
溶接性に優れた高Si含有合金化溶融めっき鋼板およびその製造方法
【課題】母材に高Siを用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度で耐食性が必要な材料用途として、内装材のみならず外装材としても極めて好適である本溶融亜鉛めっき鋼板の提供。
【解決手段】C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、及び、sol.Al:0.5%以下、且つ、残部がFe及び不可避的不純物からなる鋼板母材の表面に、Fe:8.0〜15%、及び、Al:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、合金化溶融亜鉛めっき層表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下である溶接性に優れた合金化溶融亜鉛めっき鋼板である。
【解決手段】C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、及び、sol.Al:0.5%以下、且つ、残部がFe及び不可避的不純物からなる鋼板母材の表面に、Fe:8.0〜15%、及び、Al:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、合金化溶融亜鉛めっき層表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下である溶接性に優れた合金化溶融亜鉛めっき鋼板である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Si含有量及びMn含有量が高い高張力鋼板等を母材とする溶接性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
近年、地球規模での二酸化炭素総排出量の削減が求められている。化石燃料を多量に消費している自動車においては、かかる要請から、排ガス量の削減あるいは燃費向上の目的で、車体重量の軽量化が推進されている。一方で、自動車に対しては、安全性の向上も強く要請されている。そのため、車体の軽量化と車両の安全性の向上とを両立するために軽量で高強度な鋼板に対する需要が高まってきている。
【0003】
この傾向の一環として、クロスメンバーやサイドメンバー等の構造部材に、薄肉化しても強度を確保することが可能な高張力鋼板の採用が増加している。高張力鋼板は、通常は、製鋼段階で充分に脱炭処理して例えば炭素0.01%以下(本明細書では特に断りがない限り組成に関する「%」は「質量%」を意味する)の極低炭素鋼としてからTiを添加した極低炭素Ti添加鋼や、C含有量が0.05〜0.2%の範囲の中低炭素アルミキルド鋼をベ−スとしてP、Si、Mn、Cr、Al等を添加して強度を高めた高張力鋼を素材としており、その組成等についての提案は多い。特に、Si、Mnは、安価で強度向上、延性向上のいずれに対しても有効であり、Si含有量やP含有量の高い高張力鋼板が有望視されている。一方、自動車の車体には、耐食性や外観を向上させるため、めっき鋼板が採用され、とくに従来から合金化溶融亜鉛めっき鋼板が広く用いられる。
【0004】
ところで、Si及びMnは、Feに比較して易酸化性である。そのため、Si含有量やMn含有量が高い高張力鋼板では、焼純工程において、鋼板表面にSiやMnが濃化し易い。その結果、これらの鋼板をめっき母材とする場合、めっき密着性が劣ったり、プレス成形等の後加工工程において、めっき膜の加工剥離が発生する原因になる場合がある。さらに、極端な場合、Siは、めっきの濡れ性が悪いことにより、不めっき欠陥が発生することもある。また、Si、Pのいずれも合金化溶融亜鉛めっき鋼板の製造時に合金化を遅延させる作用があることから、Si含有量やP含有量が高い高張力鋼板は合金化処理性に劣る(すなわち、合金処理時の合金化速度が遅い)ため、合金化処理の際の材料温度を高める必要がある。その結果として、得られる合金化溶融亜鉛めっき鋼板の耐パウダリング性が低下することがある。
【0005】
溶融亜鉛めっきにおける母材鋼板表面へのめっき濡れ性改善の技術として、特許文献1には、母材鋼板を弱酸化性雰囲気で加熱して鋼板表面にFe系酸化皮膜を形成し、その後、鋼板を還元性雰囲気で加熱してポーラス還元鉄を形成することによって、表面を活性でポーラスな状態にする発明が開示されている。
【0006】
特許文献2、3には、Cu、Ni、Fe等のプレめっきを行った後、還元性雰囲気で熱処理を行うことがそれぞれ開示され、めっきラインの焼鈍露点を通常よりも高露点側として操業することにより鋼中SiやMnを内部酸化させることによって、めっき性を改善する発明が開示されている。
【0007】
特許文献4には、CGLの焼鈍雰囲気中のP(H2O)/P(H2)を上昇させて鋼中の易酸化元素を内部酸化させてめっき性を改善する発明が開示されている。
一方、上記のようにめっき性を確保した溶融亜鉛めっき鋼板に引き続き熱処理を行って製造される合金化溶融亜鉛めっき鋼板に関して、特許文献5には、合金化溶融亜鉛めっき鋼板の合金化過程で亜鉛皮膜中に必然的にFeと同時に拡散するSiやMnのめっき表面濃化を促進し、皮膜の電気抵抗を上昇させることによって溶接性を向上させる発明が開示されている。特許文献5には、鋼板素地とめっき皮膜が相互拡散する過程で拡散したFe量に見合う鋼中成分が必然的に拡散し、これがめっき鋼板の抵抗を高めることになり発熱量を確保し易くなることによって溶接性を改善できることが開示されている。
【0008】
さらに、特許文献6には、合金化溶融亜鉛めっき鋼板の溶接性を改善する手段として、合金化溶融亜鉛めっきの表層部の金属Zn及びAl2O3を除去するためpHが9以上のアルカリ及び/またはpHが3以下の酸溶液に接触させる発明が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭53−44141号公報
【特許文献2】特開昭56−33463号公報
【特許文献3】特開昭57−79160号公報
【特許文献4】特開2004−315960号公報
【特許文献5】特開2002−97560号公報
【特許文献6】特開平10−330902号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1〜4には、高Si鋼のめっき並びに合金化溶融亜鉛めっき鋼板の製造における合金化処理性の改善が開示されるのみであり、得られる合金化溶融亜鉛めっき鋼板の溶接性については全く開示されていない。
【0011】
特許文献5により開示された発明では、SiやMnが酸化物として表面濃化することが予想され、チリが低電流域側で発生し易くなるため、スポット溶接の適正電流範囲が著しく狭まるという問題がある。
【0012】
さらに、特許文献6により開示された発明では、めっき層の金属Znを過剰に溶解した場合、固液界面でpHの変動が生じるため溶解したZnを主成分としたZn酸化物を再び形成することになるが、高Si鋼の場合には皮膜表層部にもSiやMnを多く含有しているため、このZn酸化物中に含有されることになりチリ抑制の効果が小さくなる。
【0013】
このようなことから、自動車用高強度材料として魅力のあるSi及びMn含有鋼板もこれを合金化溶融亜鉛めっきする合理的な手段を欠いており、合わせて低Si、低Mn鋼並の溶接性を確保できないのが実情である。
【0014】
本発明は、高Si、Mn含有鋼板を母材とする合金化溶融亜鉛めっき鋼板の溶接性を従来鋼並に改善することを課題とする。またこのような合金化溶融亜鉛めっき鋼板のめっき不良を防ぐとともに、合金化炉を高温に設定したり、ライン速度を極端に低下させることなく製造可能な、合金化溶融亜鉛めっき鋼板の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0015】
高Si鋼を母材とする合金化溶融溶融亜鉛めっき鋼板の溶接性に関しては、特許文献5に記載されているようにめっき皮膜の抵抗を上げて適正電流値を下げるだけでなく、導通性のない酸化物は極力めっき表面から除外することで、大幅にチリ発生を抑制でき適正電流範囲を拡大できることを知見した。そのためには、調質圧延後のめっき表面をアルカリ液に接触させたりやブラシ研削を実施することが有効であることを見出した。
【0016】
一方、高Si鋼のめっき性を確保する手段として、鋼板前酸化にはハースロール巻付という問題があり、プレめっきには設備投資増加という問題があり、熱間圧延の高温巻取にはフラップ形成による耐パウダリング性の低下という問題がある。これに対し、CGLの高露点焼鈍は、水蒸気吹き込みなどの簡易な装置で対応可能であるとともにハースロール巻付等のトラブルにより操業性が大きく低下することもない。しかし、Si含有量が1%を越える高Si鋼に対しては合金化処理性の改善効果が小さく、従来鋼並のライン速度を得ることができない。
【0017】
本発明者らの検討結果によれば、高露点焼鈍による高Si鋼のめっき性改善の機構は、鋼中Siが焼鈍中に内部酸化されることによって鋼板表面へのSi濃化が抑制されるためである。特にこのSiがSi系酸化物として表面濃化した場合にめっき性が大きく低下するため、鋼中成分の中で特にSiを選択的に内部酸化させることが有効である。このためには、Siと同等レベルの易酸化元素の低減が重要であり、特に鋼中Al濃度を低下することによりSiの内部酸化を促進できることを見出した。
【0018】
以上述べた条件を満足することにより、高Si鋼のめっき性並びに合金化処理性を改善した上で、調質圧延後に各種後処理を施すことによってスポット溶接性に優れた溶融亜鉛めっき鋼板を得ることができる。本発明はこれらの知見に基づいて完成したものである。
【0019】
本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.5%以下、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板である。
【0020】
また、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板である。
【0021】
別の観点からは、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、熱間圧延工程の後に鋼板を650℃以下の温度で巻き取る巻き取り工程と、巻き取り工程の後に鋼板を酸洗する酸洗工程と、酸洗工程の後に鋼板を冷間圧延する冷間圧延工程と、冷間圧延工程の後に鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、還元焼鈍工程の後に鋼板を、0.080〜0.15%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、浸漬工程の後に、鋼板の表面の亜鉛付着量を制御する付着量制御工程と、付着量制御工程の後に、鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0%とするとともにAl含有量を0.15〜0.50%とし、かつ、合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
【0022】
また、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、熱間圧延工程の後に鋼板を650℃以下の温度で巻き取る巻き取り工程と、巻き取り工程の後に鋼板を酸洗する酸洗工程と、酸洗工程の後に鋼板を冷間圧延する冷間圧延工程と、冷間圧延工程の後に鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、還元焼鈍工程の後に鋼板を、0.080〜0.15%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、浸漬工程の後に、鋼板の表面の亜鉛付着量を制御する付着量制御工程と、付着量制御工程の後に、鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15%とするとともにAl含有量を0.15〜0.50%とし、かつ、合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
【0023】
これらの本発明では、鋼板母材または鋼スラブは、Feの一部に代えて、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することが好ましい。
【0024】
これらの本発明では、鋼板母材または鋼スラブは、Feの一部に代えて、Bi:0.005%以下および/またはCa:0.01%以下を含有することが好ましい。
【発明の効果】
【0025】
本発明に係る合金化溶融亜鉛めっき鋼板は、母材に高Siを用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度および優れた耐食性が要求される用途に、内装材のみならず外装材としても極めて好適である。また本発明のめっき鋼板は、安価に製造できるので、工業的な価値が極めて大きい。
【図面の簡単な説明】
【0026】
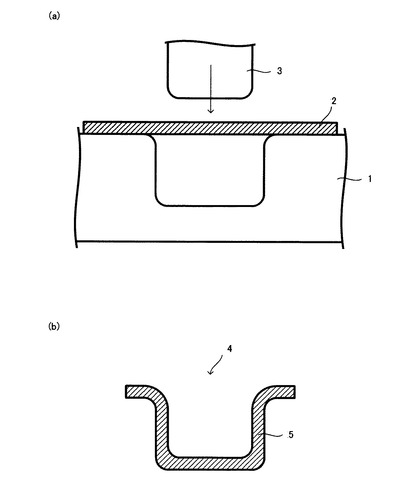
【図1】図1は、ハット成形試験を模式的に示す説明図である。
【発明を実施するための形態】
【0027】
本発明の実施の形態を詳細に説明する。
1.母材の化学組成
[C:0.01〜0.25%]
Cは、強度向上に寄与する元素であり、鋼板の引張強度を340MPa以上にするために、0.01%以上含有する。しかし、C含有量が0.25%を超えると溶接性が劣化する。このため、C含有量は0.01%以上0.25%以下とする。なお、C含有量は、440MPa以上の引張強度を容易に確保するために、好ましくは0.03%以上である。
【0028】
[Si:0.2〜2.0%]
Siは、延性をさほど劣化させることなく、あるいは延性を向上させて、強度向上に寄与する元素であり、0.2%以上含有する。Si含有量が0.2%未満である場合には特にめっき性を改善するための操業条件の変更は特に必要ない。しかし、Si含有量が2.0%を超えると、めっきの濡れ性やめっきの密着性が劣化する。このため、Si含有量は、0.2%以上2.0%以下とする。なお、Si含有量は、TRIP効果により延性が一層向上するために、好ましくは0.3%以上であり、さらに好ましくは0.6%以上である。
【0029】
[Mn:0.30〜3.0%]
Mnは、強度向上に寄与する元素であり、鋼板の引張強度を340MPa以上にするために0.3%以上含有する。しかし、Mn含有量が3.0%を超えると、転炉における鋼の溶解や精錬が困難になるだけでなく、溶接性が劣化する。このため、Mn含有量は1.2%以上3.0%以下とする。Mnは、不均一組織を助長する元素であるが、後述するように、Biを含有することによって、Mnのこの悪影響が緩和され、組織が均一となり、曲げ性の劣化が抑制されて、強度向上が達成される。Mn含有量は、引張強度を980MPa以上にするために、好ましくは1.8%以上である。
【0030】
[P:0.050%以下]
Pは、固溶強化元素でもあり鋼板の強化に有効であるが、Siと同様合金化を遅延させるので、P含有量は0.050%以下とする。P含有量はより好ましくは0.025%以下である。
【0031】
[S:0.010%以下]
Sは、鋼に不可避的に含有される不純物であり、曲げ性及び溶接性の観点から低いほど好ましい。このため、S含有量は、0.010%以下であり、好ましくは0.005%以下であり、さらに好ましくは0.003%以下である。
【0032】
[N:0.0060%以下]
Nは、鋼に不可避的に含有される不純物であり、曲げ性の観点から低いほど好ましい。そのため、N含有量は、0.0060%以下であり、好ましくは0.004%以下である。
【0033】
[sol.Al:0.5%以下]
Alは、鋼を脱酸させるために含有する元素であり、Ti等の炭窒化物形成元素の歩留まりを向上させるのに有効に作用する元素でもある。一方で、めっき性の改善にあたって鋼中Siを十分に内部酸化させるためには、Si同様に易酸化元素であるSiは極力少ないのが好ましい。この観点からAlは0.5%以下とすべきであり、好ましくは0.2%以下である。なお、Siが0.5%以上含有されている場合は、機械特性の改善目的でAlを多量に含有する必要が薄れるので、めっき性の観点でAlをさらに低減させることができる。Alを0.01%未満とするのが好ましい。
【0034】
[Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上]
Cr、Ti、V、Nb、Ni、Cu、MoまたはBは、単独でまたは2種以上複合して含有することにより、強度、穴広げ性および伸びが向上するので、必要に応じて含有する任意元素である。しかし、Cr、Ti、V、Nb、Ni、Cu、Moを所定濃度超えて含有しても、Bにあっては0.050%超含有しても、特性の向上効果が飽和するだけでコスト高となる。そこで、これらの元素を含有する場合には、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下、B:0.050%以下とする。上記効果を確実に得るためには、Cr:0.001%以上、Ti:0.001%以上、V:0.001%以上、Nb:0.001%以上、Ni:0.001%以上、Cu:0.001%以上、Mo:0.001%以上、B:0.0003%以上であることが好ましい。
【0035】
[Bi:0.005%以下および/またはCa:0.01%以下]
Biは、必要に応じて含有する任意元素であり、その含有によって凝固組織が微細化し、Mnを多量に含有しても組織が均一となり、曲げ性の劣化が抑制される。したがって、所望の曲げ性を確保するために、Biを0.0001%以上含有することが好ましい。ただし、Bi含有量が0.005%を超えると曲げ加工性が飽和するため、Bi含有量は0.005%以下とする。
【0036】
Caは、過剰に含有するとめっき表面外観が劣るため、0.01%以下含有する。上記効果を確実に得るためには、Ca含有量を0.001%以上とすることが好ましい。
上記以外の残部は、Fe及び不純物である。
2.合金化溶融亜鉛めっき層の皮膜組成
[Fe:8.0〜15.0%]
本発明に係る合金化溶融亜鉛めっき鋼板において、めっき皮膜中のFe濃度は8%以上15.0%以下である。皮膜中の平均Fe%が8.0%未満であると、合金化処理温度によってはめっき表層にη相が残存する恐れがある。Fe含有量は、より好ましくは9%以上である。一方、Fe含有量が15.0%を越えると鋼板界面にΓ相が厚く形成されて耐パウダリング性が著しく低下する。そこで、めっき皮膜中のFe濃度は15.0%以下であり、より好ましくは13%以下である。
【0037】
[Al:0.15〜0.50%]
本発明に係る合金化溶融亜鉛めっき鋼板において、めっき皮膜中のAl濃度は0.15%以上0.50%以下である。皮膜中のAl濃度が高いと合金化速度が遅くなり、特に0.50%を超えると、極端にライン速度を遅くしたり、合金化温度を高くしないと合金化処理が完了しないことがある。皮膜中Al濃度のより好ましい範囲は0.40%以下である。なお、Al濃度の下限は、後述する浴中Al濃度の下限によりほぼ決定される。具体的には概ね0.15%である。
【0038】
[合金化溶融亜鉛めっき層と母材との界面の鋼板側の脱炭層の厚さ:100μm以下]
後述するように、還元焼鈍炉内の露点が高すぎる場合には、母材鋼板の表面の脱炭が進行する。脱炭が過剰に進行すると、母材鋼板の表面が軟化し、合金化溶融亜鉛めっき鋼板としての機械特性にも影響する。そこで、合金化溶融亜鉛めっき層と母材との界面の鋼板側の脱炭層の厚さは、100μm以下とする。
【0039】
[合金化溶融亜鉛めっき層の表層部に形成される酸化物層中のAl、Si、Mnの合計付着量:5mg/m2以下]
めっき表層に電気抵抗の高い酸化物が形成されていると、電極接触面に均一な電流が流れにくくなり、スポット溶接時のチリ発生が助長され易くなる。このため、低Si合金化溶融亜鉛めっき鋼板並のチリ発生電流値に抑えるために、酸化物中のAl含有量、Si含有量およびMn含有量の合計量を5mg/m2以下とする。より好ましくは、3mg/m2以下である。
【0040】
なお、本発明に係る合金化溶融亜鉛めっき鋼板のめっき付着量は特に限定しないが、既存の設備で容易に調整可能な概ね30g/m2以上とし、上限はパウダリングを大きく低下させないためにも70g/m2以下とすることが好ましい。より好ましい範囲は、40g/m2以上60g/m2以下である。
3.製造方法
本発明に係る製造方法は、
熱間圧延工程:上記化学組成を有する鋼スラブを熱間圧延して鋼板とする工程、
巻き取り工程:熱間圧延工程で熱間圧延された鋼板を650℃以下の温度で巻き取る工程、
酸洗工程:巻き取り工程後に鋼板を酸洗する工程、
冷間圧延工程:酸洗工程後に鋼板を冷間圧延する工程、
還元焼鈍工程:冷間圧延工程後に冷間圧延された鋼板を焼鈍する工程、
浸漬工程:還元焼鈍工程で焼鈍された鋼板を、Alを含有する溶融亜鉛めっき浴へ浸漬する工程、
付着量制御工程:浸漬工程後に、鋼板の表面の亜鉛付着量を制御する工程、
合金化処理工程:付着量制御工程後に、鋼板を合金化処理する工程
とを備え、調質圧延後にアルカリ処理→水洗→乾燥を施すことによって、本発明に係る溶接性に優れた合金化溶融亜鉛めっき鋼板を製造する。
【0041】
熱間圧延工程における巻取温度が650℃を越えると、冷却までにスケールから鋼板内部に酸素が拡散し易くなり、熱延鋼板の表層部に内部酸化層が形成され易くなる。特に母材の結晶粒界部は粒内部に較べて酸化が促進されるため、酸洗時にスケールが溶解しフラップと呼ばれる隙間が形成され易くなる。このフラップは冷間圧延時に押しつぶされるが、めっき後の合金化処理過程で溶融Znが拡散するには十分な隙間を有しており、合金相形成による体積膨張により合金化度が異常に上昇したり、鋼板の表層部の鉄片が皮膜中に分散することによってパウダリング性が大幅に低下する。このため、熱間圧延時の巻取温度は、650℃以下であり、より好ましくは630℃以下である。
【0042】
また、還元焼鈍工程における雰囲気中水素濃度は1.0体積%以上30.0体積%以下とするとともに、雰囲気の露点は−30℃以上0℃以下とする。還元焼鈍の雰囲気は、通常の窒素−水素混合雰囲気でよく、その際の水素濃度は1体積%以上30体積%以下であればよい。ただし、水素濃度を低めとすることにより露点上昇を緩和できることから、好ましくは、1体積%以上5体積%以下である。また、還元焼鈍の雰囲気の露点が−30℃未満であると鋼中のSiを十分に内部酸化できずにめっき濡れ性並びに合金化処理性の改善が認められないことから−30℃以上とする。一方、還元焼鈍の雰囲気の露点が0℃を超えると、鋼板の表層部の脱炭が進行して特性値にも影響を与える。
【0043】
さらに不可避的ガスとして、H2O、CO2、CO、CH4等が微量含まれていてもよい。
焼鈍温度の範囲は、通常の連続焼鈍工程における還元工程での鋼板の温度範囲と同様に、750℃以上900℃以下程度とすることが好ましく、要求される機械特性等に応じて適宜決定すればよい。
【0044】
このようにして還元焼鈍を行った後に、上記の浸漬工程により溶融亜鉛系めっきを行う。例えば、めっき浴温は440℃以上470℃以下とすることが好ましく、めっき浴中のAl濃度は0.080%以上0.15%以下とする。めっき浴中のAl濃度が0.08%未満であると、鋼板がめっき浴浸漬中に合金化が進行し、めっき付着量の制御が困難になるとともに、ポット底部にはボトムドロス(FeZn7)が形成され易くなり、ドロス付着欠陥により歩留まりが大きく低下する。このため、めっき浴中のAl濃度は、0.08%以上であり、好ましくは0.10%以上である。一方、めっき浴中のAl濃度が0.15%を越えると、合金化処理性が大幅に低下し、ライン速度の低下、合金化温度の上昇が必要となり、操業性が低下する。このため、めっき浴中のAl濃度は0.08以上0.15%以下とする。なお、侵入材温の下限は、浴温安定の観点から浴温から浴温±20℃以内に設定することが好ましい。
【0045】
上記合金化処理工程における合金化材温は550℃以下であることが好ましい。一般的に高温で合金化が施されるほど、同一のFe含有量であっても硬度が高いΓ相及びΓ1相が形成され易くなり、耐パウダリング性が低下する恐れがある。このため、合金化温度は550℃以下とする。より適正な範囲は530℃以下である。
【0046】
なお、加熱手段は、輻射加熱、高周波誘導加熱、通電加熱等何れの手段によってもよく、特に制限されない。
この他、たとえば合金化処理を施す必要のない溶融亜鉛めっき鋼板、溶融亜鉛−5%アルミニウム合金めっきや、溶融亜鉛−55%アルミニウム合金めっきの場合にも本発明を適用できる。
【0047】
本発明では、調質圧延後にpHを9〜12に調整したアルカリ処理→水洗→乾燥を行うことが望ましい。合金化時に皮膜中にFeと同時に拡散した易酸化元素は、めっき表面に酸化物として濃化し易く、アルカリ洗浄→水洗→乾燥により低減できる。アルカリは、めっき表層部に形成されている金属系酸化物の溶解性を確保し、金属Znの溶解をあまり促進させないpH9以上とすることが好ましい。より好ましくはpH10以上である。上限のpHについても同様でpH12以下とする。
【0048】
ここで、「アルカリ処理」とは、めっき層にアルカリ液を付着させることを意味する。その方法は任意であり、めっき相の表面に溶液を均一に付着させることが可能な方法であればよいので、特に限定する必要はなく、浸漬法、塗布法、ロールコーター等の公知の方法を用いればよい。なかでも、浸漬法が簡易である。アルカリ処理の効果を増幅させるため、アルカリ処理前及び処理中に表面研削用のブラシを併用しても良い。
【0049】
アルカリ液の種類は、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、水酸化マグネシウム、オルソ珪酸ソーダなど公知のものでよいが、安価な水酸化ナトリウムや水酸化カリウムなどを用いるのが好ましい。また、アルカリ後の水洗を容易にするため中和の目的でアリカリ処理→酸洗→水洗、またはアルカリ処理→水洗→酸洗→水洗工程を採用しても良い。
【0050】
ブラシ研削については、砥粒入りナイロンブラシ等、めっき表面を0.5g/m2以上研削できる能力のあるブラシであれば何れでも良く、乾式、湿式を問わない。
めっき後の製品表面には、特に処理しない場合もあるが、防錆油を塗布したり、潤滑処理を施した後防錆油を塗布しても構わない。
【0051】
このようにして、本発明により、母材に高Si含有鋼を用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度で耐食性が必要な材料用途として、内装材のみならず外装材としても極めて好適な合金化溶融亜鉛めっき鋼板を製造することができる。
【実施例1】
【0052】
表1に示す組成を有するスラブを、3.5mm厚になるように熱間圧延し、熱間圧延の巻き取り温度を600〜680℃の範囲で変更して巻き取った。この熱延鋼板を、厚さ0.80mmになるように冷間圧延した冷延鋼板に、以下に示す方法により合金化溶融亜鉛めっきを施した。
【0053】
冷延鋼板を窒素雰囲気中において500℃で予備加熱し、水素0.5〜35体積%、残部窒素からなる雰囲気中で、露点を−35〜5℃の範囲で変更し850℃で60秒間保持する還元性雰囲気中での焼鈍を施し、470℃まで冷却し、温度460℃、Al濃度0.07〜0.16%の範囲で種々の条件の亜鉛めっき浴に浸漬して引き上げ、めっき面に高圧ガスを吹き付けて付着量を50g/m2の範囲に調整し、一旦室温まで冷却した溶融亜鉛めっき鋼板を溶融塩中に浸漬し種々の温度で合金化処理を施した。めっき層のFe含有量が7〜15%の範囲である合金化溶融亜鉛めっき鋼板を製作した。
【0054】
これらのめっき鋼板のサンプルは、伸び率1.5%の調質圧延を施した後、pH10のアルカリ性の水溶液に3秒間浸漬した後、水洗し、60℃の空気を吹き付けて乾燥させた。アルカリ液としてはpH8〜13に調整した水酸化ナトリウム水溶液を用いた。ブラシ研削は砥粒入りナイロンブラシを使用して、2回研削を実施した。
【0055】
めっき性は、鋼種Hからなる0.1%Si鋼の実施例No.31のめっき濡れ性、合金化処理性を基準として、下記基準で判定した。
表2における◎は合金化処理速度が促進されたことを示し、○は合金化処理速度が同等であることを示し、△は合金化処理速度が遅延したことを示し、さらに、×は不めっきが発生したことを示す。
【0056】
また、化学組成は、めっき皮膜のZn、Al、Feなどの含有量は、インヒビターを添加した10%塩酸水溶液中にめっき鋼板を浸漬し、めっき皮膜を溶解した後、得られた溶液をICP分光分析法で測定することにより特定した。
【0057】
脱炭層の厚みは、鋼板界面からの深さ方向の距離を明確にするため、上記皮膜溶解後の母材を水洗後、十分に乾燥してGDS分析供試材とした。深さ方向の炭素の分析条件については、装置はマーカス型高周波グロー放電発光分析装置(JY−5000RF)を使用し、放電面積は4mmφ、RF出力は35W、アルゴン圧は600Paとした。脱炭層の厚みは、母材中央近傍の炭素濃度に較べて80%以下に低下した断面濃度の部位と定義した。そして、表2においては、脱炭層の厚みが100μm以下を○とし、100μmを越えているものを×とした。
【0058】
めっき表面の酸化物量は、めっき鋼板を、アンモニア水:500ミリリットルにイオン交換水を加えて1リットルとした水溶液に重クロム酸アンモニウムを20g溶解させた溶液に10分間浸漬し、めっき皮膜を溶解した溶液をICP分光分析法により分析して金属Si、Mn、量を測定した。
【0059】
プレス成形模擬試験は、合金化処理後の供試材を、長手方向が圧延方向となるように、30mm×100mmに裁断したサンプルに、防錆油(商品名「550HN」、日本パーカライジング株式会社製)を刷毛塗りし、ブランクホルダー圧フリー(ダイスとポンチとの間に板厚以上のスペースを確保)のハット成形試験を室温で行った。
【0060】
ハット成形試験の模式図を図1に示す。ここで、「ハット成形試験」とは、図1(a)に試験装置の一部を拡大して示すように、所定の間隔を開けて備えられるダイ1の上に、成形前の供試材2を載せ、当該供試材2の上方からポンチ3を下方へ移動させることにより、成形された供試材4(図1(b)参照)とする試験を意味する。このようにして供試材4へ成形した後、供試材4の縦壁部5にテープ(JIS Z−1522に準ずる、ニチバン株式会社製のセロテープ。「セロテープ」はニチバン株式会社の登録商標。)を貼り、その後、当該テープを剥離して、テープ剥離後の成形品の質量を測定した。そして、テープ剥離後の成形品の質量と、成形前の供試材1の質量とを比較することにより、1サンプルあたりのめっき層の剥離量を算出した。その他の条件は、ポンチ平行部:28mm、ダイス平行部:30mm、ポンチ肩R:3.0mm、ダイス肩R:5.0mm、成形速度:60mm/minとした。めっき層の剥離量の結果を、表2に示す。
【0061】
スポット溶接試験は、スポット溶接性はナゲット径vs電流値曲線による適正電流範囲の広さにより評価した。溶接条件は同じ条件で作成したサンプルを2枚重ね合わせ、両面から1対の電極で挟み、加圧通電してスポット溶接した。電極は直径6mmの先端がドーム型の形状のものを使用した。溶接電流は7KAから0.5KAずつ上昇させ、溶接時間は0.2秒とした。スポット溶接部は剥離試験をおこない、スポット溶接部の溶融金属部分(ナゲット)の直径が4×t0.5(t:試験片1枚の厚さ)以上を溶接の下限OKレベルとし、チリが発生する電流値を上限と設定した。
【0062】
【表1】

【0063】
【表2】
【0064】
表1、2に示すように、本発明の合金化溶融亜鉛めっき鋼板は、溶接性が良好である。ただし、製造条件によってはめっき性が必ずしも良好でない。そこで本発明の製造方法の条件を満足することによって、母材に高Si含有鋼を用いた場合にも不めっきが無く、溶接性にも優れている合金化溶融亜鉛めっき鋼板を製造することができることがわかる。
【符号の説明】
【0065】
1 ダイ
2 供試材
3 ポンチ
4 供試材
5 縦壁部
【技術分野】
【0001】
本発明は、Si含有量及びMn含有量が高い高張力鋼板等を母材とする溶接性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
近年、地球規模での二酸化炭素総排出量の削減が求められている。化石燃料を多量に消費している自動車においては、かかる要請から、排ガス量の削減あるいは燃費向上の目的で、車体重量の軽量化が推進されている。一方で、自動車に対しては、安全性の向上も強く要請されている。そのため、車体の軽量化と車両の安全性の向上とを両立するために軽量で高強度な鋼板に対する需要が高まってきている。
【0003】
この傾向の一環として、クロスメンバーやサイドメンバー等の構造部材に、薄肉化しても強度を確保することが可能な高張力鋼板の採用が増加している。高張力鋼板は、通常は、製鋼段階で充分に脱炭処理して例えば炭素0.01%以下(本明細書では特に断りがない限り組成に関する「%」は「質量%」を意味する)の極低炭素鋼としてからTiを添加した極低炭素Ti添加鋼や、C含有量が0.05〜0.2%の範囲の中低炭素アルミキルド鋼をベ−スとしてP、Si、Mn、Cr、Al等を添加して強度を高めた高張力鋼を素材としており、その組成等についての提案は多い。特に、Si、Mnは、安価で強度向上、延性向上のいずれに対しても有効であり、Si含有量やP含有量の高い高張力鋼板が有望視されている。一方、自動車の車体には、耐食性や外観を向上させるため、めっき鋼板が採用され、とくに従来から合金化溶融亜鉛めっき鋼板が広く用いられる。
【0004】
ところで、Si及びMnは、Feに比較して易酸化性である。そのため、Si含有量やMn含有量が高い高張力鋼板では、焼純工程において、鋼板表面にSiやMnが濃化し易い。その結果、これらの鋼板をめっき母材とする場合、めっき密着性が劣ったり、プレス成形等の後加工工程において、めっき膜の加工剥離が発生する原因になる場合がある。さらに、極端な場合、Siは、めっきの濡れ性が悪いことにより、不めっき欠陥が発生することもある。また、Si、Pのいずれも合金化溶融亜鉛めっき鋼板の製造時に合金化を遅延させる作用があることから、Si含有量やP含有量が高い高張力鋼板は合金化処理性に劣る(すなわち、合金処理時の合金化速度が遅い)ため、合金化処理の際の材料温度を高める必要がある。その結果として、得られる合金化溶融亜鉛めっき鋼板の耐パウダリング性が低下することがある。
【0005】
溶融亜鉛めっきにおける母材鋼板表面へのめっき濡れ性改善の技術として、特許文献1には、母材鋼板を弱酸化性雰囲気で加熱して鋼板表面にFe系酸化皮膜を形成し、その後、鋼板を還元性雰囲気で加熱してポーラス還元鉄を形成することによって、表面を活性でポーラスな状態にする発明が開示されている。
【0006】
特許文献2、3には、Cu、Ni、Fe等のプレめっきを行った後、還元性雰囲気で熱処理を行うことがそれぞれ開示され、めっきラインの焼鈍露点を通常よりも高露点側として操業することにより鋼中SiやMnを内部酸化させることによって、めっき性を改善する発明が開示されている。
【0007】
特許文献4には、CGLの焼鈍雰囲気中のP(H2O)/P(H2)を上昇させて鋼中の易酸化元素を内部酸化させてめっき性を改善する発明が開示されている。
一方、上記のようにめっき性を確保した溶融亜鉛めっき鋼板に引き続き熱処理を行って製造される合金化溶融亜鉛めっき鋼板に関して、特許文献5には、合金化溶融亜鉛めっき鋼板の合金化過程で亜鉛皮膜中に必然的にFeと同時に拡散するSiやMnのめっき表面濃化を促進し、皮膜の電気抵抗を上昇させることによって溶接性を向上させる発明が開示されている。特許文献5には、鋼板素地とめっき皮膜が相互拡散する過程で拡散したFe量に見合う鋼中成分が必然的に拡散し、これがめっき鋼板の抵抗を高めることになり発熱量を確保し易くなることによって溶接性を改善できることが開示されている。
【0008】
さらに、特許文献6には、合金化溶融亜鉛めっき鋼板の溶接性を改善する手段として、合金化溶融亜鉛めっきの表層部の金属Zn及びAl2O3を除去するためpHが9以上のアルカリ及び/またはpHが3以下の酸溶液に接触させる発明が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭53−44141号公報
【特許文献2】特開昭56−33463号公報
【特許文献3】特開昭57−79160号公報
【特許文献4】特開2004−315960号公報
【特許文献5】特開2002−97560号公報
【特許文献6】特開平10−330902号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1〜4には、高Si鋼のめっき並びに合金化溶融亜鉛めっき鋼板の製造における合金化処理性の改善が開示されるのみであり、得られる合金化溶融亜鉛めっき鋼板の溶接性については全く開示されていない。
【0011】
特許文献5により開示された発明では、SiやMnが酸化物として表面濃化することが予想され、チリが低電流域側で発生し易くなるため、スポット溶接の適正電流範囲が著しく狭まるという問題がある。
【0012】
さらに、特許文献6により開示された発明では、めっき層の金属Znを過剰に溶解した場合、固液界面でpHの変動が生じるため溶解したZnを主成分としたZn酸化物を再び形成することになるが、高Si鋼の場合には皮膜表層部にもSiやMnを多く含有しているため、このZn酸化物中に含有されることになりチリ抑制の効果が小さくなる。
【0013】
このようなことから、自動車用高強度材料として魅力のあるSi及びMn含有鋼板もこれを合金化溶融亜鉛めっきする合理的な手段を欠いており、合わせて低Si、低Mn鋼並の溶接性を確保できないのが実情である。
【0014】
本発明は、高Si、Mn含有鋼板を母材とする合金化溶融亜鉛めっき鋼板の溶接性を従来鋼並に改善することを課題とする。またこのような合金化溶融亜鉛めっき鋼板のめっき不良を防ぐとともに、合金化炉を高温に設定したり、ライン速度を極端に低下させることなく製造可能な、合金化溶融亜鉛めっき鋼板の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0015】
高Si鋼を母材とする合金化溶融溶融亜鉛めっき鋼板の溶接性に関しては、特許文献5に記載されているようにめっき皮膜の抵抗を上げて適正電流値を下げるだけでなく、導通性のない酸化物は極力めっき表面から除外することで、大幅にチリ発生を抑制でき適正電流範囲を拡大できることを知見した。そのためには、調質圧延後のめっき表面をアルカリ液に接触させたりやブラシ研削を実施することが有効であることを見出した。
【0016】
一方、高Si鋼のめっき性を確保する手段として、鋼板前酸化にはハースロール巻付という問題があり、プレめっきには設備投資増加という問題があり、熱間圧延の高温巻取にはフラップ形成による耐パウダリング性の低下という問題がある。これに対し、CGLの高露点焼鈍は、水蒸気吹き込みなどの簡易な装置で対応可能であるとともにハースロール巻付等のトラブルにより操業性が大きく低下することもない。しかし、Si含有量が1%を越える高Si鋼に対しては合金化処理性の改善効果が小さく、従来鋼並のライン速度を得ることができない。
【0017】
本発明者らの検討結果によれば、高露点焼鈍による高Si鋼のめっき性改善の機構は、鋼中Siが焼鈍中に内部酸化されることによって鋼板表面へのSi濃化が抑制されるためである。特にこのSiがSi系酸化物として表面濃化した場合にめっき性が大きく低下するため、鋼中成分の中で特にSiを選択的に内部酸化させることが有効である。このためには、Siと同等レベルの易酸化元素の低減が重要であり、特に鋼中Al濃度を低下することによりSiの内部酸化を促進できることを見出した。
【0018】
以上述べた条件を満足することにより、高Si鋼のめっき性並びに合金化処理性を改善した上で、調質圧延後に各種後処理を施すことによってスポット溶接性に優れた溶融亜鉛めっき鋼板を得ることができる。本発明はこれらの知見に基づいて完成したものである。
【0019】
本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.5%以下、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板である。
【0020】
また、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板である。
【0021】
別の観点からは、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、熱間圧延工程の後に鋼板を650℃以下の温度で巻き取る巻き取り工程と、巻き取り工程の後に鋼板を酸洗する酸洗工程と、酸洗工程の後に鋼板を冷間圧延する冷間圧延工程と、冷間圧延工程の後に鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、還元焼鈍工程の後に鋼板を、0.080〜0.15%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、浸漬工程の後に、鋼板の表面の亜鉛付着量を制御する付着量制御工程と、付着量制御工程の後に、鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0%とするとともにAl含有量を0.15〜0.50%とし、かつ、合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
【0022】
また、本発明は、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、熱間圧延工程の後に鋼板を650℃以下の温度で巻き取る巻き取り工程と、巻き取り工程の後に鋼板を酸洗する酸洗工程と、酸洗工程の後に鋼板を冷間圧延する冷間圧延工程と、冷間圧延工程の後に鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、還元焼鈍工程の後に鋼板を、0.080〜0.15%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、浸漬工程の後に、鋼板の表面の亜鉛付着量を制御する付着量制御工程と、付着量制御工程の後に、鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15%とするとともにAl含有量を0.15〜0.50%とし、かつ、合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
【0023】
これらの本発明では、鋼板母材または鋼スラブは、Feの一部に代えて、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することが好ましい。
【0024】
これらの本発明では、鋼板母材または鋼スラブは、Feの一部に代えて、Bi:0.005%以下および/またはCa:0.01%以下を含有することが好ましい。
【発明の効果】
【0025】
本発明に係る合金化溶融亜鉛めっき鋼板は、母材に高Siを用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度および優れた耐食性が要求される用途に、内装材のみならず外装材としても極めて好適である。また本発明のめっき鋼板は、安価に製造できるので、工業的な価値が極めて大きい。
【図面の簡単な説明】
【0026】
【図1】図1は、ハット成形試験を模式的に示す説明図である。
【発明を実施するための形態】
【0027】
本発明の実施の形態を詳細に説明する。
1.母材の化学組成
[C:0.01〜0.25%]
Cは、強度向上に寄与する元素であり、鋼板の引張強度を340MPa以上にするために、0.01%以上含有する。しかし、C含有量が0.25%を超えると溶接性が劣化する。このため、C含有量は0.01%以上0.25%以下とする。なお、C含有量は、440MPa以上の引張強度を容易に確保するために、好ましくは0.03%以上である。
【0028】
[Si:0.2〜2.0%]
Siは、延性をさほど劣化させることなく、あるいは延性を向上させて、強度向上に寄与する元素であり、0.2%以上含有する。Si含有量が0.2%未満である場合には特にめっき性を改善するための操業条件の変更は特に必要ない。しかし、Si含有量が2.0%を超えると、めっきの濡れ性やめっきの密着性が劣化する。このため、Si含有量は、0.2%以上2.0%以下とする。なお、Si含有量は、TRIP効果により延性が一層向上するために、好ましくは0.3%以上であり、さらに好ましくは0.6%以上である。
【0029】
[Mn:0.30〜3.0%]
Mnは、強度向上に寄与する元素であり、鋼板の引張強度を340MPa以上にするために0.3%以上含有する。しかし、Mn含有量が3.0%を超えると、転炉における鋼の溶解や精錬が困難になるだけでなく、溶接性が劣化する。このため、Mn含有量は1.2%以上3.0%以下とする。Mnは、不均一組織を助長する元素であるが、後述するように、Biを含有することによって、Mnのこの悪影響が緩和され、組織が均一となり、曲げ性の劣化が抑制されて、強度向上が達成される。Mn含有量は、引張強度を980MPa以上にするために、好ましくは1.8%以上である。
【0030】
[P:0.050%以下]
Pは、固溶強化元素でもあり鋼板の強化に有効であるが、Siと同様合金化を遅延させるので、P含有量は0.050%以下とする。P含有量はより好ましくは0.025%以下である。
【0031】
[S:0.010%以下]
Sは、鋼に不可避的に含有される不純物であり、曲げ性及び溶接性の観点から低いほど好ましい。このため、S含有量は、0.010%以下であり、好ましくは0.005%以下であり、さらに好ましくは0.003%以下である。
【0032】
[N:0.0060%以下]
Nは、鋼に不可避的に含有される不純物であり、曲げ性の観点から低いほど好ましい。そのため、N含有量は、0.0060%以下であり、好ましくは0.004%以下である。
【0033】
[sol.Al:0.5%以下]
Alは、鋼を脱酸させるために含有する元素であり、Ti等の炭窒化物形成元素の歩留まりを向上させるのに有効に作用する元素でもある。一方で、めっき性の改善にあたって鋼中Siを十分に内部酸化させるためには、Si同様に易酸化元素であるSiは極力少ないのが好ましい。この観点からAlは0.5%以下とすべきであり、好ましくは0.2%以下である。なお、Siが0.5%以上含有されている場合は、機械特性の改善目的でAlを多量に含有する必要が薄れるので、めっき性の観点でAlをさらに低減させることができる。Alを0.01%未満とするのが好ましい。
【0034】
[Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上]
Cr、Ti、V、Nb、Ni、Cu、MoまたはBは、単独でまたは2種以上複合して含有することにより、強度、穴広げ性および伸びが向上するので、必要に応じて含有する任意元素である。しかし、Cr、Ti、V、Nb、Ni、Cu、Moを所定濃度超えて含有しても、Bにあっては0.050%超含有しても、特性の向上効果が飽和するだけでコスト高となる。そこで、これらの元素を含有する場合には、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下、B:0.050%以下とする。上記効果を確実に得るためには、Cr:0.001%以上、Ti:0.001%以上、V:0.001%以上、Nb:0.001%以上、Ni:0.001%以上、Cu:0.001%以上、Mo:0.001%以上、B:0.0003%以上であることが好ましい。
【0035】
[Bi:0.005%以下および/またはCa:0.01%以下]
Biは、必要に応じて含有する任意元素であり、その含有によって凝固組織が微細化し、Mnを多量に含有しても組織が均一となり、曲げ性の劣化が抑制される。したがって、所望の曲げ性を確保するために、Biを0.0001%以上含有することが好ましい。ただし、Bi含有量が0.005%を超えると曲げ加工性が飽和するため、Bi含有量は0.005%以下とする。
【0036】
Caは、過剰に含有するとめっき表面外観が劣るため、0.01%以下含有する。上記効果を確実に得るためには、Ca含有量を0.001%以上とすることが好ましい。
上記以外の残部は、Fe及び不純物である。
2.合金化溶融亜鉛めっき層の皮膜組成
[Fe:8.0〜15.0%]
本発明に係る合金化溶融亜鉛めっき鋼板において、めっき皮膜中のFe濃度は8%以上15.0%以下である。皮膜中の平均Fe%が8.0%未満であると、合金化処理温度によってはめっき表層にη相が残存する恐れがある。Fe含有量は、より好ましくは9%以上である。一方、Fe含有量が15.0%を越えると鋼板界面にΓ相が厚く形成されて耐パウダリング性が著しく低下する。そこで、めっき皮膜中のFe濃度は15.0%以下であり、より好ましくは13%以下である。
【0037】
[Al:0.15〜0.50%]
本発明に係る合金化溶融亜鉛めっき鋼板において、めっき皮膜中のAl濃度は0.15%以上0.50%以下である。皮膜中のAl濃度が高いと合金化速度が遅くなり、特に0.50%を超えると、極端にライン速度を遅くしたり、合金化温度を高くしないと合金化処理が完了しないことがある。皮膜中Al濃度のより好ましい範囲は0.40%以下である。なお、Al濃度の下限は、後述する浴中Al濃度の下限によりほぼ決定される。具体的には概ね0.15%である。
【0038】
[合金化溶融亜鉛めっき層と母材との界面の鋼板側の脱炭層の厚さ:100μm以下]
後述するように、還元焼鈍炉内の露点が高すぎる場合には、母材鋼板の表面の脱炭が進行する。脱炭が過剰に進行すると、母材鋼板の表面が軟化し、合金化溶融亜鉛めっき鋼板としての機械特性にも影響する。そこで、合金化溶融亜鉛めっき層と母材との界面の鋼板側の脱炭層の厚さは、100μm以下とする。
【0039】
[合金化溶融亜鉛めっき層の表層部に形成される酸化物層中のAl、Si、Mnの合計付着量:5mg/m2以下]
めっき表層に電気抵抗の高い酸化物が形成されていると、電極接触面に均一な電流が流れにくくなり、スポット溶接時のチリ発生が助長され易くなる。このため、低Si合金化溶融亜鉛めっき鋼板並のチリ発生電流値に抑えるために、酸化物中のAl含有量、Si含有量およびMn含有量の合計量を5mg/m2以下とする。より好ましくは、3mg/m2以下である。
【0040】
なお、本発明に係る合金化溶融亜鉛めっき鋼板のめっき付着量は特に限定しないが、既存の設備で容易に調整可能な概ね30g/m2以上とし、上限はパウダリングを大きく低下させないためにも70g/m2以下とすることが好ましい。より好ましい範囲は、40g/m2以上60g/m2以下である。
3.製造方法
本発明に係る製造方法は、
熱間圧延工程:上記化学組成を有する鋼スラブを熱間圧延して鋼板とする工程、
巻き取り工程:熱間圧延工程で熱間圧延された鋼板を650℃以下の温度で巻き取る工程、
酸洗工程:巻き取り工程後に鋼板を酸洗する工程、
冷間圧延工程:酸洗工程後に鋼板を冷間圧延する工程、
還元焼鈍工程:冷間圧延工程後に冷間圧延された鋼板を焼鈍する工程、
浸漬工程:還元焼鈍工程で焼鈍された鋼板を、Alを含有する溶融亜鉛めっき浴へ浸漬する工程、
付着量制御工程:浸漬工程後に、鋼板の表面の亜鉛付着量を制御する工程、
合金化処理工程:付着量制御工程後に、鋼板を合金化処理する工程
とを備え、調質圧延後にアルカリ処理→水洗→乾燥を施すことによって、本発明に係る溶接性に優れた合金化溶融亜鉛めっき鋼板を製造する。
【0041】
熱間圧延工程における巻取温度が650℃を越えると、冷却までにスケールから鋼板内部に酸素が拡散し易くなり、熱延鋼板の表層部に内部酸化層が形成され易くなる。特に母材の結晶粒界部は粒内部に較べて酸化が促進されるため、酸洗時にスケールが溶解しフラップと呼ばれる隙間が形成され易くなる。このフラップは冷間圧延時に押しつぶされるが、めっき後の合金化処理過程で溶融Znが拡散するには十分な隙間を有しており、合金相形成による体積膨張により合金化度が異常に上昇したり、鋼板の表層部の鉄片が皮膜中に分散することによってパウダリング性が大幅に低下する。このため、熱間圧延時の巻取温度は、650℃以下であり、より好ましくは630℃以下である。
【0042】
また、還元焼鈍工程における雰囲気中水素濃度は1.0体積%以上30.0体積%以下とするとともに、雰囲気の露点は−30℃以上0℃以下とする。還元焼鈍の雰囲気は、通常の窒素−水素混合雰囲気でよく、その際の水素濃度は1体積%以上30体積%以下であればよい。ただし、水素濃度を低めとすることにより露点上昇を緩和できることから、好ましくは、1体積%以上5体積%以下である。また、還元焼鈍の雰囲気の露点が−30℃未満であると鋼中のSiを十分に内部酸化できずにめっき濡れ性並びに合金化処理性の改善が認められないことから−30℃以上とする。一方、還元焼鈍の雰囲気の露点が0℃を超えると、鋼板の表層部の脱炭が進行して特性値にも影響を与える。
【0043】
さらに不可避的ガスとして、H2O、CO2、CO、CH4等が微量含まれていてもよい。
焼鈍温度の範囲は、通常の連続焼鈍工程における還元工程での鋼板の温度範囲と同様に、750℃以上900℃以下程度とすることが好ましく、要求される機械特性等に応じて適宜決定すればよい。
【0044】
このようにして還元焼鈍を行った後に、上記の浸漬工程により溶融亜鉛系めっきを行う。例えば、めっき浴温は440℃以上470℃以下とすることが好ましく、めっき浴中のAl濃度は0.080%以上0.15%以下とする。めっき浴中のAl濃度が0.08%未満であると、鋼板がめっき浴浸漬中に合金化が進行し、めっき付着量の制御が困難になるとともに、ポット底部にはボトムドロス(FeZn7)が形成され易くなり、ドロス付着欠陥により歩留まりが大きく低下する。このため、めっき浴中のAl濃度は、0.08%以上であり、好ましくは0.10%以上である。一方、めっき浴中のAl濃度が0.15%を越えると、合金化処理性が大幅に低下し、ライン速度の低下、合金化温度の上昇が必要となり、操業性が低下する。このため、めっき浴中のAl濃度は0.08以上0.15%以下とする。なお、侵入材温の下限は、浴温安定の観点から浴温から浴温±20℃以内に設定することが好ましい。
【0045】
上記合金化処理工程における合金化材温は550℃以下であることが好ましい。一般的に高温で合金化が施されるほど、同一のFe含有量であっても硬度が高いΓ相及びΓ1相が形成され易くなり、耐パウダリング性が低下する恐れがある。このため、合金化温度は550℃以下とする。より適正な範囲は530℃以下である。
【0046】
なお、加熱手段は、輻射加熱、高周波誘導加熱、通電加熱等何れの手段によってもよく、特に制限されない。
この他、たとえば合金化処理を施す必要のない溶融亜鉛めっき鋼板、溶融亜鉛−5%アルミニウム合金めっきや、溶融亜鉛−55%アルミニウム合金めっきの場合にも本発明を適用できる。
【0047】
本発明では、調質圧延後にpHを9〜12に調整したアルカリ処理→水洗→乾燥を行うことが望ましい。合金化時に皮膜中にFeと同時に拡散した易酸化元素は、めっき表面に酸化物として濃化し易く、アルカリ洗浄→水洗→乾燥により低減できる。アルカリは、めっき表層部に形成されている金属系酸化物の溶解性を確保し、金属Znの溶解をあまり促進させないpH9以上とすることが好ましい。より好ましくはpH10以上である。上限のpHについても同様でpH12以下とする。
【0048】
ここで、「アルカリ処理」とは、めっき層にアルカリ液を付着させることを意味する。その方法は任意であり、めっき相の表面に溶液を均一に付着させることが可能な方法であればよいので、特に限定する必要はなく、浸漬法、塗布法、ロールコーター等の公知の方法を用いればよい。なかでも、浸漬法が簡易である。アルカリ処理の効果を増幅させるため、アルカリ処理前及び処理中に表面研削用のブラシを併用しても良い。
【0049】
アルカリ液の種類は、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、水酸化マグネシウム、オルソ珪酸ソーダなど公知のものでよいが、安価な水酸化ナトリウムや水酸化カリウムなどを用いるのが好ましい。また、アルカリ後の水洗を容易にするため中和の目的でアリカリ処理→酸洗→水洗、またはアルカリ処理→水洗→酸洗→水洗工程を採用しても良い。
【0050】
ブラシ研削については、砥粒入りナイロンブラシ等、めっき表面を0.5g/m2以上研削できる能力のあるブラシであれば何れでも良く、乾式、湿式を問わない。
めっき後の製品表面には、特に処理しない場合もあるが、防錆油を塗布したり、潤滑処理を施した後防錆油を塗布しても構わない。
【0051】
このようにして、本発明により、母材に高Si含有鋼を用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度で耐食性が必要な材料用途として、内装材のみならず外装材としても極めて好適な合金化溶融亜鉛めっき鋼板を製造することができる。
【実施例1】
【0052】
表1に示す組成を有するスラブを、3.5mm厚になるように熱間圧延し、熱間圧延の巻き取り温度を600〜680℃の範囲で変更して巻き取った。この熱延鋼板を、厚さ0.80mmになるように冷間圧延した冷延鋼板に、以下に示す方法により合金化溶融亜鉛めっきを施した。
【0053】
冷延鋼板を窒素雰囲気中において500℃で予備加熱し、水素0.5〜35体積%、残部窒素からなる雰囲気中で、露点を−35〜5℃の範囲で変更し850℃で60秒間保持する還元性雰囲気中での焼鈍を施し、470℃まで冷却し、温度460℃、Al濃度0.07〜0.16%の範囲で種々の条件の亜鉛めっき浴に浸漬して引き上げ、めっき面に高圧ガスを吹き付けて付着量を50g/m2の範囲に調整し、一旦室温まで冷却した溶融亜鉛めっき鋼板を溶融塩中に浸漬し種々の温度で合金化処理を施した。めっき層のFe含有量が7〜15%の範囲である合金化溶融亜鉛めっき鋼板を製作した。
【0054】
これらのめっき鋼板のサンプルは、伸び率1.5%の調質圧延を施した後、pH10のアルカリ性の水溶液に3秒間浸漬した後、水洗し、60℃の空気を吹き付けて乾燥させた。アルカリ液としてはpH8〜13に調整した水酸化ナトリウム水溶液を用いた。ブラシ研削は砥粒入りナイロンブラシを使用して、2回研削を実施した。
【0055】
めっき性は、鋼種Hからなる0.1%Si鋼の実施例No.31のめっき濡れ性、合金化処理性を基準として、下記基準で判定した。
表2における◎は合金化処理速度が促進されたことを示し、○は合金化処理速度が同等であることを示し、△は合金化処理速度が遅延したことを示し、さらに、×は不めっきが発生したことを示す。
【0056】
また、化学組成は、めっき皮膜のZn、Al、Feなどの含有量は、インヒビターを添加した10%塩酸水溶液中にめっき鋼板を浸漬し、めっき皮膜を溶解した後、得られた溶液をICP分光分析法で測定することにより特定した。
【0057】
脱炭層の厚みは、鋼板界面からの深さ方向の距離を明確にするため、上記皮膜溶解後の母材を水洗後、十分に乾燥してGDS分析供試材とした。深さ方向の炭素の分析条件については、装置はマーカス型高周波グロー放電発光分析装置(JY−5000RF)を使用し、放電面積は4mmφ、RF出力は35W、アルゴン圧は600Paとした。脱炭層の厚みは、母材中央近傍の炭素濃度に較べて80%以下に低下した断面濃度の部位と定義した。そして、表2においては、脱炭層の厚みが100μm以下を○とし、100μmを越えているものを×とした。
【0058】
めっき表面の酸化物量は、めっき鋼板を、アンモニア水:500ミリリットルにイオン交換水を加えて1リットルとした水溶液に重クロム酸アンモニウムを20g溶解させた溶液に10分間浸漬し、めっき皮膜を溶解した溶液をICP分光分析法により分析して金属Si、Mn、量を測定した。
【0059】
プレス成形模擬試験は、合金化処理後の供試材を、長手方向が圧延方向となるように、30mm×100mmに裁断したサンプルに、防錆油(商品名「550HN」、日本パーカライジング株式会社製)を刷毛塗りし、ブランクホルダー圧フリー(ダイスとポンチとの間に板厚以上のスペースを確保)のハット成形試験を室温で行った。
【0060】
ハット成形試験の模式図を図1に示す。ここで、「ハット成形試験」とは、図1(a)に試験装置の一部を拡大して示すように、所定の間隔を開けて備えられるダイ1の上に、成形前の供試材2を載せ、当該供試材2の上方からポンチ3を下方へ移動させることにより、成形された供試材4(図1(b)参照)とする試験を意味する。このようにして供試材4へ成形した後、供試材4の縦壁部5にテープ(JIS Z−1522に準ずる、ニチバン株式会社製のセロテープ。「セロテープ」はニチバン株式会社の登録商標。)を貼り、その後、当該テープを剥離して、テープ剥離後の成形品の質量を測定した。そして、テープ剥離後の成形品の質量と、成形前の供試材1の質量とを比較することにより、1サンプルあたりのめっき層の剥離量を算出した。その他の条件は、ポンチ平行部:28mm、ダイス平行部:30mm、ポンチ肩R:3.0mm、ダイス肩R:5.0mm、成形速度:60mm/minとした。めっき層の剥離量の結果を、表2に示す。
【0061】
スポット溶接試験は、スポット溶接性はナゲット径vs電流値曲線による適正電流範囲の広さにより評価した。溶接条件は同じ条件で作成したサンプルを2枚重ね合わせ、両面から1対の電極で挟み、加圧通電してスポット溶接した。電極は直径6mmの先端がドーム型の形状のものを使用した。溶接電流は7KAから0.5KAずつ上昇させ、溶接時間は0.2秒とした。スポット溶接部は剥離試験をおこない、スポット溶接部の溶融金属部分(ナゲット)の直径が4×t0.5(t:試験片1枚の厚さ)以上を溶接の下限OKレベルとし、チリが発生する電流値を上限と設定した。
【0062】
【表1】
【0063】
【表2】
【0064】
表1、2に示すように、本発明の合金化溶融亜鉛めっき鋼板は、溶接性が良好である。ただし、製造条件によってはめっき性が必ずしも良好でない。そこで本発明の製造方法の条件を満足することによって、母材に高Si含有鋼を用いた場合にも不めっきが無く、溶接性にも優れている合金化溶融亜鉛めっき鋼板を製造することができることがわかる。
【符号の説明】
【0065】
1 ダイ
2 供試材
3 ポンチ
4 供試材
5 縦壁部
【特許請求の範囲】
【請求項1】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.5%以下、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板。
【請求項2】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板。
【請求項3】
前記鋼板母材は、前記Feの一部に代えて、質量%で、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有する請求項1または請求項2に記載された合金化溶融亜鉛めっき鋼板。
【請求項4】
前記鋼板母材は、前記Feの一部に代えて、質量%で、Bi:0.005%以下および/またはCa:0.01%以下を含有する請求項1から請求項3までのいずれか1項に記載された合金化溶融亜鉛めっき鋼板。
【請求項5】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、
該熱間圧延工程の後に前記鋼板を650℃以下の温度で巻き取る巻き取り工程と、
該巻き取り工程の後に前記鋼板を酸洗する酸洗工程と、
該酸洗工程の後に前記鋼板を冷間圧延する冷間圧延工程と、
該冷間圧延工程の後に前記鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、
該還元焼鈍工程の後に前記鋼板を、0.080〜0.15質量%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、
該浸漬工程の後に、前記鋼板の表面の亜鉛付着量を制御する付着量制御工程と、
該付着量制御工程の後に、前記鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、
前記合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0質量%とするとともにAl含有量を0.15〜0.50質量%とし、かつ、前記合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項6】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、
該熱間圧延工程の後に前記鋼板を650℃以下の温度で巻き取る巻き取り工程と、
該巻き取り工程の後に前記鋼板を酸洗する酸洗工程と、
該酸洗工程の後に前記鋼板を冷間圧延する冷間圧延工程と、
該冷間圧延工程の後に前記鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、
該還元焼鈍工程の後に前記鋼板を、0.080〜0.15質量%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、
該浸漬工程の後に、前記鋼板の表面の亜鉛付着量を制御する付着量制御工程と、
該付着量制御工程の後に、前記鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、
前記合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0質量%とするとともにAl含有量を0.15〜0.50質量%とし、かつ、前記合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項7】
前記鋼スラブは、前記Feの一部に代えて、質量%で、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有する請求項5または請求項6に記載された合金化溶融亜鉛めっき鋼板。
【請求項8】
前記鋼スラブは、前記Feの一部に代えて、質量%で、Bi:0.005%以下および/またはCa:0.01%以下を含有する請求項5から請求項7までのいずれか1項に記載された合金化溶融亜鉛めっき鋼板。
【請求項1】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.5%以下、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板。
【請求項2】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼板母材の表面に、質量%で、Fe:8.0〜15.0%およびAl:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、鋼板表層部に形成される脱炭層厚みが100μm以下であり、該合金化溶融亜鉛めっき層の表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下であることを特徴とする合金化溶融亜鉛めっき鋼板。
【請求項3】
前記鋼板母材は、前記Feの一部に代えて、質量%で、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有する請求項1または請求項2に記載された合金化溶融亜鉛めっき鋼板。
【請求項4】
前記鋼板母材は、前記Feの一部に代えて、質量%で、Bi:0.005%以下および/またはCa:0.01%以下を含有する請求項1から請求項3までのいずれか1項に記載された合金化溶融亜鉛めっき鋼板。
【請求項5】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、
該熱間圧延工程の後に前記鋼板を650℃以下の温度で巻き取る巻き取り工程と、
該巻き取り工程の後に前記鋼板を酸洗する酸洗工程と、
該酸洗工程の後に前記鋼板を冷間圧延する冷間圧延工程と、
該冷間圧延工程の後に前記鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、
該還元焼鈍工程の後に前記鋼板を、0.080〜0.15質量%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、
該浸漬工程の後に、前記鋼板の表面の亜鉛付着量を制御する付着量制御工程と、
該付着量制御工程の後に、前記鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、
前記合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0質量%とするとともにAl含有量を0.15〜0.50質量%とし、かつ、前記合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項6】
質量%で、C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、sol.Al:0.01%未満、残部Feおよび不純物からなる化学組成を有する鋼スラブを熱間圧延して鋼板とする熱間圧延工程と、
該熱間圧延工程の後に前記鋼板を650℃以下の温度で巻き取る巻き取り工程と、
該巻き取り工程の後に前記鋼板を酸洗する酸洗工程と、
該酸洗工程の後に前記鋼板を冷間圧延する冷間圧延工程と、
該冷間圧延工程の後に前記鋼板を、水素を1.0〜30.0体積%含有する窒素−水素混合還元雰囲気、且つ露点−30〜0℃の雰囲気で焼鈍する還元焼鈍工程と、
該還元焼鈍工程の後に前記鋼板を、0.080〜0.15質量%のAlを含有する溶融亜鉛めっき浴へ浸漬する浸漬工程と、
該浸漬工程の後に、前記鋼板の表面の亜鉛付着量を制御する付着量制御工程と、
該付着量制御工程の後に、前記鋼板を、550℃以下の温度で合金化処理する合金化処理工程とを備え、
前記合金化処理工程において、合金化溶融亜鉛めっき層のFe含有量を8.0〜15.0質量%とするとともにAl含有量を0.15〜0.50質量%とし、かつ、前記合金化処理工程の後に、調質圧延、pHを9〜12に調整したアルカリ処理、水洗および乾燥を行うことを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【請求項7】
前記鋼スラブは、前記Feの一部に代えて、質量%で、Cr:0.5%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、Ni:1%以下、Cu:1%以下、Mo:1%以下およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有する請求項5または請求項6に記載された合金化溶融亜鉛めっき鋼板。
【請求項8】
前記鋼スラブは、前記Feの一部に代えて、質量%で、Bi:0.005%以下および/またはCa:0.01%以下を含有する請求項5から請求項7までのいずれか1項に記載された合金化溶融亜鉛めっき鋼板。
【図1】

【公開番号】特開2011−117041(P2011−117041A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−275631(P2009−275631)
【出願日】平成21年12月3日(2009.12.3)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月3日(2009.12.3)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]