
溶接後処理装置
【課題】溶接後において、作業者に多大な負担を強いることなく、確実にスラグやスパッタを除去することができる溶接後処理装置を提供する。
【解決手段】溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部12と、基部12に着脱可能に装着されて、サブ材Wの隅部Waに形成されるスラグを除去する円筒形ブラシ24と、隅肉部Wbに形成されるスラグを除去するホイールブラシ35と、平面部Wcに形成されるスパッタを除去するロールブラシ44と、溶接の段階における溶接トーチの移動軌跡に沿ってブラシを移動させるべく基部12の動作を制御する制御部13を備えている。各ブラシ24,35,44は、サブ材Wの部位に応じて制御部13により選択されて基部12に装着される。
【解決手段】溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部12と、基部12に着脱可能に装着されて、サブ材Wの隅部Waに形成されるスラグを除去する円筒形ブラシ24と、隅肉部Wbに形成されるスラグを除去するホイールブラシ35と、平面部Wcに形成されるスパッタを除去するロールブラシ44と、溶接の段階における溶接トーチの移動軌跡に沿ってブラシを移動させるべく基部12の動作を制御する制御部13を備えている。各ブラシ24,35,44は、サブ材Wの部位に応じて制御部13により選択されて基部12に装着される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、造船の生産ラインにおいて、溶接で生じたスラグやスパッタをワークから除去するのに好適な溶接後処理装置に関するものである。
【背景技術】
【0002】
従来、上記したような溶接後処理装置としては、例えば、特許文献1に開示されたものがある。
この溶接後処理装置では、軸心回りに回転させた円筒状のワークに対して、スラグスパッタ除去手段を接触させて、ワークの円周方向に形成されたスラグやスパッタを順次除去するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平04-30909号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記した従来の溶接後処理装置にあっては、円筒状のワークの円周方向に形成されたスラグやスパッタの除去を行うことはできるものの、例えば、造船の生産ラインにおいて、複数枚の平板を組み合わせて接合した際に隅部に生じるスラグを除去することはできず、結局溶接作業者が、ハンマで叩いたり、ブラシで擦ったり、ハンドグラインダで削ったりすることで、スラグを除去するようにしている。
【0005】
このような隅部に生じたスラグの除去作業は、狭隘な場所でしかも粉塵の舞う環境下で行うことになるので、作業者にとって負担のかかる作業となっており、この問題を解決することが従来の課題となっていた。
本発明は、上記した従来の課題に着目してなされたもので、溶接後において、作業者に多大な負担を強いることなく、確実にスラグやスパッタを除去することができる溶接後処理装置を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明の請求項1に係る発明は、溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部と、この基部に着脱可能に装着されて、少なくともワークの隅部に形成されるスラグを除去する隅部スラグ除去ブラシと、溶接の段階における溶接トーチの移動軌跡に沿って前記隅部スラグ除去ブラシを移動させるべく前記基部の動作を制御する制御部を備えている構成としたことを特徴としており、この溶接後処理装置の構成を前述した従来の課題を解決するための手段としている。
【0007】
また、本発明の請求項2に係る溶接後処理装置は、前記ワークの隅肉部に形成されるスラグを除去する隅肉部スラグ除去ブラシと、前記ワークの平面部ないし平面に近い曲面部に形成されるスパッタを除去する平面部スパッタ除去ブラシを備え、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシは、前記ワークの部位に応じて前記制御部により選択されて前記基部に装着される構成とすることができる。
【0008】
さらに、本発明の請求項3に係る溶接後処理装置として、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシを前記ワークに一定の力で押し付ける流体圧シリンダや圧縮バネを具備した押圧機構を備えている構成としている。
本発明に係る溶接後処理装置において、基部を水平方向及び鉛直方向に移動させると共に鉛直軸回りに回動させる手段としては、例えば、門型台車やハンドを有する6軸多関節ロボットを採用することができるほか、門型台車及び6軸多関節ロボットを組み合わせた機構を採用することができ、このように門型台車及び6軸多関節ロボットを組み合わせる場合には、1台の門型台車に6軸多関節ロボットを複数組配置することも可能である。
【0009】
ここで、基部や6軸多関節ロボットを門型台車の横枠及び縦枠に沿って移動させる機構としては、とくに限定はしないが、構造が簡易な駆動機構、例えば、モータ出力をラック&ピニオン方式で基部や6軸多関節ロボットに伝達するようにした機構を採用することが望ましい。
また、本発明に係る溶接後処理装置において、隅部スラグ除去ブラシには、筒型の回転ブラシを用いることができ、隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシには、ホイールブラシ及びロールブラシをそれぞれ用いることができる。これらの除去ブラシには、金属製のブラシを採用することが望ましいが、これに限定されない。金属製のブラシを採用した場合には、本発明の溶接後処理装置を動作させる前に、回転ハンマのような打撃力のある工具でスラグを予め割っておくと、硬いスラグの除去に極めて有効である。
【0010】
なお、上記除去ブラシには、硬いディスクタイプのものや、柔らかいバフタイプのものも含むこととし、必要に応じて使用可能である。
本発明の溶接後処理装置では、例えば、造船の生産ラインにおいて、複数枚の平板を組み合わせて成るサブ材(ワーク)の隅部や隅肉部に形成されたスラグや、これらの周辺部位に付着したスパッタを除去する場合、制御部の制御によって基部が動作することで、溶接トーチの移動軌跡に沿って隅部スラグ除去ブラシが移動するので、サブ材の隅部に形成されたスラグに加えて、隅肉部に形成されたスラグも除去されることとなる。
【0011】
この際、隅部スラグ除去ブラシが隅肉部を含む平面内で移動するようになせば、スパッタも除去し得ることとなる。
したがって、狭隘な場所でしかも粉塵の舞う環境下において、スラグやスパッタをサブ材から除去するに際して、従来必要としていたハンマで叩くといった手作業を行わなくて済むので、作業者にかかる負担が軽減されることとなる。
【0012】
また、スラグをサブ材から除去するにあたって、隅部スラグ除去ブラシを溶接トーチの移動軌跡に沿って移動させるので、スラグ除去のし忘れといった事態が生じることが回避されることとなる。
さらに、隅部スラグ除去ブラシに加えて、隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシを備えた構成とすると、サブ材の部位に応じた除去ブラシの選択が制御部によりなされて、隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシのうちの最適な除去ブラシが基部に装着されるので、サブ材に形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去し得ることとなる。
【0013】
さらにまた、隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシをサブ材に一定の力で押し付ける押圧機構を備えた構成とすると、サブ材の凹凸を有する部位においても、スラグ及びスパッタの除去が確実に成されることとなる。
【発明の効果】
【0014】
本発明の請求項1に係る溶接後処理装置では、上記した構成としているので、溶接後において、作業者に多大な負担を強いることなく、ワークからスラグやスパッタを除去することが可能であり、加えて、スラグ除去のし忘れといった事態が生じるのを阻止することもできるという非常に優れた効果がもたらされる。
また、本発明の請求項2に係る溶接後処理装置では、上記した構成としたため、ワークに形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去することが可能であるという非常に優れた効果がもたらされる。
【0015】
さらに、本発明の請求項3に係る溶接後処理装置では、上記した構成としたから、ワークの凹凸がある部位のスラグ及びスパッタの除去をも確実に行うことができ、その結果、均一な仕上がり状態を得ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0016】
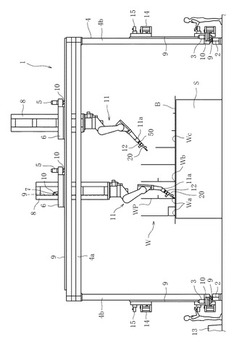
【図1】本発明に係る溶接後処理装置の一実施形態を示す正面説明図である。
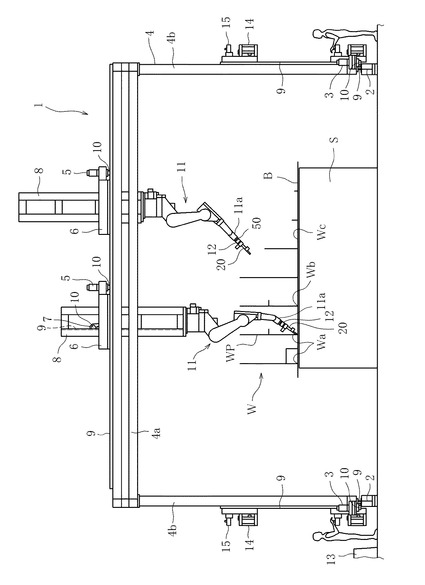
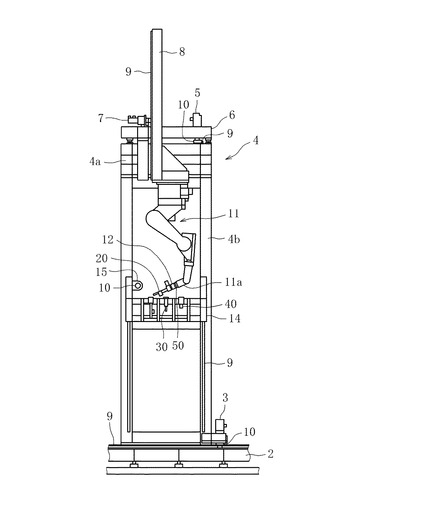
【図2】図1に示した溶接後処理装置の側面説明図である。
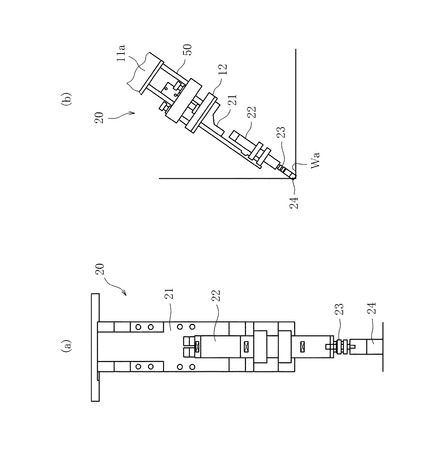
【図3】図1における溶接後処理装置の隅部スラグ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図4】図1における溶接後処理装置の隅肉部スラグ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図5】図1における溶接後処理装置の平面部スパッタ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図6】図1における溶接後処理装置の押圧機構を示す正面説明図(a),平面図(b)及び部分破断側面説明図(c)である。
【発明を実施するための形態】
【0017】
以下、本発明に係る溶接後処理装置を図面に基づいて説明する。
図1〜図6は、本発明に係る溶接後処理装置の一実施例を示しており、この実施例では、本発明に係る溶接後処理装置を造船の生産ラインにおけるサブ材製作工程に用いた場合を例に挙げて説明する。
図1及び図2に示すように、この溶接後処理装置は、門型クレーン1及び2台の6軸多関節ロボット11を構成要素として使用している。
【0018】
この門型クレーン1は、一対のレール2,2と、これらのレール2,2上をモータ3の出力によって走行する門型台車4を備えており、門型台車4は、サブ材(ワーク)Wを構成するベースプレートBPが搬入されるワーク載置部Sを跨って走行する。この門型台車4の横枠4aには、モータ5の出力によって横枠4a上を往復移動するスライダ6と、このスライダ6に対してモータ7の出力により昇降するポスト8が配置してある。門型台車4,スライダ6及びポスト8は、いずれもラック9とピニオン10の組み合わせにより動作するものとなっており、6軸多関節ロボット11は、ポスト8の下端部に取り付けられている。
【0019】
また、この溶接後処理装置は、上記6軸多関節ロボット11のハンド11aに把持されることで、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部12と、この基部12に着脱可能に装着されて、サブ材Wの隅部Waに形成されるスラグを除去する隅部ユニット20と、6軸多関節ロボット11の動作を制御する制御部13を備えており、この制御部13は、ベースプレートBPにウエブ材WPを接合する段階における溶接トーチ(図示せず)の移動軌跡に沿って隅部ユニット20を移動させるように6軸多関節ロボット11の動作を制御する。
【0020】
この実施例における溶接後処理装置は、隅部ユニット20に加えて、隅肉部Wbに形成されるスラグを除去する隅肉部ユニット30と、平面部Wcないし平面に近い曲面部に形成されるスパッタを除去する平面部ユニット40を備えており、これらのユニット20,30,40は、門型台車4の縦枠4bに配置されたブラシ収納部14に収納され、必要に応じて(サブ材Wの部位に応じて)制御部13により選択されて6軸多関節ロボット11側の基部12に装着される。なお、ブラシ収納部14も、モータ15の出力によって上記と同じくラック9とピニオン10の組み合わせにより昇降する。
【0021】
隅部ユニット20は、図3に示すように、フレーム21と、このフレーム21に固定されたモータ22と、このモータ22の出力軸にチャック23を介して交換可能に装着された円筒形ブラシ(隅部スラグ除去ブラシ)24を具備している。
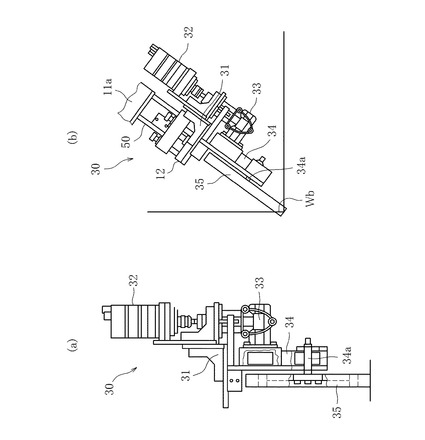
隅肉部ユニット30は、図4に示すように、フレーム31と、このフレーム31に固定されたモータ32と、同じくフレーム31に配置されたギアボックス33と、このギアボックス33で減速されたモータ出力の伝達機構34と、この伝達機構34の最終出力軸34aに装着されたホイールブラシ(隅肉部スラグ除去ブラシ)35を具備している。
【0022】
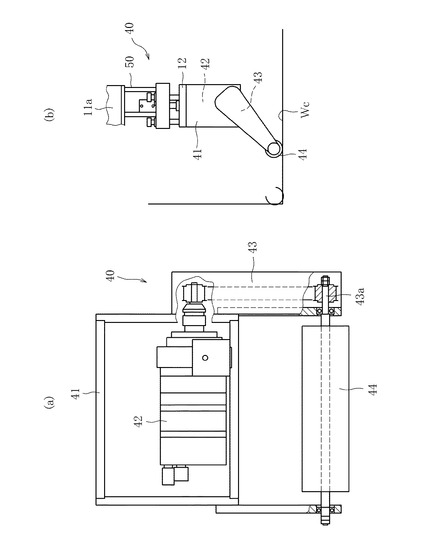
平面部ユニット40は、図5に示すように、フレーム41と、このフレーム41に固定されたモータ42と、このモータ42の出力の伝達機構43と、この伝達機構43の最終出力軸43aに装着されたロールブラシ(平面部スパッタ除去ブラシ)44を具備している。
この場合、上記ユニット20,30,40を装着する基部12には、図6に示すように、押圧機構50が設けてある。
【0023】
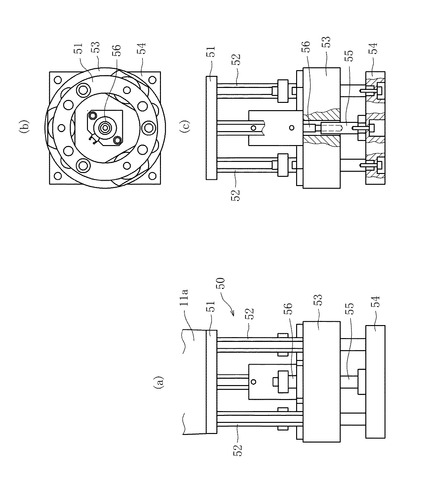
この押圧機構50は、6軸多関節ロボット11のハンド11aに把持されるハンド側プレート51と、このハンド側プレート51に3本の支柱52を介して固定されたガイドブロック53と、このガイドブロック53に対して接近離間可能に配置されて、ユニット20,30,40の各フレーム21,31,41を図示しないチャックを介して保持解放するブラシ側プレート54と、ガイドブロック53の中心に配置されて、ブラシ側プレート54にシャフト55を介して空気圧を付与する空気シリンダ56を備えており、制御部13により空気シリンダ56の空気圧を制御することで、ユニット20,30,40の各ブラシ24,35,44をサブ材Wに一定の力で押し付けることができるようになっている。
【0024】
なお、上記ユニット20,30,40には、隅部Waや隅肉部Wbや平面部Wcまでの距離を検出する図示しない距離センサがそれぞれ配置してある。
上記した本実施例に係る溶接後処理装置では、サブ材Wの隅部Waや隅肉部Wbに形成されたスラグや、これらの周辺の平面部Wcに付着したスパッタを除去する場合、制御部13の制御によって6軸多関節ロボット11のハンド11aが動作する(あるいは、門型台車4,スライダ6及びポスト8が動作する)ことで、溶接トーチの移動軌跡に沿って隅部ユニット20が移動するので、サブ材Wの隅部Waに形成されたスラグに加えて、隅肉部Wbに形成されたスラグも除去されることとなる。
【0025】
この際、隅部ユニット20が隅肉部Wbを含む平面部Wc内で移動するようになせば、スパッタも除去し得ることとなる。
したがって、狭隘な場所でしかも粉塵の舞う環境下において、スラグやスパッタをサブ材Wから除去するに際して、従来必要としていたハンマで叩くといった手作業を行わなくて済むので、作業者にかかる負担が軽減されることとなり、加えて、スラグをサブ材Wから除去するにあたって、円筒形ブラシ24を溶接トーチの移動軌跡に沿って移動させるので、スラグの取り忘れといった事態が生じることが回避されることとなる。
【0026】
また、上記した本実施例に係る溶接後処理装置では、隅部ユニット20に加えて、隅肉部ユニット30及び平面部ユニット40を備えているので、サブ材Wの隅部Waや隅肉部Wbや平面部Wcに応じた除去ブラシ24,35,44の選択が制御部13によりなされて、除去ブラシ24,35,44のうちの最適な除去ブラシが基部12に装着されることとなり、その結果、サブ材Wに形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去し得ることとなる。
【0027】
さらに、上記した本実施例に係る溶接後処理装置では、隅部ユニット20,隅肉部ユニット30及び平面部ユニット40をサブ材Wに一定の力で押し付ける押圧機構50を備えているので、サブ材Wの凹凸を有する部位においても、スラグ及びスパッタの除去が確実に成されることとなる。
本発明に係る溶接後処理装置の構成は、上記した実施例による溶接後処理装置の構成に限定されるものではない。
【符号の説明】
【0028】
1 門型クレーン
11 6軸多関節ロボット
12 基部
13 制御部
24 円筒形ブラシ(隅部スラグ除去ブラシ)
35 ホイールブラシ(隅肉部スラグ除去ブラシ)
44 ロールブラシ(平面部スパッタ除去ブラシ)
50 押圧機構
W サブ材(ワーク)
Wa 隅部
Wb 隅肉部
Wc 平面部
【技術分野】
【0001】
本発明は、例えば、造船の生産ラインにおいて、溶接で生じたスラグやスパッタをワークから除去するのに好適な溶接後処理装置に関するものである。
【背景技術】
【0002】
従来、上記したような溶接後処理装置としては、例えば、特許文献1に開示されたものがある。
この溶接後処理装置では、軸心回りに回転させた円筒状のワークに対して、スラグスパッタ除去手段を接触させて、ワークの円周方向に形成されたスラグやスパッタを順次除去するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平04-30909号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記した従来の溶接後処理装置にあっては、円筒状のワークの円周方向に形成されたスラグやスパッタの除去を行うことはできるものの、例えば、造船の生産ラインにおいて、複数枚の平板を組み合わせて接合した際に隅部に生じるスラグを除去することはできず、結局溶接作業者が、ハンマで叩いたり、ブラシで擦ったり、ハンドグラインダで削ったりすることで、スラグを除去するようにしている。
【0005】
このような隅部に生じたスラグの除去作業は、狭隘な場所でしかも粉塵の舞う環境下で行うことになるので、作業者にとって負担のかかる作業となっており、この問題を解決することが従来の課題となっていた。
本発明は、上記した従来の課題に着目してなされたもので、溶接後において、作業者に多大な負担を強いることなく、確実にスラグやスパッタを除去することができる溶接後処理装置を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明の請求項1に係る発明は、溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部と、この基部に着脱可能に装着されて、少なくともワークの隅部に形成されるスラグを除去する隅部スラグ除去ブラシと、溶接の段階における溶接トーチの移動軌跡に沿って前記隅部スラグ除去ブラシを移動させるべく前記基部の動作を制御する制御部を備えている構成としたことを特徴としており、この溶接後処理装置の構成を前述した従来の課題を解決するための手段としている。
【0007】
また、本発明の請求項2に係る溶接後処理装置は、前記ワークの隅肉部に形成されるスラグを除去する隅肉部スラグ除去ブラシと、前記ワークの平面部ないし平面に近い曲面部に形成されるスパッタを除去する平面部スパッタ除去ブラシを備え、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシは、前記ワークの部位に応じて前記制御部により選択されて前記基部に装着される構成とすることができる。
【0008】
さらに、本発明の請求項3に係る溶接後処理装置として、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシを前記ワークに一定の力で押し付ける流体圧シリンダや圧縮バネを具備した押圧機構を備えている構成としている。
本発明に係る溶接後処理装置において、基部を水平方向及び鉛直方向に移動させると共に鉛直軸回りに回動させる手段としては、例えば、門型台車やハンドを有する6軸多関節ロボットを採用することができるほか、門型台車及び6軸多関節ロボットを組み合わせた機構を採用することができ、このように門型台車及び6軸多関節ロボットを組み合わせる場合には、1台の門型台車に6軸多関節ロボットを複数組配置することも可能である。
【0009】
ここで、基部や6軸多関節ロボットを門型台車の横枠及び縦枠に沿って移動させる機構としては、とくに限定はしないが、構造が簡易な駆動機構、例えば、モータ出力をラック&ピニオン方式で基部や6軸多関節ロボットに伝達するようにした機構を採用することが望ましい。
また、本発明に係る溶接後処理装置において、隅部スラグ除去ブラシには、筒型の回転ブラシを用いることができ、隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシには、ホイールブラシ及びロールブラシをそれぞれ用いることができる。これらの除去ブラシには、金属製のブラシを採用することが望ましいが、これに限定されない。金属製のブラシを採用した場合には、本発明の溶接後処理装置を動作させる前に、回転ハンマのような打撃力のある工具でスラグを予め割っておくと、硬いスラグの除去に極めて有効である。
【0010】
なお、上記除去ブラシには、硬いディスクタイプのものや、柔らかいバフタイプのものも含むこととし、必要に応じて使用可能である。
本発明の溶接後処理装置では、例えば、造船の生産ラインにおいて、複数枚の平板を組み合わせて成るサブ材(ワーク)の隅部や隅肉部に形成されたスラグや、これらの周辺部位に付着したスパッタを除去する場合、制御部の制御によって基部が動作することで、溶接トーチの移動軌跡に沿って隅部スラグ除去ブラシが移動するので、サブ材の隅部に形成されたスラグに加えて、隅肉部に形成されたスラグも除去されることとなる。
【0011】
この際、隅部スラグ除去ブラシが隅肉部を含む平面内で移動するようになせば、スパッタも除去し得ることとなる。
したがって、狭隘な場所でしかも粉塵の舞う環境下において、スラグやスパッタをサブ材から除去するに際して、従来必要としていたハンマで叩くといった手作業を行わなくて済むので、作業者にかかる負担が軽減されることとなる。
【0012】
また、スラグをサブ材から除去するにあたって、隅部スラグ除去ブラシを溶接トーチの移動軌跡に沿って移動させるので、スラグ除去のし忘れといった事態が生じることが回避されることとなる。
さらに、隅部スラグ除去ブラシに加えて、隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシを備えた構成とすると、サブ材の部位に応じた除去ブラシの選択が制御部によりなされて、隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシのうちの最適な除去ブラシが基部に装着されるので、サブ材に形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去し得ることとなる。
【0013】
さらにまた、隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシをサブ材に一定の力で押し付ける押圧機構を備えた構成とすると、サブ材の凹凸を有する部位においても、スラグ及びスパッタの除去が確実に成されることとなる。
【発明の効果】
【0014】
本発明の請求項1に係る溶接後処理装置では、上記した構成としているので、溶接後において、作業者に多大な負担を強いることなく、ワークからスラグやスパッタを除去することが可能であり、加えて、スラグ除去のし忘れといった事態が生じるのを阻止することもできるという非常に優れた効果がもたらされる。
また、本発明の請求項2に係る溶接後処理装置では、上記した構成としたため、ワークに形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去することが可能であるという非常に優れた効果がもたらされる。
【0015】
さらに、本発明の請求項3に係る溶接後処理装置では、上記した構成としたから、ワークの凹凸がある部位のスラグ及びスパッタの除去をも確実に行うことができ、その結果、均一な仕上がり状態を得ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る溶接後処理装置の一実施形態を示す正面説明図である。
【図2】図1に示した溶接後処理装置の側面説明図である。
【図3】図1における溶接後処理装置の隅部スラグ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図4】図1における溶接後処理装置の隅肉部スラグ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図5】図1における溶接後処理装置の平面部スパッタ除去ブラシの正面説明図(a)及び使用状態説明図(b)である。
【図6】図1における溶接後処理装置の押圧機構を示す正面説明図(a),平面図(b)及び部分破断側面説明図(c)である。
【発明を実施するための形態】
【0017】
以下、本発明に係る溶接後処理装置を図面に基づいて説明する。
図1〜図6は、本発明に係る溶接後処理装置の一実施例を示しており、この実施例では、本発明に係る溶接後処理装置を造船の生産ラインにおけるサブ材製作工程に用いた場合を例に挙げて説明する。
図1及び図2に示すように、この溶接後処理装置は、門型クレーン1及び2台の6軸多関節ロボット11を構成要素として使用している。
【0018】
この門型クレーン1は、一対のレール2,2と、これらのレール2,2上をモータ3の出力によって走行する門型台車4を備えており、門型台車4は、サブ材(ワーク)Wを構成するベースプレートBPが搬入されるワーク載置部Sを跨って走行する。この門型台車4の横枠4aには、モータ5の出力によって横枠4a上を往復移動するスライダ6と、このスライダ6に対してモータ7の出力により昇降するポスト8が配置してある。門型台車4,スライダ6及びポスト8は、いずれもラック9とピニオン10の組み合わせにより動作するものとなっており、6軸多関節ロボット11は、ポスト8の下端部に取り付けられている。
【0019】
また、この溶接後処理装置は、上記6軸多関節ロボット11のハンド11aに把持されることで、水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部12と、この基部12に着脱可能に装着されて、サブ材Wの隅部Waに形成されるスラグを除去する隅部ユニット20と、6軸多関節ロボット11の動作を制御する制御部13を備えており、この制御部13は、ベースプレートBPにウエブ材WPを接合する段階における溶接トーチ(図示せず)の移動軌跡に沿って隅部ユニット20を移動させるように6軸多関節ロボット11の動作を制御する。
【0020】
この実施例における溶接後処理装置は、隅部ユニット20に加えて、隅肉部Wbに形成されるスラグを除去する隅肉部ユニット30と、平面部Wcないし平面に近い曲面部に形成されるスパッタを除去する平面部ユニット40を備えており、これらのユニット20,30,40は、門型台車4の縦枠4bに配置されたブラシ収納部14に収納され、必要に応じて(サブ材Wの部位に応じて)制御部13により選択されて6軸多関節ロボット11側の基部12に装着される。なお、ブラシ収納部14も、モータ15の出力によって上記と同じくラック9とピニオン10の組み合わせにより昇降する。
【0021】
隅部ユニット20は、図3に示すように、フレーム21と、このフレーム21に固定されたモータ22と、このモータ22の出力軸にチャック23を介して交換可能に装着された円筒形ブラシ(隅部スラグ除去ブラシ)24を具備している。
隅肉部ユニット30は、図4に示すように、フレーム31と、このフレーム31に固定されたモータ32と、同じくフレーム31に配置されたギアボックス33と、このギアボックス33で減速されたモータ出力の伝達機構34と、この伝達機構34の最終出力軸34aに装着されたホイールブラシ(隅肉部スラグ除去ブラシ)35を具備している。
【0022】
平面部ユニット40は、図5に示すように、フレーム41と、このフレーム41に固定されたモータ42と、このモータ42の出力の伝達機構43と、この伝達機構43の最終出力軸43aに装着されたロールブラシ(平面部スパッタ除去ブラシ)44を具備している。
この場合、上記ユニット20,30,40を装着する基部12には、図6に示すように、押圧機構50が設けてある。
【0023】
この押圧機構50は、6軸多関節ロボット11のハンド11aに把持されるハンド側プレート51と、このハンド側プレート51に3本の支柱52を介して固定されたガイドブロック53と、このガイドブロック53に対して接近離間可能に配置されて、ユニット20,30,40の各フレーム21,31,41を図示しないチャックを介して保持解放するブラシ側プレート54と、ガイドブロック53の中心に配置されて、ブラシ側プレート54にシャフト55を介して空気圧を付与する空気シリンダ56を備えており、制御部13により空気シリンダ56の空気圧を制御することで、ユニット20,30,40の各ブラシ24,35,44をサブ材Wに一定の力で押し付けることができるようになっている。
【0024】
なお、上記ユニット20,30,40には、隅部Waや隅肉部Wbや平面部Wcまでの距離を検出する図示しない距離センサがそれぞれ配置してある。
上記した本実施例に係る溶接後処理装置では、サブ材Wの隅部Waや隅肉部Wbに形成されたスラグや、これらの周辺の平面部Wcに付着したスパッタを除去する場合、制御部13の制御によって6軸多関節ロボット11のハンド11aが動作する(あるいは、門型台車4,スライダ6及びポスト8が動作する)ことで、溶接トーチの移動軌跡に沿って隅部ユニット20が移動するので、サブ材Wの隅部Waに形成されたスラグに加えて、隅肉部Wbに形成されたスラグも除去されることとなる。
【0025】
この際、隅部ユニット20が隅肉部Wbを含む平面部Wc内で移動するようになせば、スパッタも除去し得ることとなる。
したがって、狭隘な場所でしかも粉塵の舞う環境下において、スラグやスパッタをサブ材Wから除去するに際して、従来必要としていたハンマで叩くといった手作業を行わなくて済むので、作業者にかかる負担が軽減されることとなり、加えて、スラグをサブ材Wから除去するにあたって、円筒形ブラシ24を溶接トーチの移動軌跡に沿って移動させるので、スラグの取り忘れといった事態が生じることが回避されることとなる。
【0026】
また、上記した本実施例に係る溶接後処理装置では、隅部ユニット20に加えて、隅肉部ユニット30及び平面部ユニット40を備えているので、サブ材Wの隅部Waや隅肉部Wbや平面部Wcに応じた除去ブラシ24,35,44の選択が制御部13によりなされて、除去ブラシ24,35,44のうちの最適な除去ブラシが基部12に装着されることとなり、その結果、サブ材Wに形成されたり付着したりしたすべてのスラグ及びスパッタを効率良く除去し得ることとなる。
【0027】
さらに、上記した本実施例に係る溶接後処理装置では、隅部ユニット20,隅肉部ユニット30及び平面部ユニット40をサブ材Wに一定の力で押し付ける押圧機構50を備えているので、サブ材Wの凹凸を有する部位においても、スラグ及びスパッタの除去が確実に成されることとなる。
本発明に係る溶接後処理装置の構成は、上記した実施例による溶接後処理装置の構成に限定されるものではない。
【符号の説明】
【0028】
1 門型クレーン
11 6軸多関節ロボット
12 基部
13 制御部
24 円筒形ブラシ(隅部スラグ除去ブラシ)
35 ホイールブラシ(隅肉部スラグ除去ブラシ)
44 ロールブラシ(平面部スパッタ除去ブラシ)
50 押圧機構
W サブ材(ワーク)
Wa 隅部
Wb 隅肉部
Wc 平面部
【特許請求の範囲】
【請求項1】
溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、
水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部と、
この基部に着脱可能に装着されて、少なくともワークの隅部に形成されるスラグを除去する隅部スラグ除去ブラシと、
溶接の段階における溶接トーチの移動軌跡に沿って前記隅部スラグ除去ブラシを移動させるべく前記基部の動作を制御する制御部を備えている
ことを特徴とする溶接後処理装置。
【請求項2】
前記ワークの隅肉部に形成されるスラグを除去する隅肉部スラグ除去ブラシと、前記ワークの平面部ないし平面に近い曲面部に形成されるスパッタを除去する平面部スパッタ除去ブラシを備え、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシは、前記ワークの部位に応じて前記制御部により選択されて前記基部に装着される請求項1に記載の溶接後処理装置。
【請求項3】
前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシブラシを前記ワークに一定の力で押し付ける押圧機構を備えている請求項2に記載の溶接後処理装置。
【請求項1】
溶接により生じたスラグやスパッタをワークから除去する溶接後処理装置であって、
水平方向及び鉛直方向に移動可能で且つ鉛直軸回りに回動可能とした基部と、
この基部に着脱可能に装着されて、少なくともワークの隅部に形成されるスラグを除去する隅部スラグ除去ブラシと、
溶接の段階における溶接トーチの移動軌跡に沿って前記隅部スラグ除去ブラシを移動させるべく前記基部の動作を制御する制御部を備えている
ことを特徴とする溶接後処理装置。
【請求項2】
前記ワークの隅肉部に形成されるスラグを除去する隅肉部スラグ除去ブラシと、前記ワークの平面部ないし平面に近い曲面部に形成されるスパッタを除去する平面部スパッタ除去ブラシを備え、前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシは、前記ワークの部位に応じて前記制御部により選択されて前記基部に装着される請求項1に記載の溶接後処理装置。
【請求項3】
前記隅部スラグ除去ブラシ,隅肉部スラグ除去ブラシ及び平面部スパッタ除去ブラシブラシを前記ワークに一定の力で押し付ける押圧機構を備えている請求項2に記載の溶接後処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−264476(P2010−264476A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−117553(P2009−117553)
【出願日】平成21年5月14日(2009.5.14)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月14日(2009.5.14)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
[ Back to top ]