
溶接方法及びその方法によって形成した構成要素
【課題】回転構成要素(50)を製作する方法及びその方法によって形成した回転構成要素(50)を提供する。
【解決手段】本回転構成要素(50)は、回転軸線(88)、少なくとも1つのリム部材(52)、少なくとも1つのディスク部材(54)及び少なくとも1つの翼形部材(56)を有する。リム及びディスク部材(52、54)は、互いに溶接されて、本回転構成要素(50)の回転軸線(88)に平行でない第1の平面内に位置した第1の固体溶接継手(82)を形成する。翼形部材(56)は、リム部材(52)に溶接されて、本回転構成要素(50)の回転軸線(88)に平行でない第2の平面内に位置した第2の固体溶接継手(84)を形成する。リム部材(52)は、ディスク部材(54)の半径方向外側方向に設置され、また翼形部材(56)は、リム部材(52)の半径方向外側方向に設置される。
【解決手段】本回転構成要素(50)は、回転軸線(88)、少なくとも1つのリム部材(52)、少なくとも1つのディスク部材(54)及び少なくとも1つの翼形部材(56)を有する。リム及びディスク部材(52、54)は、互いに溶接されて、本回転構成要素(50)の回転軸線(88)に平行でない第1の平面内に位置した第1の固体溶接継手(82)を形成する。翼形部材(56)は、リム部材(52)に溶接されて、本回転構成要素(50)の回転軸線(88)に平行でない第2の平面内に位置した第2の固体溶接継手(84)を形成する。リム部材(52)は、ディスク部材(54)の半径方向外側方向に設置され、また翼形部材(56)は、リム部材(52)の半径方向外側方向に設置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、総括的には接合作業を含む製作方法に関する。より具体的には、本発明は、例えばターボ機械の回転構成要素のような回転ハードウェアを製作する方法、それらの製作で使用する接合法、及びそれらによって形成したハードウェアを対象とする。
【背景技術】
【0002】
ガスタービンエンジンの燃焼器及びタービンセクション内の構成要素は、燃焼器内で発生した高温燃焼ガスにより生じた高い温度においても許容可能な機械的特性を達成するために、一般的にはチタン基、コバルト基、ニッケル基及び鋼鉄基超合金材料で形成されることが多い。最新式の高圧力比ガスタービンエンジンにおけるより高い圧縮機出口温度もまた、ブレード、スプール、ディスク(ホイール)、ブリスク及びその他の構成要素を含む圧縮機構成要素に対して高性能超合金を使用することを必要とさせる可能性がある。所定の構成要素のための好適な合金組成及び微細組織は、該構成要素が受ける特定の温度、応力及びその他の条件に応じて決まる。例えば、圧縮機並びにタービンのブレード(バケット)及びベーン(ノズル)のような翼形部は、ガスタービンエンジンのそれらのそれぞれのセクション内でそれらが受ける高い温度及び応力に耐える等軸の方向性凝固(DS)又は単結晶(SX)超合金鋳造品として形成されることが多く、一方、翼形部が取付けられるタービンディスク並びに圧縮機スプール及びディスクのような回転ハードウェアは一般的に、制御した鍛造、熱処理及び表面処理を注意深く行なって制御粒状組織及び所望の機械的特性を実現しなければならない超合金で形成される。それらの異なる要求の故に、翼形部及びそれらの支持回転ハードウェアは一般的に、異なる合金で形成される。ブレード合金の具体的実例には、A286及びAM−355のような鋼、Ti−6Al−4V及びTi−8Al−1V−1Moのようなチタン基合金、U720、IN718のような鋳造及び鍛造用多結晶ガンマプライム(γ’)析出強化ニッケル基合金、並びにMX4(米国特許第5,482,789号)、Rene N5(米国特許第6,074,602号)、Rene N6(米国特許第5,455,120号)、CMSX−10、CMSX−12及びTMS−75のような鋳造用モノクリスタル又は単結晶ガンマプライム析出強化ニッケル基合金が含まれる。ディスク合金の具体的実例には、Rene 88DT(米国特許第4,957,567号)、Rene 104(米国特許第6,521,175号)、並びに商標Inconel(登録商標)、Nimonic(登録商標)及びUdimet(登録商標)の下で市販されている一部のニッケル基合金のようなガンマプライム析出強化ニッケル基合金が含まれる。
【0003】
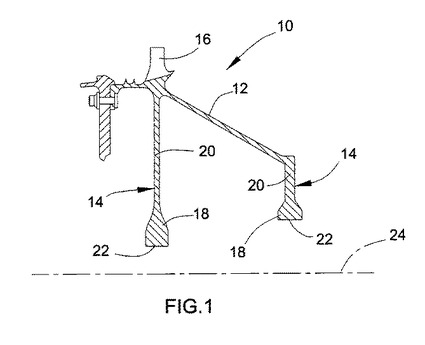
上記を考慮すると、ガスタービンエンジンの圧縮機内で使用されるブリスク(ブレード付きディスク及び一体ブレード付きロータとも呼ばれる)は、ディスク及びブレードを別個に製造しかつ次にディスクに対してブレードを機械的に締結するのとは対照的にそれらのディスク及びブレードは単一一体形部品として製造されるので、一定の妥協を必要とすることが多い。図1は、ガスタービンエンジンで使用することができるタイプのブリスク10の部分断面図である。ブリスク10は、リム12と、ディスク(ホイール)14と、ブレード(バケット)16(その1つのみを図示する)とを備えた単体構造構成を有するものとして示している。各ディスク14は、その半径方向最内側範囲におけるボア(ハブ)18と、そのボア18及びリム12間の比較的薄肉のウェブ20とを有する。ボア18内において中心に貫通孔22を設置して、エンジンのタービンセクションによって駆動されるシャフト(図示せず)上にディスク14を取付けるようにし、従ってディスク14の共通中心軸線24は、ブリスク10の回転軸線と一致する。ブリスク10のその他の態様並びにその中にブリスク10を据付けることができる圧縮機及びエンジンの構成及び作動は、当技術分野では公知であり、従ってここでは詳細には説明しないことにする。
【0004】
図1に示すタイプの単一合金ブリスクの重量及びコストにより、鍛造重量及びコストを低減することができる材料、製作方法及びハードウェア設計を開発する要望が促進されてきた。1つの解決法は、ブリスクのボア及びウェブがそれらのリム及びブレードよりも低い作動温度を有し、従ってリム及びブレードが必要とする特性とは異なる特性を備えた合金で形成することができるという事実によって押し進められている。使用する特定の1つ又は複数の合金に応じて、ボア、ウェブ、リム及びブレードに最適な微細組織もまた一般的に、異なるものとなる。例えば、比較的粗粒の粒径(粒子サイズ)は、リムにおいて引張り強度及び耐低サイクル疲労性を向上させるのに最適なものとすることができ、一方、より細粒の粒子サイズは、ボア及びウェブにおいて耐クリープ性、耐応力破断性及び耐割れ成長性を向上させるのに最適なものとすることができる。
【0005】
米国特許出願公開第2008/0120842号及び第2008/0124210号には、ディスクのボア及びリムを異なる材料で別個に形成しかつ次に冶金学的接合法を使用してハブ及びリムをそれらの間のウェブ領域において接合することによって製作された複数合金ロータ組立体が記載されている。この目的のためには米国特許出願公開第2008/0124210号に開示されているイナーシャ溶接のような多様な接合法が使用可能である。ロータ組立体の場合には、ブレードは、ブリスクのケースのようにリムとの単一一体形部品として製造される代わりに、リムの外周部におけるスロット内に保持される。従って、ブリスクは、米国特許出願公開第2008/0120842号及び第2008/0124210号の教示を使用して複数合金回転ハードウェアを製作することに対して付加的な課題をもたらす。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第6,969,238号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、例えばターボ機械の回転構成要素のような回転ハードウェアを製作する方法、それらの製作で使用する接合法、及びそれらによって形成した回転ハードウェアを提供する。
【課題を解決するための手段】
【0008】
本発明の第1の態様によると、本方法は、構成要素の回転軸線と一致した対称軸を有するように少なくとも1つのリム部材、少なくとも1つのディスク部材及び少なくとも1つの翼形部材を別個に製作するステップと、ディスク部材の半径方向外側方向にリム部材が設置されるようにそこで該リム及びディスク部材を接合することができる溶接前接合表面を該リム及びディスク部材上に形成しかつリム部材の半径方向外側方向に翼形部材が設置されるようにそこで該リム及び翼形部材を接合することができる溶接前接合表面を該リム及び翼形部材上に形成して、それら接合表面が構成要素の回転軸線に平行でない平面内に位置するようにするステップとを含む。次に、リム、ディスク及び翼形部材のうちの2つの部材間で相対軸方向及び回転運動を生じさせかつ該2つの部材の溶接前接合表面において第1の固体溶接継手を形成することにより該リム、ディスク及び翼形部材のうちの2つの部材を互いにイナーシャ溶接してそれによって溶接部分組立体を形成し、また次に溶接部分組立体並びにリム、ディスク及び翼形部材のうちの第3の部材間で相対軸方向及び回転運動を生じさせかつ該溶接部分組立体及び第3の部材の溶接前接合表面において第2の固体溶接継手を形成することにより該リム、ディスク及び翼形部材のうちの第3の部材に対して該溶接部分組立体をイナーシャ溶接するイナーシャ溶接プロセスを実行する。
【0009】
本発明の別の態様は、回転構成要素であり、本回転構成要素は、回転軸線と、その半径方向外側範囲にプラットフォームをまたその半径方向内側範囲に第1のウェブ部分を有する少なくとも1つのリム部材と、その半径方向外側範囲に第2のウェブ部分を有する少なくとも1つのディスク部材と、少なくとも1つの翼形部材とを有する。リム及びディスク部材の第1及び第2のウェブ部分は、互いに溶接されて、回転構成要素の回転軸線に平行でない第1の平面内に位置した第1の固体溶接継手を形成する。リム部材は、ディスク部材の半径方向外側方向に設置され、また第1及び第2のウェブ部分は、ディスク部材に対してリムを固定するウェブを形成する。翼形部材は、リム部材に溶接されて、本回転構成要素の回転軸線に平行でない第2の固体溶接継手を形成しかつリム部材の半径方向外側方向に設置される。
【0010】
本発明の技術的効果は、2つよりも多い部分構成要素を含む回転ハードウェアを製作することができることであり、そのような回転ハードウェアの具体的な実施例には、複数合金回転構成要素がある。この能力は、例えばそれらの異なる作動条件に合せて調整するか又はその他の方法で選択することができる異なる材料で或いは異なる方法によって形成したリム、ボア及びブレードを有する複数合金ブリスクを製作する場合に有利である。本発明は、多種多様の合金、熱処理及び加工処理条件に適用して、ブリスクのリム、ボア及びブレード内に異なる粒子サイズ及び組織を得るのを可能にすることができる。
【0011】
本発明のその他の態様及び利点は、以下の詳細な説明からより良好に理解されるであろう。
【図面の簡単な説明】
【0012】
【図1】従来技術による、一体構造構成を有するガスタービンエンジンブリスクの部分断面図。
【図2】本発明の実施形態による、図1に示すブリスクと同様であるが部分構成要素を含むブリスクの分解組立図。
【図3】本発明の実施形態による、図2に示すブリスクの部分構成要素をイナーシャ溶接するプロセスで実行するステップを示す図。
【図4】本発明の実施形態による、図2に示すブリスクの部分構成要素をイナーシャ溶接するプロセスで実行するステップを示す図。
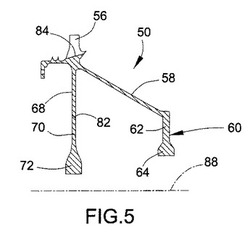
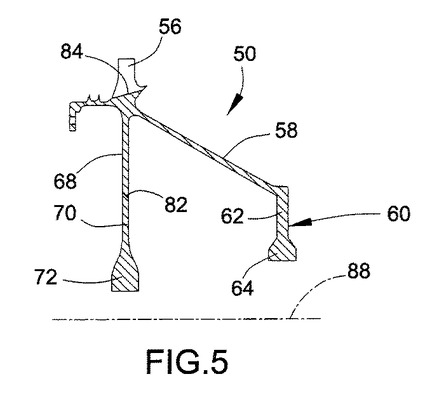
【図5】図3及び図4に示すステップによって形成したブリスクの部分断面図。
【発明を実施するための形態】
【0013】
本発明は、ターボ機械、特に高バイパスガスタービンエンジンのブリスクで使用するタイプの回転ハードウェアに関連して説明する。便宜上、本発明は、特に図5に示すブリスク50に関連して説明するが、本発明の教示及び利点はこの特定のブリスク50に限定されるものではなくまた広範囲の回転ハードウェアに採用しかつ適用することができることを理解されたい。
【0014】
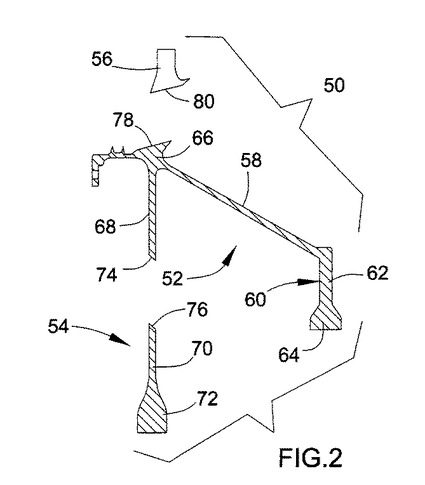
図2には、図5のブリスク50におけるまたブリスク50の個々の部分構成要素52、54及び56を接合する前における分解組立図を示している。部分構成要素52、54及び56には、リム部材52、ディスク部材54及び翼形部材56が含まれ、これらにより、後で複数翼形部を取出すことができる。その回転軸線88(図5)の周りで高速で回転する構成要素として、ブリスク50は軸対称構成を有するが、便宜上、ブリスク50の正反対部分は図2又は図5には図示しておらず、またブリスク50を組立てる手順を示している図3及び図4にも図示していない。さらに、リム部材52及びディスク部材54は各々、ブリスク50の回転軸線88とほぼ一致した対称軸を有する。リム部材52は、環状形状リム58と、リム58から半径方向内向きに延びる一体形ディスク及びウェブ部分60及び68と、リム58から半径方向外向きに延びるプラットフォーム部分66とを含む。リム部材52の一体形ディスク部分60は、その半径方向最内側範囲におけるボア(ハブ)64と、ボア64及びリム58間の比較的薄肉のウェブ62とを有する。同様に、ディスク部材54は、その半径方向最内側範囲におけるボア(ハブ)72と、その半径方向最外側範囲における比較的薄肉のウェブ部分70とを有する。それぞれ一体形ディスク部分60及びディスク部材54のボア64及び72内において中心に貫通孔(図示せず)を設置して、エンジンのタービンセクションによって駆動されるシャフト(図示せず)上にブリスク50を取付けるようにする。従って、貫通孔は、ブリスク50の回転軸線88(図5)、従ってリム及びディスク部材52及び54の対称軸とも一致した中心軸線を有する。
【0015】
リム、ディスク及び翼形部材52、54及び56は、粉末冶金法(P/M)、鍛造法、鋳鍛造処理法、スプレー鋳造形成法、並びに有核等軸の方向性凝固(DS)及び単結晶(SX)鋳造法を含む多様な公知の方法によって製作することができる。具体的な実施形態では、リム及びディスク部材52及び54は、粉末冶金法により形成した鍛造ビレットによって製作され、また翼形部材56は、等軸鋳鍛造処理法によって製作される。より大まかに言うと、ディスク(ボア)部材54は、粉末冶金法又は鋳鍛造法によって製作することができ、リム(ウェブ)部材52は、粉末冶金法又は鋳鍛造法によって製作することができ、また翼形部材56は、等軸鋳鍛造法、等軸DS又はSX鋳造法、或いは粉末冶金法によって製作することができる。加えて、リム、ディスク及び翼形部材52、54及び56は、ガスタービンエンジンのようなターボ機械内にブリスク50を据付けた時に該リム、ディスク及び翼形部材52、54及び56が受けることになる作動条件に基づいて選択した多種多様な材料で製作することができる。好適な材料の非限定的な実施例には、上述したチタン基、コバルト基、ニッケル基及び鋼鉄基合金が含まれる。本発明は特に、ニッケル合金を互いに溶接すること及びチタン合金を互いに溶接することに適用可能であると共に、異種合金を互いに溶接する場合における適用可能性を有していると思われる。重要なことには、リム、ディスク及び翼形部材52、54及び56を異なる合金で製作して、ブリスク50が、それらのリム、ディスク及び翼形部材52、54及び56を該リム、ディスク及び翼形部材52、54及び56が受けることになる異なる作動条件に合せてより良好に調整した材料で製作することができる複数合金構成要素となるようにすることができる。具体的には、リム部材52は、ニッケル基合金で製作しかつ耐クリープ性、耐応力破断性及び耐割れ成長性を促進する比較的粗粒を有することができ、ディスク部材54は、異なるニッケル基合金で製作しかつリム部材52で見られる温度よりも比較的低い温度において引張り強度及び耐低サイクル疲労性を促進する比較的より細粒を有することができ、また翼形部材56は、リム及びディスク部材52及び54で見られる温度よりも高い温度において耐高サイクル疲労性(HCF)を促進する細粒等軸微細組織を有するか或いは耐クリープ性を促進する等軸DS又はSX微細組織を有するさらに別のニッケル基合金で製作することができる。
【0016】
図2では、リム、ディスク及び翼形部材52、54及び56は、図3及び図4においてそこでイナーシャ溶接によって接合を行なう溶接前接合表面74、76、78及び80を形成した機械加工表面を有するものとして示している。溶接前接合表面74及び76は、それぞれリム及びディスク部材52及び54のウェブ部分68及び70上に設置されているものとして示している。溶接前接合表面78及び80は、それぞれリム部材52のプラットフォーム部分66上に及び翼形部材56の半径方向内向き面上に設置されているものとして示している。溶接前接合表面74、76、78及び80は、ブリスク50の軸線88に対して平行以外の角度で配向された平面内に位置し、図3の矢印の方向において翼形部材56を環状形状リム部材52と組合せかつ結合するのを可能にする溶接前接合角度を構成し、かつ図4の矢印の方向においてリム部材52をディスク部材54の周りに組合せかつ結合するものとして示している。好ましい溶接前接合角度は、ブリスク50の回転軸線88に対して約30〜約60°の範囲内であると思われる。図5に示す得られた溶接後継手82及び84もまた、それらの溶接前接合表面74、76、78及び80とほぼ同じ角度で傾斜している。しかしながら、溶接後継手82及び84の部分は、特にそれらの最外側端縁部付近では、ブリス軸線88に平行にすることができると予測できる。
【0017】
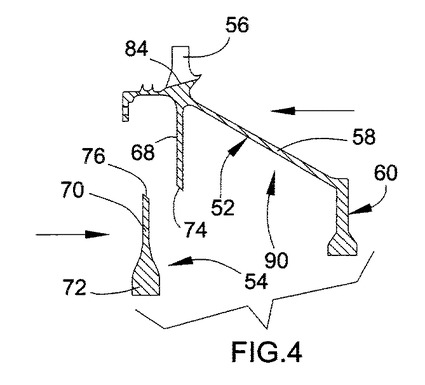
当技術分野では公知であるように、イナーシャ溶接は、固相(固体)溶接法である。様々なイナーシャ溶接法、装置及びツールを使用してブリスク50のイナーシャ溶接を実行することができる。図3及び図4のステップによって示したイナーシャ溶接法は、ブリス軸線88の周りでのリム、ディスク及び翼形部材52、54及び56間の相対回転運動によって達成された非限定的な実施例である。図3及び図4は、最初にリム部材52にイナーシャ溶接して溶接部分組立体90を形成するものとして翼形部材56を示しており、次に部分組立体90に対してディスク部材54がイナーシャ溶接される。しかしながら、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次に部分組立体に対して翼形部材56を溶接することができることを理解されたい。
【0018】
便宜上、図3に示すイナーシャ溶接ステップでは、翼形部材56を固定状態に保持することができ、リム部材52を回転させている。相対回転を行なわせながら、リム及び翼形部材52及び56のいずれか又は両方を該リム及び翼形部材52及び56のそれぞれの溶接前接合表面78及び80が接触状態になるまでリム部材52の対称軸に平行な径路に沿って運動させる。軸方向力を増大させることと組合せて相対回転を継続すると、溶接前接合表面78及び80は、摩擦熱を発生して、リム及び翼形部材52及び56の表面78及び80の下に位置する領域の温度を部材52及び56を形成している材料の初期溶融温度に接近した温度まで上昇させる。好ましい実施形態では、さらに二次コレット又は油圧アーバを使用するなどにより翼形部材56に対して半径方向力を加えて半径方向変形を回避し、それによってより良好に寸法要件を達成することができる。それに代えて、翼形部材56は、半径方向変形に対する耐性を増大させるように修正することができるが、そのようにすることの欠点は、最終溶接ブリスク50において付加的重量を回避する必要がある場合に除去しなければならなくなる付加的重量である。部材52及び56をイナーシャ溶接するのに必要な溶接初期の軸方向力(また任意選択的な半径方向力)、相対回転速度及び入力回転エネルギー、並びに相対移動量は、該部材52及び56の寸法、質量及び材料、並びにそれらの溶接前接合表面78及び80の表面積に応じて変化することになる。部材52及び56は、これらの条件の下で、回転速度がゼロまで低下した時にそれらの溶接前接合表面78及び80に沿って結合を促進するのに十分な時間の間にわたって接触状態に保持されて、イナーシャ溶接の間に維持された温度の結果としての細粒材料を含有する固体溶接継手84(図4)を形成する。
【0019】
図4に示すように、ディスク部材54は、図3のイナーシャ溶接ステップによって製作した溶接部分組立体90に対してイナーシャ溶接される。便宜上、部分組立体90を固定状態に保持することができ、ディスク部材54を回転させている。相対回転を行なわせながら、ディスク部材54及び部分組立体90のいずれか又は両方を該ディスク部材54及び部分組立体90のそれぞれの溶接前接合表面74及び76が接触状態になるまでディスク部材54の対称軸に平行な径路に沿って運動させかつ軸方向力を増大させることによりそれらの溶接前接合表面74及び76の下に位置する領域の温度を上昇させるのに十分な摩擦熱を発生させて、最終的にリム及び翼形部材52及び56のイナーシャ溶接について上記したのと同様な固体溶接継手82を形成する。ここでも同様に、部分組立体90に対して任意選択的な半径方向力を加えることができ、またリム及びディスク部材52及び54をイナーシャ溶接するのに必要な軸方向力、半径方向力(加える場合には)、相対回転速度及び入力回転エネルギー、並びに相対移動量は、該部材52及び54の寸法、質量及び材料、並びにそれらの溶接前接合表面74及び76の表面積に応じて変化することになる。
【0020】
別の実施例として、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次にこの部分組立体に対して翼形部材56を溶接して溶接組立体を製作し、この溶接組立体は、適切な付加的加工処理の後に図5のブリスク50を製作することができることに関するイナーシャ溶接法について以下に説明する。しかしながら、前のものと同様に、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次にこの部分組立体に対してディスク部材54を溶接することができることを理解されたい。
【0021】
イナーシャ溶接プロセスを開始すると、リム及びディスク部材52及び54の溶接前接合表面が互いに接触するまで該ディスク部材54の回転軸線に平行な方向に該リム部材52を運動させながら該ディスク部材54を回転させることによって、リム及びディスク部材52及び54を運動させかつ互いにイナーシャ溶接する。前のものと同様に、リム部材52はさらに、リム及びディスク部材52及び54が互いにイナーシャ溶接されて固体溶接継手82によって互いに冶金学的に保持された溶接部分組立体を形成するまで、回転軸線に対して半径方向に力を加える二次コレット又は油圧アーバと係合させることができる。
【0022】
その後、前のステップで製作した溶接部分組立体に対して、翼形部材56をイナーシャ溶接する。リム及び翼形部材52及び56の溶接前接合表面が互いに接触するまで回転軸線に平行に溶接部分組立体を運動させながら、翼形部材56を該翼形部材56の回転軸線の周りで回転させる。前のものと同様に、回転軸線に対して軸方向にかつ好ましいが任意選択的に該回転軸線に対して半径方向に、翼形部材56に力を加えながら、リム及び翼形部材52及び56を互いにナーシャ溶接して、溶接後継手82及び84によって互いに冶金学的に接合された最終溶接組立体を形成する。
【0023】
リム及びディスク部材52及び54によって形成した溶接部分組立体に対して翼形部材56をナーシャ溶接するのに先立って、部分組立体を過溶解度熱処理して該部分組立体内にほぼ均一な粒子サイズを得るのが望ましい場合がある。リム及びディスク部材52及び54内、特にリム部材52のリム部分58、一体形ディスク部分60及びウェブ部分68並びにディスク部材54のウェブ部分70及びボア72内における粒子サイズはさらに、該リム及びディスク部材52及び54を製作した方法によって制御しまた必要に応じて修正することができる。例えば、リム部材52は、ディスク部材54よりも高い温度で比較的緩速な鍛造を行なって、該リム部材52内により粗粒の粒子サイズを、従って該リム部材52のリム部分58、一体形ディスク部分60及びウェブ部分68内により粗粒の粒子サイズを生じさせることができる。それに加えて又はそれに代えて、部分組立体に対して二重熱処理を行なって、リム及びディスク部材52及び54に異なる過溶解度温度及び/又は安定化/エージング温度を与えて該リム及びディスク部材52及び54の粒子サイズ及び特性を最適にすることができる。好適な鍛造及び熱処理条件は、リム及びディスク部材52及び54の特定の材料及び粒子サイズにより決まることになりかつ一般的に当業者の知識及び能力の範囲内にあり、従ってここではさらに詳細には説明しないことにする。
【0024】
以上の説明から明らかなように、上記の方法は、3つ又はそれ以上の部分構成要素を備えたブリスク(又はその他の回転ハードウェア)を製作するために使用することができ、これら3つ又はそれ以上の部分構成要素は、必要に応じてその個々の部分構成要素を異なる材料で形成することができかつ/又はその個々の部分構成要素が異なる微細組織を有することができる複数合金ブリスクを製作することができる。この能力は、ブリスクのリム、ボア及びブレードが特に温度、振動、疲労、並びに機械的及び熱的誘起応力及び歪みに関して一般的に異なる作動条件を受けることを考慮すると有利であり、従って一般的にリム、ボア及びブレード内に異なる粒子サイズ及び微細組織を達成することができる異なる材料及び異なる方法で形成することにより利点が得られることになる。
【0025】
特定の実施形態に関して本発明を説明してきたが、当業者がその他の形態を採用することができることは明らかである。従って、本発明の技術的範囲は、特許請求の範囲によってのみ限定されることになる。
【符号の説明】
【0026】
10 ブリスク
12 リム
14 ディスク(ホイール)
16 ブレード(バケット)
18 ボア(ハブ)
20 ウェブ
22 貫通孔
24 軸線
50 ブリスク
52 リム部材
54 ディスク部材
56 翼形部材
58 リム部分
60 ディスク部分
62 ウェブ部分
64 ボア
66 プラットフォーム部分
68 ウェブ部分
70 ウェブ部分
72 ボア
74 表面
76 表面
78 表面
80 表面
82 継手
84 継手
88 回転軸線
90 部分組立体
【技術分野】
【0001】
本発明は、総括的には接合作業を含む製作方法に関する。より具体的には、本発明は、例えばターボ機械の回転構成要素のような回転ハードウェアを製作する方法、それらの製作で使用する接合法、及びそれらによって形成したハードウェアを対象とする。
【背景技術】
【0002】
ガスタービンエンジンの燃焼器及びタービンセクション内の構成要素は、燃焼器内で発生した高温燃焼ガスにより生じた高い温度においても許容可能な機械的特性を達成するために、一般的にはチタン基、コバルト基、ニッケル基及び鋼鉄基超合金材料で形成されることが多い。最新式の高圧力比ガスタービンエンジンにおけるより高い圧縮機出口温度もまた、ブレード、スプール、ディスク(ホイール)、ブリスク及びその他の構成要素を含む圧縮機構成要素に対して高性能超合金を使用することを必要とさせる可能性がある。所定の構成要素のための好適な合金組成及び微細組織は、該構成要素が受ける特定の温度、応力及びその他の条件に応じて決まる。例えば、圧縮機並びにタービンのブレード(バケット)及びベーン(ノズル)のような翼形部は、ガスタービンエンジンのそれらのそれぞれのセクション内でそれらが受ける高い温度及び応力に耐える等軸の方向性凝固(DS)又は単結晶(SX)超合金鋳造品として形成されることが多く、一方、翼形部が取付けられるタービンディスク並びに圧縮機スプール及びディスクのような回転ハードウェアは一般的に、制御した鍛造、熱処理及び表面処理を注意深く行なって制御粒状組織及び所望の機械的特性を実現しなければならない超合金で形成される。それらの異なる要求の故に、翼形部及びそれらの支持回転ハードウェアは一般的に、異なる合金で形成される。ブレード合金の具体的実例には、A286及びAM−355のような鋼、Ti−6Al−4V及びTi−8Al−1V−1Moのようなチタン基合金、U720、IN718のような鋳造及び鍛造用多結晶ガンマプライム(γ’)析出強化ニッケル基合金、並びにMX4(米国特許第5,482,789号)、Rene N5(米国特許第6,074,602号)、Rene N6(米国特許第5,455,120号)、CMSX−10、CMSX−12及びTMS−75のような鋳造用モノクリスタル又は単結晶ガンマプライム析出強化ニッケル基合金が含まれる。ディスク合金の具体的実例には、Rene 88DT(米国特許第4,957,567号)、Rene 104(米国特許第6,521,175号)、並びに商標Inconel(登録商標)、Nimonic(登録商標)及びUdimet(登録商標)の下で市販されている一部のニッケル基合金のようなガンマプライム析出強化ニッケル基合金が含まれる。
【0003】
上記を考慮すると、ガスタービンエンジンの圧縮機内で使用されるブリスク(ブレード付きディスク及び一体ブレード付きロータとも呼ばれる)は、ディスク及びブレードを別個に製造しかつ次にディスクに対してブレードを機械的に締結するのとは対照的にそれらのディスク及びブレードは単一一体形部品として製造されるので、一定の妥協を必要とすることが多い。図1は、ガスタービンエンジンで使用することができるタイプのブリスク10の部分断面図である。ブリスク10は、リム12と、ディスク(ホイール)14と、ブレード(バケット)16(その1つのみを図示する)とを備えた単体構造構成を有するものとして示している。各ディスク14は、その半径方向最内側範囲におけるボア(ハブ)18と、そのボア18及びリム12間の比較的薄肉のウェブ20とを有する。ボア18内において中心に貫通孔22を設置して、エンジンのタービンセクションによって駆動されるシャフト(図示せず)上にディスク14を取付けるようにし、従ってディスク14の共通中心軸線24は、ブリスク10の回転軸線と一致する。ブリスク10のその他の態様並びにその中にブリスク10を据付けることができる圧縮機及びエンジンの構成及び作動は、当技術分野では公知であり、従ってここでは詳細には説明しないことにする。
【0004】
図1に示すタイプの単一合金ブリスクの重量及びコストにより、鍛造重量及びコストを低減することができる材料、製作方法及びハードウェア設計を開発する要望が促進されてきた。1つの解決法は、ブリスクのボア及びウェブがそれらのリム及びブレードよりも低い作動温度を有し、従ってリム及びブレードが必要とする特性とは異なる特性を備えた合金で形成することができるという事実によって押し進められている。使用する特定の1つ又は複数の合金に応じて、ボア、ウェブ、リム及びブレードに最適な微細組織もまた一般的に、異なるものとなる。例えば、比較的粗粒の粒径(粒子サイズ)は、リムにおいて引張り強度及び耐低サイクル疲労性を向上させるのに最適なものとすることができ、一方、より細粒の粒子サイズは、ボア及びウェブにおいて耐クリープ性、耐応力破断性及び耐割れ成長性を向上させるのに最適なものとすることができる。
【0005】
米国特許出願公開第2008/0120842号及び第2008/0124210号には、ディスクのボア及びリムを異なる材料で別個に形成しかつ次に冶金学的接合法を使用してハブ及びリムをそれらの間のウェブ領域において接合することによって製作された複数合金ロータ組立体が記載されている。この目的のためには米国特許出願公開第2008/0124210号に開示されているイナーシャ溶接のような多様な接合法が使用可能である。ロータ組立体の場合には、ブレードは、ブリスクのケースのようにリムとの単一一体形部品として製造される代わりに、リムの外周部におけるスロット内に保持される。従って、ブリスクは、米国特許出願公開第2008/0120842号及び第2008/0124210号の教示を使用して複数合金回転ハードウェアを製作することに対して付加的な課題をもたらす。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第6,969,238号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、例えばターボ機械の回転構成要素のような回転ハードウェアを製作する方法、それらの製作で使用する接合法、及びそれらによって形成した回転ハードウェアを提供する。
【課題を解決するための手段】
【0008】
本発明の第1の態様によると、本方法は、構成要素の回転軸線と一致した対称軸を有するように少なくとも1つのリム部材、少なくとも1つのディスク部材及び少なくとも1つの翼形部材を別個に製作するステップと、ディスク部材の半径方向外側方向にリム部材が設置されるようにそこで該リム及びディスク部材を接合することができる溶接前接合表面を該リム及びディスク部材上に形成しかつリム部材の半径方向外側方向に翼形部材が設置されるようにそこで該リム及び翼形部材を接合することができる溶接前接合表面を該リム及び翼形部材上に形成して、それら接合表面が構成要素の回転軸線に平行でない平面内に位置するようにするステップとを含む。次に、リム、ディスク及び翼形部材のうちの2つの部材間で相対軸方向及び回転運動を生じさせかつ該2つの部材の溶接前接合表面において第1の固体溶接継手を形成することにより該リム、ディスク及び翼形部材のうちの2つの部材を互いにイナーシャ溶接してそれによって溶接部分組立体を形成し、また次に溶接部分組立体並びにリム、ディスク及び翼形部材のうちの第3の部材間で相対軸方向及び回転運動を生じさせかつ該溶接部分組立体及び第3の部材の溶接前接合表面において第2の固体溶接継手を形成することにより該リム、ディスク及び翼形部材のうちの第3の部材に対して該溶接部分組立体をイナーシャ溶接するイナーシャ溶接プロセスを実行する。
【0009】
本発明の別の態様は、回転構成要素であり、本回転構成要素は、回転軸線と、その半径方向外側範囲にプラットフォームをまたその半径方向内側範囲に第1のウェブ部分を有する少なくとも1つのリム部材と、その半径方向外側範囲に第2のウェブ部分を有する少なくとも1つのディスク部材と、少なくとも1つの翼形部材とを有する。リム及びディスク部材の第1及び第2のウェブ部分は、互いに溶接されて、回転構成要素の回転軸線に平行でない第1の平面内に位置した第1の固体溶接継手を形成する。リム部材は、ディスク部材の半径方向外側方向に設置され、また第1及び第2のウェブ部分は、ディスク部材に対してリムを固定するウェブを形成する。翼形部材は、リム部材に溶接されて、本回転構成要素の回転軸線に平行でない第2の固体溶接継手を形成しかつリム部材の半径方向外側方向に設置される。
【0010】
本発明の技術的効果は、2つよりも多い部分構成要素を含む回転ハードウェアを製作することができることであり、そのような回転ハードウェアの具体的な実施例には、複数合金回転構成要素がある。この能力は、例えばそれらの異なる作動条件に合せて調整するか又はその他の方法で選択することができる異なる材料で或いは異なる方法によって形成したリム、ボア及びブレードを有する複数合金ブリスクを製作する場合に有利である。本発明は、多種多様の合金、熱処理及び加工処理条件に適用して、ブリスクのリム、ボア及びブレード内に異なる粒子サイズ及び組織を得るのを可能にすることができる。
【0011】
本発明のその他の態様及び利点は、以下の詳細な説明からより良好に理解されるであろう。
【図面の簡単な説明】
【0012】
【図1】従来技術による、一体構造構成を有するガスタービンエンジンブリスクの部分断面図。
【図2】本発明の実施形態による、図1に示すブリスクと同様であるが部分構成要素を含むブリスクの分解組立図。
【図3】本発明の実施形態による、図2に示すブリスクの部分構成要素をイナーシャ溶接するプロセスで実行するステップを示す図。
【図4】本発明の実施形態による、図2に示すブリスクの部分構成要素をイナーシャ溶接するプロセスで実行するステップを示す図。
【図5】図3及び図4に示すステップによって形成したブリスクの部分断面図。
【発明を実施するための形態】
【0013】
本発明は、ターボ機械、特に高バイパスガスタービンエンジンのブリスクで使用するタイプの回転ハードウェアに関連して説明する。便宜上、本発明は、特に図5に示すブリスク50に関連して説明するが、本発明の教示及び利点はこの特定のブリスク50に限定されるものではなくまた広範囲の回転ハードウェアに採用しかつ適用することができることを理解されたい。
【0014】
図2には、図5のブリスク50におけるまたブリスク50の個々の部分構成要素52、54及び56を接合する前における分解組立図を示している。部分構成要素52、54及び56には、リム部材52、ディスク部材54及び翼形部材56が含まれ、これらにより、後で複数翼形部を取出すことができる。その回転軸線88(図5)の周りで高速で回転する構成要素として、ブリスク50は軸対称構成を有するが、便宜上、ブリスク50の正反対部分は図2又は図5には図示しておらず、またブリスク50を組立てる手順を示している図3及び図4にも図示していない。さらに、リム部材52及びディスク部材54は各々、ブリスク50の回転軸線88とほぼ一致した対称軸を有する。リム部材52は、環状形状リム58と、リム58から半径方向内向きに延びる一体形ディスク及びウェブ部分60及び68と、リム58から半径方向外向きに延びるプラットフォーム部分66とを含む。リム部材52の一体形ディスク部分60は、その半径方向最内側範囲におけるボア(ハブ)64と、ボア64及びリム58間の比較的薄肉のウェブ62とを有する。同様に、ディスク部材54は、その半径方向最内側範囲におけるボア(ハブ)72と、その半径方向最外側範囲における比較的薄肉のウェブ部分70とを有する。それぞれ一体形ディスク部分60及びディスク部材54のボア64及び72内において中心に貫通孔(図示せず)を設置して、エンジンのタービンセクションによって駆動されるシャフト(図示せず)上にブリスク50を取付けるようにする。従って、貫通孔は、ブリスク50の回転軸線88(図5)、従ってリム及びディスク部材52及び54の対称軸とも一致した中心軸線を有する。
【0015】
リム、ディスク及び翼形部材52、54及び56は、粉末冶金法(P/M)、鍛造法、鋳鍛造処理法、スプレー鋳造形成法、並びに有核等軸の方向性凝固(DS)及び単結晶(SX)鋳造法を含む多様な公知の方法によって製作することができる。具体的な実施形態では、リム及びディスク部材52及び54は、粉末冶金法により形成した鍛造ビレットによって製作され、また翼形部材56は、等軸鋳鍛造処理法によって製作される。より大まかに言うと、ディスク(ボア)部材54は、粉末冶金法又は鋳鍛造法によって製作することができ、リム(ウェブ)部材52は、粉末冶金法又は鋳鍛造法によって製作することができ、また翼形部材56は、等軸鋳鍛造法、等軸DS又はSX鋳造法、或いは粉末冶金法によって製作することができる。加えて、リム、ディスク及び翼形部材52、54及び56は、ガスタービンエンジンのようなターボ機械内にブリスク50を据付けた時に該リム、ディスク及び翼形部材52、54及び56が受けることになる作動条件に基づいて選択した多種多様な材料で製作することができる。好適な材料の非限定的な実施例には、上述したチタン基、コバルト基、ニッケル基及び鋼鉄基合金が含まれる。本発明は特に、ニッケル合金を互いに溶接すること及びチタン合金を互いに溶接することに適用可能であると共に、異種合金を互いに溶接する場合における適用可能性を有していると思われる。重要なことには、リム、ディスク及び翼形部材52、54及び56を異なる合金で製作して、ブリスク50が、それらのリム、ディスク及び翼形部材52、54及び56を該リム、ディスク及び翼形部材52、54及び56が受けることになる異なる作動条件に合せてより良好に調整した材料で製作することができる複数合金構成要素となるようにすることができる。具体的には、リム部材52は、ニッケル基合金で製作しかつ耐クリープ性、耐応力破断性及び耐割れ成長性を促進する比較的粗粒を有することができ、ディスク部材54は、異なるニッケル基合金で製作しかつリム部材52で見られる温度よりも比較的低い温度において引張り強度及び耐低サイクル疲労性を促進する比較的より細粒を有することができ、また翼形部材56は、リム及びディスク部材52及び54で見られる温度よりも高い温度において耐高サイクル疲労性(HCF)を促進する細粒等軸微細組織を有するか或いは耐クリープ性を促進する等軸DS又はSX微細組織を有するさらに別のニッケル基合金で製作することができる。
【0016】
図2では、リム、ディスク及び翼形部材52、54及び56は、図3及び図4においてそこでイナーシャ溶接によって接合を行なう溶接前接合表面74、76、78及び80を形成した機械加工表面を有するものとして示している。溶接前接合表面74及び76は、それぞれリム及びディスク部材52及び54のウェブ部分68及び70上に設置されているものとして示している。溶接前接合表面78及び80は、それぞれリム部材52のプラットフォーム部分66上に及び翼形部材56の半径方向内向き面上に設置されているものとして示している。溶接前接合表面74、76、78及び80は、ブリスク50の軸線88に対して平行以外の角度で配向された平面内に位置し、図3の矢印の方向において翼形部材56を環状形状リム部材52と組合せかつ結合するのを可能にする溶接前接合角度を構成し、かつ図4の矢印の方向においてリム部材52をディスク部材54の周りに組合せかつ結合するものとして示している。好ましい溶接前接合角度は、ブリスク50の回転軸線88に対して約30〜約60°の範囲内であると思われる。図5に示す得られた溶接後継手82及び84もまた、それらの溶接前接合表面74、76、78及び80とほぼ同じ角度で傾斜している。しかしながら、溶接後継手82及び84の部分は、特にそれらの最外側端縁部付近では、ブリス軸線88に平行にすることができると予測できる。
【0017】
当技術分野では公知であるように、イナーシャ溶接は、固相(固体)溶接法である。様々なイナーシャ溶接法、装置及びツールを使用してブリスク50のイナーシャ溶接を実行することができる。図3及び図4のステップによって示したイナーシャ溶接法は、ブリス軸線88の周りでのリム、ディスク及び翼形部材52、54及び56間の相対回転運動によって達成された非限定的な実施例である。図3及び図4は、最初にリム部材52にイナーシャ溶接して溶接部分組立体90を形成するものとして翼形部材56を示しており、次に部分組立体90に対してディスク部材54がイナーシャ溶接される。しかしながら、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次に部分組立体に対して翼形部材56を溶接することができることを理解されたい。
【0018】
便宜上、図3に示すイナーシャ溶接ステップでは、翼形部材56を固定状態に保持することができ、リム部材52を回転させている。相対回転を行なわせながら、リム及び翼形部材52及び56のいずれか又は両方を該リム及び翼形部材52及び56のそれぞれの溶接前接合表面78及び80が接触状態になるまでリム部材52の対称軸に平行な径路に沿って運動させる。軸方向力を増大させることと組合せて相対回転を継続すると、溶接前接合表面78及び80は、摩擦熱を発生して、リム及び翼形部材52及び56の表面78及び80の下に位置する領域の温度を部材52及び56を形成している材料の初期溶融温度に接近した温度まで上昇させる。好ましい実施形態では、さらに二次コレット又は油圧アーバを使用するなどにより翼形部材56に対して半径方向力を加えて半径方向変形を回避し、それによってより良好に寸法要件を達成することができる。それに代えて、翼形部材56は、半径方向変形に対する耐性を増大させるように修正することができるが、そのようにすることの欠点は、最終溶接ブリスク50において付加的重量を回避する必要がある場合に除去しなければならなくなる付加的重量である。部材52及び56をイナーシャ溶接するのに必要な溶接初期の軸方向力(また任意選択的な半径方向力)、相対回転速度及び入力回転エネルギー、並びに相対移動量は、該部材52及び56の寸法、質量及び材料、並びにそれらの溶接前接合表面78及び80の表面積に応じて変化することになる。部材52及び56は、これらの条件の下で、回転速度がゼロまで低下した時にそれらの溶接前接合表面78及び80に沿って結合を促進するのに十分な時間の間にわたって接触状態に保持されて、イナーシャ溶接の間に維持された温度の結果としての細粒材料を含有する固体溶接継手84(図4)を形成する。
【0019】
図4に示すように、ディスク部材54は、図3のイナーシャ溶接ステップによって製作した溶接部分組立体90に対してイナーシャ溶接される。便宜上、部分組立体90を固定状態に保持することができ、ディスク部材54を回転させている。相対回転を行なわせながら、ディスク部材54及び部分組立体90のいずれか又は両方を該ディスク部材54及び部分組立体90のそれぞれの溶接前接合表面74及び76が接触状態になるまでディスク部材54の対称軸に平行な径路に沿って運動させかつ軸方向力を増大させることによりそれらの溶接前接合表面74及び76の下に位置する領域の温度を上昇させるのに十分な摩擦熱を発生させて、最終的にリム及び翼形部材52及び56のイナーシャ溶接について上記したのと同様な固体溶接継手82を形成する。ここでも同様に、部分組立体90に対して任意選択的な半径方向力を加えることができ、またリム及びディスク部材52及び54をイナーシャ溶接するのに必要な軸方向力、半径方向力(加える場合には)、相対回転速度及び入力回転エネルギー、並びに相対移動量は、該部材52及び54の寸法、質量及び材料、並びにそれらの溶接前接合表面74及び76の表面積に応じて変化することになる。
【0020】
別の実施例として、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次にこの部分組立体に対して翼形部材56を溶接して溶接組立体を製作し、この溶接組立体は、適切な付加的加工処理の後に図5のブリスク50を製作することができることに関するイナーシャ溶接法について以下に説明する。しかしながら、前のものと同様に、最初にリム及びディスク部材52及び54を互いに溶接して溶接部分組立体を形成し、次にこの部分組立体に対してディスク部材54を溶接することができることを理解されたい。
【0021】
イナーシャ溶接プロセスを開始すると、リム及びディスク部材52及び54の溶接前接合表面が互いに接触するまで該ディスク部材54の回転軸線に平行な方向に該リム部材52を運動させながら該ディスク部材54を回転させることによって、リム及びディスク部材52及び54を運動させかつ互いにイナーシャ溶接する。前のものと同様に、リム部材52はさらに、リム及びディスク部材52及び54が互いにイナーシャ溶接されて固体溶接継手82によって互いに冶金学的に保持された溶接部分組立体を形成するまで、回転軸線に対して半径方向に力を加える二次コレット又は油圧アーバと係合させることができる。
【0022】
その後、前のステップで製作した溶接部分組立体に対して、翼形部材56をイナーシャ溶接する。リム及び翼形部材52及び56の溶接前接合表面が互いに接触するまで回転軸線に平行に溶接部分組立体を運動させながら、翼形部材56を該翼形部材56の回転軸線の周りで回転させる。前のものと同様に、回転軸線に対して軸方向にかつ好ましいが任意選択的に該回転軸線に対して半径方向に、翼形部材56に力を加えながら、リム及び翼形部材52及び56を互いにナーシャ溶接して、溶接後継手82及び84によって互いに冶金学的に接合された最終溶接組立体を形成する。
【0023】
リム及びディスク部材52及び54によって形成した溶接部分組立体に対して翼形部材56をナーシャ溶接するのに先立って、部分組立体を過溶解度熱処理して該部分組立体内にほぼ均一な粒子サイズを得るのが望ましい場合がある。リム及びディスク部材52及び54内、特にリム部材52のリム部分58、一体形ディスク部分60及びウェブ部分68並びにディスク部材54のウェブ部分70及びボア72内における粒子サイズはさらに、該リム及びディスク部材52及び54を製作した方法によって制御しまた必要に応じて修正することができる。例えば、リム部材52は、ディスク部材54よりも高い温度で比較的緩速な鍛造を行なって、該リム部材52内により粗粒の粒子サイズを、従って該リム部材52のリム部分58、一体形ディスク部分60及びウェブ部分68内により粗粒の粒子サイズを生じさせることができる。それに加えて又はそれに代えて、部分組立体に対して二重熱処理を行なって、リム及びディスク部材52及び54に異なる過溶解度温度及び/又は安定化/エージング温度を与えて該リム及びディスク部材52及び54の粒子サイズ及び特性を最適にすることができる。好適な鍛造及び熱処理条件は、リム及びディスク部材52及び54の特定の材料及び粒子サイズにより決まることになりかつ一般的に当業者の知識及び能力の範囲内にあり、従ってここではさらに詳細には説明しないことにする。
【0024】
以上の説明から明らかなように、上記の方法は、3つ又はそれ以上の部分構成要素を備えたブリスク(又はその他の回転ハードウェア)を製作するために使用することができ、これら3つ又はそれ以上の部分構成要素は、必要に応じてその個々の部分構成要素を異なる材料で形成することができかつ/又はその個々の部分構成要素が異なる微細組織を有することができる複数合金ブリスクを製作することができる。この能力は、ブリスクのリム、ボア及びブレードが特に温度、振動、疲労、並びに機械的及び熱的誘起応力及び歪みに関して一般的に異なる作動条件を受けることを考慮すると有利であり、従って一般的にリム、ボア及びブレード内に異なる粒子サイズ及び微細組織を達成することができる異なる材料及び異なる方法で形成することにより利点が得られることになる。
【0025】
特定の実施形態に関して本発明を説明してきたが、当業者がその他の形態を採用することができることは明らかである。従って、本発明の技術的範囲は、特許請求の範囲によってのみ限定されることになる。
【符号の説明】
【0026】
10 ブリスク
12 リム
14 ディスク(ホイール)
16 ブレード(バケット)
18 ボア(ハブ)
20 ウェブ
22 貫通孔
24 軸線
50 ブリスク
52 リム部材
54 ディスク部材
56 翼形部材
58 リム部分
60 ディスク部分
62 ウェブ部分
64 ボア
66 プラットフォーム部分
68 ウェブ部分
70 ウェブ部分
72 ボア
74 表面
76 表面
78 表面
80 表面
82 継手
84 継手
88 回転軸線
90 部分組立体
【特許請求の範囲】
【請求項1】
回転軸線(88)を有しかつ少なくとも1つのリム部材(52)、少なくとも1つのディスク部材(54)及び少なくとも1つの翼形部材(56)を備えた回転構成要素(50)を製作する方法であって、
前記構成要素(50)の回転軸線(88)と一致した対称軸を有するように前記リム、ディスク及び翼形部材(52、54、56)を別個に製作するステップと、
前記ディスク部材(54)の半径方向外側方向に前記リム部材(52)が設置されるようにそこで該リム及びディスク部材(52、54)を接合することができる溶接前接合表面(74、76)を該リム及びディスク部材(52、54)上に形成し、前記リム部材(52)の半径方向外側方向に前記翼形部材(56)が設置されるようにそこで該リム及び翼形部材(52、56)を接合することができる溶接前接合表面(78、80)を該リム及び翼形部材(52、56)上に形成し、かつ前記溶接前接合表面(74、76、78、80)が前記構成要素(50)の回転軸線(88)に平行でない平面内に位置するようにするステップと、
前記リム、ディスク及び翼形部材(52、54、56)のうちの2つの部材間で相対軸方向及び回転運動を生じさせかつ該2つの部材の溶接前接合表面(74、76又は78、80)において第1の固体溶接継手(82又は84)を形成することにより該リム、ディスク及び翼形部材(52、54、56)のうちの2つの部材を互いにイナーシャ溶接してそれによって溶接部分組立体(90)を形成し、また次に前記溶接部分組立体(90)並びに前記リム、ディスク及び翼形部材(52、54、56)のうちの第3の部材間で相対軸方向及び回転運動を生じさせかつ該溶接部分組立体(90)及び第3の部材の溶接前接合表面(74、76又は78、80)において第2の固体溶接継手(82又は84)を形成することにより該リム、ディスク及び翼形部材(52、54、56)のうちの第3の部材に対して該溶接部分組立体(90)をイナーシャ溶接することによって該リム、ディスク及び翼形部材(52、54、56)をイナーシャ溶接するステップと、を含む、
方法。
【請求項2】
前記イナーシャ溶接するステップが、
前記リム及び翼形部材(52、56)の対称軸に平行に該リム及び翼形部材(52、56)の少なくとも1つを運動させかつ該リム及び翼形部材(52、56)の溶接前接合表面(78、80)において該リム及び翼形部材(52、56)を互いにイナーシャ溶接して、該翼形部材(56)が該リム部材(52)の半径方向外側方向に設置されかつ第1の固体溶接継手(84)により該リム部材(52)に冶金学的に接合されて、前記構成要素(50)の回転軸線(88)と一致した対称軸を有する溶接部分組立体(90)を形成するようにするステップと、
前記溶接部分組立体(90)及びディスク部材(54)の対称軸に平行に該溶接部分組立体(90)及びディスク部材(54)の少なくとも1つを運動させかつ前記リム部材(52)及びディスク部材(54)の溶接前接合表面(74、76)において該溶接部分組立体(90)及びディスク部材(54)を互いにイナーシャ溶接して、該リム部材(52)が該ディスク部材(54)の半径方向外側方向に設置されかつ第2の固体溶接継手(82)により該ディスク部材(54)に冶金学的に接合されるようにするステップと、を含むことを特徴とする、
請求項1記載の方法。
【請求項3】
前記リム及び翼形部材(52、56)を運動させかつ互いにイナーシャ溶接するステップが、
前記リム部材(52)の回転軸線の周りで該リム部材(52)を回転させるステップと、
前記リム及び翼形部材(52、56)の溶接前接合表面(78、80)が互いに接触するまで該リム部材(52)の回転軸線に平行な方向に該翼形部材(56)を運動させるステップと、
前記リム及び翼形部材(52、56)が互いにイナーシャ溶接されて前記第1の固体溶接継手(84)及び溶接部分組立体(90)を形成するまで、該リム部材(52)を回転させ続けかつ該翼形部材(56)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項2記載の方法。
【請求項4】
前記溶接部分組立体(90)及びディスク部材(54)を運動させかつ互いにイナーシャ溶接するステップが、
前記ディスク部材(54)の回転軸線の周りで該ディスク部材(54)を回転させるステップと、
前記リム及びディスク部材(52、54)の溶接前接合表面(74、76)が互いに接触するまで該ディスク部材(54)の回転軸線に平行な方向に前記溶接部分組立体(90)を運動させるステップと、
前記リム及びディスク部材(52、54)が前記第2の固体溶接継手(82)により互いにイナーシャ溶接されるまで、該ディスク部材(54)を回転させ続けかつ前記溶接部分組立体(90)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項2又は請求項3記載の方法。
【請求項5】
前記イナーシャ溶接するステップが、
前記リム及びディスク部材(52、54)の対称軸に平行に該リム及びディスク部材(52、54)の少なくとも1つを運動させかつ該リム及びディスク部材(52、54)の溶接前接合表面(74、76)において該リム及びディスク部材(52、54)を互いにイナーシャ溶接して、該リム部材(52)が該ディスク部材(54)の半径方向外側方向に設置されかつ第1の固体溶接継手(82)により該ディスク部材(54)に冶金学的に接合されて、前記構成要素(50)の回転軸線(88)と一致した対称軸を有する溶接部分組立体を形成するようにするステップと、
前記溶接部分組立体及び翼形部材(56)の対称軸に平行に該溶接部分組立体及び翼形部材(56)の少なくとも1つを運動させかつ前記リム部材(52)及び翼形部材(56)の溶接前接合表面(78、80)において該溶接部分組立体及び翼形部材(56)を互いにイナーシャ溶接して、該翼形部材(56)が該リム部材(52)の半径方向外側方向に設置されかつ第2の固体溶接継手(84)により該リム部材(52)に冶金学的に接合されるようにするステップと、を含むことを特徴とする、
請求項1記載の方法。
【請求項6】
前記リム及びディスク部材(52、54)を運動させかつ互いにイナーシャ溶接するステップが、
前記ディスク部材(54)の回転軸線の周りで該ディスク部材(54)を回転させるステップと、
前記リム及びディスク部材(52、54)の溶接前接合表面(74、76)が互いに接触するまで該ディスク部材(54)の対称軸に平行に該リム部材(52)を運動させるステップと、
前記リム及びディスク部材(52、54)が互いにイナーシャ溶接されて前記第1の固体溶接継手(82)及び溶接部分組立体を形成するまで、該ディスク部材(54)を回転させ続けかつ該リム部材(52)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項5記載の方法。
【請求項7】
前記溶接部分組立体及び翼形部材(56)を運動させかつ互いにイナーシャ溶接するステップが、
前記翼形部材(56)の回転軸線の周りで該翼形部材(56)を回転させるステップと、
前記リム及び翼形部材(52、56)の溶接前接合表面(78、80)が互いに接触するまで該翼形部材(56)の回転軸線に平行な方向に前記溶接部分組立体を運動させるステップと、
前記リム及び翼形部材(52、56)が前記第2の固体溶接継手(82)により互いにイナーシャ溶接されるまで、該翼形部材(56)を回転させ続けかつ該翼形部材(56)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項5又は請求項6記載の方法。
【請求項8】
前記リム及びディスク部材(52、54)が、前記イナーシャ溶接するステップに先だって鍛造によって形成され、また
前記翼形部材(56)が、前記イナーシャ溶接するステップに先だって鋳造によって形成される、
ことを特徴とする、請求項1から請求項7のいずれか1項記載の方法。
【請求項9】
前記リム、ディスク及び翼形部材(52、54、56)の少なくとも1つが、異なる合金で形成されることを特徴とする、請求項1から請求項8のいずれか1項記載の方法。
【請求項10】
請求項1から請求項9のいずれか1項記載の方法によって形成された回転構成要素(50)。
【請求項1】
回転軸線(88)を有しかつ少なくとも1つのリム部材(52)、少なくとも1つのディスク部材(54)及び少なくとも1つの翼形部材(56)を備えた回転構成要素(50)を製作する方法であって、
前記構成要素(50)の回転軸線(88)と一致した対称軸を有するように前記リム、ディスク及び翼形部材(52、54、56)を別個に製作するステップと、
前記ディスク部材(54)の半径方向外側方向に前記リム部材(52)が設置されるようにそこで該リム及びディスク部材(52、54)を接合することができる溶接前接合表面(74、76)を該リム及びディスク部材(52、54)上に形成し、前記リム部材(52)の半径方向外側方向に前記翼形部材(56)が設置されるようにそこで該リム及び翼形部材(52、56)を接合することができる溶接前接合表面(78、80)を該リム及び翼形部材(52、56)上に形成し、かつ前記溶接前接合表面(74、76、78、80)が前記構成要素(50)の回転軸線(88)に平行でない平面内に位置するようにするステップと、
前記リム、ディスク及び翼形部材(52、54、56)のうちの2つの部材間で相対軸方向及び回転運動を生じさせかつ該2つの部材の溶接前接合表面(74、76又は78、80)において第1の固体溶接継手(82又は84)を形成することにより該リム、ディスク及び翼形部材(52、54、56)のうちの2つの部材を互いにイナーシャ溶接してそれによって溶接部分組立体(90)を形成し、また次に前記溶接部分組立体(90)並びに前記リム、ディスク及び翼形部材(52、54、56)のうちの第3の部材間で相対軸方向及び回転運動を生じさせかつ該溶接部分組立体(90)及び第3の部材の溶接前接合表面(74、76又は78、80)において第2の固体溶接継手(82又は84)を形成することにより該リム、ディスク及び翼形部材(52、54、56)のうちの第3の部材に対して該溶接部分組立体(90)をイナーシャ溶接することによって該リム、ディスク及び翼形部材(52、54、56)をイナーシャ溶接するステップと、を含む、
方法。
【請求項2】
前記イナーシャ溶接するステップが、
前記リム及び翼形部材(52、56)の対称軸に平行に該リム及び翼形部材(52、56)の少なくとも1つを運動させかつ該リム及び翼形部材(52、56)の溶接前接合表面(78、80)において該リム及び翼形部材(52、56)を互いにイナーシャ溶接して、該翼形部材(56)が該リム部材(52)の半径方向外側方向に設置されかつ第1の固体溶接継手(84)により該リム部材(52)に冶金学的に接合されて、前記構成要素(50)の回転軸線(88)と一致した対称軸を有する溶接部分組立体(90)を形成するようにするステップと、
前記溶接部分組立体(90)及びディスク部材(54)の対称軸に平行に該溶接部分組立体(90)及びディスク部材(54)の少なくとも1つを運動させかつ前記リム部材(52)及びディスク部材(54)の溶接前接合表面(74、76)において該溶接部分組立体(90)及びディスク部材(54)を互いにイナーシャ溶接して、該リム部材(52)が該ディスク部材(54)の半径方向外側方向に設置されかつ第2の固体溶接継手(82)により該ディスク部材(54)に冶金学的に接合されるようにするステップと、を含むことを特徴とする、
請求項1記載の方法。
【請求項3】
前記リム及び翼形部材(52、56)を運動させかつ互いにイナーシャ溶接するステップが、
前記リム部材(52)の回転軸線の周りで該リム部材(52)を回転させるステップと、
前記リム及び翼形部材(52、56)の溶接前接合表面(78、80)が互いに接触するまで該リム部材(52)の回転軸線に平行な方向に該翼形部材(56)を運動させるステップと、
前記リム及び翼形部材(52、56)が互いにイナーシャ溶接されて前記第1の固体溶接継手(84)及び溶接部分組立体(90)を形成するまで、該リム部材(52)を回転させ続けかつ該翼形部材(56)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項2記載の方法。
【請求項4】
前記溶接部分組立体(90)及びディスク部材(54)を運動させかつ互いにイナーシャ溶接するステップが、
前記ディスク部材(54)の回転軸線の周りで該ディスク部材(54)を回転させるステップと、
前記リム及びディスク部材(52、54)の溶接前接合表面(74、76)が互いに接触するまで該ディスク部材(54)の回転軸線に平行な方向に前記溶接部分組立体(90)を運動させるステップと、
前記リム及びディスク部材(52、54)が前記第2の固体溶接継手(82)により互いにイナーシャ溶接されるまで、該ディスク部材(54)を回転させ続けかつ前記溶接部分組立体(90)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項2又は請求項3記載の方法。
【請求項5】
前記イナーシャ溶接するステップが、
前記リム及びディスク部材(52、54)の対称軸に平行に該リム及びディスク部材(52、54)の少なくとも1つを運動させかつ該リム及びディスク部材(52、54)の溶接前接合表面(74、76)において該リム及びディスク部材(52、54)を互いにイナーシャ溶接して、該リム部材(52)が該ディスク部材(54)の半径方向外側方向に設置されかつ第1の固体溶接継手(82)により該ディスク部材(54)に冶金学的に接合されて、前記構成要素(50)の回転軸線(88)と一致した対称軸を有する溶接部分組立体を形成するようにするステップと、
前記溶接部分組立体及び翼形部材(56)の対称軸に平行に該溶接部分組立体及び翼形部材(56)の少なくとも1つを運動させかつ前記リム部材(52)及び翼形部材(56)の溶接前接合表面(78、80)において該溶接部分組立体及び翼形部材(56)を互いにイナーシャ溶接して、該翼形部材(56)が該リム部材(52)の半径方向外側方向に設置されかつ第2の固体溶接継手(84)により該リム部材(52)に冶金学的に接合されるようにするステップと、を含むことを特徴とする、
請求項1記載の方法。
【請求項6】
前記リム及びディスク部材(52、54)を運動させかつ互いにイナーシャ溶接するステップが、
前記ディスク部材(54)の回転軸線の周りで該ディスク部材(54)を回転させるステップと、
前記リム及びディスク部材(52、54)の溶接前接合表面(74、76)が互いに接触するまで該ディスク部材(54)の対称軸に平行に該リム部材(52)を運動させるステップと、
前記リム及びディスク部材(52、54)が互いにイナーシャ溶接されて前記第1の固体溶接継手(82)及び溶接部分組立体を形成するまで、該ディスク部材(54)を回転させ続けかつ該リム部材(52)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項5記載の方法。
【請求項7】
前記溶接部分組立体及び翼形部材(56)を運動させかつ互いにイナーシャ溶接するステップが、
前記翼形部材(56)の回転軸線の周りで該翼形部材(56)を回転させるステップと、
前記リム及び翼形部材(52、56)の溶接前接合表面(78、80)が互いに接触するまで該翼形部材(56)の回転軸線に平行な方向に前記溶接部分組立体を運動させるステップと、
前記リム及び翼形部材(52、56)が前記第2の固体溶接継手(82)により互いにイナーシャ溶接されるまで、該翼形部材(56)を回転させ続けかつ該翼形部材(56)に対して半径方向力を加えるステップと、を含むことを特徴とする、
請求項5又は請求項6記載の方法。
【請求項8】
前記リム及びディスク部材(52、54)が、前記イナーシャ溶接するステップに先だって鍛造によって形成され、また
前記翼形部材(56)が、前記イナーシャ溶接するステップに先だって鋳造によって形成される、
ことを特徴とする、請求項1から請求項7のいずれか1項記載の方法。
【請求項9】
前記リム、ディスク及び翼形部材(52、54、56)の少なくとも1つが、異なる合金で形成されることを特徴とする、請求項1から請求項8のいずれか1項記載の方法。
【請求項10】
請求項1から請求項9のいずれか1項記載の方法によって形成された回転構成要素(50)。
【図1】


【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−169463(P2011−169463A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−28192(P2011−28192)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2011−28192(P2011−28192)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]