
溶接方法およびこれにより溶接されたリングギア部材

【課題】溶接部における強度を向上させる溶接方法およびこれにより溶接されたリングギア部材を提供する。
【解決手段】リングギアハブ1は、リングギア2とハブ3とを突き合わせて溶接接合した後、切欠き部10を完全に取り除くために裏当て材7を切削するステップS3を備えた溶接方法によって溶接接合を行う。
【解決手段】リングギアハブ1は、リングギア2とハブ3とを突き合わせて溶接接合した後、切欠き部10を完全に取り除くために裏当て材7を切削するステップS3を備えた溶接方法によって溶接接合を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の部材を突き合わせ溶接する場合における溶接方法およびこの溶接方法を用いて溶接したリングギア部材に関する。
【背景技術】
【0002】
近年、機械に用いられる部材の製造において、個々の部位に求められる機械的性質の要求や製造における経済性の観点から、異なる部材をそれぞれ製造し、溶接によって接合することが一般的に行われている。例えば、溶接線が円環状となるリング状の部材を突き合わせて溶接接合する際には、溶接接合される2つの部材の位置合わせを行うために、互いが凹凸形状になるように加工したり、裏当て材を用いて嵌め合わせ、この部分を溶接する手法を取る場合がある。
【0003】
特許文献1においては、一方のリング状部材の内周面側に縦断面で先端が四角形状の突起部を有しており、他方のリング状の内周面側には前述の突起部と嵌合する凹み部を有しており、互いに嵌合させることによって溶接する溶接方法が開示されている。
【特許文献1】特開平11−90676号公報(平成11年4月6日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の溶接方法では、以下に示すような問題点を有している。
すなわち、2つの部材の嵌合位置において、溶接時に溶け込み範囲から外れた場所、例えば、特許文献1においては、溶け込み範囲11から外れた凹み部内面8aが構造的な切欠き部となる。このため、外部から外力がかかることによってこの切欠き部分に応力集中が発生し、この部分を起点に亀裂が発生するおそれがある。また、このような場合に多用される裏当て材を用いた溶接においても同様に、裏当て材と母材との間に切欠き部が形成される。このため、溶接部に強い衝撃や繰り返し荷重がかかる位置、例えば、建設機械のパワートレインにおけるリングギアとハブあるいはケース部分との溶接部においてこの溶接方法を使用した場合、この切欠き部が原因でリングギアハブあるいはリングギアケースが破壊するおそれがある。
【0005】
本発明の課題は、溶接部における強度を向上させる溶接方法およびこれにより溶接されたリングギア部材を提供することにある。
【課題を解決するための手段】
【0006】
第1の発明に係る溶接方法は、複数の部材を突き合わせて形成される開先部を溶接する溶接方法であって、第1から第3の工程を備えている。第1の工程は、複数の部材によって形成される凹凸を嵌合させて開先部を形成する。第2の工程は、第1の工程において形成された開先部を溶接する。第3の工程は、第2の工程において溶出しなかった複数の部材間に形成される切欠き部を除去する。
【0007】
ここでは、複数の部材を突き合わせて形成される開先部を溶接する溶接方法において、開先部を溶接する工程において溶出しなかった部材の間に形成される切欠き部を除去する工程を備えている。
なお、ここで言う切欠き部とは、力学的・材質的な不連続部により形成される構造的な脆弱部分をいい、例えば、2部材の凹凸部を嵌合して溶接する場合においては、嵌合する位置において互いに溶出しなかった部分であり、裏当て材を用いて2部材を溶接する場合には、裏当て材とそれぞれの部材との嵌合部において互いに溶出しなかった部分をいう。
【0008】
従来、部材を突き合わせて溶接する場合において、それぞれの位置決めを容易にするために、例えば、それぞれの部材の嵌め合い公差を利用して嵌合させる、いわゆるインロー嵌合や、裏当て材を用いる方法が一般的に行われている。ところが、インロー嵌合を用いて溶接した場合においては、互いの部材が嵌合する部分の一部に切欠き部が形成される。また、裏当て材を用いて溶接した場合も同様に、突き合わせる部材、すなわち母材と裏当て材とが嵌合する部分の一部において切欠き部が形成される。そして、この切欠き部に外力が加わると、その部分に応力集中が発生し、この応力集中部分を起点とした亀裂の発生によって溶接部の破壊が起こるおそれがある。
【0009】
そこで、本発明の溶接方法においては、複数の部材によって形成される凹凸を嵌合させて位置決めを行って突き合わせた部分を溶接した後に、溶出しなかった部材間に形成される切欠き部を除去する工程を備えている。
これにより、応力集中によって切欠き部を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性を向上させることができる。
この結果、溶接部における強度を向上させることが可能となる。
【0010】
第2の発明に係る溶接方法は、第1の発明に係る溶接方法であって、第1の工程では、凹部を有する第1の部材と凸部を有する第2の部材とにおける凹部と凸部とを突き合わせて開先部を形成する。
ここでは、第1の工程における位置決めを、一方の部材(第3の部材)の凹部と他方の部材(第4の部材)の凸部とを嵌合することによって行っている。
これにより、例えば、溶接線が円環状となるリング状の部材を接合する場合においても、2つの部材の軸線が一致するように容易に位置決めをした後、開先部を溶接することが可能となる。
【0011】
第3の発明に係る溶接方法は、第1の発明に係る溶接方法であって、第1の工程では、第3の部材および第4の部材の少なくとも一方に形成された凹部に第5の部材を嵌合させて開先部を形成する。
【0012】
ここでは、第1の工程における位置決めを、母材となる2つの部材(第3の部材・第4部材)の少なくとも一方に形成される凹部に他の部材(第5の部材)、いわゆる裏当て材を嵌め合わせることによって行っている。
これにより、容易に2つの部材の位置決めを行った後、開先部を溶接することが可能になる。さらに、母材となる2つの部材よりも低い融点の裏当て材を使用した場合には、開先底の溶け込み量を確保でき融合不良を回避することができる。この結果、溶接部の強度を向上することが可能となる。
【0013】
第4の発明に係る溶接方法は、第1から第3の発明のいずれか1つに係る溶接方法であって、第2の工程において形成された溶接ビードを除去する第4の工程をさらに備えている。
ここでは、溶接部分に形成される帯状の盛り上がり、すなわち溶接ビードを除去し、溶接ビードと母材との接点である止端部を平滑にする工程をさらに備えている。
【0014】
ここで、溶接ビードの直上に衝撃が加わった場合、止端部に応力集中が発生する。このとき、この応力集中部を起点に亀裂が発生し、溶接部が破壊してしまうおそれがある。
そこで、本発明の溶接方法においては、2つの部材を突き合わせて溶接して切欠き部を除去した後、溶接部において形成される溶接ビードを除去し、止端部を平滑にしている。
これにより、応力集中による止端部を起点とする亀裂の発生を防止することができることから破壊に対する信頼性をさらに向上させることができる。
この結果、部材の表面に強い衝撃荷重や繰り返し荷重を受ける溶接部であっても、破壊に耐えうる強度を確保することができる。
【0015】
第5の発明に係る溶接方法は、第1から第4の発明のいずれか1つに係る溶接方法であって、第2の工程は、アーク溶接によって行われる。
ここでは、第2の工程における溶接をアーク溶接によって行っている。
これにより、アーク溶接による溶接であっても上述した溶接方法によって脆弱性のない品質の高い溶接部を提供することができる。この結果、汎用性の高い一般的な設備で溶接接合することが可能となるので、初期費用を抑えて安価に溶接することが可能となる。
【0016】
第6の発明に係るリングギア部材は、建設機械で使用されるリングギア部材であって、第1から第5の発明のいずれか1つに係る溶接方法によって溶接接合されている。
ここでは、上述した溶接方法によってリングギア部材を形成している。
なお、ここで言うリングギア部材とは、リングギアとハブあるいはケースとを接合したリングギアハブあるいはリングギアケースを含む。
【0017】
ここで、リングギア部材は、例えば、建設機械の一つである油圧ショベルのファイナルドライブや旋回部等に用いられている。そして、例えば、油圧ショベルのファイナルドライブにおいては、シャフトからの回転力を伝達するとともに、外部から走行中に破砕した岩石等の衝撃を直接受けることから、非常に強い衝撃力や繰り返し荷重を受ける部分である。
これにより、非常に強い衝撃力や繰り返し荷重を受ける状況であっても、本発明よる溶接方法によって溶接接合したリングギア部材を使用することで、強度的な問題が発生することを回避することができる。
【0018】
第7の発明に係るリングギア部材は、第6の発明に係るリングギア部材であって、鋼製部材と鋳鉄部材との溶接構造体である。
ここでは、リングギア部材が、鋼製の部材と鋳鉄の部材とが上述した溶接方法によって溶接接合された溶接構造体である。
【0019】
これにより、リングギア部材において一般的に使用されている鋼製部材と鋳鉄製部材との溶接接合においても、本発明よる溶接方法によって溶接接合することによって、強度的な問題が発生することを回避することができる。
【発明の効果】
【0020】
第1の発明に係る溶接方法によれば、溶接部おける強度を向上させることが可能となる。
【発明を実施するための最良の形態】
【0021】
[第1の実施形態]
本実施形態に係るリングギアハブ(リングギア部材)1の溶接方法について、図1〜図5を用いて説明すれば以下の通りである。
[リングギアハブ1の構成]
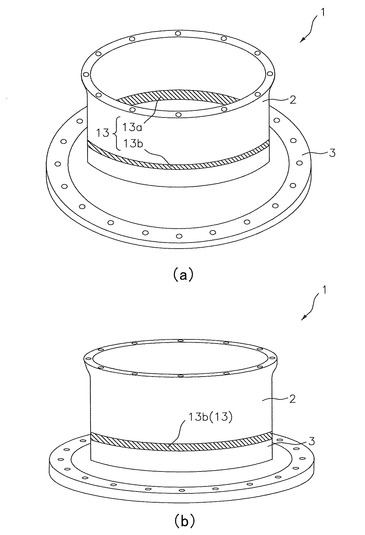
本発明の一実施形態に係るリングギアハブ1は、例えば、建設機械の一種である油圧ショベル(図示せず)のファイナルドライブ(図示せず)等に用いられており、以下に示すリングギア(第3の部材)2とハブ(第4の部材)3とがアーク溶接によって一体に接合されている。
【0022】
リングギア2は、図1(a)および図1(b)に示すように、材質が鋼(S48C)の円環状の部材であって、図2(a)に示すように、内周面側の先端側(ハブ3と突き合わせる側)に凹部4が設けられている。そして、リングギア2の凹部4が設けられている部分の内周面4aは、凹部が設けられていない部分の内周面4bに比べて内径が大きくなっている。
【0023】
ハブ3は、材質がバーミキュラ鋳鉄(FCV410)または球状黒鉛鋳鉄(FCD450)であって、図1(a)および図1(b)に示すように、一方にリングギア2とほぼ同径の円環部分と他方に前述の円環部分より大きな径の円盤部分とを有する形状である。そして、ハブ3も、リングギア2と同様に、図2(a)に示すように、内周面側の先端側(リングギア2と突き合わせる側)に凹部5が設けられており、凹部5が設けられている部分の内周面5aは、凹部5が設けられていない部分の内周面5bに比べて内径が大きくなっている。
【0024】
[リングギアハブ1の溶接方法]
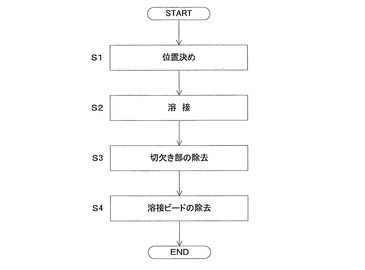
本実施形態のリングギアハブ1におけるリングギア2とハブ3との溶接接合は、図3に示すフローチャートに従った溶接方法で行われる。
ステップS1においては、接合するリングギア2とハブ3との位置決めを行う。具体的には、図2(b)に示すように、リングギア2における凹部4に対して裏当て材(第5の部材)7を嵌め込み、その裏当て材7に嵌合させるようにハブ3の凹部5を配置することによって行う。これにより、リングギア2およびハブ3の内径の大きな段差部分に裏当て材7が嵌合するような格好となり、お互いの位置が同軸上に固定される。また、本実施形態の溶接接合においては、裏当て材7は、リングギア2およびハブ3よりも融点の低い部材を採用する。これにより、裏当て材7における融合不良を回避することができ、図2(d)に示す溶接部13の強度を向上することが可能となる。
【0025】
ステップS2においては、ステップS1において位置決めが形成されたリングギア2とハブ3との溶接を行う。具体的には、図2(b)に示すように、リングギア2とハブ3とを突き合わせた位置の外周面側に形成されるV字型の開先部8に、図2(c)に示すように、溶接金属9を肉盛りすることによって両者を接合する。なお、開先部8の周囲の破線は、母材であるリングギア2とハブ3とに溶接金属9が溶け込む範囲を示している。
【0026】
ステップS3においては、応力集中が発生する切欠き部10を除去する。ここで、切欠き部とは、互いの部材が溶出せずに一体とならなかった構造的な不連続部であって、本実施形態においては、図2(b)の破線が示す溶接金属9が溶け込む範囲の外のリングギア2と裏当て材7およびハブ3と裏当て材7の境界部分に発生する切欠き部10(図2(c)参照)がこれに該当する。具体的には、切欠き部10が、図2(d)に示すように完全に取り除かれるように、裏当て材7の部分を切削して内周面側溶接部13aを形成している。これにより、切欠き部10を起点とした亀裂の発生を抑えることができる。
【0027】
ステップS4においては、ステップS2において行われた溶接によって形成された溶接ビード11を除去する。ここで、溶接ビード11とは、図2(c)に示すように、母材であるリングギア2とハブ3の外周面側の表面よりも開先部8に溶着した溶接金属9が盛り上がった部分を言い、母材2・3の表面と溶接ビード11との境界部を止端部12と言う。そして、溶接ビード11の直上に強い衝撃が加わると止端部12に応力集中が発生し、止端部12を起点とする亀裂が発生するおそれがある。そこで、ステップS4においては、図2(d)に示すように、溶接ビード11を削り取り、止端部12において段差がなくなるように平滑化して外周面側溶接部13bを形成している。これにより、止端部12を起点とした亀裂の発生を抑えることができる。
【0028】
本実施形態のリングギアハブ1は、以上のような工程により溶接接合を行うことで、応力集中が発生する脆弱部を取り除いて強度を向上させた溶接接合を行うことができる。
[実施例1]
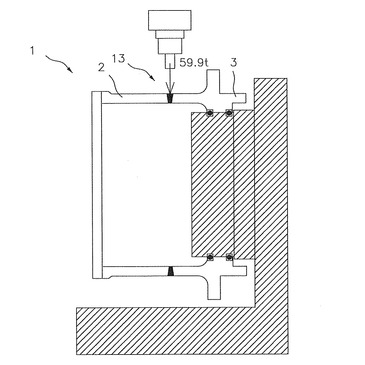
本発明に係る裏当て材7を除去する工程の効果を確認するために、図4に示すように、溶接部13の直上に溶接部13にリングギアハブ1が搭載されている建設機械の車体重量の2.8倍に当たる59.9tの衝撃荷重の付加を100回繰り返す衝撃荷重試験を裏当て材7を残した試験体と裏当て材7を除去した試験体とで行った。
【0029】
この結果、溶接部13に発生する最大主応力は、裏当て材7を残した試験体では35kg/mm2、裏当て材7を除去した試験体では22kg/mm2であり、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べ大きな応力が発生することが確認できた。これにより、裏当て材7を除去した方が、衝撃荷重に対する強度に対して有利であることが確認された。
【0030】
[実施例2]
本発明に係る裏当て材7を除去する工程の効果を確認するために、さらに疲労試験を行った。リングギアハブ1の疲労強度については主に捻りの応力が発生することから、本実施例においては、裏当て材7を残した試験体と裏当て材7を除去した試験体とについて捻り疲労試験を行った。
【0031】
この結果、図5に示すようなS−N曲線が得られ、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べて小さい応力Sで疲労破壊が発生することが確認できた。また、これ以上繰り返し数Nを増やしても破壊が生じない疲れ限度も、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べて小さいことが確認できた。これにより、裏当て材7を除去した方が、疲労強度に対して有利であることが確認できた。
【0032】
[リングギアハブ1の溶接方法の特徴]
(1)
本実施形態のリングギアハブ1の溶接方法では、リングギア2とハブ3とを突き合わせて溶接接合した後、切欠き部10を完全に取り除くために裏当て材7を切削するステップS3を備えている。
【0033】
これにより、応力集中の発生する切欠き部10を除去できることから、切欠き部10を起点とした亀裂の発生を抑えることができる。
この結果、溶接部13における強度を向上させることが可能となる。
(2)
本実施形態のリングギアハブ1の溶接方法では、位置決めのステップS1において、接合するリングギア2とハブ3との位置決めを、図2(b)に示すように、リングギア2の凹部4に対して裏当て材7を嵌め込み、その裏当て材7に嵌合させるようにハブ3の凹部5を配置することによって行う。
【0034】
これにより、リングギア2とハブ3との位置決めを容易に行うことができる。
(3)
本実施形態のリングギアハブ1の溶接方法では、溶接ビード11を削り取って止端部12において段差がなくなるように平滑にするステップ4をさらに備えている。
これにより、応力集中の発生する止端部12を除去し、止端部12を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性をさらに向上させることができる。
【0035】
(4)
本実施形態のリングギアハブ1の溶接方法では、リングギア2とハブ3とがアーク溶接によって一体に接合されている。
これにより、汎用性の高い一般的な設備で溶接接合しても、溶接部分の強度を向上させることが可能となる。この結果、初期費用を抑えることができる。
【0036】
[第2の実施形態]
本発明の他の実施形態に係るリングギアケース(リングギア部材)21の溶接方法について、図3および図6・図7を用いて説明すれば以下の通りである。
[リングギアケース21の構成]
本実施形態に係るリングギアケース21は、実施形態1のリングギアハブ1と同様に、例えば、建設機械の一種である油圧ショベル(図示せず)のファイナルドライブ(図示せず)等に用いられており、以下に示すリングギア(第1の部材)22とケース(第2の部材)23とがアーク溶接によって一体に接合されている。
【0037】
リングギア22は、図6に示すように、材質が鋼(S48C)の円環状の部材であって、図7(a)に示すように、内周面側の先端側(ケース23と突き合わせる側)に凹部24が設けられている。そして、リングギア22の凹部24が設けられている部分の内周面24aは、凹部24が設けられていない部分の内周面24bに比べて内径が大きくなっている。
【0038】
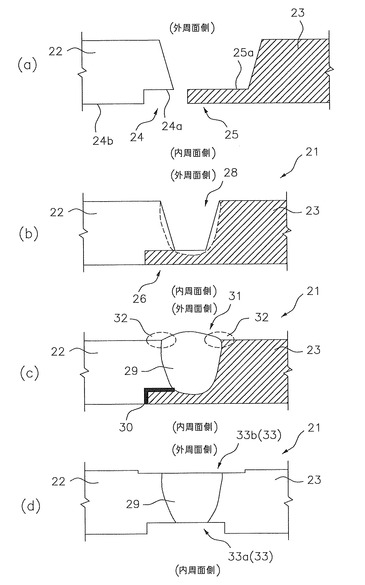
ケース23は、材質がバーミキュラ鋳鉄(FCV410)または球状黒鉛鋳鉄(FCD450)であって、図6に示すように、一方がリングギア22とほぼ同径の円環部分と他方に前述の円環部分より大きな径の円盤部分とを有する形状である。そして、ケース23は、図7(a)に示すように、内周面側先端(リングギア22と突き合わせる側)に凸部25が設けられており、図7(b)に示すように、凸部外周面25aとリングギア22における凹部内周面24aとが接触して嵌合部26が構成されている。
【0039】
[リングギアケース21の溶接方法]
本実施形態のリングギアケース21におけるリングギア22とケース23との溶接接合は、図3に示すフローチャートに従った溶接方法で行われる。なお、ステップS4における溶接ビード31の除去は、第1の実施形態におけるリングギアハブ1と同様なのでここでは説明を省略する。
【0040】
ステップS1においては、接合するリングギア22とケース23との位置決めを行う。具体的には、図7(b)に示すように、リングギア22における凹部24に対してケース23における凸部25を嵌合させる。
ステップS2においては、ステップS1において位置決めが形成されたリングギア22とケース23との溶接を行う。具体的には、図7(b)に示すように、リングギア22とケース23とを突き合わせた位置において外周面側に形成されるV字型の開先部28に、図7(c)に示すように、溶接金属29を肉盛りすることによって両者を接合する。なお、開先部28の周囲の破線は、溶接金属29が母材であるリングギア22とケース23とに溶け込む範囲を示している。
【0041】
ステップS3においては、応力集中が発生する切欠き部30を除去する。本実施形態において、図7(b)の破線が示す溶接金属29が溶け込む範囲の外側のリングギア22とケース23との境界部分で切欠き部30(図7(c)参照)が発生する。具体的には、切欠き部30が、図7(d)に示すように完全に取り除かれるように、嵌合部26の部分が含まれるように切削して内周面側溶接部33aを形成している。これにより、切欠き部30を起点とした亀裂の発生を抑えることができる。
【0042】
本実施形態のリングギアケース21は、以上のような各種工程を行うことで、応力集中が発生する脆弱部を取り除いて強度を向上させた溶接接合を行うことができる。
[リングギアケース21の溶接方法の特徴]
(1)
本実施形態のリングギアケース21の溶接方法では、リングギア22とケース23とを突き合わせて溶接接合した後、切欠き部30を完全に取り除くために嵌合部26を切削するステップS3を備えている。
【0043】
これにより、応力集中の発生する切欠き部30を除去できることから、切欠き部30を起点とした亀裂の発生を抑えることができる。
この結果、第1の実施形態におけるリングギアハブ1と同様に、溶接部33における強度を向上させることが可能となる。
(2)
本実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、接合するリングギア22とケース23との位置決めを、図7(b)に示すように、リングギア22の凹部24に対してケースの凸部25を嵌合させることによって行う。
【0044】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、リングギア22とケース23との位置決めを容易に行うことができる。
(3)
本実施形態のリングギアケース21の溶接方法では、溶接ビード31を削り取って止端部32において段差がなくなるように平滑化して外周面側溶接部33b部を形成するステップ4をさらに備えている。
【0045】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、応力集中の発生する止端部32を除去し、止端部32を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性をさらに向上させることができる。
(4)
本実施形態のリングギアケース21の溶接方法では、リングギア22とケース23とがアーク溶接によって一体に接合されている。
【0046】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、汎用性の高い一般的な設備で溶接接合しても、溶接部分の強度を向上させることが可能となる。この結果、初期費用を抑えることができる。
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0047】
(A)
上記実施形態のリングギアハブ1およびリングギアケース21の溶接方法では、溶接ビード11・31を除去するステップS4を実施する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
溶接ビードの除去を行わなくても、溶接部における切欠き部を除去していることから強度を向上させるという、上記第1および第2の実施形態と同様の効果を得ることができる。
【0048】
ただし、溶接ビードの直上に強い衝撃が加わる場所で使用されるリングギアハブおよびリングギアケースを溶接接合する場合には、止端部において応力集中が発生することを防止するために溶接ビードの除去を行うことが望ましい。
(B)
上記実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、リングギア22の凹部24とケース23の凸部25とを嵌合させて位置決めした例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0049】
例えば、リングギアに凸部、ケースに凹部が配置された両者を嵌合させて溶接接合をしてもよい。この場合も、リングギアとケースを容易に位置決めできるという、上記の第2の実施形態と同様の効果を得ることができる。
また、両者(リングギアが凹部でケースが凸部の試験体とリングギアが凸部でケースが凹部の試験体)の接合部について衝撃荷重試験を行ったところ、両者とも最大主応力が22kg/mm2という上記実施例1と同様の結果から、強度についても上記の第2の実施形態と同様の効果を得ることができる。
【0050】
(C)
上記実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、図7(a)に示すように、ケース23の凸部外周面25aとリングギア22の凹部内周面24aとが接触するような嵌合形状の例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0051】
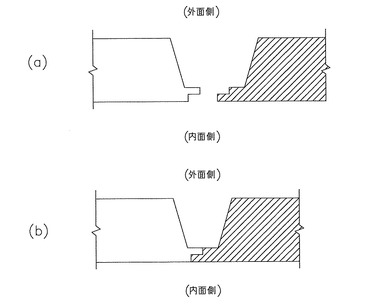
例えば、図8(a)に示すような両部材の開先形状であっても、図8(b)に示すように容易に互いの位置決めができ、上記の第2の実施形態と同様の効果を得ることができる。
(D)
上記実施形態のリングギアハブ1の溶接方法では、位置決めのステップS1において、裏当て材7が、母材であるリングギア2およびハブ3よりも融点が低い部材である例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0052】
裏当て材は、部材の特性に母材であるリングギアおよびハブよりも融点が低い部材でなくても、母材に嵌合させて容易に位置決めができるという、上記の第1の実施形態と同様の効果を得ることができる。
ただし、融合不良を回避して溶接部の強度を向上することが可能となる効果を有することから、母材よりも融点が低い裏当て材を使用することが望ましい。
【0053】
(E)
上記実施形態のリングギアハブ1およびリングギアケース21の溶接方法では、円環状の両部材を溶接接合する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
例えば、鋼板の溶接接合において本発明による溶接方法を適用しても、上記の実施形態と同様の効果を得ることができる。
【産業上の利用可能性】
【0054】
本発明によれば、溶接部における強度を向上させることができることから、溶接部に対して破壊等の信頼性を求められる場合において本溶接方法を広く適用することが可能である。
【図面の簡単な説明】
【0055】
【図1】(a)(b)は、本発明の一実施形態に係る溶接方法によって溶接接合されたリングギアハブの外観図。
【図2】(a)は、図1のリングギアおよびハブの開先形状を示した断面図。(b)は、図1のリングギアおよびハブに裏当て材を嵌合させた状態を示した断面図。(c)は、図2(b)の開先部に溶接金属を肉盛りした状態を示した断面図。(d)は、図2(c)で示す切欠き部および溶接ビードを除去した状態を示した断面図。
【図3】本発明の一実施形態に係るリングギアハブおよびリングギアケースの溶接方法を示すフローチャート。
【図4】本発明に係る効果を確認するために行った衝撃荷重試験の概要図。
【図5】本発明に係る効果を確認するために行った捻り疲労試験の結果を示したグラフ。
【図6】本発明の他の実施形態に係る溶接方法によって溶接接合されたリングギアケースの外観図。
【図7】(a)は、図6のリングギアおよびケースの開先形状を示した断面図。(b)は、図6のリングギアおよびケースの嵌合状態を示した断面図。(c)は、図7(b)の開先部に溶接金属を肉盛りした状態を示した断面図。(d)は、図7(c)で示す切欠き部および溶接ビードを除去した状態を示した断面図。
【図8】(a)は、他の実施形態における母材の開先形状を示した断面図。(b)は、図8(a)に示す両部材の嵌合状態を示した断面図。
【符号の説明】
【0056】
1 リングギアハブ(リングギア部材)
2 リングギア(第3の部材)
3 ハブ(第4の部材)
4 凹部
4a 内周面
4b 内周面
5 凹部
5a 凹部内周面
5b 凹部外周面
7 裏当て材(第5の部材)
8 開先部
9 溶接金属
10 切欠き部
11 溶接ビード
12 止端部
13 溶接部
13a 内周面側溶接部
13b 外周面側溶接部
21 リングギアケース(リングギア部材)
22 リングギア(第1の部材)
23 ケース(第2の部材)
24 凹部
24a 内周面
24b 内周面
25 凸部
25a 凸部外周面
26 嵌合部
28 開先部
29 溶接金属
30 切欠き部
31 溶接ビード
32 止端部
33 溶接部
33a 内周面側溶接部
33b 外周面側溶接部
S ステップ
【技術分野】
【0001】
本発明は、複数の部材を突き合わせ溶接する場合における溶接方法およびこの溶接方法を用いて溶接したリングギア部材に関する。
【背景技術】
【0002】
近年、機械に用いられる部材の製造において、個々の部位に求められる機械的性質の要求や製造における経済性の観点から、異なる部材をそれぞれ製造し、溶接によって接合することが一般的に行われている。例えば、溶接線が円環状となるリング状の部材を突き合わせて溶接接合する際には、溶接接合される2つの部材の位置合わせを行うために、互いが凹凸形状になるように加工したり、裏当て材を用いて嵌め合わせ、この部分を溶接する手法を取る場合がある。
【0003】
特許文献1においては、一方のリング状部材の内周面側に縦断面で先端が四角形状の突起部を有しており、他方のリング状の内周面側には前述の突起部と嵌合する凹み部を有しており、互いに嵌合させることによって溶接する溶接方法が開示されている。
【特許文献1】特開平11−90676号公報(平成11年4月6日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の溶接方法では、以下に示すような問題点を有している。
すなわち、2つの部材の嵌合位置において、溶接時に溶け込み範囲から外れた場所、例えば、特許文献1においては、溶け込み範囲11から外れた凹み部内面8aが構造的な切欠き部となる。このため、外部から外力がかかることによってこの切欠き部分に応力集中が発生し、この部分を起点に亀裂が発生するおそれがある。また、このような場合に多用される裏当て材を用いた溶接においても同様に、裏当て材と母材との間に切欠き部が形成される。このため、溶接部に強い衝撃や繰り返し荷重がかかる位置、例えば、建設機械のパワートレインにおけるリングギアとハブあるいはケース部分との溶接部においてこの溶接方法を使用した場合、この切欠き部が原因でリングギアハブあるいはリングギアケースが破壊するおそれがある。
【0005】
本発明の課題は、溶接部における強度を向上させる溶接方法およびこれにより溶接されたリングギア部材を提供することにある。
【課題を解決するための手段】
【0006】
第1の発明に係る溶接方法は、複数の部材を突き合わせて形成される開先部を溶接する溶接方法であって、第1から第3の工程を備えている。第1の工程は、複数の部材によって形成される凹凸を嵌合させて開先部を形成する。第2の工程は、第1の工程において形成された開先部を溶接する。第3の工程は、第2の工程において溶出しなかった複数の部材間に形成される切欠き部を除去する。
【0007】
ここでは、複数の部材を突き合わせて形成される開先部を溶接する溶接方法において、開先部を溶接する工程において溶出しなかった部材の間に形成される切欠き部を除去する工程を備えている。
なお、ここで言う切欠き部とは、力学的・材質的な不連続部により形成される構造的な脆弱部分をいい、例えば、2部材の凹凸部を嵌合して溶接する場合においては、嵌合する位置において互いに溶出しなかった部分であり、裏当て材を用いて2部材を溶接する場合には、裏当て材とそれぞれの部材との嵌合部において互いに溶出しなかった部分をいう。
【0008】
従来、部材を突き合わせて溶接する場合において、それぞれの位置決めを容易にするために、例えば、それぞれの部材の嵌め合い公差を利用して嵌合させる、いわゆるインロー嵌合や、裏当て材を用いる方法が一般的に行われている。ところが、インロー嵌合を用いて溶接した場合においては、互いの部材が嵌合する部分の一部に切欠き部が形成される。また、裏当て材を用いて溶接した場合も同様に、突き合わせる部材、すなわち母材と裏当て材とが嵌合する部分の一部において切欠き部が形成される。そして、この切欠き部に外力が加わると、その部分に応力集中が発生し、この応力集中部分を起点とした亀裂の発生によって溶接部の破壊が起こるおそれがある。
【0009】
そこで、本発明の溶接方法においては、複数の部材によって形成される凹凸を嵌合させて位置決めを行って突き合わせた部分を溶接した後に、溶出しなかった部材間に形成される切欠き部を除去する工程を備えている。
これにより、応力集中によって切欠き部を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性を向上させることができる。
この結果、溶接部における強度を向上させることが可能となる。
【0010】
第2の発明に係る溶接方法は、第1の発明に係る溶接方法であって、第1の工程では、凹部を有する第1の部材と凸部を有する第2の部材とにおける凹部と凸部とを突き合わせて開先部を形成する。
ここでは、第1の工程における位置決めを、一方の部材(第3の部材)の凹部と他方の部材(第4の部材)の凸部とを嵌合することによって行っている。
これにより、例えば、溶接線が円環状となるリング状の部材を接合する場合においても、2つの部材の軸線が一致するように容易に位置決めをした後、開先部を溶接することが可能となる。
【0011】
第3の発明に係る溶接方法は、第1の発明に係る溶接方法であって、第1の工程では、第3の部材および第4の部材の少なくとも一方に形成された凹部に第5の部材を嵌合させて開先部を形成する。
【0012】
ここでは、第1の工程における位置決めを、母材となる2つの部材(第3の部材・第4部材)の少なくとも一方に形成される凹部に他の部材(第5の部材)、いわゆる裏当て材を嵌め合わせることによって行っている。
これにより、容易に2つの部材の位置決めを行った後、開先部を溶接することが可能になる。さらに、母材となる2つの部材よりも低い融点の裏当て材を使用した場合には、開先底の溶け込み量を確保でき融合不良を回避することができる。この結果、溶接部の強度を向上することが可能となる。
【0013】
第4の発明に係る溶接方法は、第1から第3の発明のいずれか1つに係る溶接方法であって、第2の工程において形成された溶接ビードを除去する第4の工程をさらに備えている。
ここでは、溶接部分に形成される帯状の盛り上がり、すなわち溶接ビードを除去し、溶接ビードと母材との接点である止端部を平滑にする工程をさらに備えている。
【0014】
ここで、溶接ビードの直上に衝撃が加わった場合、止端部に応力集中が発生する。このとき、この応力集中部を起点に亀裂が発生し、溶接部が破壊してしまうおそれがある。
そこで、本発明の溶接方法においては、2つの部材を突き合わせて溶接して切欠き部を除去した後、溶接部において形成される溶接ビードを除去し、止端部を平滑にしている。
これにより、応力集中による止端部を起点とする亀裂の発生を防止することができることから破壊に対する信頼性をさらに向上させることができる。
この結果、部材の表面に強い衝撃荷重や繰り返し荷重を受ける溶接部であっても、破壊に耐えうる強度を確保することができる。
【0015】
第5の発明に係る溶接方法は、第1から第4の発明のいずれか1つに係る溶接方法であって、第2の工程は、アーク溶接によって行われる。
ここでは、第2の工程における溶接をアーク溶接によって行っている。
これにより、アーク溶接による溶接であっても上述した溶接方法によって脆弱性のない品質の高い溶接部を提供することができる。この結果、汎用性の高い一般的な設備で溶接接合することが可能となるので、初期費用を抑えて安価に溶接することが可能となる。
【0016】
第6の発明に係るリングギア部材は、建設機械で使用されるリングギア部材であって、第1から第5の発明のいずれか1つに係る溶接方法によって溶接接合されている。
ここでは、上述した溶接方法によってリングギア部材を形成している。
なお、ここで言うリングギア部材とは、リングギアとハブあるいはケースとを接合したリングギアハブあるいはリングギアケースを含む。
【0017】
ここで、リングギア部材は、例えば、建設機械の一つである油圧ショベルのファイナルドライブや旋回部等に用いられている。そして、例えば、油圧ショベルのファイナルドライブにおいては、シャフトからの回転力を伝達するとともに、外部から走行中に破砕した岩石等の衝撃を直接受けることから、非常に強い衝撃力や繰り返し荷重を受ける部分である。
これにより、非常に強い衝撃力や繰り返し荷重を受ける状況であっても、本発明よる溶接方法によって溶接接合したリングギア部材を使用することで、強度的な問題が発生することを回避することができる。
【0018】
第7の発明に係るリングギア部材は、第6の発明に係るリングギア部材であって、鋼製部材と鋳鉄部材との溶接構造体である。
ここでは、リングギア部材が、鋼製の部材と鋳鉄の部材とが上述した溶接方法によって溶接接合された溶接構造体である。
【0019】
これにより、リングギア部材において一般的に使用されている鋼製部材と鋳鉄製部材との溶接接合においても、本発明よる溶接方法によって溶接接合することによって、強度的な問題が発生することを回避することができる。
【発明の効果】
【0020】
第1の発明に係る溶接方法によれば、溶接部おける強度を向上させることが可能となる。
【発明を実施するための最良の形態】
【0021】
[第1の実施形態]
本実施形態に係るリングギアハブ(リングギア部材)1の溶接方法について、図1〜図5を用いて説明すれば以下の通りである。
[リングギアハブ1の構成]
本発明の一実施形態に係るリングギアハブ1は、例えば、建設機械の一種である油圧ショベル(図示せず)のファイナルドライブ(図示せず)等に用いられており、以下に示すリングギア(第3の部材)2とハブ(第4の部材)3とがアーク溶接によって一体に接合されている。
【0022】
リングギア2は、図1(a)および図1(b)に示すように、材質が鋼(S48C)の円環状の部材であって、図2(a)に示すように、内周面側の先端側(ハブ3と突き合わせる側)に凹部4が設けられている。そして、リングギア2の凹部4が設けられている部分の内周面4aは、凹部が設けられていない部分の内周面4bに比べて内径が大きくなっている。
【0023】
ハブ3は、材質がバーミキュラ鋳鉄(FCV410)または球状黒鉛鋳鉄(FCD450)であって、図1(a)および図1(b)に示すように、一方にリングギア2とほぼ同径の円環部分と他方に前述の円環部分より大きな径の円盤部分とを有する形状である。そして、ハブ3も、リングギア2と同様に、図2(a)に示すように、内周面側の先端側(リングギア2と突き合わせる側)に凹部5が設けられており、凹部5が設けられている部分の内周面5aは、凹部5が設けられていない部分の内周面5bに比べて内径が大きくなっている。
【0024】
[リングギアハブ1の溶接方法]
本実施形態のリングギアハブ1におけるリングギア2とハブ3との溶接接合は、図3に示すフローチャートに従った溶接方法で行われる。
ステップS1においては、接合するリングギア2とハブ3との位置決めを行う。具体的には、図2(b)に示すように、リングギア2における凹部4に対して裏当て材(第5の部材)7を嵌め込み、その裏当て材7に嵌合させるようにハブ3の凹部5を配置することによって行う。これにより、リングギア2およびハブ3の内径の大きな段差部分に裏当て材7が嵌合するような格好となり、お互いの位置が同軸上に固定される。また、本実施形態の溶接接合においては、裏当て材7は、リングギア2およびハブ3よりも融点の低い部材を採用する。これにより、裏当て材7における融合不良を回避することができ、図2(d)に示す溶接部13の強度を向上することが可能となる。
【0025】
ステップS2においては、ステップS1において位置決めが形成されたリングギア2とハブ3との溶接を行う。具体的には、図2(b)に示すように、リングギア2とハブ3とを突き合わせた位置の外周面側に形成されるV字型の開先部8に、図2(c)に示すように、溶接金属9を肉盛りすることによって両者を接合する。なお、開先部8の周囲の破線は、母材であるリングギア2とハブ3とに溶接金属9が溶け込む範囲を示している。
【0026】
ステップS3においては、応力集中が発生する切欠き部10を除去する。ここで、切欠き部とは、互いの部材が溶出せずに一体とならなかった構造的な不連続部であって、本実施形態においては、図2(b)の破線が示す溶接金属9が溶け込む範囲の外のリングギア2と裏当て材7およびハブ3と裏当て材7の境界部分に発生する切欠き部10(図2(c)参照)がこれに該当する。具体的には、切欠き部10が、図2(d)に示すように完全に取り除かれるように、裏当て材7の部分を切削して内周面側溶接部13aを形成している。これにより、切欠き部10を起点とした亀裂の発生を抑えることができる。
【0027】
ステップS4においては、ステップS2において行われた溶接によって形成された溶接ビード11を除去する。ここで、溶接ビード11とは、図2(c)に示すように、母材であるリングギア2とハブ3の外周面側の表面よりも開先部8に溶着した溶接金属9が盛り上がった部分を言い、母材2・3の表面と溶接ビード11との境界部を止端部12と言う。そして、溶接ビード11の直上に強い衝撃が加わると止端部12に応力集中が発生し、止端部12を起点とする亀裂が発生するおそれがある。そこで、ステップS4においては、図2(d)に示すように、溶接ビード11を削り取り、止端部12において段差がなくなるように平滑化して外周面側溶接部13bを形成している。これにより、止端部12を起点とした亀裂の発生を抑えることができる。
【0028】
本実施形態のリングギアハブ1は、以上のような工程により溶接接合を行うことで、応力集中が発生する脆弱部を取り除いて強度を向上させた溶接接合を行うことができる。
[実施例1]
本発明に係る裏当て材7を除去する工程の効果を確認するために、図4に示すように、溶接部13の直上に溶接部13にリングギアハブ1が搭載されている建設機械の車体重量の2.8倍に当たる59.9tの衝撃荷重の付加を100回繰り返す衝撃荷重試験を裏当て材7を残した試験体と裏当て材7を除去した試験体とで行った。
【0029】
この結果、溶接部13に発生する最大主応力は、裏当て材7を残した試験体では35kg/mm2、裏当て材7を除去した試験体では22kg/mm2であり、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べ大きな応力が発生することが確認できた。これにより、裏当て材7を除去した方が、衝撃荷重に対する強度に対して有利であることが確認された。
【0030】
[実施例2]
本発明に係る裏当て材7を除去する工程の効果を確認するために、さらに疲労試験を行った。リングギアハブ1の疲労強度については主に捻りの応力が発生することから、本実施例においては、裏当て材7を残した試験体と裏当て材7を除去した試験体とについて捻り疲労試験を行った。
【0031】
この結果、図5に示すようなS−N曲線が得られ、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べて小さい応力Sで疲労破壊が発生することが確認できた。また、これ以上繰り返し数Nを増やしても破壊が生じない疲れ限度も、裏当て材7を残した試験体には、裏当て材7を除去した試験体に比べて小さいことが確認できた。これにより、裏当て材7を除去した方が、疲労強度に対して有利であることが確認できた。
【0032】
[リングギアハブ1の溶接方法の特徴]
(1)
本実施形態のリングギアハブ1の溶接方法では、リングギア2とハブ3とを突き合わせて溶接接合した後、切欠き部10を完全に取り除くために裏当て材7を切削するステップS3を備えている。
【0033】
これにより、応力集中の発生する切欠き部10を除去できることから、切欠き部10を起点とした亀裂の発生を抑えることができる。
この結果、溶接部13における強度を向上させることが可能となる。
(2)
本実施形態のリングギアハブ1の溶接方法では、位置決めのステップS1において、接合するリングギア2とハブ3との位置決めを、図2(b)に示すように、リングギア2の凹部4に対して裏当て材7を嵌め込み、その裏当て材7に嵌合させるようにハブ3の凹部5を配置することによって行う。
【0034】
これにより、リングギア2とハブ3との位置決めを容易に行うことができる。
(3)
本実施形態のリングギアハブ1の溶接方法では、溶接ビード11を削り取って止端部12において段差がなくなるように平滑にするステップ4をさらに備えている。
これにより、応力集中の発生する止端部12を除去し、止端部12を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性をさらに向上させることができる。
【0035】
(4)
本実施形態のリングギアハブ1の溶接方法では、リングギア2とハブ3とがアーク溶接によって一体に接合されている。
これにより、汎用性の高い一般的な設備で溶接接合しても、溶接部分の強度を向上させることが可能となる。この結果、初期費用を抑えることができる。
【0036】
[第2の実施形態]
本発明の他の実施形態に係るリングギアケース(リングギア部材)21の溶接方法について、図3および図6・図7を用いて説明すれば以下の通りである。
[リングギアケース21の構成]
本実施形態に係るリングギアケース21は、実施形態1のリングギアハブ1と同様に、例えば、建設機械の一種である油圧ショベル(図示せず)のファイナルドライブ(図示せず)等に用いられており、以下に示すリングギア(第1の部材)22とケース(第2の部材)23とがアーク溶接によって一体に接合されている。
【0037】
リングギア22は、図6に示すように、材質が鋼(S48C)の円環状の部材であって、図7(a)に示すように、内周面側の先端側(ケース23と突き合わせる側)に凹部24が設けられている。そして、リングギア22の凹部24が設けられている部分の内周面24aは、凹部24が設けられていない部分の内周面24bに比べて内径が大きくなっている。
【0038】
ケース23は、材質がバーミキュラ鋳鉄(FCV410)または球状黒鉛鋳鉄(FCD450)であって、図6に示すように、一方がリングギア22とほぼ同径の円環部分と他方に前述の円環部分より大きな径の円盤部分とを有する形状である。そして、ケース23は、図7(a)に示すように、内周面側先端(リングギア22と突き合わせる側)に凸部25が設けられており、図7(b)に示すように、凸部外周面25aとリングギア22における凹部内周面24aとが接触して嵌合部26が構成されている。
【0039】
[リングギアケース21の溶接方法]
本実施形態のリングギアケース21におけるリングギア22とケース23との溶接接合は、図3に示すフローチャートに従った溶接方法で行われる。なお、ステップS4における溶接ビード31の除去は、第1の実施形態におけるリングギアハブ1と同様なのでここでは説明を省略する。
【0040】
ステップS1においては、接合するリングギア22とケース23との位置決めを行う。具体的には、図7(b)に示すように、リングギア22における凹部24に対してケース23における凸部25を嵌合させる。
ステップS2においては、ステップS1において位置決めが形成されたリングギア22とケース23との溶接を行う。具体的には、図7(b)に示すように、リングギア22とケース23とを突き合わせた位置において外周面側に形成されるV字型の開先部28に、図7(c)に示すように、溶接金属29を肉盛りすることによって両者を接合する。なお、開先部28の周囲の破線は、溶接金属29が母材であるリングギア22とケース23とに溶け込む範囲を示している。
【0041】
ステップS3においては、応力集中が発生する切欠き部30を除去する。本実施形態において、図7(b)の破線が示す溶接金属29が溶け込む範囲の外側のリングギア22とケース23との境界部分で切欠き部30(図7(c)参照)が発生する。具体的には、切欠き部30が、図7(d)に示すように完全に取り除かれるように、嵌合部26の部分が含まれるように切削して内周面側溶接部33aを形成している。これにより、切欠き部30を起点とした亀裂の発生を抑えることができる。
【0042】
本実施形態のリングギアケース21は、以上のような各種工程を行うことで、応力集中が発生する脆弱部を取り除いて強度を向上させた溶接接合を行うことができる。
[リングギアケース21の溶接方法の特徴]
(1)
本実施形態のリングギアケース21の溶接方法では、リングギア22とケース23とを突き合わせて溶接接合した後、切欠き部30を完全に取り除くために嵌合部26を切削するステップS3を備えている。
【0043】
これにより、応力集中の発生する切欠き部30を除去できることから、切欠き部30を起点とした亀裂の発生を抑えることができる。
この結果、第1の実施形態におけるリングギアハブ1と同様に、溶接部33における強度を向上させることが可能となる。
(2)
本実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、接合するリングギア22とケース23との位置決めを、図7(b)に示すように、リングギア22の凹部24に対してケースの凸部25を嵌合させることによって行う。
【0044】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、リングギア22とケース23との位置決めを容易に行うことができる。
(3)
本実施形態のリングギアケース21の溶接方法では、溶接ビード31を削り取って止端部32において段差がなくなるように平滑化して外周面側溶接部33b部を形成するステップ4をさらに備えている。
【0045】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、応力集中の発生する止端部32を除去し、止端部32を起点とする亀裂の発生を防止することができることから、破壊に対する信頼性をさらに向上させることができる。
(4)
本実施形態のリングギアケース21の溶接方法では、リングギア22とケース23とがアーク溶接によって一体に接合されている。
【0046】
これにより、第1の実施形態におけるリングギアハブ1の溶接方法と同様に、汎用性の高い一般的な設備で溶接接合しても、溶接部分の強度を向上させることが可能となる。この結果、初期費用を抑えることができる。
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0047】
(A)
上記実施形態のリングギアハブ1およびリングギアケース21の溶接方法では、溶接ビード11・31を除去するステップS4を実施する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
溶接ビードの除去を行わなくても、溶接部における切欠き部を除去していることから強度を向上させるという、上記第1および第2の実施形態と同様の効果を得ることができる。
【0048】
ただし、溶接ビードの直上に強い衝撃が加わる場所で使用されるリングギアハブおよびリングギアケースを溶接接合する場合には、止端部において応力集中が発生することを防止するために溶接ビードの除去を行うことが望ましい。
(B)
上記実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、リングギア22の凹部24とケース23の凸部25とを嵌合させて位置決めした例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0049】
例えば、リングギアに凸部、ケースに凹部が配置された両者を嵌合させて溶接接合をしてもよい。この場合も、リングギアとケースを容易に位置決めできるという、上記の第2の実施形態と同様の効果を得ることができる。
また、両者(リングギアが凹部でケースが凸部の試験体とリングギアが凸部でケースが凹部の試験体)の接合部について衝撃荷重試験を行ったところ、両者とも最大主応力が22kg/mm2という上記実施例1と同様の結果から、強度についても上記の第2の実施形態と同様の効果を得ることができる。
【0050】
(C)
上記実施形態のリングギアケース21の溶接方法では、位置決めのステップS1において、図7(a)に示すように、ケース23の凸部外周面25aとリングギア22の凹部内周面24aとが接触するような嵌合形状の例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0051】
例えば、図8(a)に示すような両部材の開先形状であっても、図8(b)に示すように容易に互いの位置決めができ、上記の第2の実施形態と同様の効果を得ることができる。
(D)
上記実施形態のリングギアハブ1の溶接方法では、位置決めのステップS1において、裏当て材7が、母材であるリングギア2およびハブ3よりも融点が低い部材である例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0052】
裏当て材は、部材の特性に母材であるリングギアおよびハブよりも融点が低い部材でなくても、母材に嵌合させて容易に位置決めができるという、上記の第1の実施形態と同様の効果を得ることができる。
ただし、融合不良を回避して溶接部の強度を向上することが可能となる効果を有することから、母材よりも融点が低い裏当て材を使用することが望ましい。
【0053】
(E)
上記実施形態のリングギアハブ1およびリングギアケース21の溶接方法では、円環状の両部材を溶接接合する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
例えば、鋼板の溶接接合において本発明による溶接方法を適用しても、上記の実施形態と同様の効果を得ることができる。
【産業上の利用可能性】
【0054】
本発明によれば、溶接部における強度を向上させることができることから、溶接部に対して破壊等の信頼性を求められる場合において本溶接方法を広く適用することが可能である。
【図面の簡単な説明】
【0055】
【図1】(a)(b)は、本発明の一実施形態に係る溶接方法によって溶接接合されたリングギアハブの外観図。
【図2】(a)は、図1のリングギアおよびハブの開先形状を示した断面図。(b)は、図1のリングギアおよびハブに裏当て材を嵌合させた状態を示した断面図。(c)は、図2(b)の開先部に溶接金属を肉盛りした状態を示した断面図。(d)は、図2(c)で示す切欠き部および溶接ビードを除去した状態を示した断面図。
【図3】本発明の一実施形態に係るリングギアハブおよびリングギアケースの溶接方法を示すフローチャート。
【図4】本発明に係る効果を確認するために行った衝撃荷重試験の概要図。
【図5】本発明に係る効果を確認するために行った捻り疲労試験の結果を示したグラフ。
【図6】本発明の他の実施形態に係る溶接方法によって溶接接合されたリングギアケースの外観図。
【図7】(a)は、図6のリングギアおよびケースの開先形状を示した断面図。(b)は、図6のリングギアおよびケースの嵌合状態を示した断面図。(c)は、図7(b)の開先部に溶接金属を肉盛りした状態を示した断面図。(d)は、図7(c)で示す切欠き部および溶接ビードを除去した状態を示した断面図。
【図8】(a)は、他の実施形態における母材の開先形状を示した断面図。(b)は、図8(a)に示す両部材の嵌合状態を示した断面図。
【符号の説明】
【0056】
1 リングギアハブ(リングギア部材)
2 リングギア(第3の部材)
3 ハブ(第4の部材)
4 凹部
4a 内周面
4b 内周面
5 凹部
5a 凹部内周面
5b 凹部外周面
7 裏当て材(第5の部材)
8 開先部
9 溶接金属
10 切欠き部
11 溶接ビード
12 止端部
13 溶接部
13a 内周面側溶接部
13b 外周面側溶接部
21 リングギアケース(リングギア部材)
22 リングギア(第1の部材)
23 ケース(第2の部材)
24 凹部
24a 内周面
24b 内周面
25 凸部
25a 凸部外周面
26 嵌合部
28 開先部
29 溶接金属
30 切欠き部
31 溶接ビード
32 止端部
33 溶接部
33a 内周面側溶接部
33b 外周面側溶接部
S ステップ
【特許請求の範囲】
【請求項1】
複数の部材を突き合わせて形成される開先部を溶接する溶接方法であって、
前記複数の部材によって形成される凹凸を嵌合させて前記開先部を形成する第1の工程と、
前記第1の工程において形成された前記開先部を溶接する第2の工程と、
前記第2の工程において溶出しなかった前記複数の部材間に形成される切欠き部を除去する第3の工程と、
を備えた溶接方法。
【請求項2】
前記第1の工程では、凹部を有する第1の部材と凸部を有する第2の部材とにおける前記凹部と前記凸部とを突き合わせて前記開先部を形成する、
請求項1に記載の溶接方法。
【請求項3】
前記第1の工程では、第3の部材および第4の部材の少なくとも一方に形成された凹部に第5の部材を嵌合させて前記開先部を形成する、
請求項1に記載の溶接方法。
【請求項4】
前記第2の工程において形成された溶接ビードを除去する第4の工程をさらに備えている、
請求項1から3のいずれか1項に記載の溶接方法。
【請求項5】
前記第2の工程は、アーク溶接によって行われる、
請求項1から4のいずれか1項に記載の溶接方法。
【請求項6】
請求項1から5のいずれか1項に記載の溶接方法によって溶接接合された建設機械で使用されるリングギア部材。
【請求項7】
鋼製部材と鋳鉄製部材との溶接構造体である、
請求項6に記載のリングギア部材。
【請求項1】
複数の部材を突き合わせて形成される開先部を溶接する溶接方法であって、
前記複数の部材によって形成される凹凸を嵌合させて前記開先部を形成する第1の工程と、
前記第1の工程において形成された前記開先部を溶接する第2の工程と、
前記第2の工程において溶出しなかった前記複数の部材間に形成される切欠き部を除去する第3の工程と、
を備えた溶接方法。
【請求項2】
前記第1の工程では、凹部を有する第1の部材と凸部を有する第2の部材とにおける前記凹部と前記凸部とを突き合わせて前記開先部を形成する、
請求項1に記載の溶接方法。
【請求項3】
前記第1の工程では、第3の部材および第4の部材の少なくとも一方に形成された凹部に第5の部材を嵌合させて前記開先部を形成する、
請求項1に記載の溶接方法。
【請求項4】
前記第2の工程において形成された溶接ビードを除去する第4の工程をさらに備えている、
請求項1から3のいずれか1項に記載の溶接方法。
【請求項5】
前記第2の工程は、アーク溶接によって行われる、
請求項1から4のいずれか1項に記載の溶接方法。
【請求項6】
請求項1から5のいずれか1項に記載の溶接方法によって溶接接合された建設機械で使用されるリングギア部材。
【請求項7】
鋼製部材と鋳鉄製部材との溶接構造体である、
請求項6に記載のリングギア部材。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−283348(P2007−283348A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−112632(P2006−112632)
【出願日】平成18年4月14日(2006.4.14)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月14日(2006.4.14)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
[ Back to top ]