
溶接方法及び溶接構造
【課題】金属部品同士の仮保持と溶接とを、設備の肥大化を生じることなく行う。
【解決手段】接着工程では、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布し、親部品12と子部品14との位置決めを正確に行った状態で、両者を仮固定する。導通経路形成工程では、親部品12と子部品14との接触面の、接着剤16を塗布した範囲を外した位置において、ナゲット20を形成する。溶接工程において、スポット溶接機の電極24を親部品12と子部品14とに当接させて、親部品12と子部品14とに電流Iを流す。親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させる。接着剤16を塗布した範囲から接着剤16を排除し、親部品12と子部品14とを接触させる。接着工程で接着剤16を塗布した部分をスポット溶接することで、親部品12と子部品14とを固定する。
【解決手段】接着工程では、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布し、親部品12と子部品14との位置決めを正確に行った状態で、両者を仮固定する。導通経路形成工程では、親部品12と子部品14との接触面の、接着剤16を塗布した範囲を外した位置において、ナゲット20を形成する。溶接工程において、スポット溶接機の電極24を親部品12と子部品14とに当接させて、親部品12と子部品14とに電流Iを流す。親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させる。接着剤16を塗布した範囲から接着剤16を排除し、親部品12と子部品14とを接触させる。接着工程で接着剤16を塗布した部分をスポット溶接することで、親部品12と子部品14とを固定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接方法及び溶接構造に関するものである。
【背景技術】
【0002】
金属部品同士を固定する手法として、広くスポット溶接が用いられている(例えば、特許文献1参照)。このスポット溶接を行う際に、金属部品同士の必要な精度を確保するために、クランプ等の仮保持手段により、あるいは人手によって、金属部品同士を確実に位置決めする必要がある(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭59−113988号公報
【特許文献2】特開昭61−4780号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
さて、金属部品同士をスポット溶接するためには、溶接に係る金属部品間に通電を行う必要がある。特許文献1記載の発明は、溶接に係る金属部品間に絶縁物が介在している場合に、主電極と主電極近傍に配置された副電極とによって、各金属部品に独立して電流を流す。その結果、各金属部品に生じるジュール熱により、金属部品間の絶縁物を溶融させて、金属部品同士を接触させ、溶接に係る金属部品間の通電を確保するものである。しかしながら、主電極と副電極とを用いることによる、溶接装置の複雑化を来たすものである。
一方、特許文献2記載の発明は、スポット溶接用仮止め接着剤組成物に関するものであり、合成樹脂接着剤基体に金属粉末を混入することで導電機能を与え、スポット溶接に必要な溶接に係る金属部品同士の、導通を確保することを目的としたものである。
【0005】
なお、金属部品同士を仮保持するためには、一般的には仮保持治具が用いられるが、この場合には、仮保持治具の設置場所を溶接工程内に確保する必要があり、工程の設置面積がその分だけ大きくなるといったスペース効率の問題が生じる。又、仮保持治具によって保持された金属部品は、その仮保持治具を設置した工程内で溶接を完了する必要があるといった、製造上の制約も受けるものである。
本発明は、金属部品同士の仮保持と溶接とを、設備の肥大化を生じることなく実現することを目的とするものである。
【課題を解決するための手段】
【0006】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0007】
(1)親部品と子部品とを溶接する方法であって、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを固定する接着工程を含む溶接方法。
本項に記載の溶接方法は、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを接着することで、親部品と子部品との位置決めを正確に行った状態で、両者を仮固定するものである。親部品と子部品とを接着する際の位置決めには、適宜、位置決め治具を用いる。又、ここで用いられる接着剤は、例えば、ホットメルト接着剤、熱可塑性接着剤、シーラー材、アスファルト等の高粘度の液体又はペースト、天然ゴム等の粘着材、半田等の低温溶融合金が挙げられる。更に、これらの接着剤に、適宜、導電フィラーを混入させることとしても良い。
なお、本説明において、「親部品」、「子部品」とは、説明の便宜上、部品を区別したものであって、一例として、自動車用パネルとその付属部品とが挙げられるが、必ずしも親部品と子部品とに、大小関係や主従関係があるものではない。
【0008】
(2)上記(1)項において、前記接着剤を塗布した範囲を外した位置において、親部品と子部品との間の導通を確保する導通経路形成工程を含む溶接方法。
本項に記載の溶接方法は、親部品と子部品との接触面の、接着剤を塗布した範囲を外した位置において、親部品と子部品との導通経路を形成することで、親部品と子部品との間の導通を確保するものである。
【0009】
(3)上記(2)項において、前記接着工程にて接着剤を塗布した部分をスポット溶接する溶接工程を含む溶接方法(請求項1)。
本項に記載の溶接方法は、スポット溶接機の電極を親部品と子部品と当接させて、導通経路を介して親部品と子部品とに電流を流し、親部品と子部品とに生じるジュール熱により、接着剤を加熱、溶融させる。そして、接着剤を塗布した範囲から接着剤を排除し、親部品と子部品とを接触可能とするものである。そして、接着剤を塗布した部分をスポット溶接することで、親部品と子部品とを固定するものである。
【0010】
(4)上記(3)項の溶接工程において、前記接着剤を塗布した部分をスポット溶接機の電極で挟持し、前記接着剤を塗布した範囲の周辺部に前記接着剤を押し退け、親部品と子部品とを接触させる溶接方法(請求項2)。
本項に記載の溶接方法は、溶接工程において、接着剤を塗布した部分をスポット溶接機の電極で挟持する。そして、導通経路を介して親部品と子部品とに電流を流し、親部品と子部品とに生じるジュール熱により、接着剤を加熱、溶融させる。すると、スポット溶接機の電極からの加圧力により、接着剤を、スポット溶接機の電極の接触点から排除され、接着剤を塗布した部分の周辺部へと広がる。そして、接着剤が排除された位置で、親部品と子部品とを接触させ、スポット溶接するものである。
【0011】
(5)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とをスポット溶接する溶接方法(請求項3)。
本項に記載の溶接方法は、導通経路形成工程において、親部品と子部品とをスポット溶接して生成されるナゲットを、親部品と子部品との導通経路として用いるものである。
【0012】
(6)上記(5)項の導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、異なる溶接条件で行う溶接方法(請求項4)。
本項に記載の溶接方法は、導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、各々、最適の溶接条件で行うものである。例えば、導通経路形成工程では、スポット溶接機の電極による加圧力、電流、通電時間等の溶接条件を、ナゲット生成に最適の条件に調整するものである。一方、溶接工程では、接着剤を溶融させるまでは、ナゲット生成に不適切な低い電流に抑えて導通を行い、接着剤が排除された後にナゲット生成に最適の電流へと高める。この際、スポット溶接機の電極による加圧力、通電時間等についても、適宜変化を与えることとする。これにより、溶接部の不適切な溶着、スパッタを抑える。なお、接着剤の溶融及びナゲット生成のいずれにも適する溶接条件を見出して、溶接工程における接着剤の溶融とスポット溶接とを行うこととしても良い。
更には、溶接工程において、電流の変位量を監視し、又は、親部品、子部品間の抵抗値等をスポット溶接機の電極に微弱電流を流すことによって監視し、接着剤の溶融や、親部品と子部品との接触等、状態の変化を把握して、それに基づき溶接条件を変更して、スポット溶接を行うこととしてもよい。
【0013】
(7)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とに予め又は本工程において形成した、互いの接触を促す形状部分で、親部品と子部品とを接触させる溶接方法。
本項に記載に記載の溶接方法は、突形状等の、互いの接触を促す形状部分を、親部品及び子部品の少なくとも一方に、予めプレス成形により、又は、本工程においてポンチ等により形成する。そして、当該形状部分により得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
(8)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とをクランプにより密着させる溶接方法。
本項に記載に記載の溶接方法は、クリップ、万力等のクランプにより、親部品と子部品とを挟持することで得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
(9)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とを締結部材により密着させる溶接方法。
本項に記載に記載の溶接方法は、ボルト、ナット等の締結部材により、親部品と子部品とを締結することで得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
【0014】
(10)上記(1)から(9)項の接着工程に先立ち、親部品及び子部品の少なくとも一方の温度を、接着剤の接着力が向上する温度に調整する、温度調整工程を含む溶接方法。
本項に記載に記載の溶接方法は、親部品及び子部品の少なくとも一方の温度を、接着剤の接着力が向上する温度に調整してから接着剤を塗布し、親部品と子部品とを密着させる。それにより、親部品と子部品との接着強度を高めるものである。
例えば、接着剤にホットメルトを用いる場合には、親部品と子部品との接触面の、接着剤を塗布する範囲とその周辺部とを、雰囲気温度以上、300度以下の範囲に加温することで、ホットメルトの接着強度を十分に引き出すものである。
なお、親部品と子部品とを密着させた後に、適宜、自然冷却又は強制冷却により、接着剤を融点以下に冷却し、後工程へと移行することとする。
【0015】
(11)親部品と子部品との溶接構造であって、親部品と子部品との接触面に、接着剤塗布部と、導通部と、スポット溶接部とを含み、前記接着剤塗布部は、親部品と子部品との接触面の一部の範囲に設けられ、前記導通部は、前記接着剤塗布部を外れた位置に設けられ、前記スポット溶接部は、前記接着剤塗布部内に、前記接着剤塗布部の接着剤をその周辺部に押し退けるようにして形成されている溶接構造(請求項5)。
【0016】
本項に記載の溶接構造は、親部品と子部品との接触面の一部の範囲に接着剤が塗布されて、仮固定されることで、溶接前の状態で、親部品と子部品との位置決めが正確に行われる。ここで用いられる接着剤は、例えば、ホットメルト接着剤、熱可塑性接着剤、シーラー材やアスファルト等の高粘度の液体又はペースト、天然ゴム等の粘着材、半田等の低温溶融合金が挙げられる。更に、これらの接着剤に、適宜、導電フィラーが混入されていても良い。
又、親部品と子部品との接触面の、接着剤を塗布した範囲を外した位置において、親部品と子部品との導通部が設けられることで、親部品と子部品との間の導通経路が確保されるものである。
そして、スポット溶接機の電極で接着剤を塗布した部分を挟持し、導通経路を介して親部品と子部品とに電流を流すことで、親部品と子部品とに部品に生じるジュール熱により、接着剤が加熱、溶融する。するとスポット溶接機の電極からの圧力により、接着剤は、接着剤塗布部からその周辺部に押し出され、親部品と子部品とが接触し、接着剤塗布部内にスポット溶接部が形成される。なお、スポット溶接時に溶融した接着剤は、スポット溶接により生成されるナゲットと共に冷却され、ナゲットの周囲を取囲む態様で固化した状態となる。
【0017】
(12)上記(11)項において、前記導通経路は、親部品と子部品とをスポット溶接して形成されている溶接構造(請求項6)。
本項に記載の溶接構造は、親部品と子部品とをスポット溶接して形成されたナゲットが、親部品と子部品との導通経路としても機能するものである。
【発明の効果】
【0018】
本発明はこのように構成したので、金属部品同士の仮保持と溶接とが、設備の肥大化を生じることなく実現されるものである。
【図面の簡単な説明】
【0019】
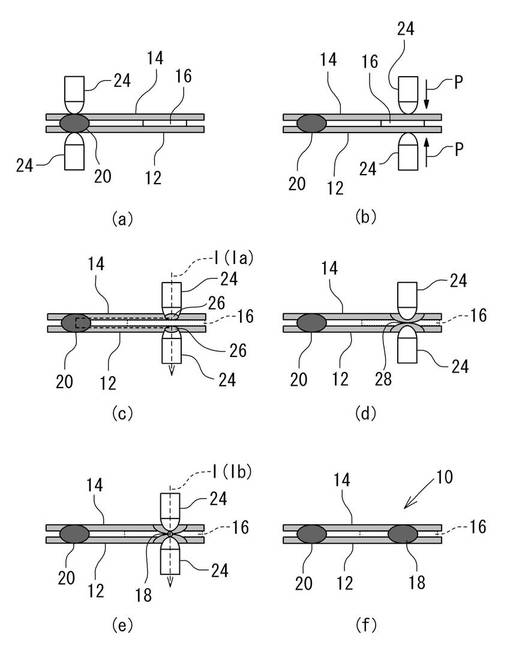
【図1】本発明の実施の形態に係る溶接方法を、順を追って(a)から(f)に示した説明図である。
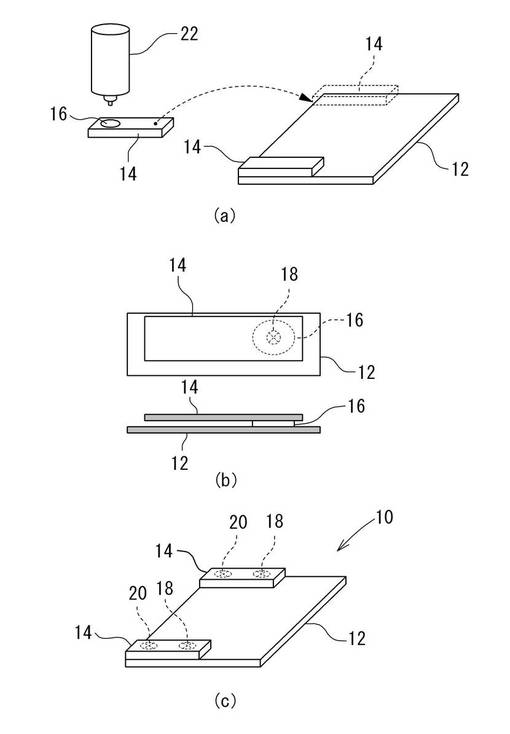
【図2】(a)は、本発明の実施の形態に係る溶接方法の、親部品と子部品とを固定する接着工程を示す立体模式図であり、(b)は接着固定された親部品と子部品とを示す平面図及び側面図であり、(c)は、親部品と子部品とが溶接された製品を示す立体模式図である。
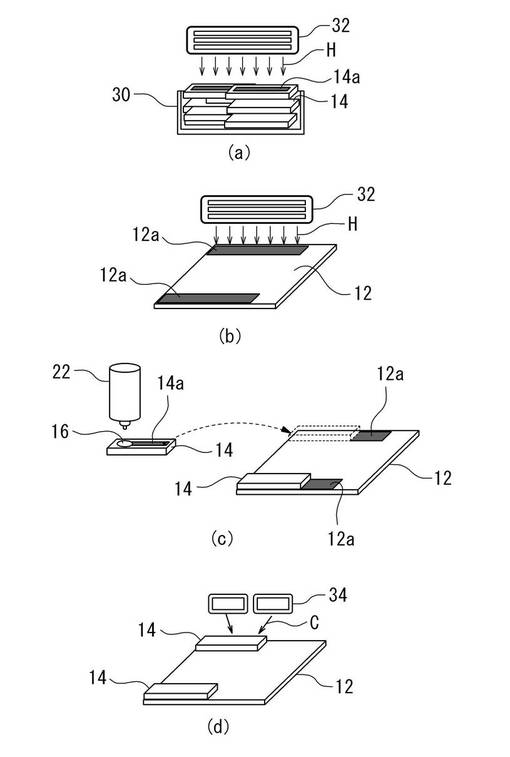
【図3】(a)、(b)は、本発明の実施の形態に係る溶接方法において、接着工程に先立ち、親部品、子部品の各々の温度を、接着剤の接着力が向上する温度に調整する工程を示す立体模式図であり、(c)は温度調整された親部品と子部品とを固定する接着工程を示す立体模式図であり、(d)は、温度調整され接着された親部品と子部品とを冷却する工程を示す立体模式図である。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための最良の形態を添付図に基づいて説明する。
本発明は、図1、図2に示されるように、親部品12と子部品14とを溶接する際に、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布して親部品12と子部品14とを固定する接着工程と、接着剤16を塗布した範囲を外した位置において、親部品12と子部品14との間の導通を確保する導通経路形成工程と、接着工程にて接着剤16を塗布した部分をスポット溶接し、ナゲット18を生成する溶接工程とを含むものである。
又、必要に応じ、接着工程に先立ち、親部品12及び子部品14の少なくとも一方の温度を、接着剤16の接着力が向上する温度に調整する温度調整工程を含むものである。
【0021】
より具体的には、次の手順の通りである。
<接着工程>
接着工程では、接着剤16にはホットメルト接着剤が用いられ、図2(a)に示されるように、塗布ガン22が用いられる。そして、図示の例では、子部品14側の、親部品12との接触面の一部に、接着剤16を塗布し、適宜、位置決め治具を用いて、親部品12に対し正確に位置決めを行いつつ、親部品12に子部品14を載置する。そして、図2(b)に示されるように、接着剤16が固化して親部品12と子部品14とが、接着固定される。なお、図2(b)には、後述の溶接工程においてスポット溶接により生成されるナゲット18が、模式的に示されている。
【0022】
<導通経路形成工程>
導通経路形成工程では、図1(a)に示されるように、接着剤16によって固定された親部品12及び子部品14の、接着剤16を塗布した範囲を外した位置を、スポット溶接機の電極24で挟持し、ナゲット20を生成するものである。「接着剤16を塗布した範囲を外した位置」は、接着剤16を塗布した範囲の近傍で、親部品12と子部品14との導通経路に適した位置であれば良い。
【0023】
なお、本工程では、図示の如くナゲット20を親部品12と子部品14との導通経路としているが、これに限定されるものではない。例えば、突形状等、親部品12と子部品14と互いの接触を促す形状部分を、親部品12又は子部品14の少なくとも一方に、予めプレス成形により形成し、又は、本工程において、ポンチ等により互いの接触を促す形状部分を形成する。そして、この形状部分により得られる親部品12と子部品14との接触部分を、親部品12と子部品14との導通経路として用いることとしても良い。
又、クリップ、万力等のクランプにより、親部品12と子部品14とを挟持し、それによって得られる親部品12と子部品14との接触部分を、親部品12と子部品14との導通経路として用いることとしても良い。
更に、ボルト、ナット等の締結部材により親部品12と子部品14とを締結することで得られる、親部品12と子部14品との接触部分を、親部品12と子部品14との導通経路として用いることも可能である。
【0024】
<溶接工程>
溶接工程では、図1(b)に示されるように、接着剤16を塗布した部分をスポット溶接機の電極24で挟持し、加圧力Pを付与して、接着剤16を塗布した部分を加圧する。そして、図1(c)に示されるように、スポット溶接機の電極24による通電を行う。このとき、ナゲット20を介して親部品12と子部14品とに電流Iが流れ、それにより親部品12と子部品14とに生じるジュール熱により、スポット溶接機の電極24との接触部分が発熱部26となる。すると、発熱部26の接着剤16が加熱、溶融され、スポット溶接機の電極24からの加圧力Pを受けて、当初接着剤16を塗布した範囲の周囲に接着剤16が排除される。そして、図1(d)に示されるように、親部品12と子部品14との接触部位28が形成される。その結果、図1(e)に示されるように、接触部位28にはナゲット18が生成される。
【0025】
そして、ナゲット18が、図1(f)に示されるように成長し、接着剤塗布部内に形成されたナゲット18により、親部品12と子部品14とが、確実に固定される。よって、親部品12と子部品14とは、図2(c)にも示されるように、二つのナゲット18、20によって結合された製品10となる。なお、当初接着剤16を塗布した範囲から排除された接着剤16は、ナゲット18の周囲を取囲む態様で、ナゲット18と共に冷却され固化する。
【0026】
又、適宜、導通経路形成工程にて行うスポット溶接と、溶接工程にて行うスポット溶接とを、異なる溶接条件で行うこととする。例えば、導通経路形成工程では、スポット溶接機の電極24による加圧力P、電流I、通電時間等の溶接条件を、ナゲット20の生成に最適の条件にてスポット溶接を行うものである。一方、溶接工程では、接着剤16を溶融させるまではナゲット18の生成には不適切な低い電流Iaに抑えて導通を行い(図1(c))、接着剤16が押し退けられた後に、ナゲット18の生成に最適の電流Ib(図1(e))へと電流値を高める。この際、適宜、スポット溶接機の電極24による加圧力P、通電時間等についても、変化を与えることとする。このような、溶接条件の制御を行うことで、溶接部の不適切な溶着、スパッタを抑えることができる。
【0027】
<温度調整工程>
必要に応じて、接着工程に先立ち行われる温度調整工程では、図3(a)に示されるように、例えば耐熱性容器30に子部品14を収容し、ヒータや加熱炉等の加温装置32によって熱Hを与えて、少なくとも親部品12との接触面14aを加熱する。又、図3(b)に示されるように、親部品12についても、少なくとも子部品14との接触面12aを、加温装置32によって熱Hを与えて加熱する。接着剤16にホットメルトを用いる場合には、親部品12と子部品14との接触面12a、14aの接着剤16を塗布する範囲とその周辺部とを、雰囲気温度以上、300度以下の範囲に加温することで、ホットメルトの接合強度を十分に引き出すことができる。
【0028】
そして、接着剤16の接着力が向上する温度に調整してから、図3(c)の例では子部品14に接着剤16を塗布し、親部品12と子部品14とを密着させることで、親部品12と子部品14とを接着するものである。
更に、図3(d)に示されるように、親部品12と子部品14とを密着させた後に、適宜、自然冷却又は冷風機等の強制冷却手段により冷風Cを当てて、親部品12、子部品14と共に接着剤16を融点以下に冷却し、前述の導通経路形成工程へと移行するものである。
【0029】
さて、上記構成をなす、本発明の実施の形態によれば、次のような作用効果を得ることが可能である。
まず、接着工程では、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布して、親部品12と子部品14とを固定することで、親部品12と子部品14との位置決めを正確に行った状態で、両者を仮固定することができる。従って、従来の如く、仮保持治具が用いる場合のように、仮保持治具の設置場所を溶接工程内に確保する必要性から、工程の設置面積がその分だけ大きくなるといったスペース効率の問題や、仮保持治具を設置した工程内で溶接を完了する必要があるといった、製造上の制約を受けることがなくなる。
【0030】
又、導通経路形成工程では、親部品12と子部品14との接触面の、接着剤16を塗布した範囲を外した位置において、親部品12と子部品14との導通経路(ナゲット20)を形成することで、親部品12と子部品14との間の導通を確保することができる。
更に、溶接工程において、スポット溶接機の電極24を親部品12と子部品14とに当接させて、この導通経路を介して親部品12と子部品14とに電流Iを流す。そして、親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させることで、接着剤16を塗布した範囲から接着剤16を排除し、親部品12と子部品14とを接触させるものである。そして、接着剤16を塗布した部分をスポット溶接することで、親部品12と子部品14とを固定するものである。
【0031】
なお、本発明の実施の形態では、導通経路形成工程において、親部品12と子部品14とをスポット溶接しているが、この工程は必ずしもスポット溶接である必要はなく、アーク溶接等、他の溶接方法を適宜採用することが可能である。又、親部品12と子部品14とに形成した、互いの接触を促す形状部分を接触させる手法、親部品12と子部品14とをクランプにより密着させる手法、親部品12と子部品14とを、ボルト、ナット等の締結部材により密着させる手法も採用可能である。
【0032】
又、溶接工程において、接着剤12を塗布した部分をスポット溶接機の電極24で挟持し、接着剤16をその周辺部に押し出すことで、親部品12と子部品14とを接触させることができる。この際、導通経路(ナゲット20)を介して親部品12と子部品14とに電流Iを流し、親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させる。そして、スポット溶接機の電極24からの加圧力Pにより、スポット溶接機の電極24の接触点から周辺部へと、接着剤16を円滑に押出すものである。そして、接着剤16が排除された範囲で、親部品12と子部品14とを直接接触させ、スポット溶接することができる。
【0033】
又、導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、各々、最適の条件で行うことで、各工程で良質のナゲット20、18を生成し、親部品12と子部品14とを確実に溶接することが可能となる。
特に、溶接工程において、電流Iの変位量を監視する。又は、親部品12、子部品14間の抵抗値等をスポット溶接機の電極に微弱電流を流すことによって監視する。そして、接着剤16の溶融や、親部品12と子部品14との接触等、状態の変化を把握して、それに基づき溶接条件を変更しスポット溶接を行う。これにより、導通経路形成工程にて形成される導通経路の態様の如何に関わらず、良質のナゲット18を生成し、親部品12と子部品14とを確実に溶接することが可能となる。
【符号の説明】
【0034】
12:親部品、14:子部品、16:接着剤、 18、20:ナゲット、22:塗布ガン、24:スポット溶接機の電極
【技術分野】
【0001】
本発明は、溶接方法及び溶接構造に関するものである。
【背景技術】
【0002】
金属部品同士を固定する手法として、広くスポット溶接が用いられている(例えば、特許文献1参照)。このスポット溶接を行う際に、金属部品同士の必要な精度を確保するために、クランプ等の仮保持手段により、あるいは人手によって、金属部品同士を確実に位置決めする必要がある(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭59−113988号公報
【特許文献2】特開昭61−4780号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
さて、金属部品同士をスポット溶接するためには、溶接に係る金属部品間に通電を行う必要がある。特許文献1記載の発明は、溶接に係る金属部品間に絶縁物が介在している場合に、主電極と主電極近傍に配置された副電極とによって、各金属部品に独立して電流を流す。その結果、各金属部品に生じるジュール熱により、金属部品間の絶縁物を溶融させて、金属部品同士を接触させ、溶接に係る金属部品間の通電を確保するものである。しかしながら、主電極と副電極とを用いることによる、溶接装置の複雑化を来たすものである。
一方、特許文献2記載の発明は、スポット溶接用仮止め接着剤組成物に関するものであり、合成樹脂接着剤基体に金属粉末を混入することで導電機能を与え、スポット溶接に必要な溶接に係る金属部品同士の、導通を確保することを目的としたものである。
【0005】
なお、金属部品同士を仮保持するためには、一般的には仮保持治具が用いられるが、この場合には、仮保持治具の設置場所を溶接工程内に確保する必要があり、工程の設置面積がその分だけ大きくなるといったスペース効率の問題が生じる。又、仮保持治具によって保持された金属部品は、その仮保持治具を設置した工程内で溶接を完了する必要があるといった、製造上の制約も受けるものである。
本発明は、金属部品同士の仮保持と溶接とを、設備の肥大化を生じることなく実現することを目的とするものである。
【課題を解決するための手段】
【0006】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0007】
(1)親部品と子部品とを溶接する方法であって、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを固定する接着工程を含む溶接方法。
本項に記載の溶接方法は、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを接着することで、親部品と子部品との位置決めを正確に行った状態で、両者を仮固定するものである。親部品と子部品とを接着する際の位置決めには、適宜、位置決め治具を用いる。又、ここで用いられる接着剤は、例えば、ホットメルト接着剤、熱可塑性接着剤、シーラー材、アスファルト等の高粘度の液体又はペースト、天然ゴム等の粘着材、半田等の低温溶融合金が挙げられる。更に、これらの接着剤に、適宜、導電フィラーを混入させることとしても良い。
なお、本説明において、「親部品」、「子部品」とは、説明の便宜上、部品を区別したものであって、一例として、自動車用パネルとその付属部品とが挙げられるが、必ずしも親部品と子部品とに、大小関係や主従関係があるものではない。
【0008】
(2)上記(1)項において、前記接着剤を塗布した範囲を外した位置において、親部品と子部品との間の導通を確保する導通経路形成工程を含む溶接方法。
本項に記載の溶接方法は、親部品と子部品との接触面の、接着剤を塗布した範囲を外した位置において、親部品と子部品との導通経路を形成することで、親部品と子部品との間の導通を確保するものである。
【0009】
(3)上記(2)項において、前記接着工程にて接着剤を塗布した部分をスポット溶接する溶接工程を含む溶接方法(請求項1)。
本項に記載の溶接方法は、スポット溶接機の電極を親部品と子部品と当接させて、導通経路を介して親部品と子部品とに電流を流し、親部品と子部品とに生じるジュール熱により、接着剤を加熱、溶融させる。そして、接着剤を塗布した範囲から接着剤を排除し、親部品と子部品とを接触可能とするものである。そして、接着剤を塗布した部分をスポット溶接することで、親部品と子部品とを固定するものである。
【0010】
(4)上記(3)項の溶接工程において、前記接着剤を塗布した部分をスポット溶接機の電極で挟持し、前記接着剤を塗布した範囲の周辺部に前記接着剤を押し退け、親部品と子部品とを接触させる溶接方法(請求項2)。
本項に記載の溶接方法は、溶接工程において、接着剤を塗布した部分をスポット溶接機の電極で挟持する。そして、導通経路を介して親部品と子部品とに電流を流し、親部品と子部品とに生じるジュール熱により、接着剤を加熱、溶融させる。すると、スポット溶接機の電極からの加圧力により、接着剤を、スポット溶接機の電極の接触点から排除され、接着剤を塗布した部分の周辺部へと広がる。そして、接着剤が排除された位置で、親部品と子部品とを接触させ、スポット溶接するものである。
【0011】
(5)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とをスポット溶接する溶接方法(請求項3)。
本項に記載の溶接方法は、導通経路形成工程において、親部品と子部品とをスポット溶接して生成されるナゲットを、親部品と子部品との導通経路として用いるものである。
【0012】
(6)上記(5)項の導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、異なる溶接条件で行う溶接方法(請求項4)。
本項に記載の溶接方法は、導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、各々、最適の溶接条件で行うものである。例えば、導通経路形成工程では、スポット溶接機の電極による加圧力、電流、通電時間等の溶接条件を、ナゲット生成に最適の条件に調整するものである。一方、溶接工程では、接着剤を溶融させるまでは、ナゲット生成に不適切な低い電流に抑えて導通を行い、接着剤が排除された後にナゲット生成に最適の電流へと高める。この際、スポット溶接機の電極による加圧力、通電時間等についても、適宜変化を与えることとする。これにより、溶接部の不適切な溶着、スパッタを抑える。なお、接着剤の溶融及びナゲット生成のいずれにも適する溶接条件を見出して、溶接工程における接着剤の溶融とスポット溶接とを行うこととしても良い。
更には、溶接工程において、電流の変位量を監視し、又は、親部品、子部品間の抵抗値等をスポット溶接機の電極に微弱電流を流すことによって監視し、接着剤の溶融や、親部品と子部品との接触等、状態の変化を把握して、それに基づき溶接条件を変更して、スポット溶接を行うこととしてもよい。
【0013】
(7)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とに予め又は本工程において形成した、互いの接触を促す形状部分で、親部品と子部品とを接触させる溶接方法。
本項に記載に記載の溶接方法は、突形状等の、互いの接触を促す形状部分を、親部品及び子部品の少なくとも一方に、予めプレス成形により、又は、本工程においてポンチ等により形成する。そして、当該形状部分により得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
(8)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とをクランプにより密着させる溶接方法。
本項に記載に記載の溶接方法は、クリップ、万力等のクランプにより、親部品と子部品とを挟持することで得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
(9)上記(1)から(4)項の導通経路形成工程において、親部品と子部品とを締結部材により密着させる溶接方法。
本項に記載に記載の溶接方法は、ボルト、ナット等の締結部材により、親部品と子部品とを締結することで得られる親部品と子部品との接触部分を、親部品と子部品との導通経路として用いるものである。
【0014】
(10)上記(1)から(9)項の接着工程に先立ち、親部品及び子部品の少なくとも一方の温度を、接着剤の接着力が向上する温度に調整する、温度調整工程を含む溶接方法。
本項に記載に記載の溶接方法は、親部品及び子部品の少なくとも一方の温度を、接着剤の接着力が向上する温度に調整してから接着剤を塗布し、親部品と子部品とを密着させる。それにより、親部品と子部品との接着強度を高めるものである。
例えば、接着剤にホットメルトを用いる場合には、親部品と子部品との接触面の、接着剤を塗布する範囲とその周辺部とを、雰囲気温度以上、300度以下の範囲に加温することで、ホットメルトの接着強度を十分に引き出すものである。
なお、親部品と子部品とを密着させた後に、適宜、自然冷却又は強制冷却により、接着剤を融点以下に冷却し、後工程へと移行することとする。
【0015】
(11)親部品と子部品との溶接構造であって、親部品と子部品との接触面に、接着剤塗布部と、導通部と、スポット溶接部とを含み、前記接着剤塗布部は、親部品と子部品との接触面の一部の範囲に設けられ、前記導通部は、前記接着剤塗布部を外れた位置に設けられ、前記スポット溶接部は、前記接着剤塗布部内に、前記接着剤塗布部の接着剤をその周辺部に押し退けるようにして形成されている溶接構造(請求項5)。
【0016】
本項に記載の溶接構造は、親部品と子部品との接触面の一部の範囲に接着剤が塗布されて、仮固定されることで、溶接前の状態で、親部品と子部品との位置決めが正確に行われる。ここで用いられる接着剤は、例えば、ホットメルト接着剤、熱可塑性接着剤、シーラー材やアスファルト等の高粘度の液体又はペースト、天然ゴム等の粘着材、半田等の低温溶融合金が挙げられる。更に、これらの接着剤に、適宜、導電フィラーが混入されていても良い。
又、親部品と子部品との接触面の、接着剤を塗布した範囲を外した位置において、親部品と子部品との導通部が設けられることで、親部品と子部品との間の導通経路が確保されるものである。
そして、スポット溶接機の電極で接着剤を塗布した部分を挟持し、導通経路を介して親部品と子部品とに電流を流すことで、親部品と子部品とに部品に生じるジュール熱により、接着剤が加熱、溶融する。するとスポット溶接機の電極からの圧力により、接着剤は、接着剤塗布部からその周辺部に押し出され、親部品と子部品とが接触し、接着剤塗布部内にスポット溶接部が形成される。なお、スポット溶接時に溶融した接着剤は、スポット溶接により生成されるナゲットと共に冷却され、ナゲットの周囲を取囲む態様で固化した状態となる。
【0017】
(12)上記(11)項において、前記導通経路は、親部品と子部品とをスポット溶接して形成されている溶接構造(請求項6)。
本項に記載の溶接構造は、親部品と子部品とをスポット溶接して形成されたナゲットが、親部品と子部品との導通経路としても機能するものである。
【発明の効果】
【0018】
本発明はこのように構成したので、金属部品同士の仮保持と溶接とが、設備の肥大化を生じることなく実現されるものである。
【図面の簡単な説明】
【0019】
【図1】本発明の実施の形態に係る溶接方法を、順を追って(a)から(f)に示した説明図である。
【図2】(a)は、本発明の実施の形態に係る溶接方法の、親部品と子部品とを固定する接着工程を示す立体模式図であり、(b)は接着固定された親部品と子部品とを示す平面図及び側面図であり、(c)は、親部品と子部品とが溶接された製品を示す立体模式図である。
【図3】(a)、(b)は、本発明の実施の形態に係る溶接方法において、接着工程に先立ち、親部品、子部品の各々の温度を、接着剤の接着力が向上する温度に調整する工程を示す立体模式図であり、(c)は温度調整された親部品と子部品とを固定する接着工程を示す立体模式図であり、(d)は、温度調整され接着された親部品と子部品とを冷却する工程を示す立体模式図である。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための最良の形態を添付図に基づいて説明する。
本発明は、図1、図2に示されるように、親部品12と子部品14とを溶接する際に、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布して親部品12と子部品14とを固定する接着工程と、接着剤16を塗布した範囲を外した位置において、親部品12と子部品14との間の導通を確保する導通経路形成工程と、接着工程にて接着剤16を塗布した部分をスポット溶接し、ナゲット18を生成する溶接工程とを含むものである。
又、必要に応じ、接着工程に先立ち、親部品12及び子部品14の少なくとも一方の温度を、接着剤16の接着力が向上する温度に調整する温度調整工程を含むものである。
【0021】
より具体的には、次の手順の通りである。
<接着工程>
接着工程では、接着剤16にはホットメルト接着剤が用いられ、図2(a)に示されるように、塗布ガン22が用いられる。そして、図示の例では、子部品14側の、親部品12との接触面の一部に、接着剤16を塗布し、適宜、位置決め治具を用いて、親部品12に対し正確に位置決めを行いつつ、親部品12に子部品14を載置する。そして、図2(b)に示されるように、接着剤16が固化して親部品12と子部品14とが、接着固定される。なお、図2(b)には、後述の溶接工程においてスポット溶接により生成されるナゲット18が、模式的に示されている。
【0022】
<導通経路形成工程>
導通経路形成工程では、図1(a)に示されるように、接着剤16によって固定された親部品12及び子部品14の、接着剤16を塗布した範囲を外した位置を、スポット溶接機の電極24で挟持し、ナゲット20を生成するものである。「接着剤16を塗布した範囲を外した位置」は、接着剤16を塗布した範囲の近傍で、親部品12と子部品14との導通経路に適した位置であれば良い。
【0023】
なお、本工程では、図示の如くナゲット20を親部品12と子部品14との導通経路としているが、これに限定されるものではない。例えば、突形状等、親部品12と子部品14と互いの接触を促す形状部分を、親部品12又は子部品14の少なくとも一方に、予めプレス成形により形成し、又は、本工程において、ポンチ等により互いの接触を促す形状部分を形成する。そして、この形状部分により得られる親部品12と子部品14との接触部分を、親部品12と子部品14との導通経路として用いることとしても良い。
又、クリップ、万力等のクランプにより、親部品12と子部品14とを挟持し、それによって得られる親部品12と子部品14との接触部分を、親部品12と子部品14との導通経路として用いることとしても良い。
更に、ボルト、ナット等の締結部材により親部品12と子部品14とを締結することで得られる、親部品12と子部14品との接触部分を、親部品12と子部品14との導通経路として用いることも可能である。
【0024】
<溶接工程>
溶接工程では、図1(b)に示されるように、接着剤16を塗布した部分をスポット溶接機の電極24で挟持し、加圧力Pを付与して、接着剤16を塗布した部分を加圧する。そして、図1(c)に示されるように、スポット溶接機の電極24による通電を行う。このとき、ナゲット20を介して親部品12と子部14品とに電流Iが流れ、それにより親部品12と子部品14とに生じるジュール熱により、スポット溶接機の電極24との接触部分が発熱部26となる。すると、発熱部26の接着剤16が加熱、溶融され、スポット溶接機の電極24からの加圧力Pを受けて、当初接着剤16を塗布した範囲の周囲に接着剤16が排除される。そして、図1(d)に示されるように、親部品12と子部品14との接触部位28が形成される。その結果、図1(e)に示されるように、接触部位28にはナゲット18が生成される。
【0025】
そして、ナゲット18が、図1(f)に示されるように成長し、接着剤塗布部内に形成されたナゲット18により、親部品12と子部品14とが、確実に固定される。よって、親部品12と子部品14とは、図2(c)にも示されるように、二つのナゲット18、20によって結合された製品10となる。なお、当初接着剤16を塗布した範囲から排除された接着剤16は、ナゲット18の周囲を取囲む態様で、ナゲット18と共に冷却され固化する。
【0026】
又、適宜、導通経路形成工程にて行うスポット溶接と、溶接工程にて行うスポット溶接とを、異なる溶接条件で行うこととする。例えば、導通経路形成工程では、スポット溶接機の電極24による加圧力P、電流I、通電時間等の溶接条件を、ナゲット20の生成に最適の条件にてスポット溶接を行うものである。一方、溶接工程では、接着剤16を溶融させるまではナゲット18の生成には不適切な低い電流Iaに抑えて導通を行い(図1(c))、接着剤16が押し退けられた後に、ナゲット18の生成に最適の電流Ib(図1(e))へと電流値を高める。この際、適宜、スポット溶接機の電極24による加圧力P、通電時間等についても、変化を与えることとする。このような、溶接条件の制御を行うことで、溶接部の不適切な溶着、スパッタを抑えることができる。
【0027】
<温度調整工程>
必要に応じて、接着工程に先立ち行われる温度調整工程では、図3(a)に示されるように、例えば耐熱性容器30に子部品14を収容し、ヒータや加熱炉等の加温装置32によって熱Hを与えて、少なくとも親部品12との接触面14aを加熱する。又、図3(b)に示されるように、親部品12についても、少なくとも子部品14との接触面12aを、加温装置32によって熱Hを与えて加熱する。接着剤16にホットメルトを用いる場合には、親部品12と子部品14との接触面12a、14aの接着剤16を塗布する範囲とその周辺部とを、雰囲気温度以上、300度以下の範囲に加温することで、ホットメルトの接合強度を十分に引き出すことができる。
【0028】
そして、接着剤16の接着力が向上する温度に調整してから、図3(c)の例では子部品14に接着剤16を塗布し、親部品12と子部品14とを密着させることで、親部品12と子部品14とを接着するものである。
更に、図3(d)に示されるように、親部品12と子部品14とを密着させた後に、適宜、自然冷却又は冷風機等の強制冷却手段により冷風Cを当てて、親部品12、子部品14と共に接着剤16を融点以下に冷却し、前述の導通経路形成工程へと移行するものである。
【0029】
さて、上記構成をなす、本発明の実施の形態によれば、次のような作用効果を得ることが可能である。
まず、接着工程では、親部品12と子部品14との接触面の一部の範囲に接着剤16を塗布して、親部品12と子部品14とを固定することで、親部品12と子部品14との位置決めを正確に行った状態で、両者を仮固定することができる。従って、従来の如く、仮保持治具が用いる場合のように、仮保持治具の設置場所を溶接工程内に確保する必要性から、工程の設置面積がその分だけ大きくなるといったスペース効率の問題や、仮保持治具を設置した工程内で溶接を完了する必要があるといった、製造上の制約を受けることがなくなる。
【0030】
又、導通経路形成工程では、親部品12と子部品14との接触面の、接着剤16を塗布した範囲を外した位置において、親部品12と子部品14との導通経路(ナゲット20)を形成することで、親部品12と子部品14との間の導通を確保することができる。
更に、溶接工程において、スポット溶接機の電極24を親部品12と子部品14とに当接させて、この導通経路を介して親部品12と子部品14とに電流Iを流す。そして、親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させることで、接着剤16を塗布した範囲から接着剤16を排除し、親部品12と子部品14とを接触させるものである。そして、接着剤16を塗布した部分をスポット溶接することで、親部品12と子部品14とを固定するものである。
【0031】
なお、本発明の実施の形態では、導通経路形成工程において、親部品12と子部品14とをスポット溶接しているが、この工程は必ずしもスポット溶接である必要はなく、アーク溶接等、他の溶接方法を適宜採用することが可能である。又、親部品12と子部品14とに形成した、互いの接触を促す形状部分を接触させる手法、親部品12と子部品14とをクランプにより密着させる手法、親部品12と子部品14とを、ボルト、ナット等の締結部材により密着させる手法も採用可能である。
【0032】
又、溶接工程において、接着剤12を塗布した部分をスポット溶接機の電極24で挟持し、接着剤16をその周辺部に押し出すことで、親部品12と子部品14とを接触させることができる。この際、導通経路(ナゲット20)を介して親部品12と子部品14とに電流Iを流し、親部品12と子部品14とに生じるジュール熱により、接着剤16を加熱、溶融させる。そして、スポット溶接機の電極24からの加圧力Pにより、スポット溶接機の電極24の接触点から周辺部へと、接着剤16を円滑に押出すものである。そして、接着剤16が排除された範囲で、親部品12と子部品14とを直接接触させ、スポット溶接することができる。
【0033】
又、導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、各々、最適の条件で行うことで、各工程で良質のナゲット20、18を生成し、親部品12と子部品14とを確実に溶接することが可能となる。
特に、溶接工程において、電流Iの変位量を監視する。又は、親部品12、子部品14間の抵抗値等をスポット溶接機の電極に微弱電流を流すことによって監視する。そして、接着剤16の溶融や、親部品12と子部品14との接触等、状態の変化を把握して、それに基づき溶接条件を変更しスポット溶接を行う。これにより、導通経路形成工程にて形成される導通経路の態様の如何に関わらず、良質のナゲット18を生成し、親部品12と子部品14とを確実に溶接することが可能となる。
【符号の説明】
【0034】
12:親部品、14:子部品、16:接着剤、 18、20:ナゲット、22:塗布ガン、24:スポット溶接機の電極
【特許請求の範囲】
【請求項1】
親部品と子部品とを溶接する方法であって、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを固定する接着工程と、前記接着剤を塗布した範囲を外した位置において、親部品と子部品との間の導通を確保する導通経路形成工程と、前記接着工程にて接着剤を塗布した部分をスポット溶接する溶接工程とを含むことを特徴とする溶接方法。
【請求項2】
前記溶接工程において、前記接着剤を塗布した部分をスポット溶接機の電極で挟持し、前記接着剤を塗布した範囲の周辺部に前記接着剤を押し退け、親部品と子部品とを接触させることを特徴とする請求項1記載の溶接方法。
【請求項3】
前記導通経路形成工程において、親部品と子部品とをスポット溶接することを特徴とする請求項1又は2記載の溶接方法。
【請求項4】
前記導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、異なる溶接条件で行うことを特徴とする請求項3記載の溶接方法。
【請求項5】
親部品と子部品との溶接構造であって、親部品と子部品との接触面に、接着剤塗布部と、導通部と、スポット溶接部とを含み、
前記接着剤塗布部は、親部品と子部品との接触面の一部の範囲に設けられ、
前記導通部は、前記接着剤塗布部を外れた位置に設けられ、
前記スポット溶接部は、前記接着剤塗布部内に、前記接着剤塗布部の接着剤をその周辺部に押し退けるようにして形成されていることを特徴とする溶接構造。
【請求項6】
前記導通経路は、親部品と子部品とをスポット溶接して形成されていることを特徴とする請求項5記載の溶接構造。
【請求項1】
親部品と子部品とを溶接する方法であって、親部品と子部品との接触面の一部の範囲に接着剤を塗布して親部品と子部品とを固定する接着工程と、前記接着剤を塗布した範囲を外した位置において、親部品と子部品との間の導通を確保する導通経路形成工程と、前記接着工程にて接着剤を塗布した部分をスポット溶接する溶接工程とを含むことを特徴とする溶接方法。
【請求項2】
前記溶接工程において、前記接着剤を塗布した部分をスポット溶接機の電極で挟持し、前記接着剤を塗布した範囲の周辺部に前記接着剤を押し退け、親部品と子部品とを接触させることを特徴とする請求項1記載の溶接方法。
【請求項3】
前記導通経路形成工程において、親部品と子部品とをスポット溶接することを特徴とする請求項1又は2記載の溶接方法。
【請求項4】
前記導通経路形成工程にて行うスポット溶接と、前記溶接工程にて行うスポット溶接とを、異なる溶接条件で行うことを特徴とする請求項3記載の溶接方法。
【請求項5】
親部品と子部品との溶接構造であって、親部品と子部品との接触面に、接着剤塗布部と、導通部と、スポット溶接部とを含み、
前記接着剤塗布部は、親部品と子部品との接触面の一部の範囲に設けられ、
前記導通部は、前記接着剤塗布部を外れた位置に設けられ、
前記スポット溶接部は、前記接着剤塗布部内に、前記接着剤塗布部の接着剤をその周辺部に押し退けるようにして形成されていることを特徴とする溶接構造。
【請求項6】
前記導通経路は、親部品と子部品とをスポット溶接して形成されていることを特徴とする請求項5記載の溶接構造。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−183543(P2012−183543A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−46459(P2011−46459)
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]