現は、ルート層だけを意味するのではないと理解されるべきである。なぜならば、本発明に従った知識は、他の層のシーケンスにも適用され、例えば、第1の充填層および第2の充填層に適用されるか、または充填層および被覆層に適用され得る。
【0016】
これが、個々の層が、それぞれの層の溶接に対して溶接バーナーの最適な配列を使用して生成され得るという利点を提供する。例として、例えば、被覆層または充填層は異なる溶接姿勢を使用して生成されることが好ましいが、ルート層が、第1の層と長手方向軸の第1の配列とによって第1の溶接姿勢に配置されているバーナーの先端を用いて、特に有利に生成され得ることが分かった。バーナーの先端は、好適には、1つの完全な層の生成のために1つの溶接姿勢に静止して保持され、この場合、「完全な層」という表現は、わずかに過度に溶接することを意味するとしても理解され得る。(わずかに過度に溶接する可能性を含む)この第1の層が生成されると、溶接プロセスは中断され得、溶接バーナーは、第2の溶接姿勢に動かされ得る。
【0017】
1つの好適な実施形態において、チューブと溶接バーナーとが、第1の層を生成するために、互いに対して第1の方向に動かされ、溶接ビードの第2の層を生成するために、第1の層と反対方向に動かされる。なぜならば、溶接される層と溶接姿勢とに依存して、溶接バーナーに対して、一方では上昇ビードの形式でチューブを動かし、他方では下降ビードの形式でチューブを動かすことが有利であり得るからである。
【0018】
本発明に対する1つの好適な実施形態において、バーナーに対する意図された旋回範囲が減少され得、ここで、バーナーは、180°を下回る円弧部分に沿ってのみ動かされ得る。これが、バーナーが完全に周継手に沿って旋回させられる、すなわち、360°旋回させられる非常に複雑な構造を回避することを可能にする。同時に、この溶接プロセスは、異なる相対速度が、チューブとバーナーとの間で選択されることを可能にする。例えば、特定の円弧部分にとって有利であるときには、バーナーが、バーナーの円弧部分の範囲内で一方の方向に動かされ得、チューブが、チューブのホルダによって他方の方向に動かされ得る(次に、該チューブのホルダが駆動される)が、他の円弧部分において、チューブを静止したままにし、バーナーの円弧部分においてバーナーだけを動かすことが可能である。
【0019】
バーナーに対する旋回装置は、好適には、ホルダを有しており、該ホルダの中において、溶接バーナーが、提供され得る追加の要素と共に保持されている。このホルダは、好適には、直接的に動かされ得るか、またはスロットを付けられた連結ガイド、例えば、円弧形状のレールに沿った保持アームの介入によって動かされ得、保持アームに保持され得る。この場合、レールという表現は、本発明に従って、直接的または間接的に支持された、従来のレール本体を模した物と、その他任意の物との両方を意味しており、該その他任意の物の表面に沿って、ホルダが、限られた円弧部分に沿ったバーナーの旋回運動を完了し得る。
【0020】
本発明のこの局面の利点は、特に、保持のためのガイドとして提供されるようなレールは、完全な円を形成するチューブの周囲にまわされる必要がないことである。あるいは、本発明に従ってさらに可能であるように、旋回アームが、溶接バーナーを保持する支持として使用されるときには、これが有利となる。なぜならば、旋回アームは、円弧部分に沿って、本発明に従ったバーナーを動かすために、限られた動きだけを行う必要しかないからである。旋回アームが、溶接されるチューブを完全に囲み得るように、旋回アームを設計することは、もはや必要ではない。
【0021】
本発明のさらなる局面に従って、バーナーの長手方向軸は、傾斜点において、溶接プロセスの間に、傾斜装置によって、第1の姿勢から第2の姿勢に傾斜させられる。本発明に従って、バーナーは、溶接ビードを形成するために、周継手に沿って、この傾斜させられた姿勢で動かされ得る。この場合、バーナーの長手方向軸は、好適には、チューブの長手方向軸に対して直角な面の範囲内で、チューブに対して半径方向に整列された通常の姿勢から、チューブの半径方向に対してある角度を付けられた姿勢まで傾斜させられる。溶接ビードは、傾斜させられたバーナーを用いて、より良く作り出され得ることが分かった。これは、特に、バーナーの長手方向軸が、溶接ビードを生成するために、上部のちょうど中央の位置を越えて傾斜させられたときに、あてはまる。例えば、本発明に従った溶接プロセスが、上部のちょうど中央の位置において、チューブに対して半径方向にバーナーを整列し、次に円弧部分に沿って下方にバーナーを動かすことによって溶接ビードを生成するために使用され得、溶接プロセスの間において、半径方向の配列からの長手方向軸の傾斜の程度が、この下方への動きの間に変えられ得る。
【0022】
1つの好適な実施形態において、傾斜点は、バーナーの先端の範囲に提供される。バーナーの先端が固定点として画定される場合に、本発明に従った溶接プロセスに対する制御システムは、より容易にプログラムされ得ることが分かった。制御システムに関して、円弧部分の上のバーナーの先端の姿勢を変えないが、バーナーの先端の動きが、選ばれた円弧部分に沿って画定されることと、バーナーの傾斜が、追加的な効果として使用されることとが有利である。
【0023】
溶接プロセスの1つの好適な実施形態において、ホルダのうちの1つの中に保持されているチューブのうちの1つに対するロータリードライブが、その長手方向軸の周りに時計回り方向および半時計回り方向に回転させられる。この回転方向の反転が、バーナーの先端と、溶接される2つのチューブとの間の相対的な動きを増加させることを可能にする。個々の溶接ビードが一列に並んで配置されるときには、この方向の反転は、さらに、次の溶接ビードに対する開始地点に素早く到達することを可能にする。なぜならば、方向の反転が、たった今完了した溶接ビードの終了地点から、開始される次の溶接ビードに対する開始地点まで、最短距離が選ばれることを可能にするからである。
【0024】
1つの好適な実施形態において、内側からチューブを冷却し得るヒートシンクが、少なくとも1つのチューブに挿入される。このようなヒートシンクは、内側からチューブの端部に冷却ガスを通過させ、それにより溶接ビードに近い範囲においてほんのわずかに収縮する中間層の温度を達成するか、または、例えば、溶接ビードの範囲におけるチューブ材料の構造変化を防止するか、もしくは少なくとも減少させることを可能にする。
【0025】
ヒートシンクが、冷却材に対する少なくとも1つの出口を有する出口部を有することと、密閉リップとを有することが特に好ましく、該密閉リップは、ヒートシンクから突出し、出口部に隣接している。ヒートシンクが、円筒形であることと、密閉リップとして2つの環状ディスクを有することとが特に好ましく、該環状ディスクはそれぞれ、出口部と隣接しており、該出口部は、端部において、円筒形ヒートシンクの外皮面に提供される。密閉リップは、好適には、少なくとも密閉リップの外側縁部において、弾性のある材料から作られている。従って、ヒートシンクは、溶接プロセスが完了した後に、チューブから容易に引き抜かれ得る。なぜならば、ヒートシンクは、頻繁に、第1のチューブの端部範囲を越えて、第2のチューブの端部範囲の中に部分的に押し込まれ、それにより出口部が周継手の下に配置されるからである。ここで、密閉リップの弾性のある構成は、溶接ビードのルートが、接続されたチューブの内側に突出しているときでさえ、ヒートシンクが、チューブから引き抜かれることを可能にする。密閉リップが、この範囲において弾性がない場合には、密閉リップは、溶接ビードのルートのビードを越えて動かされ得ない。密閉リップは、好適には、溶接されるチューブの異なる内側断面に単純に適合することを可能にするように、交換可能であるように設計され得る。
【0026】
上に記述された溶接プロセスは、ステンレス鋼チューブ、ニッケルを基にしたチューブ、高い炭素成分を有するニッケルを基にしたチューブ、および/または遠心鋳造チューブを溶接することに対して特に好適に使用され得る。
【0027】
本発明は、図面を参照して以下の文章においてさらに詳細に述べられ、図面は、本発明の1つの例示的な実施形態だけを例示している。
【発明を実施するための最良の形態】
【0028】
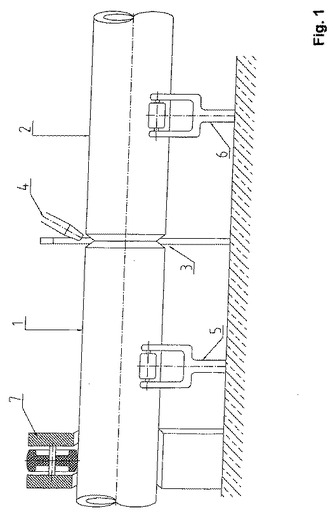
図1は、第1のチューブ1と第2のチューブ2とを示しており、該第1のチューブ1と該第2のチューブ2とは、溶接ビードによって、周継手3に沿って接続されるように意図されている。溶接バーナー4が、この目的のために提供されている。チューブ1およびチューブ2は、ベアリング5およびベアリング6の上に載っている。チューブ1が回転するようにチューブ1を駆動するために、駆動装置7が提供される。駆動装置7は、図2の双頭の矢印Aで例示されるように、時計回り方向と反時計回り方向との両方にチューブ1を回転させ得る。
【0029】
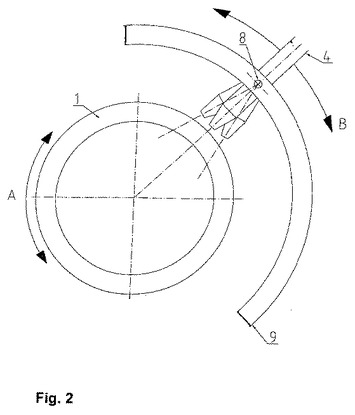
図2は、溶接バーナー装置の詳細を示す。溶接バーナー4は、傾斜装置によって、双頭の矢印Bの両方向に傾斜点8で傾斜させられ得、該傾斜装置はさらに詳細には例示されていない。溶接バーナー4の傾斜姿勢は、図2において比較的薄い破線によって示されている。さらに、溶接バーナー装置は、旋回装置を有し、該旋回装置は、さらに詳細には例示されていないが、該旋回装置によって、溶接バーナー4は、円弧部分9に沿って動かされる。この円弧部分は180°を下回る。
【0030】
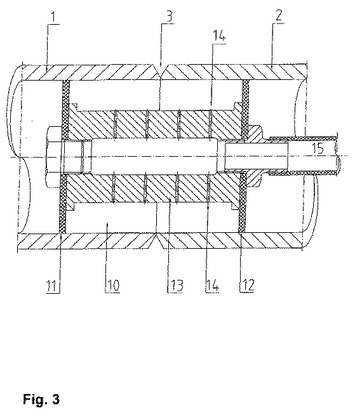
図3は、ヒートシンク10を示しており、該ヒートシンク10は、ヒートシンク10は、周継手3に対して対称的に配置されるように、チューブ2とチューブ1との間に挿入される。ヒートシンク10は、可撓性の密閉座金11および密閉座金12を有する。円筒形のルート本体13は、冷却材に対する出口14を有し、出口14は、供給ライン15を介してルート本体13に接続されている。
【0031】
第1のチューブ1を第2のチューブ2に接続するために、第1のチューブ1と第2のチューブ2とが、周継手3を形成するために必要な位置に、互いに対して配置されており、第1のチューブ1と第2のチューブ2とは、この目的のためにベアリング5およびベアリング6上に置かれている。さらに、チューブは、外側におけるずれと内側におけるずれとの間に良好な折衷点を達成するように配置される。ねらいは、両側のずれを最小化することである。次に、チューブ2は、チューブ1と共に、仮付けによって、スポット点において接続され、それにより駆動装置7によって次に生み出されるあらゆる回転運動が、チューブ1からチューブ2に伝えられる。さらに、ヒートシンク10が周継手3の下に対称的に配置されるようにチューブ1およびチューブ2に挿入される。次に、チューブ1とチューブ2とを備えるチューブアセンブリは、駆動装置7によって回転させられる。作り出される溶接ビードのルート層は、回転の間に溶接バーナー4によって作り出される。これに続く充填層を作り出すために、溶接バーナー4が傾斜装置と旋回装置とによって異なる姿勢に動かされる。チューブアセンブリが、反対方向に回転させられ、充填層が、これらの設定を使用して溶接される。このために、または後の充填層のために、冷却材がヒートシンクを介して抽出される。この場合、冷却材の使用は、90°までのチューブの回転間隔に限定される。従って、チューブのさらに90°の回転角度に対する冷却材の供給は中止され、次に、再び90°に対してスイッチオンされる。最後に、被覆層が溶接される。この目的のために、溶接バーナー4が、もう一度、新たな傾斜姿勢と新たな旋回位置とに動かされ得る。溶接プロセスの完了後、ヒートシンクはチューブアセンブリから引き抜かれる。密閉リップの弾性のある構成は、溶接ビードのルートが、接続されたチューブの内側に突出しているときでさえ、ヒートシンクがチューブから引き抜かれることを可能にする。
【図面の簡単な説明】
【0032】
【図1】図1は、本発明に従った溶接プロセスが行われ得る装置の概略的側面図を示す。
【図2】図2は、図1に示された装置の概略的平面図を示す。
【図3】図3は、接続される2つのチューブの中に挿入されるヒートシンクの横断面図を示す。
【技術分野】
【0001】
本発明は、溶接プロセスに関し、特に、ステンレス鋼チューブを溶接する溶接プロセスの使用と、ニッケルを基にしたチューブ、特に、高い炭素成分を有するニッケルを基にしたチューブを溶接する溶接プロセスの使用と、遠心鋳造チューブを溶接する溶接プロセスの使用とに関する。
【背景技術】
【0002】
チューブが互いに溶接されるときには、概して、溶接バーナーが、チューブの長手方向軸に対して直角な面において、チューブの端部の周りの周継手に沿って動かされ、チューブは固定されているか、または第1のチューブと第2のチューブとが、溶接バーナーの下で第1のチューブと第2のチューブとを保持するホルダの適切な構成によって、同時に回転させられ、そのとき溶接バーナーは静止しているかのいずれかであり、それにより溶接バーナーが、溶接ビードによって周継手を閉鎖し得る。
【0003】
特許文献1は、旋回する溶接バーナーによる溶接ビードの生成に関する1つの可能な手順を記述する。特許文献1に記述されるように、連続的に溶接バーナーの方向制御を変更することによって、製品における円弧部分の上だけに作り出される個々の溶接ビードを配置する複雑なプロセスは、高品質の溶接ビードを生成するために、どのような複雑な手段が含まれるかを示している。実際、この場合、目的は、以下の企図のうちの1つ以上を達成することであり、該企図は、ルートを通る溶接、少ない数の充填溶接部、第1の溶接ビードと第2の溶接ビードとの間の良好な連結、および溶接ビードに隣接する範囲におけるチューブ材料構造に対する変化を出来るだけ少なくすることである。
【特許文献1】欧州特許第0884126号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
この背景に対して、本発明は、経済的な溶接を可能にする溶接プロセスを提案する目的に基づき、特に、ハードウェアの観点からあまり複雑ではない溶接を提案する目的に基づいており、そして、特に、ステンレス鋼チューブの良好な溶接を提案する目的と、ニッケルを基にしたチューブ、特に、高い炭素成分を有するニッケルを基にしたチューブの良好な溶接を提案する目的と、遠心鋳造チューブの良好な溶接を提案する目的とに基づいている。
【0005】
本目的は、2つの独立請求項1および6に請求されるような溶接プロセスによって達成される。有利な改良点が、従属請求項に明記される。
【課題を解決するための手段】
【0006】
本発明は、特に、溶接の間の、溶接される端部範囲におけるチューブのうちの少なくとも1つのチューブを冷却し得る冷却材を抽出するねらいと、溶接プロセスの間に継続的に、この冷却材を抽出するのではなく、特定の時間間隔だけに、この冷却材を抽出するねらいとに基づいている。例として、ルート層がプロセスの間に冷却材の放出によって冷却されることないように、全体の中で最初に溶接されるルート層に対する溶接プログラムを提供することを可能にする。これは、1つのチューブ/複数のチューブの内部に使用される冷却材が、結果として生じる内側からのルート層を外側に強制することがなく、従って、所望されないビードをもたらさないという利点をもたらす。本発明の1つのかかる実施形態に従って、次に、1つのチューブ/複数のチューブは、例えば、ルート層に適用される充填層または被覆層の溶接部に対する冷却材の使用によって冷却され得る。従って、冷却材の使用は、被覆層が溶接される間の特定の時間間隔に制限される。
【0007】
継続的に冷却材を使用するのではなく、完全に特定の時間間隔だけに冷却材を使用する本発明に従った概念は、他の時間間隔にも適用され得る。例えば、時間間隔は、時間で定義される必要はなく、バーナーの先端の位置および/またはバーナーの先端の方向の関数として定義され得る。例えば、バーナーの先端が特定の位置および/または方向にあるときにはいつでも、冷却材が使用されることを、制御システムに定義することが可能である。
【0008】
従って、本発明は、冷却材の抽出が、特に溶接ビードの形状に影響する要素として使用され得るという基本的な認識に基づいており、すなわち、例えば、バーナーの先端が、チューブの側面に配置されるときには、例えば、(ルート層を外側に強制することを望む場合には)冷却材の抽出が、ルート層の特定の形作りに対して使用され得るか、または冷却材の抽出は、溶接バーナーの上の特定の姿勢に使用され得、それにより所望のビードの形状が、この溶接姿勢においても達成されることを確実にすることが可能である。冷却材がビードの形状に対する意図的な形成要素として使用され得るというこの認識に加えて、特定の時間間隔への、本発明に従った冷却材の使用の制限は、冷却材の消費を減少させる利点を提供する。本発明に従って、冷却材は、結果的に、溶接プロセスの間に継続的には使用されず、特定の時間間隔だけに使用される。時間間隔は、常に、同じ長さであり得る。しかしながら、時間間隔の長さは、好適には、例えば、選択された溶接プログラムの関数として、制御システムによって変更される。これが、溶接プロセスの異なる部分に対して、チューブの端部の異なる冷却を提供することを可能にし、それにより冷却材の消費のさらなる最適化の利点を提供する。
【0009】
特定の時間間隔における冷却材の使用は、オペレータ自身によって制御され、例えば、オペレータが、供給バルブを開いたり、閉じたりすることによって制御され得る。冷却材の使用が、開ループの制御システムまたは閉ループの制御システムによる開ループ制御または閉ループ制御にも支配されることが特に好ましい。異なる溶接プログラムが、この開ループの制御プログラムまたは閉ループの制御プログラムに格納され得、各プログラムは、特定の時間間隔の特定の関連付けられたシーケンスを有する。次に、オペレータは、溶接されるチューブのタイプに依存して、例えば、チューブの材料、チューブの寸法、溶接ビードの調整などに依存して、この目的に対する最善の溶接プログラムを選択し得る。
【0010】
タングステン不活性ガス(TIG)溶接プロセスは、それ自体が周知であり、かつ、溶接プロセスとして使用されることが特に好ましい。本発明の利点は、このプロセスにおいて、特に良く実装され得ることが分かった。溶接バーナーは、好適には、バリアガスの供給源を有し、バリアガスの供給源がバーナーと共に動くことと、バリアガスの供給源が静止していることとの両方になるように、該バリアガスの供給源は構成される。さらに、ワイヤの供給源が、溶接材料のために提供され得る。溶接材料は個々の層を溶接している間において選択的に供給され得るか、または、例えば、溶接材料を全く供給することなく完全な層を溶接することが可能である。
【0011】
上に記述された本発明に従った処理の実施形態と、以下の文章において記述される本発明に従った処理の実施形態とにおいて、第1のチューブと第2のチューブとが、端部において互いに溶接される。この場合、チューブという表現は、実際の単語「チューブ」の意味の細長い物体を意味するだけでなく、湾曲したチューブ、T字部の管状の接合部、または実質的に環状の断面を有する端部範囲を有するその他任意の物体、特に、円形のリングの形式の端部範囲を有するその他任意の物体を意味する。
【0012】
チューブの端面は、処理されないことがあり得るか、または溶接ビードの調整を受け得る。例えば、端面は、V形ビードまたは他のビードの形状を生成するために面取りをされ得る。端面が、部分的にチューブの軸に対して直角になり、かつ、部分的にチューブの軸に対してある角度を付けられ、それにより、例えば、ルート層がI形ビードとして溶接され、被覆層または充填層がV形ビードとして溶接されることが、特に好ましい。
【0013】
チューブが周継手を形成するために必要な位置に配置されたときには、可能である限り、外周に変わり目がないように、チューブは特に配置される。頻繁に溶接されるチューブは、円形リングの形式の正確な断面を有しておらず、例えば、わずかに変化する壁厚を有し、および/または、例えば、内周の形状とは同じでない外周の形状、例えば、楕円の外周の形状を有する。ここで、2つの外周が可能な限り整列されるように、チューブが互いに対して整列されたときに、利点が達成される。チューブは、明らかに、例えば、同軸にも整列され得るが、外周が、互いに対するチューブの整列のための基準として使用されることが好ましい。内側と外側との両方におけるずれが、最小になるように、チューブが互いに対して整列されることが、特に好ましい。相互に整列されたチューブが、スポット溶接(「仮付け」)によって互いに対して回転し得ないように、相互に整列されたチューブは互いに接続され得る。これは、他方のチューブが回転させられたときには、一方のチューブも回転させられる結果となる。周継手という表現はまた、この場合、チューブの端部の間に、継手がないか、または最小限の継手だけが残っている場合であっても、接続されるチューブの断面が、互いに対して直接的に配置されること、例えば、突合せ継手の形式で配置されることを意味する。
【0014】
チューブを保持することに関して、上に記述されたようなこれらの実施形態、および以下の文章における実施形態は、チューブが回転し得ないように、例えば、ロータリードライブのホルダの中に、チューブを保持し得る。しかしながら、ホルダは、チューブに対する純粋な静止面の形状であることが、特に好ましい。例えば、静止面は、円弧形状の断面を有し得、そして、この断面にローラーを有し得、チューブがチューブの軸の周りを回転させられたときには、静止面の中に挿入されたチューブは該ローラーの上で回転できる。チューブを保持するホルダが、持ち上げられた水平な姿勢でチューブを保持するように、チューブを保持するホルダが設計されることが好ましい。特に、ホルダは、チューブの外側に作用する。しかしながら、本発明の目的のために、チューブに対するホルダはまた、チューブに対するその他任意の接触面、もしくはチューブに対するローラーの接触面(ローラーバンド)、または地面の接触面を意味することも理解される。
【0015】
本発明のさらに基本的な局面に従って、チューブは、溶接バーナーによって、複数の層を有する溶接ビードを用いて溶接され、溶接バーナーは、第1の層を生成するために、第1の溶接姿勢に保持され、そして第2の層を生成するために、第2の溶接姿勢に保持される。第1の溶接姿勢は、中立姿勢に対するバーナーの先端の姿勢に関して第2の溶接姿勢とは異なり、該中立姿勢においては、バーナーの先端は、チューブの上側頂点(ちょうど中央)の上に垂直に配置されており、および/または溶接バーナーの長手方向軸の位置に関して水平方向に対して垂直に配置されている。この場合、「第1の層」という表現は、ルート層だけを意味するのではないと理解されるべきである。なぜならば、本発明に従った知識は、他の層のシーケンスにも適用され、例えば、第1の充填層および第2の充填層に適用されるか、または充填層および被覆層に適用され得る。
【0016】
これが、個々の層が、それぞれの層の溶接に対して溶接バーナーの最適な配列を使用して生成され得るという利点を提供する。例として、例えば、被覆層または充填層は異なる溶接姿勢を使用して生成されることが好ましいが、ルート層が、第1の層と長手方向軸の第1の配列とによって第1の溶接姿勢に配置されているバーナーの先端を用いて、特に有利に生成され得ることが分かった。バーナーの先端は、好適には、1つの完全な層の生成のために1つの溶接姿勢に静止して保持され、この場合、「完全な層」という表現は、わずかに過度に溶接することを意味するとしても理解され得る。(わずかに過度に溶接する可能性を含む)この第1の層が生成されると、溶接プロセスは中断され得、溶接バーナーは、第2の溶接姿勢に動かされ得る。
【0017】
1つの好適な実施形態において、チューブと溶接バーナーとが、第1の層を生成するために、互いに対して第1の方向に動かされ、溶接ビードの第2の層を生成するために、第1の層と反対方向に動かされる。なぜならば、溶接される層と溶接姿勢とに依存して、溶接バーナーに対して、一方では上昇ビードの形式でチューブを動かし、他方では下降ビードの形式でチューブを動かすことが有利であり得るからである。
【0018】
本発明に対する1つの好適な実施形態において、バーナーに対する意図された旋回範囲が減少され得、ここで、バーナーは、180°を下回る円弧部分に沿ってのみ動かされ得る。これが、バーナーが完全に周継手に沿って旋回させられる、すなわち、360°旋回させられる非常に複雑な構造を回避することを可能にする。同時に、この溶接プロセスは、異なる相対速度が、チューブとバーナーとの間で選択されることを可能にする。例えば、特定の円弧部分にとって有利であるときには、バーナーが、バーナーの円弧部分の範囲内で一方の方向に動かされ得、チューブが、チューブのホルダによって他方の方向に動かされ得る(次に、該チューブのホルダが駆動される)が、他の円弧部分において、チューブを静止したままにし、バーナーの円弧部分においてバーナーだけを動かすことが可能である。
【0019】
バーナーに対する旋回装置は、好適には、ホルダを有しており、該ホルダの中において、溶接バーナーが、提供され得る追加の要素と共に保持されている。このホルダは、好適には、直接的に動かされ得るか、またはスロットを付けられた連結ガイド、例えば、円弧形状のレールに沿った保持アームの介入によって動かされ得、保持アームに保持され得る。この場合、レールという表現は、本発明に従って、直接的または間接的に支持された、従来のレール本体を模した物と、その他任意の物との両方を意味しており、該その他任意の物の表面に沿って、ホルダが、限られた円弧部分に沿ったバーナーの旋回運動を完了し得る。
【0020】
本発明のこの局面の利点は、特に、保持のためのガイドとして提供されるようなレールは、完全な円を形成するチューブの周囲にまわされる必要がないことである。あるいは、本発明に従ってさらに可能であるように、旋回アームが、溶接バーナーを保持する支持として使用されるときには、これが有利となる。なぜならば、旋回アームは、円弧部分に沿って、本発明に従ったバーナーを動かすために、限られた動きだけを行う必要しかないからである。旋回アームが、溶接されるチューブを完全に囲み得るように、旋回アームを設計することは、もはや必要ではない。
【0021】
本発明のさらなる局面に従って、バーナーの長手方向軸は、傾斜点において、溶接プロセスの間に、傾斜装置によって、第1の姿勢から第2の姿勢に傾斜させられる。本発明に従って、バーナーは、溶接ビードを形成するために、周継手に沿って、この傾斜させられた姿勢で動かされ得る。この場合、バーナーの長手方向軸は、好適には、チューブの長手方向軸に対して直角な面の範囲内で、チューブに対して半径方向に整列された通常の姿勢から、チューブの半径方向に対してある角度を付けられた姿勢まで傾斜させられる。溶接ビードは、傾斜させられたバーナーを用いて、より良く作り出され得ることが分かった。これは、特に、バーナーの長手方向軸が、溶接ビードを生成するために、上部のちょうど中央の位置を越えて傾斜させられたときに、あてはまる。例えば、本発明に従った溶接プロセスが、上部のちょうど中央の位置において、チューブに対して半径方向にバーナーを整列し、次に円弧部分に沿って下方にバーナーを動かすことによって溶接ビードを生成するために使用され得、溶接プロセスの間において、半径方向の配列からの長手方向軸の傾斜の程度が、この下方への動きの間に変えられ得る。
【0022】
1つの好適な実施形態において、傾斜点は、バーナーの先端の範囲に提供される。バーナーの先端が固定点として画定される場合に、本発明に従った溶接プロセスに対する制御システムは、より容易にプログラムされ得ることが分かった。制御システムに関して、円弧部分の上のバーナーの先端の姿勢を変えないが、バーナーの先端の動きが、選ばれた円弧部分に沿って画定されることと、バーナーの傾斜が、追加的な効果として使用されることとが有利である。
【0023】
溶接プロセスの1つの好適な実施形態において、ホルダのうちの1つの中に保持されているチューブのうちの1つに対するロータリードライブが、その長手方向軸の周りに時計回り方向および半時計回り方向に回転させられる。この回転方向の反転が、バーナーの先端と、溶接される2つのチューブとの間の相対的な動きを増加させることを可能にする。個々の溶接ビードが一列に並んで配置されるときには、この方向の反転は、さらに、次の溶接ビードに対する開始地点に素早く到達することを可能にする。なぜならば、方向の反転が、たった今完了した溶接ビードの終了地点から、開始される次の溶接ビードに対する開始地点まで、最短距離が選ばれることを可能にするからである。
【0024】
1つの好適な実施形態において、内側からチューブを冷却し得るヒートシンクが、少なくとも1つのチューブに挿入される。このようなヒートシンクは、内側からチューブの端部に冷却ガスを通過させ、それにより溶接ビードに近い範囲においてほんのわずかに収縮する中間層の温度を達成するか、または、例えば、溶接ビードの範囲におけるチューブ材料の構造変化を防止するか、もしくは少なくとも減少させることを可能にする。
【0025】
ヒートシンクが、冷却材に対する少なくとも1つの出口を有する出口部を有することと、密閉リップとを有することが特に好ましく、該密閉リップは、ヒートシンクから突出し、出口部に隣接している。ヒートシンクが、円筒形であることと、密閉リップとして2つの環状ディスクを有することとが特に好ましく、該環状ディスクはそれぞれ、出口部と隣接しており、該出口部は、端部において、円筒形ヒートシンクの外皮面に提供される。密閉リップは、好適には、少なくとも密閉リップの外側縁部において、弾性のある材料から作られている。従って、ヒートシンクは、溶接プロセスが完了した後に、チューブから容易に引き抜かれ得る。なぜならば、ヒートシンクは、頻繁に、第1のチューブの端部範囲を越えて、第2のチューブの端部範囲の中に部分的に押し込まれ、それにより出口部が周継手の下に配置されるからである。ここで、密閉リップの弾性のある構成は、溶接ビードのルートが、接続されたチューブの内側に突出しているときでさえ、ヒートシンクが、チューブから引き抜かれることを可能にする。密閉リップが、この範囲において弾性がない場合には、密閉リップは、溶接ビードのルートのビードを越えて動かされ得ない。密閉リップは、好適には、溶接されるチューブの異なる内側断面に単純に適合することを可能にするように、交換可能であるように設計され得る。
【0026】
上に記述された溶接プロセスは、ステンレス鋼チューブ、ニッケルを基にしたチューブ、高い炭素成分を有するニッケルを基にしたチューブ、および/または遠心鋳造チューブを溶接することに対して特に好適に使用され得る。
【0027】
本発明は、図面を参照して以下の文章においてさらに詳細に述べられ、図面は、本発明の1つの例示的な実施形態だけを例示している。
【発明を実施するための最良の形態】
【0028】
図1は、第1のチューブ1と第2のチューブ2とを示しており、該第1のチューブ1と該第2のチューブ2とは、溶接ビードによって、周継手3に沿って接続されるように意図されている。溶接バーナー4が、この目的のために提供されている。チューブ1およびチューブ2は、ベアリング5およびベアリング6の上に載っている。チューブ1が回転するようにチューブ1を駆動するために、駆動装置7が提供される。駆動装置7は、図2の双頭の矢印Aで例示されるように、時計回り方向と反時計回り方向との両方にチューブ1を回転させ得る。
【0029】
図2は、溶接バーナー装置の詳細を示す。溶接バーナー4は、傾斜装置によって、双頭の矢印Bの両方向に傾斜点8で傾斜させられ得、該傾斜装置はさらに詳細には例示されていない。溶接バーナー4の傾斜姿勢は、図2において比較的薄い破線によって示されている。さらに、溶接バーナー装置は、旋回装置を有し、該旋回装置は、さらに詳細には例示されていないが、該旋回装置によって、溶接バーナー4は、円弧部分9に沿って動かされる。この円弧部分は180°を下回る。
【0030】
図3は、ヒートシンク10を示しており、該ヒートシンク10は、ヒートシンク10は、周継手3に対して対称的に配置されるように、チューブ2とチューブ1との間に挿入される。ヒートシンク10は、可撓性の密閉座金11および密閉座金12を有する。円筒形のルート本体13は、冷却材に対する出口14を有し、出口14は、供給ライン15を介してルート本体13に接続されている。
【0031】
第1のチューブ1を第2のチューブ2に接続するために、第1のチューブ1と第2のチューブ2とが、周継手3を形成するために必要な位置に、互いに対して配置されており、第1のチューブ1と第2のチューブ2とは、この目的のためにベアリング5およびベアリング6上に置かれている。さらに、チューブは、外側におけるずれと内側におけるずれとの間に良好な折衷点を達成するように配置される。ねらいは、両側のずれを最小化することである。次に、チューブ2は、チューブ1と共に、仮付けによって、スポット点において接続され、それにより駆動装置7によって次に生み出されるあらゆる回転運動が、チューブ1からチューブ2に伝えられる。さらに、ヒートシンク10が周継手3の下に対称的に配置されるようにチューブ1およびチューブ2に挿入される。次に、チューブ1とチューブ2とを備えるチューブアセンブリは、駆動装置7によって回転させられる。作り出される溶接ビードのルート層は、回転の間に溶接バーナー4によって作り出される。これに続く充填層を作り出すために、溶接バーナー4が傾斜装置と旋回装置とによって異なる姿勢に動かされる。チューブアセンブリが、反対方向に回転させられ、充填層が、これらの設定を使用して溶接される。このために、または後の充填層のために、冷却材がヒートシンクを介して抽出される。この場合、冷却材の使用は、90°までのチューブの回転間隔に限定される。従って、チューブのさらに90°の回転角度に対する冷却材の供給は中止され、次に、再び90°に対してスイッチオンされる。最後に、被覆層が溶接される。この目的のために、溶接バーナー4が、もう一度、新たな傾斜姿勢と新たな旋回位置とに動かされ得る。溶接プロセスの完了後、ヒートシンクはチューブアセンブリから引き抜かれる。密閉リップの弾性のある構成は、溶接ビードのルートが、接続されたチューブの内側に突出しているときでさえ、ヒートシンクがチューブから引き抜かれることを可能にする。
【図面の簡単な説明】
【0032】
【図1】図1は、本発明に従った溶接プロセスが行われ得る装置の概略的側面図を示す。
【図2】図2は、図1に示された装置の概略的平面図を示す。
【図3】図3は、接続される2つのチューブの中に挿入されるヒートシンクの横断面図を示す。
【特許請求の範囲】
【請求項1】
溶接ビードによる、周継手(3)に沿った第2のチューブ(2)に対する第1のチューブ(1)の端部接続のための溶接プロセスであって、該溶接プロセスにおいて、
−該第1のチューブ(1)と該第2のチューブ(2)とが、該周継手(3)の形成に必要な位置に互いに対して配置され、
−冷却材の抽出のためのヒートシンク(10)は、該第1のチューブ(1)および/または該第2のチューブ(2)の中に挿入され、それにより該ヒートシンク(10)から放出された冷却材が、溶接される端部の範囲において該チューブのうちの少なくとも1つを冷却し得、
−該チューブ(1)および該チューブ(2)と、該溶接ビード生成のための溶接バーナー(4)とが、該周継手に沿って互いに対して動かされ得、該溶接バーナーによって溶接され、
−該冷却材は、特定の間隔で使用される、溶接プロセス。
【請求項2】
前記特定の時間間隔における前記冷却材の放出は、制御システムによってもたらされることを特徴とする、請求項1に記載の溶接プロセス。
【請求項3】
前記制御システムは、前記時間間隔の長さを変更し得る、請求項2に記載の溶接プロセス。
【請求項4】
前記第1のチューブと前記第2のチューブとの間の前記周継手(3)の形成のために、該第1のチューブ(1)が、第1のホルダの中に保持され、該第2のチューブ(2)が、第2のホルダの中に保持され、該チューブ(1)および該チューブ(2)は、該周継手(3)の溶接の間に前記溶接バーナー(4)を通過して回転させられ、および/または該溶接バーナーが、旋回装置によって該周継手に沿って少なくとも部分的に旋回させられ、少なくとも1つのチューブが、冷却材によって、溶接されるチューブの端部範囲において冷却され、該冷却材は、該チューブに挿入されている前記ヒートシンクから使用され、該チューブにおいて、該冷却材は、特定の間隔で使用されることを特徴とする、請求項1〜請求項3のうちの1項に記載の溶接プロセス。
【請求項5】
タングステン不活性ガス(TIG)溶接プロセスの使用を特徴とする、請求項1〜請求項4のうちの1項に記載の溶接プロセス。
【請求項6】
溶接ビードによる、周継手(3)に沿った第2のチューブ(2)に対する第1のチューブ(1)の端部接続のための溶接プロセスであって、該溶接プロセスにおいて、
−該第1のチューブ(1)と該第2のチューブ(2)とが、該周継手(3)の形成に必要な位置に互いに対して配置され、
−該チューブ(1)および該チューブ(2)と、該溶接ビードを生成するための溶接バーナー(4)とが、該周継手(3)に沿って互いに対して動かされ、該溶接バーナーによって、複数の層を有する1つの溶接ビードを用いて溶接され、
−該溶接バーナー(4)は、第1の層を生成するために第1の溶接姿勢に保持され、第2の層を生成するために第2の溶接姿勢に保持され、
−該第1の溶接姿勢は、中立姿勢に対する該バーナーの先端の姿勢に関して該第2の溶接姿勢とは異なり、該第1の姿勢において、該バーナーの先端は、該チューブの最上部先端の位置の上に垂直に配置され、および/または該溶接バーナーの長手方向軸の姿勢に関して水平方向に対して垂直に配置される、溶接プロセス。
【請求項7】
前記チューブ(1)および前記チューブ(2)と前記溶接バーナー(4)とは、前記溶接ビードの前記第1の層を生成するために互いに対して第1の方向に動かされ、該溶接ビードの第2の層を生成するために該第1の方向とは反対方向に動かされることを特徴とする、請求項6に記載の溶接プロセス。
【請求項8】
タングステン不活性ガス(TIG)溶接プロセスの使用を特徴とする、請求項6または請求項7のうちの1項に記載の溶接プロセス。
【請求項9】
内側から前記チューブを冷却し得るヒートシンク(10)が、少なくとも1つのチューブの中に挿入されることを特徴とする、請求項6〜請求項8のうちの1項に記載の溶接プロセス。
【請求項10】
請求項1〜請求項5に記載のプロセスのプロセスステップのうちの1つ以上を特徴とする、請求項6〜請求項9のうちの1項に記載の溶接プロセス。
【請求項11】
前記第1のチューブ(1)が、第1のホルダの中に保持され、前記第2のチューブ(2)が、第2のホルダの中に保持され、該第1のホルダおよび該第2のホルダは、前記周継手(3)の形成のために必要な互いに対する位置に該第1のチューブおよび該第2のチューブを保持し、前記溶接バーナー(4)は、前記溶接ビードを作り出すために、前記旋回装置によって180°を下回る円弧部分に沿ってのみ動かされ、該旋回装置は、前記バーナーを該バーナーの先端が1つの円の円弧部分に沿った状態で動かし得、該バーナーは、該チューブの長手方向軸に対して実質的に直角であることを特徴とする、請求項1〜請求項10のうちの1項に記載の溶接プロセス。
【請求項12】
前記第1のチューブ(1)が、前記第1のホルダの中に保持され、前記第2のチューブ(2)が、前記第2のホルダの中に保持され、該第1のホルダと該第2のホルダとは、前記周継手(3)の形成のために必要な互いに対する位置に該第1のチューブおよび該第2のチューブを保持しており、前記溶接バーナー(4)の前記長手方向軸は、前記溶接ビードを生成するために、前記傾斜装置によって、傾斜点(8)の周りに前記第1の姿勢から前記第2の姿勢に傾斜させられることを特徴とする、請求項1〜請求項11のうちの1項に記載の溶接プロセス。
【請求項13】
前記傾斜地点(8)は、前記バーナーの先端の範囲に配置されることを特徴とする、請求項12に記載の溶接プロセス。
【請求項14】
前記ホルダのうちの1つの中に保持されている前記チューブのうちの少なくとも1つは、ロータリードライブによって、該チューブの長手方向軸周りを時計回り方向および反時計回り方向に回転させられ得ることを特徴とする、請求項1〜請求項13のうちの1項に記載の溶接プロセス。
【請求項15】
前記ヒートシンク(10)は、冷却材に対する少なくとも1つの出口を有する出口部と、密閉リップとを有し、該密閉リップは、該ヒートシンク(10)から突出し、該出口部に隣接していることを特徴とする、請求項1〜請求項5および請求項9〜請求項14のうちの1項に記載の溶接プロセス。
【請求項16】
ステンレス鋼チューブ、ニッケルを基にしたチューブ、高い炭素成分を有するニッケルを基にしたチューブ、および/または遠心鋳造チューブを溶接する、請求項1〜請求項15のうちの1項に記載の溶接プロセスの使用。
【請求項17】
ルート本体(13)と、端部において前記ヒートシンクから突出する少なくとも1つの弾性のある密閉リップとを特徴とする、内側からチューブを冷却するヒートシンク。
【請求項18】
前記密閉リップは、前記円筒形ルート本体(13)の長手方向軸に対して直角な面に配置されることを特徴とする、請求項17に記載のヒートシンク。
【請求項19】
前記密閉リップは、環状ディスク(11、12)の形状であることを特徴とする、請求項17または請求項18に記載のヒートシンク。
【請求項20】
前記ルート本体(13)の内側の中の冷却材供給源と、該ルート本体の内側から外側に導く少なくとも1つの冷却材の出口(14)とを特徴とする、請求項17〜請求項19のうちの1項に記載のヒートシンク。
【請求項21】
請求項1〜請求項15に記載の溶接プロセスのための、請求項17〜請求項20のうちの1項に記載のヒートシンク(10)の使用。
【請求項1】
溶接ビードによる、周継手(3)に沿った第2のチューブ(2)に対する第1のチューブ(1)の端部接続のための溶接プロセスであって、該溶接プロセスにおいて、
−該第1のチューブ(1)と該第2のチューブ(2)とが、該周継手(3)の形成に必要な位置に互いに対して配置され、
−冷却材の抽出のためのヒートシンク(10)は、該第1のチューブ(1)および/または該第2のチューブ(2)の中に挿入され、それにより該ヒートシンク(10)から放出された冷却材が、溶接される端部の範囲において該チューブのうちの少なくとも1つを冷却し得、
−該チューブ(1)および該チューブ(2)と、該溶接ビード生成のための溶接バーナー(4)とが、該周継手に沿って互いに対して動かされ得、該溶接バーナーによって溶接され、
−該冷却材は、特定の間隔で使用される、溶接プロセス。
【請求項2】
前記特定の時間間隔における前記冷却材の放出は、制御システムによってもたらされることを特徴とする、請求項1に記載の溶接プロセス。
【請求項3】
前記制御システムは、前記時間間隔の長さを変更し得る、請求項2に記載の溶接プロセス。
【請求項4】
前記第1のチューブと前記第2のチューブとの間の前記周継手(3)の形成のために、該第1のチューブ(1)が、第1のホルダの中に保持され、該第2のチューブ(2)が、第2のホルダの中に保持され、該チューブ(1)および該チューブ(2)は、該周継手(3)の溶接の間に前記溶接バーナー(4)を通過して回転させられ、および/または該溶接バーナーが、旋回装置によって該周継手に沿って少なくとも部分的に旋回させられ、少なくとも1つのチューブが、冷却材によって、溶接されるチューブの端部範囲において冷却され、該冷却材は、該チューブに挿入されている前記ヒートシンクから使用され、該チューブにおいて、該冷却材は、特定の間隔で使用されることを特徴とする、請求項1〜請求項3のうちの1項に記載の溶接プロセス。
【請求項5】
タングステン不活性ガス(TIG)溶接プロセスの使用を特徴とする、請求項1〜請求項4のうちの1項に記載の溶接プロセス。
【請求項6】
溶接ビードによる、周継手(3)に沿った第2のチューブ(2)に対する第1のチューブ(1)の端部接続のための溶接プロセスであって、該溶接プロセスにおいて、
−該第1のチューブ(1)と該第2のチューブ(2)とが、該周継手(3)の形成に必要な位置に互いに対して配置され、
−該チューブ(1)および該チューブ(2)と、該溶接ビードを生成するための溶接バーナー(4)とが、該周継手(3)に沿って互いに対して動かされ、該溶接バーナーによって、複数の層を有する1つの溶接ビードを用いて溶接され、
−該溶接バーナー(4)は、第1の層を生成するために第1の溶接姿勢に保持され、第2の層を生成するために第2の溶接姿勢に保持され、
−該第1の溶接姿勢は、中立姿勢に対する該バーナーの先端の姿勢に関して該第2の溶接姿勢とは異なり、該第1の姿勢において、該バーナーの先端は、該チューブの最上部先端の位置の上に垂直に配置され、および/または該溶接バーナーの長手方向軸の姿勢に関して水平方向に対して垂直に配置される、溶接プロセス。
【請求項7】
前記チューブ(1)および前記チューブ(2)と前記溶接バーナー(4)とは、前記溶接ビードの前記第1の層を生成するために互いに対して第1の方向に動かされ、該溶接ビードの第2の層を生成するために該第1の方向とは反対方向に動かされることを特徴とする、請求項6に記載の溶接プロセス。
【請求項8】
タングステン不活性ガス(TIG)溶接プロセスの使用を特徴とする、請求項6または請求項7のうちの1項に記載の溶接プロセス。
【請求項9】
内側から前記チューブを冷却し得るヒートシンク(10)が、少なくとも1つのチューブの中に挿入されることを特徴とする、請求項6〜請求項8のうちの1項に記載の溶接プロセス。
【請求項10】
請求項1〜請求項5に記載のプロセスのプロセスステップのうちの1つ以上を特徴とする、請求項6〜請求項9のうちの1項に記載の溶接プロセス。
【請求項11】
前記第1のチューブ(1)が、第1のホルダの中に保持され、前記第2のチューブ(2)が、第2のホルダの中に保持され、該第1のホルダおよび該第2のホルダは、前記周継手(3)の形成のために必要な互いに対する位置に該第1のチューブおよび該第2のチューブを保持し、前記溶接バーナー(4)は、前記溶接ビードを作り出すために、前記旋回装置によって180°を下回る円弧部分に沿ってのみ動かされ、該旋回装置は、前記バーナーを該バーナーの先端が1つの円の円弧部分に沿った状態で動かし得、該バーナーは、該チューブの長手方向軸に対して実質的に直角であることを特徴とする、請求項1〜請求項10のうちの1項に記載の溶接プロセス。
【請求項12】
前記第1のチューブ(1)が、前記第1のホルダの中に保持され、前記第2のチューブ(2)が、前記第2のホルダの中に保持され、該第1のホルダと該第2のホルダとは、前記周継手(3)の形成のために必要な互いに対する位置に該第1のチューブおよび該第2のチューブを保持しており、前記溶接バーナー(4)の前記長手方向軸は、前記溶接ビードを生成するために、前記傾斜装置によって、傾斜点(8)の周りに前記第1の姿勢から前記第2の姿勢に傾斜させられることを特徴とする、請求項1〜請求項11のうちの1項に記載の溶接プロセス。
【請求項13】
前記傾斜地点(8)は、前記バーナーの先端の範囲に配置されることを特徴とする、請求項12に記載の溶接プロセス。
【請求項14】
前記ホルダのうちの1つの中に保持されている前記チューブのうちの少なくとも1つは、ロータリードライブによって、該チューブの長手方向軸周りを時計回り方向および反時計回り方向に回転させられ得ることを特徴とする、請求項1〜請求項13のうちの1項に記載の溶接プロセス。
【請求項15】
前記ヒートシンク(10)は、冷却材に対する少なくとも1つの出口を有する出口部と、密閉リップとを有し、該密閉リップは、該ヒートシンク(10)から突出し、該出口部に隣接していることを特徴とする、請求項1〜請求項5および請求項9〜請求項14のうちの1項に記載の溶接プロセス。
【請求項16】
ステンレス鋼チューブ、ニッケルを基にしたチューブ、高い炭素成分を有するニッケルを基にしたチューブ、および/または遠心鋳造チューブを溶接する、請求項1〜請求項15のうちの1項に記載の溶接プロセスの使用。
【請求項17】
ルート本体(13)と、端部において前記ヒートシンクから突出する少なくとも1つの弾性のある密閉リップとを特徴とする、内側からチューブを冷却するヒートシンク。
【請求項18】
前記密閉リップは、前記円筒形ルート本体(13)の長手方向軸に対して直角な面に配置されることを特徴とする、請求項17に記載のヒートシンク。
【請求項19】
前記密閉リップは、環状ディスク(11、12)の形状であることを特徴とする、請求項17または請求項18に記載のヒートシンク。
【請求項20】
前記ルート本体(13)の内側の中の冷却材供給源と、該ルート本体の内側から外側に導く少なくとも1つの冷却材の出口(14)とを特徴とする、請求項17〜請求項19のうちの1項に記載のヒートシンク。
【請求項21】
請求項1〜請求項15に記載の溶接プロセスのための、請求項17〜請求項20のうちの1項に記載のヒートシンク(10)の使用。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2009−523615(P2009−523615A)
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2008−550700(P2008−550700)
【出願日】平成19年1月23日(2007.1.23)
【国際出願番号】PCT/EP2007/000539
【国際公開番号】WO2007/098827
【国際公開日】平成19年9月7日(2007.9.7)
【出願人】(505030568)シュミット + クレメンス ゲーエムベーハー + ツェーオー.カーゲー (4)
【Fターム(参考)】
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年1月23日(2007.1.23)
【国際出願番号】PCT/EP2007/000539
【国際公開番号】WO2007/098827
【国際公開日】平成19年9月7日(2007.9.7)
【出願人】(505030568)シュミット + クレメンス ゲーエムベーハー + ツェーオー.カーゲー (4)
【Fターム(参考)】
[ Back to top ]