
溶接方法、溶接装置及び鋼床版
【課題】応力集中を回避する裏波ビードを形成することのできる溶接方法を提供することを目的とする。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、橋梁に適用される鋼床版に補剛材をすみ肉溶接するのに好適な溶接方法に関する。
【背景技術】
【0002】
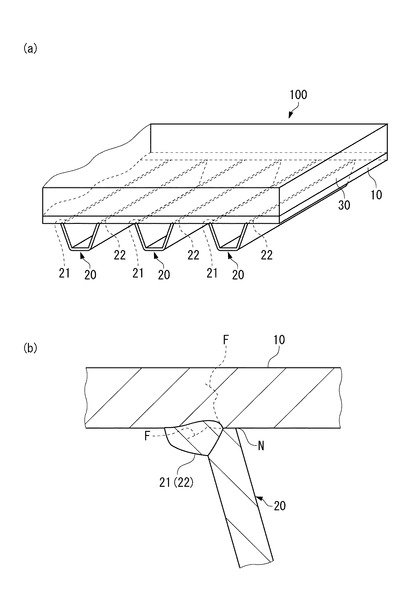
図17(a)に示されるように、鋼床版(補剛板)100は、デッキプレート10(鋼板)の一方の面に一定の間隔で複数のU字状リブ20(補剛材)を配して構成される。デッキプレート10は、例えば厚さが12〜16mmの鋼製の平板から構成され、U字状リブ20は、例えば厚さが6〜9mmの鋼製の平板を曲げ加工して断面をU字状とした形鋼から構成され、その幅は30cm程度である。
U字状リブ20の縁とデッキプレート10とのすみ肉溶接部21、22については、疲労設計指針でU字状リブ20の溶け込み必要深さをU字状リブ20の板厚の75%以上とすることが必要とされる(非特許文献1)。
ところが、鋼床版100はデッキプレート10上に設けられるアスファルト製の舗装30(例えば厚さが80mm)を介して車両による輪荷重を繰り返して受けるので、疲労損傷に対して留意が必要である。特に、すみ肉溶接部21の溶け込み先端の延長線上の非溶接部Nに応力が集中して、図17(b)に示すように、比較的早期に疲労亀裂Fが生じる。
【0003】
そこで、溶け込み先端を起点する亀裂の発生を抑制するために、すみ肉溶接部21をU字状リブ20の板厚方向に貫通する完全溶込みとすることが提案されている(特許文献1〜3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−272826号公報(図11、図12)
【特許文献2】特開2008−290115号公報(図1)
【特許文献3】特開2008−290116号公報(図1)
【非特許文献】
【0005】
【非特許文献1】土木学会論文集 No.519/I-32,127-137,1995.7 「鋼床版縦リブ・横リブ交差部の局部応力と疲労強度」
【発明の概要】
【発明が解決しようとする課題】
【0006】
この完全溶込みを行う際に、U字状リブ20の外側および内側の両側からすみ肉溶接して応力集中部をなくすことが好ましいが、狭隘なU字状リブ20の内側から溶接することは困難である。したがって、U字状リブ20の外側のみから溶接を行わなければならない。ところが本発明者等の検討によると、外側のみから溶接したのでは、U字状リブ20の内側に形成される裏波ビードが応力集中を生じさせる形状となる。そこで本発明は、応力集中を回避する裏波ビードを形成することのできる溶接方法、溶接装置を提供することを目的とする。さらに本発明は、そのような溶接方法により得られる鋼床版を提供することを目的とする。
【課題を解決するための手段】
【0007】
裏波ビードが応力集中を生じさせる形状となるのは、溶接により裏側(溶接される側の反対側)に到達した溶融金属が自由に流動できるからであり、溶接電流、溶接電圧および溶接速度などの溶接条件を調整しても、裏波ビードの形状を制御することは容易でない。特に、U字状リブは長さが10m程度と長いものがあり、この長さの全域に亘って裏波ビードを応力集中が生じにくい形状にするのは困難である。
本発明者等は、U字状リブの内側(裏側)に当て金を配設しながら、U字状リブの外側から溶接することで、裏波ビードを応力集中の生じにくい形状に制御できることを知見した。ところが、U字状リブの長手方向の全長と同等の長さの当て金を用いることは、実際の施工を想定すると現実的ではない。溶接を行なう前にU字状リブをデッキプレートに仮止めするが、仮止めされたU字状リブの取り付け誤差が位置により相違する。したがって、U字状リブの長手方向(あるいは溶接線方向)の全長よりも十分に短い領域に対応する当て金を用いることが必要である。
【0008】
以上の検討結果に基づく本発明は、平板状の鋼板と縦板の突合せ部を溶接するすみ肉溶接方法に関するものである。
この溶接方法は、縦板の鋼板に当接する縁部を縦板の一方の側から溶接することで、縁部を貫通して縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接するものである。
この溶接の際に、縦板の他方の側であって、縦板の一方の側から溶接している位置を含む領域(以下、溶接対応領域という)に、裏波ビードを支持する当て金を鋼板と縦板に押し付ける。
この溶接方法は、先行する第1ステップと、後続の第2ステップとを少なくとも含む。第1ステップは、第1領域に当て金を配置して第1領域を溶接する。第1領域の溶接が終了した後に行われる第2ステップは、当て金による押し付けを後続の第2領域に移行させて第2領域を溶接する。
本発明は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われる、ことを特徴とする。
なお、本発明における「当て金による押し付けの第1領域から第2領域への移行」は、当て金が物理的に移動することを必須とするものではなく、当て金による押し付けが変遷することを意味している。にまた、本発明においては、第1ステップと第2ステップという二つのステップだけを規定しているが、これは最小限のステップを規定しているだけであり、さらに第3ステップ、第4ステップ、…、第nステップを行なうことを許容する。
【0009】
本発明の溶接方法は、当て金を溶接対応領域に配置しながら溶接する。したがって、縦板の一方の側から溶接して形成される裏波ビードは、当て金との間の空隙に対応して形状が制御されながら冷却されるので、当て金の形状を調整することで、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者を応力集中がしにくい鈍角にできる。
また、本発明の溶接方法は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われるので、当て金の移行に伴い当て金が裏波ビードに擦れて性状を壊すのが防止される。
【0010】
デッキプレートが平板状の鋼板をなし、U字状リブが縦板をなす場合に、平板状の鋼板と縦板の突合せ部は、リブの幅方向の両側に各々存在する。このように複数の突合せ部が存在する場合には、突合せ部ごとに当て金を配置して、複数の突合せ部を同時に溶接することが、生産効率の向上にとって好ましい。
【0011】
本発明における当て金は、裏波ビードに対応する領域に面取りが施されていることが好ましい。この面取りされる領域には、鋼板と縦板との間に空隙が形成される。面取りの形状を調整することで、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者をより確実に応力集中がしにくい鈍角に導くことができる。
【0012】
本発明は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われる、具体的な二つの形態を提供する。
一つ目の形態は、第1領域と第2領域に、独立して押し付けが行われる第1当て金と第2当て金を各々配置する。そして、第1ステップでは第1当て金を鋼板と縦板に押し付け、第2ステップでは第2当て金を鋼板と縦板に押し付ける。このように、第1領域に対応する第1当て金は溶接線方向の位置が固定され、第2領域に対応する第2当て金も溶接線方向の位置が固定されているので、当て金(第1、第2)が裏波ビードに擦れる心配がない。
【0013】
一つ目の形態は、第1当て金、第2当て金を押圧する押圧体を備えることができる。この押圧体を溶接線方向に移動可能とする。そして、第1ステップでは押圧体が第1領域において第1当て金を押し付け、第2ステップでは押圧体が第2領域に移動して第2当て金を押し付ける。こうすることにより、単一の押圧体を設けるだけで第1当て金、第2当て金の両者の押圧を実現できる。この押圧体は、溶接に同期して溶接線方向に移動させることができる。
【0014】
二つ目の形態は、無限軌道上を走行する複数の当て金を有し、この当て金を走行させることで溶接線方向に移動する押し付け機構を用いる。
そして、第1ステップでは第1領域において押し付け機構の当て金を鋼板に押し付け、第2ステップでは当て金を走行させることで第2領域に移動した押し付け機構の当て金を鋼板に押し付ける。
この二つ目の実施形態においても、押し付け機構全体としては溶接線方向に移動するが、各々の当て金は第1領域および第2領域に対して溶接線方向の位置が固定されているので、当て金が裏波ビードに擦れる心配がない。
以上の本発明による溶接方法を適用して作製される鋼床版は、裏波ビードを基点とする亀裂発生を抑制できるとともに、溶接熱影響部および境界部の結晶粒を微細化することによって、溶接継手部の靭性が向上される。
【発明の効果】
【0015】
本発明によれば、当て金を溶接対応領域に配置しながら溶接するので、裏波ビードは、当て金との間の空隙に対応して形状が制御されながら冷却される。したがって、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者を応力集中がしにくい鈍角にできる。
また、本発明によると、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われるので、当て金の移行に伴い当て金が裏波ビードに擦れて性状を壊すのが防止される。
【図面の簡単な説明】
【0016】
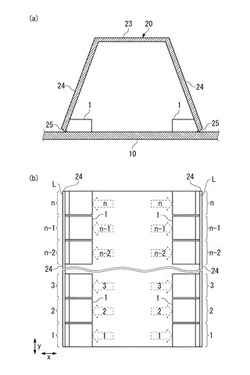
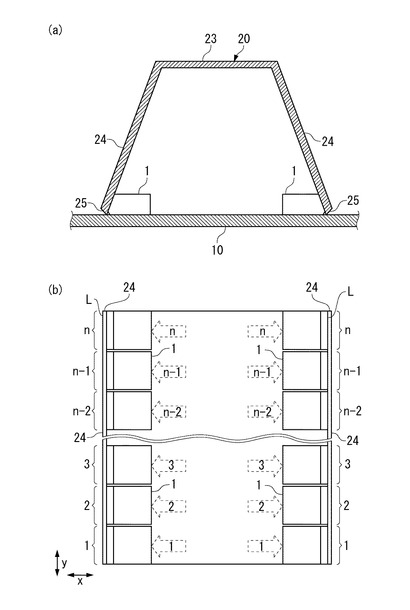
【図1】第1実施形態における溶接方法を説明する図であり、(a)はU字状リブとデッキプレートで形成される閉空間に当て金が配置される様子を示す正断面図、(b)は複数の当て金の配置を示す平面図である。
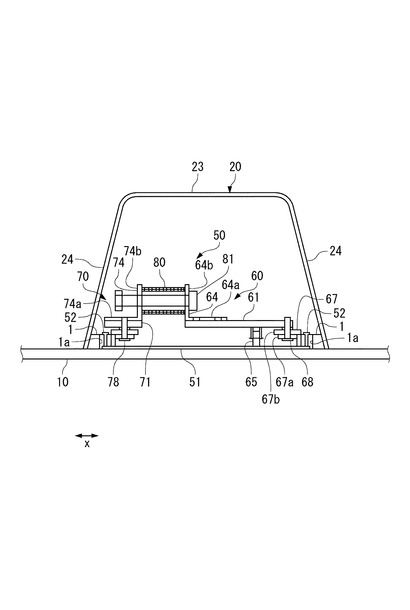
【図2】第1実施形態における押圧移動体を用いて溶接する様子を示す正面図である。
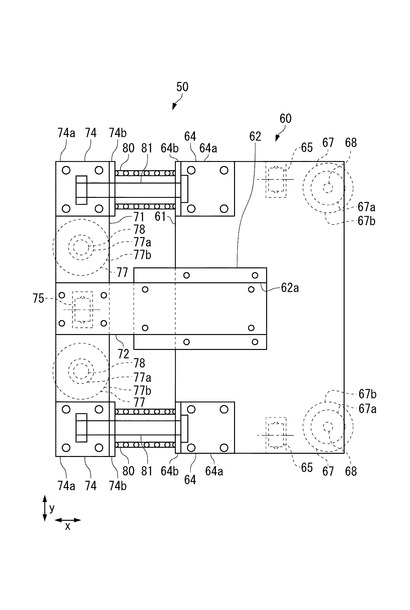
【図3】第1実施形態における押圧移動体を示す平面図である。
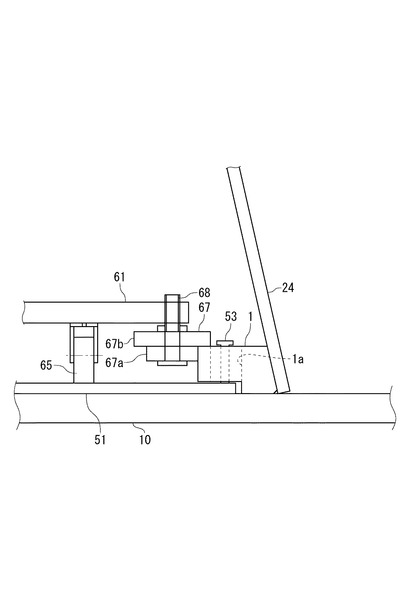
【図4】図2の部分拡大図である。
【図5】第1実施形態における押圧移動体の浮き上がり防止機構を示す側断面図である。
【図6】第2実施形態における押圧移動体を用いて溶接する様子を示す正面図である。
【図7】第2実施形態における押圧移動体を示す平面図である。
【図8】第2実施形態における押圧移動体を示す側面図である。
【図9】第2実施形態の変形例における押圧移動体を用いて溶接する様子を示す正面図である。
【図10】第2実施形態の変形例における押圧移動体を示す平面図である。
【図11】第2実施形態の変形例における押圧移動体を示す側面図である。
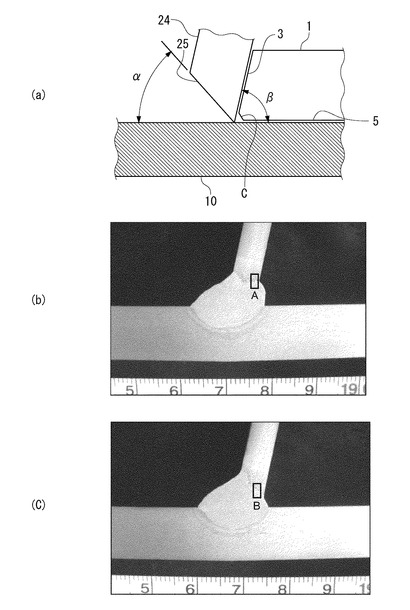
【図12】(a)は溶接時に当て金が所定の位置に配置された状態を示す部分拡大図、(b)は当て金を設けることなく溶接を行った溶接部のマクロ組織写真、(c)は当て金を設けて溶接を行った溶接部のマクロ組織写真である。
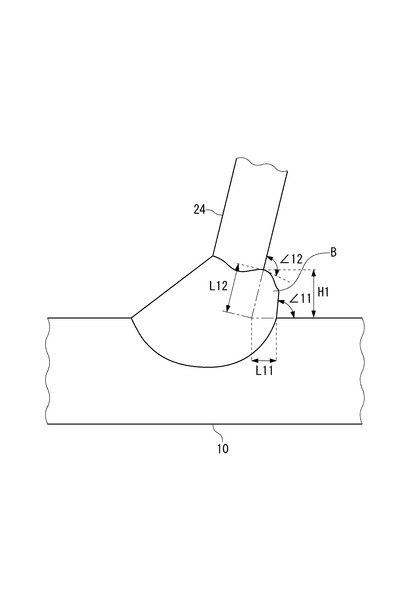
【図13】図12(b)の溶接部を模式化した図である。
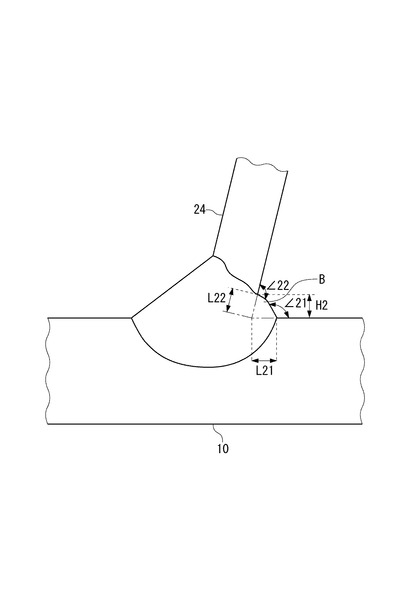
【図14】図12(c)の溶接部を模式化した図である。
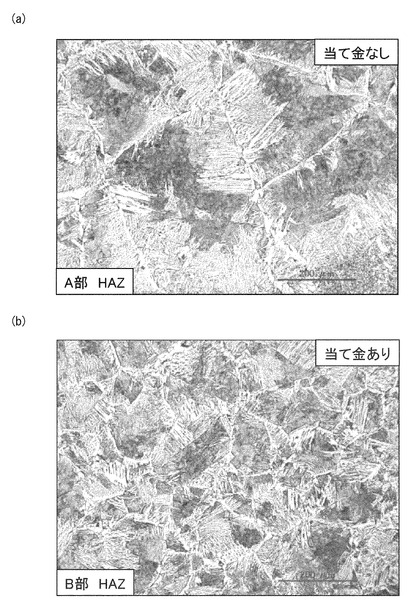
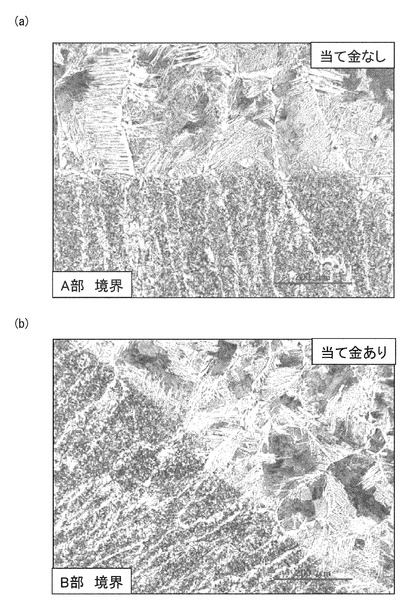
【図15】(a)は図12(b)のAで囲まれる領域の中の溶接熱影響部のミクロ組織写真を示し、(b)は図12(c)のBで囲まれる領域の中の溶接熱影響部のミクロ組織写真を示す。
【図16】(a)は図12(b)のAで囲まれる領域の中の溶接金属と母材の境界部のミクロ組織写真を示し、(b)は図12(c)のBで囲まれる領域の中の溶接金属と母材の境界部のミクロ組織写真を示す。
【図17】(a)は鋼床版の構成を示す斜視図、(b)はすみ肉溶接部近傍の拡大図である。
【発明を実施するための形態】
【0017】
[第1実施形態]
以下、添付する図1、図12〜図16を参照しながら、本発明の溶接方法を鋼床版100(図17)の作製に適用する実施形態に基づいて説明する。ただし、本発明に係る溶接方法が鋼床版100以外の用途にも適用できることは言うまでもない。
鋼床版100を作製する場合には、図1(a)に示すように、デッキプレート10上の予め定められた位置にU字状リブ20が配置される。溶接は、デッキプレート10を舗装30が施工される側の面を下向きにしたデッキプレート10に、U字状リブ20を一対のフランジ24の先端(縁部)が対向するように配置した状態で行われる。なお、フランジ24が本発明の縦板を、また、デッキプレート10が本発明の鋼板をなし、両者が溶接されることで、略T字型継ぎ手を構成する。
ここで、溶接に伴ってU字状リブ20は加熱されるため、U字状リブ20の動きを拘束しないと、溶接の進行にともなってU字状リブ20に大きな反りが生じてしまい、U字状リブ20を所定位置に溶接できなくなるおそれがある。したがって、溶接に先立って、U字状リブ20をデッキプレート10に仮止めすることが好ましい。仮止めするには、U字状リブ20の長手方向を間欠的に溶接すればよい。
【0018】
U字状リブ20は、ウェブ23と、ウェブ23の幅方向の両端から所定の角度で延びるフランジ24とから構成される。
それぞれのフランジ24の先端の外側には、レ形開先25が形成される。このレ形開先25は、デッキプレート10の表面となす角度αが50°±30°、ルートフェイスを2mm±2mm(図12ではゼロ)とすることが好ましい。
なお、ここではレ形開先25を設けた例を示しているが、レ形開先が設けられていない縦板を用いることを本発明は許容し、この場合も後述する当て金1による効果を享受できる。
【0019】
U字状リブ20がフランジ24を突き合わせてデッキプレート10に載せられると、U字状リブ20はデッキプレート10とともに、横断面方向に閉空間が形成される。この閉空間を「内側」といい、フランジ24よりも外方を「外側」というものとする。内側においてフランジ24とデッキプレート10とは角度βをなしている(図12(a))。
【0020】
本実施形態では、U字状リブ20の外側からフランジ24の先端とデッキプレート10とをすみ肉溶接する。この際、フランジ24(U字状リブ20)の外側から内側に向けて溶け込みを貫通させ、内側に裏波ビードを形成させる完全溶込み溶接を行う。U字状リブ20の外側から行う溶接の手法は本発明において限定されず、アーク溶接、レーザ溶接などの公知の種々の溶接方法を適用できる。なお、本実施の形態ではフランジ24の先端の外側にレ形開先25が形成されるが、このように開先を有する部材を溶接する場合をも含めて、本願ではすみ肉溶接と表記する。
【0021】
本実施形態では、当て金1をU字状リブ20の内側に配置しながら溶接を行う。この当て金1は、熱伝導性の優れた例えば銅または銅合金から構成される概略直方体状の部材である。当て金1は、例えば冷却水を流通させるといった強制的な冷却機構を持たせることができるが、ここでは、その説明、図示を省略する。
当て金1は、図12に示すように、六面のうちの一面がフランジ24と当接される第1当接面3を構成し、また、他の一面がデッキプレート10と当接される第2当接面5を構成する。第1当接面3と第2当接面5とがなす角度γ(図示省略)は、フランジ24とデッキプレート10とがなす角度βと等しく(∠β=∠γ)設定される。したがって、U字状リブ20の内側において、第2当接面5をデッキプレート10に対向させ、また、第1当接面3をフランジ24に対向させて配置し、さらに、第1当接面3をフランジ24に、また、第2当接面5をデッキプレート10に押し付ける。ただし、図12では、理解しやすくするために、フランジ24と第1当接面3を、またデッキプレート10と第2当接面5を、意図的に離間させている。当て金1がこの当接状態にあることを、当て金1がセットされる、ということにする。そして、当て金1は、フランジ24の外側から溶接が行われている際に、U字状リブ20の内側であって、溶接される部分を含む所定領域に亘って配置される。
【0022】
当て金1は、第1当接面3と第2当接面5との境界部に、面取りCが形成される。この面取りCは、当て金1の長手方向の全長に亘って形成される。また、面取りCは、当て金1をセットして溶接を行う際に、裏波ビードが形成される領域に対応して設けられる。当て金1がセットされる状態(溶接前)で、第1当接面3とフランジ24は当接し、また、第2当接面5とデッキプレート10は当接すると、当て金1は隙間なくU字状リブ20内にセットされるが、面取りCとフランジ24およびデッキプレート10との間には、面取りCに応じた隙間が形成される。この隙間を、溶金規制空隙ということにする。なお、面取りCの形状は、円弧、その他の曲線であってもかまわない。
【0023】
本実施形態によるすみ肉溶接は、当て金1がセットされる状態で行われる。溶接の際に、当て金1は以下の役割を果たす。
当て金1は、溶接により内側に到達した溶融金属を裏波ビードから支持することで溶融金属が自由に流動するのを拘束しながら、溶融金属を冷却・固化させる。つまり、内側に達した溶融金属は、面取りCにより形成される溶金規制空隙の内部でのみ流動が許され、溶金規制空隙の外部に流出することなく固化される。したがって、この面取りCの形状、寸法を特定すれば、裏波ビードの形状を制御できる。
【0024】
本発明者等は、当て金1を設けること以外の条件(溶接電流、溶接電圧および溶接速度を含む)を一致させて溶接を行い、溶接後に略T字型継ぎ手部近傍の断面マクロ観察を行った。その結果を図12(b)、(c)に示す。また、図13にマクロ観察(図12(b))から得られた模式図を、また、図14にマクロ観察(図12(c))から得られた模式図を示す。
【0025】
図12(b)、図13に示すように、当て金1を設けないで溶接すると、裏波ビードBとデッキプレート10のなす角度∠11、および裏波ビードBとフランジ24のなす角度∠12は、略90°または鋭角となる。また、裏波ビードBのデッキプレート10方向の脚長L11と、裏波ビードBのフランジ24方向の脚長L12は脚長L11の2倍程度ある。また、デッキプレート10から裏波ビードの最上端までの距離、つまり裏波ビード高さH1が高い。
【0026】
これに対して図12(c)、図14に示すように、当て金1を設けて溶接を行うと、裏波ビードBとデッキプレート10のなす角度∠21、および裏波ビードBとフランジ24のなす角度∠22を、ともに鈍角にできる。また、図14に示すように、裏波ビードBのデッキプレート10方向の脚長L21と裏波ビードBのフランジ24(縦板)方向の脚長L22はほぼ等しく、当て金1を設けることで等脚長の裏波ビードBが得られる。また、裏波ビード高さH2は低い。
このような特徴を有する裏波ビードの形状は、当て金1をセットした際に形成される溶金規制空隙に近似したものであり、当て金1により溶融金属の流動が規制されることが確認された。
【0027】
以上の通りであり、当て金1を設けることで、裏波ビードBとデッキプレート10となす角度∠21および、裏波ビードBとフランジ24がなす角度∠22をともに鈍角にできる。ここの角度が小さくなるほど溶接ルートに応力が集中しやすくなり、逆に、ここの角度が大きくなるほど溶接ルートに応力が集中しにくくなる。したがって、当て金1を配置しながら溶接を行うことで、裏波ビードを基点とする亀裂発生を抑制できる。デッキプレート10にU字状リブ20を溶接する際に、サイズが大きいこともあり、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違すること、さらには溶接中に溶接機の一次側電圧が変動するなどの溶接環境の変化が生じること、が想定される。しかし、そのような裏波ビードの変動要因があっても、本実施形態では面取りCを備える当て金1をフランジ24に押し付けることにより、裏波ビードを所望する形状に安定して形成できる。なお、当て金1をフランジ24に向けて押し付けると、当て金1はデッキプレート10にも押し付けられることになるが、以下ではデッキプレート10への押し付けについての記載は省略する。
【0028】
また、当て金1は、内側から溶接ビードおよびその周囲を冷却する。そのために、溶接に伴う加熱により影響を受け組織が変化する領域(溶接熱影響部,以下HAZ)を狭くできる。よく知られるように、HAZは、結晶粒が粗大化するので、機械的特性、特に靭性が劣る。したがって、溶接された部材はHAZがより狭くされることが望まれるが、当て金1を用いて溶接を行う本実施形態によるとHAZを狭くする効果をも享受できる。
実際にミクロ組織を観察した(図15、図16参照)。その結果、当て金1を用いることで、HAZの結晶粒を微細化できるとともに、溶接金属と母材の境界部の結晶粒を微細化できることが明らかとなった。このように、HAZおよび境界部の結晶粒を微細化することによっても、溶接継手部の靭性を向上できる。
【0029】
第1実施形態では、図1(b)に示すように、当て金1をU字状リブ20の長手方向y、つまり溶接線Lの方向の全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、「1」で示される領域(領域1)を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。そうすることで、当て金1とU字状リブ20の間に所望する溶金規制空隙を形成できる。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。ことのき、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。領域2の溶接が終了すると、次に領域3の溶接が行なわれる。このとき、領域3に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印3で示すように押し付ける。領域2から領域3に溶接が移行すると、領域1における当て金1の押し付けは解除される。
【0030】
以上の手順が領域nの溶接が終了するまで繰り返されることで、裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線Lに沿ってU字状リブ20のデッキプレート10への溶接を行うことができる。
この過程で、裏波ビードを所望する形状に安定して形成できるとともに、溶接継手部の靭性を向上できることに加え、以下の効果を奏する。
当て金1が、U字状リブ20の全長をn等分した長さしか有していない。したがって、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違していても、U字状リブ20の全長に比べて相当に短尺の当て金1を押し付けるので、所望する溶金規制空隙を容易に形成できる。
また、溶接の開始から完了までの間を通じて、各々の当て金1はU字状リブ20の長手方向yに対して固定されるので、溶接金属(裏波ビード)と当て金1の間に擦れが生じることがない。例えば、当て金1を長手方向yに一つだけ配置し、溶接に同期して長手方向yに移動させることもできるが、この場合、凝固過程の裏波ビートと当て金1が擦れる。これに伴って、裏波ビードの性状が崩れるおそれがある。これに対して、第1実施形態は、裏波ビートと当て金1が擦れることがなく、裏波ビードを所望する形状により安定して形成できる。
以上の通りであり、第1実施形態により得られる裏波ビードは、当て金1を用いない裏波ビードはもちろん、当て金1を用いても擦れが生じた裏波ビードと目視により判別ができる。
【0031】
次に、第1実施形態の溶接方法を行う際に、当て金1をU字状リブ20に押し付けるのに好適な押圧移動体50(押し付け機構)の例について、図2〜図4を参照して説明する。
【0032】
押圧移動体50は、ベースプレート51と、第1移動体60と、第2移動体70と、を備え、U字状リブ20の内側に設けられる。
ベースプレート51は、U字状リブ20(レ形開先25は省略)に比べて幅が小さいが長さが同等の鋼板により形成される。ベースプレート51は、デッキプレート10の上面に載せられ、U字状リブ20の幅方向xの中央に位置する。
ベースプレート51には、幅方向xの両縁にピン52が立設される。ピン52は、ベースプレート51の長手方向yに所定の間隔を空けて配置される。当て金1(面取りCは省略)には幅方向xに沿って長孔1aが形成されており、ピン52に長孔1aを挿入することで、当て金1をベースプレート51に対して幅方向xに往復動可能に保持する。
ベースプレート51は平板状に限るものでなく、剛性を向上させるために、一部を上向きに突出するコ字状部分を形成できる。
【0033】
第1移動体60は、第1支持体61と、第1ガイド体62と、第1ばね支持体64と、第1走行車輪65と、第1押し付け車輪67と、を備える。
第1支持体61は、当て金1と同等の長さを有する矩形の鋼板から構成され、第1移動体60の基礎となる部分である。
【0034】
第1ガイド体62は、後述する第2ガイド体72と係合されることにより、第1移動体60と第2移動体70の幅方向xへの相対的な往復移動を案内する。第1ガイド体62は、ボルト等の適宜の固定手段で第1支持体61上であって長手方向yの中央部に固定され、その一部が第2移動体70の側に突出している。第1ガイド体62は、U字状リブ20の幅方向xに貫通するコ字状のスライド溝62aを備えており、このスライド溝62aに第2ガイド体72を挿入することで、第1移動体60と第2移動体70の長手方向yの相対的な移動が拘束される。
【0035】
第1ばね支持体64は、後述する第2ばね支持体74とともに、コイルばね80を挟持することで、第1移動体60および第2移動体70を外側に向けて押し付ける。
第1ばね支持体64は、L字アングルからなり、固定部64aとばね支持部64bを備える。
第1ばね支持体64は、固定部64aを介して、第1支持体61の長手方向yの両端に一つずつ配置される。第1ばね支持体64は、ばね支持部64bが第2ばね支持体74のばね支持部74bに対向するように配置される。
ばね支持部64bは第2ばね支持体74のばね支持部74bとともに、コイルばね80を挟持する部分である。また、ばね支持部64bには、連結ピン81が貫通する貫通孔が空けられる。
【0036】
第1走行車輪65は、ベースプレート51(デッキプレート10)上を、第1移動体60が長手方向y、つまり溶接線L方向に沿う移動を円滑にするために設けられる。そのために第1走行車輪65は、第1支持体61の下方に回転軸を幅方向xに沿って回転可能に支持される。また、第1走行車輪65は、第1支持体61の長手方向yの両端に各々一台ずつ配置される。
このように長手方向yの両端に第1走行車輪65を一台ずつ配置することは、当て金1をフランジ24に偏りなく押し付けるために好ましい形態であるが、第1走行車輪65を一台にすることを排除するものではない。後述する第2走行車輪75についても同様である。
なお、当て金1をフランジ24に押し付ける部材として当て金1との摩擦が小さい車輪を用いているが、本発明はこれに限定されない。摩擦係数の小さい材料から構成される部材であって、当て金1に摺動されるようなものの使用を本発明は許容する。
【0037】
第1押し付け車輪67は、直接接触することにより、当て金1をU字状リブ20のフランジ24に押し付ける。
第1押し付け車輪67は、ピン68で第1支持体61の下側に回転軸が鉛直方向となるように支持される。第1押し付け車輪67は、第1支持体61の長手方向yの両端に配置される。
また、第1押し付け車輪67は、小径部67aと、小径部67aの上側に配置される大径部67bと、を備える。小径部67aは、当て金1の側面に接して、当て金1をフランジ24に水平方向から押し付ける。大径部67bは、当て金1の上面に接して、当て金1をフランジ24に鉛直方向から押し付ける。そうすることで、当て金1をフランジ24へより確実に押し付けることができる。
【0038】
次に、第2移動体70について説明する。第2移動体70は、第1移動体60と基本的には同様の以下の構成を備える。
第2移動体70は、第2支持体71と、第2ガイド体72と、第2ばね支持体74と、第2走行車輪75と、第2押し付け車輪77と、を備える。
第2支持体71は、当て金1と同等の長さを有する矩形の鋼板から構成され、第2移動体70の基礎となる部分である。第2支持体71は、第1支持体61に比べて幅が狭く設定される。また、第2支持体71は、第1支持体61と同一平面上に、内側同士が対向するように、所定の間隔を空けて配置される。
【0039】
第2ガイド体72は、前述した第1ガイド体62と係合されることにより、第1移動体60と第2移動体70の幅方向xへの相対的な往復移動を案内する。第2ガイド体72は、ボルト等の適宜の固定手段で第2支持体71上であって長手方向yの中央部に固定され、その一部が第1移動体60の側に突出している。第2ガイド体72は、矩形の鋼板から構成されており、第1ガイド体62のスライド溝62aに当該突出部分が挿入されることで、第1移動体60と第2移動体70の長手方向yの相対的な移動が拘束される。
【0040】
第2ばね支持体74は、前述した第1ばね支持体64とともに、コイルばね80を挟持することで、第1移動体60及び第2移動体70を外側に向けて押し付ける。
第2ばね支持体74は、第1ばね支持体64と同様に、固定部74aとばね支持部74bを備える。
第2ばね支持体74は、固定部74aを介して、第2支持体71の長手方向yの両端に一つずつ配置される。第2ばね支持体74は、ばね支持部74bが第1ばね支持体64のばね支持部64bに対向するように配置される。
ばね支持部74bは第1ばね支持体64のばね支持部64bとともに、コイルばね80を挟持する部分である。また、ばね支持部74bには、連結ピン81が貫通する貫通孔が空けられる。
【0041】
第2走行車輪75は、ベースプレート51(デッキプレート10)上を、第2移動体70の円滑な移動を可能にする。そのために第2走行車輪75は、第2支持体71の下方に回転軸を幅方向xに沿って回転可能に支持される。第2走行車輪75は、第1支持体61の長手方向yの中央に一台だけ配置される。
【0042】
第2押し付け車輪77は、直接接触することにより、当て金1をU字状リブ20のフランジ24に押し付ける。
第2押し付け車輪77は、ピン78で第2支持体71の下側に回転軸が鉛直方向となるように支持される。第2押し付け車輪77は、第2ガイド体72を挟んで長手方向yの両側に配置される。
また、第2押し付け車輪77も、第1押し付け車輪67と同様に、小径部77aと大径部77bを備える。小径部77aは当て金1をフランジ24に水平方向から押し付け、大径部67bは、当て金1をフランジ24に鉛直方向から押し付ける。
【0043】
押圧移動体50は、コイルばね80を備える。
コイルばね80は、第1ばね支持体64のばね支持部64bと第2ばね支持体74のばね支持部74bの間に、圧縮された状態で挟持される。したがって、コイルばね80は、第1ばね支持体64および第2ばね支持体74を外側に向けて押す。なお、第1ばね支持体64および第2ばね支持体74を外側に向けて押すことができれば、コイルばね80以外の弾性体を用いることもできるし、弾性体以外の手段を用いることもできる。
連結ピン81は、第1ばね支持体64ばね支持部64bに形成される貫通孔と、第2ばね支持体74のばね支持部74bの貫通孔を貫通することで、第1ばね支持体64と第2ばね支持体74が離間しないように連結する。
【0044】
以上の構成を有する押圧移動体50を用いて、デッキプレート10にU字状リブ20を溶接するには、以下のようにすればよい。
すなわち、図1(b)において、領域1に対応する部分を溶接する間は押圧移動体50を領域1に対応する長手方向yの位置に配置する。押圧移動体50の第1移動体60、第2移動体70は当て金1と同等の長さを有しているので、領域1に対応する当て金1だけがフランジ24に押し付けられる。領域1の溶接が終了すると、次に領域2に対応する部分を溶接するために、図示しない溶接トーチを領域2に移動させるのに同期して押圧移動体50を領域2に対応する部分に移動させる。そうして、領域2に対応する当て金1だけがフランジ24に押し付けられた状態で、領域2に対応する部分を溶接する。領域2の溶接が終了すると、以上の手順を領域nに対応する部分の溶接が終了するまで繰り返すことで、デッキプレート10へのU字状リブ20の溶接が完了する。同様にして必要な数のU字状リブ20の溶接を行うことで、鋼床版100を作製できる。なお、押圧移動体50の移動は、牽引装置を用いてもよいし、第1走行車輪65、第2走行車輪75をモータで駆動するようにしてもよい。
【0045】
以上のように、押圧移動体50を用いることにより、裏波ビードと当て金1が擦れることなく、溶接を行うことができるので、前述したように裏波ビードを所望する形状により安定して形成できる。
なお、以上では当て金1と押圧移動体50(第1移動体60、第2移動体70)の長さが同等としているが、本発明はこれに限定されない。押圧移動体50を当て金1よりも短くしてもよいし長くしてもよい。U字状リブ20の取り付け誤差に応じて、当て金1の長さ、さらには押圧移動体50の長さを設定することが好ましい。例えば、押圧移動体50を二つの当て金1を加えた長さとして、隣接する二つの当て金1を一度に押し付けることもできる。さらに、当て金1を押し付ける機構を溶接線方向に移動する形態をここでは示しているが、本発明はこれに限らない。各々の当て金1に対応して押し付け機構を設け、この押し付け機構を順次作動させるようにしてもよい。
【0046】
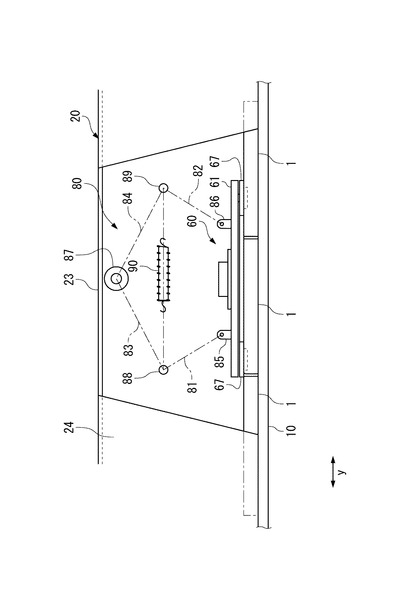
ところで、押圧移動体50は、第1押し付け車輪67および第2押し付け車輪77を介して当て金1をU字状リブ20のフランジ24に押し付ける。その反作用が生じることで、押圧移動体50は、幅方向xの中央部が浮き上がるおそれがある。そうなると、第1押し付け車輪67および第2押し付け車輪77が当て金1を適切に押し付けることができなくなる。そこで、押圧移動体50の浮き上がり防止機構80を提案する。
【0047】
浮き上がり防止機構80は、図5に示すように、リンク機構を利用している。つまり、第1移動体60(一部省略)に、第1レバー81、第2レバー82、第3レバー83および第4レバー84が以下のように接続されることでパンタグラフ状のリンク機構が構成される。第1レバー81はその一端が第1移動体60上の連接片85に接続され、第2レバー82はその一端が第1移動体60上の連接片86に接続される。第3レバー83はその一端が第1レバー81の他端に、第4レバー84はその一端が第2レバー82の他端に接続され、さらに第3レバー83の他端と第4レバー84の他端が接続される。そして、第3レバー83と第4レバー84の接続箇所に回転可能な車輪87が設けられる。さらに、第1レバー81と第3レバー83の接続箇所88と、第2レバー82と第4レバー84の接続箇所89との間をばね90で繋ぐ。ばね90は自由状態よりも伸びた状態で二つの接続箇所88,89を繋ぐので、車輪87は上向きの力を受けてU字状リブ20のウェブ21に突き当たる。こうして、浮き上がり防止機構80は、第1移動体60の浮き上がりを防止する。同様の浮き上がり防止機構80を第2移動体70に設けることで、全体として押圧移動体50の浮き上がりを防止できる。
なお、浮き上がり防止機構80はあくまで一例であり、他の構成を採用できることは言うまでもない。例えば、浮き上がりを防止できる程度の重量物を押圧移動体50に載せるといった方策を採ることもできる。
【0048】
[第2実施形態]
次に、本発明の第2実施形態について図6〜図8を参照して説明する。
第2実施形態も、第1実施形態と同様に、溶接金属と当て金1の間に相対的な速度差がでないようにして両者が擦れるのを防止する点で共通する。しかし、第1実施形態は複数の短尺の当て金1を長手方向yに並べて固定することで擦れを生じさせないのに対して、第2実施形態は当て金1を長手方向yに移動させつつも溶接金属と当て金1の間に相対的な速度差を生じさせないことを趣旨とする。第2実施形態による押圧移動体150(押し付け機構)は、以下説明するように、無限軌道上を複数の当て金1が走行することを要旨とする。
【0049】
押圧移動体150は、第3移動体160と、第4移動体170と、を備え、U字状リブ20の内側に設けられる。押圧移動体150、第3移動体160および第4移動体170において、第1実施形態の押圧移動体50と同様の構成については、第1実施形態と同じ符号を付し、その説明を省略する。
【0050】
第3移動体160は、無限軌道を備える当て金駆動機構161を備えている。
当て金駆動機構161は、長手方向yに所定の間隔を隔てて配置される一対のスプロケット162を備えている。一対のスプロケット162は、各々の回転軸163を介して長手方向yに延びるスプロケット連結体164に回転可能に支持される。回転軸163は、デッキプレート10に対して傾斜して設けられている。一対のスプロケット162にはチェーン165が掛け回されるとともに、一方のスプロケット162の回転軸163を回転させる駆動モータ166が設けられる。チェーン165には複数の当て金1が微小の隙間を隔ててなく固定される。当て金1は、チェーン165が走行する軌跡で描かれる周回の無限軌道の外側を向くようにチェーン165に固定される。当て金駆動機構161は、押し付け力伝達体167を介して第1支持体61に固定される。押し付け力伝達体167は、第1支持体61とスプロケット連結体164の長手方向yの中央部同士を繋いでいる。
【0051】
第4移動体170は、上述した第3移動体160の当て金駆動機構161と同じ構成を備えているので、同じ構成には同じ符号を付することで、ここでの説明は省略する。
【0052】
以上のように構成された押圧移動体150は以下のように動作する。
押圧移動体150は、チェーン165に固定される複数の当て金1の中で無限軌道の直線部分であって下側(図6)に位置するものが、フランジ24およびデッキプレート10に押し付けられる。
この状態で第3移動体160および第4移動体170の各々の駆動モータ166を同期して駆動させる。そうすると、一対のスプロケット162の周囲の軌道上をチェーン165が周回移動するのに伴って複数の当て金1も周回移動する。当て金1は、コイルばね80の弾性力によりフランジ24およびデッキプレート10に押し付けられているので、フランジ24およびデッキプレート10との間に摩擦力が生じる。そのため、当て金1が周回移動するのに伴って、当て金駆動機構161を一体として相対的に長手方向yに移動させることができる。この移動は、デッキプレート10へのU字状リブ20の溶接のための溶接トーチの移動に合わせて、デッキプレート10の長手方向yに沿って接線Lの一端から他端まで行われる。このように、当て金駆動機構161は、クローラ(Crawler)として機能する。また、当て金駆動機構161は、第1実施形態の当て金1と同等の長さを有しているものと理解すればよい。
【0053】
図1に基づいてこの過程を利用して説明すると、領域1を溶接している間には押圧移動体150が領域1に対応する位置において、複数の当て金1がフランジ24およびデッキプレート10に押し付けられる。領域1の溶接が終了すると、次に領域2に対応する部分を溶接するために、図示しない溶接トーチを領域2に移動させるのに同期して、駆動モータ166を回転駆動させることで、押圧移動体150を領域2に対応する部分に移動させる。この移動の際に、個々の当て金1はフランジ24およびデッキプレート10に対して擦れることがない。そうして、領域2に対応する複数の当て金1がフランジ24およびデッキプレート10に押し付けられた状態で、領域2に対応する部分を溶接する。領域2の溶接が終了すると、以上の手順を領域nに対応する部分の溶接が終了するまで繰り返すことで、デッキプレート10へのU字状リブ20の溶接が完了する。
なお、以上では押圧移動体150が間欠的に移動することとしているが、図示しない溶接トーチの移動に同期して連続的に移動してもよい。
【0054】
以上のように、押圧移動体150を用いることによっても、裏波ビードと当て金1が擦れることなく、溶接を行うことができるので、裏波ビードを所望する形状により安定して形成できる。
また、押圧移動体150の長さをU字状リブ20の全長に比べて相当に短尺にすれば、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違していても、所望する溶金規制空隙を容易に形成できる。
さらに、押圧移動体150は、駆動モータ166を回転駆動させることにより長手方向yに移動する自走式のものであるので、他に移動手段を設ける必要がない。
【0055】
本実施形態において、図8に示すように、押し付け力伝達体167に、当て金1に接触してフランジ24およびデッキプレート10に押し付ける押し付け部168を設けることができる。これにより、当て金1をより確実にフランジ24およびデッキプレート10に押し付けることができる。また、押し付け部168は、当て金1に接触することで当て金1を冷却する機能を発揮することができるので、HAZを狭くするとともに、HAZの結晶粒を微細化、溶接金属と母材の境界部の結晶粒の微細化を図ることができる。押し付け部168に水冷、その他の強制的な冷却機構を設けることもできる。
【0056】
以上の押圧移動体150は、U字状リブ20の両側のフランジ24を同時に溶接する例を示したが、図9〜図11に示すように、第3移動体160と第4移動体170の一方(この例では第3移動体160)に、スプロケット162、当て金1などを設けるのに代えて、走行用の車輪169を設けてもよい。なお、図6〜図8と同様の構成については、図9〜図11に同じ符号を付している。
【0057】
以上、本発明を実施形態に基づいて説明したが、本発明の主旨を逸脱しない限り、上記実施形態で挙げた構成を取捨選択したり、他の構成に適宜変更することが可能である。
例えば、以上の説明では省略したが、U字状リブ20の一対のフランジ24をデッキプレート10に同時に溶接するために、一対の溶接トーチを備える。溶接トーチは、U字状リブ20の長手方向yに沿って設けられるガイドレールに案内されながら移動し、フランジ24をデッキプレート10に溶接することができる。溶接トーチの上記動作および移動は、制御部からの指示に従って行なわせることができるし、作業員が手動で行なわせることもできる。溶接トーチの種類は限定されず、公知の溶接方法に基づいて適宜定めることができる。また、溶接トーチを移動させる手段も同様である。
【符号の説明】
【0058】
1 当て金
3 第1当接面
5 第2当接面
10 デッキプレート
20 U字状リブ
23 ウェブ
24 フランジ
50,150 押圧移動体(押し付け機構)
51 ベースプレート
60 第1移動体
61 第1支持体
62 第1ガイド体
64 第1ばね支持体
65 第1走行車輪
67 第1押し付け車輪
70 第2移動体
71 第2支持体
72 第2ガイド体
74 第2ばね支持体
75 第2走行車輪
77 第2押し付け車輪
80 コイルばね
81 連結ピン
100 鋼床版
160 第3移動体
161 当て金駆動機構
162 スプロケット
163 回転軸
164 スプロケット連結体
165 チェーン165
166 駆動モータ
167 押し付け力伝達体
168 押し付け部
170 第4移動体
B 裏波ビード
【技術分野】
【0001】
本発明は、橋梁に適用される鋼床版に補剛材をすみ肉溶接するのに好適な溶接方法に関する。
【背景技術】
【0002】
図17(a)に示されるように、鋼床版(補剛板)100は、デッキプレート10(鋼板)の一方の面に一定の間隔で複数のU字状リブ20(補剛材)を配して構成される。デッキプレート10は、例えば厚さが12〜16mmの鋼製の平板から構成され、U字状リブ20は、例えば厚さが6〜9mmの鋼製の平板を曲げ加工して断面をU字状とした形鋼から構成され、その幅は30cm程度である。
U字状リブ20の縁とデッキプレート10とのすみ肉溶接部21、22については、疲労設計指針でU字状リブ20の溶け込み必要深さをU字状リブ20の板厚の75%以上とすることが必要とされる(非特許文献1)。
ところが、鋼床版100はデッキプレート10上に設けられるアスファルト製の舗装30(例えば厚さが80mm)を介して車両による輪荷重を繰り返して受けるので、疲労損傷に対して留意が必要である。特に、すみ肉溶接部21の溶け込み先端の延長線上の非溶接部Nに応力が集中して、図17(b)に示すように、比較的早期に疲労亀裂Fが生じる。
【0003】
そこで、溶け込み先端を起点する亀裂の発生を抑制するために、すみ肉溶接部21をU字状リブ20の板厚方向に貫通する完全溶込みとすることが提案されている(特許文献1〜3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−272826号公報(図11、図12)
【特許文献2】特開2008−290115号公報(図1)
【特許文献3】特開2008−290116号公報(図1)
【非特許文献】
【0005】
【非特許文献1】土木学会論文集 No.519/I-32,127-137,1995.7 「鋼床版縦リブ・横リブ交差部の局部応力と疲労強度」
【発明の概要】
【発明が解決しようとする課題】
【0006】
この完全溶込みを行う際に、U字状リブ20の外側および内側の両側からすみ肉溶接して応力集中部をなくすことが好ましいが、狭隘なU字状リブ20の内側から溶接することは困難である。したがって、U字状リブ20の外側のみから溶接を行わなければならない。ところが本発明者等の検討によると、外側のみから溶接したのでは、U字状リブ20の内側に形成される裏波ビードが応力集中を生じさせる形状となる。そこで本発明は、応力集中を回避する裏波ビードを形成することのできる溶接方法、溶接装置を提供することを目的とする。さらに本発明は、そのような溶接方法により得られる鋼床版を提供することを目的とする。
【課題を解決するための手段】
【0007】
裏波ビードが応力集中を生じさせる形状となるのは、溶接により裏側(溶接される側の反対側)に到達した溶融金属が自由に流動できるからであり、溶接電流、溶接電圧および溶接速度などの溶接条件を調整しても、裏波ビードの形状を制御することは容易でない。特に、U字状リブは長さが10m程度と長いものがあり、この長さの全域に亘って裏波ビードを応力集中が生じにくい形状にするのは困難である。
本発明者等は、U字状リブの内側(裏側)に当て金を配設しながら、U字状リブの外側から溶接することで、裏波ビードを応力集中の生じにくい形状に制御できることを知見した。ところが、U字状リブの長手方向の全長と同等の長さの当て金を用いることは、実際の施工を想定すると現実的ではない。溶接を行なう前にU字状リブをデッキプレートに仮止めするが、仮止めされたU字状リブの取り付け誤差が位置により相違する。したがって、U字状リブの長手方向(あるいは溶接線方向)の全長よりも十分に短い領域に対応する当て金を用いることが必要である。
【0008】
以上の検討結果に基づく本発明は、平板状の鋼板と縦板の突合せ部を溶接するすみ肉溶接方法に関するものである。
この溶接方法は、縦板の鋼板に当接する縁部を縦板の一方の側から溶接することで、縁部を貫通して縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接するものである。
この溶接の際に、縦板の他方の側であって、縦板の一方の側から溶接している位置を含む領域(以下、溶接対応領域という)に、裏波ビードを支持する当て金を鋼板と縦板に押し付ける。
この溶接方法は、先行する第1ステップと、後続の第2ステップとを少なくとも含む。第1ステップは、第1領域に当て金を配置して第1領域を溶接する。第1領域の溶接が終了した後に行われる第2ステップは、当て金による押し付けを後続の第2領域に移行させて第2領域を溶接する。
本発明は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われる、ことを特徴とする。
なお、本発明における「当て金による押し付けの第1領域から第2領域への移行」は、当て金が物理的に移動することを必須とするものではなく、当て金による押し付けが変遷することを意味している。にまた、本発明においては、第1ステップと第2ステップという二つのステップだけを規定しているが、これは最小限のステップを規定しているだけであり、さらに第3ステップ、第4ステップ、…、第nステップを行なうことを許容する。
【0009】
本発明の溶接方法は、当て金を溶接対応領域に配置しながら溶接する。したがって、縦板の一方の側から溶接して形成される裏波ビードは、当て金との間の空隙に対応して形状が制御されながら冷却されるので、当て金の形状を調整することで、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者を応力集中がしにくい鈍角にできる。
また、本発明の溶接方法は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われるので、当て金の移行に伴い当て金が裏波ビードに擦れて性状を壊すのが防止される。
【0010】
デッキプレートが平板状の鋼板をなし、U字状リブが縦板をなす場合に、平板状の鋼板と縦板の突合せ部は、リブの幅方向の両側に各々存在する。このように複数の突合せ部が存在する場合には、突合せ部ごとに当て金を配置して、複数の突合せ部を同時に溶接することが、生産効率の向上にとって好ましい。
【0011】
本発明における当て金は、裏波ビードに対応する領域に面取りが施されていることが好ましい。この面取りされる領域には、鋼板と縦板との間に空隙が形成される。面取りの形状を調整することで、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者をより確実に応力集中がしにくい鈍角に導くことができる。
【0012】
本発明は、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われる、具体的な二つの形態を提供する。
一つ目の形態は、第1領域と第2領域に、独立して押し付けが行われる第1当て金と第2当て金を各々配置する。そして、第1ステップでは第1当て金を鋼板と縦板に押し付け、第2ステップでは第2当て金を鋼板と縦板に押し付ける。このように、第1領域に対応する第1当て金は溶接線方向の位置が固定され、第2領域に対応する第2当て金も溶接線方向の位置が固定されているので、当て金(第1、第2)が裏波ビードに擦れる心配がない。
【0013】
一つ目の形態は、第1当て金、第2当て金を押圧する押圧体を備えることができる。この押圧体を溶接線方向に移動可能とする。そして、第1ステップでは押圧体が第1領域において第1当て金を押し付け、第2ステップでは押圧体が第2領域に移動して第2当て金を押し付ける。こうすることにより、単一の押圧体を設けるだけで第1当て金、第2当て金の両者の押圧を実現できる。この押圧体は、溶接に同期して溶接線方向に移動させることができる。
【0014】
二つ目の形態は、無限軌道上を走行する複数の当て金を有し、この当て金を走行させることで溶接線方向に移動する押し付け機構を用いる。
そして、第1ステップでは第1領域において押し付け機構の当て金を鋼板に押し付け、第2ステップでは当て金を走行させることで第2領域に移動した押し付け機構の当て金を鋼板に押し付ける。
この二つ目の実施形態においても、押し付け機構全体としては溶接線方向に移動するが、各々の当て金は第1領域および第2領域に対して溶接線方向の位置が固定されているので、当て金が裏波ビードに擦れる心配がない。
以上の本発明による溶接方法を適用して作製される鋼床版は、裏波ビードを基点とする亀裂発生を抑制できるとともに、溶接熱影響部および境界部の結晶粒を微細化することによって、溶接継手部の靭性が向上される。
【発明の効果】
【0015】
本発明によれば、当て金を溶接対応領域に配置しながら溶接するので、裏波ビードは、当て金との間の空隙に対応して形状が制御されながら冷却される。したがって、裏波ビードと鋼板がなす角度および裏波ビードと縦板がなす角度の両者を応力集中がしにくい鈍角にできる。
また、本発明によると、当て金による押し付けの第1領域から第2領域への移行が、裏波ビードと当て金の間に相対的な速度差を生じさることなく行われるので、当て金の移行に伴い当て金が裏波ビードに擦れて性状を壊すのが防止される。
【図面の簡単な説明】
【0016】
【図1】第1実施形態における溶接方法を説明する図であり、(a)はU字状リブとデッキプレートで形成される閉空間に当て金が配置される様子を示す正断面図、(b)は複数の当て金の配置を示す平面図である。
【図2】第1実施形態における押圧移動体を用いて溶接する様子を示す正面図である。
【図3】第1実施形態における押圧移動体を示す平面図である。
【図4】図2の部分拡大図である。
【図5】第1実施形態における押圧移動体の浮き上がり防止機構を示す側断面図である。
【図6】第2実施形態における押圧移動体を用いて溶接する様子を示す正面図である。
【図7】第2実施形態における押圧移動体を示す平面図である。
【図8】第2実施形態における押圧移動体を示す側面図である。
【図9】第2実施形態の変形例における押圧移動体を用いて溶接する様子を示す正面図である。
【図10】第2実施形態の変形例における押圧移動体を示す平面図である。
【図11】第2実施形態の変形例における押圧移動体を示す側面図である。
【図12】(a)は溶接時に当て金が所定の位置に配置された状態を示す部分拡大図、(b)は当て金を設けることなく溶接を行った溶接部のマクロ組織写真、(c)は当て金を設けて溶接を行った溶接部のマクロ組織写真である。
【図13】図12(b)の溶接部を模式化した図である。
【図14】図12(c)の溶接部を模式化した図である。
【図15】(a)は図12(b)のAで囲まれる領域の中の溶接熱影響部のミクロ組織写真を示し、(b)は図12(c)のBで囲まれる領域の中の溶接熱影響部のミクロ組織写真を示す。
【図16】(a)は図12(b)のAで囲まれる領域の中の溶接金属と母材の境界部のミクロ組織写真を示し、(b)は図12(c)のBで囲まれる領域の中の溶接金属と母材の境界部のミクロ組織写真を示す。
【図17】(a)は鋼床版の構成を示す斜視図、(b)はすみ肉溶接部近傍の拡大図である。
【発明を実施するための形態】
【0017】
[第1実施形態]
以下、添付する図1、図12〜図16を参照しながら、本発明の溶接方法を鋼床版100(図17)の作製に適用する実施形態に基づいて説明する。ただし、本発明に係る溶接方法が鋼床版100以外の用途にも適用できることは言うまでもない。
鋼床版100を作製する場合には、図1(a)に示すように、デッキプレート10上の予め定められた位置にU字状リブ20が配置される。溶接は、デッキプレート10を舗装30が施工される側の面を下向きにしたデッキプレート10に、U字状リブ20を一対のフランジ24の先端(縁部)が対向するように配置した状態で行われる。なお、フランジ24が本発明の縦板を、また、デッキプレート10が本発明の鋼板をなし、両者が溶接されることで、略T字型継ぎ手を構成する。
ここで、溶接に伴ってU字状リブ20は加熱されるため、U字状リブ20の動きを拘束しないと、溶接の進行にともなってU字状リブ20に大きな反りが生じてしまい、U字状リブ20を所定位置に溶接できなくなるおそれがある。したがって、溶接に先立って、U字状リブ20をデッキプレート10に仮止めすることが好ましい。仮止めするには、U字状リブ20の長手方向を間欠的に溶接すればよい。
【0018】
U字状リブ20は、ウェブ23と、ウェブ23の幅方向の両端から所定の角度で延びるフランジ24とから構成される。
それぞれのフランジ24の先端の外側には、レ形開先25が形成される。このレ形開先25は、デッキプレート10の表面となす角度αが50°±30°、ルートフェイスを2mm±2mm(図12ではゼロ)とすることが好ましい。
なお、ここではレ形開先25を設けた例を示しているが、レ形開先が設けられていない縦板を用いることを本発明は許容し、この場合も後述する当て金1による効果を享受できる。
【0019】
U字状リブ20がフランジ24を突き合わせてデッキプレート10に載せられると、U字状リブ20はデッキプレート10とともに、横断面方向に閉空間が形成される。この閉空間を「内側」といい、フランジ24よりも外方を「外側」というものとする。内側においてフランジ24とデッキプレート10とは角度βをなしている(図12(a))。
【0020】
本実施形態では、U字状リブ20の外側からフランジ24の先端とデッキプレート10とをすみ肉溶接する。この際、フランジ24(U字状リブ20)の外側から内側に向けて溶け込みを貫通させ、内側に裏波ビードを形成させる完全溶込み溶接を行う。U字状リブ20の外側から行う溶接の手法は本発明において限定されず、アーク溶接、レーザ溶接などの公知の種々の溶接方法を適用できる。なお、本実施の形態ではフランジ24の先端の外側にレ形開先25が形成されるが、このように開先を有する部材を溶接する場合をも含めて、本願ではすみ肉溶接と表記する。
【0021】
本実施形態では、当て金1をU字状リブ20の内側に配置しながら溶接を行う。この当て金1は、熱伝導性の優れた例えば銅または銅合金から構成される概略直方体状の部材である。当て金1は、例えば冷却水を流通させるといった強制的な冷却機構を持たせることができるが、ここでは、その説明、図示を省略する。
当て金1は、図12に示すように、六面のうちの一面がフランジ24と当接される第1当接面3を構成し、また、他の一面がデッキプレート10と当接される第2当接面5を構成する。第1当接面3と第2当接面5とがなす角度γ(図示省略)は、フランジ24とデッキプレート10とがなす角度βと等しく(∠β=∠γ)設定される。したがって、U字状リブ20の内側において、第2当接面5をデッキプレート10に対向させ、また、第1当接面3をフランジ24に対向させて配置し、さらに、第1当接面3をフランジ24に、また、第2当接面5をデッキプレート10に押し付ける。ただし、図12では、理解しやすくするために、フランジ24と第1当接面3を、またデッキプレート10と第2当接面5を、意図的に離間させている。当て金1がこの当接状態にあることを、当て金1がセットされる、ということにする。そして、当て金1は、フランジ24の外側から溶接が行われている際に、U字状リブ20の内側であって、溶接される部分を含む所定領域に亘って配置される。
【0022】
当て金1は、第1当接面3と第2当接面5との境界部に、面取りCが形成される。この面取りCは、当て金1の長手方向の全長に亘って形成される。また、面取りCは、当て金1をセットして溶接を行う際に、裏波ビードが形成される領域に対応して設けられる。当て金1がセットされる状態(溶接前)で、第1当接面3とフランジ24は当接し、また、第2当接面5とデッキプレート10は当接すると、当て金1は隙間なくU字状リブ20内にセットされるが、面取りCとフランジ24およびデッキプレート10との間には、面取りCに応じた隙間が形成される。この隙間を、溶金規制空隙ということにする。なお、面取りCの形状は、円弧、その他の曲線であってもかまわない。
【0023】
本実施形態によるすみ肉溶接は、当て金1がセットされる状態で行われる。溶接の際に、当て金1は以下の役割を果たす。
当て金1は、溶接により内側に到達した溶融金属を裏波ビードから支持することで溶融金属が自由に流動するのを拘束しながら、溶融金属を冷却・固化させる。つまり、内側に達した溶融金属は、面取りCにより形成される溶金規制空隙の内部でのみ流動が許され、溶金規制空隙の外部に流出することなく固化される。したがって、この面取りCの形状、寸法を特定すれば、裏波ビードの形状を制御できる。
【0024】
本発明者等は、当て金1を設けること以外の条件(溶接電流、溶接電圧および溶接速度を含む)を一致させて溶接を行い、溶接後に略T字型継ぎ手部近傍の断面マクロ観察を行った。その結果を図12(b)、(c)に示す。また、図13にマクロ観察(図12(b))から得られた模式図を、また、図14にマクロ観察(図12(c))から得られた模式図を示す。
【0025】
図12(b)、図13に示すように、当て金1を設けないで溶接すると、裏波ビードBとデッキプレート10のなす角度∠11、および裏波ビードBとフランジ24のなす角度∠12は、略90°または鋭角となる。また、裏波ビードBのデッキプレート10方向の脚長L11と、裏波ビードBのフランジ24方向の脚長L12は脚長L11の2倍程度ある。また、デッキプレート10から裏波ビードの最上端までの距離、つまり裏波ビード高さH1が高い。
【0026】
これに対して図12(c)、図14に示すように、当て金1を設けて溶接を行うと、裏波ビードBとデッキプレート10のなす角度∠21、および裏波ビードBとフランジ24のなす角度∠22を、ともに鈍角にできる。また、図14に示すように、裏波ビードBのデッキプレート10方向の脚長L21と裏波ビードBのフランジ24(縦板)方向の脚長L22はほぼ等しく、当て金1を設けることで等脚長の裏波ビードBが得られる。また、裏波ビード高さH2は低い。
このような特徴を有する裏波ビードの形状は、当て金1をセットした際に形成される溶金規制空隙に近似したものであり、当て金1により溶融金属の流動が規制されることが確認された。
【0027】
以上の通りであり、当て金1を設けることで、裏波ビードBとデッキプレート10となす角度∠21および、裏波ビードBとフランジ24がなす角度∠22をともに鈍角にできる。ここの角度が小さくなるほど溶接ルートに応力が集中しやすくなり、逆に、ここの角度が大きくなるほど溶接ルートに応力が集中しにくくなる。したがって、当て金1を配置しながら溶接を行うことで、裏波ビードを基点とする亀裂発生を抑制できる。デッキプレート10にU字状リブ20を溶接する際に、サイズが大きいこともあり、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違すること、さらには溶接中に溶接機の一次側電圧が変動するなどの溶接環境の変化が生じること、が想定される。しかし、そのような裏波ビードの変動要因があっても、本実施形態では面取りCを備える当て金1をフランジ24に押し付けることにより、裏波ビードを所望する形状に安定して形成できる。なお、当て金1をフランジ24に向けて押し付けると、当て金1はデッキプレート10にも押し付けられることになるが、以下ではデッキプレート10への押し付けについての記載は省略する。
【0028】
また、当て金1は、内側から溶接ビードおよびその周囲を冷却する。そのために、溶接に伴う加熱により影響を受け組織が変化する領域(溶接熱影響部,以下HAZ)を狭くできる。よく知られるように、HAZは、結晶粒が粗大化するので、機械的特性、特に靭性が劣る。したがって、溶接された部材はHAZがより狭くされることが望まれるが、当て金1を用いて溶接を行う本実施形態によるとHAZを狭くする効果をも享受できる。
実際にミクロ組織を観察した(図15、図16参照)。その結果、当て金1を用いることで、HAZの結晶粒を微細化できるとともに、溶接金属と母材の境界部の結晶粒を微細化できることが明らかとなった。このように、HAZおよび境界部の結晶粒を微細化することによっても、溶接継手部の靭性を向上できる。
【0029】
第1実施形態では、図1(b)に示すように、当て金1をU字状リブ20の長手方向y、つまり溶接線Lの方向の全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、「1」で示される領域(領域1)を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。そうすることで、当て金1とU字状リブ20の間に所望する溶金規制空隙を形成できる。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。ことのき、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。領域2の溶接が終了すると、次に領域3の溶接が行なわれる。このとき、領域3に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印3で示すように押し付ける。領域2から領域3に溶接が移行すると、領域1における当て金1の押し付けは解除される。
【0030】
以上の手順が領域nの溶接が終了するまで繰り返されることで、裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線Lに沿ってU字状リブ20のデッキプレート10への溶接を行うことができる。
この過程で、裏波ビードを所望する形状に安定して形成できるとともに、溶接継手部の靭性を向上できることに加え、以下の効果を奏する。
当て金1が、U字状リブ20の全長をn等分した長さしか有していない。したがって、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違していても、U字状リブ20の全長に比べて相当に短尺の当て金1を押し付けるので、所望する溶金規制空隙を容易に形成できる。
また、溶接の開始から完了までの間を通じて、各々の当て金1はU字状リブ20の長手方向yに対して固定されるので、溶接金属(裏波ビード)と当て金1の間に擦れが生じることがない。例えば、当て金1を長手方向yに一つだけ配置し、溶接に同期して長手方向yに移動させることもできるが、この場合、凝固過程の裏波ビートと当て金1が擦れる。これに伴って、裏波ビードの性状が崩れるおそれがある。これに対して、第1実施形態は、裏波ビートと当て金1が擦れることがなく、裏波ビードを所望する形状により安定して形成できる。
以上の通りであり、第1実施形態により得られる裏波ビードは、当て金1を用いない裏波ビードはもちろん、当て金1を用いても擦れが生じた裏波ビードと目視により判別ができる。
【0031】
次に、第1実施形態の溶接方法を行う際に、当て金1をU字状リブ20に押し付けるのに好適な押圧移動体50(押し付け機構)の例について、図2〜図4を参照して説明する。
【0032】
押圧移動体50は、ベースプレート51と、第1移動体60と、第2移動体70と、を備え、U字状リブ20の内側に設けられる。
ベースプレート51は、U字状リブ20(レ形開先25は省略)に比べて幅が小さいが長さが同等の鋼板により形成される。ベースプレート51は、デッキプレート10の上面に載せられ、U字状リブ20の幅方向xの中央に位置する。
ベースプレート51には、幅方向xの両縁にピン52が立設される。ピン52は、ベースプレート51の長手方向yに所定の間隔を空けて配置される。当て金1(面取りCは省略)には幅方向xに沿って長孔1aが形成されており、ピン52に長孔1aを挿入することで、当て金1をベースプレート51に対して幅方向xに往復動可能に保持する。
ベースプレート51は平板状に限るものでなく、剛性を向上させるために、一部を上向きに突出するコ字状部分を形成できる。
【0033】
第1移動体60は、第1支持体61と、第1ガイド体62と、第1ばね支持体64と、第1走行車輪65と、第1押し付け車輪67と、を備える。
第1支持体61は、当て金1と同等の長さを有する矩形の鋼板から構成され、第1移動体60の基礎となる部分である。
【0034】
第1ガイド体62は、後述する第2ガイド体72と係合されることにより、第1移動体60と第2移動体70の幅方向xへの相対的な往復移動を案内する。第1ガイド体62は、ボルト等の適宜の固定手段で第1支持体61上であって長手方向yの中央部に固定され、その一部が第2移動体70の側に突出している。第1ガイド体62は、U字状リブ20の幅方向xに貫通するコ字状のスライド溝62aを備えており、このスライド溝62aに第2ガイド体72を挿入することで、第1移動体60と第2移動体70の長手方向yの相対的な移動が拘束される。
【0035】
第1ばね支持体64は、後述する第2ばね支持体74とともに、コイルばね80を挟持することで、第1移動体60および第2移動体70を外側に向けて押し付ける。
第1ばね支持体64は、L字アングルからなり、固定部64aとばね支持部64bを備える。
第1ばね支持体64は、固定部64aを介して、第1支持体61の長手方向yの両端に一つずつ配置される。第1ばね支持体64は、ばね支持部64bが第2ばね支持体74のばね支持部74bに対向するように配置される。
ばね支持部64bは第2ばね支持体74のばね支持部74bとともに、コイルばね80を挟持する部分である。また、ばね支持部64bには、連結ピン81が貫通する貫通孔が空けられる。
【0036】
第1走行車輪65は、ベースプレート51(デッキプレート10)上を、第1移動体60が長手方向y、つまり溶接線L方向に沿う移動を円滑にするために設けられる。そのために第1走行車輪65は、第1支持体61の下方に回転軸を幅方向xに沿って回転可能に支持される。また、第1走行車輪65は、第1支持体61の長手方向yの両端に各々一台ずつ配置される。
このように長手方向yの両端に第1走行車輪65を一台ずつ配置することは、当て金1をフランジ24に偏りなく押し付けるために好ましい形態であるが、第1走行車輪65を一台にすることを排除するものではない。後述する第2走行車輪75についても同様である。
なお、当て金1をフランジ24に押し付ける部材として当て金1との摩擦が小さい車輪を用いているが、本発明はこれに限定されない。摩擦係数の小さい材料から構成される部材であって、当て金1に摺動されるようなものの使用を本発明は許容する。
【0037】
第1押し付け車輪67は、直接接触することにより、当て金1をU字状リブ20のフランジ24に押し付ける。
第1押し付け車輪67は、ピン68で第1支持体61の下側に回転軸が鉛直方向となるように支持される。第1押し付け車輪67は、第1支持体61の長手方向yの両端に配置される。
また、第1押し付け車輪67は、小径部67aと、小径部67aの上側に配置される大径部67bと、を備える。小径部67aは、当て金1の側面に接して、当て金1をフランジ24に水平方向から押し付ける。大径部67bは、当て金1の上面に接して、当て金1をフランジ24に鉛直方向から押し付ける。そうすることで、当て金1をフランジ24へより確実に押し付けることができる。
【0038】
次に、第2移動体70について説明する。第2移動体70は、第1移動体60と基本的には同様の以下の構成を備える。
第2移動体70は、第2支持体71と、第2ガイド体72と、第2ばね支持体74と、第2走行車輪75と、第2押し付け車輪77と、を備える。
第2支持体71は、当て金1と同等の長さを有する矩形の鋼板から構成され、第2移動体70の基礎となる部分である。第2支持体71は、第1支持体61に比べて幅が狭く設定される。また、第2支持体71は、第1支持体61と同一平面上に、内側同士が対向するように、所定の間隔を空けて配置される。
【0039】
第2ガイド体72は、前述した第1ガイド体62と係合されることにより、第1移動体60と第2移動体70の幅方向xへの相対的な往復移動を案内する。第2ガイド体72は、ボルト等の適宜の固定手段で第2支持体71上であって長手方向yの中央部に固定され、その一部が第1移動体60の側に突出している。第2ガイド体72は、矩形の鋼板から構成されており、第1ガイド体62のスライド溝62aに当該突出部分が挿入されることで、第1移動体60と第2移動体70の長手方向yの相対的な移動が拘束される。
【0040】
第2ばね支持体74は、前述した第1ばね支持体64とともに、コイルばね80を挟持することで、第1移動体60及び第2移動体70を外側に向けて押し付ける。
第2ばね支持体74は、第1ばね支持体64と同様に、固定部74aとばね支持部74bを備える。
第2ばね支持体74は、固定部74aを介して、第2支持体71の長手方向yの両端に一つずつ配置される。第2ばね支持体74は、ばね支持部74bが第1ばね支持体64のばね支持部64bに対向するように配置される。
ばね支持部74bは第1ばね支持体64のばね支持部64bとともに、コイルばね80を挟持する部分である。また、ばね支持部74bには、連結ピン81が貫通する貫通孔が空けられる。
【0041】
第2走行車輪75は、ベースプレート51(デッキプレート10)上を、第2移動体70の円滑な移動を可能にする。そのために第2走行車輪75は、第2支持体71の下方に回転軸を幅方向xに沿って回転可能に支持される。第2走行車輪75は、第1支持体61の長手方向yの中央に一台だけ配置される。
【0042】
第2押し付け車輪77は、直接接触することにより、当て金1をU字状リブ20のフランジ24に押し付ける。
第2押し付け車輪77は、ピン78で第2支持体71の下側に回転軸が鉛直方向となるように支持される。第2押し付け車輪77は、第2ガイド体72を挟んで長手方向yの両側に配置される。
また、第2押し付け車輪77も、第1押し付け車輪67と同様に、小径部77aと大径部77bを備える。小径部77aは当て金1をフランジ24に水平方向から押し付け、大径部67bは、当て金1をフランジ24に鉛直方向から押し付ける。
【0043】
押圧移動体50は、コイルばね80を備える。
コイルばね80は、第1ばね支持体64のばね支持部64bと第2ばね支持体74のばね支持部74bの間に、圧縮された状態で挟持される。したがって、コイルばね80は、第1ばね支持体64および第2ばね支持体74を外側に向けて押す。なお、第1ばね支持体64および第2ばね支持体74を外側に向けて押すことができれば、コイルばね80以外の弾性体を用いることもできるし、弾性体以外の手段を用いることもできる。
連結ピン81は、第1ばね支持体64ばね支持部64bに形成される貫通孔と、第2ばね支持体74のばね支持部74bの貫通孔を貫通することで、第1ばね支持体64と第2ばね支持体74が離間しないように連結する。
【0044】
以上の構成を有する押圧移動体50を用いて、デッキプレート10にU字状リブ20を溶接するには、以下のようにすればよい。
すなわち、図1(b)において、領域1に対応する部分を溶接する間は押圧移動体50を領域1に対応する長手方向yの位置に配置する。押圧移動体50の第1移動体60、第2移動体70は当て金1と同等の長さを有しているので、領域1に対応する当て金1だけがフランジ24に押し付けられる。領域1の溶接が終了すると、次に領域2に対応する部分を溶接するために、図示しない溶接トーチを領域2に移動させるのに同期して押圧移動体50を領域2に対応する部分に移動させる。そうして、領域2に対応する当て金1だけがフランジ24に押し付けられた状態で、領域2に対応する部分を溶接する。領域2の溶接が終了すると、以上の手順を領域nに対応する部分の溶接が終了するまで繰り返すことで、デッキプレート10へのU字状リブ20の溶接が完了する。同様にして必要な数のU字状リブ20の溶接を行うことで、鋼床版100を作製できる。なお、押圧移動体50の移動は、牽引装置を用いてもよいし、第1走行車輪65、第2走行車輪75をモータで駆動するようにしてもよい。
【0045】
以上のように、押圧移動体50を用いることにより、裏波ビードと当て金1が擦れることなく、溶接を行うことができるので、前述したように裏波ビードを所望する形状により安定して形成できる。
なお、以上では当て金1と押圧移動体50(第1移動体60、第2移動体70)の長さが同等としているが、本発明はこれに限定されない。押圧移動体50を当て金1よりも短くしてもよいし長くしてもよい。U字状リブ20の取り付け誤差に応じて、当て金1の長さ、さらには押圧移動体50の長さを設定することが好ましい。例えば、押圧移動体50を二つの当て金1を加えた長さとして、隣接する二つの当て金1を一度に押し付けることもできる。さらに、当て金1を押し付ける機構を溶接線方向に移動する形態をここでは示しているが、本発明はこれに限らない。各々の当て金1に対応して押し付け機構を設け、この押し付け機構を順次作動させるようにしてもよい。
【0046】
ところで、押圧移動体50は、第1押し付け車輪67および第2押し付け車輪77を介して当て金1をU字状リブ20のフランジ24に押し付ける。その反作用が生じることで、押圧移動体50は、幅方向xの中央部が浮き上がるおそれがある。そうなると、第1押し付け車輪67および第2押し付け車輪77が当て金1を適切に押し付けることができなくなる。そこで、押圧移動体50の浮き上がり防止機構80を提案する。
【0047】
浮き上がり防止機構80は、図5に示すように、リンク機構を利用している。つまり、第1移動体60(一部省略)に、第1レバー81、第2レバー82、第3レバー83および第4レバー84が以下のように接続されることでパンタグラフ状のリンク機構が構成される。第1レバー81はその一端が第1移動体60上の連接片85に接続され、第2レバー82はその一端が第1移動体60上の連接片86に接続される。第3レバー83はその一端が第1レバー81の他端に、第4レバー84はその一端が第2レバー82の他端に接続され、さらに第3レバー83の他端と第4レバー84の他端が接続される。そして、第3レバー83と第4レバー84の接続箇所に回転可能な車輪87が設けられる。さらに、第1レバー81と第3レバー83の接続箇所88と、第2レバー82と第4レバー84の接続箇所89との間をばね90で繋ぐ。ばね90は自由状態よりも伸びた状態で二つの接続箇所88,89を繋ぐので、車輪87は上向きの力を受けてU字状リブ20のウェブ21に突き当たる。こうして、浮き上がり防止機構80は、第1移動体60の浮き上がりを防止する。同様の浮き上がり防止機構80を第2移動体70に設けることで、全体として押圧移動体50の浮き上がりを防止できる。
なお、浮き上がり防止機構80はあくまで一例であり、他の構成を採用できることは言うまでもない。例えば、浮き上がりを防止できる程度の重量物を押圧移動体50に載せるといった方策を採ることもできる。
【0048】
[第2実施形態]
次に、本発明の第2実施形態について図6〜図8を参照して説明する。
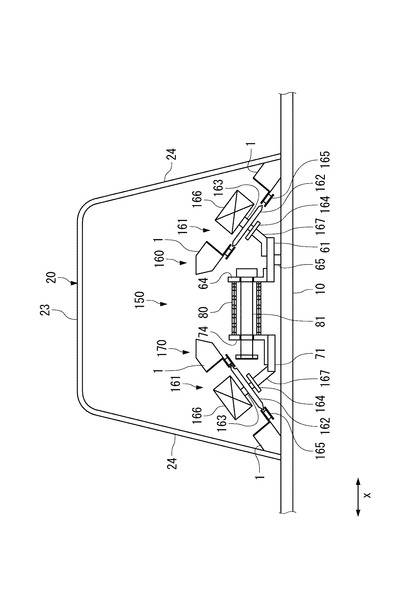
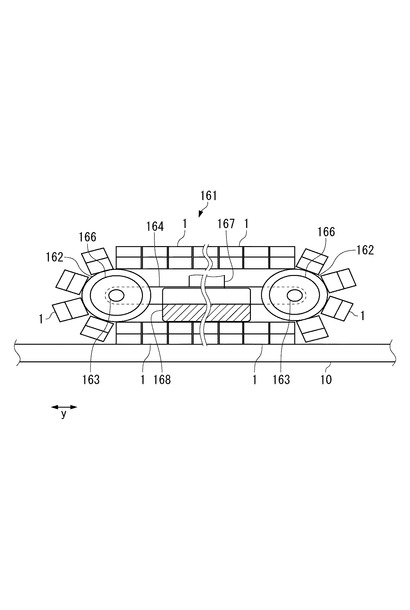
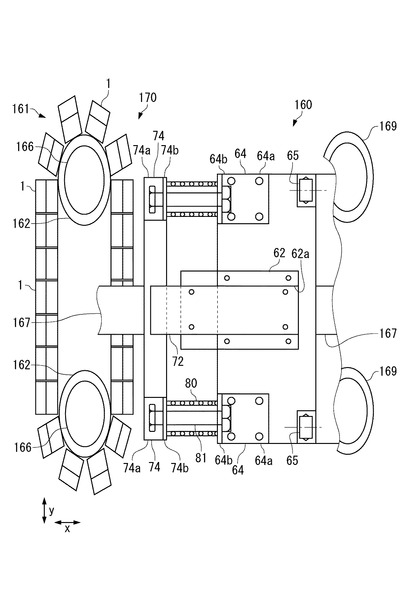
第2実施形態も、第1実施形態と同様に、溶接金属と当て金1の間に相対的な速度差がでないようにして両者が擦れるのを防止する点で共通する。しかし、第1実施形態は複数の短尺の当て金1を長手方向yに並べて固定することで擦れを生じさせないのに対して、第2実施形態は当て金1を長手方向yに移動させつつも溶接金属と当て金1の間に相対的な速度差を生じさせないことを趣旨とする。第2実施形態による押圧移動体150(押し付け機構)は、以下説明するように、無限軌道上を複数の当て金1が走行することを要旨とする。
【0049】
押圧移動体150は、第3移動体160と、第4移動体170と、を備え、U字状リブ20の内側に設けられる。押圧移動体150、第3移動体160および第4移動体170において、第1実施形態の押圧移動体50と同様の構成については、第1実施形態と同じ符号を付し、その説明を省略する。
【0050】
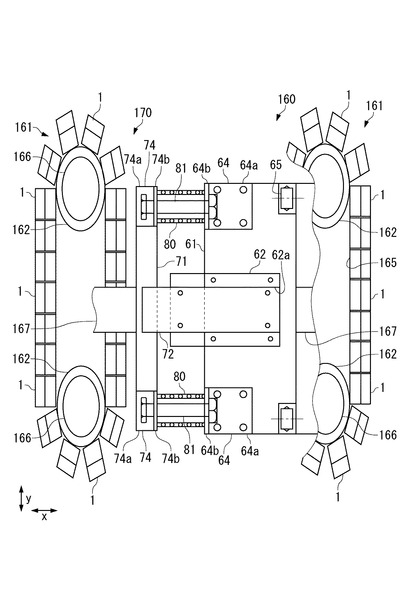
第3移動体160は、無限軌道を備える当て金駆動機構161を備えている。
当て金駆動機構161は、長手方向yに所定の間隔を隔てて配置される一対のスプロケット162を備えている。一対のスプロケット162は、各々の回転軸163を介して長手方向yに延びるスプロケット連結体164に回転可能に支持される。回転軸163は、デッキプレート10に対して傾斜して設けられている。一対のスプロケット162にはチェーン165が掛け回されるとともに、一方のスプロケット162の回転軸163を回転させる駆動モータ166が設けられる。チェーン165には複数の当て金1が微小の隙間を隔ててなく固定される。当て金1は、チェーン165が走行する軌跡で描かれる周回の無限軌道の外側を向くようにチェーン165に固定される。当て金駆動機構161は、押し付け力伝達体167を介して第1支持体61に固定される。押し付け力伝達体167は、第1支持体61とスプロケット連結体164の長手方向yの中央部同士を繋いでいる。
【0051】
第4移動体170は、上述した第3移動体160の当て金駆動機構161と同じ構成を備えているので、同じ構成には同じ符号を付することで、ここでの説明は省略する。
【0052】
以上のように構成された押圧移動体150は以下のように動作する。
押圧移動体150は、チェーン165に固定される複数の当て金1の中で無限軌道の直線部分であって下側(図6)に位置するものが、フランジ24およびデッキプレート10に押し付けられる。
この状態で第3移動体160および第4移動体170の各々の駆動モータ166を同期して駆動させる。そうすると、一対のスプロケット162の周囲の軌道上をチェーン165が周回移動するのに伴って複数の当て金1も周回移動する。当て金1は、コイルばね80の弾性力によりフランジ24およびデッキプレート10に押し付けられているので、フランジ24およびデッキプレート10との間に摩擦力が生じる。そのため、当て金1が周回移動するのに伴って、当て金駆動機構161を一体として相対的に長手方向yに移動させることができる。この移動は、デッキプレート10へのU字状リブ20の溶接のための溶接トーチの移動に合わせて、デッキプレート10の長手方向yに沿って接線Lの一端から他端まで行われる。このように、当て金駆動機構161は、クローラ(Crawler)として機能する。また、当て金駆動機構161は、第1実施形態の当て金1と同等の長さを有しているものと理解すればよい。
【0053】
図1に基づいてこの過程を利用して説明すると、領域1を溶接している間には押圧移動体150が領域1に対応する位置において、複数の当て金1がフランジ24およびデッキプレート10に押し付けられる。領域1の溶接が終了すると、次に領域2に対応する部分を溶接するために、図示しない溶接トーチを領域2に移動させるのに同期して、駆動モータ166を回転駆動させることで、押圧移動体150を領域2に対応する部分に移動させる。この移動の際に、個々の当て金1はフランジ24およびデッキプレート10に対して擦れることがない。そうして、領域2に対応する複数の当て金1がフランジ24およびデッキプレート10に押し付けられた状態で、領域2に対応する部分を溶接する。領域2の溶接が終了すると、以上の手順を領域nに対応する部分の溶接が終了するまで繰り返すことで、デッキプレート10へのU字状リブ20の溶接が完了する。
なお、以上では押圧移動体150が間欠的に移動することとしているが、図示しない溶接トーチの移動に同期して連続的に移動してもよい。
【0054】
以上のように、押圧移動体150を用いることによっても、裏波ビードと当て金1が擦れることなく、溶接を行うことができるので、裏波ビードを所望する形状により安定して形成できる。
また、押圧移動体150の長さをU字状リブ20の全長に比べて相当に短尺にすれば、デッキプレート10に対するU字状リブ20の取り付け誤差が位置により相違していても、所望する溶金規制空隙を容易に形成できる。
さらに、押圧移動体150は、駆動モータ166を回転駆動させることにより長手方向yに移動する自走式のものであるので、他に移動手段を設ける必要がない。
【0055】
本実施形態において、図8に示すように、押し付け力伝達体167に、当て金1に接触してフランジ24およびデッキプレート10に押し付ける押し付け部168を設けることができる。これにより、当て金1をより確実にフランジ24およびデッキプレート10に押し付けることができる。また、押し付け部168は、当て金1に接触することで当て金1を冷却する機能を発揮することができるので、HAZを狭くするとともに、HAZの結晶粒を微細化、溶接金属と母材の境界部の結晶粒の微細化を図ることができる。押し付け部168に水冷、その他の強制的な冷却機構を設けることもできる。
【0056】
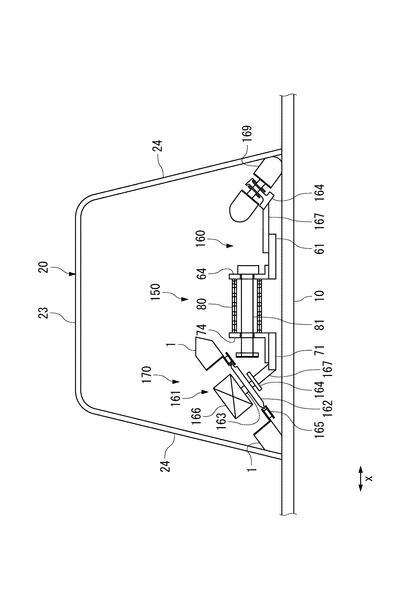
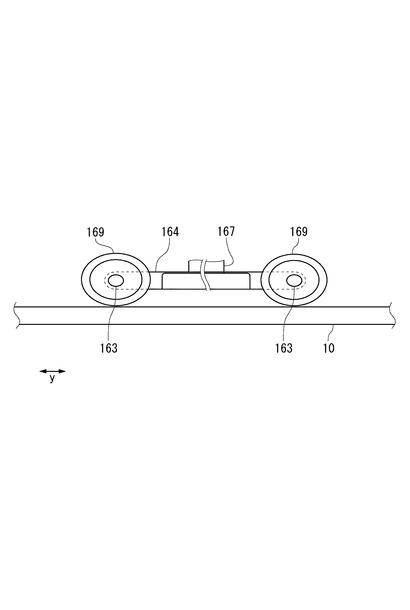
以上の押圧移動体150は、U字状リブ20の両側のフランジ24を同時に溶接する例を示したが、図9〜図11に示すように、第3移動体160と第4移動体170の一方(この例では第3移動体160)に、スプロケット162、当て金1などを設けるのに代えて、走行用の車輪169を設けてもよい。なお、図6〜図8と同様の構成については、図9〜図11に同じ符号を付している。
【0057】
以上、本発明を実施形態に基づいて説明したが、本発明の主旨を逸脱しない限り、上記実施形態で挙げた構成を取捨選択したり、他の構成に適宜変更することが可能である。
例えば、以上の説明では省略したが、U字状リブ20の一対のフランジ24をデッキプレート10に同時に溶接するために、一対の溶接トーチを備える。溶接トーチは、U字状リブ20の長手方向yに沿って設けられるガイドレールに案内されながら移動し、フランジ24をデッキプレート10に溶接することができる。溶接トーチの上記動作および移動は、制御部からの指示に従って行なわせることができるし、作業員が手動で行なわせることもできる。溶接トーチの種類は限定されず、公知の溶接方法に基づいて適宜定めることができる。また、溶接トーチを移動させる手段も同様である。
【符号の説明】
【0058】
1 当て金
3 第1当接面
5 第2当接面
10 デッキプレート
20 U字状リブ
23 ウェブ
24 フランジ
50,150 押圧移動体(押し付け機構)
51 ベースプレート
60 第1移動体
61 第1支持体
62 第1ガイド体
64 第1ばね支持体
65 第1走行車輪
67 第1押し付け車輪
70 第2移動体
71 第2支持体
72 第2ガイド体
74 第2ばね支持体
75 第2走行車輪
77 第2押し付け車輪
80 コイルばね
81 連結ピン
100 鋼床版
160 第3移動体
161 当て金駆動機構
162 スプロケット
163 回転軸
164 スプロケット連結体
165 チェーン165
166 駆動モータ
167 押し付け力伝達体
168 押し付け部
170 第4移動体
B 裏波ビード
【特許請求の範囲】
【請求項1】
平板状の鋼板と縦板の突合せ部を、前記縦板の前記鋼板に当接する縁部を前記縦板の一方の側から溶接することで、前記縁部を貫通して前記縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接し、
前記縦板の他方の側であって、前記縦板の一方の側から溶接している位置を含む領域に、前記裏波ビードを支持する当て金を前記鋼板と前記縦板に押し付けて溶接を行う方法であって、
先行する第1領域に前記当て金を配置して前記第1領域を溶接する、第1ステップと、
前記第1領域の溶接が終了した後に、前記当て金による押し付けを後続の第2領域に移行させて前記第2領域を溶接する、第2ステップと、
を少なくとも含み、
前記当て金による押し付けの前記第1領域から前記第2領域への移行が、
前記裏波ビードと前記当て金の間に相対的な速度差を生じさることなく行われる、
ことを特徴とする溶接方法。
【請求項2】
複数の突合せ部が存在する場合に、各突合せ部ごとに前記当て金を配置し、複数の前記突合せ部を同時に溶接する、
請求項1に記載の溶接方法。
【請求項3】
前記当て金は、裏波ビードに対応する領域に面取りCが施されている、
請求項1または請求項2に記載の溶接方法。
【請求項4】
前記第1領域と前記第2領域に、独立して前記押し付けが行われる第1当て金と第2当て金を各々配置し、
前記第1ステップでは、前記第1当て金を前記鋼板と前記縦板に押し付け、
前記第2ステップでは、前記第2当て金を前記鋼板と前記縦板に押し付ける、
請求項1〜3のいずれか一項に記載の溶接方法。
【請求項5】
前記溶接線の方向に移動する押圧体を備え、
前記第1ステップでは、前記押圧体が前記第1領域において前記第1当て金を前記鋼板に押し付け、
前記第2ステップでは、前記押圧体が前記第2領域に移動して前記第2当て金を前記鋼板に押し付ける、
請求項4に記載の溶接方法。
【請求項6】
無限軌道上を走行する複数の前記当て金を有し、前記当て金を走行させることで前記溶接線方向に移動する押し付け機構を備え、
前記第1ステップでは、前記第1領域において前記押し付け機構の前記当て金を前記鋼板に押し付け、
前記第2ステップでは、前記当て金を走行させることで前記第2領域に移動した前記押し付け機構の前記当て金を前記鋼板に押し付ける、
請求項1〜3のいずれか一項に記載の溶接方法。
【請求項7】
平板状の鋼板と縦板の突合せ部を、前記縦板の前記鋼板に当接する縁部を前記縦板の一方の側から溶接することで、前記縁部を貫通して前記縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接し、
前記縦板の他方の側であって、前記縦板の一方の側から溶接している位置を含む領域に配置され、前記裏波ビードを支持する当て金と、
前記当て金を前記鋼板と前記縦板に押し付ける押し付け機構と、を備え、
先行する第1領域に前記当て金を配置して前記第1領域を溶接する、第1ステップと、
前記第1領域の溶接が終了した後に、前記当て金による押し付けを後続の第2領域に移行させて前記第2領域を溶接する、第2ステップと、
を少なくとも実行し、
前記当て金による押し付けの前記第1領域から前記第2領域への移行が、
前記裏波ビードと前記当て金の間に相対的な速度差を生じさることなく行われる、
ことを特徴とする溶接装置。
【請求項8】
前記当て金は、
前記第1領域と前記第2領域に、独立して前記押し付けが行われる第1当て金と第2当て金を備え、
前記押し付け機構は、
前記第1ステップでは、前記第1当て金を前記鋼板と前記縦板に押し付け、
前記第2ステップでは、前記第2当て金を前記鋼板と前記縦板に押し付ける、
請求項7に記載の溶接装置。
【請求項9】
前記押し付け機構は、前記溶接線の方向に移動する押圧体を備え、
前記第1ステップでは、前記押圧体が前記第1領域において前記第1当て金を前記鋼板に押し付け、
前記第2ステップでは、前記押圧体が前記第2領域に移動して前記第2当て金を前記鋼板に押し付ける、
請求項8に記載の溶接装置。
【請求項10】
前記押し付け機構は、
無限軌道上を走行する複数の前記当て金を備え、前記当て金を走行させることで前記溶接線方向に移動するものであり、
前記第1ステップでは、前記第1領域において前記押し付け機構の前記当て金を前記鋼板に押し付け、
前記第2ステップでは、前記当て金を走行させることで前記第2領域に移動した前記押し付け機構の前記当て金を前記鋼板に押し付ける、
請求項7に記載の溶接装置。
【請求項11】
請求項1〜6のいずれか一項に記載の溶接方法により得られ、
前記鋼板がデッキプレートに対応し、前記縦板がU字状リブのフランジに対応する、
ことを特徴とする鋼床版。
【請求項1】
平板状の鋼板と縦板の突合せ部を、前記縦板の前記鋼板に当接する縁部を前記縦板の一方の側から溶接することで、前記縁部を貫通して前記縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接し、
前記縦板の他方の側であって、前記縦板の一方の側から溶接している位置を含む領域に、前記裏波ビードを支持する当て金を前記鋼板と前記縦板に押し付けて溶接を行う方法であって、
先行する第1領域に前記当て金を配置して前記第1領域を溶接する、第1ステップと、
前記第1領域の溶接が終了した後に、前記当て金による押し付けを後続の第2領域に移行させて前記第2領域を溶接する、第2ステップと、
を少なくとも含み、
前記当て金による押し付けの前記第1領域から前記第2領域への移行が、
前記裏波ビードと前記当て金の間に相対的な速度差を生じさることなく行われる、
ことを特徴とする溶接方法。
【請求項2】
複数の突合せ部が存在する場合に、各突合せ部ごとに前記当て金を配置し、複数の前記突合せ部を同時に溶接する、
請求項1に記載の溶接方法。
【請求項3】
前記当て金は、裏波ビードに対応する領域に面取りCが施されている、
請求項1または請求項2に記載の溶接方法。
【請求項4】
前記第1領域と前記第2領域に、独立して前記押し付けが行われる第1当て金と第2当て金を各々配置し、
前記第1ステップでは、前記第1当て金を前記鋼板と前記縦板に押し付け、
前記第2ステップでは、前記第2当て金を前記鋼板と前記縦板に押し付ける、
請求項1〜3のいずれか一項に記載の溶接方法。
【請求項5】
前記溶接線の方向に移動する押圧体を備え、
前記第1ステップでは、前記押圧体が前記第1領域において前記第1当て金を前記鋼板に押し付け、
前記第2ステップでは、前記押圧体が前記第2領域に移動して前記第2当て金を前記鋼板に押し付ける、
請求項4に記載の溶接方法。
【請求項6】
無限軌道上を走行する複数の前記当て金を有し、前記当て金を走行させることで前記溶接線方向に移動する押し付け機構を備え、
前記第1ステップでは、前記第1領域において前記押し付け機構の前記当て金を前記鋼板に押し付け、
前記第2ステップでは、前記当て金を走行させることで前記第2領域に移動した前記押し付け機構の前記当て金を前記鋼板に押し付ける、
請求項1〜3のいずれか一項に記載の溶接方法。
【請求項7】
平板状の鋼板と縦板の突合せ部を、前記縦板の前記鋼板に当接する縁部を前記縦板の一方の側から溶接することで、前記縁部を貫通して前記縦板の他方の側に達する裏波ビードを形成しながら、一方端から他方端に向けて延びる溶接線に沿って連続的に溶接し、
前記縦板の他方の側であって、前記縦板の一方の側から溶接している位置を含む領域に配置され、前記裏波ビードを支持する当て金と、
前記当て金を前記鋼板と前記縦板に押し付ける押し付け機構と、を備え、
先行する第1領域に前記当て金を配置して前記第1領域を溶接する、第1ステップと、
前記第1領域の溶接が終了した後に、前記当て金による押し付けを後続の第2領域に移行させて前記第2領域を溶接する、第2ステップと、
を少なくとも実行し、
前記当て金による押し付けの前記第1領域から前記第2領域への移行が、
前記裏波ビードと前記当て金の間に相対的な速度差を生じさることなく行われる、
ことを特徴とする溶接装置。
【請求項8】
前記当て金は、
前記第1領域と前記第2領域に、独立して前記押し付けが行われる第1当て金と第2当て金を備え、
前記押し付け機構は、
前記第1ステップでは、前記第1当て金を前記鋼板と前記縦板に押し付け、
前記第2ステップでは、前記第2当て金を前記鋼板と前記縦板に押し付ける、
請求項7に記載の溶接装置。
【請求項9】
前記押し付け機構は、前記溶接線の方向に移動する押圧体を備え、
前記第1ステップでは、前記押圧体が前記第1領域において前記第1当て金を前記鋼板に押し付け、
前記第2ステップでは、前記押圧体が前記第2領域に移動して前記第2当て金を前記鋼板に押し付ける、
請求項8に記載の溶接装置。
【請求項10】
前記押し付け機構は、
無限軌道上を走行する複数の前記当て金を備え、前記当て金を走行させることで前記溶接線方向に移動するものであり、
前記第1ステップでは、前記第1領域において前記押し付け機構の前記当て金を前記鋼板に押し付け、
前記第2ステップでは、前記当て金を走行させることで前記第2領域に移動した前記押し付け機構の前記当て金を前記鋼板に押し付ける、
請求項7に記載の溶接装置。
【請求項11】
請求項1〜6のいずれか一項に記載の溶接方法により得られ、
前記鋼板がデッキプレートに対応し、前記縦板がU字状リブのフランジに対応する、
ことを特徴とする鋼床版。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−240090(P2012−240090A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−113314(P2011−113314)
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(506122246)三菱重工鉄構エンジニアリング株式会社 (111)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月20日(2011.5.20)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(506122246)三菱重工鉄構エンジニアリング株式会社 (111)
【Fターム(参考)】
[ Back to top ]