
溶接制御
溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概ね精密な溶接に関する。より詳細には、本発明は、請求項1のプリアンブルに係る溶接装置に関する。
【背景技術】
【0002】
数十年にわたり、自動的に溶接するための技術解決法が知られている。以下は、2つのワークピース間に溶接材料を適用することによって互いを機械的に連結させるように、溶接装置を制御することができる幾つかの方法例に続く。
【0003】
ヨーロッパ特許第423 088号は、標的接合部を自動的に多点操作で溶接するための方法を開示している。ここでは、球状の先端を備えた触覚ロッドを有するセンサが揺動して溶接接合部を横切り、幾つかの部分で該接合部を走査する。従って、センサが接合部の輪郭を決定し、溶接装置が接合部を通って進むにつれ、溶接を適応させることができる。
【0004】
日本特許第59209483号は、溝幅を検出し、それに応じて溶接工程を制御するための解決法を説明している。一対の針センサは、溝を横切って直角に摺動し、変位計はさまざまなポイントで、センサと溝との接触に基づいて溝の幅を決定する。
【0005】
米国特許第3,612,818号は、電気溶接において溶接金属を適用することを制御するための配置を明らかにしている。説明されている、1つの代替物によれば、V接合部の幾何学的特性は、一対の走査用ロールを用いて検出され、該走査用ロールは、接合部の縁に対して圧迫される。ロールは、共通する回転ポイントに蝶番付けされた運び台の上に搭載される。
【0006】
この設計は、接合特性を間断なく測定することができるため、前者に比べて好都合である。従って、比較的高い精度を達成することができる。しかし、この設計に起因して、接合部の縁が完全な垂直面からかなり外れた場合、配置は接合部の外形に適用が限定される。例えば、この配置は、縁が本質的に平行な面を構成する場合、接合部に使用することはできない。特に、勾配のきつい縁を有する狭い接合部を有する比較的厚いワークピースを溶接するための配置を使用することは不可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】ヨーロッパ特許第423 088号
【特許文献2】日本特許第59209483号
【特許文献3】米国特許第3,612,818号
【発明の概要】
【発明が解決しようとする課題】
【0008】
それ故、本発明の目的は、上述の問題を軽減させること、および狭い接合部に自動的に溶接材料を適用するために、着実で、柔軟性のある、費用効果の高い解決法を提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、この目的は、まず説明する配置により達成される。主要な要素は、少なくとも1つのピボット軸を備え、その周囲では各一次センサ部材が旋回するように構成される。ここで、各ピボット軸は、動作方向に対して本質的に垂直に配向される。
【0010】
この装置は、接合部の壁の間のあらゆる角度を受入れられる設計であるため、好都合である。従って、平行な壁を含む任意の接合外形を扱うことができ、また、接合部が非常に狭い場合でも扱うことができる。
【0011】
本発明の好ましい一実施形態によれば、溶接装置は、溶接頭部と、ワークピース間にある間隙の底面との垂直距離を記録するように構成された補助センサ手段を備える。好ましくは、次に補助センサ手段はローラー部材を備え、補助センサ手段は動作方向に沿って装置が移動する間、ローラー部材と底面との接触を維持するように構成される。それにより、底面に対する垂直距離も同様に、持続的に決定され得る。当然ながら、これは品質面からして有益である。
【0012】
本発明の別の好ましい実施形態によれば、装置は、ワークピース間の本質的に少なくとも2つの平行な経路に沿った動作方向を進むように構成され、各径路は別々の溶接ビードの適用を受けることになる。よって、接合部を充填するために複数の溶接ビードを使用してよい。
【0013】
本発明のさらに別の好ましい実施形態によれば、装置は、主要な要素の位置に対して溶接頭部の位置を変えるように構成される。溶接頭部と主要な要素との間の位置関係は、好ましくは、動作方向に対して本質的に垂直な少なくとも1つの方向において変化する。それにより、溶接材料は、ワークピース間の2つ以上の経路に沿って、直接的な方法で適用することができる。さらに、溶接頭部と主要な要素との位置関係は、ワークピース間の間隙の底面に対し、本質的に垂直方向で変えることができれば好ましい。よって、溶接頭部と溶接面との間の距離は、さらに最適化され得る。
【0014】
本発明のさらに別の好ましい実施形態によれば、上記の代替的または補完的に、溶接頭部は、動作方向に対して本質的に平行な傾斜軸の周囲で傾斜するように構成される。その結果として、溶接行為は、接合部の内側の異なる領域に都合よく向けることができる。
【0015】
本発明のさらに好ましい実施形態によれば、溶接装置は、ワークピース間の間隙に溶接用粉末を適用するように構成された粉末チャネルを備える。粉末チャネルは出口を有し、該出口は、動作方向に沿って装置が移動する間、この方向に関連して、溶接頭部の上流に、かつ一次センサ部材の下流に配置される。従って、接合外形の幾何学的特性を測定することを邪魔するという危険を伴うことなく、適切な量の粉末を適用することができる。
【0016】
本発明のこの態様の別の好ましい実施形態によれば、溶接頭部は、ワークピース間の間隙内に少なくとも1つの消耗電極ワイヤを施すように構成される。加えて、溶接頭部は、少なくとも2本のワイヤ出力部を有する場合が好ましく、該2本のワイヤ出力部は、それぞれの電極を供給するように構成される。さらに、出力部は、第1電極の突出部が第2電極の突出部に対して角度が付けられるように配置される。その結果として、溶接工程は、非常に効率的に行うことができる。接合部の特性に溶接を適合させることをさらに提供することも可能である。
【0017】
総じて、本発明は、急勾配の縁を有する狭い接合部において非常に精密な溶接を行うことができるため有益である。それ故、この解決法は反応炉タンクの溶接、および厚手の金属プレートに要求される他の接合に適している。
【0018】
本発明の追加の利点、有利な特徴および適用は、以下の説明および付随する請求の範囲から明らかになるであろう。
【0019】
本発明は、好ましい実施形態を用いてこれからより詳しく説明する。この好ましい実施形態は、実施例として開示するものであり、添付の図面を参照する。
【図面の簡単な説明】
【0020】
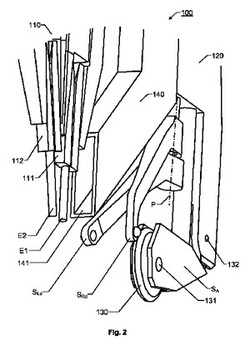
【図1】本発明の一実施形態に係る溶接装置を示す。
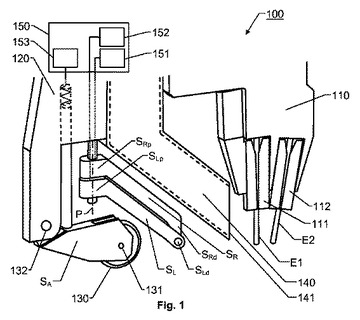
【図2】異なる視点から見た図1の溶接装置を示す。
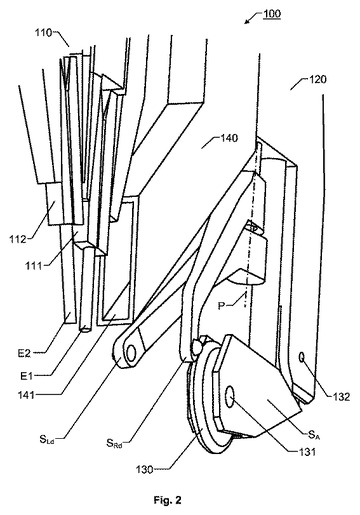
【図3】本発明の一実施形態に係る溶接装置が、接合部を自動的に測定し、そこに溶接材料を適用する方法を概略的に示す。
【図4】複数の溶接ビードを含む接合部の概略的な透視図を示す。
【図5】本発明の一実施形態に係る、複数の溶接ビードが接合部に適用され得る方法を概略的に示す。
【図6】本発明の一実施形態に係る、提案する溶接装置の概略的な頂面図を示す。
【図7】本発明の一実施形態に係る溶接装置の概略的な側面図を示す。
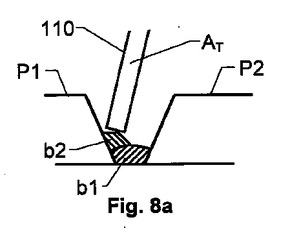
【図8a】本発明の一実施形態係る溶接頭部を傾斜させる方法を示す。
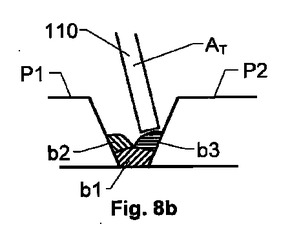
【図8b】本発明の一実施形態係る溶接頭部を傾斜させる方法を示す。
【発明を実施するための形態】
【0021】
発明者らは、まず図1を参照する。図1は本発明の一実施形態に係る溶接装置100を示す。図2は図1の溶接装置100であるが、若干異なる視点から見た装置100を示す。
【0022】
装置100は、ワークピース間に溶接材料を適用することにより、これらのピースを互いに機械的に接続させるように適合されている。提案する装置100は、溶接頭部110と主要な要素120とを備える。本発明の実施形態によれば、装置100は、補助センサ手段SAおよび/または粉末用チャネル140も備え得る。さらに装置100は、測定データを記録および処理するための測定ユニット150も備え得る。
【0023】
溶接頭部110は、動作方向に沿って装置100が移動している間、ワークピースに対し溶接行為を行うように構成される。主要な要素120は、2つの一次センサ部材SRおよびSLそれぞれを備え、該一次センサ部材SRおよびSLは、前述の移動中では動作方向に対して溶接頭部110の上流に配置される。一次センサ部材SRおよびSLは、主要な要素120に旋回可能に取り付けられ、溶接材料が適用されるワークピース間の間隙の幾何学的特性を記録するように構成される。一次センサ部材SRおよびSLはまた、2つのワークピース間にある間隙と隣接する、これらのワークピースの各々の壁と絶えず接触するように構成される。これは、図3および図6を参照して以下に説明する。
【0024】
図3は、本発明の一実施形態に係る溶接装置が、動作方向ODに沿って進んで接合部の幾何学的な特性を自動的に測定し、溶接頭部110を用いて、これらの測定に応じて溶接材料を加える方法を概略的に示す。従って、溶接工程により、2つのワークピースP1およびP2を互いに機械的に接続させる。各ワークピースP1およびP2は、溶接される接合部に向かい合う、それぞれの壁W1および壁W2を有する。間隙Gは、壁W1および壁W2を隔離させる。結果として、溶接材料は間隙G内に加えられる。各一次センサ部材SRおよびSLのそれぞれの近位端SRpおよびSLpは、少なくとも1つのピボット軸Pを介して主要な要素120に旋回可能に取り付けられる。図1、図2、図3および図6に示される実施形態では、一次センサ部材SRおよびSLは、コンパクトな設計を提供するため、共通のピボット軸を共有する。しかし、本発明によれば、各一次センサ部材SRおよびSLは、別々のピボット軸を良好に有してもよい。いずれにしても、各ピボット軸Pは、動作方向ODに対して本質的に垂直に配向される。
【0025】
一次センサ部材SRおよびSLは、それぞれの遠位端SRdおよびSLdも有する。本発明によれば、主要な要素120は、遠位端SRdおよびSLdを制御するように構成されており、該遠位端は、動作方向ODに沿って装置100が移動する間に、隣接するそれぞれの壁W1およびW2と接触を維持しつつ、一方で主要な要素120と隣接する壁との間にある横方向の距離dRおよびdLの変化を受入れることができる。例えば、装置100は、一次センサ部材SRおよびSLを制御するように構成された1つ以上のサーボモータ(不図示)を備え得、これらの部材は、装置100の接合部に挿入すること、および接合部から取り除くことに関連して引き合わされ(または「近づけられ」)、または壁W1およびW2を背にして押圧される。
【0026】
本発明の好ましい一実施形態によれば、装置100は、補助センサ手段SAも備え、該補助センサ手段SAは、溶接頭部110とワークピースP1とP2との間の間隙Gの底面Bとの間の垂直距離dVを記録するように構成される。好ましくは、補助センサ手段SAは、ローラー部材130を備え、該ローラー部材130は、軸131を介して主要な要素120に取り付けられる。
【0027】
図1および図2に示される実施形態で見受けられるように、主要な要素120は、補助センサ手段SAが旋回ポイント132の周囲を旋回することができるレバー型の設計を備え得る。いずれにしても、一次センサ部材SRおよびSLに類似して、補助センサ手段SAは、主要な要素120に可撓的に取り付けられ、動作方向ODに沿って装置100が移動する間、ローラー部材130と底面Bとの接触を維持するように構成される。
【0028】
一次センサ部材SRおよびSLは、一次センサ部材SRおよびSLのそれぞれがスイングする角度(すなわち、隣接する壁W1およびW2それぞれに向かう横方向の距離dRおよびdLに相当)を表す信号を測定ユニット150に送り得る。それに応じて、補助センサ手段SAは、別の信号を測定ユニット150に送り得る。次に、測定ユニット150は、前述の信号の各々を記録および処理するように構成された専用モジュール151、152および153を備え得る。代替的に、単一のモジュールが2つ以上のこれらの信号を対処し得る。横方向の距離dRおよびdL並びに/または垂直距離dVを決定するために、モジュール151、152および/または153には電位差計が使用され得る。方向(単数または複数)を制御するために、溶接頭部110に所望される位置と、溶接頭部110の決定された実際の位置との相違を表す1つ以上の信号差を使用することができ、溶接頭部110は、装置100が動作方向ODに沿って進むにつれ移動する。当然ながら、一次センサ部材SRおよびSL並びに補助センサ手段SAから生成された信号に応じて溶接頭部100の移動を制御するために、任意の種類の位置制御アルゴリズム(例えば、PIDアルゴリズム)を使用してよい。
【0029】
粉末による溶接を可能とするために、装置100は、ワークピースP1とP2との間にある間隙G内に溶接用粉末を導入するために構成された粉末用チャネル140を備え得る。粉末チャネル140は、動作方向に対して溶接頭部110の上流に、かつ一次センサ部材SRおよびSLの下流に配置された出口141を有する。
【0030】
本発明の好ましい一実施形態によれば、溶接頭部110は、ワークピースP1とP2との間にある間隙G内に1つ以上の消耗電極ワイヤを施すように構成される。図1および図2は、そのような2つの電極ワイヤE1およびE2を示すが、残りの図は電極を象徴化することにより溶接頭部110を簡潔に表している。とはいえ、溶接頭部110が、それぞれの電極を供給するように構成された少なくとも2つのワイヤ出力部111および112を備えて提供される場合、これらの出力部111および112は、好ましくは第1電極E1の突出が第2電極の突出に対して角度付けされるように配置される。つまり、それにより溶接工程は、非常に効果的に行うことができる。溶接を接合部の特定の特性にさらに適合させるという可能性も提供される。
【0031】
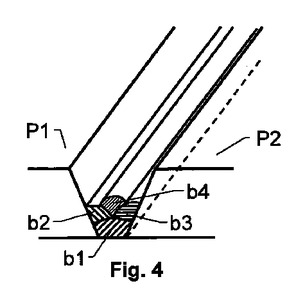
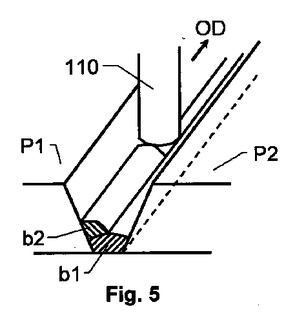
図4は、ワークピースP1とP2との間にある接合部の概略的な斜視図を示す。ここでは、接合部は、複数の溶接ビード、b1、b2、b3およびb4を含む。図5は、第2溶接ビードb2が接合部の第1溶接ビードb1の上に加えられる方法を示す。本発明の好ましい一実施形態によれば、提案する装置100は、ワークピースP1とP2との間にある少なくとも2つの本質的に平行する経路に沿って、動作方向ODを進むように構成される。ここで、各径路は、別々の溶接ビードb1、b2、b3またはb4を適用される結果となる。図5では、溶接頭部110は、第2溶接ビードb2を適用するように操作されている。
【0032】
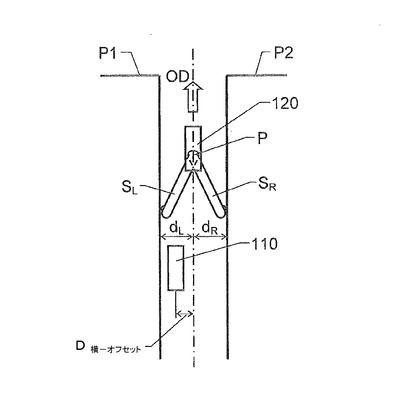
図6は、本発明の一実施形態に係る溶接装置の概略頂面図を示す。見受けられるように、溶接頭部110は、ここでは一次センサ部材SRおよびSLを運ぶ主要な要素120に対して距離D横−オフセットを補う。主要な要素120の位置に対して溶接頭部110の位置を変えることができることは、これによって溶接工程を直接的な方法で接合部の幾何学的特性に適合させることができるため、一般的に好ましい。
【0033】
本発明の好ましい一実施形態によれば、溶接頭部110と主要な要素120との位置関係は、動作方向ODに対して本質的に垂直な少なくとも1つの方向において変えることができる。図6に示される実施形態では、これは、主要な要素120の対称軸から横方向のオフセットD横−オフセットで表される(すなわち、底面Bに対して本質的に平行な方向に移る)。従って、溶接装置100の左手側にあるワークピースP1に近い方へとこの溶接頭部110を主要な要素120に対して左方向へ位置付けることにより、例えば図5の第2溶接ビードb2を作り出す場合、溶接が容易になる。
【0034】
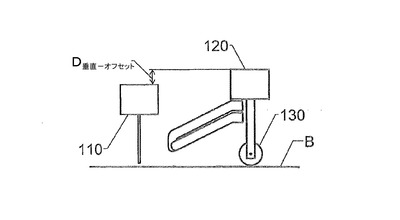
しかし、本発明の別の好ましい実施形態では、溶接頭部110と主要な要素120との位置関係は、動作方向ODとワークピースP1およびP2間の間隙Gの底面Bとに対して本質的に垂直な方向D垂直−オフセットにおいても変化し得る。図7は、本発明のそのような実施形態に係る溶接装置100の概略的な側面図を示す。結果として、ここで溶接頭部110は、主要な要素120に対して上向き/下向きに移動する。これは、溶接頭部110が溶接面より上の高さまで都合よく制御され得るため望ましく、該高さにより、(例えば、前述の接合部の溶接ビードにより生じた)凹凸の底面Bがあったとしても、結果として品質性の高い溶接が得られると見込まれる。当然ながら、妨げるものなく、前述した横方向および縦方向のオフセットD横−オフセットおよびD垂直−オフセットは、同じ実施形態に組み合わされ、それにより溶接頭部110が主要な要素120と関連して、二次元に再配置することができる。それどころか、これは接合部の特性に溶接工程を適合させることができる方法の観点からして、非常に高い順応性を提供するため好ましい。
【0035】
図8aおよび図8bは、本発明のさらに別の好ましい実施形態に従って、溶接頭部110を傾斜させ得る方法を示す。ここでは、溶接頭部110は、傾斜軸ATの周囲で傾斜するように構成され、溶接頭部110は、動作方向ODに対して本質的に平行する。これは、それにより溶接頭部110の横方向の位置を基本的には変化させないまま、一方では第2溶接ビードb2を作り出す左側、または第3溶接ビードb3を作り出す右側など、溶接頭部110が接合部の特定の領域に狙いを定めることができるので好都合である。従って、便利な方法で高度に精確な溶接を行うことができる。さらに順応性の向上により、傾斜軸ATの周囲で溶接頭部110を傾斜させることと、1つ以上の次元で溶接頭部110と主要な要素120との位置を変えることとを組み合わせることも可能である。
【0036】
上述したように、溶接頭部110と主要な要素120との位置および/または配向の相互関係は、別の方法で変更し得るが、本発明によれば、溶接頭部110および主要な要素120が互いに固定されることも同様に可能である。これは、このような関係により、溶接装置100を比較的真っ直ぐな方向に制御するアルゴリズムを用いることができるため、好都合である。例えば、隣接する壁W1およびW2が本質的に平行面を構成する場合、簡単な比例制御アルゴリズムを用いることが可能であり、該アルゴリズムにより、センサ部材SR、SLおよび/またはSAによって生成された信号に直接応答して動作させる。しかし、間隙Gが別の断面形状(例えばV形状またはU形状)を有する場合、一般的には一層複雑なアルゴリズムが必要とされる。すなわち、溶接頭部/電極110とSR、SLおよび/またはSAによって記録された信号に基づいて、関連する接合表面との間の距離を決定するために、より多くの作業が必要とされる。当然ながら、溶接頭部110と主要な要素120との関係にも、1つ以上の次元および/または角度が変わりやすい場合、溶接装置100を制御するために非常に高度なアルゴリズムが必要になるかもしれない。
【0037】
本明細書で使用されるとき、「具備する/具備している」という用語は、定義した特徴、整数、ステップまたは構成材の存在を明記するために用いられる。しかし、当該用語は1つ以上の追加的特徴、整数、ステップまたはそれらの一群の存在および追加を除外しない。
【0038】
本明細書のいずれの先行技術についての参考文献は、参照した先行技術が、オーストラリアまたは他のいずれかの国において共通する一般知識の一部を形成すると承認するものとして、または何らかを示唆するものとして解釈されず、かつ解釈されるべきではない。
【0039】
本発明は、説明した図面における実施形態に限定されるのではなく、請求の範囲内において自由に変更されてよい。
【技術分野】
【0001】
本発明は、概ね精密な溶接に関する。より詳細には、本発明は、請求項1のプリアンブルに係る溶接装置に関する。
【背景技術】
【0002】
数十年にわたり、自動的に溶接するための技術解決法が知られている。以下は、2つのワークピース間に溶接材料を適用することによって互いを機械的に連結させるように、溶接装置を制御することができる幾つかの方法例に続く。
【0003】
ヨーロッパ特許第423 088号は、標的接合部を自動的に多点操作で溶接するための方法を開示している。ここでは、球状の先端を備えた触覚ロッドを有するセンサが揺動して溶接接合部を横切り、幾つかの部分で該接合部を走査する。従って、センサが接合部の輪郭を決定し、溶接装置が接合部を通って進むにつれ、溶接を適応させることができる。
【0004】
日本特許第59209483号は、溝幅を検出し、それに応じて溶接工程を制御するための解決法を説明している。一対の針センサは、溝を横切って直角に摺動し、変位計はさまざまなポイントで、センサと溝との接触に基づいて溝の幅を決定する。
【0005】
米国特許第3,612,818号は、電気溶接において溶接金属を適用することを制御するための配置を明らかにしている。説明されている、1つの代替物によれば、V接合部の幾何学的特性は、一対の走査用ロールを用いて検出され、該走査用ロールは、接合部の縁に対して圧迫される。ロールは、共通する回転ポイントに蝶番付けされた運び台の上に搭載される。
【0006】
この設計は、接合特性を間断なく測定することができるため、前者に比べて好都合である。従って、比較的高い精度を達成することができる。しかし、この設計に起因して、接合部の縁が完全な垂直面からかなり外れた場合、配置は接合部の外形に適用が限定される。例えば、この配置は、縁が本質的に平行な面を構成する場合、接合部に使用することはできない。特に、勾配のきつい縁を有する狭い接合部を有する比較的厚いワークピースを溶接するための配置を使用することは不可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】ヨーロッパ特許第423 088号
【特許文献2】日本特許第59209483号
【特許文献3】米国特許第3,612,818号
【発明の概要】
【発明が解決しようとする課題】
【0008】
それ故、本発明の目的は、上述の問題を軽減させること、および狭い接合部に自動的に溶接材料を適用するために、着実で、柔軟性のある、費用効果の高い解決法を提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、この目的は、まず説明する配置により達成される。主要な要素は、少なくとも1つのピボット軸を備え、その周囲では各一次センサ部材が旋回するように構成される。ここで、各ピボット軸は、動作方向に対して本質的に垂直に配向される。
【0010】
この装置は、接合部の壁の間のあらゆる角度を受入れられる設計であるため、好都合である。従って、平行な壁を含む任意の接合外形を扱うことができ、また、接合部が非常に狭い場合でも扱うことができる。
【0011】
本発明の好ましい一実施形態によれば、溶接装置は、溶接頭部と、ワークピース間にある間隙の底面との垂直距離を記録するように構成された補助センサ手段を備える。好ましくは、次に補助センサ手段はローラー部材を備え、補助センサ手段は動作方向に沿って装置が移動する間、ローラー部材と底面との接触を維持するように構成される。それにより、底面に対する垂直距離も同様に、持続的に決定され得る。当然ながら、これは品質面からして有益である。
【0012】
本発明の別の好ましい実施形態によれば、装置は、ワークピース間の本質的に少なくとも2つの平行な経路に沿った動作方向を進むように構成され、各径路は別々の溶接ビードの適用を受けることになる。よって、接合部を充填するために複数の溶接ビードを使用してよい。
【0013】
本発明のさらに別の好ましい実施形態によれば、装置は、主要な要素の位置に対して溶接頭部の位置を変えるように構成される。溶接頭部と主要な要素との間の位置関係は、好ましくは、動作方向に対して本質的に垂直な少なくとも1つの方向において変化する。それにより、溶接材料は、ワークピース間の2つ以上の経路に沿って、直接的な方法で適用することができる。さらに、溶接頭部と主要な要素との位置関係は、ワークピース間の間隙の底面に対し、本質的に垂直方向で変えることができれば好ましい。よって、溶接頭部と溶接面との間の距離は、さらに最適化され得る。
【0014】
本発明のさらに別の好ましい実施形態によれば、上記の代替的または補完的に、溶接頭部は、動作方向に対して本質的に平行な傾斜軸の周囲で傾斜するように構成される。その結果として、溶接行為は、接合部の内側の異なる領域に都合よく向けることができる。
【0015】
本発明のさらに好ましい実施形態によれば、溶接装置は、ワークピース間の間隙に溶接用粉末を適用するように構成された粉末チャネルを備える。粉末チャネルは出口を有し、該出口は、動作方向に沿って装置が移動する間、この方向に関連して、溶接頭部の上流に、かつ一次センサ部材の下流に配置される。従って、接合外形の幾何学的特性を測定することを邪魔するという危険を伴うことなく、適切な量の粉末を適用することができる。
【0016】
本発明のこの態様の別の好ましい実施形態によれば、溶接頭部は、ワークピース間の間隙内に少なくとも1つの消耗電極ワイヤを施すように構成される。加えて、溶接頭部は、少なくとも2本のワイヤ出力部を有する場合が好ましく、該2本のワイヤ出力部は、それぞれの電極を供給するように構成される。さらに、出力部は、第1電極の突出部が第2電極の突出部に対して角度が付けられるように配置される。その結果として、溶接工程は、非常に効率的に行うことができる。接合部の特性に溶接を適合させることをさらに提供することも可能である。
【0017】
総じて、本発明は、急勾配の縁を有する狭い接合部において非常に精密な溶接を行うことができるため有益である。それ故、この解決法は反応炉タンクの溶接、および厚手の金属プレートに要求される他の接合に適している。
【0018】
本発明の追加の利点、有利な特徴および適用は、以下の説明および付随する請求の範囲から明らかになるであろう。
【0019】
本発明は、好ましい実施形態を用いてこれからより詳しく説明する。この好ましい実施形態は、実施例として開示するものであり、添付の図面を参照する。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係る溶接装置を示す。
【図2】異なる視点から見た図1の溶接装置を示す。
【図3】本発明の一実施形態に係る溶接装置が、接合部を自動的に測定し、そこに溶接材料を適用する方法を概略的に示す。
【図4】複数の溶接ビードを含む接合部の概略的な透視図を示す。
【図5】本発明の一実施形態に係る、複数の溶接ビードが接合部に適用され得る方法を概略的に示す。
【図6】本発明の一実施形態に係る、提案する溶接装置の概略的な頂面図を示す。
【図7】本発明の一実施形態に係る溶接装置の概略的な側面図を示す。
【図8a】本発明の一実施形態係る溶接頭部を傾斜させる方法を示す。
【図8b】本発明の一実施形態係る溶接頭部を傾斜させる方法を示す。
【発明を実施するための形態】
【0021】
発明者らは、まず図1を参照する。図1は本発明の一実施形態に係る溶接装置100を示す。図2は図1の溶接装置100であるが、若干異なる視点から見た装置100を示す。
【0022】
装置100は、ワークピース間に溶接材料を適用することにより、これらのピースを互いに機械的に接続させるように適合されている。提案する装置100は、溶接頭部110と主要な要素120とを備える。本発明の実施形態によれば、装置100は、補助センサ手段SAおよび/または粉末用チャネル140も備え得る。さらに装置100は、測定データを記録および処理するための測定ユニット150も備え得る。
【0023】
溶接頭部110は、動作方向に沿って装置100が移動している間、ワークピースに対し溶接行為を行うように構成される。主要な要素120は、2つの一次センサ部材SRおよびSLそれぞれを備え、該一次センサ部材SRおよびSLは、前述の移動中では動作方向に対して溶接頭部110の上流に配置される。一次センサ部材SRおよびSLは、主要な要素120に旋回可能に取り付けられ、溶接材料が適用されるワークピース間の間隙の幾何学的特性を記録するように構成される。一次センサ部材SRおよびSLはまた、2つのワークピース間にある間隙と隣接する、これらのワークピースの各々の壁と絶えず接触するように構成される。これは、図3および図6を参照して以下に説明する。
【0024】
図3は、本発明の一実施形態に係る溶接装置が、動作方向ODに沿って進んで接合部の幾何学的な特性を自動的に測定し、溶接頭部110を用いて、これらの測定に応じて溶接材料を加える方法を概略的に示す。従って、溶接工程により、2つのワークピースP1およびP2を互いに機械的に接続させる。各ワークピースP1およびP2は、溶接される接合部に向かい合う、それぞれの壁W1および壁W2を有する。間隙Gは、壁W1および壁W2を隔離させる。結果として、溶接材料は間隙G内に加えられる。各一次センサ部材SRおよびSLのそれぞれの近位端SRpおよびSLpは、少なくとも1つのピボット軸Pを介して主要な要素120に旋回可能に取り付けられる。図1、図2、図3および図6に示される実施形態では、一次センサ部材SRおよびSLは、コンパクトな設計を提供するため、共通のピボット軸を共有する。しかし、本発明によれば、各一次センサ部材SRおよびSLは、別々のピボット軸を良好に有してもよい。いずれにしても、各ピボット軸Pは、動作方向ODに対して本質的に垂直に配向される。
【0025】
一次センサ部材SRおよびSLは、それぞれの遠位端SRdおよびSLdも有する。本発明によれば、主要な要素120は、遠位端SRdおよびSLdを制御するように構成されており、該遠位端は、動作方向ODに沿って装置100が移動する間に、隣接するそれぞれの壁W1およびW2と接触を維持しつつ、一方で主要な要素120と隣接する壁との間にある横方向の距離dRおよびdLの変化を受入れることができる。例えば、装置100は、一次センサ部材SRおよびSLを制御するように構成された1つ以上のサーボモータ(不図示)を備え得、これらの部材は、装置100の接合部に挿入すること、および接合部から取り除くことに関連して引き合わされ(または「近づけられ」)、または壁W1およびW2を背にして押圧される。
【0026】
本発明の好ましい一実施形態によれば、装置100は、補助センサ手段SAも備え、該補助センサ手段SAは、溶接頭部110とワークピースP1とP2との間の間隙Gの底面Bとの間の垂直距離dVを記録するように構成される。好ましくは、補助センサ手段SAは、ローラー部材130を備え、該ローラー部材130は、軸131を介して主要な要素120に取り付けられる。
【0027】
図1および図2に示される実施形態で見受けられるように、主要な要素120は、補助センサ手段SAが旋回ポイント132の周囲を旋回することができるレバー型の設計を備え得る。いずれにしても、一次センサ部材SRおよびSLに類似して、補助センサ手段SAは、主要な要素120に可撓的に取り付けられ、動作方向ODに沿って装置100が移動する間、ローラー部材130と底面Bとの接触を維持するように構成される。
【0028】
一次センサ部材SRおよびSLは、一次センサ部材SRおよびSLのそれぞれがスイングする角度(すなわち、隣接する壁W1およびW2それぞれに向かう横方向の距離dRおよびdLに相当)を表す信号を測定ユニット150に送り得る。それに応じて、補助センサ手段SAは、別の信号を測定ユニット150に送り得る。次に、測定ユニット150は、前述の信号の各々を記録および処理するように構成された専用モジュール151、152および153を備え得る。代替的に、単一のモジュールが2つ以上のこれらの信号を対処し得る。横方向の距離dRおよびdL並びに/または垂直距離dVを決定するために、モジュール151、152および/または153には電位差計が使用され得る。方向(単数または複数)を制御するために、溶接頭部110に所望される位置と、溶接頭部110の決定された実際の位置との相違を表す1つ以上の信号差を使用することができ、溶接頭部110は、装置100が動作方向ODに沿って進むにつれ移動する。当然ながら、一次センサ部材SRおよびSL並びに補助センサ手段SAから生成された信号に応じて溶接頭部100の移動を制御するために、任意の種類の位置制御アルゴリズム(例えば、PIDアルゴリズム)を使用してよい。
【0029】
粉末による溶接を可能とするために、装置100は、ワークピースP1とP2との間にある間隙G内に溶接用粉末を導入するために構成された粉末用チャネル140を備え得る。粉末チャネル140は、動作方向に対して溶接頭部110の上流に、かつ一次センサ部材SRおよびSLの下流に配置された出口141を有する。
【0030】
本発明の好ましい一実施形態によれば、溶接頭部110は、ワークピースP1とP2との間にある間隙G内に1つ以上の消耗電極ワイヤを施すように構成される。図1および図2は、そのような2つの電極ワイヤE1およびE2を示すが、残りの図は電極を象徴化することにより溶接頭部110を簡潔に表している。とはいえ、溶接頭部110が、それぞれの電極を供給するように構成された少なくとも2つのワイヤ出力部111および112を備えて提供される場合、これらの出力部111および112は、好ましくは第1電極E1の突出が第2電極の突出に対して角度付けされるように配置される。つまり、それにより溶接工程は、非常に効果的に行うことができる。溶接を接合部の特定の特性にさらに適合させるという可能性も提供される。
【0031】
図4は、ワークピースP1とP2との間にある接合部の概略的な斜視図を示す。ここでは、接合部は、複数の溶接ビード、b1、b2、b3およびb4を含む。図5は、第2溶接ビードb2が接合部の第1溶接ビードb1の上に加えられる方法を示す。本発明の好ましい一実施形態によれば、提案する装置100は、ワークピースP1とP2との間にある少なくとも2つの本質的に平行する経路に沿って、動作方向ODを進むように構成される。ここで、各径路は、別々の溶接ビードb1、b2、b3またはb4を適用される結果となる。図5では、溶接頭部110は、第2溶接ビードb2を適用するように操作されている。
【0032】
図6は、本発明の一実施形態に係る溶接装置の概略頂面図を示す。見受けられるように、溶接頭部110は、ここでは一次センサ部材SRおよびSLを運ぶ主要な要素120に対して距離D横−オフセットを補う。主要な要素120の位置に対して溶接頭部110の位置を変えることができることは、これによって溶接工程を直接的な方法で接合部の幾何学的特性に適合させることができるため、一般的に好ましい。
【0033】
本発明の好ましい一実施形態によれば、溶接頭部110と主要な要素120との位置関係は、動作方向ODに対して本質的に垂直な少なくとも1つの方向において変えることができる。図6に示される実施形態では、これは、主要な要素120の対称軸から横方向のオフセットD横−オフセットで表される(すなわち、底面Bに対して本質的に平行な方向に移る)。従って、溶接装置100の左手側にあるワークピースP1に近い方へとこの溶接頭部110を主要な要素120に対して左方向へ位置付けることにより、例えば図5の第2溶接ビードb2を作り出す場合、溶接が容易になる。
【0034】
しかし、本発明の別の好ましい実施形態では、溶接頭部110と主要な要素120との位置関係は、動作方向ODとワークピースP1およびP2間の間隙Gの底面Bとに対して本質的に垂直な方向D垂直−オフセットにおいても変化し得る。図7は、本発明のそのような実施形態に係る溶接装置100の概略的な側面図を示す。結果として、ここで溶接頭部110は、主要な要素120に対して上向き/下向きに移動する。これは、溶接頭部110が溶接面より上の高さまで都合よく制御され得るため望ましく、該高さにより、(例えば、前述の接合部の溶接ビードにより生じた)凹凸の底面Bがあったとしても、結果として品質性の高い溶接が得られると見込まれる。当然ながら、妨げるものなく、前述した横方向および縦方向のオフセットD横−オフセットおよびD垂直−オフセットは、同じ実施形態に組み合わされ、それにより溶接頭部110が主要な要素120と関連して、二次元に再配置することができる。それどころか、これは接合部の特性に溶接工程を適合させることができる方法の観点からして、非常に高い順応性を提供するため好ましい。
【0035】
図8aおよび図8bは、本発明のさらに別の好ましい実施形態に従って、溶接頭部110を傾斜させ得る方法を示す。ここでは、溶接頭部110は、傾斜軸ATの周囲で傾斜するように構成され、溶接頭部110は、動作方向ODに対して本質的に平行する。これは、それにより溶接頭部110の横方向の位置を基本的には変化させないまま、一方では第2溶接ビードb2を作り出す左側、または第3溶接ビードb3を作り出す右側など、溶接頭部110が接合部の特定の領域に狙いを定めることができるので好都合である。従って、便利な方法で高度に精確な溶接を行うことができる。さらに順応性の向上により、傾斜軸ATの周囲で溶接頭部110を傾斜させることと、1つ以上の次元で溶接頭部110と主要な要素120との位置を変えることとを組み合わせることも可能である。
【0036】
上述したように、溶接頭部110と主要な要素120との位置および/または配向の相互関係は、別の方法で変更し得るが、本発明によれば、溶接頭部110および主要な要素120が互いに固定されることも同様に可能である。これは、このような関係により、溶接装置100を比較的真っ直ぐな方向に制御するアルゴリズムを用いることができるため、好都合である。例えば、隣接する壁W1およびW2が本質的に平行面を構成する場合、簡単な比例制御アルゴリズムを用いることが可能であり、該アルゴリズムにより、センサ部材SR、SLおよび/またはSAによって生成された信号に直接応答して動作させる。しかし、間隙Gが別の断面形状(例えばV形状またはU形状)を有する場合、一般的には一層複雑なアルゴリズムが必要とされる。すなわち、溶接頭部/電極110とSR、SLおよび/またはSAによって記録された信号に基づいて、関連する接合表面との間の距離を決定するために、より多くの作業が必要とされる。当然ながら、溶接頭部110と主要な要素120との関係にも、1つ以上の次元および/または角度が変わりやすい場合、溶接装置100を制御するために非常に高度なアルゴリズムが必要になるかもしれない。
【0037】
本明細書で使用されるとき、「具備する/具備している」という用語は、定義した特徴、整数、ステップまたは構成材の存在を明記するために用いられる。しかし、当該用語は1つ以上の追加的特徴、整数、ステップまたはそれらの一群の存在および追加を除外しない。
【0038】
本明細書のいずれの先行技術についての参考文献は、参照した先行技術が、オーストラリアまたは他のいずれかの国において共通する一般知識の一部を形成すると承認するものとして、または何らかを示唆するものとして解釈されず、かつ解釈されるべきではない。
【0039】
本発明は、説明した図面における実施形態に限定されるのではなく、請求の範囲内において自由に変更されてよい。
【特許請求の範囲】
【請求項1】
2つのワークピース(P1,P2)間に溶接材料を適用することにより前記ワークピース(P1,P2)を互いに機械的に連結させる溶接装置(100)であって、
前記装置(100)が動作方向(OD)に沿ってする間、前記ワークピース(P1,P2)に対して溶接行為を行うように構成された溶接頭部(110)と、
前記移動中に前記動作方向(OD)に対して前記溶接頭部(110)の上流に配置された2つの一次センサ部材(SR,SL)であって、前記一次センサ部材(SR,SL)が、前記ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録するように構成され、前記間隙(G)には前記溶接材料が適用され、前記一次センサ部材(SR,SL)の各々が、前記間隙(G)と隣接する前記2つのワークピース(P1,P2)間のそれぞれの壁(W1,W2)と接触するように構成され、前記一次センサ部材(SR,SL)の各々の近位端(SRp,SLp)が、前記装置(100)の主要な要素(120)に旋回可能に取り付けられ、前記一次センサ部材(SR,SL)が、前記装置(100)が前記動作方向(OD)に沿って移動する間、隣接する前記それぞれの壁(W1,W2)と接触を維持しつつ、一方で前記主要な要素(120)と前記隣接する壁との間の横方向の距離(dR,dL)の変化を受入れるように構成された遠位端(SRd,SLd)を備える、2つの一次センサ部材(SR,SL)と、を具備する溶接装置(100)において、前記主要な要素(120)が、前記一次センサ部材(SR,SL)のそれぞれが旋回するように構成された少なくとも1つのピボット軸(P)を具備し、前記少なくとも1つのピボット軸(P)の各々が、前記動作方向に対して本質的に垂直に配向されることを特徴とする溶接装置(100)。
【請求項2】
前記装置(100)が、前記ワークピース(P1,P2)間にある少なくとも2つの本質的に平行な経路に沿って前記動作方向(OD)を移動するように構成され、前記各経路が、結果として別々の溶接ビード(b1,b2,b3,b4)の適用を受ける請求項1に記載の装置(100)。
【請求項3】
前記溶接頭部(110)と前記ワークピース(P1,P2)との間の間隙(G)の底面(B)との間の垂直距離(dV)を記録するように構成された補助センサ手段(SA)を具備する請求項1または請求項2に記載の装置(100)。
【請求項4】
前記補助センサ部材(SA)が、ローラー部材(130)を具備し、前記補助センサ部材(SA)が、前記動作方向(OD)に沿って前記装置(100)が移動する間、前記ローラー部材(130)と前記底面(B)との接触を維持するように構成される請求項3に記載の装置(100)。
【請求項5】
前記装置(100)が、前記主要な要素(120)の位置に対して前記溶接頭部(110)の位置を変えるように構成される、請求項1〜請求項4のいずれか一項に記載の装置(100)。
【請求項6】
前記溶接頭部(110)と前記主要な要素(120)との前記位置関係が、前記動作方向(OD)に対して本質的に垂直な、少なくとも1つの方向(D垂直−オフセット,D横−オフセット)において変えることができる請求項5に記載の装置(100)。
【請求項7】
前記溶接頭部(110)と前記主要な要素(120)との前記位置関係が、前記ワークピース(P1,P2)間の間隙(G)の底面(B)に対して本質的に垂直な方向(垂直−オフセット)において変えることができる請求項6に記載の装置(100)。
【請求項8】
前記溶接頭部(110)が、前記動作方向(OD)に対して本質的に平行な傾斜軸(AT)の周囲で傾斜されるように構成される、請求項1〜請求項7のいずれか一項に記載の装置(100)。
【請求項9】
前記ワークピース(P1,P2)間の間隙(G)に溶接用粉末を適用するように構成された粉末チャネル(140)を具備し、前記粉末チャネル(140)が、前記移動中に前記動作方向(OD)に関連して、溶接頭部(110)の上流に、かつ、前記各一次センサ部材(SR,SL)の下流に配置された出口(141)を有する請求項1〜請求項8のいずれか一項に記載の装置(100)。
【請求項10】
前記溶接頭部(110)が、前記ワークピース(P1,P2)間の間隙(G)内に少なくとも1つの消耗可能な電極ワイヤ(E1,E2)を施すように構成される請求項1〜請求項9のいずれか一項に記載の装置(100)。
【請求項11】
前記溶接頭部(110)が、それぞれの電極を供給するように構成された少なくとも2つのワイヤ出力部(111,112)を具備し、前記出力部(111,112)は、第1電極の突出部(E1)が第2電極の突出部(E2)に対して角度付けされるように配置される請求項10に記載の装置(100)。
【請求項1】
2つのワークピース(P1,P2)間に溶接材料を適用することにより前記ワークピース(P1,P2)を互いに機械的に連結させる溶接装置(100)であって、
前記装置(100)が動作方向(OD)に沿ってする間、前記ワークピース(P1,P2)に対して溶接行為を行うように構成された溶接頭部(110)と、
前記移動中に前記動作方向(OD)に対して前記溶接頭部(110)の上流に配置された2つの一次センサ部材(SR,SL)であって、前記一次センサ部材(SR,SL)が、前記ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録するように構成され、前記間隙(G)には前記溶接材料が適用され、前記一次センサ部材(SR,SL)の各々が、前記間隙(G)と隣接する前記2つのワークピース(P1,P2)間のそれぞれの壁(W1,W2)と接触するように構成され、前記一次センサ部材(SR,SL)の各々の近位端(SRp,SLp)が、前記装置(100)の主要な要素(120)に旋回可能に取り付けられ、前記一次センサ部材(SR,SL)が、前記装置(100)が前記動作方向(OD)に沿って移動する間、隣接する前記それぞれの壁(W1,W2)と接触を維持しつつ、一方で前記主要な要素(120)と前記隣接する壁との間の横方向の距離(dR,dL)の変化を受入れるように構成された遠位端(SRd,SLd)を備える、2つの一次センサ部材(SR,SL)と、を具備する溶接装置(100)において、前記主要な要素(120)が、前記一次センサ部材(SR,SL)のそれぞれが旋回するように構成された少なくとも1つのピボット軸(P)を具備し、前記少なくとも1つのピボット軸(P)の各々が、前記動作方向に対して本質的に垂直に配向されることを特徴とする溶接装置(100)。
【請求項2】
前記装置(100)が、前記ワークピース(P1,P2)間にある少なくとも2つの本質的に平行な経路に沿って前記動作方向(OD)を移動するように構成され、前記各経路が、結果として別々の溶接ビード(b1,b2,b3,b4)の適用を受ける請求項1に記載の装置(100)。
【請求項3】
前記溶接頭部(110)と前記ワークピース(P1,P2)との間の間隙(G)の底面(B)との間の垂直距離(dV)を記録するように構成された補助センサ手段(SA)を具備する請求項1または請求項2に記載の装置(100)。
【請求項4】
前記補助センサ部材(SA)が、ローラー部材(130)を具備し、前記補助センサ部材(SA)が、前記動作方向(OD)に沿って前記装置(100)が移動する間、前記ローラー部材(130)と前記底面(B)との接触を維持するように構成される請求項3に記載の装置(100)。
【請求項5】
前記装置(100)が、前記主要な要素(120)の位置に対して前記溶接頭部(110)の位置を変えるように構成される、請求項1〜請求項4のいずれか一項に記載の装置(100)。
【請求項6】
前記溶接頭部(110)と前記主要な要素(120)との前記位置関係が、前記動作方向(OD)に対して本質的に垂直な、少なくとも1つの方向(D垂直−オフセット,D横−オフセット)において変えることができる請求項5に記載の装置(100)。
【請求項7】
前記溶接頭部(110)と前記主要な要素(120)との前記位置関係が、前記ワークピース(P1,P2)間の間隙(G)の底面(B)に対して本質的に垂直な方向(垂直−オフセット)において変えることができる請求項6に記載の装置(100)。
【請求項8】
前記溶接頭部(110)が、前記動作方向(OD)に対して本質的に平行な傾斜軸(AT)の周囲で傾斜されるように構成される、請求項1〜請求項7のいずれか一項に記載の装置(100)。
【請求項9】
前記ワークピース(P1,P2)間の間隙(G)に溶接用粉末を適用するように構成された粉末チャネル(140)を具備し、前記粉末チャネル(140)が、前記移動中に前記動作方向(OD)に関連して、溶接頭部(110)の上流に、かつ、前記各一次センサ部材(SR,SL)の下流に配置された出口(141)を有する請求項1〜請求項8のいずれか一項に記載の装置(100)。
【請求項10】
前記溶接頭部(110)が、前記ワークピース(P1,P2)間の間隙(G)内に少なくとも1つの消耗可能な電極ワイヤ(E1,E2)を施すように構成される請求項1〜請求項9のいずれか一項に記載の装置(100)。
【請求項11】
前記溶接頭部(110)が、それぞれの電極を供給するように構成された少なくとも2つのワイヤ出力部(111,112)を具備し、前記出力部(111,112)は、第1電極の突出部(E1)が第2電極の突出部(E2)に対して角度付けされるように配置される請求項10に記載の装置(100)。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8a】
【図8b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8a】
【図8b】
【公表番号】特表2012−514536(P2012−514536A)
【公表日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2011−545320(P2011−545320)
【出願日】平成21年10月9日(2009.10.9)
【国際出願番号】PCT/SE2009/051134
【国際公開番号】WO2010/080057
【国際公開日】平成22年7月15日(2010.7.15)
【出願人】(509242048)イーエスエービー エービー (6)
【Fターム(参考)】
【公表日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成21年10月9日(2009.10.9)
【国際出願番号】PCT/SE2009/051134
【国際公開番号】WO2010/080057
【国際公開日】平成22年7月15日(2010.7.15)
【出願人】(509242048)イーエスエービー エービー (6)
【Fターム(参考)】
[ Back to top ]