
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、MIG溶接に関する。
【背景技術】
【0002】
溶接の方法として、TIG(Tungsten Inert Gas)溶接、MIG(Metal Inert Gas)溶接が知られている。MIG溶接は、TIG溶接に比べて作業効率が良いこと、歪を抑制することができること等の長所を有する。MIG溶接における溶接アークを安定させるために、シールドガスとしてアルゴンガスをベースとして数パーセントの酸素などの混合成分を含む混合ガスが用いられる。
【0003】
例えば特許文献1には、溶接電流を100A未満として、ステンレス鋼をソリッドワイヤーを用いてMIG溶接するためのシールドガスであって、その組成が4から6質量%である炭酸ガス、30から80%であるヘリウムガス及び残部がアルゴンガスからなる3種混合ガスでなることを特徴とするステンレス鋼のMIG溶接用シールドガスが開示されている。
【0004】
更に、MIG溶接のアークの安定に係る技術として、特許文献2には、アーク直下の溶融池にフィラーワイヤーを添加するMIG溶接法が記載されている。
【0005】
更に、MIG溶接のアークの安定に係る技術として、特許文献3には、アークを安定化させるように成分が調節されたMIG溶接用材料が記載されている。
【特許文献1】特開2002‐205170号公報
【特許文献2】特開平8‐243747号公報
【特許文献3】特開2001‐191197号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
MIG溶接に用いられるシールドガスの成分のうち、酸素等のアルゴンガス以外の混合成分は、アルゴンガスに比べて一般にコストが高い。コストを抑制するために、また機器の構成を単純化するために、シールドガスとして純アルゴンガスを用いた溶接が望まれる。
【0007】
従って本発明の目的は、シールドガスとして従来よりも酸素ガス等の混合ガスの少ないアルゴンガス、望ましくはアルゴン100%のガスを用いて安定的にMIG溶接を行う溶接方法を提供することである。
【課題を解決するための手段】
【0008】
以下に、[発明を実施するための最良の形態]で使用される番号を括弧付きで用いて、課題を解決するための手段を説明する。これらの番号は、[特許請求の範囲]の記載と[発明を実施するための最良の形態]との対応関係を明らかにするために付加されたものである。ただし、それらの番号を、[特許請求の範囲]に記載されている発明の技術的範囲の解釈に用いてはならない。
【0009】
本発明による溶接方法は、母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う前処理ステップと、所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップとを備える。
【0010】
本発明による溶接方法において、シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない。
【0011】
本発明による溶接方法において、前処理ステップにおける所定領域は、表面に対して施されるMIG溶接の溶接ビードの周囲に形成された領域である。
【0012】
本発明による溶接方法において、前処理ステップにおける溶接クリーニングは、表面に対して交流TIG電源によってアーク放電を行うことにより行われる。
【0013】
本発明による溶接方法は、母材の表面の所定領域に凸部を設けるステップを備える。凸部は溶接アークが照射されたとき表面の凸部以外の領域よりも温度上昇が速い。本発明による溶接方法は更に、所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップを備える。
【0014】
本発明による溶接方法において、シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない。
【0015】
本発明による溶接方法において、凸部は、母材よりも熱容量が小さい部材を表面に接触するように配置することにより形成される。
【0016】
本発明による溶接方法において、部材は、母材の表面に平行に延設されるワイヤである。
【0017】
本発明による溶接方法において、部材は、母材の表面に平行に延長する箔である。
【0018】
本発明による溶接方法において、部材は粉体である。
【0019】
本発明による溶接方法において、凸部は、表面に敷かれたネットである。
【0020】
本発明による溶接方法において、凸部は、表面を切削することによって形成される。
【0021】
本発明による溶接方法において、凸部は、表面に沿って延長する溝を表面に設けることによって形成される。
【0022】
本発明による溶接方法において、凸部は、表面の肌理を粗くすることにより形成される。
【発明の効果】
【0023】
本発明によれば、シールドガスとして従来よりも酸素ガス等の混合ガスの少ないアルゴンガス、望ましくはアルゴン100%のガスを用いて安定的にMIG溶接を行う溶接方法が提供される。
【発明を実施するための最良の形態】
【0024】
以下、図面を参照しながら本発明による溶接方法を実施するための最良の形態について説明する。
【0025】
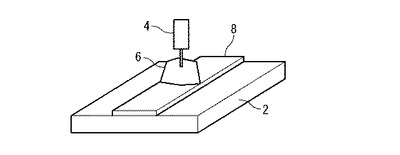
図1は、実施の第1形態における溶接方法を説明するための図である。母材2に対して溶接を行うとき、母材2の表面の溶接が行われる領域に予め金属製の箔8を敷く。この箔8は、母材2の表面に仮止めされる。箔8の材質は、母材2又はMIG溶接の電極と同一であると、添加元素による影響を考慮する必要がなく好ましい。こうした箔8が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0026】
箔8が敷かれた領域に対して、アルゴンを含むシールドガスが供給され、MIG溶接の溶接ガン4の電極から溶接アークが供給されて、溶接が行われる。このシールドガスに含まれるアルゴン以外の混合成分は、通常のMIG溶接の場合に比べて少ない。好ましくは、アルゴン以外の混合成分は積極的には添加されない。更に好ましくは、実質的にアルゴンが100%である純アルゴンガスである。箔8は、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。そのため、純アルゴンガスを用いて安定したMIG溶接が可能になる。
【0027】
こうした溶接方法において、溶接ガン4の電極としては、通常の溶接ワイヤを用いればよく、アークを安定させるために溶接ワイヤに特に成分を添加する必要はない。そのため、こうした溶接方法は実施が容易であり、コストが低く抑えられる。この効果は、以下の実施の第2〜第8形態においても共通である。
【0028】
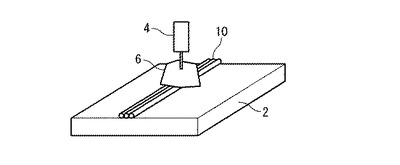
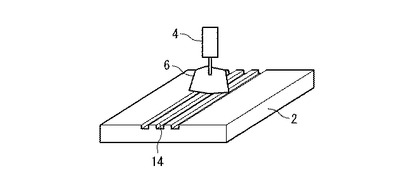
図2は、実施の第2形態における溶接方法を説明するための図である。母材2に対して溶接を行うとき、母材2の表面の溶接が行われる領域に予め複数の溶接ワイヤ10を概ね互いに平行に並べて敷く。複数の溶接ワイヤ10は、相互に接触するように敷き詰めてもよいし、互いの間に隙間を空けて敷いてもよい。この溶接ワイヤ10の材質は、MIG溶接の電極に用いられる溶接ワイヤ10と同一である。溶接ワイヤ10として、例えばインコネル625、ハステロイXが好適に用いられる。こうした溶接ワイヤ10が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0029】
溶接ワイヤ10が敷き詰められた領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。溶接ワイヤ10は熱容量が小さいため、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0030】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。更に、母材の表明に敷き詰める溶接ワイヤ10としてMIG溶接の電極に使用される溶接ワイヤを使用することができるため、材料の手配が容易である。
【0031】
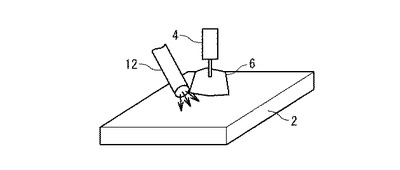
図3は、実施の第3形態における溶接方法を説明するための図である。本実施形態における溶接装置は、粉体供給部12を備えている。粉体供給部12は、溶接ガン4によって母材2に対して溶接が行われるとき、溶接ガン4によって供給される溶接アークの位置に合わせて、母材2の表面に対して金属の粉体を供給する。この粉体は、溶接ガン4で用いられる溶接ワイヤと同一の材質であることが好ましい。うした粉体が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0032】
こうした溶接装置により、まず母材2に対して純アルゴンガスが供給される。そこに粉体供給部12により粉体が供給され、MIG溶接の溶接ガン4によって溶接アークが供給されて溶接が行われる。粉体は熱容量が小さいため、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0033】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。粉体は予め母材2の表面に敷かれていてもよいが、シールドガスによって粉体が飛散するような条件下では、粉体は溶接アークの移動に伴って溶接アーク内にある母材2の表面に供給されることが好ましい。
【0034】
図4は、実施の第4形態における溶接方法を説明するための図である。溶接が行われるとき、切削により母材2の表面に予め複数の溝14が設けられる。溝14は互いに平行である。溝14は、溶接ガン4の移動方向(母材2の表面に形成されるべき溶接ビードの延長方向)と同一の方向を延長方向として形成されると、加工しやすい。こうした溝14が設けられることにより、母材2の表面の凹凸が形成される。こうした凹凸の凸の部分は、凹凸が設けられていない部分と比べて溶接アークによる温度上昇が速い。
【0035】
溝14が設けられて凹凸が形成された領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。凸部は、溶接アークが照射されると凹凸が設けられていない場合よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0036】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。
【0037】
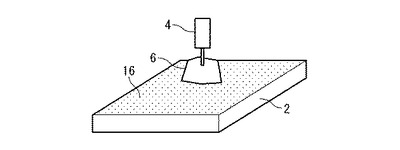
図5は、実施の第5形態における溶接方法を説明するための図である。溶接が行われるとき、母材2の表面の肌理が粗くなるように加工される。その加工の結果として形成された凹凸の凸部は、加工される前の母材2の表面と比べて溶接アークによる温度上昇が速い。
【0038】
肌理が粗くなるように加工された領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。凸部は、溶接アークが照射されると凹凸が設けられていない場合よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0039】
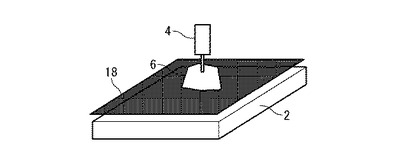
図6は、実施の第6形態における溶接方法を説明するための図である。溶接が行われるとき、母材の表面に、金属製のネット18が敷かれる。ネット18は、母材18の表面に接触するように設置される。ネット18としては、例えばニクロム線を編むことにより形成されたものが好適に用いられる。ネット18が配置されることにより、母材2の表面に対して凸になる部分が形成される。
【0040】
ネット18が敷かれた領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。ネット18は、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0041】
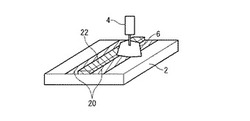
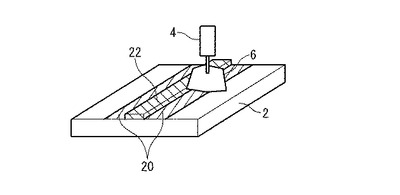
図7は、実施の第7形態における溶接方法を説明するための図である。まず、母材2に対してシールドガスが供給された状態でMIG溶接が施され、溶接ビード22が形成される。この溶接ビード22の周囲の母材2の表面には、MIG溶接のアークが照射されていた領域に、表面が改質され、いわゆる溶接クリーニングが施されたクリーニング領域20が形成される。
【0042】
次に、このクリーニング領域20に対して、純アルゴンガスをシールドガスとしてMIG溶接が施される。クリーニング領域20においては、未処理の母材2の表面と比較して酸化被膜の状態が変化していると考えられ、溶接に対する特性が変化することが期待される。
【0043】
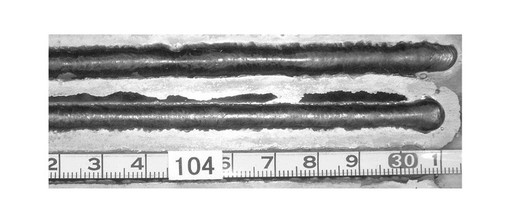
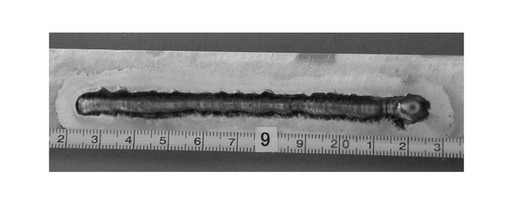
発明者は、クリーニング領域20に対する純アルゴンガスをシールドガスとしたMIG溶接が安定化することを確認した。図9は、MIG溶接によって形成されたクリーニング領域に対して純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを撮影した写真である。図11は、同じ材質の母材の溶接クリーニングによる改質が行われていない領域に対して、純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを撮影した写真である。クリーニング領域に対してMIG溶接を行った場合の方が安定した溶接ビードが形成されることが確認できる。
【0044】
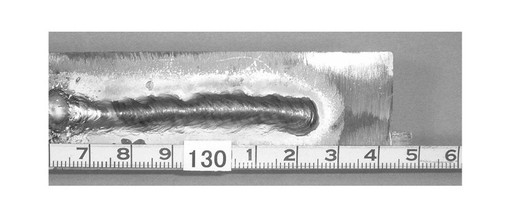
図10は、母材の表面をバーナで加熱してから純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを示す。この場合、母材の表面は酸化されているが、溶接ビードは安定しなかった。従ってMIG溶接の安定のためには、母材の表面を酸化すればよいという訳ではなく、溶接クリーニングによって表面を改質することが望ましい。
【0045】
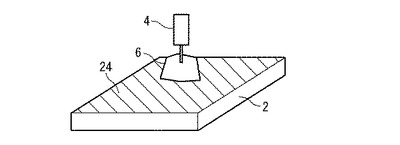
図8は、実施の第8形態における溶接方法を説明するための図である。MIG溶接が行われる前に、母材2の表面に対して、交流TIG電源を用いてTIG溶接の溶接トーチと母材との間に交流電流が供給され、純アルゴンのシールドガス中でアーク放電が行われる。この際、溶加棒は供給されない。これにより、母材2の表面に溶接クリーニングが施されたクリーニング領域24が形成される。その後、純アルゴンガスをシールドガスとしてクリーニング領域24に対してMIG溶接が施される。
【0046】
こうした溶接方法により、実施の第7形態と同様に、純アルゴンガスをシールドガスとして安定したMIG溶接が可能になる。
【図面の簡単な説明】
【0047】
【図1】図1は、実施の第1形態における溶接方法を説明するための図である。
【図2】図2は、実施の第2形態における溶接方法を説明するための図である。
【図3】図3は、実施の第3形態における溶接方法を説明するための図である。
【図4】図4は、実施の第4形態における溶接方法を説明するための図である。
【図5】図5は、実施の第5形態における溶接方法を説明するための図である。
【図6】図6は、実施の第6形態における溶接方法を説明するための図である。
【図7】図7は、実施の第7形態における溶接方法を説明するための図である。
【図8】図8は、実施の第8形態における溶接方法を説明するための図である。
【図9】図9は、クリーニング領域に対するMIG溶接の溶接ビードを示す。
【図10】図10は、バーナで加熱処理された領域に対するMIG溶接の溶接ビードを示す。
【図11】図11は、クリーニングされていない領域に対するMIG溶接の溶接ビードを示す。
【符号の説明】
【0048】
2…母材
4…溶接ガン
6…溶接アーク
8…箔
10…溶接ワイヤ
12…粉体供給部
14…溝
16…凹凸面
18…ネット
20…クリーニング領域
22…溶接ビード
24…クリーニング領域
【技術分野】
【0001】
本発明は、MIG溶接に関する。
【背景技術】
【0002】
溶接の方法として、TIG(Tungsten Inert Gas)溶接、MIG(Metal Inert Gas)溶接が知られている。MIG溶接は、TIG溶接に比べて作業効率が良いこと、歪を抑制することができること等の長所を有する。MIG溶接における溶接アークを安定させるために、シールドガスとしてアルゴンガスをベースとして数パーセントの酸素などの混合成分を含む混合ガスが用いられる。
【0003】
例えば特許文献1には、溶接電流を100A未満として、ステンレス鋼をソリッドワイヤーを用いてMIG溶接するためのシールドガスであって、その組成が4から6質量%である炭酸ガス、30から80%であるヘリウムガス及び残部がアルゴンガスからなる3種混合ガスでなることを特徴とするステンレス鋼のMIG溶接用シールドガスが開示されている。
【0004】
更に、MIG溶接のアークの安定に係る技術として、特許文献2には、アーク直下の溶融池にフィラーワイヤーを添加するMIG溶接法が記載されている。
【0005】
更に、MIG溶接のアークの安定に係る技術として、特許文献3には、アークを安定化させるように成分が調節されたMIG溶接用材料が記載されている。
【特許文献1】特開2002‐205170号公報
【特許文献2】特開平8‐243747号公報
【特許文献3】特開2001‐191197号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
MIG溶接に用いられるシールドガスの成分のうち、酸素等のアルゴンガス以外の混合成分は、アルゴンガスに比べて一般にコストが高い。コストを抑制するために、また機器の構成を単純化するために、シールドガスとして純アルゴンガスを用いた溶接が望まれる。
【0007】
従って本発明の目的は、シールドガスとして従来よりも酸素ガス等の混合ガスの少ないアルゴンガス、望ましくはアルゴン100%のガスを用いて安定的にMIG溶接を行う溶接方法を提供することである。
【課題を解決するための手段】
【0008】
以下に、[発明を実施するための最良の形態]で使用される番号を括弧付きで用いて、課題を解決するための手段を説明する。これらの番号は、[特許請求の範囲]の記載と[発明を実施するための最良の形態]との対応関係を明らかにするために付加されたものである。ただし、それらの番号を、[特許請求の範囲]に記載されている発明の技術的範囲の解釈に用いてはならない。
【0009】
本発明による溶接方法は、母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う前処理ステップと、所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップとを備える。
【0010】
本発明による溶接方法において、シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない。
【0011】
本発明による溶接方法において、前処理ステップにおける所定領域は、表面に対して施されるMIG溶接の溶接ビードの周囲に形成された領域である。
【0012】
本発明による溶接方法において、前処理ステップにおける溶接クリーニングは、表面に対して交流TIG電源によってアーク放電を行うことにより行われる。
【0013】
本発明による溶接方法は、母材の表面の所定領域に凸部を設けるステップを備える。凸部は溶接アークが照射されたとき表面の凸部以外の領域よりも温度上昇が速い。本発明による溶接方法は更に、所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップを備える。
【0014】
本発明による溶接方法において、シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない。
【0015】
本発明による溶接方法において、凸部は、母材よりも熱容量が小さい部材を表面に接触するように配置することにより形成される。
【0016】
本発明による溶接方法において、部材は、母材の表面に平行に延設されるワイヤである。
【0017】
本発明による溶接方法において、部材は、母材の表面に平行に延長する箔である。
【0018】
本発明による溶接方法において、部材は粉体である。
【0019】
本発明による溶接方法において、凸部は、表面に敷かれたネットである。
【0020】
本発明による溶接方法において、凸部は、表面を切削することによって形成される。
【0021】
本発明による溶接方法において、凸部は、表面に沿って延長する溝を表面に設けることによって形成される。
【0022】
本発明による溶接方法において、凸部は、表面の肌理を粗くすることにより形成される。
【発明の効果】
【0023】
本発明によれば、シールドガスとして従来よりも酸素ガス等の混合ガスの少ないアルゴンガス、望ましくはアルゴン100%のガスを用いて安定的にMIG溶接を行う溶接方法が提供される。
【発明を実施するための最良の形態】
【0024】
以下、図面を参照しながら本発明による溶接方法を実施するための最良の形態について説明する。
【0025】
図1は、実施の第1形態における溶接方法を説明するための図である。母材2に対して溶接を行うとき、母材2の表面の溶接が行われる領域に予め金属製の箔8を敷く。この箔8は、母材2の表面に仮止めされる。箔8の材質は、母材2又はMIG溶接の電極と同一であると、添加元素による影響を考慮する必要がなく好ましい。こうした箔8が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0026】
箔8が敷かれた領域に対して、アルゴンを含むシールドガスが供給され、MIG溶接の溶接ガン4の電極から溶接アークが供給されて、溶接が行われる。このシールドガスに含まれるアルゴン以外の混合成分は、通常のMIG溶接の場合に比べて少ない。好ましくは、アルゴン以外の混合成分は積極的には添加されない。更に好ましくは、実質的にアルゴンが100%である純アルゴンガスである。箔8は、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。そのため、純アルゴンガスを用いて安定したMIG溶接が可能になる。
【0027】
こうした溶接方法において、溶接ガン4の電極としては、通常の溶接ワイヤを用いればよく、アークを安定させるために溶接ワイヤに特に成分を添加する必要はない。そのため、こうした溶接方法は実施が容易であり、コストが低く抑えられる。この効果は、以下の実施の第2〜第8形態においても共通である。
【0028】
図2は、実施の第2形態における溶接方法を説明するための図である。母材2に対して溶接を行うとき、母材2の表面の溶接が行われる領域に予め複数の溶接ワイヤ10を概ね互いに平行に並べて敷く。複数の溶接ワイヤ10は、相互に接触するように敷き詰めてもよいし、互いの間に隙間を空けて敷いてもよい。この溶接ワイヤ10の材質は、MIG溶接の電極に用いられる溶接ワイヤ10と同一である。溶接ワイヤ10として、例えばインコネル625、ハステロイXが好適に用いられる。こうした溶接ワイヤ10が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0029】
溶接ワイヤ10が敷き詰められた領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。溶接ワイヤ10は熱容量が小さいため、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0030】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。更に、母材の表明に敷き詰める溶接ワイヤ10としてMIG溶接の電極に使用される溶接ワイヤを使用することができるため、材料の手配が容易である。
【0031】
図3は、実施の第3形態における溶接方法を説明するための図である。本実施形態における溶接装置は、粉体供給部12を備えている。粉体供給部12は、溶接ガン4によって母材2に対して溶接が行われるとき、溶接ガン4によって供給される溶接アークの位置に合わせて、母材2の表面に対して金属の粉体を供給する。この粉体は、溶接ガン4で用いられる溶接ワイヤと同一の材質であることが好ましい。うした粉体が配置されることにより、母材2の表面の他の領域に対して凸になる部分が形成される。こうした部分は、溶接アークによる温度上昇が他の領域に比べて速い。
【0032】
こうした溶接装置により、まず母材2に対して純アルゴンガスが供給される。そこに粉体供給部12により粉体が供給され、MIG溶接の溶接ガン4によって溶接アークが供給されて溶接が行われる。粉体は熱容量が小さいため、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0033】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。粉体は予め母材2の表面に敷かれていてもよいが、シールドガスによって粉体が飛散するような条件下では、粉体は溶接アークの移動に伴って溶接アーク内にある母材2の表面に供給されることが好ましい。
【0034】
図4は、実施の第4形態における溶接方法を説明するための図である。溶接が行われるとき、切削により母材2の表面に予め複数の溝14が設けられる。溝14は互いに平行である。溝14は、溶接ガン4の移動方向(母材2の表面に形成されるべき溶接ビードの延長方向)と同一の方向を延長方向として形成されると、加工しやすい。こうした溝14が設けられることにより、母材2の表面の凹凸が形成される。こうした凹凸の凸の部分は、凹凸が設けられていない部分と比べて溶接アークによる温度上昇が速い。
【0035】
溝14が設けられて凹凸が形成された領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。凸部は、溶接アークが照射されると凹凸が設けられていない場合よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0036】
こうした溶接方法によれば、実施の第1形態と同様に、純アルゴンガスを用いて安定したMIG溶接が可能になる。
【0037】
図5は、実施の第5形態における溶接方法を説明するための図である。溶接が行われるとき、母材2の表面の肌理が粗くなるように加工される。その加工の結果として形成された凹凸の凸部は、加工される前の母材2の表面と比べて溶接アークによる温度上昇が速い。
【0038】
肌理が粗くなるように加工された領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。凸部は、溶接アークが照射されると凹凸が設けられていない場合よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0039】
図6は、実施の第6形態における溶接方法を説明するための図である。溶接が行われるとき、母材の表面に、金属製のネット18が敷かれる。ネット18は、母材18の表面に接触するように設置される。ネット18としては、例えばニクロム線を編むことにより形成されたものが好適に用いられる。ネット18が配置されることにより、母材2の表面に対して凸になる部分が形成される。
【0040】
ネット18が敷かれた領域に対して、シールドガスとして純アルゴンガスが供給され、MIG溶接の電極から溶接アークが供給されて、溶接が行われる。ネット18は、溶接アークが照射されると母材2よりも急速に温度が上昇する。そのため、熱電子が放出される陰極点が多数形成され、溶接アークが安定する。
【0041】
図7は、実施の第7形態における溶接方法を説明するための図である。まず、母材2に対してシールドガスが供給された状態でMIG溶接が施され、溶接ビード22が形成される。この溶接ビード22の周囲の母材2の表面には、MIG溶接のアークが照射されていた領域に、表面が改質され、いわゆる溶接クリーニングが施されたクリーニング領域20が形成される。
【0042】
次に、このクリーニング領域20に対して、純アルゴンガスをシールドガスとしてMIG溶接が施される。クリーニング領域20においては、未処理の母材2の表面と比較して酸化被膜の状態が変化していると考えられ、溶接に対する特性が変化することが期待される。
【0043】
発明者は、クリーニング領域20に対する純アルゴンガスをシールドガスとしたMIG溶接が安定化することを確認した。図9は、MIG溶接によって形成されたクリーニング領域に対して純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを撮影した写真である。図11は、同じ材質の母材の溶接クリーニングによる改質が行われていない領域に対して、純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを撮影した写真である。クリーニング領域に対してMIG溶接を行った場合の方が安定した溶接ビードが形成されることが確認できる。
【0044】
図10は、母材の表面をバーナで加熱してから純アルゴンガスをシールドガスとしてMIG溶接を行った場合の溶接ビードを示す。この場合、母材の表面は酸化されているが、溶接ビードは安定しなかった。従ってMIG溶接の安定のためには、母材の表面を酸化すればよいという訳ではなく、溶接クリーニングによって表面を改質することが望ましい。
【0045】
図8は、実施の第8形態における溶接方法を説明するための図である。MIG溶接が行われる前に、母材2の表面に対して、交流TIG電源を用いてTIG溶接の溶接トーチと母材との間に交流電流が供給され、純アルゴンのシールドガス中でアーク放電が行われる。この際、溶加棒は供給されない。これにより、母材2の表面に溶接クリーニングが施されたクリーニング領域24が形成される。その後、純アルゴンガスをシールドガスとしてクリーニング領域24に対してMIG溶接が施される。
【0046】
こうした溶接方法により、実施の第7形態と同様に、純アルゴンガスをシールドガスとして安定したMIG溶接が可能になる。
【図面の簡単な説明】
【0047】
【図1】図1は、実施の第1形態における溶接方法を説明するための図である。
【図2】図2は、実施の第2形態における溶接方法を説明するための図である。
【図3】図3は、実施の第3形態における溶接方法を説明するための図である。
【図4】図4は、実施の第4形態における溶接方法を説明するための図である。
【図5】図5は、実施の第5形態における溶接方法を説明するための図である。
【図6】図6は、実施の第6形態における溶接方法を説明するための図である。
【図7】図7は、実施の第7形態における溶接方法を説明するための図である。
【図8】図8は、実施の第8形態における溶接方法を説明するための図である。
【図9】図9は、クリーニング領域に対するMIG溶接の溶接ビードを示す。
【図10】図10は、バーナで加熱処理された領域に対するMIG溶接の溶接ビードを示す。
【図11】図11は、クリーニングされていない領域に対するMIG溶接の溶接ビードを示す。
【符号の説明】
【0048】
2…母材
4…溶接ガン
6…溶接アーク
8…箔
10…溶接ワイヤ
12…粉体供給部
14…溝
16…凹凸面
18…ネット
20…クリーニング領域
22…溶接ビード
24…クリーニング領域
【特許請求の範囲】
【請求項1】
母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う前処理ステップと、
前記所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップ
とを具備する
溶接方法。
【請求項2】
請求項1に記載された溶接方法であって、
前記シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない
溶接方法。
【請求項3】
請求項1乃至2に記載された溶接方法であって、
前記前処理ステップにおける前記所定領域は、前記表面に対して施されるMIG溶接の溶接ビードの周囲に形成された領域である
溶接方法。
【請求項4】
請求項1乃至2に記載された溶接方法であって、
前記前処理ステップにおける前記溶接クリーニングは、前記表面に対して交流TIG電源によってアーク放電を行うことにより行われる
溶接方法。
【請求項5】
母材の表面の所定領域に凸部を設けるステップと、
前記所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップ
とを具備する
溶接方法。
【請求項6】
請求項5に記載された溶接方法であって、
前記シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない
溶接方法。
【請求項7】
請求項5乃至6に記載された溶接方法であって、
前記凸部は、前記母材よりも熱容量が小さい部材を前記表面に接触するように配置することにより形成される
溶接方法。
【請求項8】
請求項7に記載された溶接方法であって、
前記部材は、前記母材の表面に平行に延設されるワイヤである
溶接方法。
【請求項9】
請求項7に記載された溶接方法であって、
前記部材は、前記母材の表面に平行に延長する箔である
溶接方法。
【請求項10】
請求項7に記載された溶接方法であって、
前記部材は粉体である
溶接方法。
【請求項11】
請求項7に記載された溶接方法であって、
前記凸部は、前記表面に敷かれたネットである
溶接方法。
【請求項12】
請求項5乃至6に記載された溶接方法であって、
前記凸部は、前記表面を切削することによって形成される
溶接方法。
【請求項13】
請求項12に記載された溶接方法であって、
前記凸部は、前記表面に沿って延長する溝を前記表面に設けることによって形成される
溶接方法。
【請求項14】
請求項12に記載された溶接方法であって、
前記凸部は、前記表面の肌理を粗くすることにより形成される
溶接方法。
【請求項1】
母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う前処理ステップと、
前記所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップ
とを具備する
溶接方法。
【請求項2】
請求項1に記載された溶接方法であって、
前記シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない
溶接方法。
【請求項3】
請求項1乃至2に記載された溶接方法であって、
前記前処理ステップにおける前記所定領域は、前記表面に対して施されるMIG溶接の溶接ビードの周囲に形成された領域である
溶接方法。
【請求項4】
請求項1乃至2に記載された溶接方法であって、
前記前処理ステップにおける前記溶接クリーニングは、前記表面に対して交流TIG電源によってアーク放電を行うことにより行われる
溶接方法。
【請求項5】
母材の表面の所定領域に凸部を設けるステップと、
前記所定領域に対してアルゴンをシールドガスとしてMIG溶接を行うステップ
とを具備する
溶接方法。
【請求項6】
請求項5に記載された溶接方法であって、
前記シールドガスとして供給されるガスにはアルゴン以外の成分は積極的には添加されない
溶接方法。
【請求項7】
請求項5乃至6に記載された溶接方法であって、
前記凸部は、前記母材よりも熱容量が小さい部材を前記表面に接触するように配置することにより形成される
溶接方法。
【請求項8】
請求項7に記載された溶接方法であって、
前記部材は、前記母材の表面に平行に延設されるワイヤである
溶接方法。
【請求項9】
請求項7に記載された溶接方法であって、
前記部材は、前記母材の表面に平行に延長する箔である
溶接方法。
【請求項10】
請求項7に記載された溶接方法であって、
前記部材は粉体である
溶接方法。
【請求項11】
請求項7に記載された溶接方法であって、
前記凸部は、前記表面に敷かれたネットである
溶接方法。
【請求項12】
請求項5乃至6に記載された溶接方法であって、
前記凸部は、前記表面を切削することによって形成される
溶接方法。
【請求項13】
請求項12に記載された溶接方法であって、
前記凸部は、前記表面に沿って延長する溝を前記表面に設けることによって形成される
溶接方法。
【請求項14】
請求項12に記載された溶接方法であって、
前記凸部は、前記表面の肌理を粗くすることにより形成される
溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−196267(P2007−196267A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−18470(P2006−18470)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]