
溶接方法及びその方法で溶接された溶接構造体
【課題】溶接方法において、溶接部の溶接状態を目視で容易に外観検査できることである。
【解決手段】第一金属部材10と第二金属部材12とを重ね合わせて溶接する溶接方法であって、第一金属部材10に開口を形成する開口形成工程と、第一金属部材10に形成した開口を第二金属部材12に重ね合わせて凹部18を形成し、凹部18に金属片を挿入して溶接予備基体16を組み立てる溶接予備基体組立工程と、凹部18をレーザ光を照射して加熱して、第一金属部材10と、第二金属部材12と、金属片と、を溶融凝固して接合する接合工程と、を備える。
【解決手段】第一金属部材10と第二金属部材12とを重ね合わせて溶接する溶接方法であって、第一金属部材10に開口を形成する開口形成工程と、第一金属部材10に形成した開口を第二金属部材12に重ね合わせて凹部18を形成し、凹部18に金属片を挿入して溶接予備基体16を組み立てる溶接予備基体組立工程と、凹部18をレーザ光を照射して加熱して、第一金属部材10と、第二金属部材12と、金属片と、を溶融凝固して接合する接合工程と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接方法及びその方法で溶接された溶接構造体に係り、特に、第一金属部材と第二金属部材とを重ね合わせて溶接する溶接方法及びその方法で溶接された溶接構造体に関する。
【背景技術】
【0002】
複数の板材等を重ね合わせて溶接する方法として、一般的に、スポット溶接方法や、重ね合わせて連続で溶接する溶接方法が行われている。スポット溶接方法や重ね合わせ溶接方法は、2枚の金属部材を重ね合わせた後、鉛直方向上側に置かれた金属部材をレーザ光照射、TIGプラズマまたはMIGプラズマ等のアーク加熱、抵抗発熱等で加熱して、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材とを溶融凝固させて接合する方法である。
【0003】
特許文献1には、鋼板の重ねレーザ溶接方法が示され、複数の鋼板を重ね合わせ、最上段の鋼板の表面に対してレーザビームを照射し、最下段の鋼板裏面まで溶融しつつ溶接線に沿って溶接する溶接方法が記載されている。
【特許文献1】特開2008−155226号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記の溶接方法では、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材と、を重ね合わせて溶接するため、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材との溶接部の接合状態を直接目視することができない。そのため、外観検査で溶接欠陥等を判断し難いという問題がある。
【0005】
そこで、本発明の目的は、溶接部の接合状態を目視で容易に外観検査できる溶接方法及びその方法で溶接された溶接構造体を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、前記第一金属部材に開口を形成する開口形成工程と、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0007】
本発明に係る溶接方法において、前記金属片は、前記第一金属部材を穴加工して前記開口を形成した後の被加工物の残材で形成されることが好ましい。
【0008】
本発明に係る溶接方法において、前記金属片は、前記第一金属部材と少なくとも1つの接続部材で接続されていることが好ましい。
【0009】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、前記第一金属部材に開口を形成する開口形成工程と、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成する突起形成工程と、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0010】
本発明に係る溶接方法において、前記開口と、前記突起とは、パンチング加工で形成されることが好ましい。
【0011】
本発明に係る溶接方法において、前記突起の高さは、前記第一金属部材の厚みより小さいことが好ましい。
【0012】
本発明に係る溶接方法において、前記接合工程は、前記凹部にレーザ光を照射して加熱することが好ましい。
【0013】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接する溶接方法であって、前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0014】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、前記第一金属部材に開口を形成し、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合することを特徴とする。
【0015】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、前記第一金属部材に開口を形成し、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合することを特徴とする。
【0016】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接した溶接構造体であって、前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合することを特徴とする。
【発明の効果】
【0017】
上記構成の溶接方法及びその方法で溶接された溶接構造体によれば、熱源側に位置する金属部材に開口を形成して溶接するので、溶接部の接合状態を目視で容易に外観検査することができる。
【発明を実施するための最良の形態】
【0018】
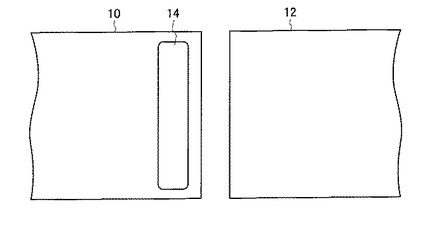
以下に図面を用いて本発明の実施の形態について説明する。溶接構造体の溶接方法は、第一金属部材に開口を形成する開口形成工程と、第一金属部材を第二金属部材に重ね合わせて溶接予備基体を組み立てる溶接予備基体組立工程と、第一金属部材と第二金属部材とを溶融凝固させて接合する接合工程と、を備えている。図1は、溶接で接合される第一金属部材10と、第二金属部材12と、の構成を示す平面図である。
【0019】
開口形成工程は、第一金属部材に所定形状の開口14を形成する工程である。第一金属部材10と、第二金属部材12とには、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材10と、第二金属部材12とは、鋼板に限定されることはなく、例えば、アルミニウム板等でもよい。第一金属部材10と第二金属部材12とは、同じ材質で形成されることが好ましい。
【0020】
第一金属部材10には、例えば、幅方向に長穴状の開口14が形成される。この長穴状の開口14は、例えば、第一金属部材10をレーザ加工等することにより形成される。開口14の形状は、図1に示すように略長方形状の角穴に限定されることなく、略円形状の丸穴等でもよい。
【0021】
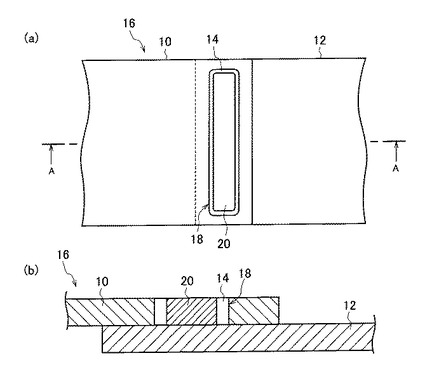
溶接予備基体組立工程は、第一金属部材10に形成した開口14を第二金属部材12に重ね合わせて凹部を形成し、凹部に金属片を挿入して溶接予備基体を組み立てる工程である。図2は、溶接予備基体16の構成を示す図であり、図2(a)は、溶接予備基体16の構成を示す平面図であり、図2(b)は、図2(a)におけるA−A方向の断面図である。
【0022】
まず、第一金属部材10に形成された開口14を第二金属部材12に重ね合わせて配置することにより、凹部18が形成される。凹部18は、溝側面が第一金属部材10で形成され、溝底面が第ニ金属部材12で形成される。
【0023】
次に、金属片20が、凹部18に挿入される。金属片20を凹部18に挿入するのは、金属片20を溶接補助材として用いることにより第一金属部材10と第二金属部材12とを溶融凝固させるためである。金属片20の厚みは、第一金属部材10の厚みと同等またはより薄いことが好ましい。
【0024】
金属片20は、第一金属部材10を穴加工して開口14を形成した後の被加工物の残材で形成されることが好ましい。例えば、第一金属部材10をレーザ加工等で長穴状に刳り抜いて開口14を形成した場合には、金属片20には、第一金属部材10から刳り抜かれた長尺状のシート材が用いられる。第一金属部材10に開口14を形成した後の残材を金属片20に用いることにより、新たに溶接棒や溶接粉末等の溶接補助材を使用する必要がないので溶接コストを低減することができる。また、第一金属部材10に開口14を形成した後の残材を金属片20に用いることにより第一金属部材10と金属片20とは同じ材質であるので、第一金属部材10と異なる材質の金属片20を用いる場合よりもより容易に溶接することができる。
【0025】
金属片20は、凹部18の略中央に配置されることが好ましい。金属片20を凹部18の一方の側面と、凹部18の他方の側面とから略等しい距離に配置することにより、金属片20を溶融させたときに、溶融金属を凹部18の一方の側面と他方の側面とに略均等に流すことができる。
【0026】
金属片20は、第一金属部材10と少なくとも1つの接続部材で接続されることが好ましい。金属片20は、第一金属部材10と少なくとも1つの接続部材で接続されることにより、凹部18に挿入される金属片20の位置を固定することができる。
【0027】
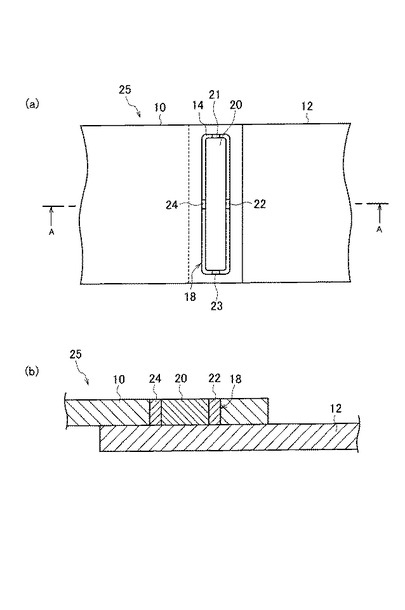
図3は、金属片20と、第一金属部材10とを接続する接続部材21〜24を設けた溶接予備基体25の構成を示す図であり、図3(a)は、溶接予備基体25の構成を示す平面図であり、図3(b)は、図3(a)のA−A方向の断面図である。
【0028】
接続部材21〜24は、例えば、図3(a)に示すように、長尺状に形成された金属片20の長手側の一方に1箇所と、長手側の他方に1箇所と、短手側の一方に1箇所と、短手側の他方に1箇所と、合計4箇所に設けられることが好ましい。このように、金属片20は、接続部材21〜24で凹部18の略中央に位置するように固定されているので、金属片20を溶融させた溶融金属を凹部18の一方の側面と他方の側面とに略均等に流すことができる。勿論、他の条件次第では、接続部材の数は、4箇所に限定されることなく、接続部材の配置は、上記配置に限定されることはない。例えば、接続部材は、長尺状に形成された金属片20の長手側の一方に3箇所と、長手側の他方に3箇所と、短手側の一方に1箇所と、短手側の他方に1箇所と、合計8箇所に設けられてもよい。
【0029】
接続部材21〜24は、金属片20と同じ材質で形成されることが好ましい。接続部材21〜24も金属片20と同様に溶融凝固させるため、接続部材21〜24と金属片20とが異なる材質であると、接続部材21〜24と金属片20とをより均一に溶融凝固させることが難しくなるからである。
【0030】
接続部材21〜24は、金属片20と一体として形成された後、第一金属部材10に接合されてもよいし、接続部材21〜24は、第一金属部材10に開口14を形成するときに開口14と一体として形成された後、金属片20に接合されてもよい。勿論、接続部材21〜24は、金属片20及び第一金属部材10と別体として形成され、金属片20と第一金属部材10とに各々接合されてもよい。
【0031】
なお、接続部材21〜24と金属片20とは、第一金属部材10における開口14の加工時に一体として形成されることが好ましい。接続部材21〜24と第一金属部材10との接続作業及び接続部材21〜24と金属片20との接続作業とを省略することができるからである。接続部材21〜24と金属片20とを第一金属部材10における開口14の形成時に一体として形成する加工方法には、一般的な、レーザ加工装置等を使用したミクロジョイント加工等を用いることができる。
【0032】
接合工程は、凹部18を加熱することにより、第一金属部材10と、第二金属部材12と、金属片20と、を溶融凝固して接合する工程である。凹部18を加熱することにより、第一金属部材10と、第二金属部材12と、金属片20とが溶融した溶融金属が凹部18に充填されるので、第一金属部材10と第二金属部材と12が接合される。なお、金属片20と第一金属部材10とに接続部材21〜24が接続されている場合には、金属片20と同様に接続部材21〜24も溶融される。
【0033】
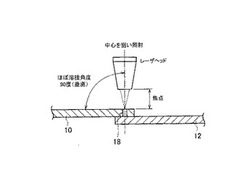
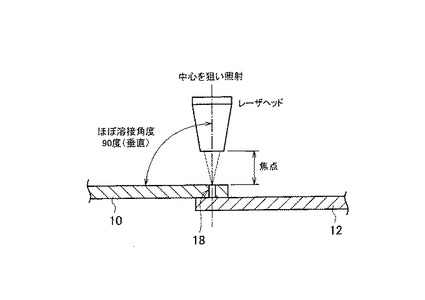
凹部18を加熱する加熱手段には、レーザ光を熱源としたレーザ溶接装置を用いることが好ましい。図4は、レーザ光で凹部18を照射している状態を示す断面図である。レーザ溶接装置のレーザヘッドからレーザ光を凹部18に照射することにより、凹部18に配置された金属片20を溶融させることができる。レーザ溶接装置を用いることにより、レーザ光を凹部18に細く深く照射できるので高精度な溶接を行うことができる。また、レーザ溶接装置を用いることにより、レーザ光を集光させて局所的に溶接することができるので、溶接部以外の部位の熱影響を抑えることができる。レーザ溶接装置には、例えば、YAGレーザや炭酸ガスレーザ等を用いたレーザ溶接装置が用いられる。なお、レーザ出力は、例えば、500Wである。勿論、凹部18を加熱する加熱手段には、アーク溶接装置や電子ビーム溶接装置等を用いてもよい。
【0034】
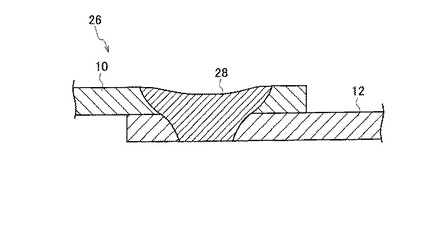
図5は、第一金属部材10と、第二金属部材12と、を溶接した溶接構造体26の断面図である。溶接構造体26は、凹部18を加熱することにより形成された溶接部28を有している。溶接部28の第一金属部材10側は、凹部18を加熱して溶融凝固させるため凹面状に形成される。
【0035】
以上、上記構成の溶接方法によれば、第一金属部材に開口を形成し、第一金属部材に形成した開口を第二金属部材に重ね合わせて凹部を形成し、凹部に金属片を挿入して溶接予備基体を組み立てて、凹部を加熱して、第一金属部材と、第二金属部材と、金属片と、を溶融凝固させて接合するので、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。また、第一金属部材に開口を設けずに第二金属部材と重ね合わせて溶接する場合よりも、上記構成によれば金属片の周りに隙間が設けられているため、より小出力の熱源で第一金属部材と第二金属部材とを溶接することができる。それにより歪や焦げが抑えられ、溶接構造体の品質がより向上する。
【0036】
上記構成の溶接方法によれば、金属片は、第一金属部材を穴加工して所定形状の開口を形成した後の被加工物の残材で形成されるので、溶接棒や溶接粉末を使用するより溶接コストを抑えることができる。
【0037】
上記構成の溶接方法によれば、金属片は、第一金属部材と接続部材で接続されているので、金属片を凹部の所定位置に固定できる。
【0038】
次に、本発明における他の実施の形態について図面を用いて説明する。
【0039】
溶接構造体の溶接方法は、第一金属部材に開口を形成する開口形成工程と、第二金属部材に、第一金属部材に形成された開口に嵌合する突起を形成する突起形成工程と、第一金属部材に形成された開口を第二金属部材に形成された突起に嵌合させて溶接予備基体を組み立てる溶接予備基体組立工程と、凹部を加熱して、第一金属部材と、第二金属部材と、突起と、を溶融凝固させて接合する接合工程と、を備えている。
【0040】
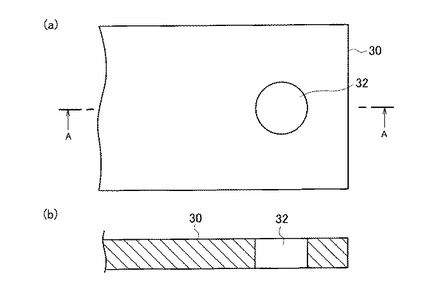
開口形成工程は、第一金属部材に所定形状の開口を形成する工程である。図6は、溶接で接合される第一金属部材30の構成を示す図であり、図6(a)は、第一金属部材30の構成を示す平面図であり、図6(b)は、図6(a)におけるA−A方向の断面図である。
【0041】
第一金属部材30には、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材30は、鋼板に限定されることはなく、アルミニウム板等を用いてもよい。第一金属部材30には、例えば、略円形状の開口32が形成される。略円形状の開口32は、例えば、タレットパンチングプレス等のパンチング加工機を用いたパンチング加工や、レーザ加工機等を用いたレーザ加工により第一金属部材30に形成される。開口32の径は、例えば、2mmから3mmである。開口32の形状は、図6(a)に示すような略円形状の丸穴に限定されることなく、略正方形状や略長方形状等の角穴等でもよい。
【0042】
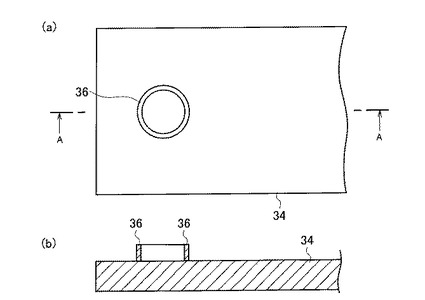
突起形成工程は、第二金属部材に、第一金属部材30に形成された開口32の内周面に当接して嵌合される突起を形成する工程である。図7は、第一金属部材30と接合される第二金属部材34の構成を示す図であり、図7(a)は、第二金属部材34の構成を示す平面図であり、図7(b)は、図7(a)におけるA−A方向の断面図である。
【0043】
第二金属部材34には、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第ニ金属部材34は、鋼板に限定されることはなく、アルミニウム板等を用いてもよい。第ニ金属部材34は、第一金属部材30と同じ材質で形成されることが好ましい。
【0044】
突起36は、第一金属部材30に略円形状の開口32が形成される場合には、略円筒状に形成されることが好ましい。また、突起36は、第一金属部材30に略角形状の開口32が形成される場合には、略角筒状に形成されることが好ましい。
【0045】
突起36は、第一金属部材30に形成される開口32の内周面に当接するように形成される。第二金属部材34に形成される突起36を、第一金属部材30に形成される開口32の内周面に当接させて嵌合することにより、第一金属部材30を第二金属部材34に重ね合わせる際に容易に位置決めできるからである。また、第一金属部材30と第二金属部材34とを溶融凝固させるときに、突起36も溶融して溶接補助材としての機能を有するからである。
【0046】
突起36は、パンチング加工で形成されることが好ましい。例えば、スポット溶接の位置決め等で用いられる位置決め用金型で第二金属部材34をパンチング加工してバーリング形状にすることで、突起36を第二金属部材34と一体的に容易に形成することができる。例えば、位置決め用金型に略円筒型金型を用いることにより、円筒状突起を第二金属部材34に形成できる。このような位置決め用金型としては、例えば、FP金型(フラットポジショニング金型)等が用いられる。このようなFP金型等を用いることにより、パンチング加工したときに裏面の窪みが抑えられる。円筒状突起の形状は、例えば、外径2mm〜3mm、高さ0.2mm〜0.4mmである。勿論、他の条件次第では、突起形成方法は、パンチング加工に限定されることはなく、突起36を別体として形成し、第二金属部材34に接合してもよい。
【0047】
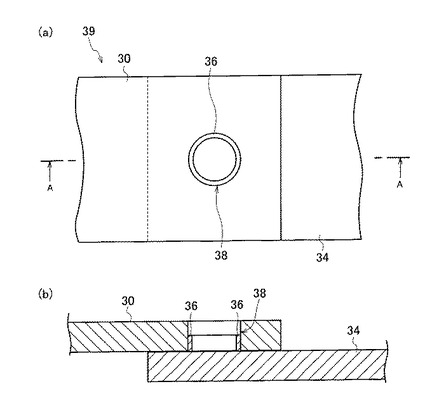
溶接予備基体組立工程は、第一金属部材30に形成した開口32の内周面に、第二金属部材34に形成した突起36を当接させて嵌合して凹部38を形成し、溶接予備基体39を組み立てる工程である。図8は、溶接予備基体39の構成を示す図であり、図8(a)は、溶接予備基体39の構成を示す平面図であり、図8(b)は、図8(a)におけるA−A方向の断面図である。
【0048】
第一金属部材30に形成した開口32の内周面に、第二金属部材34に形成した突起36を当接させて嵌合して凹部38を形成される。第一金属部材30に形成された開口32を、第二金属部材34に形成された突起36に嵌合させることにより、第一金属部材30と第二金属部材34との位置決めを容易に行うことができる。また、第一金属部材30と第二金属部材34との位置決めは、穴加工で形成された開口32と、パンチング加工等で形成された突起36と、の公差で決定されるので、より高精度に位置決めすることができる。
【0049】
接合工程は、凹部38を加熱して、第一金属部材30と、第二金属部材34と、突起36と、を溶融凝固させて接合する工程である。凹部38を加熱することにより、第一金属部材30と、第二金属部材34と、突起36と、が溶融した溶融金属が凹部38に充填されるので、第一金属部材30と、第二金属部材34と、が接合される。
【0050】
凹部38を加熱する加熱手段には、レーザ光を熱源としたレーザ溶接装置を用いることが好ましい。上述した図4に示すようなレーザ溶接装置を用いて凹部38にレーザ光を照射することにより、第一金属部材30と、第二金属部材34と、突起36と、を局所的に溶融凝固させることができる。凹部38の径がレーザ光のビーム径より小さい場合には、1ショットでレーザ光照射してもよい。また、凹部38の径がレーザ光のビーム径より大きい場合には、連続照射方法やパルス照射方法によりレーザ光照射することができる。勿論、凹部38を加熱する加熱手段には、レーザ溶接装置に限定されることなく、アーク溶接装置や電子ビーム溶接装置等を用いてもよい。
【0051】
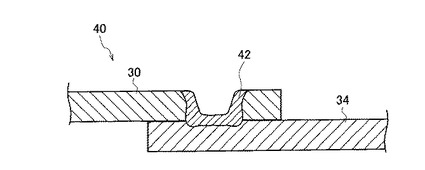
図9は、第一金属部材30と、第二金属部材34とを溶接した溶接構造体40の断面図である。溶接構造体40は、凹部38を加熱することにより形成された溶接部42を有している。溶接部42の第一金属部材30側は、凹部38を加熱して溶融接合させるため凹面状に形成される。
【0052】
以上、上記構成の溶接方法によれば、第一金属部材に開口を形成し、第二金属部材に、第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、第一金属部材に形成した開口の内周面に、第二金属部材に形成した突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、凹部を加熱して、第一金属部材と、第二金属部材と、突起と、を溶融凝固させて接合することにより、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。
【0053】
上記構成の溶接方法によれば、第一金属部材と第二金属部材とを第一金属部材に形成された開口の内周面に、第二金属部材に形成した突起を当接させて嵌合することにより、従来行われているようなケガキ線を引いて位置決めするより第一金属部材と第二金属部材とをより容易に位置決めできる。
【0054】
次に、本発明における別の実施の形態について図面を用いて説明する。
【0055】
溶接構造体の溶接方法は、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、第一金属部材に形成した開口を第二金属部材に重ね合わせて溶接予備基体を形成する溶接予備基体形成工程と、レーザ光を照射して第一金属部材と第二金属部材とを溶融凝固して接合する接合工程と、を備えている。
【0056】
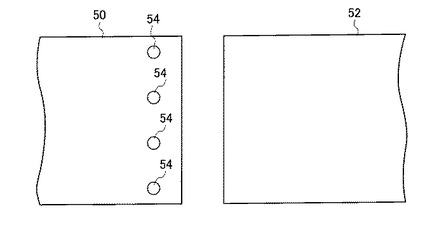
開口形成工程は、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する工程である。図10は、溶接で接合される第一金属部材50と、第二金属部材52と、の構成を示す平面図である。第一金属部材50と第二金属部材52とには、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材50と第二金属部材52とは、鋼板に限定されることはなく、アルミニウム板等でもよい。第一金属部材50と第二金属部材52とは、同じ材質で形成されることが好ましい。
【0057】
第一金属部材50には、幅方向にレーザ光のビーム径より小さい径を有する少なくとも1つの開口54が形成される。開口54の大きさをレーザ光のビーム径より小さく形成することにより1ショットでレーザ光を照射することができるので、レーザ光を効率よく照射してレーザ熱量を抑制することができる。
【0058】
開口54は、例えば、タレットパンチングプレス等のパンチング加工機を用いたパンチング加工や、レーザ加工機等を用いたレーザ加工により第一金属部材50に形成される。開口54の形状は、図10に示すような略円形状の丸穴に限定されることなく、略正方形や略長方形状等の角穴等でもよい。図10に示す第一金属部材50には、開口54が4箇所に形成されているが、開口54の数は、4箇所に限定されることはない。開口54の径は、例えば、0.8mmmである。また、図10に示す第一金属部材50では、4つの開口54は、略一列に形成されているが、略一列に限定されることなく、2列等の複数列に形成されてもよい。
【0059】
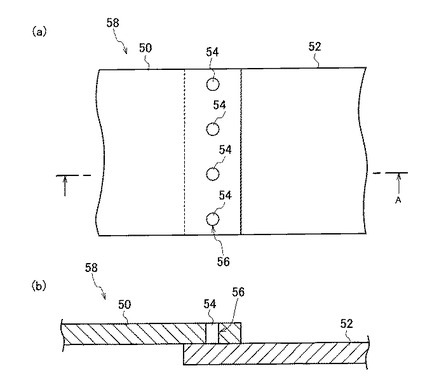
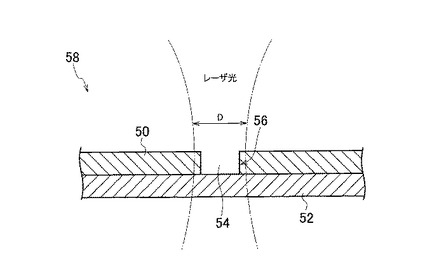
溶接予備基体形成工程は、第一金属部材50に形成した開口54を第二金属部材52に重ね合わせて凹部を形成し、溶接予備基体を組み立てる工程である。図11は、溶接予備基体58の構成を示す図であり、図11(a)は溶接予備基体58の構成を示す平面図であり、図11(b)は、図11(a)におけるA−A方向の断面図である。開口54を形成した第一金属部材50と第二金属部材52とを重ね合わせて配置することにより、凹部56が形成される。凹部56は、溝側面が第一金属部材50で形成され、溝底面が第二金属部材52で形成される。
【0060】
接合工程は、凹部56にレーザ光を照射して加熱し、第一金属部材50と第二金属部材52とを溶融凝固して接合する工程である。上述した図4に示すようなレーザ溶接装置を用いて凹部56にレーザ光を照射することにより、第一金属部材50と、第二金属部材52とが溶融した溶融金属が凹部56に充填されるので、第一金属部材50と、第二金属部材52とが接合される。
【0061】
図12は、凹部56にレーザ光を照射している状態を示す詳細図である。凹部56の径は、レーザ光のビーム径Dより小さく形成されているため、第一金属部材50で形成される凹部56の溝側面と、第二金属部材52で形成される凹部56の溝底面とに効率よくレーザ光を照射することができる。そのため、レーザ熱量を最小限にすることができる。また、レーザ光を凹部56に照射することによりレーザ熱の拡散が抑制されるので、レーザ出力を効率よく利用できる。レーザ光のビーム径は、例えば、レーザ溶接装置に備えられる集光レンズ等で構成された集光光学系統等により調整することができる。例えば、凹部56の径が0.8mmである場合には、ビーム径が0.8mmより大きくなるように調節される。なお、レーザ出力は、例えば、2.5kWであり、レーザ照射時間は、例えば、200msecから500msecである。
【0062】
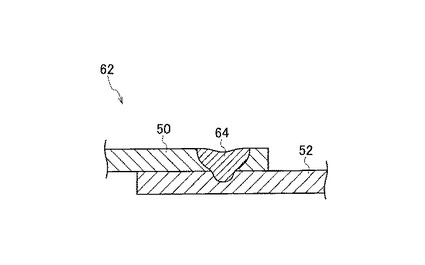
図13は、第一金属部材50と第二金属部材52とを溶融接合した溶接構造体62の断面図である。溶接構造体62は、凹部56を加熱することにより形成された溶接部64を有している。溶接部64の第一金属部材50側は、凹部56を加熱して溶融接合させるため凹面状に形成される。
【0063】
以上、上記構成の溶接方法によれば、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、第一金属部材に形成した開口を第二金属部材に重ね合わせて配置して凹部を形成し、溶接予備基体を組み立てて、凹部にレーザ光を照射して加熱し、第一金属部材と、第二金属部材と、を溶融凝固して接合することにより、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。
【0064】
上記構成の溶接方法によれば、第一金属部材に形成される開口をレーザ光のビーム径より小さく形成することにより、より少ないレーザ出力で溶融接合することができるので、溶接構造体の歪等を抑制することができる。
【0065】
(実施例)
第一金属板と第二金属板とを重ね合わせてレーザスポット溶接することにより継手状の試験用供試体としての溶接構造体を作製した後、作製した溶接構造体を引張試験して溶接強度特性を評価した。
【0066】
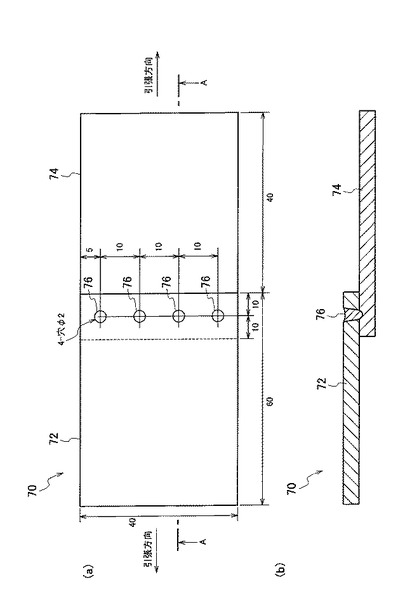
まず、実施例1〜9における溶接構造体の作製方法について説明する。図14は、実施例1〜9における溶接構造体70の構成を示す図であり、図14(a)は、実施例1〜9における溶接構造体70の構成を示す平面図であり、図14(b)は、図14(a)におけるA−A方向の断面図である。なお、溶接構造体70の寸法単位は、いずれもミリメートル(mm)である。
【0067】
実施例1〜9における溶接構造体70は、第一金属板72にレーザ光のビーム径より小さい4つの開口を形成し、第一金属板72に形成した開口を第二金属板74に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、凹部にレーザ光を照射して、第一金属板72と第二金属板74とを溶融凝固させて接合して作製された。
【0068】
実施例1〜6の溶接構造体70には、第一金属板72と第二金属板74とに冷間圧延鋼板(SPC)を使用した。実施例7〜9の溶接構造体70には、第一金属板72と第二金属板74とにステンレス鋼板(SUS)を使用した。使用した冷間圧延鋼板(SPC)の板厚は1.2mmであり、ステンレス鋼板(SUS)の板厚は1.0mmである。第一金属板72には、4個の丸穴を幅方向に略一列に穴加工して形成した。穴加工には、パンチング加工機を使用した。なお、丸穴の径は、2.0mmとした。
【0069】
次に、第一金属板72に形成された開口を第二金属板74に重ね合わせて配置することにより凹部を形成して溶接予備基体を組み立てて、溶接予備基体に設けられた4箇所の凹部にレーザ溶接装置でレーザ光を照射した。レーザ溶接装置のレーザヘッドを溶接予備基体に対して略垂直方向(90度方向)に配置し、レーザ光をレーザ出力2.5kWで凹部にスポット照射した。レーザ光のビーム径が凹部の幅より大きくなるようにレーザ溶接装置を調節した。
【0070】
ここで、実施例1におけるレーザ光照射条件をF0でレーザ光照射時間200msecとし、実施例2におけるレーザ光照射条件をF5でレーザ光照射時間200msecとし、実施例3におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、実施例4におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、実施例5におけるレーザ光照射条件をF0でレーザ光照射時間500msecとし、実施例6におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0071】
ここで、レーザ光照射条件のF0は、レーザ光の焦点位置を第一金属板72上面の位置とした場合であり、レーザ光照射条件のF5は、レーザ光の焦点位置が第一金属板72上面より鉛直方向上方に5mm離れた位置とした場合である。なお、レーザ光照射条件のF0でレーザ光を照射した場合には、レーザ光照射条件のF5でレーザ光を照射した場合よりも、レーザ光のスポット径がより小さくなり、溶接予備基体の凹部により大きいエネルギが付与される。
【0072】
また、実施例7におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、実施例8におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、実施例9におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0073】
次に、比較例1〜9における溶接構造体の作製方法について説明する。
【0074】
比較例1〜9の溶接構造体には、第一金属板に丸穴を形成しないものを使用した。第一金属板を第二金属板に重ね合わせて配置して、レーザ光を照射して第一金属板と第二金属板とを溶融接合して作製した。なお、比較例1〜9の溶接構造体の形状は、図14に示す形状と同じものを使用した。
【0075】
比較例1〜6の溶接構造体には、第一金属板と第二金属板とに冷間圧延鋼板(SPC)を使用した。比較例7〜9の溶接構造体には、第一金属板と第二金属板とにステンレス鋼板(SUS)を使用した。使用した冷間圧延鋼板(SPC)の板厚は1.2mmであり、ステンレス鋼板(SUS)の板厚は1.0mmである。
【0076】
次に、第一金属板を第二金属板に重ね合わせて組み立てた後、重ね合わせ部の4箇所にレーザ溶接装置でレーザ光を照射し溶接した。レーザ溶接装置のレーザヘッドを重ね合わせ部に対して略垂直方向(90度方向)に配置し、レーザ光をレーザ出力2.5kWで照射してスポット溶接した。
【0077】
ここで、比較例1におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、比較例2におけるレーザ光照射条件をF5でレーザ光照射時間200msecとし、比較例3におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、比較例4におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、比較例5におけるレーザ光照射条件をF0でレーザ光照射時間500msecとし、比較例6におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0078】
また、比較例7におけるレーザ光照射条件をF0でレーザ光照射時間200msecとし、比較例8におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、比較例9におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0079】
次に、実施例1〜9の溶接構造体と、比較例1〜9の溶接構造体とについて引張試験を行った。引張試験は、図14に示すように、レーザスポット溶接された溶接点の配列方向に対して略直角方向に引張力を負荷して引張破断荷重を測定した。
【0080】
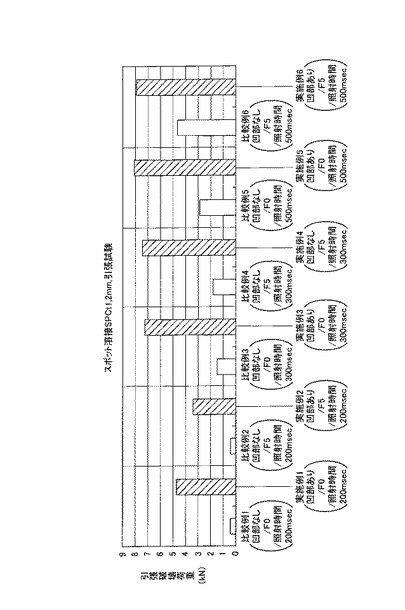
図15は、第一金属板と第二金属板とに冷間圧延鋼板(SPC)を用いた溶接構造体の引張試験結果を示すグラフである。図15に示すように、横軸に溶接構造体の種類を取り、縦軸に引張破壊荷重を取り、各々溶接構造体の引張破壊荷重を棒グラフで示した。実施例1〜6の溶接構造体と、比較例1〜6の溶接構造体とを比較すると、同一のレーザ光照射条件では凹部を設けた実施例1〜6の溶接構造体のほうが凹部を設けない比較例1〜6の溶接構造体より引張破断荷重が大きく溶接強度特性が向上した。
【0081】
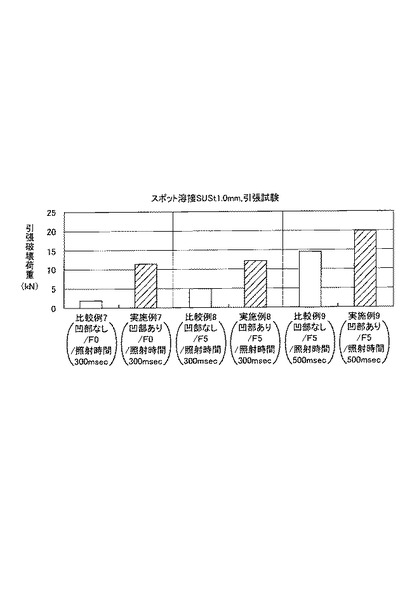
図16は、第一金属板と第二金属板とにステンレス鋼板(SUS)を用いた溶接構造体の引張試験結果を示すグラフである。図16に示すように、横軸に溶接構造体の種類を取り、縦軸に引張破壊荷重を取り、各々溶接構造体の引張破壊荷重を棒グラフで示した。
【0082】
実施例7〜9の溶接構造体と、比較例7〜9の溶接構造体とを比較すると、同一のレーザ光照射条件では凹部を設けた実施例7〜9の溶接構造体のほうが凹部を設けない比較例7〜9の溶接構造体より引張破断荷重が大きく溶接強度特性が向上した。
【図面の簡単な説明】
【0083】
【図1】本発明における実施の形態において、溶接で接合される第一金属部材と第二金属部材との構成を示す平面図である。
【図2】本発明における実施の形態において、溶接予備基体の構成を示す図である。
【図3】本発明における実施の形態において、金属片と第一金属部材とを接続する接続部材を設けた溶接予備基体の構成を示す図である。
【図4】本発明における実施の形態において、レーザ光で凹部を照射している状態を示す断面図である。
【図5】本発明における実施の形態において、第一金属部材と第二金属部材とを溶融接合した溶接構造体の断面図である。
【図6】本発明における他の実施の形態において、溶接で接合される第一金属部材の構成を示す図である。
【図7】本発明における他の実施の形態において、溶接で接合される第二金属部材の構成を示す図である。
【図8】本発明における他の実施の形態において、溶接予備基体の構成を示す図である。
【図9】本発明における他の実施の形態において、溶接された溶接構造体の構成を示す断面図である。
【図10】本発明における別の実施の形態において、溶接で接合される第一金属部材と第二金属部材とを示す図である。
【図11】本発明における別の実施の形態において、溶接予備基体の構成を示す図である。
【図12】本発明における別の実施の形態において、レーザ溶接装置を用いて凹部にレーザ光を照射している状態を示す図である。
【図13】本発明における別の実施の形態において、溶接した溶接構造体の構成を示す断面図である。
【図14】本発明における別の実施の形態において、溶接構造体の構成を示す平面図である。
【図15】本発明における別の実施の形態において、冷間圧延鋼板(SPC)を用いた溶接構造体の引張試験結果を示すグラフである。
【図16】本発明における別の実施の形態において、ステンレス鋼板(SUS)を用いた溶接構造体の引張試験結果を示すグラフである。
【符号の説明】
【0084】
10、30、50 第一金属部材
12、34、52 第二金属部材
14、32、54 開口
16、25、39,58 溶接予備基体
18、38、56 凹部
20 金属片
21〜24 接続部材
26、40、62、70 溶接構造体
28、42、64、76 溶接部
36 突起
【技術分野】
【0001】
本発明は、溶接方法及びその方法で溶接された溶接構造体に係り、特に、第一金属部材と第二金属部材とを重ね合わせて溶接する溶接方法及びその方法で溶接された溶接構造体に関する。
【背景技術】
【0002】
複数の板材等を重ね合わせて溶接する方法として、一般的に、スポット溶接方法や、重ね合わせて連続で溶接する溶接方法が行われている。スポット溶接方法や重ね合わせ溶接方法は、2枚の金属部材を重ね合わせた後、鉛直方向上側に置かれた金属部材をレーザ光照射、TIGプラズマまたはMIGプラズマ等のアーク加熱、抵抗発熱等で加熱して、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材とを溶融凝固させて接合する方法である。
【0003】
特許文献1には、鋼板の重ねレーザ溶接方法が示され、複数の鋼板を重ね合わせ、最上段の鋼板の表面に対してレーザビームを照射し、最下段の鋼板裏面まで溶融しつつ溶接線に沿って溶接する溶接方法が記載されている。
【特許文献1】特開2008−155226号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記の溶接方法では、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材と、を重ね合わせて溶接するため、鉛直方向上側に置かれた金属部材と、鉛直方向下側に置かれた金属部材との溶接部の接合状態を直接目視することができない。そのため、外観検査で溶接欠陥等を判断し難いという問題がある。
【0005】
そこで、本発明の目的は、溶接部の接合状態を目視で容易に外観検査できる溶接方法及びその方法で溶接された溶接構造体を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、前記第一金属部材に開口を形成する開口形成工程と、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0007】
本発明に係る溶接方法において、前記金属片は、前記第一金属部材を穴加工して前記開口を形成した後の被加工物の残材で形成されることが好ましい。
【0008】
本発明に係る溶接方法において、前記金属片は、前記第一金属部材と少なくとも1つの接続部材で接続されていることが好ましい。
【0009】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、前記第一金属部材に開口を形成する開口形成工程と、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成する突起形成工程と、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0010】
本発明に係る溶接方法において、前記開口と、前記突起とは、パンチング加工で形成されることが好ましい。
【0011】
本発明に係る溶接方法において、前記突起の高さは、前記第一金属部材の厚みより小さいことが好ましい。
【0012】
本発明に係る溶接方法において、前記接合工程は、前記凹部にレーザ光を照射して加熱することが好ましい。
【0013】
本発明に係る溶接方法は、第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接する溶接方法であって、前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合する接合工程と、を備えることを特徴とする。
【0014】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、前記第一金属部材に開口を形成し、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合することを特徴とする。
【0015】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、前記第一金属部材に開口を形成し、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合することを特徴とする。
【0016】
本発明に係る溶接構造体は、第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接した溶接構造体であって、前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合することを特徴とする。
【発明の効果】
【0017】
上記構成の溶接方法及びその方法で溶接された溶接構造体によれば、熱源側に位置する金属部材に開口を形成して溶接するので、溶接部の接合状態を目視で容易に外観検査することができる。
【発明を実施するための最良の形態】
【0018】
以下に図面を用いて本発明の実施の形態について説明する。溶接構造体の溶接方法は、第一金属部材に開口を形成する開口形成工程と、第一金属部材を第二金属部材に重ね合わせて溶接予備基体を組み立てる溶接予備基体組立工程と、第一金属部材と第二金属部材とを溶融凝固させて接合する接合工程と、を備えている。図1は、溶接で接合される第一金属部材10と、第二金属部材12と、の構成を示す平面図である。
【0019】
開口形成工程は、第一金属部材に所定形状の開口14を形成する工程である。第一金属部材10と、第二金属部材12とには、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材10と、第二金属部材12とは、鋼板に限定されることはなく、例えば、アルミニウム板等でもよい。第一金属部材10と第二金属部材12とは、同じ材質で形成されることが好ましい。
【0020】
第一金属部材10には、例えば、幅方向に長穴状の開口14が形成される。この長穴状の開口14は、例えば、第一金属部材10をレーザ加工等することにより形成される。開口14の形状は、図1に示すように略長方形状の角穴に限定されることなく、略円形状の丸穴等でもよい。
【0021】
溶接予備基体組立工程は、第一金属部材10に形成した開口14を第二金属部材12に重ね合わせて凹部を形成し、凹部に金属片を挿入して溶接予備基体を組み立てる工程である。図2は、溶接予備基体16の構成を示す図であり、図2(a)は、溶接予備基体16の構成を示す平面図であり、図2(b)は、図2(a)におけるA−A方向の断面図である。
【0022】
まず、第一金属部材10に形成された開口14を第二金属部材12に重ね合わせて配置することにより、凹部18が形成される。凹部18は、溝側面が第一金属部材10で形成され、溝底面が第ニ金属部材12で形成される。
【0023】
次に、金属片20が、凹部18に挿入される。金属片20を凹部18に挿入するのは、金属片20を溶接補助材として用いることにより第一金属部材10と第二金属部材12とを溶融凝固させるためである。金属片20の厚みは、第一金属部材10の厚みと同等またはより薄いことが好ましい。
【0024】
金属片20は、第一金属部材10を穴加工して開口14を形成した後の被加工物の残材で形成されることが好ましい。例えば、第一金属部材10をレーザ加工等で長穴状に刳り抜いて開口14を形成した場合には、金属片20には、第一金属部材10から刳り抜かれた長尺状のシート材が用いられる。第一金属部材10に開口14を形成した後の残材を金属片20に用いることにより、新たに溶接棒や溶接粉末等の溶接補助材を使用する必要がないので溶接コストを低減することができる。また、第一金属部材10に開口14を形成した後の残材を金属片20に用いることにより第一金属部材10と金属片20とは同じ材質であるので、第一金属部材10と異なる材質の金属片20を用いる場合よりもより容易に溶接することができる。
【0025】
金属片20は、凹部18の略中央に配置されることが好ましい。金属片20を凹部18の一方の側面と、凹部18の他方の側面とから略等しい距離に配置することにより、金属片20を溶融させたときに、溶融金属を凹部18の一方の側面と他方の側面とに略均等に流すことができる。
【0026】
金属片20は、第一金属部材10と少なくとも1つの接続部材で接続されることが好ましい。金属片20は、第一金属部材10と少なくとも1つの接続部材で接続されることにより、凹部18に挿入される金属片20の位置を固定することができる。
【0027】
図3は、金属片20と、第一金属部材10とを接続する接続部材21〜24を設けた溶接予備基体25の構成を示す図であり、図3(a)は、溶接予備基体25の構成を示す平面図であり、図3(b)は、図3(a)のA−A方向の断面図である。
【0028】
接続部材21〜24は、例えば、図3(a)に示すように、長尺状に形成された金属片20の長手側の一方に1箇所と、長手側の他方に1箇所と、短手側の一方に1箇所と、短手側の他方に1箇所と、合計4箇所に設けられることが好ましい。このように、金属片20は、接続部材21〜24で凹部18の略中央に位置するように固定されているので、金属片20を溶融させた溶融金属を凹部18の一方の側面と他方の側面とに略均等に流すことができる。勿論、他の条件次第では、接続部材の数は、4箇所に限定されることなく、接続部材の配置は、上記配置に限定されることはない。例えば、接続部材は、長尺状に形成された金属片20の長手側の一方に3箇所と、長手側の他方に3箇所と、短手側の一方に1箇所と、短手側の他方に1箇所と、合計8箇所に設けられてもよい。
【0029】
接続部材21〜24は、金属片20と同じ材質で形成されることが好ましい。接続部材21〜24も金属片20と同様に溶融凝固させるため、接続部材21〜24と金属片20とが異なる材質であると、接続部材21〜24と金属片20とをより均一に溶融凝固させることが難しくなるからである。
【0030】
接続部材21〜24は、金属片20と一体として形成された後、第一金属部材10に接合されてもよいし、接続部材21〜24は、第一金属部材10に開口14を形成するときに開口14と一体として形成された後、金属片20に接合されてもよい。勿論、接続部材21〜24は、金属片20及び第一金属部材10と別体として形成され、金属片20と第一金属部材10とに各々接合されてもよい。
【0031】
なお、接続部材21〜24と金属片20とは、第一金属部材10における開口14の加工時に一体として形成されることが好ましい。接続部材21〜24と第一金属部材10との接続作業及び接続部材21〜24と金属片20との接続作業とを省略することができるからである。接続部材21〜24と金属片20とを第一金属部材10における開口14の形成時に一体として形成する加工方法には、一般的な、レーザ加工装置等を使用したミクロジョイント加工等を用いることができる。
【0032】
接合工程は、凹部18を加熱することにより、第一金属部材10と、第二金属部材12と、金属片20と、を溶融凝固して接合する工程である。凹部18を加熱することにより、第一金属部材10と、第二金属部材12と、金属片20とが溶融した溶融金属が凹部18に充填されるので、第一金属部材10と第二金属部材と12が接合される。なお、金属片20と第一金属部材10とに接続部材21〜24が接続されている場合には、金属片20と同様に接続部材21〜24も溶融される。
【0033】
凹部18を加熱する加熱手段には、レーザ光を熱源としたレーザ溶接装置を用いることが好ましい。図4は、レーザ光で凹部18を照射している状態を示す断面図である。レーザ溶接装置のレーザヘッドからレーザ光を凹部18に照射することにより、凹部18に配置された金属片20を溶融させることができる。レーザ溶接装置を用いることにより、レーザ光を凹部18に細く深く照射できるので高精度な溶接を行うことができる。また、レーザ溶接装置を用いることにより、レーザ光を集光させて局所的に溶接することができるので、溶接部以外の部位の熱影響を抑えることができる。レーザ溶接装置には、例えば、YAGレーザや炭酸ガスレーザ等を用いたレーザ溶接装置が用いられる。なお、レーザ出力は、例えば、500Wである。勿論、凹部18を加熱する加熱手段には、アーク溶接装置や電子ビーム溶接装置等を用いてもよい。
【0034】
図5は、第一金属部材10と、第二金属部材12と、を溶接した溶接構造体26の断面図である。溶接構造体26は、凹部18を加熱することにより形成された溶接部28を有している。溶接部28の第一金属部材10側は、凹部18を加熱して溶融凝固させるため凹面状に形成される。
【0035】
以上、上記構成の溶接方法によれば、第一金属部材に開口を形成し、第一金属部材に形成した開口を第二金属部材に重ね合わせて凹部を形成し、凹部に金属片を挿入して溶接予備基体を組み立てて、凹部を加熱して、第一金属部材と、第二金属部材と、金属片と、を溶融凝固させて接合するので、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。また、第一金属部材に開口を設けずに第二金属部材と重ね合わせて溶接する場合よりも、上記構成によれば金属片の周りに隙間が設けられているため、より小出力の熱源で第一金属部材と第二金属部材とを溶接することができる。それにより歪や焦げが抑えられ、溶接構造体の品質がより向上する。
【0036】
上記構成の溶接方法によれば、金属片は、第一金属部材を穴加工して所定形状の開口を形成した後の被加工物の残材で形成されるので、溶接棒や溶接粉末を使用するより溶接コストを抑えることができる。
【0037】
上記構成の溶接方法によれば、金属片は、第一金属部材と接続部材で接続されているので、金属片を凹部の所定位置に固定できる。
【0038】
次に、本発明における他の実施の形態について図面を用いて説明する。
【0039】
溶接構造体の溶接方法は、第一金属部材に開口を形成する開口形成工程と、第二金属部材に、第一金属部材に形成された開口に嵌合する突起を形成する突起形成工程と、第一金属部材に形成された開口を第二金属部材に形成された突起に嵌合させて溶接予備基体を組み立てる溶接予備基体組立工程と、凹部を加熱して、第一金属部材と、第二金属部材と、突起と、を溶融凝固させて接合する接合工程と、を備えている。
【0040】
開口形成工程は、第一金属部材に所定形状の開口を形成する工程である。図6は、溶接で接合される第一金属部材30の構成を示す図であり、図6(a)は、第一金属部材30の構成を示す平面図であり、図6(b)は、図6(a)におけるA−A方向の断面図である。
【0041】
第一金属部材30には、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材30は、鋼板に限定されることはなく、アルミニウム板等を用いてもよい。第一金属部材30には、例えば、略円形状の開口32が形成される。略円形状の開口32は、例えば、タレットパンチングプレス等のパンチング加工機を用いたパンチング加工や、レーザ加工機等を用いたレーザ加工により第一金属部材30に形成される。開口32の径は、例えば、2mmから3mmである。開口32の形状は、図6(a)に示すような略円形状の丸穴に限定されることなく、略正方形状や略長方形状等の角穴等でもよい。
【0042】
突起形成工程は、第二金属部材に、第一金属部材30に形成された開口32の内周面に当接して嵌合される突起を形成する工程である。図7は、第一金属部材30と接合される第二金属部材34の構成を示す図であり、図7(a)は、第二金属部材34の構成を示す平面図であり、図7(b)は、図7(a)におけるA−A方向の断面図である。
【0043】
第二金属部材34には、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第ニ金属部材34は、鋼板に限定されることはなく、アルミニウム板等を用いてもよい。第ニ金属部材34は、第一金属部材30と同じ材質で形成されることが好ましい。
【0044】
突起36は、第一金属部材30に略円形状の開口32が形成される場合には、略円筒状に形成されることが好ましい。また、突起36は、第一金属部材30に略角形状の開口32が形成される場合には、略角筒状に形成されることが好ましい。
【0045】
突起36は、第一金属部材30に形成される開口32の内周面に当接するように形成される。第二金属部材34に形成される突起36を、第一金属部材30に形成される開口32の内周面に当接させて嵌合することにより、第一金属部材30を第二金属部材34に重ね合わせる際に容易に位置決めできるからである。また、第一金属部材30と第二金属部材34とを溶融凝固させるときに、突起36も溶融して溶接補助材としての機能を有するからである。
【0046】
突起36は、パンチング加工で形成されることが好ましい。例えば、スポット溶接の位置決め等で用いられる位置決め用金型で第二金属部材34をパンチング加工してバーリング形状にすることで、突起36を第二金属部材34と一体的に容易に形成することができる。例えば、位置決め用金型に略円筒型金型を用いることにより、円筒状突起を第二金属部材34に形成できる。このような位置決め用金型としては、例えば、FP金型(フラットポジショニング金型)等が用いられる。このようなFP金型等を用いることにより、パンチング加工したときに裏面の窪みが抑えられる。円筒状突起の形状は、例えば、外径2mm〜3mm、高さ0.2mm〜0.4mmである。勿論、他の条件次第では、突起形成方法は、パンチング加工に限定されることはなく、突起36を別体として形成し、第二金属部材34に接合してもよい。
【0047】
溶接予備基体組立工程は、第一金属部材30に形成した開口32の内周面に、第二金属部材34に形成した突起36を当接させて嵌合して凹部38を形成し、溶接予備基体39を組み立てる工程である。図8は、溶接予備基体39の構成を示す図であり、図8(a)は、溶接予備基体39の構成を示す平面図であり、図8(b)は、図8(a)におけるA−A方向の断面図である。
【0048】
第一金属部材30に形成した開口32の内周面に、第二金属部材34に形成した突起36を当接させて嵌合して凹部38を形成される。第一金属部材30に形成された開口32を、第二金属部材34に形成された突起36に嵌合させることにより、第一金属部材30と第二金属部材34との位置決めを容易に行うことができる。また、第一金属部材30と第二金属部材34との位置決めは、穴加工で形成された開口32と、パンチング加工等で形成された突起36と、の公差で決定されるので、より高精度に位置決めすることができる。
【0049】
接合工程は、凹部38を加熱して、第一金属部材30と、第二金属部材34と、突起36と、を溶融凝固させて接合する工程である。凹部38を加熱することにより、第一金属部材30と、第二金属部材34と、突起36と、が溶融した溶融金属が凹部38に充填されるので、第一金属部材30と、第二金属部材34と、が接合される。
【0050】
凹部38を加熱する加熱手段には、レーザ光を熱源としたレーザ溶接装置を用いることが好ましい。上述した図4に示すようなレーザ溶接装置を用いて凹部38にレーザ光を照射することにより、第一金属部材30と、第二金属部材34と、突起36と、を局所的に溶融凝固させることができる。凹部38の径がレーザ光のビーム径より小さい場合には、1ショットでレーザ光照射してもよい。また、凹部38の径がレーザ光のビーム径より大きい場合には、連続照射方法やパルス照射方法によりレーザ光照射することができる。勿論、凹部38を加熱する加熱手段には、レーザ溶接装置に限定されることなく、アーク溶接装置や電子ビーム溶接装置等を用いてもよい。
【0051】
図9は、第一金属部材30と、第二金属部材34とを溶接した溶接構造体40の断面図である。溶接構造体40は、凹部38を加熱することにより形成された溶接部42を有している。溶接部42の第一金属部材30側は、凹部38を加熱して溶融接合させるため凹面状に形成される。
【0052】
以上、上記構成の溶接方法によれば、第一金属部材に開口を形成し、第二金属部材に、第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、第一金属部材に形成した開口の内周面に、第二金属部材に形成した突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、凹部を加熱して、第一金属部材と、第二金属部材と、突起と、を溶融凝固させて接合することにより、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。
【0053】
上記構成の溶接方法によれば、第一金属部材と第二金属部材とを第一金属部材に形成された開口の内周面に、第二金属部材に形成した突起を当接させて嵌合することにより、従来行われているようなケガキ線を引いて位置決めするより第一金属部材と第二金属部材とをより容易に位置決めできる。
【0054】
次に、本発明における別の実施の形態について図面を用いて説明する。
【0055】
溶接構造体の溶接方法は、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、第一金属部材に形成した開口を第二金属部材に重ね合わせて溶接予備基体を形成する溶接予備基体形成工程と、レーザ光を照射して第一金属部材と第二金属部材とを溶融凝固して接合する接合工程と、を備えている。
【0056】
開口形成工程は、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する工程である。図10は、溶接で接合される第一金属部材50と、第二金属部材52と、の構成を示す平面図である。第一金属部材50と第二金属部材52とには、例えば、ステンレス鋼板や冷間圧延鋼板等の鋼板等が用いられる。鋼板の厚みは、例えば、1mm〜2mmである。勿論、第一金属部材50と第二金属部材52とは、鋼板に限定されることはなく、アルミニウム板等でもよい。第一金属部材50と第二金属部材52とは、同じ材質で形成されることが好ましい。
【0057】
第一金属部材50には、幅方向にレーザ光のビーム径より小さい径を有する少なくとも1つの開口54が形成される。開口54の大きさをレーザ光のビーム径より小さく形成することにより1ショットでレーザ光を照射することができるので、レーザ光を効率よく照射してレーザ熱量を抑制することができる。
【0058】
開口54は、例えば、タレットパンチングプレス等のパンチング加工機を用いたパンチング加工や、レーザ加工機等を用いたレーザ加工により第一金属部材50に形成される。開口54の形状は、図10に示すような略円形状の丸穴に限定されることなく、略正方形や略長方形状等の角穴等でもよい。図10に示す第一金属部材50には、開口54が4箇所に形成されているが、開口54の数は、4箇所に限定されることはない。開口54の径は、例えば、0.8mmmである。また、図10に示す第一金属部材50では、4つの開口54は、略一列に形成されているが、略一列に限定されることなく、2列等の複数列に形成されてもよい。
【0059】
溶接予備基体形成工程は、第一金属部材50に形成した開口54を第二金属部材52に重ね合わせて凹部を形成し、溶接予備基体を組み立てる工程である。図11は、溶接予備基体58の構成を示す図であり、図11(a)は溶接予備基体58の構成を示す平面図であり、図11(b)は、図11(a)におけるA−A方向の断面図である。開口54を形成した第一金属部材50と第二金属部材52とを重ね合わせて配置することにより、凹部56が形成される。凹部56は、溝側面が第一金属部材50で形成され、溝底面が第二金属部材52で形成される。
【0060】
接合工程は、凹部56にレーザ光を照射して加熱し、第一金属部材50と第二金属部材52とを溶融凝固して接合する工程である。上述した図4に示すようなレーザ溶接装置を用いて凹部56にレーザ光を照射することにより、第一金属部材50と、第二金属部材52とが溶融した溶融金属が凹部56に充填されるので、第一金属部材50と、第二金属部材52とが接合される。
【0061】
図12は、凹部56にレーザ光を照射している状態を示す詳細図である。凹部56の径は、レーザ光のビーム径Dより小さく形成されているため、第一金属部材50で形成される凹部56の溝側面と、第二金属部材52で形成される凹部56の溝底面とに効率よくレーザ光を照射することができる。そのため、レーザ熱量を最小限にすることができる。また、レーザ光を凹部56に照射することによりレーザ熱の拡散が抑制されるので、レーザ出力を効率よく利用できる。レーザ光のビーム径は、例えば、レーザ溶接装置に備えられる集光レンズ等で構成された集光光学系統等により調整することができる。例えば、凹部56の径が0.8mmである場合には、ビーム径が0.8mmより大きくなるように調節される。なお、レーザ出力は、例えば、2.5kWであり、レーザ照射時間は、例えば、200msecから500msecである。
【0062】
図13は、第一金属部材50と第二金属部材52とを溶融接合した溶接構造体62の断面図である。溶接構造体62は、凹部56を加熱することにより形成された溶接部64を有している。溶接部64の第一金属部材50側は、凹部56を加熱して溶融接合させるため凹面状に形成される。
【0063】
以上、上記構成の溶接方法によれば、第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、第一金属部材に形成した開口を第二金属部材に重ね合わせて配置して凹部を形成し、溶接予備基体を組み立てて、凹部にレーザ光を照射して加熱し、第一金属部材と、第二金属部材と、を溶融凝固して接合することにより、凹部に形成された溶接部の溶接状態を目視で容易に外観検査することができる。
【0064】
上記構成の溶接方法によれば、第一金属部材に形成される開口をレーザ光のビーム径より小さく形成することにより、より少ないレーザ出力で溶融接合することができるので、溶接構造体の歪等を抑制することができる。
【0065】
(実施例)
第一金属板と第二金属板とを重ね合わせてレーザスポット溶接することにより継手状の試験用供試体としての溶接構造体を作製した後、作製した溶接構造体を引張試験して溶接強度特性を評価した。
【0066】
まず、実施例1〜9における溶接構造体の作製方法について説明する。図14は、実施例1〜9における溶接構造体70の構成を示す図であり、図14(a)は、実施例1〜9における溶接構造体70の構成を示す平面図であり、図14(b)は、図14(a)におけるA−A方向の断面図である。なお、溶接構造体70の寸法単位は、いずれもミリメートル(mm)である。
【0067】
実施例1〜9における溶接構造体70は、第一金属板72にレーザ光のビーム径より小さい4つの開口を形成し、第一金属板72に形成した開口を第二金属板74に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、凹部にレーザ光を照射して、第一金属板72と第二金属板74とを溶融凝固させて接合して作製された。
【0068】
実施例1〜6の溶接構造体70には、第一金属板72と第二金属板74とに冷間圧延鋼板(SPC)を使用した。実施例7〜9の溶接構造体70には、第一金属板72と第二金属板74とにステンレス鋼板(SUS)を使用した。使用した冷間圧延鋼板(SPC)の板厚は1.2mmであり、ステンレス鋼板(SUS)の板厚は1.0mmである。第一金属板72には、4個の丸穴を幅方向に略一列に穴加工して形成した。穴加工には、パンチング加工機を使用した。なお、丸穴の径は、2.0mmとした。
【0069】
次に、第一金属板72に形成された開口を第二金属板74に重ね合わせて配置することにより凹部を形成して溶接予備基体を組み立てて、溶接予備基体に設けられた4箇所の凹部にレーザ溶接装置でレーザ光を照射した。レーザ溶接装置のレーザヘッドを溶接予備基体に対して略垂直方向(90度方向)に配置し、レーザ光をレーザ出力2.5kWで凹部にスポット照射した。レーザ光のビーム径が凹部の幅より大きくなるようにレーザ溶接装置を調節した。
【0070】
ここで、実施例1におけるレーザ光照射条件をF0でレーザ光照射時間200msecとし、実施例2におけるレーザ光照射条件をF5でレーザ光照射時間200msecとし、実施例3におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、実施例4におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、実施例5におけるレーザ光照射条件をF0でレーザ光照射時間500msecとし、実施例6におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0071】
ここで、レーザ光照射条件のF0は、レーザ光の焦点位置を第一金属板72上面の位置とした場合であり、レーザ光照射条件のF5は、レーザ光の焦点位置が第一金属板72上面より鉛直方向上方に5mm離れた位置とした場合である。なお、レーザ光照射条件のF0でレーザ光を照射した場合には、レーザ光照射条件のF5でレーザ光を照射した場合よりも、レーザ光のスポット径がより小さくなり、溶接予備基体の凹部により大きいエネルギが付与される。
【0072】
また、実施例7におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、実施例8におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、実施例9におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0073】
次に、比較例1〜9における溶接構造体の作製方法について説明する。
【0074】
比較例1〜9の溶接構造体には、第一金属板に丸穴を形成しないものを使用した。第一金属板を第二金属板に重ね合わせて配置して、レーザ光を照射して第一金属板と第二金属板とを溶融接合して作製した。なお、比較例1〜9の溶接構造体の形状は、図14に示す形状と同じものを使用した。
【0075】
比較例1〜6の溶接構造体には、第一金属板と第二金属板とに冷間圧延鋼板(SPC)を使用した。比較例7〜9の溶接構造体には、第一金属板と第二金属板とにステンレス鋼板(SUS)を使用した。使用した冷間圧延鋼板(SPC)の板厚は1.2mmであり、ステンレス鋼板(SUS)の板厚は1.0mmである。
【0076】
次に、第一金属板を第二金属板に重ね合わせて組み立てた後、重ね合わせ部の4箇所にレーザ溶接装置でレーザ光を照射し溶接した。レーザ溶接装置のレーザヘッドを重ね合わせ部に対して略垂直方向(90度方向)に配置し、レーザ光をレーザ出力2.5kWで照射してスポット溶接した。
【0077】
ここで、比較例1におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、比較例2におけるレーザ光照射条件をF5でレーザ光照射時間200msecとし、比較例3におけるレーザ光照射条件をF0でレーザ光照射時間300msecとし、比較例4におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、比較例5におけるレーザ光照射条件をF0でレーザ光照射時間500msecとし、比較例6におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0078】
また、比較例7におけるレーザ光照射条件をF0でレーザ光照射時間200msecとし、比較例8におけるレーザ光照射条件をF5でレーザ光照射時間300msecとし、比較例9におけるレーザ光照射条件をF5でレーザ光照射時間500msecとした。
【0079】
次に、実施例1〜9の溶接構造体と、比較例1〜9の溶接構造体とについて引張試験を行った。引張試験は、図14に示すように、レーザスポット溶接された溶接点の配列方向に対して略直角方向に引張力を負荷して引張破断荷重を測定した。
【0080】
図15は、第一金属板と第二金属板とに冷間圧延鋼板(SPC)を用いた溶接構造体の引張試験結果を示すグラフである。図15に示すように、横軸に溶接構造体の種類を取り、縦軸に引張破壊荷重を取り、各々溶接構造体の引張破壊荷重を棒グラフで示した。実施例1〜6の溶接構造体と、比較例1〜6の溶接構造体とを比較すると、同一のレーザ光照射条件では凹部を設けた実施例1〜6の溶接構造体のほうが凹部を設けない比較例1〜6の溶接構造体より引張破断荷重が大きく溶接強度特性が向上した。
【0081】
図16は、第一金属板と第二金属板とにステンレス鋼板(SUS)を用いた溶接構造体の引張試験結果を示すグラフである。図16に示すように、横軸に溶接構造体の種類を取り、縦軸に引張破壊荷重を取り、各々溶接構造体の引張破壊荷重を棒グラフで示した。
【0082】
実施例7〜9の溶接構造体と、比較例7〜9の溶接構造体とを比較すると、同一のレーザ光照射条件では凹部を設けた実施例7〜9の溶接構造体のほうが凹部を設けない比較例7〜9の溶接構造体より引張破断荷重が大きく溶接強度特性が向上した。
【図面の簡単な説明】
【0083】
【図1】本発明における実施の形態において、溶接で接合される第一金属部材と第二金属部材との構成を示す平面図である。
【図2】本発明における実施の形態において、溶接予備基体の構成を示す図である。
【図3】本発明における実施の形態において、金属片と第一金属部材とを接続する接続部材を設けた溶接予備基体の構成を示す図である。
【図4】本発明における実施の形態において、レーザ光で凹部を照射している状態を示す断面図である。
【図5】本発明における実施の形態において、第一金属部材と第二金属部材とを溶融接合した溶接構造体の断面図である。
【図6】本発明における他の実施の形態において、溶接で接合される第一金属部材の構成を示す図である。
【図7】本発明における他の実施の形態において、溶接で接合される第二金属部材の構成を示す図である。
【図8】本発明における他の実施の形態において、溶接予備基体の構成を示す図である。
【図9】本発明における他の実施の形態において、溶接された溶接構造体の構成を示す断面図である。
【図10】本発明における別の実施の形態において、溶接で接合される第一金属部材と第二金属部材とを示す図である。
【図11】本発明における別の実施の形態において、溶接予備基体の構成を示す図である。
【図12】本発明における別の実施の形態において、レーザ溶接装置を用いて凹部にレーザ光を照射している状態を示す図である。
【図13】本発明における別の実施の形態において、溶接した溶接構造体の構成を示す断面図である。
【図14】本発明における別の実施の形態において、溶接構造体の構成を示す平面図である。
【図15】本発明における別の実施の形態において、冷間圧延鋼板(SPC)を用いた溶接構造体の引張試験結果を示すグラフである。
【図16】本発明における別の実施の形態において、ステンレス鋼板(SUS)を用いた溶接構造体の引張試験結果を示すグラフである。
【符号の説明】
【0084】
10、30、50 第一金属部材
12、34、52 第二金属部材
14、32、54 開口
16、25、39,58 溶接予備基体
18、38、56 凹部
20 金属片
21〜24 接続部材
26、40、62、70 溶接構造体
28、42、64、76 溶接部
36 突起
【特許請求の範囲】
【請求項1】
第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、
前記第一金属部材に開口を形成する開口形成工程と、
前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項2】
請求項1に記載の溶接方法であって、
前記金属片は、前記第一金属部材を穴加工して前記開口を形成した後の被加工物の残材で形成されることを特徴とする溶接方法。
【請求項3】
請求項1または2に記載の溶接方法であって、
前記金属片は、前記第一金属部材と少なくとも1つの接続部材で接続されていることを特徴とする溶接方法。
【請求項4】
第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、
前記第一金属部材に開口を形成する開口形成工程と、
前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成する突起形成工程と、
前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項5】
請求項4に記載の溶接方法であって、
前記開口と、前記突起とは、パンチング加工で形成されることを特徴とする溶接方法。
【請求項6】
請求項4または5に記載の溶接方法であって、
前記突起の高さは、前記第一金属部材の厚みより小さいことを特徴とする溶接方法。
【請求項7】
請求項1から6のいずれか1つに記載の溶接方法であって、
前記接合工程は、前記凹部にレーザ光を照射して加熱することを特徴とする溶接方法。
【請求項8】
第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接する溶接方法であって、
前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、
前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項9】
第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、
前記第一金属部材に開口を形成し、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合することを特徴とする溶接構造体。
【請求項10】
第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、
前記第一金属部材に開口を形成し、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合することを特徴とする溶接構造体。
【請求項11】
第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接した溶接構造体であって、
前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合することを特徴とする溶接構造体。
【請求項1】
第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、
前記第一金属部材に開口を形成する開口形成工程と、
前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項2】
請求項1に記載の溶接方法であって、
前記金属片は、前記第一金属部材を穴加工して前記開口を形成した後の被加工物の残材で形成されることを特徴とする溶接方法。
【請求項3】
請求項1または2に記載の溶接方法であって、
前記金属片は、前記第一金属部材と少なくとも1つの接続部材で接続されていることを特徴とする溶接方法。
【請求項4】
第一金属部材と、第二金属部材と、を重ね合わせて溶接する溶接方法であって、
前記第一金属部材に開口を形成する開口形成工程と、
前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成する突起形成工程と、
前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項5】
請求項4に記載の溶接方法であって、
前記開口と、前記突起とは、パンチング加工で形成されることを特徴とする溶接方法。
【請求項6】
請求項4または5に記載の溶接方法であって、
前記突起の高さは、前記第一金属部材の厚みより小さいことを特徴とする溶接方法。
【請求項7】
請求項1から6のいずれか1つに記載の溶接方法であって、
前記接合工程は、前記凹部にレーザ光を照射して加熱することを特徴とする溶接方法。
【請求項8】
第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接する溶接方法であって、
前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成する開口形成工程と、
前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てる溶接予備基体組立工程と、
前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合する接合工程と、
を備えることを特徴とする溶接方法。
【請求項9】
第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、
前記第一金属部材に開口を形成し、前記第一金属部材に形成した開口を前記第二金属部材に重ね合わせて凹部を形成し、前記凹部に金属片を挿入して溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記金属片と、を溶融凝固させて接合することを特徴とする溶接構造体。
【請求項10】
第一金属部材と、第二金属部材と、を重ね合わせて溶接した溶接構造体であって、
前記第一金属部材に開口を形成し、前記第二金属部材に、前記第一金属部材に形成された開口の内周面に当接して嵌合される突起を形成し、前記第一金属部材に形成した前記開口の内周面に、前記第二金属部材に形成した前記突起を当接させて嵌合して凹部を形成し、溶接予備基体を組み立てて、前記凹部を加熱して、前記第一金属部材と、前記第二金属部材と、前記突起と、を溶融凝固させて接合することを特徴とする溶接構造体。
【請求項11】
第一金属部材と、第二金属部材と、を重ね合わせてレーザ光を照射して溶接した溶接構造体であって、
前記第一金属部材にレーザ光のビーム径より小さい少なくとも1つの開口を形成し、前記第一金属部材に形成した前記開口を前記第二金属部材に重ね合わせて凹部を形成し、溶接予備基体を組み立てて、前記凹部にレーザ光を照射して加熱し、前記第一金属部材と、前記第二金属部材と、を溶融凝固させて接合することを特徴とする溶接構造体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2010−94730(P2010−94730A)
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願番号】特願2008−270128(P2008−270128)
【出願日】平成20年10月20日(2008.10.20)
【出願人】(390014672)株式会社アマダ (548)
【Fターム(参考)】
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願日】平成20年10月20日(2008.10.20)
【出願人】(390014672)株式会社アマダ (548)
【Fターム(参考)】
[ Back to top ]