
溶接型ノズルを精密に位置決めするための方法および補助装置
【課題】溶接型ノズルを精密に位置決めする方法及び補助装置を提供する。
【解決手段】本発明は、溶接型ノズルを精密に位置決めする方法及び補助装置に関する。溶接型ノズルの精密な位置決め用の補助装置は、複数のアライメントチップ及びアライメント棒を含む。各アライメントチップは溶接アダプターに接続され、かつ、ある距離延在する。アライメント棒はアライメントチップと組み合わされることにより、アライメントチップの第1の位置決め部分が、アライメント棒の複数の第2の位置決め部分と位置合わせされ、アライメント棒がアライメントチップと組み合わされた後、アライメント棒の端面と主管ヘッダーの長手方向の中心線との間の補正距離は、ノズルチップが対応する溶接アダプターと組み合わせられた後の組立てられたノズルの長さよりも長くなる。これにより、ノズルの幾何学的位置を正確に補正できる。
【解決手段】本発明は、溶接型ノズルを精密に位置決めする方法及び補助装置に関する。溶接型ノズルの精密な位置決め用の補助装置は、複数のアライメントチップ及びアライメント棒を含む。各アライメントチップは溶接アダプターに接続され、かつ、ある距離延在する。アライメント棒はアライメントチップと組み合わされることにより、アライメントチップの第1の位置決め部分が、アライメント棒の複数の第2の位置決め部分と位置合わせされ、アライメント棒がアライメントチップと組み合わされた後、アライメント棒の端面と主管ヘッダーの長手方向の中心線との間の補正距離は、ノズルチップが対応する溶接アダプターと組み合わせられた後の組立てられたノズルの長さよりも長くなる。これにより、ノズルの幾何学的位置を正確に補正できる。
【発明の詳細な説明】
【技術分野】
【0001】
発明の背景
1.発明の背景
[0001]本発明は、溶接中に要素を位置決めするための方法および補助装置に関し、より詳細には、溶接中に溶接型ノズルを精密に位置決めする方法および補助装置に関する。
【背景技術】
【0002】
2.関連技術の説明
[0002]異なるタイプのノズルが、扇形、円形、楕円形、四角形または矩形形状などの異なる形状の噴霧パターンをもたらすが、噴霧パターンの角度、形状およびサイズは、ノズルの幾何学的位置に依存する。複数のノズルが同じヘッダーに配置される場合、各ノズルを適切かつ正しい幾何学的位置に位置決めして、噴霧パターン間の干渉または悪影響を回避する必要がある。
【0003】
[0003]ノズルは、一般的に、ねじの嵌め合いまたは溶接によって主管ヘッダーに接続できる。ねじ込み式ノズルは比較的安価に製造できるが、ほとんどの場合、低作動圧力での応用のためのものである。さらに、隣接するノズル間に、ある程度のオフセット角が存在する場合、据え付けおよび位置決めプロセスは困難かつ時間のかかるものとなる。溶接型ノズルは比較的高価であるが、据え付け、取り外し、または交換に好都合でありかつ迅速に行うことができる。正しく位置決めされた溶接型ノズルは、ノズル交換後も常に同じ噴霧形状が保証され、かつ、高作動圧力での応用、例えば、熱間圧延鋼帯工場における一般的かつ重要な応用、例えば高圧デスケーリング、ロール冷却、および鋼帯の表面冷却および清浄において使用できる。
【0004】
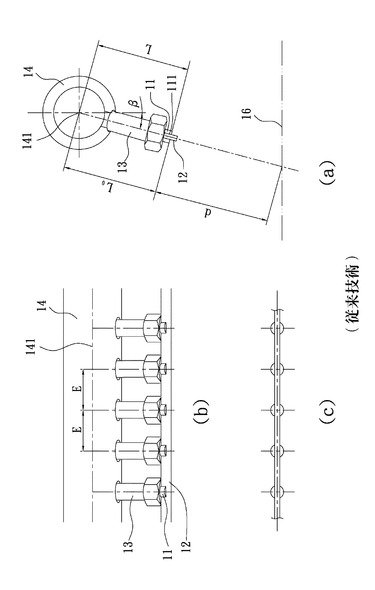
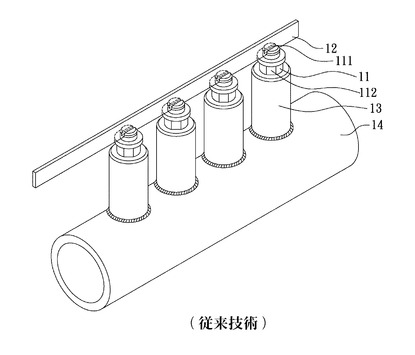
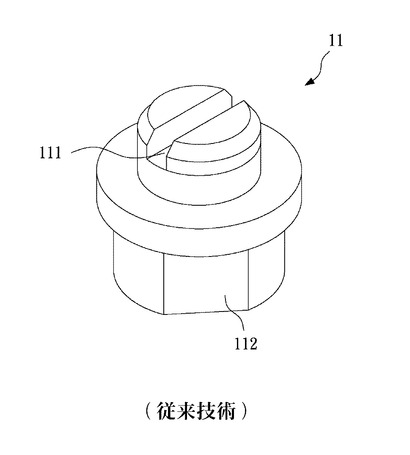
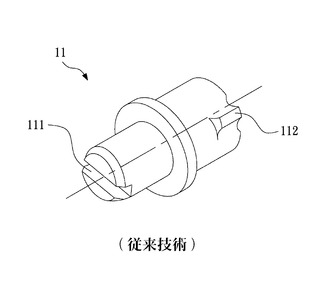
[0004]図1〜図2は、溶接中に、アライメントチップおよびアライメントプレートを使用してノズルの位置決めを実施する従来技術の例を示す概略図である;図3は、従来のアライメントチップの概略図である。図1〜図3を参照すると、アライメントチップ11は、その外表面に溝111および位置決め構造部112を有する。位置決め構造部112は、(図3に示すように)位置決め平面としても、(図4に示すように)位置決めキーとしてもよい;位置決めキーはまた、(小型冷却ノズルに関しては)鳩尾状キー(dovetail key)としてもよいが、これに限定されず、アライメントチップ11は、ノズルチップと同じ外形寸法を有する。
【0005】
[0005]溝111と位置決め構造部112との間には特定の開先角度が存在し、アライメントチップ11の位置決め構造部112は、溶接アダプター13の内表面に配置された位置決め構造部(図示せず)と協働するので、アライメントチップ11の溝111を平行な位置に補正するためにアライメントプレート12を使用するときに、全ての溶接アダプター13の位置決め構造部も、それに応じて同じ特定角度に回転される。
【0006】
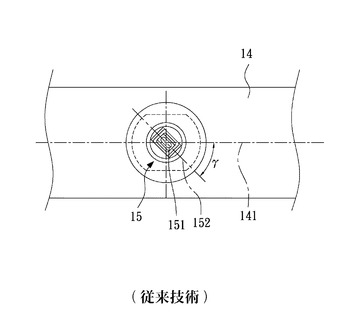
[0006]図1〜図5を参照すると、アライメントチップ11の外形寸法はノズルチップ15と同じであるため、溶接アダプター13と主管ヘッダー14が溶接され、かつノズルチップ15が装着された後、アライメントチップ11と主管ヘッダー14の長手方向の中心線141との間の距離は、ノズルチップが対応する溶接アダプター13と組み合わされた後の、組立てられたノズルの長さL0にほぼ等しく、組立てられたノズルの長さL0は、ノズルチップと主管ヘッダー14の長手方向の中心線141との間の距離であり、アライメントチップ11およびノズルチップ15は同じ外形寸法を有するので、従来の位置決め装置の補正距離Lは、組立てられたノズルの長さL0に相当し、およびノズルチップ15の噴霧口151の長径中心線152が、主管ヘッダー14の長手方向の中心線141と、必要とされるオフセット角γ(図5に示すように)を形成する。アライメントチップ11は、必要に応じて、異なるオフセット角設計に従って異なるオフセット角を補正し得る。
【0007】
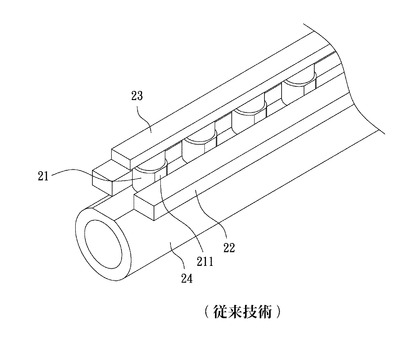
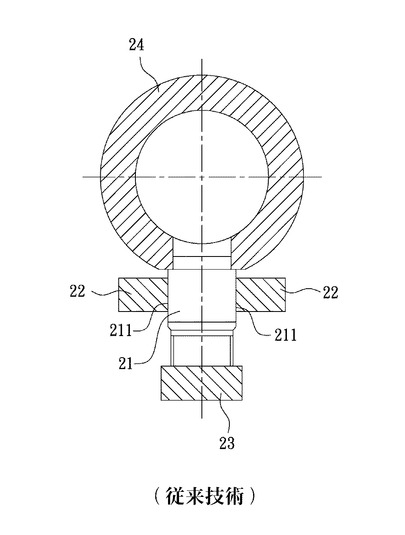
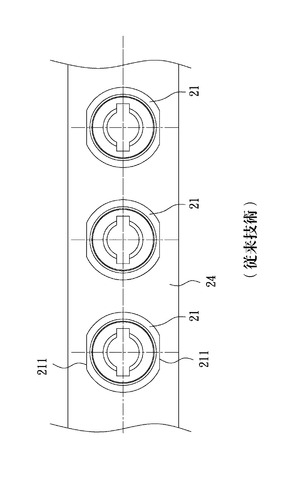
[0007]図6は、従来技術における、溶接中に、アライメントプレートを使用することによるノズルの位置決めの別の概略図である;図7は、図6に示す主管ヘッダーの半径方向に沿って取った概略的な断面図である;図8は、アライメントプレートを取り外した後の図6の上面図である。図6〜図8を参照すると、従来の溶接位置決め方法において、2つの加工された位置決め平面211が、溶接アダプター21の外径に設計され、および溶接中、各溶接アダプター21の2つの位置決め平面211および第1のアライメントプレート22を使用することにより、各溶接アダプター21の2つの側面上の位置決め平面211を位置合わせでき、かつ全ての溶接アダプター21の上面が、第2のアライメントプレート23を使用することにより同じ水平位置に位置決めされる。溶接アダプター21の位置決め平面211は、溶接アダプター21内部のノズルチップ位置決めスロットの中心線と平行しているかまたはそれと一定の開先角度を形成しているので、溶接アダプター21および主管ヘッダー24が溶接された後には、必要とされるオフセット角での位置決めを達成できる。
【0008】
[0008]そのような従来の方法は、2つの位置決め平面211の機械加工厚さを考慮する必要があり、それゆえ、溶接アダプター21の壁の厚さが通常のものよりも厚くなるため、不都合である。それゆえ、そのような従来の方法は、一般的に、デスケーリングノズルの位置決めに使用され、小型冷却ノズルの位置決めに使用されることはほとんどない。
【0009】
[0009]上述の2つの従来の溶接ノズルの位置決め方法は、組立てられたノズルのオフセット角または長さについての位置決めを容易にするが、ノズルピッチにおける誤差、ノズルの平行性における誤差、またはノズル間のリード角(ノズルの中心線と加工片表面の法線との間の開先角度)における角度誤差に対する位置決め補正はできない。
【0010】
[0010]ノズル間のリード角における角度誤差を、以下、例示として説明する。予め定められたリード角が15±1°であると仮定すると、異なるノズルのリード角は、異なる方向に1°だけシフトでき、それに応じて、ノズル間のリード角における角度誤差は2°となり得る。
【0011】
[0011]従来のノズルの位置決め方法の位置決め精度は不十分であるため、かつノズルの製造公差および組立公差ならびに溶接後の溶接アダプターの変形ゆえに、溶接および組立後のノズルの幾何学的位置には誤差がある。幾何学的位置におけるそのような誤差は、ノズルの噴霧距離が延びるにつれて、広がって増幅し得る(噴霧距離が大きくなるほど、幾何学的位置における誤差が大きくなる)。従来のノズルの位置決め方法の補正位置は、ノズルチップの出口のすぐ近くに配置される。加工片表面上の噴霧パターンの衝撃を受ける領域における位置誤差は、噴霧距離が延びるにつれて、広がって増幅し得る;溶接および組立後に噴霧距離がノズルの長さの数倍になると、ノズルの出口における幾何学的誤差が、噴霧距離に従って数倍増幅されることがあり、これは、従来のノズルの位置決め方法の、避けられない最大の不都合な点である。
【発明の概要】
【発明が解決しようとする課題】
【0012】
[0012]それゆえ、溶接型ノズルを精密に位置決めするための、革新的かつ発明的な方法および補助装置を提供し、上述の問題を解決することが必要である。
【課題を解決するための手段】
【0013】
発明の概要
[0013]本発明は、溶接型ノズルを精密に位置決めするための方法および補助装置であって、方法が:(a)複数のアライメントチップを各溶接アダプターと組み合わせるステップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、対応する溶接アダプターに取り付けられているステップ;および(b)アライメント棒をアライメントチップと組み合わせることにより、アライメントチップの第1の位置決め部分が、ノズルの幾何学的位置を精密に位置決めするように、アライメント棒の複数の第2の位置決め部分と位置合わせされるステップであって、第2の位置決め部分の構造部がアライメントチップの第1の位置決め部分の構造部と協働し、および、アライメント棒がアライメントチップと組み合わせられた後、アライメント棒の端面と主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが対応する溶接アダプターと組み合わせられ後の、組立てられたノズルの長さよりも長くなり、組立てられたノズルの長さが、ノズルチップと主管ヘッダーの長手方向の中心線との間の距離である、ステップを含む、方法および補助装置を提供する。
【0014】
[0014]本発明の溶接型ノズルを精密に位置決めするための方法および補助装置を使用することによって、ノズルの溶接アダプターと主管ヘッダーの溶接プロセス中に、アライメントチップおよびアライメント棒を協働して適用できるので、ノズルの幾何学的位置における誤差、例えば、ノズルピッチにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面の法線との間の開先角度における角度誤差を、正確に補正できる。加えて、補正位置は、加工片表面上の噴霧パターンの衝撃を受ける領域に近いので、従来の方法によって生成される、広がり性誤差を低減できるかまたは回避でき、それにより、ノズルの噴霧パターンの幾何学的位置の精度を著しく高める。
【0015】
[0015]本発明の他の特徴および利点は、添付の図面を参照した以下の詳細な説明から、より明らかとなる。
【図面の簡単な説明】
【0016】
【図1】溶接中に、アライメントチップおよびアライメントプレートを使用することにより、ノズルの位置決めを実施する従来技術の例を示す概略図である。
【図2】溶接中に、アライメントチップおよびアライメントプレートを使用することにより、ノズルの位置決めを実施する従来技術の例を示す概略図である。
【図3】従来のアライメントチップの概略図である。
【図4】別の従来のアライメントチップの概略図である。
【図5】位置決め後の従来のノズルの概略図である。
【図6】従来技術における、溶接中にアライメントプレートを使用することによる、ノズルの位置決めの別の概略図である。
【図7】図6に示す主管ヘッダーの半径方向に沿って取った概略的な断面図である。
【図8】アライメントプレートを取り外した後の図6の上面図である。
【図9】本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することによる、ノズルの位置決めの第1の実施形態の概略図である。
【図10】図9の部分Gの部分的な拡大図である。
【図11】図9のA−A方向から見た図である。
【図12】図9のB−B方向から見た図である。
【図13】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
【図14】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
【図15】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
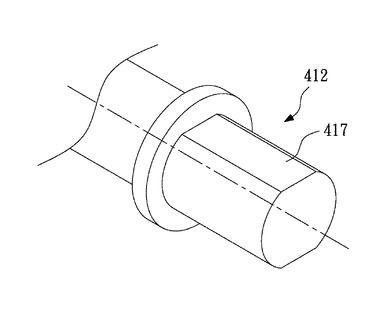
【図16】本発明によるアライメントチップの、ある位置決め構造部を示す概略図である。
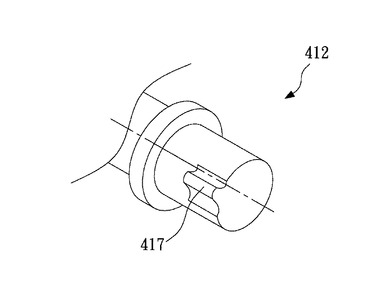
【図17】本発明によるアライメントチップの、ある位置決め構造部を示す概略図である。
【図18】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図19】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図20】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図21】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図22】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図23】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図24】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図25】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図26】溶接中の、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することにより、ノズルの位置決めを実施する別の実施形態の概略図である。
【図27】図26の部分Iの部分的な拡大図である。
【図28】図26のE−E方向から見た図である。
【図29】本発明による溶接型ノズルの精密な位置決め方法のフロー図である。
【発明を実施するための形態】
【0017】
発明の詳細な説明
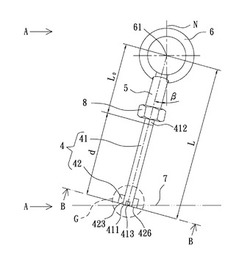
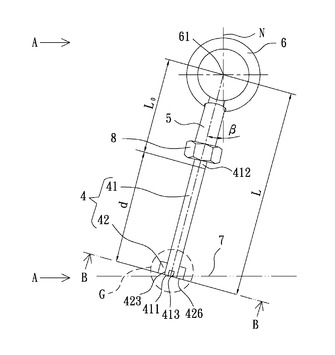
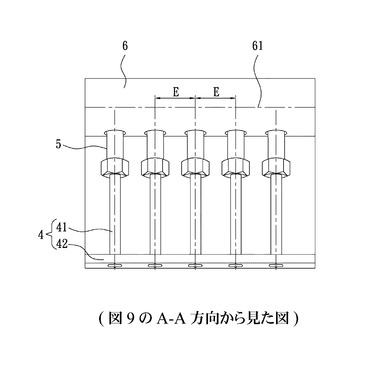
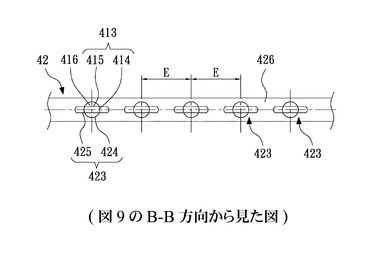
[0035]図9は、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することによるノズルの位置決めの第1の実施形態の概略図である;図10は、図9の部分Gの部分的な拡大図である;図11は、図9のA−A方向から見た図である;図12は、図9のB−B方向から見た図である。図9〜図12を参照すると、本発明の溶接型ノズルの精密な位置決め用の補助装置4は、複数の溶接アダプター5と協働するために使用され、溶接アダプター5は、主管ヘッダー6に接続されかつ複数のノズルチップを収容するために使用され、ノズルピッチEは、位置決めされる隣接ノズル間に存在し、この実施形態では、ノズルピッチEは、隣接溶接アダプター5間のピッチである。
【0018】
[0036]溶接型ノズルの精密な位置決め用の補助装置4は、複数のアライメントチップ41と、アライメント棒42とを含む。各アライメントチップ41は、互いに対向する第1の端部411および第2の端部412を有し、各第1の端部411は、対応する溶接アダプター5から離れており、かつ第1の位置決め部分413を有し、および各第2の端部412は、対応する溶接アダプター5に取り付けられている。アライメントチップ41の第2の端部412は、ノズルチップと同じ外形寸法を有する。
【0019】
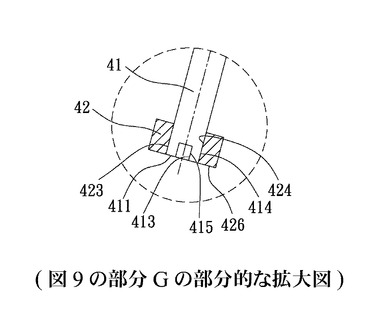
[0037]アライメント棒42は複数の第2の位置決め部分423を有し、第2の位置決め部分423の構造部は、アライメントチップ41の第1の位置決め部分413の構造部と協働する。第1の位置決め部分413および第2の位置決め部分423を、スロットとキーの組み合わせ、例えば、スロットとスロットとの組み合わせ、スロットとキーとの組み合わせ、またはキーとスロットとの組み合わせとしてもよい。例えば、第1の位置決め部分413は、(図9〜図12に示すように)キースロット415を有し、第2の位置決め部分423はキースロット425を有する;または第1の位置決め部分413はキーを有し、および第2の位置決め部分423はスロットを有する(図13〜図15に示すように)。
【0020】
[0038]この実施形態では、各第1の位置決め部分413は円形シャフト414およびキースロット415を有し、各第2の位置決め部分423は、円形孔424と、円形孔424の両側のキースロット425とを含み、各第2の位置決め部分423の円形孔424のはめ合公差は、好ましくは、対応するアライメントチップ41の円形シャフト414の外径と協働し(好ましくは、適切な間隙が存在する)、および各第2の位置決め部分423のキースロット425の少なくとも幅は、各第1の位置決め部分413のキースロット415の幅と協働する(例えば、幅が同じである)。
【0021】
[0039]ノズルピッチEと同一の位置決めピッチが、第2の位置決め部分423間に存在する。アライメント棒42はアライメントチップ41と組み合わせられるので、第1の位置決め部分413の円形シャフト414およびキースロット415は、第2の位置決め部分423の円形孔424およびキースロット425と位置合わせされる。
【0022】
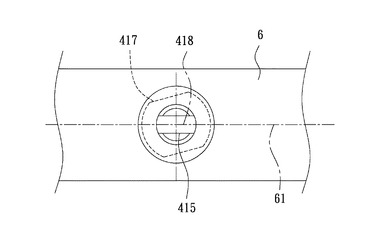
[0040]各アライメントチップ41の第2の端部412の外形は、第1の位置決め構造部417を有し、第1の位置決め構造部417は、(図16に示すように)位置決め平面としても、(図17に示すように)位置決めキーとしてもよく、位置決めキーは、(小型冷却ノズルに関して)鳩尾状キーとしてもよいが、それに限定されるわけではなく、位置決めキーは、ノズルおよび溶接アダプターのいずれかの位置決め構造部とし得る。アライメントチップ41の第1の位置決め構造部417は、各溶接アダプター5の内表面上の第2の位置決め構造部(図示せず)と協働する。各アライメントチップ41の第2の端部412は、対応する溶接アダプター5に挿入されてから、ナット8を使用することにより、対応する溶接アダプター5にロックされて、アライメントチップ41が固定される。
【0023】
[0041]アライメントチップ41の第1の位置決め構造部417と各溶接アダプター5の第2の位置決め構造部との間の協働を、以下、例示として説明する。
【0024】
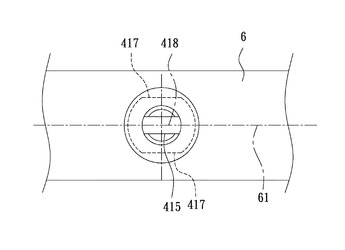
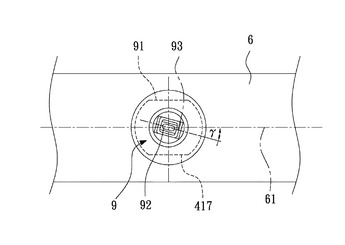
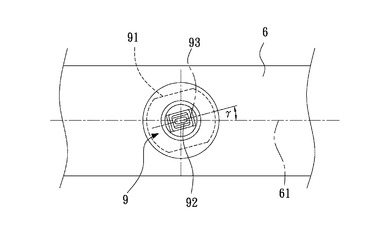
[0042]第1の位置決め構造部417は、第1の位置決め部分413のキースロット415の長径中心線418に平行しており、第1の位置決め部分413のキースロット415の長径中心線418が主管ヘッダー6の長手方向の中心線61と平行となるように(図18に示すように)、アライメント棒42を使用してアライメントチップ41を調整および位置決めするとき、各溶接アダプター5の第2の位置決め構造部もまた主管ヘッダー6の長手方向の中心線61と平行となる。使用されたノズルチップの位置決め構造部91と、ノズルチップ9の噴霧口92の長径中心線93との間に、設定したオフセット角γ(例えば、10°または15°)が存在する場合、ノズルチップ9が溶接アダプター5に組立てられた後のノズルは、オフセット角γを有する(図19に示すように)。
【0025】
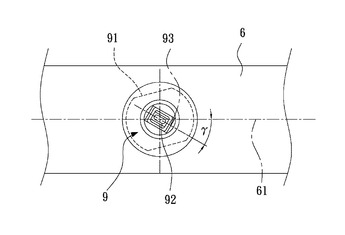
[0043]第1の位置決め構造部417と第1の位置決め部分413のキースロット415の長径中心線418との間に開先角度が存在することがあるので、第1の位置決め部分413のキースロット415の長径中心線418が主管ヘッダー6の長手方向の中心線61と平行となるように、アライメント棒42を使用してアライメントチップ41を調整および位置決めするとき、各溶接アダプター5の第2の位置決め構造部と主管ヘッダー6の長手方向の中心線61との間に開先角度が存在すること(図20に示すように)を理解されたい。使用されたノズルチップ9の位置決め構造部91は、(図21に示すように)噴霧口92の長径中心線93と平行となってもよいし、(図22に示すように)それとプリセット角度を形成してもよく、および開先角度とプリセット角度との間の協働によって、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γを規定できる。
【0026】
[0044]例えば、第1の位置決め構造部417と第1の位置決め部分413のキースロット415の長径中心線418との間の開先角度は15°であり、かつ、第1の位置決め部分413のキースロット415の長径中心線418が、主管ヘッダー6の長手方向の中心線61と平行となるように調整された後、各溶接アダプター5の第2の位置決め構造部は同様に、主管ヘッダー6の長手方向の中心線61と15°の開先角度を形成する(逆時計回り)。ノズルチップ9の位置決め構造部91が噴霧口92の長径中心線93と平行となる場合、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γは15°である(図21に示すように);およびノズルチップ9の位置決め構造部91が噴霧口92の長径中心線93と30°のセット角度を形成する場合(逆時計回り)、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γは−15°である(時計回り)(図22に示すように)。
【0027】
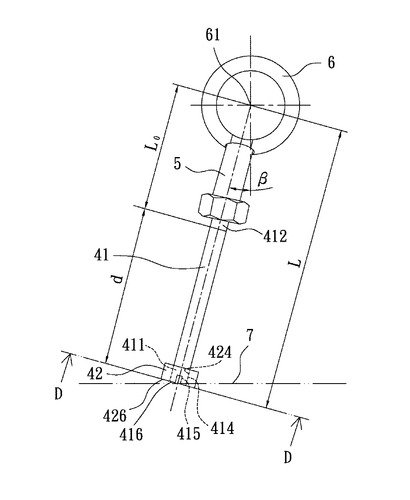
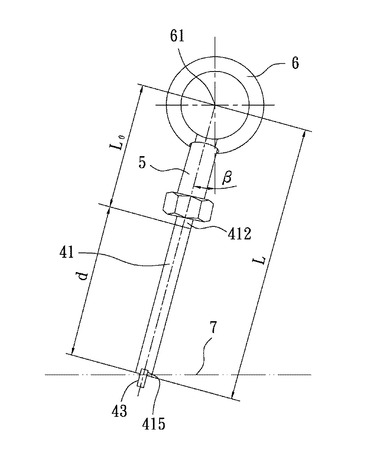
[0045]アライメント棒42がアライメントチップ41と組み合わせられた後、アライメント棒42の端面426と主管ヘッダー6の長手方向の中心線61との間の補正距離Lは、ノズルチップが対応する溶接アダプター5と組み合わせられた後の、組立てられたノズルの長さL0よりも長く、組立てられたノズルの長さL0は、ノズルチップと主管ヘッダー6の長手方向の中心線61との間の距離である。ノズルと加工片表面7との間の噴霧距離はdであり、およびL、L0およびdの間の関係は以下の通りである:
d≦200mmの場合、L0<L<L0+500mmであり;および
d>200mmの場合、L0<L<L0+3dである。
【0028】
[0046]本発明の溶接型ノズルを精密な位置決めする方法を、以下、例示として説明するが、本発明はそれに限定されない。まず、アライメント棒42を使用して2つのアライメントチップ41(例えば、最も左および最も右のアライメントチップ41)または3つのアライメントチップ41(例えば、最も左、最も右および中間のアライメントチップ41)を位置決めし、この実施形態では、まず、最も左および最も右のアライメントチップ41を位置決めしてから、第2の位置決め部分423の円形孔424が、対応するアライメントチップ41の第1の位置決め部分413の円形シャフト414をおおってスリーブ状にはめられ、その後、最も左および最も右のアライメントチップ41が調整されて、その第1の位置決め部分413のキースロット415が、対応する第2の位置決め部分423のキースロット425と位置合わせされ、同時に、アライメント棒42が調整されて、その端面426が、2つのアライメントチップ41の第1の端部411の端面416と平行となり、かつそれと位置合わせされる。
【0029】
[0047]次に、アライメント棒42および2つのアライメントチップ41を、横方向でのねじ固定によって2つのアライメントチップ41の側面において取り付けることができ(しかし、本発明はこの固定方法に限定されない)、その後、対応する第1の位置決め部分413および第2の位置決め部分423に従って、上述のように、他方のアライメントチップ41の幾何学的位置が調整され、かつ位置合わせされる。全てのアライメントチップ41が補正された後、溶接アダプター5と主管ヘッダー6が溶接によって接続される。本発明の溶接型ノズルを精密に位置決めする方法は、アライメントチップ41の一部またはアライメントチップ41の全てを一度に補正できることを理解されたい。
【0030】
[0048]本発明のアライメント棒42およびアライメントチップ41は、加工片表面7に近い位置で補正されるので、アライメントチップ41の第1の位置決め部分413とアライメント棒42の第2の位置決め部分423との間の間隙は、ちょうど、加工片表面7上の噴霧パターンの衝撃を受ける領域における位置誤差であり、噴霧距離が存在するために広げられ増幅され得る広がり性誤差がないため、ほとんど角度誤差が存在しない。例えば、本発明のアライメントチップ41の第1の位置決め部分413とアライメント棒42の第2の位置決め部分423との間の間隙、および組立後の最大位置誤差は1mmであり、従って、補正後の、隣接ノズル間の噴霧領域における最大位置誤差もまた約1mmである。
【0031】
[0049]対照的に、従来の溶接ノズルの位置決め方法では、補正位置がノズルチップの出口のすぐ近くに配置されかつ加工片表面から噴霧距離だけ離間しているため、位置および組立誤差に加えて角度誤差を考慮に入れる必要がある。噴霧パターンの衝撃を受ける領域における位置誤差は、噴霧距離が長くなるにつれて、広がって増幅する可能性があり、噴霧距離は、溶接および組立後、ノズルの長さの数倍とし得るので、ノズルの出口における位置誤差は、加工片表面上で数倍増幅し得る。例えば、アライメントチップとアライメントプレートとの間の間隙、および組立後の最大位置誤差は1mmであり、誤差は、噴霧距離が延びるにつれて、数倍増幅され得る。
【0032】
[0050]従来の溶接ノズルの位置決め方法と比較すると、本発明は、ノズル間のリード角における角度誤差を著しく低減させるだけでなく、噴霧パターンの衝撃を受ける領域における、広がり性位置誤差も著しく低減させることができる。
【0033】
[0051]加えて、第1の位置決め部分413のキースロット415と第2の位置決め部分423のキースロット425との協働によって(または、図13〜図15に示すようなキースロットとスロットとの協働によって)、ノズルのオフセット角を補正できる。アライメントチップ41の第1の端部411の端面416とアライメント棒42の端面426との協働によって、組立てられたノズルの長さにおける誤差を補正できる。それゆえ、ノズルの精密な位置決めを達成できる。
【0034】
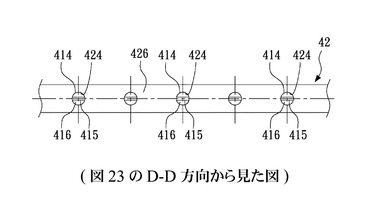
[0052]図23〜図25は、本発明の溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することによる、溶接型ノズルの精密な位置決めの概略図である。図23〜図25を参照すると、この実施形態と第1の実施形態との間の違いは、この実施形態では、溶接型ノズルの精密な位置決め用の補助装置がアライメントプレート43をさらに含み得ることである。第1の実施形態の部分と同じ部分には同じ参照符号を付し、再度の詳細な説明を省略する。
【0035】
[0053]まず、アライメント棒42の円形孔424は、2つのアライメントチップ41(または3つのアライメントチップ41)の第1の端部411の円形シャフト414をおおってスリーブ状にはめられ、および円形孔424と円形シャフト414が協働することによって、ノズルピッチEにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差が補正される。アライメント棒42の端面426は、2つのアライメントチップ41の第1の端部411の端面416と平行となり、それと位置合わせされ、それにより、組立てられたノズルの長さにおける誤差を補正する。
【0036】
[0054]次いで、アライメント棒42および少なくとも2つのアライメントチップ41が取り付けられ、その後、アライメントプレート43がアライメントチップ41の第1の端部411のキースロット415に配置されるので、アライメントチップ41の第1の端部411のキースロット415はアライメントプレート43に平行となり、それにより、ノズルのオフセット角を補正する。全てのアライメントチップ41が補正された後に、溶接アダプター5と主管ヘッダー6が溶接によって接続される。
【0037】
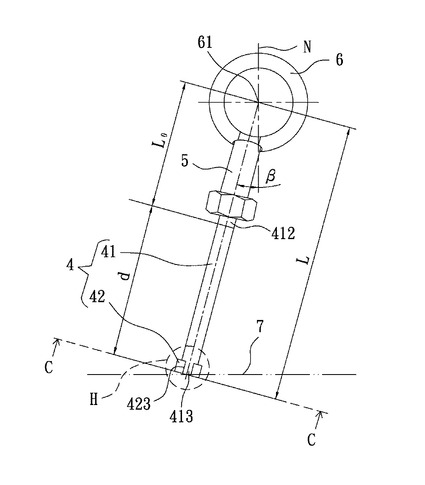
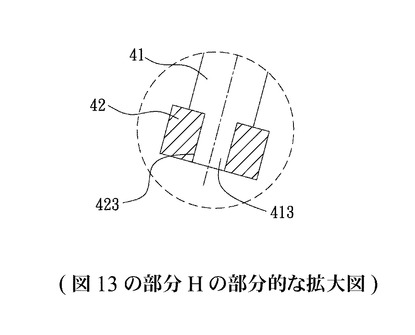
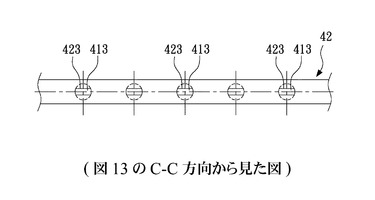
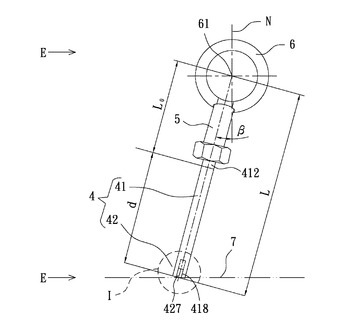
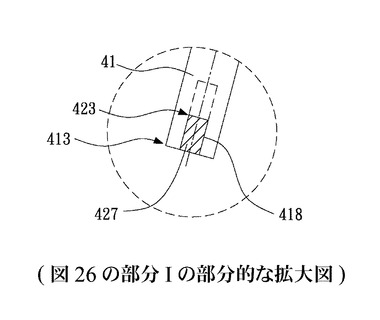
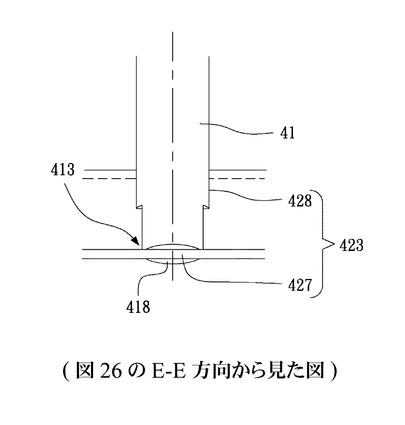
[0055]図26は、溶接中に、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することにより、ノズルの位置決めを実施する別の実施形態の概略図である;図27は、図26の部分Iの部分的な拡大図である;図28は、図26のE−E方向から見た図である。図26〜図28を参照すると、この実施形態と図9〜図12の実施形態との間の違いは、この実施形態では、第1の位置決め部分413がスロット418を有し、かつ第2の位置決め部分423がキー427とスロット428とを有することである。図9〜図12の実施形態の部分と同じ部分には同じ参照符号を付し、詳細には説明しない。
【0038】
[0056]アライメント棒42の第2の位置決め部分423のキー427は、アライメントチップ41の第1の位置決め部分413のスロット418に挿入され、アライメント棒42の第2の位置決め部分423のスロット428は、アライメントチップ41の外縁へと両側に(bilaterally)スリーブ状にはめられる。第2の位置決め部分423のキー427およびスロット428と、第1の位置決め部分413のスロット418およびアライメントチップ41の外縁との協働によって、ノズルピッチEにおける誤差、ノズルの平行性における誤差、ノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差、および組立てられたノズルの長さにおける誤差を同時に補正できる。
【0039】
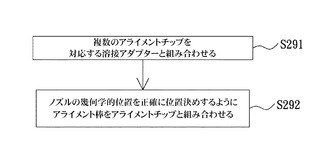
[0057]図29は、本発明による溶接型ノズルを精密に位置決めするための方法のフロー図である。この実施形態では、図9〜図12に示す第1の実施形態の溶接型ノズルの精密な位置決め用の補助装置4を説明する。ステップS291では、複数のアライメントチップ41が各溶接アダプター5と組み合わせられ、ここでは、各アライメントチップ41は、互いに対向する第1の端部411および第2の端部412を有し、各第1の端部411は、対応する溶接アダプター5から離れており、かつ第1の位置決め部分413を有し、および各第2の端部412は、対応する溶接アダプター5に取り付けられている。
【0040】
[0058]この実施形態では、アライメントチップ41の第2の端部412は、位置決めされるノズルのノズルチップと同じ外形寸法を有する。各アライメントチップ41の第2の端部412の第1の位置決め構造部417(図16に示すような位置決め平面、または図17に示すような位置決めキー)を、溶接アダプター5の内表面上の第2の位置決め構造部と協働するように、対応する溶接アダプター5に配置した後、アライメントチップ41は、ナット8を使用することにより、ロックされる。
【0041】
[0059]ステップS292では、アライメント棒42はアライメントチップ41と組み合わせられるので、アライメントチップ41の第1の位置決め部分413は、ノズルの幾何学的位置を位置決めするように、アライメント棒42の第2の位置決め部分423と位置合わせされる。
【0042】
[0060]アライメントチップ41の第1の位置決め部分413およびアライメント棒42の第2の位置決め部分423を使用することによる、ノズルの幾何学的位置を位置決めする態様に関しては(ノズルピッチEにおける誤差、ノズルの平行性における誤差、ノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差、および組立てられたノズルの長さにおける誤差を含む)、溶接中の、本発明の溶接型ノズルの精密な位置決め用の補助装置を使用することによるノズルの位置決めの第1の実施形態の説明を参照でき、再度の詳細な説明を省略する。
【0043】
[0061]本発明の溶接型ノズルを精密に位置決めするための方法および補助装置4を使用することにより、ノズルの溶接アダプター5と主管ヘッダー6の溶接プロセス中に、アライメントチップ41およびアライメント棒42を協働して適用できるので、ノズルの幾何学的位置、例えば、ノズルピッチEにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差を、正確に補正できる。加えて、補正位置は、加工片表面7上の噴霧パターンの衝撃を受ける領域に近いので、従来の方法によって生成される、広がり性誤差を低減できるかまたは回避でき、それにより、噴霧パターンの衝撃を受ける領域の幾何学的位置の精度を著しく高める。
【0044】
[0062]本発明のいくつかの実施形態を図示して説明したが、当業者によって様々な修正および改良をなすことができる。それゆえ、本発明の実施形態は、限定ではなく、例示として説明される。本発明は、説明したような特定の形態に限定されるものではなく、本発明の趣旨および範囲を維持する全ての修正が、添付の特許請求の範囲で規定される範囲内にあるものとする。
【符号の説明】
【0045】
4 補助装置
5、13、21 溶接アダプター
6、14 主管ヘッダー
7 加工片表面
8 ナット
9、15 ノズルチップ
11、41 アライメントチップ
12、22、23、43 アライメントプレート
42 アライメント棒
91、112、417 位置決め構造部
92、151 噴霧口
111 溝
141 中心線
152 長径中心線
411 第1の端部
412 第2の端部
413 第1の位置決め部分
414 円形シャフト
415、425 キースロット
416、426 端面
417 第1の位置決め構造部
418、428 スロット
423 第2の位置決め部分
424 円形孔
427 キー
【技術分野】
【0001】
発明の背景
1.発明の背景
[0001]本発明は、溶接中に要素を位置決めするための方法および補助装置に関し、より詳細には、溶接中に溶接型ノズルを精密に位置決めする方法および補助装置に関する。
【背景技術】
【0002】
2.関連技術の説明
[0002]異なるタイプのノズルが、扇形、円形、楕円形、四角形または矩形形状などの異なる形状の噴霧パターンをもたらすが、噴霧パターンの角度、形状およびサイズは、ノズルの幾何学的位置に依存する。複数のノズルが同じヘッダーに配置される場合、各ノズルを適切かつ正しい幾何学的位置に位置決めして、噴霧パターン間の干渉または悪影響を回避する必要がある。
【0003】
[0003]ノズルは、一般的に、ねじの嵌め合いまたは溶接によって主管ヘッダーに接続できる。ねじ込み式ノズルは比較的安価に製造できるが、ほとんどの場合、低作動圧力での応用のためのものである。さらに、隣接するノズル間に、ある程度のオフセット角が存在する場合、据え付けおよび位置決めプロセスは困難かつ時間のかかるものとなる。溶接型ノズルは比較的高価であるが、据え付け、取り外し、または交換に好都合でありかつ迅速に行うことができる。正しく位置決めされた溶接型ノズルは、ノズル交換後も常に同じ噴霧形状が保証され、かつ、高作動圧力での応用、例えば、熱間圧延鋼帯工場における一般的かつ重要な応用、例えば高圧デスケーリング、ロール冷却、および鋼帯の表面冷却および清浄において使用できる。
【0004】
[0004]図1〜図2は、溶接中に、アライメントチップおよびアライメントプレートを使用してノズルの位置決めを実施する従来技術の例を示す概略図である;図3は、従来のアライメントチップの概略図である。図1〜図3を参照すると、アライメントチップ11は、その外表面に溝111および位置決め構造部112を有する。位置決め構造部112は、(図3に示すように)位置決め平面としても、(図4に示すように)位置決めキーとしてもよい;位置決めキーはまた、(小型冷却ノズルに関しては)鳩尾状キー(dovetail key)としてもよいが、これに限定されず、アライメントチップ11は、ノズルチップと同じ外形寸法を有する。
【0005】
[0005]溝111と位置決め構造部112との間には特定の開先角度が存在し、アライメントチップ11の位置決め構造部112は、溶接アダプター13の内表面に配置された位置決め構造部(図示せず)と協働するので、アライメントチップ11の溝111を平行な位置に補正するためにアライメントプレート12を使用するときに、全ての溶接アダプター13の位置決め構造部も、それに応じて同じ特定角度に回転される。
【0006】
[0006]図1〜図5を参照すると、アライメントチップ11の外形寸法はノズルチップ15と同じであるため、溶接アダプター13と主管ヘッダー14が溶接され、かつノズルチップ15が装着された後、アライメントチップ11と主管ヘッダー14の長手方向の中心線141との間の距離は、ノズルチップが対応する溶接アダプター13と組み合わされた後の、組立てられたノズルの長さL0にほぼ等しく、組立てられたノズルの長さL0は、ノズルチップと主管ヘッダー14の長手方向の中心線141との間の距離であり、アライメントチップ11およびノズルチップ15は同じ外形寸法を有するので、従来の位置決め装置の補正距離Lは、組立てられたノズルの長さL0に相当し、およびノズルチップ15の噴霧口151の長径中心線152が、主管ヘッダー14の長手方向の中心線141と、必要とされるオフセット角γ(図5に示すように)を形成する。アライメントチップ11は、必要に応じて、異なるオフセット角設計に従って異なるオフセット角を補正し得る。
【0007】
[0007]図6は、従来技術における、溶接中に、アライメントプレートを使用することによるノズルの位置決めの別の概略図である;図7は、図6に示す主管ヘッダーの半径方向に沿って取った概略的な断面図である;図8は、アライメントプレートを取り外した後の図6の上面図である。図6〜図8を参照すると、従来の溶接位置決め方法において、2つの加工された位置決め平面211が、溶接アダプター21の外径に設計され、および溶接中、各溶接アダプター21の2つの位置決め平面211および第1のアライメントプレート22を使用することにより、各溶接アダプター21の2つの側面上の位置決め平面211を位置合わせでき、かつ全ての溶接アダプター21の上面が、第2のアライメントプレート23を使用することにより同じ水平位置に位置決めされる。溶接アダプター21の位置決め平面211は、溶接アダプター21内部のノズルチップ位置決めスロットの中心線と平行しているかまたはそれと一定の開先角度を形成しているので、溶接アダプター21および主管ヘッダー24が溶接された後には、必要とされるオフセット角での位置決めを達成できる。
【0008】
[0008]そのような従来の方法は、2つの位置決め平面211の機械加工厚さを考慮する必要があり、それゆえ、溶接アダプター21の壁の厚さが通常のものよりも厚くなるため、不都合である。それゆえ、そのような従来の方法は、一般的に、デスケーリングノズルの位置決めに使用され、小型冷却ノズルの位置決めに使用されることはほとんどない。
【0009】
[0009]上述の2つの従来の溶接ノズルの位置決め方法は、組立てられたノズルのオフセット角または長さについての位置決めを容易にするが、ノズルピッチにおける誤差、ノズルの平行性における誤差、またはノズル間のリード角(ノズルの中心線と加工片表面の法線との間の開先角度)における角度誤差に対する位置決め補正はできない。
【0010】
[0010]ノズル間のリード角における角度誤差を、以下、例示として説明する。予め定められたリード角が15±1°であると仮定すると、異なるノズルのリード角は、異なる方向に1°だけシフトでき、それに応じて、ノズル間のリード角における角度誤差は2°となり得る。
【0011】
[0011]従来のノズルの位置決め方法の位置決め精度は不十分であるため、かつノズルの製造公差および組立公差ならびに溶接後の溶接アダプターの変形ゆえに、溶接および組立後のノズルの幾何学的位置には誤差がある。幾何学的位置におけるそのような誤差は、ノズルの噴霧距離が延びるにつれて、広がって増幅し得る(噴霧距離が大きくなるほど、幾何学的位置における誤差が大きくなる)。従来のノズルの位置決め方法の補正位置は、ノズルチップの出口のすぐ近くに配置される。加工片表面上の噴霧パターンの衝撃を受ける領域における位置誤差は、噴霧距離が延びるにつれて、広がって増幅し得る;溶接および組立後に噴霧距離がノズルの長さの数倍になると、ノズルの出口における幾何学的誤差が、噴霧距離に従って数倍増幅されることがあり、これは、従来のノズルの位置決め方法の、避けられない最大の不都合な点である。
【発明の概要】
【発明が解決しようとする課題】
【0012】
[0012]それゆえ、溶接型ノズルを精密に位置決めするための、革新的かつ発明的な方法および補助装置を提供し、上述の問題を解決することが必要である。
【課題を解決するための手段】
【0013】
発明の概要
[0013]本発明は、溶接型ノズルを精密に位置決めするための方法および補助装置であって、方法が:(a)複数のアライメントチップを各溶接アダプターと組み合わせるステップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、対応する溶接アダプターに取り付けられているステップ;および(b)アライメント棒をアライメントチップと組み合わせることにより、アライメントチップの第1の位置決め部分が、ノズルの幾何学的位置を精密に位置決めするように、アライメント棒の複数の第2の位置決め部分と位置合わせされるステップであって、第2の位置決め部分の構造部がアライメントチップの第1の位置決め部分の構造部と協働し、および、アライメント棒がアライメントチップと組み合わせられた後、アライメント棒の端面と主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが対応する溶接アダプターと組み合わせられ後の、組立てられたノズルの長さよりも長くなり、組立てられたノズルの長さが、ノズルチップと主管ヘッダーの長手方向の中心線との間の距離である、ステップを含む、方法および補助装置を提供する。
【0014】
[0014]本発明の溶接型ノズルを精密に位置決めするための方法および補助装置を使用することによって、ノズルの溶接アダプターと主管ヘッダーの溶接プロセス中に、アライメントチップおよびアライメント棒を協働して適用できるので、ノズルの幾何学的位置における誤差、例えば、ノズルピッチにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面の法線との間の開先角度における角度誤差を、正確に補正できる。加えて、補正位置は、加工片表面上の噴霧パターンの衝撃を受ける領域に近いので、従来の方法によって生成される、広がり性誤差を低減できるかまたは回避でき、それにより、ノズルの噴霧パターンの幾何学的位置の精度を著しく高める。
【0015】
[0015]本発明の他の特徴および利点は、添付の図面を参照した以下の詳細な説明から、より明らかとなる。
【図面の簡単な説明】
【0016】
【図1】溶接中に、アライメントチップおよびアライメントプレートを使用することにより、ノズルの位置決めを実施する従来技術の例を示す概略図である。
【図2】溶接中に、アライメントチップおよびアライメントプレートを使用することにより、ノズルの位置決めを実施する従来技術の例を示す概略図である。
【図3】従来のアライメントチップの概略図である。
【図4】別の従来のアライメントチップの概略図である。
【図5】位置決め後の従来のノズルの概略図である。
【図6】従来技術における、溶接中にアライメントプレートを使用することによる、ノズルの位置決めの別の概略図である。
【図7】図6に示す主管ヘッダーの半径方向に沿って取った概略的な断面図である。
【図8】アライメントプレートを取り外した後の図6の上面図である。
【図9】本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することによる、ノズルの位置決めの第1の実施形態の概略図である。
【図10】図9の部分Gの部分的な拡大図である。
【図11】図9のA−A方向から見た図である。
【図12】図9のB−B方向から見た図である。
【図13】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
【図14】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
【図15】本発明による溶接型ノズルの精密な位置決め用の補助装置の第1および第2の位置決め部分がそれぞれキーおよびスロットである間の、ノズルの位置決めを実施する概略図である。
【図16】本発明によるアライメントチップの、ある位置決め構造部を示す概略図である。
【図17】本発明によるアライメントチップの、ある位置決め構造部を示す概略図である。
【図18】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図19】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図20】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図21】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図22】本発明によるノズルのオフセット角の、ある補正方法を示す概略図である。
【図23】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図24】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図25】本発明による溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することにより、溶接型ノズルの精密な位置決めを実施する概略図である。
【図26】溶接中の、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することにより、ノズルの位置決めを実施する別の実施形態の概略図である。
【図27】図26の部分Iの部分的な拡大図である。
【図28】図26のE−E方向から見た図である。
【図29】本発明による溶接型ノズルの精密な位置決め方法のフロー図である。
【発明を実施するための形態】
【0017】
発明の詳細な説明
[0035]図9は、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することによるノズルの位置決めの第1の実施形態の概略図である;図10は、図9の部分Gの部分的な拡大図である;図11は、図9のA−A方向から見た図である;図12は、図9のB−B方向から見た図である。図9〜図12を参照すると、本発明の溶接型ノズルの精密な位置決め用の補助装置4は、複数の溶接アダプター5と協働するために使用され、溶接アダプター5は、主管ヘッダー6に接続されかつ複数のノズルチップを収容するために使用され、ノズルピッチEは、位置決めされる隣接ノズル間に存在し、この実施形態では、ノズルピッチEは、隣接溶接アダプター5間のピッチである。
【0018】
[0036]溶接型ノズルの精密な位置決め用の補助装置4は、複数のアライメントチップ41と、アライメント棒42とを含む。各アライメントチップ41は、互いに対向する第1の端部411および第2の端部412を有し、各第1の端部411は、対応する溶接アダプター5から離れており、かつ第1の位置決め部分413を有し、および各第2の端部412は、対応する溶接アダプター5に取り付けられている。アライメントチップ41の第2の端部412は、ノズルチップと同じ外形寸法を有する。
【0019】
[0037]アライメント棒42は複数の第2の位置決め部分423を有し、第2の位置決め部分423の構造部は、アライメントチップ41の第1の位置決め部分413の構造部と協働する。第1の位置決め部分413および第2の位置決め部分423を、スロットとキーの組み合わせ、例えば、スロットとスロットとの組み合わせ、スロットとキーとの組み合わせ、またはキーとスロットとの組み合わせとしてもよい。例えば、第1の位置決め部分413は、(図9〜図12に示すように)キースロット415を有し、第2の位置決め部分423はキースロット425を有する;または第1の位置決め部分413はキーを有し、および第2の位置決め部分423はスロットを有する(図13〜図15に示すように)。
【0020】
[0038]この実施形態では、各第1の位置決め部分413は円形シャフト414およびキースロット415を有し、各第2の位置決め部分423は、円形孔424と、円形孔424の両側のキースロット425とを含み、各第2の位置決め部分423の円形孔424のはめ合公差は、好ましくは、対応するアライメントチップ41の円形シャフト414の外径と協働し(好ましくは、適切な間隙が存在する)、および各第2の位置決め部分423のキースロット425の少なくとも幅は、各第1の位置決め部分413のキースロット415の幅と協働する(例えば、幅が同じである)。
【0021】
[0039]ノズルピッチEと同一の位置決めピッチが、第2の位置決め部分423間に存在する。アライメント棒42はアライメントチップ41と組み合わせられるので、第1の位置決め部分413の円形シャフト414およびキースロット415は、第2の位置決め部分423の円形孔424およびキースロット425と位置合わせされる。
【0022】
[0040]各アライメントチップ41の第2の端部412の外形は、第1の位置決め構造部417を有し、第1の位置決め構造部417は、(図16に示すように)位置決め平面としても、(図17に示すように)位置決めキーとしてもよく、位置決めキーは、(小型冷却ノズルに関して)鳩尾状キーとしてもよいが、それに限定されるわけではなく、位置決めキーは、ノズルおよび溶接アダプターのいずれかの位置決め構造部とし得る。アライメントチップ41の第1の位置決め構造部417は、各溶接アダプター5の内表面上の第2の位置決め構造部(図示せず)と協働する。各アライメントチップ41の第2の端部412は、対応する溶接アダプター5に挿入されてから、ナット8を使用することにより、対応する溶接アダプター5にロックされて、アライメントチップ41が固定される。
【0023】
[0041]アライメントチップ41の第1の位置決め構造部417と各溶接アダプター5の第2の位置決め構造部との間の協働を、以下、例示として説明する。
【0024】
[0042]第1の位置決め構造部417は、第1の位置決め部分413のキースロット415の長径中心線418に平行しており、第1の位置決め部分413のキースロット415の長径中心線418が主管ヘッダー6の長手方向の中心線61と平行となるように(図18に示すように)、アライメント棒42を使用してアライメントチップ41を調整および位置決めするとき、各溶接アダプター5の第2の位置決め構造部もまた主管ヘッダー6の長手方向の中心線61と平行となる。使用されたノズルチップの位置決め構造部91と、ノズルチップ9の噴霧口92の長径中心線93との間に、設定したオフセット角γ(例えば、10°または15°)が存在する場合、ノズルチップ9が溶接アダプター5に組立てられた後のノズルは、オフセット角γを有する(図19に示すように)。
【0025】
[0043]第1の位置決め構造部417と第1の位置決め部分413のキースロット415の長径中心線418との間に開先角度が存在することがあるので、第1の位置決め部分413のキースロット415の長径中心線418が主管ヘッダー6の長手方向の中心線61と平行となるように、アライメント棒42を使用してアライメントチップ41を調整および位置決めするとき、各溶接アダプター5の第2の位置決め構造部と主管ヘッダー6の長手方向の中心線61との間に開先角度が存在すること(図20に示すように)を理解されたい。使用されたノズルチップ9の位置決め構造部91は、(図21に示すように)噴霧口92の長径中心線93と平行となってもよいし、(図22に示すように)それとプリセット角度を形成してもよく、および開先角度とプリセット角度との間の協働によって、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γを規定できる。
【0026】
[0044]例えば、第1の位置決め構造部417と第1の位置決め部分413のキースロット415の長径中心線418との間の開先角度は15°であり、かつ、第1の位置決め部分413のキースロット415の長径中心線418が、主管ヘッダー6の長手方向の中心線61と平行となるように調整された後、各溶接アダプター5の第2の位置決め構造部は同様に、主管ヘッダー6の長手方向の中心線61と15°の開先角度を形成する(逆時計回り)。ノズルチップ9の位置決め構造部91が噴霧口92の長径中心線93と平行となる場合、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γは15°である(図21に示すように);およびノズルチップ9の位置決め構造部91が噴霧口92の長径中心線93と30°のセット角度を形成する場合(逆時計回り)、ノズルチップ9が溶接アダプター5に組立てられた後のノズルのオフセット角γは−15°である(時計回り)(図22に示すように)。
【0027】
[0045]アライメント棒42がアライメントチップ41と組み合わせられた後、アライメント棒42の端面426と主管ヘッダー6の長手方向の中心線61との間の補正距離Lは、ノズルチップが対応する溶接アダプター5と組み合わせられた後の、組立てられたノズルの長さL0よりも長く、組立てられたノズルの長さL0は、ノズルチップと主管ヘッダー6の長手方向の中心線61との間の距離である。ノズルと加工片表面7との間の噴霧距離はdであり、およびL、L0およびdの間の関係は以下の通りである:
d≦200mmの場合、L0<L<L0+500mmであり;および
d>200mmの場合、L0<L<L0+3dである。
【0028】
[0046]本発明の溶接型ノズルを精密な位置決めする方法を、以下、例示として説明するが、本発明はそれに限定されない。まず、アライメント棒42を使用して2つのアライメントチップ41(例えば、最も左および最も右のアライメントチップ41)または3つのアライメントチップ41(例えば、最も左、最も右および中間のアライメントチップ41)を位置決めし、この実施形態では、まず、最も左および最も右のアライメントチップ41を位置決めしてから、第2の位置決め部分423の円形孔424が、対応するアライメントチップ41の第1の位置決め部分413の円形シャフト414をおおってスリーブ状にはめられ、その後、最も左および最も右のアライメントチップ41が調整されて、その第1の位置決め部分413のキースロット415が、対応する第2の位置決め部分423のキースロット425と位置合わせされ、同時に、アライメント棒42が調整されて、その端面426が、2つのアライメントチップ41の第1の端部411の端面416と平行となり、かつそれと位置合わせされる。
【0029】
[0047]次に、アライメント棒42および2つのアライメントチップ41を、横方向でのねじ固定によって2つのアライメントチップ41の側面において取り付けることができ(しかし、本発明はこの固定方法に限定されない)、その後、対応する第1の位置決め部分413および第2の位置決め部分423に従って、上述のように、他方のアライメントチップ41の幾何学的位置が調整され、かつ位置合わせされる。全てのアライメントチップ41が補正された後、溶接アダプター5と主管ヘッダー6が溶接によって接続される。本発明の溶接型ノズルを精密に位置決めする方法は、アライメントチップ41の一部またはアライメントチップ41の全てを一度に補正できることを理解されたい。
【0030】
[0048]本発明のアライメント棒42およびアライメントチップ41は、加工片表面7に近い位置で補正されるので、アライメントチップ41の第1の位置決め部分413とアライメント棒42の第2の位置決め部分423との間の間隙は、ちょうど、加工片表面7上の噴霧パターンの衝撃を受ける領域における位置誤差であり、噴霧距離が存在するために広げられ増幅され得る広がり性誤差がないため、ほとんど角度誤差が存在しない。例えば、本発明のアライメントチップ41の第1の位置決め部分413とアライメント棒42の第2の位置決め部分423との間の間隙、および組立後の最大位置誤差は1mmであり、従って、補正後の、隣接ノズル間の噴霧領域における最大位置誤差もまた約1mmである。
【0031】
[0049]対照的に、従来の溶接ノズルの位置決め方法では、補正位置がノズルチップの出口のすぐ近くに配置されかつ加工片表面から噴霧距離だけ離間しているため、位置および組立誤差に加えて角度誤差を考慮に入れる必要がある。噴霧パターンの衝撃を受ける領域における位置誤差は、噴霧距離が長くなるにつれて、広がって増幅する可能性があり、噴霧距離は、溶接および組立後、ノズルの長さの数倍とし得るので、ノズルの出口における位置誤差は、加工片表面上で数倍増幅し得る。例えば、アライメントチップとアライメントプレートとの間の間隙、および組立後の最大位置誤差は1mmであり、誤差は、噴霧距離が延びるにつれて、数倍増幅され得る。
【0032】
[0050]従来の溶接ノズルの位置決め方法と比較すると、本発明は、ノズル間のリード角における角度誤差を著しく低減させるだけでなく、噴霧パターンの衝撃を受ける領域における、広がり性位置誤差も著しく低減させることができる。
【0033】
[0051]加えて、第1の位置決め部分413のキースロット415と第2の位置決め部分423のキースロット425との協働によって(または、図13〜図15に示すようなキースロットとスロットとの協働によって)、ノズルのオフセット角を補正できる。アライメントチップ41の第1の端部411の端面416とアライメント棒42の端面426との協働によって、組立てられたノズルの長さにおける誤差を補正できる。それゆえ、ノズルの精密な位置決めを達成できる。
【0034】
[0052]図23〜図25は、本発明の溶接型ノズルの精密な位置決め用の補助装置のアライメント棒およびアライメントプレートを使用することによる、溶接型ノズルの精密な位置決めの概略図である。図23〜図25を参照すると、この実施形態と第1の実施形態との間の違いは、この実施形態では、溶接型ノズルの精密な位置決め用の補助装置がアライメントプレート43をさらに含み得ることである。第1の実施形態の部分と同じ部分には同じ参照符号を付し、再度の詳細な説明を省略する。
【0035】
[0053]まず、アライメント棒42の円形孔424は、2つのアライメントチップ41(または3つのアライメントチップ41)の第1の端部411の円形シャフト414をおおってスリーブ状にはめられ、および円形孔424と円形シャフト414が協働することによって、ノズルピッチEにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差が補正される。アライメント棒42の端面426は、2つのアライメントチップ41の第1の端部411の端面416と平行となり、それと位置合わせされ、それにより、組立てられたノズルの長さにおける誤差を補正する。
【0036】
[0054]次いで、アライメント棒42および少なくとも2つのアライメントチップ41が取り付けられ、その後、アライメントプレート43がアライメントチップ41の第1の端部411のキースロット415に配置されるので、アライメントチップ41の第1の端部411のキースロット415はアライメントプレート43に平行となり、それにより、ノズルのオフセット角を補正する。全てのアライメントチップ41が補正された後に、溶接アダプター5と主管ヘッダー6が溶接によって接続される。
【0037】
[0055]図26は、溶接中に、本発明による溶接型ノズルの精密な位置決め用の補助装置を使用することにより、ノズルの位置決めを実施する別の実施形態の概略図である;図27は、図26の部分Iの部分的な拡大図である;図28は、図26のE−E方向から見た図である。図26〜図28を参照すると、この実施形態と図9〜図12の実施形態との間の違いは、この実施形態では、第1の位置決め部分413がスロット418を有し、かつ第2の位置決め部分423がキー427とスロット428とを有することである。図9〜図12の実施形態の部分と同じ部分には同じ参照符号を付し、詳細には説明しない。
【0038】
[0056]アライメント棒42の第2の位置決め部分423のキー427は、アライメントチップ41の第1の位置決め部分413のスロット418に挿入され、アライメント棒42の第2の位置決め部分423のスロット428は、アライメントチップ41の外縁へと両側に(bilaterally)スリーブ状にはめられる。第2の位置決め部分423のキー427およびスロット428と、第1の位置決め部分413のスロット418およびアライメントチップ41の外縁との協働によって、ノズルピッチEにおける誤差、ノズルの平行性における誤差、ノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差、および組立てられたノズルの長さにおける誤差を同時に補正できる。
【0039】
[0057]図29は、本発明による溶接型ノズルを精密に位置決めするための方法のフロー図である。この実施形態では、図9〜図12に示す第1の実施形態の溶接型ノズルの精密な位置決め用の補助装置4を説明する。ステップS291では、複数のアライメントチップ41が各溶接アダプター5と組み合わせられ、ここでは、各アライメントチップ41は、互いに対向する第1の端部411および第2の端部412を有し、各第1の端部411は、対応する溶接アダプター5から離れており、かつ第1の位置決め部分413を有し、および各第2の端部412は、対応する溶接アダプター5に取り付けられている。
【0040】
[0058]この実施形態では、アライメントチップ41の第2の端部412は、位置決めされるノズルのノズルチップと同じ外形寸法を有する。各アライメントチップ41の第2の端部412の第1の位置決め構造部417(図16に示すような位置決め平面、または図17に示すような位置決めキー)を、溶接アダプター5の内表面上の第2の位置決め構造部と協働するように、対応する溶接アダプター5に配置した後、アライメントチップ41は、ナット8を使用することにより、ロックされる。
【0041】
[0059]ステップS292では、アライメント棒42はアライメントチップ41と組み合わせられるので、アライメントチップ41の第1の位置決め部分413は、ノズルの幾何学的位置を位置決めするように、アライメント棒42の第2の位置決め部分423と位置合わせされる。
【0042】
[0060]アライメントチップ41の第1の位置決め部分413およびアライメント棒42の第2の位置決め部分423を使用することによる、ノズルの幾何学的位置を位置決めする態様に関しては(ノズルピッチEにおける誤差、ノズルの平行性における誤差、ノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差、および組立てられたノズルの長さにおける誤差を含む)、溶接中の、本発明の溶接型ノズルの精密な位置決め用の補助装置を使用することによるノズルの位置決めの第1の実施形態の説明を参照でき、再度の詳細な説明を省略する。
【0043】
[0061]本発明の溶接型ノズルを精密に位置決めするための方法および補助装置4を使用することにより、ノズルの溶接アダプター5と主管ヘッダー6の溶接プロセス中に、アライメントチップ41およびアライメント棒42を協働して適用できるので、ノズルの幾何学的位置、例えば、ノズルピッチEにおける誤差、ノズルの平行性における誤差、およびノズルの中心線と加工片表面7の法線Nとの間の開先角度βにおける角度誤差を、正確に補正できる。加えて、補正位置は、加工片表面7上の噴霧パターンの衝撃を受ける領域に近いので、従来の方法によって生成される、広がり性誤差を低減できるかまたは回避でき、それにより、噴霧パターンの衝撃を受ける領域の幾何学的位置の精度を著しく高める。
【0044】
[0062]本発明のいくつかの実施形態を図示して説明したが、当業者によって様々な修正および改良をなすことができる。それゆえ、本発明の実施形態は、限定ではなく、例示として説明される。本発明は、説明したような特定の形態に限定されるものではなく、本発明の趣旨および範囲を維持する全ての修正が、添付の特許請求の範囲で規定される範囲内にあるものとする。
【符号の説明】
【0045】
4 補助装置
5、13、21 溶接アダプター
6、14 主管ヘッダー
7 加工片表面
8 ナット
9、15 ノズルチップ
11、41 アライメントチップ
12、22、23、43 アライメントプレート
42 アライメント棒
91、112、417 位置決め構造部
92、151 噴霧口
111 溝
141 中心線
152 長径中心線
411 第1の端部
412 第2の端部
413 第1の位置決め部分
414 円形シャフト
415、425 キースロット
416、426 端面
417 第1の位置決め構造部
418、428 スロット
423 第2の位置決め部分
424 円形孔
427 キー
【特許請求の範囲】
【請求項1】
複数の溶接アダプターと協働するための、溶接型ノズルの精密な位置決め用の補助装置であって、前記溶接アダプターが、主管ヘッダーに接続されかつ複数のノズルチップを収容するために使用され、前記補助装置が:
複数のアライメントチップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、前記対応する溶接アダプターに取り付けられている、複数のアライメントチップ;および
複数の第2の位置決め部分を有するアライメント棒であって、前記第2の位置決め部分の構造部が、前記アライメントチップの前記第1の位置決め部分の構造部と協働し、前記アライメント棒が前記アライメントチップと組み合わせられることにより、前記アライメントチップの前記第1の位置決め部分が、前記ノズルを精密に位置決めするように、前記アライメント棒の前記第2の位置決め部分と位置合わせされ、および、前記アライメント棒が前記アライメントチップと組み合わせられた後、前記アライメント棒の端面と前記主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが前記対応する溶接アダプターと組立てられた後の、組立てられたノズルの長さよりも長くなり、前記組立てられたノズルの長さは、前記ノズルチップと前記主管ヘッダーの長手方向の中心線との間の距離である、アライメント棒
を含む、補助装置。
【請求項2】
前記補正距離はLであり、前記組立てられたノズルの長さはL0であり、前記ノズルと加工片表面との間の噴霧距離はdであり、およびL、L0およびdの間の関係は以下の通りである:
d≦200mmのとき、L0<L<L0+500mmであり;および
d>200mmのとき、L0<L<L0+3dである、
請求項1に記載の補助装置。
【請求項3】
前記アライメントチップの前記第2の端部が、前記ノズルチップと同じ外形寸法を有する、請求項1に記載の補助装置。
【請求項4】
前記アライメントチップの前記第1の位置決め部分および前記アライメント棒の前記第2の位置決め部分が、スロットとキーとの組み合わせである、請求項1に記載の補助装置。
【請求項5】
前記第2の位置決め部分間に存在する位置決めピッチをさらに含み、前記位置決めピッチが、前記対応する隣接するノズル間のノズルピッチである、請求項1に記載の補助装置。
【請求項6】
主管ヘッダーに配置された複数のノズルを精密に位置決めするための、溶接型ノズルの精密な位置決め方法であって、各ノズルが溶接アダプターおよびノズルチップを有し、前記方法が:
(a)複数のアライメントチップを各溶接アダプターと組み合わせるステップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、前記対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、前記対応する溶接アダプターに取り付けられているステップ;および
(b)アライメント棒を前記アライメントチップと組み合わせることにより、前記アライメントチップの前記第1の位置決め部分が、前記ノズルの幾何学的位置を精密に位置決めするように、前記アライメント棒の複数の第2の位置決め部分と位置合わせされるステップであって、前記第2の位置決め部分の構造部が、前記アライメントチップの前記第1の位置決め部分の構造部と協働し、および、前記アライメント棒が前記アライメントチップと組み合わせられた後、前記アライメント棒の端面と前記主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが前記対応する溶接アダプターと組み合わせられ後の、組立てられたノズルの長さよりも長くなり、前記組立てられたノズルの長さが、前記ノズルチップと前記主管ヘッダーの長手方向の中心線との間の距離である、ステップ
を含む方法。
【請求項7】
ステップ(a)において、前記アライメントチップの前記第2の端部が前記ノズルチップと同じ外形寸法を有する、請求項6に記載の方法。
【請求項8】
ステップ(b)において、前記補正距離はLであり、前記組立てられたノズルの長さはL0であり、前記ノズルと加工片表面との間の噴霧距離はdであり、およびL、L0およびdとの間の関係は以下の通りである:
d≦200mmのとき、L0<L<L0+500mmであり;および
d>200mmのとき、L0<L<L0+3dである、
請求項6に記載の方法。
【請求項9】
前記アライメントチップの前記第1の位置決め部分および前記アライメント棒の前記第2の位置決め部分が、スロットとキーとの組み合わせである、請求項6に記載の方法。
【請求項1】
複数の溶接アダプターと協働するための、溶接型ノズルの精密な位置決め用の補助装置であって、前記溶接アダプターが、主管ヘッダーに接続されかつ複数のノズルチップを収容するために使用され、前記補助装置が:
複数のアライメントチップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、前記対応する溶接アダプターに取り付けられている、複数のアライメントチップ;および
複数の第2の位置決め部分を有するアライメント棒であって、前記第2の位置決め部分の構造部が、前記アライメントチップの前記第1の位置決め部分の構造部と協働し、前記アライメント棒が前記アライメントチップと組み合わせられることにより、前記アライメントチップの前記第1の位置決め部分が、前記ノズルを精密に位置決めするように、前記アライメント棒の前記第2の位置決め部分と位置合わせされ、および、前記アライメント棒が前記アライメントチップと組み合わせられた後、前記アライメント棒の端面と前記主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが前記対応する溶接アダプターと組立てられた後の、組立てられたノズルの長さよりも長くなり、前記組立てられたノズルの長さは、前記ノズルチップと前記主管ヘッダーの長手方向の中心線との間の距離である、アライメント棒
を含む、補助装置。
【請求項2】
前記補正距離はLであり、前記組立てられたノズルの長さはL0であり、前記ノズルと加工片表面との間の噴霧距離はdであり、およびL、L0およびdの間の関係は以下の通りである:
d≦200mmのとき、L0<L<L0+500mmであり;および
d>200mmのとき、L0<L<L0+3dである、
請求項1に記載の補助装置。
【請求項3】
前記アライメントチップの前記第2の端部が、前記ノズルチップと同じ外形寸法を有する、請求項1に記載の補助装置。
【請求項4】
前記アライメントチップの前記第1の位置決め部分および前記アライメント棒の前記第2の位置決め部分が、スロットとキーとの組み合わせである、請求項1に記載の補助装置。
【請求項5】
前記第2の位置決め部分間に存在する位置決めピッチをさらに含み、前記位置決めピッチが、前記対応する隣接するノズル間のノズルピッチである、請求項1に記載の補助装置。
【請求項6】
主管ヘッダーに配置された複数のノズルを精密に位置決めするための、溶接型ノズルの精密な位置決め方法であって、各ノズルが溶接アダプターおよびノズルチップを有し、前記方法が:
(a)複数のアライメントチップを各溶接アダプターと組み合わせるステップであって、各アライメントチップが、互いに対向する第1の端部および第2の端部を有し、各第1の端部が、前記対応する溶接アダプターから離れており、かつ第1の位置決め部分を有し、および各第2の端部が、前記対応する溶接アダプターに取り付けられているステップ;および
(b)アライメント棒を前記アライメントチップと組み合わせることにより、前記アライメントチップの前記第1の位置決め部分が、前記ノズルの幾何学的位置を精密に位置決めするように、前記アライメント棒の複数の第2の位置決め部分と位置合わせされるステップであって、前記第2の位置決め部分の構造部が、前記アライメントチップの前記第1の位置決め部分の構造部と協働し、および、前記アライメント棒が前記アライメントチップと組み合わせられた後、前記アライメント棒の端面と前記主管ヘッダーの長手方向の中心線との間の補正距離が、ノズルチップが前記対応する溶接アダプターと組み合わせられ後の、組立てられたノズルの長さよりも長くなり、前記組立てられたノズルの長さが、前記ノズルチップと前記主管ヘッダーの長手方向の中心線との間の距離である、ステップ
を含む方法。
【請求項7】
ステップ(a)において、前記アライメントチップの前記第2の端部が前記ノズルチップと同じ外形寸法を有する、請求項6に記載の方法。
【請求項8】
ステップ(b)において、前記補正距離はLであり、前記組立てられたノズルの長さはL0であり、前記ノズルと加工片表面との間の噴霧距離はdであり、およびL、L0およびdとの間の関係は以下の通りである:
d≦200mmのとき、L0<L<L0+500mmであり;および
d>200mmのとき、L0<L<L0+3dである、
請求項6に記載の方法。
【請求項9】
前記アライメントチップの前記第1の位置決め部分および前記アライメント棒の前記第2の位置決め部分が、スロットとキーとの組み合わせである、請求項6に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【公開番号】特開2012−232295(P2012−232295A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−98120(P2012−98120)
【出願日】平成24年4月23日(2012.4.23)
【出願人】(507162256)チャイナ スティール コーポレーション (9)
【氏名又は名称原語表記】CHINA STEEL CORPORATION
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2012−98120(P2012−98120)
【出願日】平成24年4月23日(2012.4.23)
【出願人】(507162256)チャイナ スティール コーポレーション (9)
【氏名又は名称原語表記】CHINA STEEL CORPORATION
【Fターム(参考)】
[ Back to top ]