
溶接ワイヤの連結方法
【課題】例えば大径鋼管の溶接に際し、溶接ワイヤの送球時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことを可能とする。
【解決手段】両端部に、端面から軸方向へ向けて雄ねじ部6及び未加工部7をこの順に備える連結用溶接ワイヤ4を用いて、雄ねじ部6に噛合する雌ねじ部8を有する第1の溶接ワイヤ5及び第2の溶接ワイヤを接続する。第1の溶接ワイヤ5の径に対する連結用溶接ワイヤ4の径の比が0.625〜0.75であり、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7それぞれの長さの比率が2:1〜3:2であるとともに、軸方向に関する雄ねじ部6の長さが8mm以上である。
【解決手段】両端部に、端面から軸方向へ向けて雄ねじ部6及び未加工部7をこの順に備える連結用溶接ワイヤ4を用いて、雄ねじ部6に噛合する雌ねじ部8を有する第1の溶接ワイヤ5及び第2の溶接ワイヤを接続する。第1の溶接ワイヤ5の径に対する連結用溶接ワイヤ4の径の比が0.625〜0.75であり、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7それぞれの長さの比率が2:1〜3:2であるとともに、軸方向に関する雄ねじ部6の長さが8mm以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接ワイヤの連結方法に関し、具体的には、肉厚が6mm以上の大径鋼管の溶接に用いられる溶接ワイヤの連結方法に関する。
【背景技術】
【0002】
外径が20〜60インチ程度であって長さが10〜18m程度である大径鋼管は、一般的に、製造する外径に応じた寸法を有する厚板(板厚:6〜50mm)をO形状に成形加工した後、継ぎ目に仮付溶接を行い、その後、内面及び外面にサブマージアーク溶接を行うことによって製造される。仮付溶接や内面及び外面の溶接において、溶接ワイヤを多く使用する。
【0003】
通常、溶接ワイヤの残部分の長さが、溶接ワイヤ1本当たりの使用量と、溶接ワイヤの設置位置から溶接部までの距離との合計よりも短くなる場合、この溶接ワイヤ(以下、「旧ワイヤ」という)を撤去し、新たな溶接ワイヤ(以下、「新ワイヤ」という)を準備する必要を生じる。
【0004】
旧ワイヤは、廃棄されるか、若しくは新ワイヤとバット溶接で接合されて使用される。しかし、旧ワイヤを廃棄する場合には、溶接ワイヤの使用量の増加となり、コストが嵩む。旧ワイヤを新ワイヤとバット溶接する場合、作業者の溶接技量のバラツキが不可避的に存在するため、操業トラブルの発生や、溶接の品質の低下を生じることもある。また、いずれの場合にあっても、旧ワイヤの撤去や新ワイヤの準備などの作業を行う必要があるため、製造能率が低下する。
【0005】
そこで、これまでに、旧ワイヤと新ワイヤとを連結する方法が多数提案されている。
特許文献1〜6には、それぞれ、ワイヤを凹凸で連結する際、凸部に突条部を形成したもの、凸部にキャップをかぶせるもの、ワイヤの先端に凹加工を施した後に、それらを、突条部を有する凸型ジグで連結するもの、ワイヤ先端にくさびタイプの凹凸を用いるもの、ワイヤ先端に凹加工を施し、それらに絶縁材を被せた凸上のジグを差し込むもの、ワイヤの先端に凹加工を施した後、それらを、突条部を有する凸型ジグで連結後、押圧するものといった方法が開示されている。
【0006】
また、特許文献7には、連結長さが25mm以上の凹凸ワイヤ連結を行うことが開示されている。
さらに、特許文献8,9には、それぞれ、ワイヤ先端にねじ加工を施すことによる連結方法が提案されている。この方法は、図5に示すように、ワイヤ1,2の端部に、雌ねじ部1a、雄ねじ部2aを形成することにより、溶接機等の機械を用いることなくワイヤ1,2を連結するものである。しかし、ワイヤ1,2の一方又は両方の長さが長い場合には、ワイヤ1,2をねじ止めのために回転させることが容易でないので、両者を簡易に連結できないと思われる。そこで、特許文献9には、図6に示すように、旧ワイヤ1と新ワイヤ2のうちの一方のワイヤ(例えば旧ワイヤ1)に逆ねじ部1bを形成するとともに、連結用溶接ワイヤ3にねじ部3a及び逆ねじ部3bを形成することにより、ワイヤ1,2を回転することなく連結用溶接ワイヤ3だけを一方向へ回転することによって、新ワイヤ2及び旧ワイヤ1を同時に連結する技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献l】実開昭42−10667号公報
【特許文献2】実開昭43−23691号公報
【特許文献3】実開昭42−10668号公報
【特許文献4】特公昭46−14522号公報
【特許文献5】実開昭45−31735号公報
【特許文献6】特開昭45−34250号公報
【特許文献7】特開昭54−23347号公報
【特許文献8】実開昭49−15782号公報
【特許文献9】特開昭59−27717号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明者らが新旧の溶接ワイヤを機械的に連結させる方法を検討した結果、バット溶接で接合させる方法と比較して、連結部での断線発生や溶接時の電流や電圧が不安定になり易いなどの問題を生じ、溶接品質がバラツキ易いことを見出した。これらの課題について、特許文献1〜6に開示されている技術では、連結部の強度について言及されておらず、かつ、ワイヤ先端の加工に時間を要するものであって生産性の低下を招くと思われる。特許文献7では、連結部の嵌合部形状が明確に示されておらず、連結部の強度については評価されていない。特許文献8,9も同様に、連結部の強度については評価も示唆もされていない。
【0009】
つまり、上記先行文献は、連結させる方法は開示されているが、連結部での断線発生や溶接時の電流や電圧が不安定になり易いなどの問題を見出しておらず、開示も示唆もない。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意検討を重ねた結果、両端部側に雄ねじ部を有する連結用溶接ワイヤを用いて、雄ねじ部に噛合する雌ねじ部を有する第1、2の溶接ワイヤを接続する際に、前記連結用溶接ワイヤの、第1、2の溶接ワイヤの径との比が0.625〜0.75である径を有し、前記連結用溶接ワイヤの雄ねじ加工部及び雄ねじ未加工部それぞれの長さの比率が2:1〜3:2であり、さらに、前記連結用溶接ワイヤの雄ねじ加工部の長さが8mm以上であれば、上記課題を解決できることを知見して、本発明を完成した。
【0011】
本発明は、両端部に、端面から軸方向へ向けて雄ねじ部及び未加工部をこの順に備える連結用溶接ワイヤを用いて、雄ねじ部に噛合する雌ねじ部を有する第1の溶接ワイヤ及び第2の溶接ワイヤを接続する際に、第1の溶接ワイヤ又は第2の溶接ワイヤの径に対する連結用溶接ワイヤの径の比が0.625〜0.75であること、連結用溶接ワイヤの軸方向に関する雄ねじ部及び未加工部それぞれの長さの比率が2:1〜3:2であること、及び、連結用溶接ワイヤの軸方向に関する雄ねじ部の長さが8mm以上であることを特徴とする溶接ワイヤの連結方法である。
【発明の効果】
【0012】
本発明により、例えば大径鋼管の溶接に際し、溶接ワイヤの送給時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことができ、これにより、溶接ワイヤの端部のロスを低減でき、さらに溶接ワイヤ連結部を使用する際においても溶接品質を安定に保って、効率的に溶接を行うことができるようになる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の連結方法を示す説明図である。
【図2】図2は、ワイヤ曲げと溶接位置を示す説明図である。
【図3】図3は、溶接ワイヤ破断時の溶接状態を示す説明図である。
【図4】図4は、本発明の溶接ワイヤの溶接状態を示す説明図である。
【図5】図5は、溶接ワイヤのねじ式連結方法を示す説明図である。
【図6】図6は、新ワイヤ及び旧ワイヤの連結方法を示す説明図である。
【発明を実施するための形態】
【0014】
以下、本発明を実施するための形態を、添付図面を参照しながら説明する。
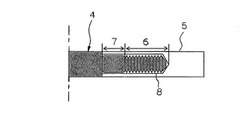
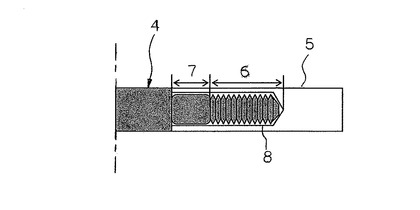
図1は、本発明の連結方法を示す説明図である。図1では、連結溶接用ワイヤ4の軸方向の中心より右半分のみを示し、左半分は省略してある。
【0015】
図1に示すように、本発明では、連結用溶接ワイヤ4を用いて第1の溶接ワイヤ(例えば旧ワイヤ)5と、第2の溶接ワイヤ(例えば新ワイヤ)とを連結する。図1では、第2の溶接ワイヤは省略されている。
【0016】
連結用溶接ワイヤ4の両端部には、端面から軸方向へ向けて、雄ねじ部6及び未加工部7が、この順に形成されている。
また、第1の溶接ワイヤ5及び第2の溶接ワイヤの端部には、雌ねじ部8が形成されている。雌ねじ部8は雄ねじ部6に噛合する。
【0017】
第1の溶接ワイヤ5及び第2の溶接ワイヤのうちの一方のワイヤ(例えば第1の溶接ワイヤ5)の雌ねじ部8は、逆ねじ部として形成されるとともに、連結用溶接ワイヤ4の両端のねじ部のうちの一方の雄ねじ部8も、逆ねじ部として形成されている。これにより、第1の溶接ワイヤ5及び第2の溶接ワイヤを回転することなく、連結用溶接ワイヤ4だけを一方向へ回転することによって、第1の溶接ワイヤ5及び第2の溶接ワイヤを同時に連結可能である。
【0018】
第1の溶接ワイヤ5の径と、第2の溶接ワイヤの径とは、通常、同じ値である。
ここで、第1の溶接ワイヤ5又は第2の溶接ワイヤの径に対する連結用溶接ワイヤ4の径の比は、0.625〜0.75である。この比が0.625未満であると、溶接ワイヤの送給時に曲げる力が加わった場合に、雄ねじ部7,8で破断を生じるおそれがあり、一方、比が0.75超であると、雌ねじ部6で破断を生じる。比が0.625未満であると、雄ネジの根元部分に変形が集中することとなり、比が0.75超であると、雄ネジが雌ネジを突き破ることになるためと思われる。
【0019】
また、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7のそれぞれの長さの比率は、2:1〜3:2である。比率がこの範囲外の場合、溶接ワイヤを送給時に破断を生じるおそれがあるとともに、溶接時の電流及び電圧を安定に保つことができなくなるおそれがある。
【0020】
さらに、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6の長さは、8mm以上である。この長さが8mm未満であると、溶接時の電流及び電圧を安定に保つことができなくなるおそれがある。
【0021】
本発明によれば、例えば大径鋼管を溶接する際に、溶接ワイヤが送給時に破断することなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことができ、溶接ワイヤ連結部においても溶接品質を安定に保って溶接できると共に、溶接ワイヤの端部のロスを低減でき、さらに効率的に溶接を行うことができるようになる。
【0022】
本発明を、実施例を参照しながら、より具体的に説明する。
【実施例】
【0023】
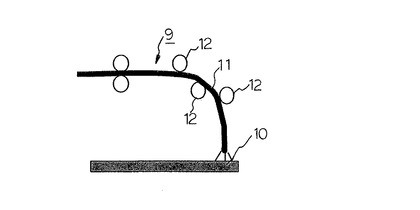
図2は、実際に用いるサブマージアーク溶接機9の溶接部10の近傍を模式的に示す説明図である。
大径鋼管の製造に際して、狭い空間での溶接が可能になるように、溶接部10の近傍でワイヤ11を曲げて送給を行う。ワイヤ11の曲げ方法は、ローラ12を用いた3点曲げ(曲げR100mm)である。
【0024】
そこで、引張強度:540N/mm2以上、化学成分:C:0.12質量%、Si:0.01質量%、Mn:1.93質量%、P:0.011質量%、S:0.005質量%、Cuめっき厚:1.05μmからなる、直径4.0mm及び4.8mmワイヤを用い、表1に示す種々のねじ加工条件で、連続供給時に要求される耐曲げ性能を評価した。表1には、試作ワイヤの強度と曲げ特性を併せて示す。
【0025】
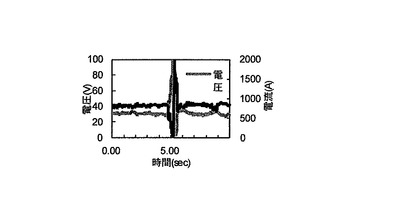
図3は、ワイヤ連結部が破断した場合における溶接時に起こる電流および電圧の状況の一例を示すグラフである。溶接時に破断部を通過する場合、図3のグラフに示すように、瞬時にアークが短絡および再点孤するため、電流および電圧がいずれも不安定な状態になる。
【0026】
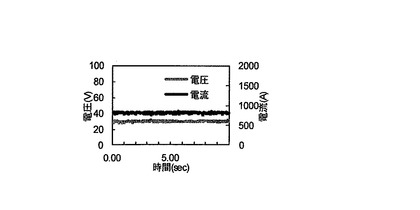
図4は、連結部が破断を起こさない場合における溶接時の電流および電圧の状況の一例を示すグラフである。ワイヤが破断しない場合、電流および電圧ともに安定を保ちながら溶接が可能である。
【0027】
【表1】

【0028】
その結果、ワイヤ径4.0mmにおいて、ねじ径/ワイヤ径比率が0.5(試作1)、及びねじ径/ワイヤ径比率が0.75で、ねじ未加工とねじ加工比率が1:1の場合(試作3)では、100Rの曲げ試験において判断が生じた。
【0029】
一方、試作2、4の条件ではいずれも破断は生じなかった。
次に、試作2、4について表2に示す条件で溶接を行い、溶接条件に及ぼすねじ形状の影響を調査した結果、試作2では、電流、電圧が不安定であった。
【0030】
【表2】
【0031】
本発明(試作4)において、連結部で、電流、電圧を安定に保ち、溶接可能なことを確認した。
直径4.8mmワイヤにおいても同様に、試作7条件で、同様の結果が得られた。
【符号の説明】
【0032】
1、2 ワイヤ
1a 雌ねじ部
2a 雄ねじ部
1b 逆ねじ部
3 連結用溶接ワイヤ
3a ねじ部
3b 逆ねじ部
4 連結用溶接ワイヤ
5 第1の溶接ワイヤ(例えば旧ワイヤ)
6 雄ねじ部6
7 未加工部
8 雌ねじ部
9 サブマージアーク溶接機
10 溶接部
11 ワイヤ
12 ローラ
【技術分野】
【0001】
本発明は、溶接ワイヤの連結方法に関し、具体的には、肉厚が6mm以上の大径鋼管の溶接に用いられる溶接ワイヤの連結方法に関する。
【背景技術】
【0002】
外径が20〜60インチ程度であって長さが10〜18m程度である大径鋼管は、一般的に、製造する外径に応じた寸法を有する厚板(板厚:6〜50mm)をO形状に成形加工した後、継ぎ目に仮付溶接を行い、その後、内面及び外面にサブマージアーク溶接を行うことによって製造される。仮付溶接や内面及び外面の溶接において、溶接ワイヤを多く使用する。
【0003】
通常、溶接ワイヤの残部分の長さが、溶接ワイヤ1本当たりの使用量と、溶接ワイヤの設置位置から溶接部までの距離との合計よりも短くなる場合、この溶接ワイヤ(以下、「旧ワイヤ」という)を撤去し、新たな溶接ワイヤ(以下、「新ワイヤ」という)を準備する必要を生じる。
【0004】
旧ワイヤは、廃棄されるか、若しくは新ワイヤとバット溶接で接合されて使用される。しかし、旧ワイヤを廃棄する場合には、溶接ワイヤの使用量の増加となり、コストが嵩む。旧ワイヤを新ワイヤとバット溶接する場合、作業者の溶接技量のバラツキが不可避的に存在するため、操業トラブルの発生や、溶接の品質の低下を生じることもある。また、いずれの場合にあっても、旧ワイヤの撤去や新ワイヤの準備などの作業を行う必要があるため、製造能率が低下する。
【0005】
そこで、これまでに、旧ワイヤと新ワイヤとを連結する方法が多数提案されている。
特許文献1〜6には、それぞれ、ワイヤを凹凸で連結する際、凸部に突条部を形成したもの、凸部にキャップをかぶせるもの、ワイヤの先端に凹加工を施した後に、それらを、突条部を有する凸型ジグで連結するもの、ワイヤ先端にくさびタイプの凹凸を用いるもの、ワイヤ先端に凹加工を施し、それらに絶縁材を被せた凸上のジグを差し込むもの、ワイヤの先端に凹加工を施した後、それらを、突条部を有する凸型ジグで連結後、押圧するものといった方法が開示されている。
【0006】
また、特許文献7には、連結長さが25mm以上の凹凸ワイヤ連結を行うことが開示されている。
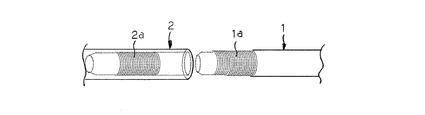
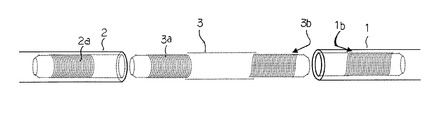
さらに、特許文献8,9には、それぞれ、ワイヤ先端にねじ加工を施すことによる連結方法が提案されている。この方法は、図5に示すように、ワイヤ1,2の端部に、雌ねじ部1a、雄ねじ部2aを形成することにより、溶接機等の機械を用いることなくワイヤ1,2を連結するものである。しかし、ワイヤ1,2の一方又は両方の長さが長い場合には、ワイヤ1,2をねじ止めのために回転させることが容易でないので、両者を簡易に連結できないと思われる。そこで、特許文献9には、図6に示すように、旧ワイヤ1と新ワイヤ2のうちの一方のワイヤ(例えば旧ワイヤ1)に逆ねじ部1bを形成するとともに、連結用溶接ワイヤ3にねじ部3a及び逆ねじ部3bを形成することにより、ワイヤ1,2を回転することなく連結用溶接ワイヤ3だけを一方向へ回転することによって、新ワイヤ2及び旧ワイヤ1を同時に連結する技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献l】実開昭42−10667号公報
【特許文献2】実開昭43−23691号公報
【特許文献3】実開昭42−10668号公報
【特許文献4】特公昭46−14522号公報
【特許文献5】実開昭45−31735号公報
【特許文献6】特開昭45−34250号公報
【特許文献7】特開昭54−23347号公報
【特許文献8】実開昭49−15782号公報
【特許文献9】特開昭59−27717号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明者らが新旧の溶接ワイヤを機械的に連結させる方法を検討した結果、バット溶接で接合させる方法と比較して、連結部での断線発生や溶接時の電流や電圧が不安定になり易いなどの問題を生じ、溶接品質がバラツキ易いことを見出した。これらの課題について、特許文献1〜6に開示されている技術では、連結部の強度について言及されておらず、かつ、ワイヤ先端の加工に時間を要するものであって生産性の低下を招くと思われる。特許文献7では、連結部の嵌合部形状が明確に示されておらず、連結部の強度については評価されていない。特許文献8,9も同様に、連結部の強度については評価も示唆もされていない。
【0009】
つまり、上記先行文献は、連結させる方法は開示されているが、連結部での断線発生や溶接時の電流や電圧が不安定になり易いなどの問題を見出しておらず、開示も示唆もない。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意検討を重ねた結果、両端部側に雄ねじ部を有する連結用溶接ワイヤを用いて、雄ねじ部に噛合する雌ねじ部を有する第1、2の溶接ワイヤを接続する際に、前記連結用溶接ワイヤの、第1、2の溶接ワイヤの径との比が0.625〜0.75である径を有し、前記連結用溶接ワイヤの雄ねじ加工部及び雄ねじ未加工部それぞれの長さの比率が2:1〜3:2であり、さらに、前記連結用溶接ワイヤの雄ねじ加工部の長さが8mm以上であれば、上記課題を解決できることを知見して、本発明を完成した。
【0011】
本発明は、両端部に、端面から軸方向へ向けて雄ねじ部及び未加工部をこの順に備える連結用溶接ワイヤを用いて、雄ねじ部に噛合する雌ねじ部を有する第1の溶接ワイヤ及び第2の溶接ワイヤを接続する際に、第1の溶接ワイヤ又は第2の溶接ワイヤの径に対する連結用溶接ワイヤの径の比が0.625〜0.75であること、連結用溶接ワイヤの軸方向に関する雄ねじ部及び未加工部それぞれの長さの比率が2:1〜3:2であること、及び、連結用溶接ワイヤの軸方向に関する雄ねじ部の長さが8mm以上であることを特徴とする溶接ワイヤの連結方法である。
【発明の効果】
【0012】
本発明により、例えば大径鋼管の溶接に際し、溶接ワイヤの送給時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことができ、これにより、溶接ワイヤの端部のロスを低減でき、さらに溶接ワイヤ連結部を使用する際においても溶接品質を安定に保って、効率的に溶接を行うことができるようになる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の連結方法を示す説明図である。
【図2】図2は、ワイヤ曲げと溶接位置を示す説明図である。
【図3】図3は、溶接ワイヤ破断時の溶接状態を示す説明図である。
【図4】図4は、本発明の溶接ワイヤの溶接状態を示す説明図である。
【図5】図5は、溶接ワイヤのねじ式連結方法を示す説明図である。
【図6】図6は、新ワイヤ及び旧ワイヤの連結方法を示す説明図である。
【発明を実施するための形態】
【0014】
以下、本発明を実施するための形態を、添付図面を参照しながら説明する。
図1は、本発明の連結方法を示す説明図である。図1では、連結溶接用ワイヤ4の軸方向の中心より右半分のみを示し、左半分は省略してある。
【0015】
図1に示すように、本発明では、連結用溶接ワイヤ4を用いて第1の溶接ワイヤ(例えば旧ワイヤ)5と、第2の溶接ワイヤ(例えば新ワイヤ)とを連結する。図1では、第2の溶接ワイヤは省略されている。
【0016】
連結用溶接ワイヤ4の両端部には、端面から軸方向へ向けて、雄ねじ部6及び未加工部7が、この順に形成されている。
また、第1の溶接ワイヤ5及び第2の溶接ワイヤの端部には、雌ねじ部8が形成されている。雌ねじ部8は雄ねじ部6に噛合する。
【0017】
第1の溶接ワイヤ5及び第2の溶接ワイヤのうちの一方のワイヤ(例えば第1の溶接ワイヤ5)の雌ねじ部8は、逆ねじ部として形成されるとともに、連結用溶接ワイヤ4の両端のねじ部のうちの一方の雄ねじ部8も、逆ねじ部として形成されている。これにより、第1の溶接ワイヤ5及び第2の溶接ワイヤを回転することなく、連結用溶接ワイヤ4だけを一方向へ回転することによって、第1の溶接ワイヤ5及び第2の溶接ワイヤを同時に連結可能である。
【0018】
第1の溶接ワイヤ5の径と、第2の溶接ワイヤの径とは、通常、同じ値である。
ここで、第1の溶接ワイヤ5又は第2の溶接ワイヤの径に対する連結用溶接ワイヤ4の径の比は、0.625〜0.75である。この比が0.625未満であると、溶接ワイヤの送給時に曲げる力が加わった場合に、雄ねじ部7,8で破断を生じるおそれがあり、一方、比が0.75超であると、雌ねじ部6で破断を生じる。比が0.625未満であると、雄ネジの根元部分に変形が集中することとなり、比が0.75超であると、雄ネジが雌ネジを突き破ることになるためと思われる。
【0019】
また、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7のそれぞれの長さの比率は、2:1〜3:2である。比率がこの範囲外の場合、溶接ワイヤを送給時に破断を生じるおそれがあるとともに、溶接時の電流及び電圧を安定に保つことができなくなるおそれがある。
【0020】
さらに、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6の長さは、8mm以上である。この長さが8mm未満であると、溶接時の電流及び電圧を安定に保つことができなくなるおそれがある。
【0021】
本発明によれば、例えば大径鋼管を溶接する際に、溶接ワイヤが送給時に破断することなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことができ、溶接ワイヤ連結部においても溶接品質を安定に保って溶接できると共に、溶接ワイヤの端部のロスを低減でき、さらに効率的に溶接を行うことができるようになる。
【0022】
本発明を、実施例を参照しながら、より具体的に説明する。
【実施例】
【0023】
図2は、実際に用いるサブマージアーク溶接機9の溶接部10の近傍を模式的に示す説明図である。
大径鋼管の製造に際して、狭い空間での溶接が可能になるように、溶接部10の近傍でワイヤ11を曲げて送給を行う。ワイヤ11の曲げ方法は、ローラ12を用いた3点曲げ(曲げR100mm)である。
【0024】
そこで、引張強度:540N/mm2以上、化学成分:C:0.12質量%、Si:0.01質量%、Mn:1.93質量%、P:0.011質量%、S:0.005質量%、Cuめっき厚:1.05μmからなる、直径4.0mm及び4.8mmワイヤを用い、表1に示す種々のねじ加工条件で、連続供給時に要求される耐曲げ性能を評価した。表1には、試作ワイヤの強度と曲げ特性を併せて示す。
【0025】
図3は、ワイヤ連結部が破断した場合における溶接時に起こる電流および電圧の状況の一例を示すグラフである。溶接時に破断部を通過する場合、図3のグラフに示すように、瞬時にアークが短絡および再点孤するため、電流および電圧がいずれも不安定な状態になる。
【0026】
図4は、連結部が破断を起こさない場合における溶接時の電流および電圧の状況の一例を示すグラフである。ワイヤが破断しない場合、電流および電圧ともに安定を保ちながら溶接が可能である。
【0027】
【表1】
【0028】
その結果、ワイヤ径4.0mmにおいて、ねじ径/ワイヤ径比率が0.5(試作1)、及びねじ径/ワイヤ径比率が0.75で、ねじ未加工とねじ加工比率が1:1の場合(試作3)では、100Rの曲げ試験において判断が生じた。
【0029】
一方、試作2、4の条件ではいずれも破断は生じなかった。
次に、試作2、4について表2に示す条件で溶接を行い、溶接条件に及ぼすねじ形状の影響を調査した結果、試作2では、電流、電圧が不安定であった。
【0030】
【表2】
【0031】
本発明(試作4)において、連結部で、電流、電圧を安定に保ち、溶接可能なことを確認した。
直径4.8mmワイヤにおいても同様に、試作7条件で、同様の結果が得られた。
【符号の説明】
【0032】
1、2 ワイヤ
1a 雌ねじ部
2a 雄ねじ部
1b 逆ねじ部
3 連結用溶接ワイヤ
3a ねじ部
3b 逆ねじ部
4 連結用溶接ワイヤ
5 第1の溶接ワイヤ(例えば旧ワイヤ)
6 雄ねじ部6
7 未加工部
8 雌ねじ部
9 サブマージアーク溶接機
10 溶接部
11 ワイヤ
12 ローラ
【特許請求の範囲】
【請求項1】
両端部に、端面から軸方向へ向けて雄ねじ部及び未加工部をこの順に備える連結用溶接ワイヤを用いて、前記雄ねじ部に噛合する雌ねじ部を有する第1の溶接ワイヤ及び第2の溶接ワイヤを接続する際に、前記第1の溶接ワイヤ又は前記第2の溶接ワイヤの径に対する前記連結用溶接ワイヤの径の比が0.625〜0.75であること、前記連結用溶接ワイヤの軸方向に関する前記雄ねじ部及び前記未加工部それぞれの長さの比率が2:1〜3:2であること、及び、前記軸方向に関する前記雄ねじ部の長さが8mm以上であることを特徴とする溶接ワイヤの連結方法。
【請求項1】
両端部に、端面から軸方向へ向けて雄ねじ部及び未加工部をこの順に備える連結用溶接ワイヤを用いて、前記雄ねじ部に噛合する雌ねじ部を有する第1の溶接ワイヤ及び第2の溶接ワイヤを接続する際に、前記第1の溶接ワイヤ又は前記第2の溶接ワイヤの径に対する前記連結用溶接ワイヤの径の比が0.625〜0.75であること、前記連結用溶接ワイヤの軸方向に関する前記雄ねじ部及び前記未加工部それぞれの長さの比率が2:1〜3:2であること、及び、前記軸方向に関する前記雄ねじ部の長さが8mm以上であることを特徴とする溶接ワイヤの連結方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−101252(P2012−101252A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−252172(P2010−252172)
【出願日】平成22年11月10日(2010.11.10)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月10日(2010.11.10)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
[ Back to top ]