
溶接位置の検査方法及びその装置
【課題】
簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査すること。
【解決手段】
本発明は、上記課題を解決するために、検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする。
簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査すること。
【解決手段】
本発明は、上記課題を解決するために、検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は溶接位置の検査方法及びその装置に係り、例えば、スポット溶接後に、所望の位置にスポット溶接が施されているかを、斜方照明と画像による上方からの検出によって自動検査するものに好適な溶接位置の検査方法及びその装置に関する。
【背景技術】
【0002】
2枚以上の薄板金属の接合方法の1つとして、スポット溶接による接合方法が知られている。係るスポット溶接においては、スポット溶接の実施後に、所望の位置にスポット溶接が施されていることを、斜方照明と画像による上方からの検出によって自動検査することが行われる。つまり、スポット溶接は、溶接時に圧着して行うためにくぼみが発生することから、このくぼみの段差部分を斜めからの照明によって明確化し、上方から所望の位置にスポット溶接が施されているかを自動検査している。
【0003】
図1を用いて、従来のスポット溶接位置の検査の仕方について説明する。
【0004】
図1は、画像を利用した従来のスポット溶接位置の検査装置を示すものである。該図に示す如く、従来のスポット溶接位置の検査装置は、スポット溶接部5が点在する検査対象4の検査領域表面に対向する位置に支持部材に支持されて設置された撮像機1と、この撮像機1の撮像範囲3に斜めに光が当たるように支持部材に支持されて設置された照明2とを備え、撮像機1によって撮像された画像は、画像取込ボード9を介してパソコンP内に取り込まれ、パソコンP内に取り込まれた画像は、バッファメモリ10に一時保管され、溶接部抽出部12でスポット溶接部5が抽出される。座標算出部15に送られた溶接部抽出部12からの抽出結果から、スポット溶接部5の座標が算出され、算出結果がデータ記憶部31、画像表示部32に送られ、データ記憶部31では、算出した座標データの有無、合否判定が記憶され、画像表示部32では、スポット溶接部5に生じるくぼみの円が表示され、このくぼみの円が有ればスポット溶接部5が有、くぼみの円が無ければスポット溶接部5が無しと判断している。
【0005】
そして、スポット溶接部5は、そのくぼみ形状から照明2によって、くぼみ傾斜部分に照度差が生じ、撮像機1の撮像画像において溶接部の輪郭が輝度変化として表れるため、溶接部抽出部12における画像処理では、この輝度変化を明確化する処理を行い、更に、座標算出部15において、明確化されたスポット溶接部5から特定の点、例えば、くぼみの円の中心の座標を求め、この円の中心の座標をスポット溶接部5の位置として算出することで、スポット溶接位置5が所望の位置であるかの検査が行われる。
【0006】
しかしながら、上述した従来のスポット溶接位置の検査においては、スポット溶接部5の輪郭の一部から位置を検出しなければならないという課題が発生していた。
【0007】
明確化されたスポット溶接部の輪郭からスポット溶接部の位置を算出する方法として、特許文献1及び2に記載されたものがある。即ち、特許文献1には、抽出したスポット溶接部の輪郭形状から輪郭座標位置の輝度重心位置を求め、この輪郭座標位置の輝度重心位置をスポット溶接部の中心位置として算出することが記載されている。また、特許文献2には、溶接所望位置を通過する基準線を設定し、抽出した溶接部輪郭と基準線で囲まれる面積が規定値範囲内である場合に所望位置に溶接されていると判定することが記載されている。
【0008】
更に、従来のスポット溶接部の検査においては、斜め照明により発生する輝度差により検査領域が制限されるといった課題が発生していた。
【0009】
即ち、図1に示した従来のスポット溶接位置の検査においては、検査領域と照明との距離に応じて照度差が生じる。つまり、図2に、斜めからの照明2を用いた検査領域表面の撮像画像17及び破線部18に沿った断面における撮像領域輝度プロファイル19の例を示すが、照明2は、撮像画像の左側から照らされているため、照明2からの距離が近い領域において輝度は高く、照明2からの距離が遠い領域において輝度は低くなっている。
【0010】
そのため、輝度分布20は、飽和輝度値21又はノイズレベル輝度値22により制限され、スポット溶接部5の輪郭の輝度変化を用いて抽出することができない検査不可領域29が発生し、検査可能領域30が制限されてしまう。撮像範囲3全域での検査を行うには、距離に応じて表れる照度差を抑制する必要がある。
【0011】
この検査領域の照度差を抑制する方法として、特許文献3には、集光レンズ、リレーレンズ、偏心レンズを組み合わせて、傾斜方向の照度差を打ち消すことが記載されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2006−220613号公報
【特許文献2】特許第2758823号公報
【特許文献3】特許第3680999号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、特許文献1の技術では、スポット溶接部輪郭の全周を抽出しておらず、抽出する輪郭の割合によっては、中心算出位置が実際より大きくずれる可能性がある。また、特許文献2の技術では、スポット溶接部全てに基準線を設定する必要があり、特徴形状のない対象に施工されるスポット溶接部の位置についての判定は困難である。更に、特許文献3の技術では、レンズを複数枚用いた構成とする必要があり、照明光学系が大掛かりで複雑なものとなる。
【0014】
本発明は上述の点に鑑みなされたもので、その目的とするところは、簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査する溶接位置の検査方法及びその装置を提供することにある。
【課題を解決するための手段】
【0015】
本発明の溶接位置の検査方法は、上記目的を達成するために、検査対象表面にくぼみ形状を有する溶接部の位置を検査する方法において、前記検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする。
【0016】
また、本発明の溶接位置の検査装置は、上記目的を達成するために、検査対象表面にくぼみ形状を有する溶接部の位置を検査する装置において、検査対象表面の2次元検査領域に対して傾斜した角度で2次元検査領域を照明し、異なる少なくとも2方向に配置される投光部と、前記2次元検査領域に対向した位置から前記異なる少なくとも2方向から前記投光部で照明された複数の画像を取得する撮像部と、該撮像部で取得した複数の画像を取り込むコンピュータとを備え、前記コンピュータは、前記撮像部で取得した複数の画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部と、該抽出処理部で抽出した複数の輪郭情報を合成することで円形の輪郭を得る合成処理部と、該合成処理部で得られた円形の輪郭に円を当てはめ溶接部として認識する認識部と、該認識部で溶接部として認識した円の中心座標を溶接位置として算出する算出部とから少なくとも成ることを特徴とする。
【発明の効果】
【0017】
本発明によれば、簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査することが可能となる。
【図面の簡単な説明】
【0018】
【図1】従来のスポット溶接部の検査装置を示す概略図である。
【図2】従来のスポット溶接部の検査装置において、斜めから照明した場合の取得画像例を示す図である。
【図3】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置を示す概略図である。
【図4】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置において、斜めから照明した場合の照明発光分布と検査対象表面の照度の関係を説明するための図である。
【図5】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を均一とする照明発光分布を示した特性図である。
【図6】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を示した特性図である。
【図7】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における拡散光の発光分布を示した特性図である。
【図8】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を均一とする構成を示す概略図である。
【図9】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における主光線軸の位置の変化による発光分布の変化を示す特性図である。
【図10】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における画像の輝度むらの除去を説明するための図である。
【図11】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の撮像画像を示す図である。
【図12】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における撮像画像の輝度プロファイルを示す図である。
【図13】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における輝度むら除去画像からスポット溶接部の輪郭部分を抽出した図である。
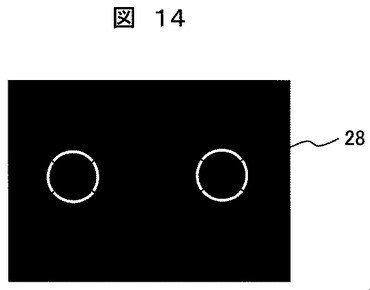
【図14】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置におけるスポット溶接部の輪郭部分を抽出した画像を複数方向の照明を切り替えて取得し合成した図である。
【図15】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査方法を示すフローチャートである。
【図16】本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置における画像の輝度むらの除去を説明するための図である。
【図17】本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置における照明に併用するレンズの倍率の変化による発光分布の変化を示す特性図である。
【図18】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における検査対象表面の撮像画像を示す図である。
【図19】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における撮像画像の輝度プロファイルを示す図である。
【図20】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置を示す概略図である。
【図21】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における検査方法を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、図示した実施例に基づいて本発明の溶接部の検査装置について説明する。尚、符号は、従来と同一のものは、同符号を使用する。
【実施例1】
【0020】
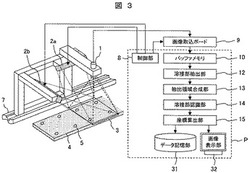
図3は、本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置の全体構成を示すものである。
【0021】
該図に示す如く、本実施例のスポット溶接位置の検査装置は、スポット溶接部5が点在する検査対象4の表面の2次元検査領域に対し傾斜した角度で2次元検査領域の全域を照明する異なる2方向(本実施例では、直交2方向)に配置された投光部である照明2a、及び2bと、2次元検査領域に対向した位置から、上記直交2方向より照明された複数の画像を取得する撮像部である撮像機1と、取得した複数の画像からスポット溶接部5の円錐台形のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部である溶接部抽出部12と、抽出した複数の輪郭情報を合成することで概ね円形の輪郭を得る合成処理部である抽出領域合成部13と、概ね円形の輪郭に円を当てはめスポット溶接部5として認識する認識部である溶接部認識部14と、スポット溶接部5として認識した円の中心座標をスポット溶接部5の位置として算出する算出部である座標算出部15とから概略構成されている。
【0022】
撮像機1と照明2a、及び2bは、それぞれ支持部材で支持され、更に、これらは走査装置7に搭載されて移動可能になっている。
【0023】
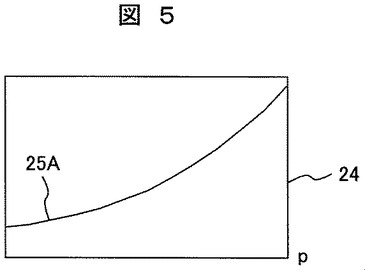
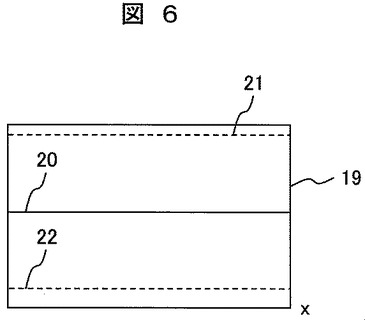
図4に、斜めから照明した場合の図5に示す照明の発光分布25Aと、検査対象4の表面の図6に示す撮像範囲3の輝度分布20との関係を説明するための図を示し、また、図5に、照明の発光部輝度プロファイル24を、図6に、撮像範囲3の撮像領域輝度プロファイル19をそれぞれ示す。
【0024】
照度は、一般的に、照明からの距離の二乗に反比例する。そのため、撮像範囲3の輝度分布20は、撮像範囲3を照らす照明の発光分布25Aを、照明からの距離の二乗で割ったものとなる。
【0025】
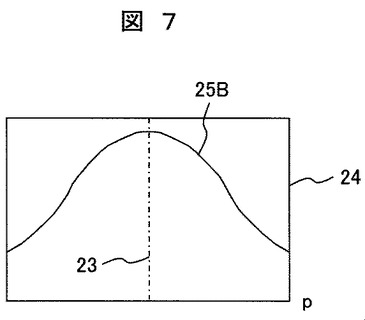
撮像範囲3の輝度分布を、図6のように均一とするためには、照明2aの配置に対して手前側、即ち、図4の撮像範囲3の領域の左側を照らす部分の照度を低く、照明2aの配置に対して奥側、即ち、図4の撮像範囲3の領域の右側を照らす部分の照度を高くし、二次関数的に変化する発光分布25Aとすれば良い。そこで、照明2aの発光分布25B(図7参照)の不均一性を利用する。
【0026】
図7に、照明2aの発光部輝度プロファイル24を示す。ここでは、一般的な拡散光源とし、発光分布25Bは主光線軸23が最も照度が高く、主光線軸23を中心に対称な分布とする。この対称な発光分布25Bの片側の傾斜を用いて、二次関数的に変化する発光分布25Aに近い発光分布を得る。
【0027】
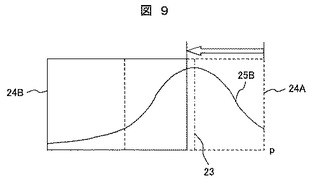
図8に、検査対象4の表面の照度を均一とする構成を示す。また、図9に、発光部輝度プロファイル24の位置の調整による発光分布25Bの変化を示す。撮像範囲3の照明から最も遠い領域を照らすように、位置調整前発光部輝度プロファイル24Aを位置調整後発光部輝度プロファイル24Bに移動することで、照明の対称分布の片側の傾斜を用いて撮像範囲3を照らすことができる。
【0028】
この構成により、図5に示す発光分布25Aに近い発光分布が得られ、撮像範囲3の照度分布20を均一とすることができる。
【0029】
尚、二次関数的に変化する発光分布25Aを得る手段として、例えば、段階的に濃度を変化させた減光フィルタを用いた構成としても良い。
【0030】
また、照明2aを不均一な拡散光源としたが、発光分布が均一な光源を用いても良い。この場合においては、減光フィルタを用いて二次関数的に変化する発光分布25Aとすれば良い。照明2bについても、上記した照明2aと同様に、照明の配置を決定するものである。
【0031】
尚、照明の数は2つに限られるものではなく、3つ以上設置しても良い。
【0032】
更に、図3における制御部8は、撮像機1による撮像と、照明2a及び照明2bの点灯、消灯のタイミングを制御するものである。
【0033】
検査開始時には、照明2a及び照明2bは消灯されており、まず、照明2aを点灯する。次に、撮像機1により撮像し、撮像した撮像画像は画像取込ボード9を介してパソコンP内に取り込まれる。撮像後、照明2aを消灯し、照明2bを点灯する。撮像機1により撮像し、撮像した撮像画像は画像取込ボード9を介してパソコンP内に取り込まれる。撮像後、照明2bを消灯する。
【0034】
尚、検査対象4の検査領域が撮像範囲3よりも大きい場合は、撮像機1と照明2a及び2bを搭載した走査装置7を駆動し、複数の撮像範囲3位置で撮像を行い、検査領域全域がいずれかの撮像範囲3に含まれるようにすることができる。
【0035】
画像取込ボード9を介してパソコンP内に取り込まれた2枚(n箇所の位置で撮像した場合は2n枚)の画像は、バッファメモリ10に一時保管される。溶接部抽出部12では、バッファメモリ10に一時保管された画像からスポット溶接部5が抽出される。
【0036】
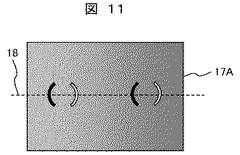
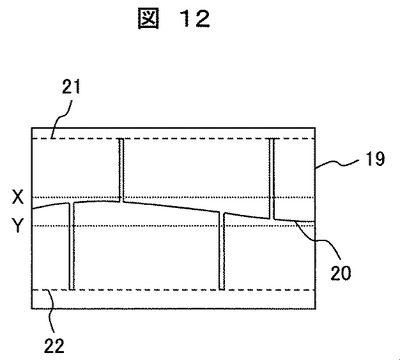
図10に画像を取得するための構成を、図11に撮像画像17Aを、図12に撮像画像の破線部18に沿った断面における撮像領域輝度プロファイル19をそれぞれ示す。
【0037】
検査対象4の表面部分の輝度と比較して、スポット溶接部5のくぼみ傾斜部分の照明手前側は輝度が低く、照明奥側は輝度が高くなっている。この輝度値に対して、基準となるしきい値X、Yを設定する。しきい値Xは、検査対象4の表面部分の輝度より高い値とし、画像上のしきい値X以上の輝度を持つ部分をHレベルと判定する。しきい値Yは、検査対象4の表面部分の輝度より低い値とし、画像上のしきい値Y以下の輝度を持つ部分をHレベルと判定する。それ以外の、しきい値Y以上で、しきい値X以下の輝度を持つ部分はLレベルと判定する。
【0038】
このように、しきい値を2重に設けて画像処理を施し、スポット溶接部5のくぼみ傾斜部分の2箇所をHレベルとし二値化して抽出することができる。
【0039】
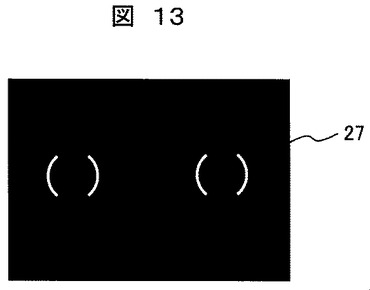
図13に、スポット溶接部5のくぼみ傾斜部分を抽出した二値化処理画像27の例を示す。ここでは、Hレベルと判定された部分を白く表示し、Lレベルと判定された部分を黒く表示している。抽出された部分は、それぞれスポット溶接部5の輪郭の一部分であり、全周の1/4程度の円弧を形作っている。
【0040】
図3に示す抽出領域合成部13では、スポット溶接部5の抽出結果が合成される。2枚の二値化処理画像27は、照明2a及び2bの配置によって、スポット溶接部5の円形の輪郭のうち、抽出部分が異なっている。例えば、照明2a及び2bを互いに直交するように配置していた場合、二値化処理画像27における輪郭の抽出部分は、スポット溶接部5の直交する対面2箇所となり、画像の合成を行うと、スポット溶接部5の輪郭全周を抽出できる。
【0041】
図14に、合成画像28の例を示す。図14の例のような円形全体の抽出画像に、円の当てはめ処理を行うことによって、スポット溶接部5に高精度に円を当てはめることができ、高精度に溶接部の位置の算出を行うことができる。
【0042】
尚、前述したように、照明の数は2つに限られるものではなく、3つ以上としても良い。その場合、制御部8では、照明ごとに点灯、画像取得、消灯の順で処理を行い、取得画像からスポット溶接部5を抽出し、3枚以上の抽出画像の合成を行う。
【0043】
また、スポット溶接部5の抽出処理においては、くぼみ傾斜部分の照明手前側、及び照明奥側の2箇所を検出しているが、どちらか一方のみの検出としても構わない。その場合には、照明を4つ以上配置し、4枚以上の抽出画像の合成を行う必要がある。
【0044】
図3に示す座標算出部14では、抽出した円孤からスポット溶接部5の輪郭のみを認識する。座標算出部15では、認識結果からスポット溶接部5の位置が算出される。その算出結果は、データ記憶部31、画像表示部32に送られる。データ記憶部31では、算出した座標データの有無、合否判定が記憶され、画像表示部32では、スポット溶接部5に生じるくぼみの円が表示され、このくぼみの円が有ればスポット溶接部5が有、くぼみの円が無ければスポット溶接部5が無しと判断している。
【0045】
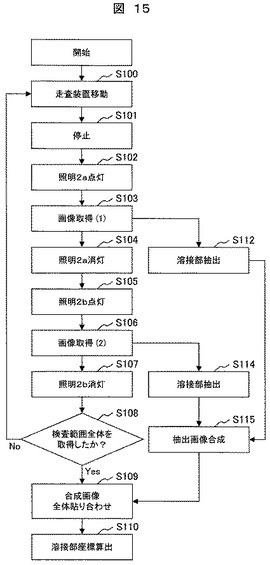
次に、この構成を用いたスポット溶接位置の検査方法の手順を、図15に示すフローを用いて説明する。
【0046】
該図に示す如く、検査が開始されると、処理ステップS100において、走査装置7を駆動させ、撮像機1が検査対象4の表面の所望の範囲の撮像が行えるように移動する。
【0047】
処理ステップS101において、所望の位置で停止した後、処理ステップS102では照明2aを点灯させ、撮像範囲3を照らす。その後、処理ステップS103において、撮像機1によって、検査対象4の表面を撮像する。撮像した画像は、画像取込ボード9を介してパソコンP内に取り込まれ、画像処理によりスポット溶接部5を抽出する。図15のフロー上では、処理ステップS112でスポット溶接部5の抽出が行われる。
【0048】
処理ステップS103における画像取得の後、処理ステップS104において照明2aを消灯する。引き続き、処理ステップS105で照明2bを点灯させ、処理ステップS106において画像を取得する。取得画像からは、処理ステップS114によって、スポット溶接部5が抽出される。処理方法は、処理ステップS112で示した方法と同様である。
【0049】
処理ステップS112、及び処理ステップS114によってスポット溶接部5を抽出した二値化処理画像27は、処理ステップS115に送られ画像の合成が行われる。
【0050】
処理ステップS106における画像取得の後、処理ステップS107において照明2bを消灯する。尚、照明を3つ以上とした場合には、全ての照明に対して、処理ステップS102から処理ステップS104、及び処理ステップS112と同様の手順で処理を行い、全ての二値化処理画像27を処理ステップS115に送る。その後、処理ステップS108において判定処理を行い、検査対象4表面の検査領域全体の画像取得が完了するまで、走査装置7による移動と画像取得、及びスポット溶接部5の抽出処理を繰り返す。
【0051】
検査領域全体での画像取得が完了した後、処理ステップS109において、スポット溶接部5を抽出した画像を検査領域全体で貼り合わせる。貼り合わせの原点、及び貼り合わせ画像の相対位置についての情報は、走査装置7の移動距離を利用する。
【0052】
その後、処理ステップS110において、貼り合わせた画像のスポット溶接部5の抽出部分に円を当てはめる処理を行い、当てはめた円の中心座標をスポット溶接部5の位置として算出する。このとき、スポット溶接部5の抽出部分は、円形輪郭の全周となっており、正確な円の当てはめ、及び中心座標の算出を行うことができる。
【0053】
以上説明したスポット溶接位置の検査方法とすることにより、検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを確認することができる。
【実施例2】
【0054】
次に、本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置について説明する。
【0055】
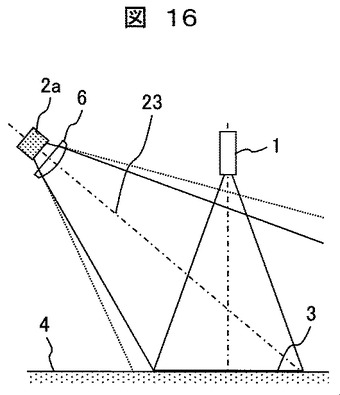
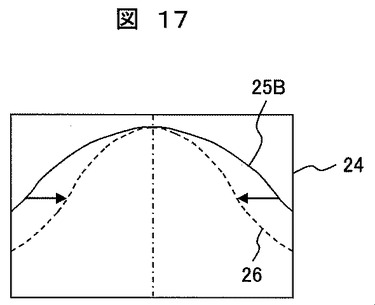
実施例2が実施例1と異なる点は、図16に示すような、照明2aの近傍に広がり角抑制レンズ6を備えている点である。また、図17には、この広がり角抑制レンズ6の倍率の変化による照明の発光分布25Bの変化を示す。
【0056】
本実施例では、広がり角抑制レンズ6の倍率を変化させ、照明2aからの光線の広がりを調整することで、発光分布25Bの傾斜を広がり抑制発光分布26に合わせることができる。
【0057】
このような本実施例の構成とすることにより、上述した実施例1と同様な効果が得られることは勿論、図5に示す発光分布25Aにより近い発光分布が得られ、撮像範囲3の照度分布20を均一とすることができる。
【実施例3】
【0058】
次に、本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置について説明する。
【0059】
実施例3が、実施例1及び2と相違する点は、画像処理フローにおいて輝度むら除去ステップを含む点である。
【0060】
図3に示したスポット溶接位置の検査装置のように、撮像範囲3の全体は、照明2a又は照明2bによって照らされている。このとき、照明2a又は照明2bの発光分布は、完全な二次関数変化になっておらず、撮像範囲3には輝度むらが残る場合が想定される。そこで、本実施例では、画像処理によって残った輝度むらを除去するものである。
【0061】
即ち、図11及び図12に示したように、スポット溶接部5のくぼみ傾斜部分の照明手前側は影となり、検査対象4の表面より暗い暗部として信号が検出される。また、スポット溶接部5のくぼみ傾斜部分の照明奥側は正反射が起こり、検査対象4の表面より明るい明部として信号が検出される。このとき、スポット溶接部5の各検出信号に比べ、輝度むらによる検査対象4表面の輝度変動は周波数が低い。そこで、撮像画像17Aから低周波成分を抽出し、元の取得画像から減算することで、輝度むらを除去することができる。低周波成分を抽出する方法には、例えば、フーリエ変換などを用いる。
【0062】
尚、同様の効果が得られる他の処理を適用して良い。また、高周波成分を抽出する処理によって、低周波である輝度むら成分を除去しても良い。
【0063】
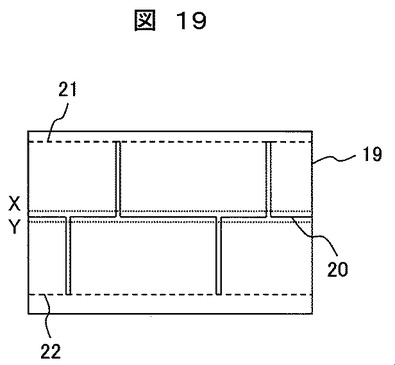
図18に、輝度むら除去処理後の除去画像17Bを、図19に、画像の破線部18に沿った断面における撮像領域輝度プロファイル19を示す。
【0064】
この処理により、しきい値を平坦部輝度値により近い値とすることが可能となり、スポット溶接部5の検出信号が小さい場合においても検出できるといった効果がある。
【0065】
図20に、実施例3におけるスポット溶接位置の検査装置を示す。該図の示す実施例3におけるスポット溶接位置の検査装置は、図3に示した実施例1のスポット溶接位置の検査装置と概略構成は略同一であり、異なる点は、実施例3では、照明2a及び照明2bの下方に広がり角抑制レンズ6を設置し、パソコンP内に輝度むら除去部11を備えている点である。
【0066】
図21に、実施例3の構成におけるスポット溶接位置の検査方法の手順であるフローを示す。
【0067】
図21に示す実施例3の構成におけるスポット溶接位置の検査方法の手順は、図15に示した実施例1の構成における手順と略同一であるが、本実施例では、処理ステップS112及び処理ステップS114での溶接部抽出の前に、それぞれ輝度むらを除去する処理ステップS111及び処理ステップS113を行っている。
【0068】
このような本実施例の構成とすることにより、上述した実施例1及び2と同様な効果が得られることは勿論、スポット溶接部を撮像機の撮像範囲全体で検査し、位置を高精度に求めることができる効果がある。
【0069】
尚、上述した各実施例では、スポット溶接部の位置検出について説明したが、これに限定されるものではなく、検査対象表面にくぼみが形成されている溶接部の位置検出に適用可能であることは言うまでもない。
【符号の説明】
【0070】
1…撮像機、2、2a、2b…照明、3…撮像範囲、4…検査対象、5…スポット溶接部、6…広がり角抑制レンズ、7…走査装置、8…制御部、9…画像取込ボード、10…バッファメモリ、11…輝度むら除去部、12…溶接部抽出部、13…抽出領域合成部、14…溶接部認識部、15…座標算出部、17、17A、17B…撮像画像、18…破線部、19…撮像領域輝度プロファイル、20…輝度分布、21…飽和輝度値、22…ノイズレベル輝度値、23…主光線軸、24…発光部輝度プロファイル、24A…位置調整前発光部輝度プロファイル、24B…位置調整後発光部輝度プロファイル、25A、25B…発光分布、26…広がり抑制発光分布、27…二値化処理画像、28…合成画像、29…検査不可領域、30…検査可能領域、31…データ記憶部、32…画像表示部、P…パソコン。
【技術分野】
【0001】
本発明は溶接位置の検査方法及びその装置に係り、例えば、スポット溶接後に、所望の位置にスポット溶接が施されているかを、斜方照明と画像による上方からの検出によって自動検査するものに好適な溶接位置の検査方法及びその装置に関する。
【背景技術】
【0002】
2枚以上の薄板金属の接合方法の1つとして、スポット溶接による接合方法が知られている。係るスポット溶接においては、スポット溶接の実施後に、所望の位置にスポット溶接が施されていることを、斜方照明と画像による上方からの検出によって自動検査することが行われる。つまり、スポット溶接は、溶接時に圧着して行うためにくぼみが発生することから、このくぼみの段差部分を斜めからの照明によって明確化し、上方から所望の位置にスポット溶接が施されているかを自動検査している。
【0003】
図1を用いて、従来のスポット溶接位置の検査の仕方について説明する。
【0004】
図1は、画像を利用した従来のスポット溶接位置の検査装置を示すものである。該図に示す如く、従来のスポット溶接位置の検査装置は、スポット溶接部5が点在する検査対象4の検査領域表面に対向する位置に支持部材に支持されて設置された撮像機1と、この撮像機1の撮像範囲3に斜めに光が当たるように支持部材に支持されて設置された照明2とを備え、撮像機1によって撮像された画像は、画像取込ボード9を介してパソコンP内に取り込まれ、パソコンP内に取り込まれた画像は、バッファメモリ10に一時保管され、溶接部抽出部12でスポット溶接部5が抽出される。座標算出部15に送られた溶接部抽出部12からの抽出結果から、スポット溶接部5の座標が算出され、算出結果がデータ記憶部31、画像表示部32に送られ、データ記憶部31では、算出した座標データの有無、合否判定が記憶され、画像表示部32では、スポット溶接部5に生じるくぼみの円が表示され、このくぼみの円が有ればスポット溶接部5が有、くぼみの円が無ければスポット溶接部5が無しと判断している。
【0005】
そして、スポット溶接部5は、そのくぼみ形状から照明2によって、くぼみ傾斜部分に照度差が生じ、撮像機1の撮像画像において溶接部の輪郭が輝度変化として表れるため、溶接部抽出部12における画像処理では、この輝度変化を明確化する処理を行い、更に、座標算出部15において、明確化されたスポット溶接部5から特定の点、例えば、くぼみの円の中心の座標を求め、この円の中心の座標をスポット溶接部5の位置として算出することで、スポット溶接位置5が所望の位置であるかの検査が行われる。
【0006】
しかしながら、上述した従来のスポット溶接位置の検査においては、スポット溶接部5の輪郭の一部から位置を検出しなければならないという課題が発生していた。
【0007】
明確化されたスポット溶接部の輪郭からスポット溶接部の位置を算出する方法として、特許文献1及び2に記載されたものがある。即ち、特許文献1には、抽出したスポット溶接部の輪郭形状から輪郭座標位置の輝度重心位置を求め、この輪郭座標位置の輝度重心位置をスポット溶接部の中心位置として算出することが記載されている。また、特許文献2には、溶接所望位置を通過する基準線を設定し、抽出した溶接部輪郭と基準線で囲まれる面積が規定値範囲内である場合に所望位置に溶接されていると判定することが記載されている。
【0008】
更に、従来のスポット溶接部の検査においては、斜め照明により発生する輝度差により検査領域が制限されるといった課題が発生していた。
【0009】
即ち、図1に示した従来のスポット溶接位置の検査においては、検査領域と照明との距離に応じて照度差が生じる。つまり、図2に、斜めからの照明2を用いた検査領域表面の撮像画像17及び破線部18に沿った断面における撮像領域輝度プロファイル19の例を示すが、照明2は、撮像画像の左側から照らされているため、照明2からの距離が近い領域において輝度は高く、照明2からの距離が遠い領域において輝度は低くなっている。
【0010】
そのため、輝度分布20は、飽和輝度値21又はノイズレベル輝度値22により制限され、スポット溶接部5の輪郭の輝度変化を用いて抽出することができない検査不可領域29が発生し、検査可能領域30が制限されてしまう。撮像範囲3全域での検査を行うには、距離に応じて表れる照度差を抑制する必要がある。
【0011】
この検査領域の照度差を抑制する方法として、特許文献3には、集光レンズ、リレーレンズ、偏心レンズを組み合わせて、傾斜方向の照度差を打ち消すことが記載されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2006−220613号公報
【特許文献2】特許第2758823号公報
【特許文献3】特許第3680999号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、特許文献1の技術では、スポット溶接部輪郭の全周を抽出しておらず、抽出する輪郭の割合によっては、中心算出位置が実際より大きくずれる可能性がある。また、特許文献2の技術では、スポット溶接部全てに基準線を設定する必要があり、特徴形状のない対象に施工されるスポット溶接部の位置についての判定は困難である。更に、特許文献3の技術では、レンズを複数枚用いた構成とする必要があり、照明光学系が大掛かりで複雑なものとなる。
【0014】
本発明は上述の点に鑑みなされたもので、その目的とするところは、簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査する溶接位置の検査方法及びその装置を提供することにある。
【課題を解決するための手段】
【0015】
本発明の溶接位置の検査方法は、上記目的を達成するために、検査対象表面にくぼみ形状を有する溶接部の位置を検査する方法において、前記検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする。
【0016】
また、本発明の溶接位置の検査装置は、上記目的を達成するために、検査対象表面にくぼみ形状を有する溶接部の位置を検査する装置において、検査対象表面の2次元検査領域に対して傾斜した角度で2次元検査領域を照明し、異なる少なくとも2方向に配置される投光部と、前記2次元検査領域に対向した位置から前記異なる少なくとも2方向から前記投光部で照明された複数の画像を取得する撮像部と、該撮像部で取得した複数の画像を取り込むコンピュータとを備え、前記コンピュータは、前記撮像部で取得した複数の画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部と、該抽出処理部で抽出した複数の輪郭情報を合成することで円形の輪郭を得る合成処理部と、該合成処理部で得られた円形の輪郭に円を当てはめ溶接部として認識する認識部と、該認識部で溶接部として認識した円の中心座標を溶接位置として算出する算出部とから少なくとも成ることを特徴とする。
【発明の効果】
【0017】
本発明によれば、簡単な構成を用いて検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを検査することが可能となる。
【図面の簡単な説明】
【0018】
【図1】従来のスポット溶接部の検査装置を示す概略図である。
【図2】従来のスポット溶接部の検査装置において、斜めから照明した場合の取得画像例を示す図である。
【図3】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置を示す概略図である。
【図4】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置において、斜めから照明した場合の照明発光分布と検査対象表面の照度の関係を説明するための図である。
【図5】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を均一とする照明発光分布を示した特性図である。
【図6】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を示した特性図である。
【図7】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における拡散光の発光分布を示した特性図である。
【図8】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の照度を均一とする構成を示す概略図である。
【図9】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における主光線軸の位置の変化による発光分布の変化を示す特性図である。
【図10】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における画像の輝度むらの除去を説明するための図である。
【図11】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査対象表面の撮像画像を示す図である。
【図12】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における撮像画像の輝度プロファイルを示す図である。
【図13】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における輝度むら除去画像からスポット溶接部の輪郭部分を抽出した図である。
【図14】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置におけるスポット溶接部の輪郭部分を抽出した画像を複数方向の照明を切り替えて取得し合成した図である。
【図15】本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置における検査方法を示すフローチャートである。
【図16】本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置における画像の輝度むらの除去を説明するための図である。
【図17】本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置における照明に併用するレンズの倍率の変化による発光分布の変化を示す特性図である。
【図18】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における検査対象表面の撮像画像を示す図である。
【図19】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における撮像画像の輝度プロファイルを示す図である。
【図20】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置を示す概略図である。
【図21】本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置における検査方法を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、図示した実施例に基づいて本発明の溶接部の検査装置について説明する。尚、符号は、従来と同一のものは、同符号を使用する。
【実施例1】
【0020】
図3は、本発明の溶接位置の検査装置の実施例1であるスポット溶接位置の検査装置の全体構成を示すものである。
【0021】
該図に示す如く、本実施例のスポット溶接位置の検査装置は、スポット溶接部5が点在する検査対象4の表面の2次元検査領域に対し傾斜した角度で2次元検査領域の全域を照明する異なる2方向(本実施例では、直交2方向)に配置された投光部である照明2a、及び2bと、2次元検査領域に対向した位置から、上記直交2方向より照明された複数の画像を取得する撮像部である撮像機1と、取得した複数の画像からスポット溶接部5の円錐台形のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部である溶接部抽出部12と、抽出した複数の輪郭情報を合成することで概ね円形の輪郭を得る合成処理部である抽出領域合成部13と、概ね円形の輪郭に円を当てはめスポット溶接部5として認識する認識部である溶接部認識部14と、スポット溶接部5として認識した円の中心座標をスポット溶接部5の位置として算出する算出部である座標算出部15とから概略構成されている。
【0022】
撮像機1と照明2a、及び2bは、それぞれ支持部材で支持され、更に、これらは走査装置7に搭載されて移動可能になっている。
【0023】
図4に、斜めから照明した場合の図5に示す照明の発光分布25Aと、検査対象4の表面の図6に示す撮像範囲3の輝度分布20との関係を説明するための図を示し、また、図5に、照明の発光部輝度プロファイル24を、図6に、撮像範囲3の撮像領域輝度プロファイル19をそれぞれ示す。
【0024】
照度は、一般的に、照明からの距離の二乗に反比例する。そのため、撮像範囲3の輝度分布20は、撮像範囲3を照らす照明の発光分布25Aを、照明からの距離の二乗で割ったものとなる。
【0025】
撮像範囲3の輝度分布を、図6のように均一とするためには、照明2aの配置に対して手前側、即ち、図4の撮像範囲3の領域の左側を照らす部分の照度を低く、照明2aの配置に対して奥側、即ち、図4の撮像範囲3の領域の右側を照らす部分の照度を高くし、二次関数的に変化する発光分布25Aとすれば良い。そこで、照明2aの発光分布25B(図7参照)の不均一性を利用する。
【0026】
図7に、照明2aの発光部輝度プロファイル24を示す。ここでは、一般的な拡散光源とし、発光分布25Bは主光線軸23が最も照度が高く、主光線軸23を中心に対称な分布とする。この対称な発光分布25Bの片側の傾斜を用いて、二次関数的に変化する発光分布25Aに近い発光分布を得る。
【0027】
図8に、検査対象4の表面の照度を均一とする構成を示す。また、図9に、発光部輝度プロファイル24の位置の調整による発光分布25Bの変化を示す。撮像範囲3の照明から最も遠い領域を照らすように、位置調整前発光部輝度プロファイル24Aを位置調整後発光部輝度プロファイル24Bに移動することで、照明の対称分布の片側の傾斜を用いて撮像範囲3を照らすことができる。
【0028】
この構成により、図5に示す発光分布25Aに近い発光分布が得られ、撮像範囲3の照度分布20を均一とすることができる。
【0029】
尚、二次関数的に変化する発光分布25Aを得る手段として、例えば、段階的に濃度を変化させた減光フィルタを用いた構成としても良い。
【0030】
また、照明2aを不均一な拡散光源としたが、発光分布が均一な光源を用いても良い。この場合においては、減光フィルタを用いて二次関数的に変化する発光分布25Aとすれば良い。照明2bについても、上記した照明2aと同様に、照明の配置を決定するものである。
【0031】
尚、照明の数は2つに限られるものではなく、3つ以上設置しても良い。
【0032】
更に、図3における制御部8は、撮像機1による撮像と、照明2a及び照明2bの点灯、消灯のタイミングを制御するものである。
【0033】
検査開始時には、照明2a及び照明2bは消灯されており、まず、照明2aを点灯する。次に、撮像機1により撮像し、撮像した撮像画像は画像取込ボード9を介してパソコンP内に取り込まれる。撮像後、照明2aを消灯し、照明2bを点灯する。撮像機1により撮像し、撮像した撮像画像は画像取込ボード9を介してパソコンP内に取り込まれる。撮像後、照明2bを消灯する。
【0034】
尚、検査対象4の検査領域が撮像範囲3よりも大きい場合は、撮像機1と照明2a及び2bを搭載した走査装置7を駆動し、複数の撮像範囲3位置で撮像を行い、検査領域全域がいずれかの撮像範囲3に含まれるようにすることができる。
【0035】
画像取込ボード9を介してパソコンP内に取り込まれた2枚(n箇所の位置で撮像した場合は2n枚)の画像は、バッファメモリ10に一時保管される。溶接部抽出部12では、バッファメモリ10に一時保管された画像からスポット溶接部5が抽出される。
【0036】
図10に画像を取得するための構成を、図11に撮像画像17Aを、図12に撮像画像の破線部18に沿った断面における撮像領域輝度プロファイル19をそれぞれ示す。
【0037】
検査対象4の表面部分の輝度と比較して、スポット溶接部5のくぼみ傾斜部分の照明手前側は輝度が低く、照明奥側は輝度が高くなっている。この輝度値に対して、基準となるしきい値X、Yを設定する。しきい値Xは、検査対象4の表面部分の輝度より高い値とし、画像上のしきい値X以上の輝度を持つ部分をHレベルと判定する。しきい値Yは、検査対象4の表面部分の輝度より低い値とし、画像上のしきい値Y以下の輝度を持つ部分をHレベルと判定する。それ以外の、しきい値Y以上で、しきい値X以下の輝度を持つ部分はLレベルと判定する。
【0038】
このように、しきい値を2重に設けて画像処理を施し、スポット溶接部5のくぼみ傾斜部分の2箇所をHレベルとし二値化して抽出することができる。
【0039】
図13に、スポット溶接部5のくぼみ傾斜部分を抽出した二値化処理画像27の例を示す。ここでは、Hレベルと判定された部分を白く表示し、Lレベルと判定された部分を黒く表示している。抽出された部分は、それぞれスポット溶接部5の輪郭の一部分であり、全周の1/4程度の円弧を形作っている。
【0040】
図3に示す抽出領域合成部13では、スポット溶接部5の抽出結果が合成される。2枚の二値化処理画像27は、照明2a及び2bの配置によって、スポット溶接部5の円形の輪郭のうち、抽出部分が異なっている。例えば、照明2a及び2bを互いに直交するように配置していた場合、二値化処理画像27における輪郭の抽出部分は、スポット溶接部5の直交する対面2箇所となり、画像の合成を行うと、スポット溶接部5の輪郭全周を抽出できる。
【0041】
図14に、合成画像28の例を示す。図14の例のような円形全体の抽出画像に、円の当てはめ処理を行うことによって、スポット溶接部5に高精度に円を当てはめることができ、高精度に溶接部の位置の算出を行うことができる。
【0042】
尚、前述したように、照明の数は2つに限られるものではなく、3つ以上としても良い。その場合、制御部8では、照明ごとに点灯、画像取得、消灯の順で処理を行い、取得画像からスポット溶接部5を抽出し、3枚以上の抽出画像の合成を行う。
【0043】
また、スポット溶接部5の抽出処理においては、くぼみ傾斜部分の照明手前側、及び照明奥側の2箇所を検出しているが、どちらか一方のみの検出としても構わない。その場合には、照明を4つ以上配置し、4枚以上の抽出画像の合成を行う必要がある。
【0044】
図3に示す座標算出部14では、抽出した円孤からスポット溶接部5の輪郭のみを認識する。座標算出部15では、認識結果からスポット溶接部5の位置が算出される。その算出結果は、データ記憶部31、画像表示部32に送られる。データ記憶部31では、算出した座標データの有無、合否判定が記憶され、画像表示部32では、スポット溶接部5に生じるくぼみの円が表示され、このくぼみの円が有ればスポット溶接部5が有、くぼみの円が無ければスポット溶接部5が無しと判断している。
【0045】
次に、この構成を用いたスポット溶接位置の検査方法の手順を、図15に示すフローを用いて説明する。
【0046】
該図に示す如く、検査が開始されると、処理ステップS100において、走査装置7を駆動させ、撮像機1が検査対象4の表面の所望の範囲の撮像が行えるように移動する。
【0047】
処理ステップS101において、所望の位置で停止した後、処理ステップS102では照明2aを点灯させ、撮像範囲3を照らす。その後、処理ステップS103において、撮像機1によって、検査対象4の表面を撮像する。撮像した画像は、画像取込ボード9を介してパソコンP内に取り込まれ、画像処理によりスポット溶接部5を抽出する。図15のフロー上では、処理ステップS112でスポット溶接部5の抽出が行われる。
【0048】
処理ステップS103における画像取得の後、処理ステップS104において照明2aを消灯する。引き続き、処理ステップS105で照明2bを点灯させ、処理ステップS106において画像を取得する。取得画像からは、処理ステップS114によって、スポット溶接部5が抽出される。処理方法は、処理ステップS112で示した方法と同様である。
【0049】
処理ステップS112、及び処理ステップS114によってスポット溶接部5を抽出した二値化処理画像27は、処理ステップS115に送られ画像の合成が行われる。
【0050】
処理ステップS106における画像取得の後、処理ステップS107において照明2bを消灯する。尚、照明を3つ以上とした場合には、全ての照明に対して、処理ステップS102から処理ステップS104、及び処理ステップS112と同様の手順で処理を行い、全ての二値化処理画像27を処理ステップS115に送る。その後、処理ステップS108において判定処理を行い、検査対象4表面の検査領域全体の画像取得が完了するまで、走査装置7による移動と画像取得、及びスポット溶接部5の抽出処理を繰り返す。
【0051】
検査領域全体での画像取得が完了した後、処理ステップS109において、スポット溶接部5を抽出した画像を検査領域全体で貼り合わせる。貼り合わせの原点、及び貼り合わせ画像の相対位置についての情報は、走査装置7の移動距離を利用する。
【0052】
その後、処理ステップS110において、貼り合わせた画像のスポット溶接部5の抽出部分に円を当てはめる処理を行い、当てはめた円の中心座標をスポット溶接部5の位置として算出する。このとき、スポット溶接部5の抽出部分は、円形輪郭の全周となっており、正確な円の当てはめ、及び中心座標の算出を行うことができる。
【0053】
以上説明したスポット溶接位置の検査方法とすることにより、検査範囲の照度を均一化して検査領域を広範囲とし、溶接部の円形輪郭の全周を抽出し高精度に溶接部の位置を検出することで、所望の位置に溶接が施されているかを確認することができる。
【実施例2】
【0054】
次に、本発明の溶接位置の検査装置の実施例2であるスポット溶接位置の検査装置について説明する。
【0055】
実施例2が実施例1と異なる点は、図16に示すような、照明2aの近傍に広がり角抑制レンズ6を備えている点である。また、図17には、この広がり角抑制レンズ6の倍率の変化による照明の発光分布25Bの変化を示す。
【0056】
本実施例では、広がり角抑制レンズ6の倍率を変化させ、照明2aからの光線の広がりを調整することで、発光分布25Bの傾斜を広がり抑制発光分布26に合わせることができる。
【0057】
このような本実施例の構成とすることにより、上述した実施例1と同様な効果が得られることは勿論、図5に示す発光分布25Aにより近い発光分布が得られ、撮像範囲3の照度分布20を均一とすることができる。
【実施例3】
【0058】
次に、本発明の溶接位置の検査装置の実施例3であるスポット溶接位置の検査装置について説明する。
【0059】
実施例3が、実施例1及び2と相違する点は、画像処理フローにおいて輝度むら除去ステップを含む点である。
【0060】
図3に示したスポット溶接位置の検査装置のように、撮像範囲3の全体は、照明2a又は照明2bによって照らされている。このとき、照明2a又は照明2bの発光分布は、完全な二次関数変化になっておらず、撮像範囲3には輝度むらが残る場合が想定される。そこで、本実施例では、画像処理によって残った輝度むらを除去するものである。
【0061】
即ち、図11及び図12に示したように、スポット溶接部5のくぼみ傾斜部分の照明手前側は影となり、検査対象4の表面より暗い暗部として信号が検出される。また、スポット溶接部5のくぼみ傾斜部分の照明奥側は正反射が起こり、検査対象4の表面より明るい明部として信号が検出される。このとき、スポット溶接部5の各検出信号に比べ、輝度むらによる検査対象4表面の輝度変動は周波数が低い。そこで、撮像画像17Aから低周波成分を抽出し、元の取得画像から減算することで、輝度むらを除去することができる。低周波成分を抽出する方法には、例えば、フーリエ変換などを用いる。
【0062】
尚、同様の効果が得られる他の処理を適用して良い。また、高周波成分を抽出する処理によって、低周波である輝度むら成分を除去しても良い。
【0063】
図18に、輝度むら除去処理後の除去画像17Bを、図19に、画像の破線部18に沿った断面における撮像領域輝度プロファイル19を示す。
【0064】
この処理により、しきい値を平坦部輝度値により近い値とすることが可能となり、スポット溶接部5の検出信号が小さい場合においても検出できるといった効果がある。
【0065】
図20に、実施例3におけるスポット溶接位置の検査装置を示す。該図の示す実施例3におけるスポット溶接位置の検査装置は、図3に示した実施例1のスポット溶接位置の検査装置と概略構成は略同一であり、異なる点は、実施例3では、照明2a及び照明2bの下方に広がり角抑制レンズ6を設置し、パソコンP内に輝度むら除去部11を備えている点である。
【0066】
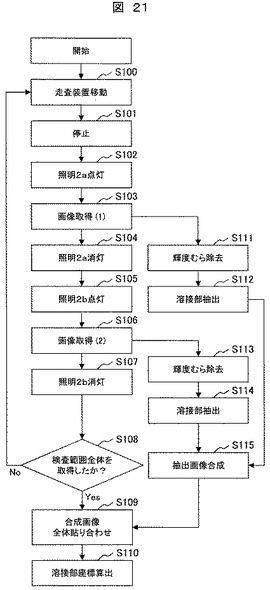
図21に、実施例3の構成におけるスポット溶接位置の検査方法の手順であるフローを示す。
【0067】
図21に示す実施例3の構成におけるスポット溶接位置の検査方法の手順は、図15に示した実施例1の構成における手順と略同一であるが、本実施例では、処理ステップS112及び処理ステップS114での溶接部抽出の前に、それぞれ輝度むらを除去する処理ステップS111及び処理ステップS113を行っている。
【0068】
このような本実施例の構成とすることにより、上述した実施例1及び2と同様な効果が得られることは勿論、スポット溶接部を撮像機の撮像範囲全体で検査し、位置を高精度に求めることができる効果がある。
【0069】
尚、上述した各実施例では、スポット溶接部の位置検出について説明したが、これに限定されるものではなく、検査対象表面にくぼみが形成されている溶接部の位置検出に適用可能であることは言うまでもない。
【符号の説明】
【0070】
1…撮像機、2、2a、2b…照明、3…撮像範囲、4…検査対象、5…スポット溶接部、6…広がり角抑制レンズ、7…走査装置、8…制御部、9…画像取込ボード、10…バッファメモリ、11…輝度むら除去部、12…溶接部抽出部、13…抽出領域合成部、14…溶接部認識部、15…座標算出部、17、17A、17B…撮像画像、18…破線部、19…撮像領域輝度プロファイル、20…輝度分布、21…飽和輝度値、22…ノイズレベル輝度値、23…主光線軸、24…発光部輝度プロファイル、24A…位置調整前発光部輝度プロファイル、24B…位置調整後発光部輝度プロファイル、25A、25B…発光分布、26…広がり抑制発光分布、27…二値化処理画像、28…合成画像、29…検査不可領域、30…検査可能領域、31…データ記憶部、32…画像表示部、P…パソコン。
【特許請求の範囲】
【請求項1】
検査対象表面にくぼみ形状を有する溶接部の位置を検査する方法において、
前記検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする溶接位置の検査方法。
【請求項2】
請求項1に記載の溶接位置の検査方法において、
前記取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報を抽出する前に、撮像画像から低周波成分を抽出し元の取得画像から減算することで、輝度むらが除去されることを特徴とする溶接位置の検査方法。
【請求項3】
請求項1に記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する光線は、その広がりが調整されていることを特徴とする溶接位置の検査方法。
【請求項4】
請求項1乃至3のいずれかに記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する照明は、直交する方向からの照明であることを特徴とする溶接位置の検査方法。
【請求項5】
請求項1乃至4のいずれかに記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する照明は、前記2次元検査領域の照度を均一となるように照明することを特徴とする溶接位置の検査方法。
【請求項6】
請求項1乃至5のいずれかに記載の溶接位置の検査方法において、
前記複数の取得した画像に輝度均一化処理を行うことを特徴とする溶接位置の検査方法。
【請求項7】
請求項1乃至6のいずれかに記載の溶接位置の検査方法において、
前記照明の濃度を段階的に変化させる減光フィルタを用いて発光分布を不均一とすることを特徴とする溶接位置の検査方法。
【請求項8】
請求項1乃至7のいずれかに記載の溶接位置の検査方法において、
前記照明として発光分布が不均一な拡散光源を用いることを特徴とする溶接位置の検査方法。
【請求項9】
請求項1乃至7のいずれかに記載の溶接位置の検査方法において、
前記照明として発光分布が均一な光源を用いることを特徴とする溶接位置の検査方法。
【請求項10】
請求項1乃至9のいずれかに記載の溶接位置の検査方法において、
前記溶接部の位置は、スポット溶接された位置であることを特徴とする溶接位置の検査方法。
【請求項11】
検査対象表面にくぼみ形状を有する溶接部の位置を検査する装置において、
検査対象表面の2次元検査領域に対して傾斜した角度で2次元検査領域を照明し、異なる少なくとも2方向に配置される投光部と、前記2次元検査領域に対向した位置から前記異なる少なくとも2方向から前記投光部で照明された複数の画像を取得する撮像部と、該撮像部で取得した複数の画像を取り込むコンピュータとを備え、
前記コンピュータは、前記撮像部で取得した複数の画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部と、該抽出処理部で抽出した複数の輪郭情報を合成することで円形の輪郭を得る合成処理部と、該合成処理部で得られた円形の輪郭に円を当てはめ溶接部として認識する認識部と、該認識部で溶接部として認識した円の中心座標を溶接位置として算出する算出部とから少なくとも成ることを特徴とする溶接位置の検査装置。
【請求項12】
請求項11に記載の溶接位置の検査装置において、
前記コンピュータは、前記撮像部で取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報を前記抽出処理部で抽出する前段に、撮像画像から低周波成分を抽出し元の取得画像から減算することで、輝度むらを除去する輝度むら除去部を更に備えていることを特徴とする溶接位置の検査装置。
【請求項13】
前記11に記載の溶接位置の検査装置において、
前記投光部の近傍に、該投光部からの光線の広がりを調整する広がり角抑制レンズが設置されていることを溶接位置の検査装置。
【請求項14】
請求項11乃至13のいずれかに記載の溶接位置の検査装置において、
前記投光部は、直交する2方向に配置されていることを特徴とする溶接位置の検査装置。
【請求項15】
請求項11乃至14のいずれかに記載の溶接位置の検査装置において、
前記異なる少なくとも2方向から照明する投光部は、前記2次元検査領域の照度を均一とするように照明することを特徴とする溶接位置の検査装置。
【請求項16】
請求項11乃至15のいずれかに記載の溶接位置の検査装置において、
複数の取得した画像に輝度均一化処理を行う処理部を有することを特徴とする溶接位置の検査装置。
【請求項17】
請求項11乃至16のいずれかに記載の溶接位置の検査装置において、
前記投光部の発光分布を不均一とするために、前記照明の濃度を段階的に変化させる減光フィルタを有することを特徴とする溶接位置の検査装置。
【請求項18】
請求項11乃至17のいずれかに記載の溶接位置の検査装置において、
前記投光部は、発光分布が不均一な拡散光源であることを特徴とする溶接位置の検査装置。
【請求項19】
請求項11乃至17のいずれかに記載の溶接位置の検査装置において、
前記投光部は、発光分布が均一な光源であることを特徴とする溶接位置の検査装置。
【請求項20】
請求項11乃至19のいずれかに記載の溶接位置の検査装置において、
前記コンピュータは制御部を更に備え、該制御部は、前記撮像部による撮像と、前記投光部による照明の点灯及び消灯のタイミングを制御することを溶接位置の検査装置。
【請求項21】
請求項11乃至20のいずれかに記載の溶接位置の検査装置において、
前記溶接部の位置は、スポット溶接された位置であることを特徴とする溶接位置の検査装置。
【請求項1】
検査対象表面にくぼみ形状を有する溶接部の位置を検査する方法において、
前記検査対象表面の2次元検査領域に対して傾斜した角度で異なる少なくとも2方向から前記2次元検査領域を照明すると共に、該2次元検査領域に対向した位置から前記異なる少なくとも2方向から照明された複数の画像を取得し、該複数の取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出し、該抽出した複数の輪郭情報を合成することで円形の輪郭を得、該円形の輪郭に円を当てはめて前記溶接部として認識し、該溶接部として認識した円の中心座標を溶接位置とすることを特徴とする溶接位置の検査方法。
【請求項2】
請求項1に記載の溶接位置の検査方法において、
前記取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報を抽出する前に、撮像画像から低周波成分を抽出し元の取得画像から減算することで、輝度むらが除去されることを特徴とする溶接位置の検査方法。
【請求項3】
請求項1に記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する光線は、その広がりが調整されていることを特徴とする溶接位置の検査方法。
【請求項4】
請求項1乃至3のいずれかに記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する照明は、直交する方向からの照明であることを特徴とする溶接位置の検査方法。
【請求項5】
請求項1乃至4のいずれかに記載の溶接位置の検査方法において、
前記異なる少なくとも2方向から前記2次元検査領域を照明する照明は、前記2次元検査領域の照度を均一となるように照明することを特徴とする溶接位置の検査方法。
【請求項6】
請求項1乃至5のいずれかに記載の溶接位置の検査方法において、
前記複数の取得した画像に輝度均一化処理を行うことを特徴とする溶接位置の検査方法。
【請求項7】
請求項1乃至6のいずれかに記載の溶接位置の検査方法において、
前記照明の濃度を段階的に変化させる減光フィルタを用いて発光分布を不均一とすることを特徴とする溶接位置の検査方法。
【請求項8】
請求項1乃至7のいずれかに記載の溶接位置の検査方法において、
前記照明として発光分布が不均一な拡散光源を用いることを特徴とする溶接位置の検査方法。
【請求項9】
請求項1乃至7のいずれかに記載の溶接位置の検査方法において、
前記照明として発光分布が均一な光源を用いることを特徴とする溶接位置の検査方法。
【請求項10】
請求項1乃至9のいずれかに記載の溶接位置の検査方法において、
前記溶接部の位置は、スポット溶接された位置であることを特徴とする溶接位置の検査方法。
【請求項11】
検査対象表面にくぼみ形状を有する溶接部の位置を検査する装置において、
検査対象表面の2次元検査領域に対して傾斜した角度で2次元検査領域を照明し、異なる少なくとも2方向に配置される投光部と、前記2次元検査領域に対向した位置から前記異なる少なくとも2方向から前記投光部で照明された複数の画像を取得する撮像部と、該撮像部で取得した複数の画像を取り込むコンピュータとを備え、
前記コンピュータは、前記撮像部で取得した複数の画像から溶接部のくぼみ傾斜部分に対応する輪郭情報をそれぞれ抽出する抽出処理部と、該抽出処理部で抽出した複数の輪郭情報を合成することで円形の輪郭を得る合成処理部と、該合成処理部で得られた円形の輪郭に円を当てはめ溶接部として認識する認識部と、該認識部で溶接部として認識した円の中心座標を溶接位置として算出する算出部とから少なくとも成ることを特徴とする溶接位置の検査装置。
【請求項12】
請求項11に記載の溶接位置の検査装置において、
前記コンピュータは、前記撮像部で取得した画像から溶接部のくぼみ傾斜部分に対応する輪郭情報を前記抽出処理部で抽出する前段に、撮像画像から低周波成分を抽出し元の取得画像から減算することで、輝度むらを除去する輝度むら除去部を更に備えていることを特徴とする溶接位置の検査装置。
【請求項13】
前記11に記載の溶接位置の検査装置において、
前記投光部の近傍に、該投光部からの光線の広がりを調整する広がり角抑制レンズが設置されていることを溶接位置の検査装置。
【請求項14】
請求項11乃至13のいずれかに記載の溶接位置の検査装置において、
前記投光部は、直交する2方向に配置されていることを特徴とする溶接位置の検査装置。
【請求項15】
請求項11乃至14のいずれかに記載の溶接位置の検査装置において、
前記異なる少なくとも2方向から照明する投光部は、前記2次元検査領域の照度を均一とするように照明することを特徴とする溶接位置の検査装置。
【請求項16】
請求項11乃至15のいずれかに記載の溶接位置の検査装置において、
複数の取得した画像に輝度均一化処理を行う処理部を有することを特徴とする溶接位置の検査装置。
【請求項17】
請求項11乃至16のいずれかに記載の溶接位置の検査装置において、
前記投光部の発光分布を不均一とするために、前記照明の濃度を段階的に変化させる減光フィルタを有することを特徴とする溶接位置の検査装置。
【請求項18】
請求項11乃至17のいずれかに記載の溶接位置の検査装置において、
前記投光部は、発光分布が不均一な拡散光源であることを特徴とする溶接位置の検査装置。
【請求項19】
請求項11乃至17のいずれかに記載の溶接位置の検査装置において、
前記投光部は、発光分布が均一な光源であることを特徴とする溶接位置の検査装置。
【請求項20】
請求項11乃至19のいずれかに記載の溶接位置の検査装置において、
前記コンピュータは制御部を更に備え、該制御部は、前記撮像部による撮像と、前記投光部による照明の点灯及び消灯のタイミングを制御することを溶接位置の検査装置。
【請求項21】
請求項11乃至20のいずれかに記載の溶接位置の検査装置において、
前記溶接部の位置は、スポット溶接された位置であることを特徴とする溶接位置の検査装置。
【図1】



【図2】

【図3】

【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】

【図19】
【図20】

【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2013−15389(P2013−15389A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−147944(P2011−147944)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
[ Back to top ]