
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポット溶接ロボットで仮付けを行って母材を拘束し、その後アーク溶接ロボットでアーク溶接を行う溶接ロボットシステムに関するものである。
【背景技術】
【0002】
例えば自動車製造ラインで重ね継手のアーク溶接を行う場合、母材が拘束されていない状態で溶接を行うと、母材の位置がずれて良好な溶接を行うことができない。そこでまずスポット溶接で母材の仮付けを行って母材を拘束し、その後アーク溶接を行うことが一般的に広く行われている。従来、母材にギャップがあるときに、アーク溶接ロボットに溶接部位検出器を取り付けてギャップ長を検出して、このギャップ長に応じて溶接ワイヤの送給速度や溶接速度等の溶接条件を変更してアーク溶接を行うことが提案されている。(例えば、特許文献1参照。)。
【0003】
上述した溶接部位検出器は、溶接トーチに取り付けられた非接触式センサであり、非接触式センサは、溶接継手の溶接方向とほぼ直行する方向に光ビームを走査する光源と溶接継手から反射する光を受けてセンシング信号を出力する光検出部とからなっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−103369号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した溶接部位検出器は溶接トーチに取り付けられているために母材と干渉する場合があり、そのとき適切な溶接姿勢を取ることができない。また溶接部位検出器にアーク溶接によって発生するスパッタが付着して位置検出において誤動作する場合がある。さらに溶接部位検出器の設備コストかかる等の問題点があった。
【0006】
本発明は、スポット溶接ロボットで仮付けを行い、その後アーク溶接ロボットでアーク溶接を行う溶接ロボットシステムにおいて、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供することを目的としている。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
上部電極を昇降させるサーボモータと、
スポット溶接を行うために下部電極の上に母材を置いて前記上部電極を前記母材に接触させたときの上部電極位置を算出する第1上部電極位置算出回路と、
予め設定された加圧力で前記上部電極が前記母材を加圧するように前記サーボモータを駆動する電流指令値生成回路と、
前記上部電極が前記母材を加圧して前記母材の上部板が下部板に接触したときの前記上部電極位置を算出する第2上部電極位置算出回路と、
前記第1上部電極位置算出回路の出力値と前記第2上部電極位置算出回路の出力値とからスポット溶接を行う位置のギャップ長を算出するギャップ長算出回路と、
前記上部電極が前記母材を加圧したときにスポット溶接を行うための電力を供給するスポット溶接電源と、
を有するスポット溶接ロボットと、
前記スポット溶接を行った位置の前記ギャップ長を入力して、前記ギャップ長をアーク溶接を行う溶接線のギャップ長と判別して前記ギャップ長に対応して溶接条件を変更してアーク溶接を行うアーク溶接ロボットと、
を備えたことを特徴とする溶接ロボットシステムである。
【0008】
請求項2の発明は、
請求項1記載の第2上部電極位置算出回路が、前記サーボモータの加圧力が予め設定した閾値を超えたときの前記上部電極位置を算出することを特徴とする溶接ロボットシステムである。
【0009】
請求項3の発明は、
請求項1記載の第2上部電極位置算出回路が、前記スポット溶接が終了したときの前記上部電極位置を算出することを特徴とする溶接ロボットシステムである。
【発明の効果】
【0010】
本発明の溶接ロボットシステムは、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができるので、溶接トーチの動作範囲を広く取ることができ、より適切な溶接姿勢を取ることができる。また、仮付けと同時にギャップ長を算出することができるので、生産効率を大幅に向上させることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の溶接ロボットシステムのブロック図である。
【図2】本発明の溶接ロボットシステムによってスポット溶接を行う動作を説明するための図である。
【発明を実施するための形態】
【0012】
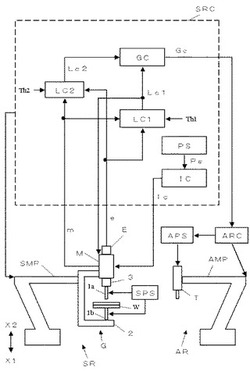
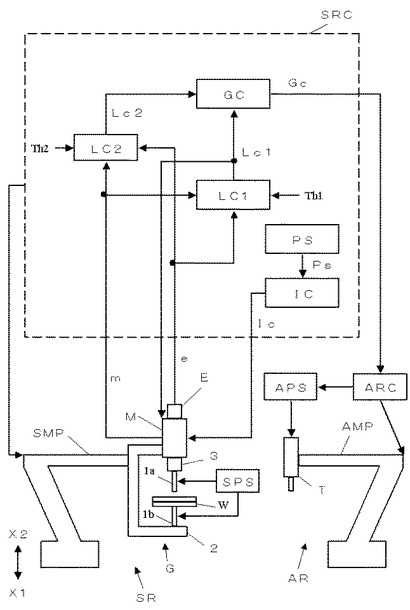
発明の実施の形態を実施例に基づき図面を参照して説明する。図1は、本発明の溶接ロボットシステムのブロック図である。同図において、スポット溶接ロボットSRは、マニピュレータSMPの先端部にスポット溶接ガンGが取り付けられて、スポット溶接ロボット制御装置SRCによってマニピュレータSMPの動作が制御され、スポット溶接電源SPSから上部電極1a及び下部電極1bとの間へ電力が供給される。アーク溶接ロボットARは、マニピュレータAMPの先端部に溶接トーチTが取り付けられて、アーク溶接ロボット制御装置ARCによってマニピュレータAMPの動作が制御され、アーク溶接電源APSから溶接トーチTと母材Wとの間へ電力が供給される。
【0013】
スポット溶接ガンGのガン本体2の下部に下部電極1bが取り付けられ、ガン本体2の上部にサーボモータMが取り付けられ、サーボモータMから電流値信号mが出力される。サーボモータMの先端部(X1方向)にサーボモータMの駆動軸と結合した昇降部材3が取り付けられ、この昇降部材3の先端部(X1方向)に上部電極1aが取り付けられている。サーボモータMの基端部(X2方向)には上部電極1aの位置を検出するためのエンコーダEが取り付けられていて、エンコーダEから検出値信号eが出力される。
【0014】
スポット溶接ロボット制御装置SRCの加圧力設定器PSはスポット溶接に必要な上部電極1aの加圧力を設定して加圧力設定信号Psを出力する。電流指令値生成回路ICは、加圧力設定信号Psを入力としてサーボモータMへの電流指令値を生成して電流指令値信号Icを出力する。
【0015】
スポット溶接を行うときに下部電極1bの上に母材Wを置いて上部電極1aを母材Wの上部に接触させる。このときに、第1上部電極位置算出回路LC1は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部電極1aと母材Wの上部板との接触時の加圧力である第1閾値Th1を超えたときに、上部電極1aの位置を算出し、第1上部電極位置信号Lc1を出力する。
【0016】
上部電極1aが母材Wを加圧して、母材Wの上部板と下部板とが接触する。このときに、第2上部電極位置算出回路LC2は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部板と下部板との接触時加圧力である第2閾値Th2を超えたときに上部電極1aの位置を算出し、第2上部電極位置信号Lc2を出力する。ギャップ長算出回路GCは、第1上部電極位置信号Lc1と第2上部電極位置信号Lc2とを入力として、スポット溶接を行う位置のギャップ長GLを算出してギャップ長算出信号Gcを出力する。
【0017】
アーク溶接ロボットARのアーク溶接ロボット制御装置ARCは、ギャップ長算出信号Gcを入力として、ギャップ長GLに対応して溶接条件を最適な溶接条件に変更する。
【0018】
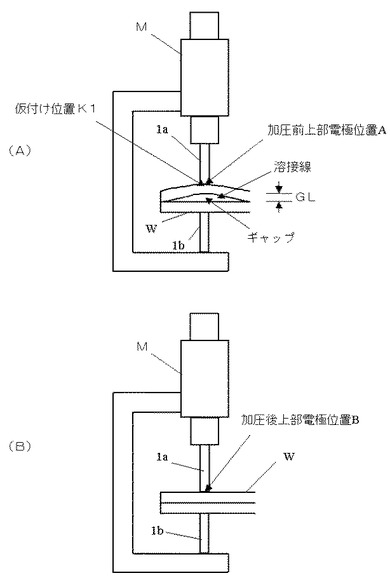
以下、動作を説明する。図2は、本発明の溶接ロボットシステムによってスポット溶接を行う動作を説明するための図である。同図(A)に示すように、母材Wは軟鋼を2枚重ね合わせた重ね継手の板厚が例えば各1mmであってギャップ長GLを有していて、スポット溶接ロボットSRは、下部電極1bに母材Wを置いた状態でサーボモータMを起動して上部電極1aを降下させる。
【0019】
仮付け位置K1で上部電極1aが母材Wの上部板と接触する。このときに、第1上部電極位置算出回路LC1は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部電極1aと母材Wの上部板との接触時の加圧力である第1閾値Th1を超えたときに、上部電極1aの位置を算出し、第1上部電極位置信号Lc1を出力する。このときの加圧力は、母材Wに変形を与えない弱い加圧力である。サーボモータMは、第1上部電極位置信号Lc1を入力したときに停止する。
【0020】
加圧力設定器PSによってスポット溶接を行うための上部電極1aの加圧力が例えば3kNと設定され、電流指令値生成回路ICが、この設定された加圧力に基づいてサーボモータMへの電流指令値Icを生成する。サーボモータMは生成された電流指令値Icによって駆動されて上部電極1aが母材Wを設定された加圧力で加圧する。そして母材Wの上部板と下部板との間のギャップが無くなって接触する。このときに、第2上部電極位置算出回路LC2は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部板と下部板との接触時加圧力である第2閾値Th2を超えたときに上部電極1aの位置を算出し、第2上部電極位置信号Lc2を出力する。
【0021】
ギャップ長算出回路GCは、第1上部電極位置信号Lc1と第2上部電極位置信号Lc2とを入力としてスポット溶接を行う仮付け位置K1でのギャップ長GLを例えば1mmと算出する。
【0022】
そして、スポット溶接電源SPS内に設けられた図示を省略した二次電流設定器と二次電流通電時間設定器によって、例えば二次電流が10、000Aに設定され、二次電流の通電時間の設定値が0.2secに設定されてスポット溶接が行われる。そしてスポット溶接ロボットSRによってスポット溶接ガンGが次の仮付け位置へ順次移動されて、上記と同様にしてそれぞれの仮付け位置でのギャップ長GLが算出されて仮付けとしてのスポット溶接が行われる。
【0023】
次にギャップ長算出回路GCによって算出されたそれぞれのスポット溶接を行った位置でのギャップ長が、それぞれの仮付け位置のデータと共にスポット溶接ロボット制御装置SRCからアーク溶接ロボット制御装置ARCに伝達され、アーク溶接ロボット制御装置ARCからアーク溶接電源APSに伝達される。スポット溶接を行った仮付け位置とアーク溶接を行う溶接線とは非常に近い位置であるために、スポット溶接を行った位置でのギャップ長を、アーク溶接を行う溶接線のギャップとみなすことができる。
【0024】
アーク溶接ロボット制御装置ARC及びアーク溶接電源APSにおいて、このギャップ長に対応する最適な溶接条件として溶着量を増やす溶接条件が選択される。例えば、溶接ワイヤの送給速度や溶接速度や正極性電流によるエネルギー供給量と逆極性電流によるエネルギー供給量との比であるEN比率、溶接トーチの前進角、ウィービング幅等が選択されて、アーク溶接が行われる。
【0025】
この結果、本発明の溶接ロボットシステムは、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができるので、溶接トーチTの動作範囲を広く取ることができ、より適切な溶接姿勢を取ることができる。また、仮付けと同時にギャップ長を算出することができるので、生産効率を大幅に向上させることができる。
【0026】
本発明の溶接ロボットシステムは、従来技術の溶接部位検出器を使用しないので、溶接部位検出器にアーク溶接によって発生するスパッタが付着して位置検出に誤動作が発生したり、溶接部位検出器の設備コストがかかったりする問題点が無い。
【0027】
なお、上述した本発明の溶接ロボットシステムは、上部電極1aが母材Wを加圧して母材Wの上部板と下部板とが接触してスポット溶接を行う前に、第2上部電極位置算出回路LC2がエンコーダEの検出値eから上部電極1aの位置を算出し、この位置を第2上部電極位置としている。この代わりに、スポット溶接が終了したときに第2上部電極位置算出回路LC2がエンコーダEの検出値eから第2上部電極位置を算出しても良い。
【符号の説明】
【0028】
1a 上部電極
1b 下部電極
2 ガン本体
3 昇降部材
AMP マニピュレータ
APS アーク溶接電源
AR アーク溶接ロボット
ARC アーク溶接ロボット制御装置
E エンコーダ
e 検出値(信号)
G スポット溶接ガン
GC ギャップ長算出回路
Gc ギャップ長算出信号
GL ギャップ長
Ic 電流指令値(信号)
IC 電流指令値生成回路
K1 仮付け位置
LC1 第1上部電極位置算出回路
Lc1 第1上部電極位置信号
LC2 第2上部電極位置算出回路
Lc2 第2上部電極位置信号
M サーボモータ
m 電流値信号
PS 加圧力設定器
Ps 加圧力設定信号
SMP マニピュレータ
SPS スポット溶接電源
SR スポット溶接ロボット
SRC スポット溶接ロボット制御装置
T 溶接トーチ
Th1 加圧力閾値
Th2 接触時加圧力閾値
W 母材
【技術分野】
【0001】
本発明は、スポット溶接ロボットで仮付けを行って母材を拘束し、その後アーク溶接ロボットでアーク溶接を行う溶接ロボットシステムに関するものである。
【背景技術】
【0002】
例えば自動車製造ラインで重ね継手のアーク溶接を行う場合、母材が拘束されていない状態で溶接を行うと、母材の位置がずれて良好な溶接を行うことができない。そこでまずスポット溶接で母材の仮付けを行って母材を拘束し、その後アーク溶接を行うことが一般的に広く行われている。従来、母材にギャップがあるときに、アーク溶接ロボットに溶接部位検出器を取り付けてギャップ長を検出して、このギャップ長に応じて溶接ワイヤの送給速度や溶接速度等の溶接条件を変更してアーク溶接を行うことが提案されている。(例えば、特許文献1参照。)。
【0003】
上述した溶接部位検出器は、溶接トーチに取り付けられた非接触式センサであり、非接触式センサは、溶接継手の溶接方向とほぼ直行する方向に光ビームを走査する光源と溶接継手から反射する光を受けてセンシング信号を出力する光検出部とからなっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−103369号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した溶接部位検出器は溶接トーチに取り付けられているために母材と干渉する場合があり、そのとき適切な溶接姿勢を取ることができない。また溶接部位検出器にアーク溶接によって発生するスパッタが付着して位置検出において誤動作する場合がある。さらに溶接部位検出器の設備コストかかる等の問題点があった。
【0006】
本発明は、スポット溶接ロボットで仮付けを行い、その後アーク溶接ロボットでアーク溶接を行う溶接ロボットシステムにおいて、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供することを目的としている。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
上部電極を昇降させるサーボモータと、
スポット溶接を行うために下部電極の上に母材を置いて前記上部電極を前記母材に接触させたときの上部電極位置を算出する第1上部電極位置算出回路と、
予め設定された加圧力で前記上部電極が前記母材を加圧するように前記サーボモータを駆動する電流指令値生成回路と、
前記上部電極が前記母材を加圧して前記母材の上部板が下部板に接触したときの前記上部電極位置を算出する第2上部電極位置算出回路と、
前記第1上部電極位置算出回路の出力値と前記第2上部電極位置算出回路の出力値とからスポット溶接を行う位置のギャップ長を算出するギャップ長算出回路と、
前記上部電極が前記母材を加圧したときにスポット溶接を行うための電力を供給するスポット溶接電源と、
を有するスポット溶接ロボットと、
前記スポット溶接を行った位置の前記ギャップ長を入力して、前記ギャップ長をアーク溶接を行う溶接線のギャップ長と判別して前記ギャップ長に対応して溶接条件を変更してアーク溶接を行うアーク溶接ロボットと、
を備えたことを特徴とする溶接ロボットシステムである。
【0008】
請求項2の発明は、
請求項1記載の第2上部電極位置算出回路が、前記サーボモータの加圧力が予め設定した閾値を超えたときの前記上部電極位置を算出することを特徴とする溶接ロボットシステムである。
【0009】
請求項3の発明は、
請求項1記載の第2上部電極位置算出回路が、前記スポット溶接が終了したときの前記上部電極位置を算出することを特徴とする溶接ロボットシステムである。
【発明の効果】
【0010】
本発明の溶接ロボットシステムは、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができるので、溶接トーチの動作範囲を広く取ることができ、より適切な溶接姿勢を取ることができる。また、仮付けと同時にギャップ長を算出することができるので、生産効率を大幅に向上させることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の溶接ロボットシステムのブロック図である。
【図2】本発明の溶接ロボットシステムによってスポット溶接を行う動作を説明するための図である。
【発明を実施するための形態】
【0012】
発明の実施の形態を実施例に基づき図面を参照して説明する。図1は、本発明の溶接ロボットシステムのブロック図である。同図において、スポット溶接ロボットSRは、マニピュレータSMPの先端部にスポット溶接ガンGが取り付けられて、スポット溶接ロボット制御装置SRCによってマニピュレータSMPの動作が制御され、スポット溶接電源SPSから上部電極1a及び下部電極1bとの間へ電力が供給される。アーク溶接ロボットARは、マニピュレータAMPの先端部に溶接トーチTが取り付けられて、アーク溶接ロボット制御装置ARCによってマニピュレータAMPの動作が制御され、アーク溶接電源APSから溶接トーチTと母材Wとの間へ電力が供給される。
【0013】
スポット溶接ガンGのガン本体2の下部に下部電極1bが取り付けられ、ガン本体2の上部にサーボモータMが取り付けられ、サーボモータMから電流値信号mが出力される。サーボモータMの先端部(X1方向)にサーボモータMの駆動軸と結合した昇降部材3が取り付けられ、この昇降部材3の先端部(X1方向)に上部電極1aが取り付けられている。サーボモータMの基端部(X2方向)には上部電極1aの位置を検出するためのエンコーダEが取り付けられていて、エンコーダEから検出値信号eが出力される。
【0014】
スポット溶接ロボット制御装置SRCの加圧力設定器PSはスポット溶接に必要な上部電極1aの加圧力を設定して加圧力設定信号Psを出力する。電流指令値生成回路ICは、加圧力設定信号Psを入力としてサーボモータMへの電流指令値を生成して電流指令値信号Icを出力する。
【0015】
スポット溶接を行うときに下部電極1bの上に母材Wを置いて上部電極1aを母材Wの上部に接触させる。このときに、第1上部電極位置算出回路LC1は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部電極1aと母材Wの上部板との接触時の加圧力である第1閾値Th1を超えたときに、上部電極1aの位置を算出し、第1上部電極位置信号Lc1を出力する。
【0016】
上部電極1aが母材Wを加圧して、母材Wの上部板と下部板とが接触する。このときに、第2上部電極位置算出回路LC2は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部板と下部板との接触時加圧力である第2閾値Th2を超えたときに上部電極1aの位置を算出し、第2上部電極位置信号Lc2を出力する。ギャップ長算出回路GCは、第1上部電極位置信号Lc1と第2上部電極位置信号Lc2とを入力として、スポット溶接を行う位置のギャップ長GLを算出してギャップ長算出信号Gcを出力する。
【0017】
アーク溶接ロボットARのアーク溶接ロボット制御装置ARCは、ギャップ長算出信号Gcを入力として、ギャップ長GLに対応して溶接条件を最適な溶接条件に変更する。
【0018】
以下、動作を説明する。図2は、本発明の溶接ロボットシステムによってスポット溶接を行う動作を説明するための図である。同図(A)に示すように、母材Wは軟鋼を2枚重ね合わせた重ね継手の板厚が例えば各1mmであってギャップ長GLを有していて、スポット溶接ロボットSRは、下部電極1bに母材Wを置いた状態でサーボモータMを起動して上部電極1aを降下させる。
【0019】
仮付け位置K1で上部電極1aが母材Wの上部板と接触する。このときに、第1上部電極位置算出回路LC1は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部電極1aと母材Wの上部板との接触時の加圧力である第1閾値Th1を超えたときに、上部電極1aの位置を算出し、第1上部電極位置信号Lc1を出力する。このときの加圧力は、母材Wに変形を与えない弱い加圧力である。サーボモータMは、第1上部電極位置信号Lc1を入力したときに停止する。
【0020】
加圧力設定器PSによってスポット溶接を行うための上部電極1aの加圧力が例えば3kNと設定され、電流指令値生成回路ICが、この設定された加圧力に基づいてサーボモータMへの電流指令値Icを生成する。サーボモータMは生成された電流指令値Icによって駆動されて上部電極1aが母材Wを設定された加圧力で加圧する。そして母材Wの上部板と下部板との間のギャップが無くなって接触する。このときに、第2上部電極位置算出回路LC2は、サーボモータMから出力された電流値信号mとエンコーダEから出力された検出値信号eとを入力として、上部電極1aの加圧力が、予め設定した上部板と下部板との接触時加圧力である第2閾値Th2を超えたときに上部電極1aの位置を算出し、第2上部電極位置信号Lc2を出力する。
【0021】
ギャップ長算出回路GCは、第1上部電極位置信号Lc1と第2上部電極位置信号Lc2とを入力としてスポット溶接を行う仮付け位置K1でのギャップ長GLを例えば1mmと算出する。
【0022】
そして、スポット溶接電源SPS内に設けられた図示を省略した二次電流設定器と二次電流通電時間設定器によって、例えば二次電流が10、000Aに設定され、二次電流の通電時間の設定値が0.2secに設定されてスポット溶接が行われる。そしてスポット溶接ロボットSRによってスポット溶接ガンGが次の仮付け位置へ順次移動されて、上記と同様にしてそれぞれの仮付け位置でのギャップ長GLが算出されて仮付けとしてのスポット溶接が行われる。
【0023】
次にギャップ長算出回路GCによって算出されたそれぞれのスポット溶接を行った位置でのギャップ長が、それぞれの仮付け位置のデータと共にスポット溶接ロボット制御装置SRCからアーク溶接ロボット制御装置ARCに伝達され、アーク溶接ロボット制御装置ARCからアーク溶接電源APSに伝達される。スポット溶接を行った仮付け位置とアーク溶接を行う溶接線とは非常に近い位置であるために、スポット溶接を行った位置でのギャップ長を、アーク溶接を行う溶接線のギャップとみなすことができる。
【0024】
アーク溶接ロボット制御装置ARC及びアーク溶接電源APSにおいて、このギャップ長に対応する最適な溶接条件として溶着量を増やす溶接条件が選択される。例えば、溶接ワイヤの送給速度や溶接速度や正極性電流によるエネルギー供給量と逆極性電流によるエネルギー供給量との比であるEN比率、溶接トーチの前進角、ウィービング幅等が選択されて、アーク溶接が行われる。
【0025】
この結果、本発明の溶接ロボットシステムは、非接触式センサからなる溶接部位検出器を使用せずにギャップ長を算出することができるので、溶接トーチTの動作範囲を広く取ることができ、より適切な溶接姿勢を取ることができる。また、仮付けと同時にギャップ長を算出することができるので、生産効率を大幅に向上させることができる。
【0026】
本発明の溶接ロボットシステムは、従来技術の溶接部位検出器を使用しないので、溶接部位検出器にアーク溶接によって発生するスパッタが付着して位置検出に誤動作が発生したり、溶接部位検出器の設備コストがかかったりする問題点が無い。
【0027】
なお、上述した本発明の溶接ロボットシステムは、上部電極1aが母材Wを加圧して母材Wの上部板と下部板とが接触してスポット溶接を行う前に、第2上部電極位置算出回路LC2がエンコーダEの検出値eから上部電極1aの位置を算出し、この位置を第2上部電極位置としている。この代わりに、スポット溶接が終了したときに第2上部電極位置算出回路LC2がエンコーダEの検出値eから第2上部電極位置を算出しても良い。
【符号の説明】
【0028】
1a 上部電極
1b 下部電極
2 ガン本体
3 昇降部材
AMP マニピュレータ
APS アーク溶接電源
AR アーク溶接ロボット
ARC アーク溶接ロボット制御装置
E エンコーダ
e 検出値(信号)
G スポット溶接ガン
GC ギャップ長算出回路
Gc ギャップ長算出信号
GL ギャップ長
Ic 電流指令値(信号)
IC 電流指令値生成回路
K1 仮付け位置
LC1 第1上部電極位置算出回路
Lc1 第1上部電極位置信号
LC2 第2上部電極位置算出回路
Lc2 第2上部電極位置信号
M サーボモータ
m 電流値信号
PS 加圧力設定器
Ps 加圧力設定信号
SMP マニピュレータ
SPS スポット溶接電源
SR スポット溶接ロボット
SRC スポット溶接ロボット制御装置
T 溶接トーチ
Th1 加圧力閾値
Th2 接触時加圧力閾値
W 母材
【特許請求の範囲】
【請求項1】
上部電極を昇降させるサーボモータと、
スポット溶接を行うために下部電極の上に母材を置いて前記上部電極を前記母材に接触させたときの上部電極位置を算出する第1上部電極位置算出回路と、
予め設定された加圧力で前記上部電極が前記母材を加圧するように前記サーボモータを駆動する電流指令値生成回路と、
前記上部電極が前記母材を加圧して前記母材の上部板が下部板に接触したときの前記上部電極位置を算出する第2上部電極位置算出回路と、
前記第1上部電極位置算出回路の出力値と前記第2上部電極位置算出回路の出力値とからスポット溶接を行う位置のギャップ長を算出するギャップ長算出回路と、
前記上部電極が前記母材を加圧したときにスポット溶接を行うための電力を供給するスポット溶接電源と、
を有するスポット溶接ロボットと、
前記スポット溶接を行った位置の前記ギャップ長を入力して、前記ギャップ長をアーク溶接を行う溶接線のギャップ長と判別して前記ギャップ長に対応して溶接条件を変更してアーク溶接を行うアーク溶接ロボットと、
を備えたことを特徴とする溶接ロボットシステム。
【請求項2】
請求項1記載の第2上部電極位置算出回路が、前記サーボモータの加圧力が予め設定した閾値を超えたときの前記上部電極位置を算出することを特徴とする溶接ロボットシステム。
【請求項3】
請求項1記載の第2上部電極位置算出回路が、前記スポット溶接が終了したときの前記上部電極位置を算出することを特徴とする溶接ロボットシステム。
【請求項1】
上部電極を昇降させるサーボモータと、
スポット溶接を行うために下部電極の上に母材を置いて前記上部電極を前記母材に接触させたときの上部電極位置を算出する第1上部電極位置算出回路と、
予め設定された加圧力で前記上部電極が前記母材を加圧するように前記サーボモータを駆動する電流指令値生成回路と、
前記上部電極が前記母材を加圧して前記母材の上部板が下部板に接触したときの前記上部電極位置を算出する第2上部電極位置算出回路と、
前記第1上部電極位置算出回路の出力値と前記第2上部電極位置算出回路の出力値とからスポット溶接を行う位置のギャップ長を算出するギャップ長算出回路と、
前記上部電極が前記母材を加圧したときにスポット溶接を行うための電力を供給するスポット溶接電源と、
を有するスポット溶接ロボットと、
前記スポット溶接を行った位置の前記ギャップ長を入力して、前記ギャップ長をアーク溶接を行う溶接線のギャップ長と判別して前記ギャップ長に対応して溶接条件を変更してアーク溶接を行うアーク溶接ロボットと、
を備えたことを特徴とする溶接ロボットシステム。
【請求項2】
請求項1記載の第2上部電極位置算出回路が、前記サーボモータの加圧力が予め設定した閾値を超えたときの前記上部電極位置を算出することを特徴とする溶接ロボットシステム。
【請求項3】
請求項1記載の第2上部電極位置算出回路が、前記スポット溶接が終了したときの前記上部電極位置を算出することを特徴とする溶接ロボットシステム。
【図1】


【図2】
【図2】
【公開番号】特開2013−31868(P2013−31868A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−168865(P2011−168865)
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]