
溶接ヘッドおよびそれを備えた溶接装置
【課題】レーザ出力装置などの加熱源によって予め加熱されたワークの部分をアーク溶接するハイブリッド溶接において、アーク溶接を実行するコンタクトチップの熱損傷を抑制する。
【解決手段】
加熱源によって予め加熱されたワークWの部分20に対して、アーク溶接を実行するための溶接ワイヤ12を先端の開口から送出するコンタクトチップ14を備える溶接ヘッド10において、コンタクトチップ14近傍に設けられたプルーム遮蔽板18を有する。加熱源によるワークWの加熱によって発生したプルームPを少なくともコンタクトチップ14の先端14aが大量に浴びないように、該先端14aがプルーム遮蔽板18によって覆われる。
【解決手段】
加熱源によって予め加熱されたワークWの部分20に対して、アーク溶接を実行するための溶接ワイヤ12を先端の開口から送出するコンタクトチップ14を備える溶接ヘッド10において、コンタクトチップ14近傍に設けられたプルーム遮蔽板18を有する。加熱源によるワークWの加熱によって発生したプルームPを少なくともコンタクトチップ14の先端14aが大量に浴びないように、該先端14aがプルーム遮蔽板18によって覆われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接が実行されるワークの部分を、例えばレーザなどの加熱源によって予め加熱するハイブリッド溶接のための溶接ヘッドおよびそれを備えた溶接装置に関する。
【背景技術】
【0002】
従来より、例えば、レーザを使用しつつアーク溶接を実行するハイブリッド溶接が知られている。それは、レーザ・アークハイブリッド溶接と呼ばれている。例えば特許文献1に記載するレーザ・アークハイブリッド溶接の場合、パルスレーザによってワークの酸化皮膜を除去し、酸化皮膜が除去されたワークの部分に対してアーク溶接を実行する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−331373号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ハイブリッド溶接を行う場合、以下のような問題が生じることがある。例えば、レーザ・アークハイブリッド溶接の場合、高出力のレーザを使用したり、溶接速度が遅いためにレーザによる加熱が局所的に過剰になり、ワークが溶融して高温のプルーム(金属蒸気)を発生させることがある。この高温のプルームを浴びることにより、アーク溶接を実行するための溶接ワイヤに給電する(溶接電流・電圧を印加する)コンタクトチップが熱損傷することがある。例えば、高温のプルームを浴びたコンタクトチップの先端と溶接ワイヤとが融合し、溶接ワイヤの送り不良やアーク不良が発生する可能性がある。
【0005】
そこで、本発明は、アーク溶接が実行されるワークの部分をレーザなどの加熱源によって予め加熱するハイブリッド溶接において、加熱源によるワークの加熱によって発生したプルームを原因とするアーク溶接のコンタクトチップの熱損傷を抑制することを課題とする。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本発明の第1の態様によれば、
加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するための溶接ワイヤを先端の開口から送出するコンタクトチップを備える溶接ヘッドにおいて、
コンタクトチップ近傍に設けられたプルーム遮蔽板を有することを特徴とする溶接ヘッドが提供される。
【0007】
また、本発明の第2の態様によれば、
溶接ワイヤから発生するアークによって溶接されるワークの部分が、加熱源によって予め加熱されるワークの部分に比べて、溶接ヘッドの移動方向に関して後方に位置し、
プルーム遮蔽板が少なくともコンタクトチップの先端近傍であって且つ該先端の溶接ワイヤの移動方向に関して前方側に位置する第1の態様に記載の溶接ヘッドが提供される。
【0008】
さらに、本発明の第3の態様によれば、
加熱源を一体的に備えた第1または第2の態様に記載の溶接ヘッドが提供される。
【0009】
さらにまた、本発明の第4の態様によれば、
加熱源がレーザ出力装置であって、
レーザ出力装置のレーザ光の光軸とコンタクトチップの溶接ワイヤ送出方向に延びる直線との間にプルーム遮蔽板が配置されている第1〜第3の態様のいずれか一に記載の溶接ヘッドが提供される。
【0010】
加えて、本発明の第5の態様によれば、
プルーム遮蔽板が銅である第1〜第4の態様のいずれか一に記載の溶接ヘッドが提供される。
【0011】
加えてまた、本発明の第6の態様によれば、
プルーム遮蔽板が、湾曲した形状である第1〜第5の態様のいずれか一に記載の溶接ヘッドが提供される。
【0012】
さらに加えて、本発明の第7の態様によれば、
コンタクトチップがシールドガスをワークの溶接部分に向かってブローするシールドノズル内に配置され、
プルーム遮蔽板がシールドノズルに一体的に固定されている第1〜第6の態様のいずれか一に記載の溶接ヘッドが提供される。
【0013】
さらに加えて、本発明の第8の態様によれば、
プルーム遮蔽板がシールドノズル内のシールドガスの流れ方向と平行に配置されている第7の態様に記載の溶接ヘッドが提供される。
【0014】
さらに加えて、本発明の第9の態様によれば、
シールドノズルがその内部に冷却水が循環する冷却水路を備える第7または第8の態様に記載の溶接ヘッドが提供される。
【0015】
さらに加えて、本発明の第10の態様によれば、
第1〜第9の態様のいずれか一に記載の溶接ヘッドと、
溶接ヘッドを移動させる溶接ヘッド移動手段とを有することを特徴とする溶接装置が提供される。
【発明の効果】
【0016】
本発明によれば、アーク溶接を含むハイブリッド溶接中、加熱源によるワークの加熱によって発生したプルームから、少なくともコンタクトチップの先端がプルーム遮蔽板によって保護される。これにより、コンタクトチップの熱損傷が抑制され、溶接ワイヤの送り不良、アーク不良の発生が抑制される。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る、ハイブリッド溶接中の溶接ヘッドを示す図
【図2】図1に示す溶接ヘッドの一部の断面図
【図3】図2に示す溶接ヘッドを中心軸方向から見た図
【図4】プルーム遮蔽板の効果を示すコンタクトチップの温度変化を示す図
【図5】コンタクトチップの温度計測方法を説明するための図
【発明を実施するための形態】
【0018】
以下、本発明に係る実施形態について、図面を参照しながら説明する。
【0019】
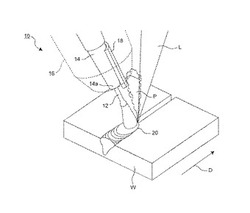
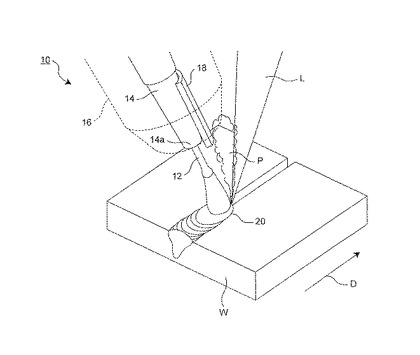
図1は、本発明の一実施形態に係る溶接ヘッドがハイブリッド溶接を実行している様子を示している。
【0020】
図1に一部を示す溶接ヘッド10は、レーザ光Lを出力するレーザ出力装置(図示せず)と、溶接ワイヤ12を送出するコンタクトチップ14と、シールドガスをワークWの溶接部分にブローするシールドノズル16と、プルームPからコンタクトチップ14の先端14aを保護するプルーム遮蔽板18とを有する。
【0021】
この溶接ヘッド10は、例えば、多関節ロボットのアーム先端に取り付けられて使用されるように構成されている(すなわち、溶接装置の一部として構成されている)。多関節ロボットによって移動されることにより、溶接ヘッド10は、溶接部分、例えば2つのワークの合わせ目に沿って移動し、その合わせ目を溶接することができる。
【0022】
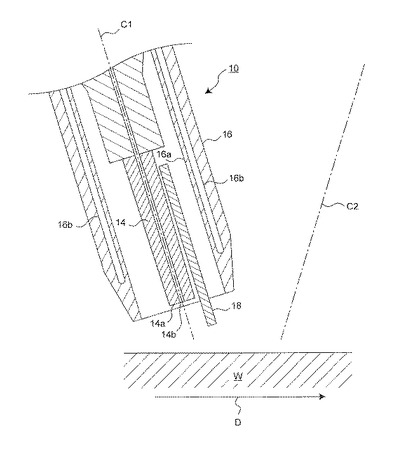
また、溶接ヘッド10は、レーザ光Lによって加熱された部分(例えば溶融池)20を溶接ワイヤ12によってアーク溶接するように構成されている。具体的に言えば、図2を用いて説明すると、レーザ光Lの光軸C2とワークWとの交点が、溶接ワイヤ12の送出方向に延びる直線(コンタクトチップ14の中心軸C1)とワークWとの交点に比べて、溶接ヘッド10の進行方向D(図1参照)に関して前方の位置または同一位置に位置する。これにより溶接ヘッド10による深溶け込みの高速溶接が可能になる。
【0023】
コンタクトチップ14は、ワイヤ送出装置(図示せず)によって送られた溶接ワイヤ12に溶接電流・電圧を印加するとともに、溶接ワイヤ12を中心軸C1方向にワークWに向かって送出する(ガイドする)ためのものであって、図2に示すように、先端14aに溶接ワイヤ12を送出する開口14bが形成されている。また、コンタクトチップ14は、シールドノズル16の中央に配置されている。さらに、コンタクトチップ14は、溶接ワイヤ12との接触により磨耗したり、ヒューム・スパッタの付着により劣化するので、交換可能にされている、すなわち溶接ヘッド10から取り外し可能にされている。
【0024】
シールドノズル16は、銅から作製され、ワークWの溶接部分にシールドガスをブローするノズルであって、コンタクトチップ14の溶接ワイヤ12の送出方向にシールドガスをブローするように構成されている。そのために、例えば、シールドノズル16の内周面16aが、コンタクトチップ14の中心軸C1と平行になるように形成されている。また、シールドノズル16は、耐熱性を高めるために、冷却水が流れる冷却水路16bを内部に備えている。
【0025】
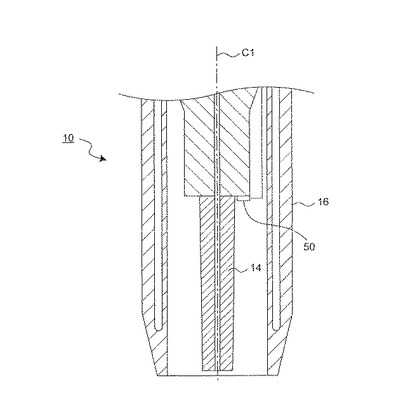
プルーム遮蔽板18は、例えば銅などから作製され、また薄板形状の部材であって、図2に示すように、レーザ光Lの光軸C2とコンタクトチップ14の中心軸C1との間に、且つコンタクトチップ14に沿って配置されている。言い換えると、コンタクトチップ14の前方側(溶接ヘッド10の移動方向に関して)に沿ってプルーム遮蔽板18は配置されている。これにより、レーザ光LがワークWを加熱することによって発生するプルームPを、少なくともコンタクトチップ14の先端14aが大量に浴びないようにしている(コンタクトチップ14のプルームPの被ばく量を低減している)。
【0026】
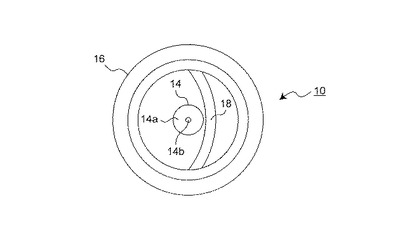
また、コンタクトチップ14をその中心軸方向C1から見た図3にも示すように、プルーム遮蔽板18は、シールドノズル16内に配置されている。プルーム遮蔽板18は、コンタクトチップ14を覆うように湾曲し、具体的には中心軸C1まわりに湾曲し、両端がシールドノズル16にロウ付けされることにより該シールドノズル16に一体的に固定されている。好ましくは、プルーム遮蔽板18は、シールドノズル16内のシールドガスの流れ方向と平行に配置され、例えば、シールドガスの流れ方向を定義づけるシールドノズル16の内周面16aと平行になるような形状や配置にされている。
【0027】
さらに、プルーム遮蔽板18は、図2に示すように、その先端がコンタクトチップ14の先端14aを越えてシールドノズル16の外部に突出し、中心軸C1方向に関してコンタクトチップ14のほぼ全体を覆っている。
【0028】
なお、プルーム遮蔽板18は、コンタクトチップ14と当接していない。理由は、コンタクトチップ14からプルーム遮蔽板18への漏電を防ぐためである。
【0029】
このようなプルーム遮蔽板18により、図1に示すように、少なくともコンタクトチップ14の先端14aが高温のプルームPを大量に浴びることが抑制される。これにより、コンタクトチップ14が高温になって溶解することが抑制され、その結果、コンタクトチップ14と溶接ワイヤ12との融合が抑制される。
【0030】
また、プルーム遮蔽板18は、熱容量が大きく且つ熱伝達率および熱伝導率が高い銅製であるため、またシールドノズル16に一体的に固定されているため、高温のプルームPを浴びても、熱がプルーム遮蔽板18からシールドノズル16にすぐに移動する。さらに、プルーム遮蔽板18は、冷却水によって冷却されるシールドノズル16に一体的に固定されているため、シールドノズル16を介して間接的に冷却水によって冷却されている。これにより、プルーム遮蔽板18は、高温のプルームPに対して高い耐性(耐熱性)を備える。この耐熱性に加えて、プルーム遮蔽板18は、銅製であるために、高い耐スパッタ性を備える。さらに、プルーム遮蔽板18がコンタクトチップ14ではなくシールドノズル16に固定されているため、コンタクトチップ14は溶接ヘッド10から取り外し可能である。
【0031】
このようなプルーム遮蔽板18を溶接ヘッド10に取り付けたことによる効果を、以下に示す。
【0032】
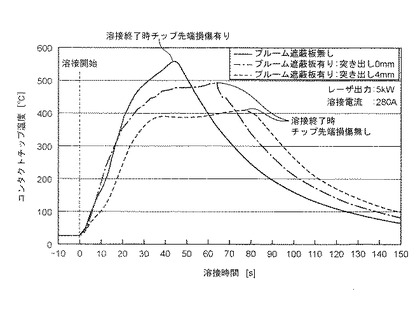
図4は、溶接時における溶接ヘッド10のコンタクトチップ14の温度変化を示している。横軸は溶接時間(秒)を示し、縦軸はコンタクトチップ14の温度を示している。また、実線はプルーム遮蔽板18がない場合のコンタクトチップ14の温度変化を示し、一方、点線および一点鎖線はプルーム遮蔽板18がある場合の温度変化を示している。点線はシールドノズル16の先端からのプルーム遮蔽板18の突き出し量が4mmであるときのコンタクトチップ14の温度変化を示し、これに対して、一点鎖線は突き出し量が0mmであるときを示している。なお、プルーム遮蔽板18は2mmの厚さの銅板から作製した。また、この温度変化は、軟鋼のワークを溶接したときのものである。
【0033】
また、図4に示すコンタクトチップ14の温度変化は、レーザ出力が5kWであって、溶接電流が280Aのときのものである。コンタクトチップ14の温度は、図5に示すように、コンタクトチップ14の根元に取り付けた熱電対50によって測定した。
【0034】
図4に実線で示すように、プルーム遮蔽板18がない場合、溶接を開始してから約40秒経過後、コンタクトチップ温度が500度を越え、コンタクトチップ14の先端が熱損傷した。
【0035】
これに対して、図4に点線で示すように、突き出し量が4mmのプルーム遮蔽板18の場合、溶接を開始してから約80秒経過してもコンタクトチップ温度は約400度であり、コンタクトチップ14の先端は熱損傷しなかった。なお、突き出し量が4mmのプルーム遮蔽板18がある場合、総溶接時間が4時間(総溶接長120m)を越えても、コンタクトチップ14の先端の熱損傷は発生しなかった。
【0036】
また、図4に一点鎖線に示すように、突き出し量が0mmのプルーム遮蔽板18の場合、溶接を開始してから約60秒経過してもコンタクトチップ温度は500度を越えることがなく、コンタクトチップ14の先端は熱損傷しなかった。
【0037】
この図4に示す結果から、プルーム遮蔽板18を溶接ヘッド10に設ければ、コンタクトチップ14の熱損傷を抑制できることが分かる。また、突き出し量を大きくすればするほど、コンタクトチップ14の温度上昇を抑制できることが分かる。
【0038】
本実施形態によれば、アーク溶接を含むハイブリッド溶接中、レーザ光LによるワークWの加熱によって発生したプルームPから、コンタクトチップ14の先端14aがプルーム遮蔽板18によって保護される。これにより、コンタクトチップ14の熱損傷が抑制され、溶接ワイヤ12の送り不良やアーク不良の発生が抑制される。
【0039】
以上、上述の実施形態を挙げて本発明を説明したが、本発明は、この実施形態に限定されない。
【0040】
例えば、プルーム遮蔽板18は、銅製でなくてもよい。プルーム遮蔽板18は、熱伝達率や熱伝導率が高く、また熱容量が高い材料であればよい。なお、プルーム遮蔽板18は、上述の実施形態と同様にシールドノズル16に一体的に固定されるのであれば、シールドノズル16と同一の材料で作製されるのが好ましい。理由として、シールドノズル16とプルーム遮蔽板18との間の熱の伝わりが良くなること、また両者を一体部品として作製できること、若しくは両者が別体であっても溶接が容易であることが挙げられる。
【0041】
熱容量の観点から言えば、プルーム遮蔽板18は、シールドノズル16内のシールドガスの流れを制限しないのであれば、可能な限り大きい体積が好ましい。例えばシールドノズル16内に配置される上述の実施形態のように(図3に示すように)、プルーム遮蔽板18の配置場所が制限されるのであれば、プルーム遮蔽板18は、平板形状よりは、体積や表面積が大きくなる湾曲形状の方が好ましい。
【0042】
形状の観点から言えば、プルーム遮蔽板18は、コンタクトチップ14の全周を覆うような形状でもよい。また、ハイブリッド溶接の実行を妨害しないのであれば(例えば、ワークWと干渉しないのであれば)、コンタクトチップ14の中心軸C1方向のプルーム遮蔽板18の長さは、可能な限り長いものが好ましい。本発明において、プルーム遮蔽板は、広義には、少なくともコンタクトチップの先端が、ワークから発生する高温のプルームを大量に浴びないようにする、言い換えると浴びる量を低減するものである。
【0043】
また、プルーム遮蔽板18は、上述の実施形態のようにレーザ光を使用する場合、レーザ反射率が高い、例えば銅などの材料から作製されるのが好ましい。理由は、ワークWを反射したレーザ光の一部をプルーム遮蔽板自身が反射することにより、該レーザ光の一部によるプルーム遮蔽板の加熱を抑制するためである。
【0044】
また、アーク溶接が実行されるワークWの部分を予め加熱する加熱源は、上述の実施形態のようなレーザ光Lに限らない。例えば、ワークWの材料によっては、電子ビームやプラズマによってワークを予め加熱することが考えられる。本発明において、広義には、加熱源は、ワークを加熱してプルームを発生させるような高エネルギー密度のものである。
【0045】
さらに、本発明は、上述の実施形態のように、アーク溶接が実行されるワークWの部分を予め加熱する加熱源が一体的に取り付けられている溶接ヘッド10に限らない。本発明は、原理的に言えば、加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するハイブリッド溶接に関するものである。したがって、本発明は、加熱源とアーク溶接の必要構成要素(コンタクトチップやシールドノズルなど)とが一体化(ハイブリッド化)されているものに限定されるわけではない。例えば、溶接ヘッドの外部に据え付けられているレーザ出力装置がワークにレーザ光を照射することにより該ワークを加熱し、溶接ヘッドがその加熱部分に対してアーク溶接を実行するような場合も、本発明は含んでいる。
【産業上の利用可能性】
【0046】
本発明は、加熱源によって予め加熱したワークの部分をアーク溶接するハイブリッド溶接において、加熱源によるワークの加熱によって高温のプルームが発生するのであれば、どのようなハイブリッド溶接にも適用可能である。
【符号の説明】
【0047】
10 溶接ヘッド
12 溶接ワイヤ
14 コンタクトチップ
14a 先端
16 シールドノズル
18 プルーム遮蔽板
20 溶接部分
【技術分野】
【0001】
本発明は、アーク溶接が実行されるワークの部分を、例えばレーザなどの加熱源によって予め加熱するハイブリッド溶接のための溶接ヘッドおよびそれを備えた溶接装置に関する。
【背景技術】
【0002】
従来より、例えば、レーザを使用しつつアーク溶接を実行するハイブリッド溶接が知られている。それは、レーザ・アークハイブリッド溶接と呼ばれている。例えば特許文献1に記載するレーザ・アークハイブリッド溶接の場合、パルスレーザによってワークの酸化皮膜を除去し、酸化皮膜が除去されたワークの部分に対してアーク溶接を実行する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−331373号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ハイブリッド溶接を行う場合、以下のような問題が生じることがある。例えば、レーザ・アークハイブリッド溶接の場合、高出力のレーザを使用したり、溶接速度が遅いためにレーザによる加熱が局所的に過剰になり、ワークが溶融して高温のプルーム(金属蒸気)を発生させることがある。この高温のプルームを浴びることにより、アーク溶接を実行するための溶接ワイヤに給電する(溶接電流・電圧を印加する)コンタクトチップが熱損傷することがある。例えば、高温のプルームを浴びたコンタクトチップの先端と溶接ワイヤとが融合し、溶接ワイヤの送り不良やアーク不良が発生する可能性がある。
【0005】
そこで、本発明は、アーク溶接が実行されるワークの部分をレーザなどの加熱源によって予め加熱するハイブリッド溶接において、加熱源によるワークの加熱によって発生したプルームを原因とするアーク溶接のコンタクトチップの熱損傷を抑制することを課題とする。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本発明の第1の態様によれば、
加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するための溶接ワイヤを先端の開口から送出するコンタクトチップを備える溶接ヘッドにおいて、
コンタクトチップ近傍に設けられたプルーム遮蔽板を有することを特徴とする溶接ヘッドが提供される。
【0007】
また、本発明の第2の態様によれば、
溶接ワイヤから発生するアークによって溶接されるワークの部分が、加熱源によって予め加熱されるワークの部分に比べて、溶接ヘッドの移動方向に関して後方に位置し、
プルーム遮蔽板が少なくともコンタクトチップの先端近傍であって且つ該先端の溶接ワイヤの移動方向に関して前方側に位置する第1の態様に記載の溶接ヘッドが提供される。
【0008】
さらに、本発明の第3の態様によれば、
加熱源を一体的に備えた第1または第2の態様に記載の溶接ヘッドが提供される。
【0009】
さらにまた、本発明の第4の態様によれば、
加熱源がレーザ出力装置であって、
レーザ出力装置のレーザ光の光軸とコンタクトチップの溶接ワイヤ送出方向に延びる直線との間にプルーム遮蔽板が配置されている第1〜第3の態様のいずれか一に記載の溶接ヘッドが提供される。
【0010】
加えて、本発明の第5の態様によれば、
プルーム遮蔽板が銅である第1〜第4の態様のいずれか一に記載の溶接ヘッドが提供される。
【0011】
加えてまた、本発明の第6の態様によれば、
プルーム遮蔽板が、湾曲した形状である第1〜第5の態様のいずれか一に記載の溶接ヘッドが提供される。
【0012】
さらに加えて、本発明の第7の態様によれば、
コンタクトチップがシールドガスをワークの溶接部分に向かってブローするシールドノズル内に配置され、
プルーム遮蔽板がシールドノズルに一体的に固定されている第1〜第6の態様のいずれか一に記載の溶接ヘッドが提供される。
【0013】
さらに加えて、本発明の第8の態様によれば、
プルーム遮蔽板がシールドノズル内のシールドガスの流れ方向と平行に配置されている第7の態様に記載の溶接ヘッドが提供される。
【0014】
さらに加えて、本発明の第9の態様によれば、
シールドノズルがその内部に冷却水が循環する冷却水路を備える第7または第8の態様に記載の溶接ヘッドが提供される。
【0015】
さらに加えて、本発明の第10の態様によれば、
第1〜第9の態様のいずれか一に記載の溶接ヘッドと、
溶接ヘッドを移動させる溶接ヘッド移動手段とを有することを特徴とする溶接装置が提供される。
【発明の効果】
【0016】
本発明によれば、アーク溶接を含むハイブリッド溶接中、加熱源によるワークの加熱によって発生したプルームから、少なくともコンタクトチップの先端がプルーム遮蔽板によって保護される。これにより、コンタクトチップの熱損傷が抑制され、溶接ワイヤの送り不良、アーク不良の発生が抑制される。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る、ハイブリッド溶接中の溶接ヘッドを示す図
【図2】図1に示す溶接ヘッドの一部の断面図
【図3】図2に示す溶接ヘッドを中心軸方向から見た図
【図4】プルーム遮蔽板の効果を示すコンタクトチップの温度変化を示す図
【図5】コンタクトチップの温度計測方法を説明するための図
【発明を実施するための形態】
【0018】
以下、本発明に係る実施形態について、図面を参照しながら説明する。
【0019】
図1は、本発明の一実施形態に係る溶接ヘッドがハイブリッド溶接を実行している様子を示している。
【0020】
図1に一部を示す溶接ヘッド10は、レーザ光Lを出力するレーザ出力装置(図示せず)と、溶接ワイヤ12を送出するコンタクトチップ14と、シールドガスをワークWの溶接部分にブローするシールドノズル16と、プルームPからコンタクトチップ14の先端14aを保護するプルーム遮蔽板18とを有する。
【0021】
この溶接ヘッド10は、例えば、多関節ロボットのアーム先端に取り付けられて使用されるように構成されている(すなわち、溶接装置の一部として構成されている)。多関節ロボットによって移動されることにより、溶接ヘッド10は、溶接部分、例えば2つのワークの合わせ目に沿って移動し、その合わせ目を溶接することができる。
【0022】
また、溶接ヘッド10は、レーザ光Lによって加熱された部分(例えば溶融池)20を溶接ワイヤ12によってアーク溶接するように構成されている。具体的に言えば、図2を用いて説明すると、レーザ光Lの光軸C2とワークWとの交点が、溶接ワイヤ12の送出方向に延びる直線(コンタクトチップ14の中心軸C1)とワークWとの交点に比べて、溶接ヘッド10の進行方向D(図1参照)に関して前方の位置または同一位置に位置する。これにより溶接ヘッド10による深溶け込みの高速溶接が可能になる。
【0023】
コンタクトチップ14は、ワイヤ送出装置(図示せず)によって送られた溶接ワイヤ12に溶接電流・電圧を印加するとともに、溶接ワイヤ12を中心軸C1方向にワークWに向かって送出する(ガイドする)ためのものであって、図2に示すように、先端14aに溶接ワイヤ12を送出する開口14bが形成されている。また、コンタクトチップ14は、シールドノズル16の中央に配置されている。さらに、コンタクトチップ14は、溶接ワイヤ12との接触により磨耗したり、ヒューム・スパッタの付着により劣化するので、交換可能にされている、すなわち溶接ヘッド10から取り外し可能にされている。
【0024】
シールドノズル16は、銅から作製され、ワークWの溶接部分にシールドガスをブローするノズルであって、コンタクトチップ14の溶接ワイヤ12の送出方向にシールドガスをブローするように構成されている。そのために、例えば、シールドノズル16の内周面16aが、コンタクトチップ14の中心軸C1と平行になるように形成されている。また、シールドノズル16は、耐熱性を高めるために、冷却水が流れる冷却水路16bを内部に備えている。
【0025】
プルーム遮蔽板18は、例えば銅などから作製され、また薄板形状の部材であって、図2に示すように、レーザ光Lの光軸C2とコンタクトチップ14の中心軸C1との間に、且つコンタクトチップ14に沿って配置されている。言い換えると、コンタクトチップ14の前方側(溶接ヘッド10の移動方向に関して)に沿ってプルーム遮蔽板18は配置されている。これにより、レーザ光LがワークWを加熱することによって発生するプルームPを、少なくともコンタクトチップ14の先端14aが大量に浴びないようにしている(コンタクトチップ14のプルームPの被ばく量を低減している)。
【0026】
また、コンタクトチップ14をその中心軸方向C1から見た図3にも示すように、プルーム遮蔽板18は、シールドノズル16内に配置されている。プルーム遮蔽板18は、コンタクトチップ14を覆うように湾曲し、具体的には中心軸C1まわりに湾曲し、両端がシールドノズル16にロウ付けされることにより該シールドノズル16に一体的に固定されている。好ましくは、プルーム遮蔽板18は、シールドノズル16内のシールドガスの流れ方向と平行に配置され、例えば、シールドガスの流れ方向を定義づけるシールドノズル16の内周面16aと平行になるような形状や配置にされている。
【0027】
さらに、プルーム遮蔽板18は、図2に示すように、その先端がコンタクトチップ14の先端14aを越えてシールドノズル16の外部に突出し、中心軸C1方向に関してコンタクトチップ14のほぼ全体を覆っている。
【0028】
なお、プルーム遮蔽板18は、コンタクトチップ14と当接していない。理由は、コンタクトチップ14からプルーム遮蔽板18への漏電を防ぐためである。
【0029】
このようなプルーム遮蔽板18により、図1に示すように、少なくともコンタクトチップ14の先端14aが高温のプルームPを大量に浴びることが抑制される。これにより、コンタクトチップ14が高温になって溶解することが抑制され、その結果、コンタクトチップ14と溶接ワイヤ12との融合が抑制される。
【0030】
また、プルーム遮蔽板18は、熱容量が大きく且つ熱伝達率および熱伝導率が高い銅製であるため、またシールドノズル16に一体的に固定されているため、高温のプルームPを浴びても、熱がプルーム遮蔽板18からシールドノズル16にすぐに移動する。さらに、プルーム遮蔽板18は、冷却水によって冷却されるシールドノズル16に一体的に固定されているため、シールドノズル16を介して間接的に冷却水によって冷却されている。これにより、プルーム遮蔽板18は、高温のプルームPに対して高い耐性(耐熱性)を備える。この耐熱性に加えて、プルーム遮蔽板18は、銅製であるために、高い耐スパッタ性を備える。さらに、プルーム遮蔽板18がコンタクトチップ14ではなくシールドノズル16に固定されているため、コンタクトチップ14は溶接ヘッド10から取り外し可能である。
【0031】
このようなプルーム遮蔽板18を溶接ヘッド10に取り付けたことによる効果を、以下に示す。
【0032】
図4は、溶接時における溶接ヘッド10のコンタクトチップ14の温度変化を示している。横軸は溶接時間(秒)を示し、縦軸はコンタクトチップ14の温度を示している。また、実線はプルーム遮蔽板18がない場合のコンタクトチップ14の温度変化を示し、一方、点線および一点鎖線はプルーム遮蔽板18がある場合の温度変化を示している。点線はシールドノズル16の先端からのプルーム遮蔽板18の突き出し量が4mmであるときのコンタクトチップ14の温度変化を示し、これに対して、一点鎖線は突き出し量が0mmであるときを示している。なお、プルーム遮蔽板18は2mmの厚さの銅板から作製した。また、この温度変化は、軟鋼のワークを溶接したときのものである。
【0033】
また、図4に示すコンタクトチップ14の温度変化は、レーザ出力が5kWであって、溶接電流が280Aのときのものである。コンタクトチップ14の温度は、図5に示すように、コンタクトチップ14の根元に取り付けた熱電対50によって測定した。
【0034】
図4に実線で示すように、プルーム遮蔽板18がない場合、溶接を開始してから約40秒経過後、コンタクトチップ温度が500度を越え、コンタクトチップ14の先端が熱損傷した。
【0035】
これに対して、図4に点線で示すように、突き出し量が4mmのプルーム遮蔽板18の場合、溶接を開始してから約80秒経過してもコンタクトチップ温度は約400度であり、コンタクトチップ14の先端は熱損傷しなかった。なお、突き出し量が4mmのプルーム遮蔽板18がある場合、総溶接時間が4時間(総溶接長120m)を越えても、コンタクトチップ14の先端の熱損傷は発生しなかった。
【0036】
また、図4に一点鎖線に示すように、突き出し量が0mmのプルーム遮蔽板18の場合、溶接を開始してから約60秒経過してもコンタクトチップ温度は500度を越えることがなく、コンタクトチップ14の先端は熱損傷しなかった。
【0037】
この図4に示す結果から、プルーム遮蔽板18を溶接ヘッド10に設ければ、コンタクトチップ14の熱損傷を抑制できることが分かる。また、突き出し量を大きくすればするほど、コンタクトチップ14の温度上昇を抑制できることが分かる。
【0038】
本実施形態によれば、アーク溶接を含むハイブリッド溶接中、レーザ光LによるワークWの加熱によって発生したプルームPから、コンタクトチップ14の先端14aがプルーム遮蔽板18によって保護される。これにより、コンタクトチップ14の熱損傷が抑制され、溶接ワイヤ12の送り不良やアーク不良の発生が抑制される。
【0039】
以上、上述の実施形態を挙げて本発明を説明したが、本発明は、この実施形態に限定されない。
【0040】
例えば、プルーム遮蔽板18は、銅製でなくてもよい。プルーム遮蔽板18は、熱伝達率や熱伝導率が高く、また熱容量が高い材料であればよい。なお、プルーム遮蔽板18は、上述の実施形態と同様にシールドノズル16に一体的に固定されるのであれば、シールドノズル16と同一の材料で作製されるのが好ましい。理由として、シールドノズル16とプルーム遮蔽板18との間の熱の伝わりが良くなること、また両者を一体部品として作製できること、若しくは両者が別体であっても溶接が容易であることが挙げられる。
【0041】
熱容量の観点から言えば、プルーム遮蔽板18は、シールドノズル16内のシールドガスの流れを制限しないのであれば、可能な限り大きい体積が好ましい。例えばシールドノズル16内に配置される上述の実施形態のように(図3に示すように)、プルーム遮蔽板18の配置場所が制限されるのであれば、プルーム遮蔽板18は、平板形状よりは、体積や表面積が大きくなる湾曲形状の方が好ましい。
【0042】
形状の観点から言えば、プルーム遮蔽板18は、コンタクトチップ14の全周を覆うような形状でもよい。また、ハイブリッド溶接の実行を妨害しないのであれば(例えば、ワークWと干渉しないのであれば)、コンタクトチップ14の中心軸C1方向のプルーム遮蔽板18の長さは、可能な限り長いものが好ましい。本発明において、プルーム遮蔽板は、広義には、少なくともコンタクトチップの先端が、ワークから発生する高温のプルームを大量に浴びないようにする、言い換えると浴びる量を低減するものである。
【0043】
また、プルーム遮蔽板18は、上述の実施形態のようにレーザ光を使用する場合、レーザ反射率が高い、例えば銅などの材料から作製されるのが好ましい。理由は、ワークWを反射したレーザ光の一部をプルーム遮蔽板自身が反射することにより、該レーザ光の一部によるプルーム遮蔽板の加熱を抑制するためである。
【0044】
また、アーク溶接が実行されるワークWの部分を予め加熱する加熱源は、上述の実施形態のようなレーザ光Lに限らない。例えば、ワークWの材料によっては、電子ビームやプラズマによってワークを予め加熱することが考えられる。本発明において、広義には、加熱源は、ワークを加熱してプルームを発生させるような高エネルギー密度のものである。
【0045】
さらに、本発明は、上述の実施形態のように、アーク溶接が実行されるワークWの部分を予め加熱する加熱源が一体的に取り付けられている溶接ヘッド10に限らない。本発明は、原理的に言えば、加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するハイブリッド溶接に関するものである。したがって、本発明は、加熱源とアーク溶接の必要構成要素(コンタクトチップやシールドノズルなど)とが一体化(ハイブリッド化)されているものに限定されるわけではない。例えば、溶接ヘッドの外部に据え付けられているレーザ出力装置がワークにレーザ光を照射することにより該ワークを加熱し、溶接ヘッドがその加熱部分に対してアーク溶接を実行するような場合も、本発明は含んでいる。
【産業上の利用可能性】
【0046】
本発明は、加熱源によって予め加熱したワークの部分をアーク溶接するハイブリッド溶接において、加熱源によるワークの加熱によって高温のプルームが発生するのであれば、どのようなハイブリッド溶接にも適用可能である。
【符号の説明】
【0047】
10 溶接ヘッド
12 溶接ワイヤ
14 コンタクトチップ
14a 先端
16 シールドノズル
18 プルーム遮蔽板
20 溶接部分
【特許請求の範囲】
【請求項1】
加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するための溶接ワイヤを先端の開口から送出するコンタクトチップを備える溶接ヘッドにおいて、
コンタクトチップ近傍に設けられたプルーム遮蔽板を有することを特徴とする溶接ヘッド。
【請求項2】
溶接ワイヤから発生するアークによって溶接されるワークの部分が、加熱源によって予め加熱されるワークの部分に比べて、溶接ヘッドの移動方向に関して後方に位置し、
プルーム遮蔽板が少なくともコンタクトチップの先端近傍であって且つ該先端の溶接ワイヤの移動方向に関して前方側に位置する請求項1に記載の溶接ヘッド。
【請求項3】
加熱源を一体的に備えた請求項1または2に記載の溶接ヘッド。
【請求項4】
加熱源がレーザ出力装置であって、
レーザ出力装置のレーザ光の光軸とコンタクトチップの溶接ワイヤ送出方向に延びる直線との間にプルーム遮蔽板が配置されている請求項1〜3のいずれか一に記載の溶接ヘッド。
【請求項5】
プルーム遮蔽板が銅である請求項1〜4のいずれか一に記載の溶接ヘッド。
【請求項6】
プルーム遮蔽板が、湾曲した形状である請求項1〜5のいずれか一に記載の溶接ヘッド。
【請求項7】
コンタクトチップがシールドガスをワークの溶接部分に向かってブローするシールドノズル内に配置され、
プルーム遮蔽板がシールドノズルに一体的に固定されている請求項1〜6のいずれか一に記載の溶接ヘッド。
【請求項8】
プルーム遮蔽板がシールドノズル内のシールドガスの流れ方向と平行に配置されている請求項7に記載の溶接ヘッド。
【請求項9】
シールドノズルがその内部に冷却水が循環する冷却水路を備える請求項7または8に記載の溶接ヘッド。
【請求項10】
請求項1〜9のいずれか一に記載の溶接ヘッドと、
溶接ヘッドを移動させる溶接ヘッド移動手段とを有することを特徴とする溶接装置。
【請求項1】
加熱源によって予め加熱されたワークの部分に対してアーク溶接を実行するための溶接ワイヤを先端の開口から送出するコンタクトチップを備える溶接ヘッドにおいて、
コンタクトチップ近傍に設けられたプルーム遮蔽板を有することを特徴とする溶接ヘッド。
【請求項2】
溶接ワイヤから発生するアークによって溶接されるワークの部分が、加熱源によって予め加熱されるワークの部分に比べて、溶接ヘッドの移動方向に関して後方に位置し、
プルーム遮蔽板が少なくともコンタクトチップの先端近傍であって且つ該先端の溶接ワイヤの移動方向に関して前方側に位置する請求項1に記載の溶接ヘッド。
【請求項3】
加熱源を一体的に備えた請求項1または2に記載の溶接ヘッド。
【請求項4】
加熱源がレーザ出力装置であって、
レーザ出力装置のレーザ光の光軸とコンタクトチップの溶接ワイヤ送出方向に延びる直線との間にプルーム遮蔽板が配置されている請求項1〜3のいずれか一に記載の溶接ヘッド。
【請求項5】
プルーム遮蔽板が銅である請求項1〜4のいずれか一に記載の溶接ヘッド。
【請求項6】
プルーム遮蔽板が、湾曲した形状である請求項1〜5のいずれか一に記載の溶接ヘッド。
【請求項7】
コンタクトチップがシールドガスをワークの溶接部分に向かってブローするシールドノズル内に配置され、
プルーム遮蔽板がシールドノズルに一体的に固定されている請求項1〜6のいずれか一に記載の溶接ヘッド。
【請求項8】
プルーム遮蔽板がシールドノズル内のシールドガスの流れ方向と平行に配置されている請求項7に記載の溶接ヘッド。
【請求項9】
シールドノズルがその内部に冷却水が循環する冷却水路を備える請求項7または8に記載の溶接ヘッド。
【請求項10】
請求項1〜9のいずれか一に記載の溶接ヘッドと、
溶接ヘッドを移動させる溶接ヘッド移動手段とを有することを特徴とする溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−76136(P2012−76136A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−225729(P2010−225729)
【出願日】平成22年10月5日(2010.10.5)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年10月5日(2010.10.5)
【出願人】(000000974)川崎重工業株式会社 (1,710)
【Fターム(参考)】
[ Back to top ]