
溶接接合部材及び溶接接合方法

【課題】互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑える。
【解決手段】デフケース1にリングギヤ3を嵌め込んでその外周部を溶接接合する際に、互いの側面17,19同士を突き合わせる。この各側面17,19には、それぞれ凹溝21及び23を形成してあり、これら凹溝21及び23によって溝25を備える継手構造とする。この溝25の外周側の開口端部には、互いに対向する方向に突出する突起27,29を形成し、これら突起27,29の先端相互を当接させた状態でレーザ溶接する。
【解決手段】デフケース1にリングギヤ3を嵌め込んでその外周部を溶接接合する際に、互いの側面17,19同士を突き合わせる。この各側面17,19には、それぞれ凹溝21及び23を形成してあり、これら凹溝21及び23によって溝25を備える継手構造とする。この溝25の外周側の開口端部には、互いに対向する方向に突出する突起27,29を形成し、これら突起27,29の先端相互を当接させた状態でレーザ溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を備えている溶接接合部材及び溶接接合方法に関する。
【背景技術】
【0002】
例えば自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケースと、デフケースの外周部に取り付けるリングギヤは、環状のリングギヤをデフケースに嵌め込んだ状態で、ボルトにより締結する工法が用いられている。
【0003】
ところが、近年では、上記2部品の締結部近傍をその外周に沿って溶接することにより、ボルトを廃止するとともに、ボルトを締結するための2部品の一部をも除去できるので、ファイナルドライブユニットの軽量化を達成できる。
【0004】
この場合、リングギヤをデフケースに嵌め込んだときにこれら2部品相互が当接する部分を外周溶接するが、この外周溶接部分に溝を設けた溶接継手とし、溶加材を使用してレーザなどの高エネルギビームを溶射して溶接接合している(例えば下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2002−514511号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記2部品を溶接接合するにあたり、リングギヤをデフケースに嵌め込む際には、溶接による熱変形を防ぐために、リングギヤをデフケースに対して嵌め込み方向に押し付けて圧力を付与した状態とする必要がある。
【0007】
ところが、上記2部品相互の溶接部分の外周部には溝を設けてあるので、リングギヤをデフケースに押し付ける際にリングギヤが変形するか、あるいは、溶接時の溶融金属が冷却収縮する際に、上記押し付け方向に変形する恐れがある。
【0008】
そこで、本発明は、互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑えることを目的としている。
【課題を解決するための手段】
【0009】
本発明は、一対の部品を互いに突き合わせた突き合わせ部の外側部分に溝を備え、この溝内にて、一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を備えていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する際には、一対の部品の少なくとも一方に設けた突起の先端が他方に接触することで、この突起による接触部が押し付け方向の力に対抗するので、該押し付け方向への部品の変形を抑えることができ、溶接接合部材として高品質化を達成することができる。
【図面の簡単な説明】
【0011】
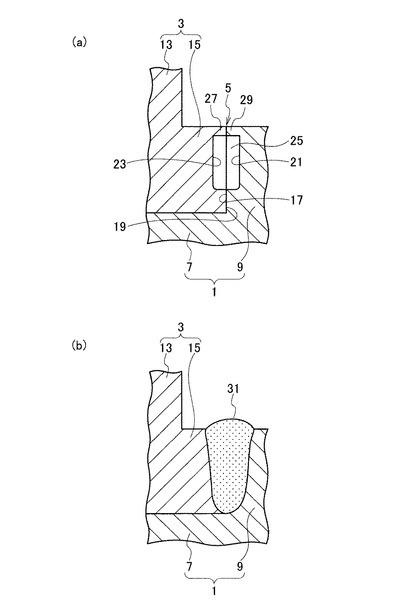
【図1】(a)は本発明の第1の実施形態に係わる溶接継手を示す、図2の要部の断面図、(b)は溶接後の(a)に対応する断面図である。
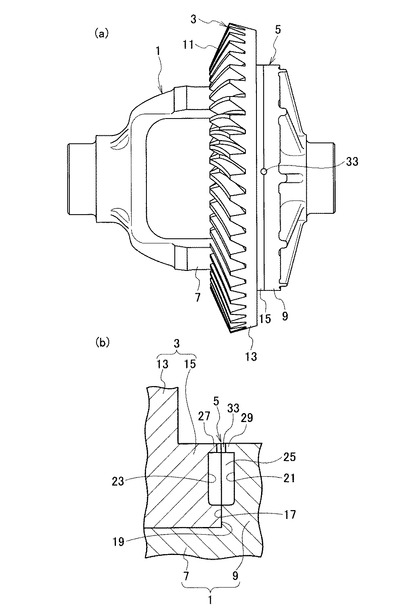
【図2】図1の溶接継手を適用しているデフケースとリングギヤを示す正面図である。
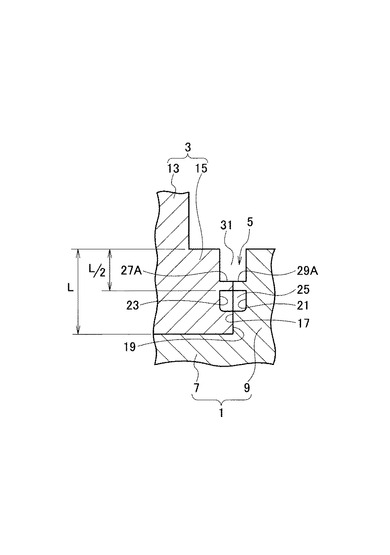
【図3】本発明の第2の実施形態を示す、図1(a)に対応する断面図である。
【図4】(a)は本発明の第3の実施形態を示す、図2に対応する正面図、(b)は図1(a)に対応する、(a)の要部の断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を図面に基づき説明する。
【0013】
[第1の実施形態]
図2に示すように、自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケース1に対し、リングギヤ3を図2中で左方向から嵌め込み、互いの突き合わせ部5の外側部分である外周部分に対して溶接することで、これら2部品相互を溶接接合する。
【0014】
溶接する際には、例えばレーザビームや電子ビームなどの高密度エネルギビーム2を照射して行うが、その際溶加材となるフィラーワイヤ4を使用する。フィラーワイヤ4としては、通常デフケース1が鋳鉄材であることから、溶融した鋳鉄材が硬化したときに割れが発生することを防ぐ目的で、鉄に対してなじみのよいNi(ニッケル)成分を含んだものを使用する。
【0015】
デフケース1は、小径部7と大径部9とを備える一方、リングギヤ3は、歯部11を備えるギヤ部13と、ギヤ部13よりも小径で、上記デフケース1の大径部9と外径がほぼ同等なギヤ側小径部15とを備えている。
【0016】
デフケース1の小径部7に環状のリングギヤ3を嵌め込んでおり、その際、図2の突合せ部5近傍のA部における断面形状を示す図1(a)のように、デフケース1における大径部9の側面17と、リングギヤ3におけるギヤ側小径部15の側面19とを互いに突き合わせている。
【0017】
すなわち、デフケース1は小径部7及び大径部9を備え、リングギヤ3は、デフケース1の小径部7が挿入されて大径部9の小径部7側に形成した側面17に突き合わせた状態で溶接接合される。
【0018】
そして、この突き合わせ部5における大径部9の側面17及びギヤ側小径部15の側面19には、周方向に沿って全周にわたり凹溝21及び23をそれぞれ形成してあり、これら凹溝21及び23によって、突き合わせ部5の外周部分に形成した溝25を構成している。
【0019】
また、この溝25の外周側の開口端部には、大径部9の側面17及びギヤ側小径部15の側面19から互いに対向する方向に突出してその先端が接触する突起27及び29をそれぞれ設けている。これら突起27及び29は、周方向にわたり全周に設けて環状に形成している。
【0020】
したがって、溝25は、外周側の開口端部を各突起27及び29によって閉塞した環状の閉空間となっている。
【0021】
次に、作用を説明する。図2のように、デフケース1の小径部7にリングギヤ3を嵌め込む際に、図1に示すように、デフケース1の大径部9の側面17に、ギヤ側小径部15の側面19を突き当てる。このとき、溶接による熱変形を抑制するために、リングギヤ3のギヤ側小径部15の側面19を、デフケース1の大径部9の側面17に押し付けて圧力を付与した状態とする。
【0022】
このとき本実施形態では、溝25の外周側の開口端部に、デフケース1及びリングギヤ3の双方から互いに対向するようにして突出する突起27及び29をそれぞれ設けて、該突起27及び29の先端相互を当接させている。
【0023】
この状態で、図2に示す高密度エネルギビーム2を突き合わせ部5の外周部分に向けて照射し、母材であるデフケース1及びリングギヤ3側の各突起27及び29付近が溶融し始めたら、フィラーワイヤ4を順次供給していく。このとき、デフケース1及びリングギヤ3を、図示しない溶接設備の回転駆動機構によって、リングギヤ3の中心軸線を中心として一体的に回転させることで、突き合わせ部5の全周にわたって溶接することになる。
【0024】
溶接時には、各突起27及び29や、デフケース1側の側面17及びリングギヤ3側の側面19における凹溝21及び23など、突き合わせ部5における互いの表層部が溶融するとともに、順次供給するフィラーワイヤ4が溶融する。これにより、図1(b)に示すように、デフケース1及びリングギヤ3とフィラーワイヤ4とが溶融した溶融金属部31が形成され、これら2部品相互が溶接接合されることになる。
【0025】
ここで、本実施形態では、溶接時には、前述したようにリングギヤ3のギヤ側小径部15の側面19を、デフケース1の大径部9の側面17に押し付けて圧力を付与した状態とすることで、溶接による熱変形を抑えている。
【0026】
この際、本実施形態では、溝25の外周側の開口端部において、デフケース1及びリングギヤ3にそれぞれ設けてある突起27及び29の先端相互を当接させていることから、上記のように側面19を側面17に押し付けて圧力を付与したとしても、これら各突起27,29が該押し付け方向の力に対抗する。この結果、該押し付け方向への部品、特にリングギヤ3の変形を抑えることができる。また、溶接時の溶融金属が冷却収縮する際には、母材側の溶融部分となる突起27及び29を備える分、上記押し付け方向に変形することも抑制でき、溶接接合部材として高品質化を達成することができる。
【0027】
特に、上記した突起27及び29を、溝25の底部から最も離れた位置の開口端部に設けているので、リングギヤ3側の側面19を、デフケース1側の側面17に押し付けて圧力を付与したときの対抗力が有効に作用し、上記押し付け方向への変形を効率よく抑えることができる。
【0028】
また、本実施形態では、一対の部品は、少なくとも前記突き合わせ部5を環状に形成してあるので、デフケース1及びリングギヤ3を一対の部品として溶接接合する際に、部品の変形を抑制するのに有効である。
【0029】
[第2の実施形態]
前記した第1の実施形態では、溝25の開口端部に突起27及び29を設定しているが、図3に示すように、第2の実施形態は、これら突起27及び29に代えて、溝25の深さ方向の中間位置に突起27A及び29Bをそれぞれ設けている。これらの突起27A及び29Bは、前記した突起27及び29と同様に全周に設けてあり、これにより本実施形態では、突起27A及び29Bの外側に凹部31を備えることになる。
【0030】
これにより第2の実施形態では、凹部31が溶融プールを形成することになり、特に溶融状態のNiを含むフィラーワイヤ4が凹部31に溶接当初に溜まることになるので、この溶融したフィラーワイヤ4の突き合わせ部5周辺への流出を抑制して鋳鉄材からなる母材の割れをより効果的に抑えることができるとともに、高品質な溶接部品を得ることができる。
【0031】
このとき本実施形態では、突き合わせ部5における溶け込み深さをLとすると、突起27A及び29Bは、L/2よりも溝25の開口端部側に位置している。これにより、突起27A及び29Bによるリングギヤ3の前記した変形抑制効果を維持しつつ、凹部31による溶融プール形成に基づく母材割れも抑制でき、高品質な溶接部品を得ることができる。
【0032】
[第3の実施形態]
第3の実施形態は、図4に示すように、第1の実施形態に対し、突起27,29を有する部分の突き合わせ部5の一部に、溝25の内部と外部とを連通する連通孔33を設けている。この連通孔33は、互いに突き合わせた一対の突起27,29の先端に設けた半円形状の切欠で構成している。なお、この切欠は、一対の突起27,29の少なくとも一方に設けるだけもよい。また、連通孔33として、一対の突起27,29の少なくともいずれか一方に貫通孔として設けたものでもよい。
【0033】
上記した連通孔33を設けることで、溶接時の熱で溝25内の空気が膨張した際に、該空気を連通孔33から逃がすことができ、これによって溝25の内壁の膨張空気による凹みなど変形を抑えることができる。この結果、前記図1(b)に示してある溶融金属部31内に空気が混入するなどによる溶接不良を抑えることができる。
【0034】
また、上記した連通孔33は、互いに突き合わせた一対の突起27,29の先端に設けた半円形状の切欠で構成しているので、鋳造成形するデフケース1の場合には、突起27,29の少なくとも一方に連通孔33となる貫通孔を形成する場合に比較して、鋳造成形時に連通孔33を容易に設けることができる。
【0035】
なお、上記した連通孔33は、周方向沿って少なくとも1個あればよく、複数設けてもよい。また、この連通孔33は、図3に示す第2の実施形態の突起27A,29Aに設けることもできる。
【0036】
また、前記した各実施形態では、デフケース1側の側面17及びリングギヤ3側のギヤ側小径部15の側面19に、突起27(27A)及び29(29A)をそれぞれ設けているが、これら突起27(27A)と突起29(29A)のうちいずれか一方のみ設け、その一方の例えばリングギヤ3側の突起27(27A)を対向するデフケース1側の溝25の側壁に当接させるようにしてもよい。
【0037】
さらに、突起27(27A)と突起29(29A)の突出長さを互いに異ならせても構わない。要するに、溝25内にて、一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を設けてあればよい。
【符号の説明】
【0038】
1 デフケース(一対の部品)
3 リングギヤ(一対の部品)
4 フィラーワイヤ(溶加材)
5 突き合わせ部
7 デフケースの小径部
9 デフケースの大径部
17 大径部の側面
25 突き合わせ部における溝
27,29 溝内に設けた突起
31 突き合わせ部に設けた凹部
33 突起に設けた連通孔
L 溶接時の溶け込み深さ
【技術分野】
【0001】
本発明は、一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を備えている溶接接合部材及び溶接接合方法に関する。
【背景技術】
【0002】
例えば自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケースと、デフケースの外周部に取り付けるリングギヤは、環状のリングギヤをデフケースに嵌め込んだ状態で、ボルトにより締結する工法が用いられている。
【0003】
ところが、近年では、上記2部品の締結部近傍をその外周に沿って溶接することにより、ボルトを廃止するとともに、ボルトを締結するための2部品の一部をも除去できるので、ファイナルドライブユニットの軽量化を達成できる。
【0004】
この場合、リングギヤをデフケースに嵌め込んだときにこれら2部品相互が当接する部分を外周溶接するが、この外周溶接部分に溝を設けた溶接継手とし、溶加材を使用してレーザなどの高エネルギビームを溶射して溶接接合している(例えば下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2002−514511号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記2部品を溶接接合するにあたり、リングギヤをデフケースに嵌め込む際には、溶接による熱変形を防ぐために、リングギヤをデフケースに対して嵌め込み方向に押し付けて圧力を付与した状態とする必要がある。
【0007】
ところが、上記2部品相互の溶接部分の外周部には溝を設けてあるので、リングギヤをデフケースに押し付ける際にリングギヤが変形するか、あるいは、溶接時の溶融金属が冷却収縮する際に、上記押し付け方向に変形する恐れがある。
【0008】
そこで、本発明は、互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑えることを目的としている。
【課題を解決するための手段】
【0009】
本発明は、一対の部品を互いに突き合わせた突き合わせ部の外側部分に溝を備え、この溝内にて、一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を備えていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する際には、一対の部品の少なくとも一方に設けた突起の先端が他方に接触することで、この突起による接触部が押し付け方向の力に対抗するので、該押し付け方向への部品の変形を抑えることができ、溶接接合部材として高品質化を達成することができる。
【図面の簡単な説明】
【0011】
【図1】(a)は本発明の第1の実施形態に係わる溶接継手を示す、図2の要部の断面図、(b)は溶接後の(a)に対応する断面図である。
【図2】図1の溶接継手を適用しているデフケースとリングギヤを示す正面図である。
【図3】本発明の第2の実施形態を示す、図1(a)に対応する断面図である。
【図4】(a)は本発明の第3の実施形態を示す、図2に対応する正面図、(b)は図1(a)に対応する、(a)の要部の断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を図面に基づき説明する。
【0013】
[第1の実施形態]
図2に示すように、自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケース1に対し、リングギヤ3を図2中で左方向から嵌め込み、互いの突き合わせ部5の外側部分である外周部分に対して溶接することで、これら2部品相互を溶接接合する。
【0014】
溶接する際には、例えばレーザビームや電子ビームなどの高密度エネルギビーム2を照射して行うが、その際溶加材となるフィラーワイヤ4を使用する。フィラーワイヤ4としては、通常デフケース1が鋳鉄材であることから、溶融した鋳鉄材が硬化したときに割れが発生することを防ぐ目的で、鉄に対してなじみのよいNi(ニッケル)成分を含んだものを使用する。
【0015】
デフケース1は、小径部7と大径部9とを備える一方、リングギヤ3は、歯部11を備えるギヤ部13と、ギヤ部13よりも小径で、上記デフケース1の大径部9と外径がほぼ同等なギヤ側小径部15とを備えている。
【0016】
デフケース1の小径部7に環状のリングギヤ3を嵌め込んでおり、その際、図2の突合せ部5近傍のA部における断面形状を示す図1(a)のように、デフケース1における大径部9の側面17と、リングギヤ3におけるギヤ側小径部15の側面19とを互いに突き合わせている。
【0017】
すなわち、デフケース1は小径部7及び大径部9を備え、リングギヤ3は、デフケース1の小径部7が挿入されて大径部9の小径部7側に形成した側面17に突き合わせた状態で溶接接合される。
【0018】
そして、この突き合わせ部5における大径部9の側面17及びギヤ側小径部15の側面19には、周方向に沿って全周にわたり凹溝21及び23をそれぞれ形成してあり、これら凹溝21及び23によって、突き合わせ部5の外周部分に形成した溝25を構成している。
【0019】
また、この溝25の外周側の開口端部には、大径部9の側面17及びギヤ側小径部15の側面19から互いに対向する方向に突出してその先端が接触する突起27及び29をそれぞれ設けている。これら突起27及び29は、周方向にわたり全周に設けて環状に形成している。
【0020】
したがって、溝25は、外周側の開口端部を各突起27及び29によって閉塞した環状の閉空間となっている。
【0021】
次に、作用を説明する。図2のように、デフケース1の小径部7にリングギヤ3を嵌め込む際に、図1に示すように、デフケース1の大径部9の側面17に、ギヤ側小径部15の側面19を突き当てる。このとき、溶接による熱変形を抑制するために、リングギヤ3のギヤ側小径部15の側面19を、デフケース1の大径部9の側面17に押し付けて圧力を付与した状態とする。
【0022】
このとき本実施形態では、溝25の外周側の開口端部に、デフケース1及びリングギヤ3の双方から互いに対向するようにして突出する突起27及び29をそれぞれ設けて、該突起27及び29の先端相互を当接させている。
【0023】
この状態で、図2に示す高密度エネルギビーム2を突き合わせ部5の外周部分に向けて照射し、母材であるデフケース1及びリングギヤ3側の各突起27及び29付近が溶融し始めたら、フィラーワイヤ4を順次供給していく。このとき、デフケース1及びリングギヤ3を、図示しない溶接設備の回転駆動機構によって、リングギヤ3の中心軸線を中心として一体的に回転させることで、突き合わせ部5の全周にわたって溶接することになる。
【0024】
溶接時には、各突起27及び29や、デフケース1側の側面17及びリングギヤ3側の側面19における凹溝21及び23など、突き合わせ部5における互いの表層部が溶融するとともに、順次供給するフィラーワイヤ4が溶融する。これにより、図1(b)に示すように、デフケース1及びリングギヤ3とフィラーワイヤ4とが溶融した溶融金属部31が形成され、これら2部品相互が溶接接合されることになる。
【0025】
ここで、本実施形態では、溶接時には、前述したようにリングギヤ3のギヤ側小径部15の側面19を、デフケース1の大径部9の側面17に押し付けて圧力を付与した状態とすることで、溶接による熱変形を抑えている。
【0026】
この際、本実施形態では、溝25の外周側の開口端部において、デフケース1及びリングギヤ3にそれぞれ設けてある突起27及び29の先端相互を当接させていることから、上記のように側面19を側面17に押し付けて圧力を付与したとしても、これら各突起27,29が該押し付け方向の力に対抗する。この結果、該押し付け方向への部品、特にリングギヤ3の変形を抑えることができる。また、溶接時の溶融金属が冷却収縮する際には、母材側の溶融部分となる突起27及び29を備える分、上記押し付け方向に変形することも抑制でき、溶接接合部材として高品質化を達成することができる。
【0027】
特に、上記した突起27及び29を、溝25の底部から最も離れた位置の開口端部に設けているので、リングギヤ3側の側面19を、デフケース1側の側面17に押し付けて圧力を付与したときの対抗力が有効に作用し、上記押し付け方向への変形を効率よく抑えることができる。
【0028】
また、本実施形態では、一対の部品は、少なくとも前記突き合わせ部5を環状に形成してあるので、デフケース1及びリングギヤ3を一対の部品として溶接接合する際に、部品の変形を抑制するのに有効である。
【0029】
[第2の実施形態]
前記した第1の実施形態では、溝25の開口端部に突起27及び29を設定しているが、図3に示すように、第2の実施形態は、これら突起27及び29に代えて、溝25の深さ方向の中間位置に突起27A及び29Bをそれぞれ設けている。これらの突起27A及び29Bは、前記した突起27及び29と同様に全周に設けてあり、これにより本実施形態では、突起27A及び29Bの外側に凹部31を備えることになる。
【0030】
これにより第2の実施形態では、凹部31が溶融プールを形成することになり、特に溶融状態のNiを含むフィラーワイヤ4が凹部31に溶接当初に溜まることになるので、この溶融したフィラーワイヤ4の突き合わせ部5周辺への流出を抑制して鋳鉄材からなる母材の割れをより効果的に抑えることができるとともに、高品質な溶接部品を得ることができる。
【0031】
このとき本実施形態では、突き合わせ部5における溶け込み深さをLとすると、突起27A及び29Bは、L/2よりも溝25の開口端部側に位置している。これにより、突起27A及び29Bによるリングギヤ3の前記した変形抑制効果を維持しつつ、凹部31による溶融プール形成に基づく母材割れも抑制でき、高品質な溶接部品を得ることができる。
【0032】
[第3の実施形態]
第3の実施形態は、図4に示すように、第1の実施形態に対し、突起27,29を有する部分の突き合わせ部5の一部に、溝25の内部と外部とを連通する連通孔33を設けている。この連通孔33は、互いに突き合わせた一対の突起27,29の先端に設けた半円形状の切欠で構成している。なお、この切欠は、一対の突起27,29の少なくとも一方に設けるだけもよい。また、連通孔33として、一対の突起27,29の少なくともいずれか一方に貫通孔として設けたものでもよい。
【0033】
上記した連通孔33を設けることで、溶接時の熱で溝25内の空気が膨張した際に、該空気を連通孔33から逃がすことができ、これによって溝25の内壁の膨張空気による凹みなど変形を抑えることができる。この結果、前記図1(b)に示してある溶融金属部31内に空気が混入するなどによる溶接不良を抑えることができる。
【0034】
また、上記した連通孔33は、互いに突き合わせた一対の突起27,29の先端に設けた半円形状の切欠で構成しているので、鋳造成形するデフケース1の場合には、突起27,29の少なくとも一方に連通孔33となる貫通孔を形成する場合に比較して、鋳造成形時に連通孔33を容易に設けることができる。
【0035】
なお、上記した連通孔33は、周方向沿って少なくとも1個あればよく、複数設けてもよい。また、この連通孔33は、図3に示す第2の実施形態の突起27A,29Aに設けることもできる。
【0036】
また、前記した各実施形態では、デフケース1側の側面17及びリングギヤ3側のギヤ側小径部15の側面19に、突起27(27A)及び29(29A)をそれぞれ設けているが、これら突起27(27A)と突起29(29A)のうちいずれか一方のみ設け、その一方の例えばリングギヤ3側の突起27(27A)を対向するデフケース1側の溝25の側壁に当接させるようにしてもよい。
【0037】
さらに、突起27(27A)と突起29(29A)の突出長さを互いに異ならせても構わない。要するに、溝25内にて、一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を設けてあればよい。
【符号の説明】
【0038】
1 デフケース(一対の部品)
3 リングギヤ(一対の部品)
4 フィラーワイヤ(溶加材)
5 突き合わせ部
7 デフケースの小径部
9 デフケースの大径部
17 大径部の側面
25 突き合わせ部における溝
27,29 溝内に設けた突起
31 突き合わせ部に設けた凹部
33 突起に設けた連通孔
L 溶接時の溶け込み深さ
【特許請求の範囲】
【請求項1】
一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を備えている溶接接合部材であって、前記溝内にて、前記一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を備えていることを特徴とする溶接接合部材。
【請求項2】
前記突起は、前記溝の底部と反対側の開口端部に位置していることを特徴とする請求項1に記載の溶接接合部材。
【請求項3】
前記突起は、前記溝の底部と反対側の開口端部よりも底部側に位置し、この突起の前記開口端部側に凹部を備えていることを特徴とする請求項1に記載の溶接接合部材。
【請求項4】
溶接時の溶け込み深さをLとした場合に、前記突起は、L/2よりも前記開口端部側に位置していることを特徴とする請求項3に記載の溶接接合部材。
【請求項5】
前記一対の部品は、少なくとも前記突き合わせ部を環状に形成してあることを特徴とする請求項1ないし4のいずれか1項に記載の溶接接合部材。
【請求項6】
前記突き合わせ部における環状に形成した突起に、前記溝の内部と外部とを連通する連通孔を設けたことを特徴とする請求項5に記載の溶接接合部材。
【請求項7】
前記連通孔を、前記突起の先端に設けた切欠で構成したことを特徴とする請求項6に記載の溶接接合部材。
【請求項8】
前記一対の部品は、自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケース及びこのデフケースに取り付けられる環状のリングギヤであることを特徴とする請求項1ないし7のいずれか1項に記載の溶接接合部材。
【請求項9】
前記デフケースは小径部及び大径部を備え、前記リングギヤは、前記デフケースの小径部が挿入されて大径部の小径部側に形成した側面に突き合わせた状態で溶接接合されることを特徴とする請求項8に記載の溶接接合部材。
【請求項10】
一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を設け、この溝内にて、前記一対の部品の少なくとも一方から他方に向けて突出する突起の先端を他方に接触させた状態で、前記溶加材を用いて溶接接合することを特徴とする溶接接合方法。
【請求項1】
一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を備えている溶接接合部材であって、前記溝内にて、前記一対の部品の少なくとも一方から他方に向けて突出してその先端が他方に接触する突起を備えていることを特徴とする溶接接合部材。
【請求項2】
前記突起は、前記溝の底部と反対側の開口端部に位置していることを特徴とする請求項1に記載の溶接接合部材。
【請求項3】
前記突起は、前記溝の底部と反対側の開口端部よりも底部側に位置し、この突起の前記開口端部側に凹部を備えていることを特徴とする請求項1に記載の溶接接合部材。
【請求項4】
溶接時の溶け込み深さをLとした場合に、前記突起は、L/2よりも前記開口端部側に位置していることを特徴とする請求項3に記載の溶接接合部材。
【請求項5】
前記一対の部品は、少なくとも前記突き合わせ部を環状に形成してあることを特徴とする請求項1ないし4のいずれか1項に記載の溶接接合部材。
【請求項6】
前記突き合わせ部における環状に形成した突起に、前記溝の内部と外部とを連通する連通孔を設けたことを特徴とする請求項5に記載の溶接接合部材。
【請求項7】
前記連通孔を、前記突起の先端に設けた切欠で構成したことを特徴とする請求項6に記載の溶接接合部材。
【請求項8】
前記一対の部品は、自動車におけるファイナルドライブユニットとして設けてあるデファレンシャル装置のデフケース及びこのデフケースに取り付けられる環状のリングギヤであることを特徴とする請求項1ないし7のいずれか1項に記載の溶接接合部材。
【請求項9】
前記デフケースは小径部及び大径部を備え、前記リングギヤは、前記デフケースの小径部が挿入されて大径部の小径部側に形成した側面に突き合わせた状態で溶接接合されることを特徴とする請求項8に記載の溶接接合部材。
【請求項10】
一対の部品を互いに突き合わせた状態で溶加材を用いて溶接接合する際に、この突き合わせ部の外側部分に溝を設け、この溝内にて、前記一対の部品の少なくとも一方から他方に向けて突出する突起の先端を他方に接触させた状態で、前記溶加材を用いて溶接接合することを特徴とする溶接接合方法。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−207850(P2010−207850A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−56143(P2009−56143)
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]