
溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤ

【課題】溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤを提供する。
【解決手段】マグ溶接用ソリッドワイヤを、銅メッキ液内に浸漬させてメッキ層の厚さを0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmの範囲内であり、アルカリ金属(Na)及びアルカリ土類金属(Mg, Ca)含量の総和は10〜500ppmの範囲を満たすように、高速銅メッキしてなる。本発明によれば、溶接時において優れた送給特性とアーク安定性を同時に満たす、マグ溶接用銅メッキソリッドワイヤを、高速銅メッキにもかかわらず得ることができる。
【解決手段】マグ溶接用ソリッドワイヤを、銅メッキ液内に浸漬させてメッキ層の厚さを0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmの範囲内であり、アルカリ金属(Na)及びアルカリ土類金属(Mg, Ca)含量の総和は10〜500ppmの範囲を満たすように、高速銅メッキしてなる。本発明によれば、溶接時において優れた送給特性とアーク安定性を同時に満たす、マグ溶接用銅メッキソリッドワイヤを、高速銅メッキにもかかわらず得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接用銅メッキソリッドワイヤに関し、より詳しくは溶接時におけるアーク安定性に優れた溶接用銅メッキソリッドワイヤに関する。
【背景技術】
【0002】
従来、一般的に溶接用ワイヤは、ソリッドワイヤやフラックス入りワイヤ(flux cored wire)等ワイヤの種類に関係なく、アーク溶接において溶接されたビード(bead)部の品質や溶接スパッタ(spatter)による補修工程などの観点から、アーク安定性は非常に重要視され、このアーク安定性はワイヤの送給性能に深く関係している点は、広く認識されている。
【0003】
特に、溶接用ソリッドワイヤにおいては、最近、メッキを施していない無メッキ溶接用ソリッドワイヤも発売が開始されている。このような無メッキワイヤは、銅メッキに代わってメッキを施さないため、鉄素地面と溶接チップとが直接接触することにより、Tip磨耗量の過多、アーク安定性の劣勢、アーク安定区間の狭小などの解決課題を有していることが事実である。
【0004】
そのため、現在までもマグ溶接ワイヤの95%以上が銅メッキを施したワイヤを使用している。
【0005】
しかし、今までほとんどの溶接材料のアーク安定性と送給性向上のための研究は、ワイヤの表面形状や表面処理剤などに局限されて研究が進行されてきて、銅メッキを施すためのメッキ液に対する研究は多く行われていないことが事実である。すなわち、銅メッキの場合、一般バッチ式のメッキ方式は一般化され、ほとんどのメッキ企業で多く使用しており、添加剤もまた多様な添加剤が市販され使用されている。
【0006】
しかし、溶接用ソリッドワイヤの製造工程でのように、ワイヤの表面に潤滑剤を付着させながら高速で伸線を行い、高速インライン(In-Line)で2秒以内にメッキ密着力に優れたメッキ析出を実施することは難しい作業である。このような理由から、ほとんどの研究は、メッキ工程以後の工程である湿式伸線や表面処理工程に対する研究を通して銅メッキワイヤの問題点を解決するための努力がなされてきた。
【0007】
例えば、日本国特開昭56-144892号では、ワイヤを粒界酸化させて湿式伸線で表面に溝を作り、この溝に液体潤滑剤を保有させて、送給性を向上させた銅メッキソリッドワイヤに関する技術が開示されている。
【0008】
また、アーク安定性を向上させるための方法で、送給性能にのみ局限されず、積極的にワイヤの表面にアルカリ金属酸化物を塗布し、焼鈍処理を行って析出させ、酸洗処理の後、銅メッキを施してアーク安定性を向上させる技術については、日本国特開平6-218574号に開示されている。
【0009】
一方、最終ワイヤの表面に表面処理剤中にカリウム(K)、カルシウム(Ca)及びその化合物を分布させて塗布し、送給性及びアーク安定性を向上させる技術も、日本国特開平7-299583号に開示されている。
【0010】
また、日本国特開平6-218574号では、アルカリ金属をワイヤの表面に残留させるために、クエン酸塩、ハロゲン化合物、リン酸塩などを表面に塗布し、窒素ガス雰囲気で焼鈍処理して残留させ、銅メッキを施す方法もまた開示されている。
【0011】
本発明者はこの点を鋭意注視しながら、連続的に作業が進行される高速の銅メッキのための最適のメッキ液組成と管理方法に対する研究の結果、より一層メッキ密着力に優れた銅メッキソリッドワイヤを製造できるようになり、良好な送給特性の確保を通したアーク安定性に優れた銅メッキソリッドワイヤの提供が可能になった。
【0012】
この発明の先行技術文献情報としては次のものがある。
【特許文献1】特開昭56-144892号公報
【特許文献2】特開平6-218574号公報
【特許文献3】特開平7-299583号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、銅メッキ液中の無機添加剤を利用してメッキ密着力を向上させると共に、メッキ層内にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)を析出させて、優秀な送給特性とアーク安定性を同時に満たすように銅メッキを施した溶接用ソリッドワイヤを提供することにある。
【課題を解決するための手段】
【0014】
本発明の第1発明は、
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤに、銅メッキを施して得られたメッキ層の厚さが0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmの範囲内であり、同時にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和は10〜500ppmの範囲を満たす、溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤに関する。
【0015】
本発明の第2発明は、
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的な不純物からなるマグ溶接用ソリッドワイヤを、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lの組成を含有する銅メッキ液中に、30〜50℃の範囲内で1.5〜2.5秒間浸漬させることを含む溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤを製造する方法に関する。
【0016】
すなわち、本発明者は、高速銅メッキを施すことにあたって、優先的に解決すべき3つの課題に直面した。
1) 5.5mmの線材ワイヤを伸線してメッキ工程に供給される1.4〜2.5mmワイヤは、表面の凹凸が激しいこと。
2) メッキ以後にも、湿式伸線及び表面処理工程のような加工工程があること。
3) アルカリ金属とアルカリ土類金属をメッキ層に残留させなければならないこと。
【0017】
本発明者は、上記の課題を解決するために、工程を一つずつ考察しながら研究を進めた。
【0018】
第一に、メッキ工程に供給される供給線の表面凹凸が激しいという問題を解決するために、原素材企業の製鋼工程及びビレットで線材を5.5mmに加工する工程、表面のスケール除去を目的とする酸洗工程で酸洗前後の表面を連続して観察し、特に、表面特性に最も多くの影響を及ぼす伸線工程で、6〜12個ブロック(Block)の伸線減面率を変更しながら表面の凹凸を最小化するための研究を進めたが、高速作業において表面を目的通りに安定的に製造することが事実上難しいという結論を下した。
【0019】
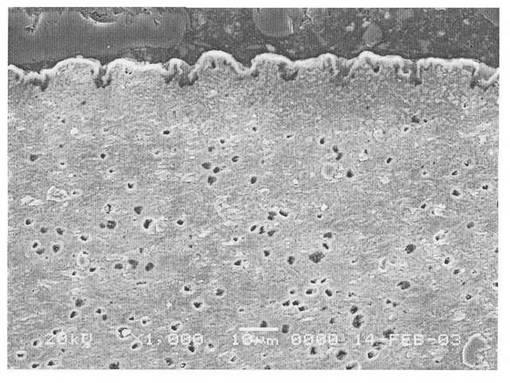
そこで、本発明者は乾式伸線及び銅メッキのために供給されるワイヤの表面凹凸を除去することが難しいという事実を前提として、表面凹凸とメッキ特性との相関関係を関連づけてメッキ密着特性を研究した結果、ブリッジ現象と密接な関係があるという事実を新しく確認できた。ブリッジ現象とは図1から見られるように、表面の凹凸がひどい被メッキ体の場合、凹んでいる部分のメッキ析出速度より凸起しているエッジ(edge)部のメッキ析出速度が速く、まるでエッジ部とエッジ部が連結されブリッジのように形成されたことから、ブリッジ(Bridge)現象という。
【0020】
そうすると、素地面とメッキ層間の無メッキ部の空間が形成され、最終製品線でメッキ密着力を確認するための方法で自径巻付試験(JIS H8504メッキ密着性の試験方法)を行うと、ブリッジ部分が割れながらメッキが脱落する結果をもたらす。このように脱落したメッキ粉末は、溶接チップの内部に積まれてチップ詰まりを誘発し、溶接ケーブル内で送給負荷の増加をもたらすようになり、円滑な送給を阻害する要素として作用する。
【0021】
このようなブリッジ現象は、高濃度のメッキ液で著しく発生するが、銅メッキを施した溶接用ソリッドワイヤの値段が相対的に安値で販売されることにより、製造原価及び生産性の側面から見ると、短い時間に多くのメッキ付着量を得るためには、低濃度の硫酸銅メッキ液より高濃度のメッキ液が有利な反面、ブリッジ現象を克服しなければならないという問題点を有する。
【0022】
そこで本発明者は、凹凸のひどいワイヤの表面に高速メッキを施す際に、著しく発生するブリッジ現象を除去する方法を集中的に研究し、結果としてブリッジ現象はメッキ液の表面張力とCu析出速度と関係しているという事実を見い出した。
【0023】
すなわち、メッキ液の表面張力を下げてこそ、短い時間中に凹部にメッキ液を浸透させて凹凸部のメッキ析出反応を可能にすると共に、エッジ部のCuメッキ析出は遅延させる最適のメッキ液の組成条件を設定することができた。
【0024】
図1の写真は、高速銅メッキを施す際に、ワイヤの素地面とメッキ層に発生されたブリッジ現象を走査電子顕微鏡(SEM:Scanning Electron Microscope)で1000倍倍率で観察したもので、表面凹凸における凹んでいる部分、すなわち、黒く見える部分がメッキされていない無メッキ部分であり、その上にエッジ部間に連結されたメッキ層が観察されており、これがブリッジ現象である。
【0025】
第二に、メッキ工程以後に湿式伸線工程と表面処理工程があり、表面加工によるメッキ層の損傷が予想され、加工前後の加工度とメッキ層形状を研究した結果、円滑な伸線加工のためには最小限のメッキ層の厚さが必要であるという事実である。すなわち、第一の課題で、単純に表面張力を下げてCu析出を制御するものではなく、最小限のメッキ厚さの0.2μm以上を得てこそ、後工程でメッキ層の損傷なく、所望のアーク安定性に優れた溶接用ソリッドワイヤを得ることができるという事である。
【0026】
第三に、密着力を向上することにより送給性は向上するものの、アーク安定性をさらに確保するための方策で、メッキ層内にアルカリ金属とアルカリ土類金属を残留させる方法である。日本国特開平6-218574号の場合、アルカリ金属塩を表面に付着させて焼鈍処理して適宜残留させる方法が提案されているが、アルカリ金属酸化物の形態でワイヤの表面に存在することになると、メッキ工程で円滑な置換反応が起こらず、メッキ密着力を落とす否定的な役割をすることになる。
【0027】
本発明者は、置換メッキにおいて、Cuメッキ層内にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)を残留させる方法を集中的に研究した。結果としてメッキ液中のFeイオンの濃度の適正範囲を設定することができ、特に、メッキ液中にCuイオンよりイオン化傾向の大きい金属イオンを段階的に存在させた。
【0028】
イオン化傾向の順序は下記のような序列で、左側がイオン化傾向の大きいアルカリ及びアルカリ土類金属である:Cs>Rb>K>Na>Ba>Ce>...Ca>Mg>Al>Mn>Zn>Cr>Fe>Co>Cu>Au...
【0029】
そして、同時にCuと選択的に錯体を形成するように、図2から見られるように、EDTA(エチレンジアミン四酢酸、Ethylene Diamine Tetra Acetic acid)を添加剤として使用した。EDTAはpH領域により、錯体形成程度が、金属イオンにより異なる特性を有する有機物である。すなわち、アルカリ土類金属のMgとCaイオンとはpH7以上のアルカリ領域で安定的な錯体を形成する反面、CuイオンとはpH4以下で安定した錯体を形成するという特性がある。また、Feイオンとは中程度のpH5領域で安定した錯体を形成するという特徴がある。
【0030】
そこで、硫酸銅メッキ液はpH4以下の領域で管理されるため、Cuイオンと共にCu-EDTA錯体を最も安定的に形成すると共に、Feイオンとは不安定な錯体を形成するようになる。
【0031】
そうなると、下記の還元式から見られるように、CuイオンからCu金属に析出される標準還元電位(E0)が、0.339VにてCu-EDTA錯体状態でCu金属に析出される標準還元電位が-0.119Vに低くなる。すなわち、Cuイオン状態よりも還元力が増加することを意味する。そのため、Cu-EDTA錯体を形成したイオンの周辺では、急速な還元反応が起こる。それで、EDTAと錯体をほとんど形成しなかったアルカリ金属及びアルカリ土類金属も標準還元電位がCu-EDTAより低いため、Cuが析出されると共にNa、Mg、Caが部分的に還元され、Cuメッキ結晶粒界の部分に析出される。
【0032】
Cu2++2e- = Cu(s) E0= 0.339(V)
Cu(エチレンジアミン)2++e- = Cu(s)+2エチレンジアミン E0= -0.119 (V)
Ca2++2e- = Ca(s) E0= -2.868 (V)
Mg2++2e- = Mg(s) E0= -2.360 (V)
Na++e- = Na(s) E0= -2.714 (V)
【0033】
一方、メッキ液中にFeイオンはEDTAと不安定な錯体を形成するが、一部のFe-EDTA錯体を形成したイオンは還元され、メッキ層内にCuと共に析出される。メッキ層内のFeの増加は、メッキ層を硬化させると共に電気抵抗性を高め、溶接時におけるアーク不安定を誘発する。
【0034】
従って、本発明者はこのようなメッキ層内のアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)をCuと共に析出させると共に、メッキ密着性とアーク安定性が確保できるFe濃度を最適に管理できるメッキ液条件を設定することにより、優秀なメッキ密着性を基にアーク安定性に優れた銅メッキソリッドワイヤを製造することができた。
【発明の効果】
【0035】
本発明はメッキ液及びメッキ層内にアルカリ金属、アルカリ土類金属成分を含んだ微量元素を特定範囲に存在させ、メッキ厚さを一定範囲に管理することにより銅メッキ層の密着性を向上させた。これにより、高速銅メッキにもかからわず、溶接時における優秀な送給特性とアーク安定性を共に満たすマグ溶接用銅メッキソリッドワイヤを得ることができる。
【発明を実施するための最良の形態】
【0036】
本発明による最適のメッキ液の製造条件及びそれぞれ添加剤の役割と、表面層内のFe及びアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量を限定した理由について説明する。
【0037】
[基本メッキ液の条件]
メッキ液の基本組成は、高速銅メッキに適合な条件で硫酸銅(CuSO4・5H2O)を主な建浴剤として使用し、連続的なメッキ液の供給のために基本組成の1.5〜2倍で濃度を高くして組成した液を、補充液として使用する。
【0038】
メッキ液の温度は30〜50℃に維持し、温度を維持するための方法には、スチームによる間接加熱または電気ヒーターによる直接加熱方式ともに可能である。下記の表1は、硫酸銅メッキ液の基本組成を示したものである。
【0039】
【表1】

【0040】
[メッキ液中の鉄(Fe)イオン濃度:10〜40g/L]
銅メッキにおいて鉄イオンは、Cu析出を制御する最適の要素であって、Cuとイオン半径が類似してその性質が似ており、Cu析出反応を制御すると共にメッキ層の硬度を上昇させる役割をする。しかし、メッキ層内にFeが多くなるとCu固有の電気伝導性を落とし、溶接時におけるアーク不安定の原因になることもある。
【0041】
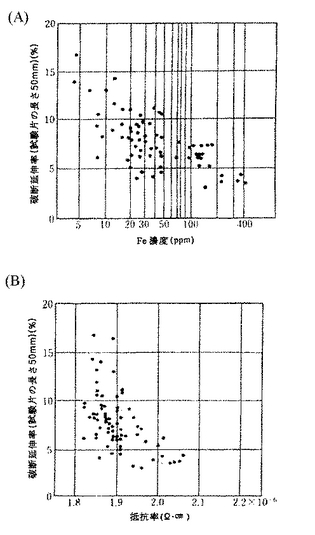
図3から見られるように、メッキ層内のFe含量の増加はメッキ層を硬化させ、破断延伸率が著しく下がる傾向を示すと共に、Cuメッキ層の電気抵抗率を大きくし、結局、電気伝導性が低くなるということが文献から容易に確認できる。すなわち、メッキ層内のFeができるかぎり少ないものが電気伝導性の側面からは有利であるが、Fe含量が少ない場合は、メッキ層が硬くなくなり、溶接用ソリッドワイヤにおける送給の際に、送給抵抗を上昇させる原因になる。これが、メッキ層内のFe含量を管理しなければならない理由である。
【0042】
又、表2及び図4から見られるように、メッキ液中に存在する鉄イオンが増加することにより、メッキの付着量は著しく減少する。
【0043】
鉄イオン濃度が10g/L未満になると、Cuの析出速度は急速に増加するが、メッキの析出過程でブリッジ現象が激しく発生する。又、鉄イオン濃度が40g/Lを超えると、高速でワイヤが浸漬されてメッキ槽を通過する間、後工程の湿式伸線や表面処理工程に必要な最小限のメッキ厚さ0.2μm以上を付着することが不可能になる。メッキ厚さが0.2μm以上形成されなかった場合、後工程で加工による表面素地層が露出されることにより、耐錆性が落ちると共に通電性にも影響を及ぼすことになる。また、Cuの析出反応を制御するとともに、メッキ層に残留するFe含量が増加する。従って、メッキ液中の鉄イオン濃度は10〜40g/Lが好ましい。
【0044】
鉄イオンを補充する方法に、工業的に使用されている硫酸第一鉄7水和物(FeSO4・7H2O)、塩化第一鉄(FeCl2)、水酸化鉄Fe(OH)2などを添加したり、Fe金属粉末を硫酸に溶解して添加する方法などが可能である。しかし、鉄イオンと結合したアニオンはメッキ液の粘性を高め、表面張力を落とすため、Fe金属粉末を硫酸に溶解して添加する方法が最も好ましい。塩化第一鉄を添加するときは、メッキ液中の塩素イオンの濃度を考慮し、規定された範囲内で限定的に使用することが可能であり、水酸化鉄はメッキ液中の硫酸と反応してpHを落とすため、好ましくない。
【0045】
【表2】
【0046】
[メッキ液中のアルカリ元素Na濃度:0.1〜1.0g/L]
アルカリ金属ナトリウム(Na)はイオン化傾向の大きい金属であって、溶接時に溶接電流によりイオン化されて溶接移行を促進し、特に、溶滴移行速度を増加させる役割をすることで、スパッタの減少に寄与する。
【0047】
メッキ液中にNa換算値で0.1g/L未満では、メッキ層内にNaの残留量自体が極めて少なく、溶接移行において溶滴移行速度を増加させる役割をすることができない。また、Na換算値で1.0g/Lを超えると、メッキ層内に残留するNa量の増加により、かえってアークが不安定になる結果をもたらす。そして、一緒に添加されるアニオンの量とNaカチオンによるメッキ析出速度を減少させ、高速メッキを妨害する作用をする。従って、メッキ液中のNaは元素換算値で0.1〜1.0g/Lを添加することが好ましい。
【0048】
アルカリ金属Naを添加する方法には、Na2C4H4O6、Na2C2O4、NaCl、Na2S2O4(次亜硫酸ナトリウム)、NaHSO4、Na2CO3、KNaC4H4O・4H2O(スズ酸カリウムナトリウム)などの形態で、1種または1種以上をNa換算値を計算して添加する。
【0049】
[メッキ液中のアルカリ土類金属Caの濃度:0.1〜1.0g/L]
アルカリ土類金属カルシウム(Ca)は、溶接時のアーク移行現象におけるアーク安定性を向上させ、低いイオン化エネルギーにより溶接移行が促進され、溶接時における短絡回数の増加と共にスパッタを減少させる。メッキ液中では、鉄イオンと共に銅の析出を制御する役割をするとともに、銅金属分子の間に部分的に析出されてメッキ層の緻密度を高める。
【0050】
メッキ液中にCa換算値で0.1g/L未満では、相対的にメッキ層内に残留するCaの量が少なくてアーク安定性に寄与することができず、また、1.0g/Lを超えると、Feイオンを添加したものと同じ効果として銅の析出速度を制御し、0.2μmのメッキ層厚さを得ることができない。そして、メッキ層に残留するCaの量が増加してメッキ層の電気抵抗性を高め、かえってアーク安定性を阻害する要素として作用する。従って、メッキ液中にCa換算値で0.1〜1.0g/Lを添加することが好ましい。
【0051】
アルカリ土類金属Caを添加する方法には、本発明で使用可能な無機物としてCaSO4、CaCl2、Ca(OH)2などが使用でき、そのうち1種または1種以上を選択してメッキ液中にCa換算値で0.1〜1.0g/Lを添加する。
【0052】
[メッキ液中のアルカリ土類金属Mgの濃度:1.0〜10g/L]
アルカリ土類金属Mgは強力な反応性を有しており、脱酸作用とともにアーク安定性に寄与する元素であって、メッキ液中では鉄イオンとともに銅の析出反応を部分的に制御するが、究極的にはメッキ層内に残留してアーク安定性に寄与することに目的がある。
【0053】
Mgはメッキ液中に、Mg換算値で1.0g/L未満では、メッキ層に残留するMgの量が少なくてアーク安定性に寄与することができず、10g/Lを超えると、鉄イオンと共に銅析出を妨害して同一の浸漬時間に0.2μm以上のメッキ層厚さが得られにくくなる。
【0054】
従って、メッキ液中にMg換算値で1.0〜10g/Lを添加することが好ましい。
【0055】
アルカリ土類金属Mgを添加できる無機物には、MgSO4、MgCl2、MgSO4・7H2O、MgCl2・6H2O及び金属Mgがあり、そのうち1種または1種以上をメッキ液中に添加する。
【0056】
[メッキ液中の塩素(Cl)の濃度:1.0〜5.0g/L]
メッキ液中の塩素イオンは、メッキ液の粘性を下げて表面張力を落とす役割とともに、光沢メッキを可能にする要素であって、メッキ液中では塩素濃度で1.0〜5.0g/L添加される。
【0057】
メッキ液中の塩素イオンが1.0g/L未満では、表面張力の効果が落ちて緻密なメッキができないため光沢度が落ちて、また5.0g/Lを超えると、メッキ液の表面張力を落として光沢度は上がる反面、メッキの後、水洗工程と中和工程を経ても表面に微量が残存し、最終の製品線で発錆の原因になる。
【0058】
従って、メッキ液中の塩素イオンの濃度は、1.0〜5.0g/Lが好ましい。
【0059】
塩素イオンを添加する方法には、NaCl、エピクロロヒドリン(Epicliorohydrin、C3H5OCl)、1-クロロ-2,3-エポキシプロパン(1-Chloro-2,3-epoxypropane)、NaOCl、MgCl、CaCl2、CuCl、CuCl2、FeCl2などの形態で、1種または1種以上を添加して、メッキ液中の塩素イオンの濃度を調整する。ここで、塩素イオンと共に存在するアルカリ金属及びアルカリ土類金属、Feの濃度を一緒に考慮して添加し、最終メッキ液中の塩素イオンの濃度が1.0〜5.0g/Lになるように調整する。
【0060】
[メッキ液中のEDTAの濃度:0.01〜0.1g/L]
EDTAはアルカリ金属とアルカリ土類金属の析出を助けて、メッキ液の表面張力を下げるための添加剤である。
【0061】
メッキ液中のEDTA濃度が0.01g/L未満では、素地表面で表面張力を下げる効果が落ち、置換反応が起こる過程でCu-EDTAを形成した比率が低く、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の還元反応が円滑でなくなる。
【0062】
また、0.1g/Lを超えると、Cu-EDTAの比率が高くなって銅の析出反応速度が急激に速くなり、メッキの緻密度が落ちる。また、相対的にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の残留を促進し、必要以上の量のアルカリ金属とアルカリ土類金属を残留させ、溶接時におけるアーク安定性を悪化させる。
【0063】
従って、メッキ液中のEDTA添加量は0.01〜0.1g/Lが好ましい。
【0064】
本発明において添加されるEDTAは様々な種類があるが、EDTA単独で存在するものを添加することもでき、Ca、Na、Mgと塩から構成されたEDTA塩を添加することもできるが、この場合には、Ca、Na、Mgの含量を考慮して添加しなければならず、不足している部分は単独のEDTAを添加して補充する。
【0065】
[添加剤の添加方法]
本願明細書において、EDTA+Fe+Mg+Ca+Naを含めて包括的に添加剤と称する。
【0066】
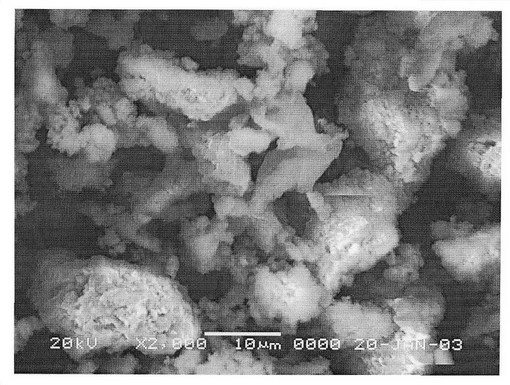
添加剤を添加する方法には、それぞれの添加剤を個別的に添加することもできるが、メッキ液の管理的な側面から、管理し難いという問題点がある。そこで、本発明では、添加剤間の濃度と添加量を考慮し、混合物の形態で添加剤を組成した。図5は、混合物の形態で組成した添加剤中の有機物粉末を走査電子顕微鏡(SEM)で観察したものであり、図6は、混合物の形態で組成した添加剤中の無機物粉末をペレット(pellet)状態で製造して組成したものであって、走査電子顕微鏡(SEM)で観察した写真である。このように、添加剤のみを別途に組成して添加剤として使用する場合、メッキ液の建浴及び補充の際に、添加剤の投入や濃度の管理が容易になる。
【0067】
本発明者は上述のように、高速銅メッキで解決すべき3つの課題を、表3に示された最適の銅メッキ液の条件を設定することにより、優秀な送給性を確保すると共に、アーク安定性に優れた銅メッキソリッドワイヤを提供することに成功した。
【0068】
【表3】
【0069】
特に、上記の表3に提示されたメッキ液の条件で銅メッキを実施すると、本発明の目的に対応すると共に、下記の条件を全て充足させる、銅メッキソリッドワイヤを提供することが可能である。
【0070】
1) Cuメッキ層の厚さが0.2〜1.0μmを形成する銅メッキソリッドワイヤ
2) Cuメッキ層内の微量元素の含量:Fe+Mg+Ca+Na=100〜1000ppm
3) Cuメッキ層内のアルカリ金属及びアルカリ土類金属の含量:Mg+Ca+Na=10〜500ppm
【0071】
[ワイヤの化学成分]
本発明の溶接用銅メッキソリッドワイヤにおけるワイヤの化学成分は、JIS Z3312に規定されている鋼線を使用することが可能である。その鋼線の組成を規定しているが、その成分の添加理由と組成の限定理由について説明する。
【0072】
[C:0.01〜0.10重量%]
炭素は、溶接金属の脱酸及び強度を得るために必ず添加される元素であって、その含有量が0.01重量%未満の場合は、脱酸と強度を充分に発揮することができなく、また0.10重量%を超える場合は、溶接金属において高温亀裂を発生しやすいため、C含量は0.01〜0.10重量%が好ましい。
【0073】
[Si:0.3〜1.0重量%]
Siは、溶接金属の脱酸剤として添加される元素である。しかし、含有量が0.30重量%未満であると、脱酸作用が充分にできず、溶接金属のピット(pit)またはブローホール(blowhole)を発生させることとなる。又、1.0重量%を超える場合、溶接金属の靭性が落ちるため、Si含量は0.3〜1.0重量%が好ましい。
【0074】
[Mn:0.7〜2.0重量%]
Mnは、溶接金属の脱酸及び強度を得るために添加する元素であって、0.7重量%未満の場合、脱酸後の強度を充分に得ることができず、また2.0重量%を超えると、溶接金属において低温クラックを起こしやすい。従って、Mn含量は0.7〜2.0重量%が好ましい。
【0075】
[P:0.001〜0.030重量%]
Pは、ワイヤ先端の溶滴が円滑に離脱するよう寄与する元素で不可欠な元素であるが、P含量が0.001重量%未満の場合は、その効果が充分ではなく、0.030重量%を超える場合は、溶接金属の高温クラックが発生しやすいため、P含量は0.001〜0.030重量%が最も好ましい。
【0076】
[S:0.001〜0.030重量%]
Sは、ワイヤ先端の溶滴が円滑に離脱するように寄与する元素で不可欠な元素であるが、S含量が0.001重量%未満の場合は、その効果が充分ではなく、0.030重量%を超える場合は、溶接金属の高温クラックが発生しやすいため、S含量は0.001〜0.030重量%が最も好ましい。
【0077】
[Cu:0.01〜0.50重量%]
Cuは、ワイヤの通電性及び溶接金属の強度が得られる元素である。しかし、0.01重量%未満の場合、通電性及び強度を充分に確保することができず、0.50重量%を超えると、溶接金属において高温クラックを発生させる可能性が大きい。そのため、ワイヤのCu含有量は0.01〜0.50重量%が好ましい。
【0078】
Cuはワイヤの表面メッキ層に存在させるか、ワイヤの鋼線内部に固溶された形態で存在させてもよいが、ワイヤの通電性を向上させるためには、ワイヤの表面にメッキ層の形態でCuの含有量を0.01〜0.50重量%含有することが好ましい。
【0079】
[残り:Fe及び不可避的な不純物]
不可避的な不純物にはN、Mg、Ca、V、Se、Co、Zn、Sn、Te、Sr、Y、W、Pbなどがあり、それぞれの不純物は0.05重量%以下で、合計0.50重量%以下で含有されることにより、本発明の目的を達成することができる。しかし、不純物の元素が0.05重量%を越える場合、アークの安定性が落ちたり、クラックの敏感度が高くなる等の悪影響があるため、それぞれの不純物は0.05重量%以下及び総和が0.50重量%以下でなければならない。
【0080】
[その他の添加元素Ni:0.01〜1.0重量%]
Niは、溶接金属の低温靭性の改善を目的として添加する元素であって、Ni含量が0.01重量%未満の場合は、低温靭性の改善効果がなく、1.0重量%を超える場合は、溶接金属の高温亀裂が発生しやすい。また、メッキ工程でメッキ密着力を低下させる悪影響があるため、Ni含量は0.01〜1.0重量%が好ましい。
【0081】
[Cr含量:0.01〜0.50重量%]
Crは、溶接金属の強度を向上させるため効果的な元素であるが、0.01重量%未満では、その効果が不十分であり、0.50重量%を超えると、溶接金属の延伸率が低下する。また、メッキ工程で0.50重量%を超えると、メッキ密着力の低下とともにメッキ層に残留して、メッキ層の通電性を低下する。従って、Cr含量は0.01〜0.50重量%が好ましい。
【0082】
[Mo含量:0.01〜0.50重量%]
Moは、溶接金属の低温靭性と強度を向上させるために効果的な元素であって、0.01重量%未満では、その効果が表れず、0.50重量%を超えると、溶接金属の高温亀裂が発生しやすくなるだけでなく、メッキ工程におけるメッキ密着力の低下と共に、メッキ層に残留され、通電性を低下する。そのため、Mo含量は0.01〜0.50重量%が好ましい。
【0083】
[Al含量:0.01〜0.50重量%]
Alは、溶接金属の脱酸及び溶接ビード形成に効果的な元素であって、Al含量が0.01重量%未満では、脱酸作用が不十分で溶接ビード形状の調整が不可能であり、0.50重量%を超える場合は、溶接金属の高温クラックを発生しやすいだけでなく、メッキ工程でメッキ密着力の低下と共にメッキ層に残留し、通電性を低下する。そのため、Al含量は0.01〜0.50重量%が好ましい。
【0084】
[Ti+Zr含量:0.01〜0.30重量%]
TiとZrは、溶接金属の脱酸作用を行いながら溶接スパッタ(Spatter)を減少させる作用を有する。添加方法は、Ti単独或いはこれと共に添加することができ、TiとZrの含量が0.01重量%未満の場合は、スパッタ減少の効果がなく、脱酸反応も円滑に行われない。また、TiとZrの含量が0.30重量%を超えると、溶接金属の高温クラックが発生しやすいため、TiとZrの含量は0.01〜0.30重量%が好ましい。
【0085】
[メッキ層の密着力の試験方法]
本発明におけるメッキ品質の評価項目においては、最も一般的にメッキ密着力を評価する方法として、JIS H8504(メッキ密着性の試験方法)に様々なものが紹介されている。その中でも、最も容易な評価方法は自径巻付方式であるが、ワイヤをマンドレルやワイヤ自体に数回以上巻いたとき、ワイヤの表面に形成されたメッキ層が割れたり、剥離される現象を光学顕微鏡で拡大して評価する方法である。上記の方式で評価するとき、メッキ密着力に優れたワイヤほど、メッキ層の割れや剥離現象の発生回数が少なくなり、これは溶接時におけるワイヤの送給性と直結する。
【0086】
[メッキ層内微量元素の定量方法]
[メッキ剥離溶液の製造方法]
メッキ剥離溶液は、アンモニア(NH4OH)300mlに三塩化酢酸(CCl3COOH)25gを秤量して入れて溶かした後、全体液の容量が1000mlになるようにメスフラスコに入れて、蒸留水を表示線まで入れたものをメッキ層のメッキ剥離溶液として使用した。
【0087】
[メッキ層内微量元素の分析のための試料前処理]
ワイヤ約25gを2〜5cm間隔に切断して250mlのビーカーに入れて、四塩化炭素(CCl4)またはエチルアルコール(CH3CH2OH)に浸漬し、超音波洗浄器に入れて10分間超音波脱脂を実施し、ワイヤの表面に付着した送給油及び防錆油を完全に除去した。洗浄が完了したワイヤは、105℃に維持されたドライオーブンに入れて10分間乾燥し、表面が完全に乾燥されるまで乾燥した後、デシケーターで常温まで冷却した。
【0088】
冷却されたワイヤを小数点4桁まで測定される秤で、重量を正確に小数点4桁まで測定(W1)し、250mlのビーカーに移り入れ、メッキ剥離溶液を25ml入れて時計皿を覆い、正確に20分間常温に放置した。
【0089】
20分後、ビーカーからメッキ剥離溶液を他のビーカーに移し、ワイヤは流水で洗浄した後、エチルアルコール(CH3CH2OH)に浸漬し、105℃に維持されたドライオーブンで10分間乾燥し、デシケーターで常温まで冷却して重量を測定(W2)し、初期重量(W1)と後重量(W2)の差をメッキ重量とした。
【0090】
ビーカーに移されたメッキ剥離溶液は時計皿を覆い、サンドバス(Sandbath)の200〜300℃雰囲気で液量が5ml程度になるまで揮発乾固した後、硝酸(HNO3)5mlと塩酸(HCl)1mlを投入して加熱装置(Hot Plate)で1分間加熱して可溶分を溶解し、放冷後、時計皿及びビーカーの内壁を蒸留水できれいに洗浄してメスフラスコ100mlに入れ、蒸留水を表示線まで入れたものを分析用試料とした。
【0091】
[ブランク試験]
ブランク試験は、メッキ剥離溶液に存在するFe、Mg、Ca、Naの量を測定して補正するためのものであって、上記された試料の前処理方法と同様に実施するが、ワイヤのみを入れていない状態で実施してメスフラスコ100mlに入れ、蒸留水を表示線まで入れたものをブランク試料とした。
【0092】
[微量元素の定量方法]
分析試料の測定は、誘導結合プラズマ発光分光分析機(Inductively Coupled Plasma Atomic Emission Spectrometer, ICP-AES)として、サーモエレメンタル(Thermo Elemental)社のアイリス アドバンティジ(IRIS Advantage)装置を使用して測定した。
【0093】
[ICP測定用検量線の作成方法]
測定用検量線は、標準物質添加法で作成した。測定試料と同一のマトリックスを構成するために、上記試料の前処理過程と同様に処理された4種の試料を100mlのメスフラスコにそれぞれ入れて、Ca、Na、Mg、Fe標準溶液でそれぞれブランク、0.5ppm、1ppm、10ppmずつ投入して、検量線作成の標準溶液とする。
【0094】
測定装備の条件は、下記の表4に記録された条件で実施して5回測定した値の平均値とし、測定時におけるそれぞれの元素の相対標準偏差(RSD)は2%以内にする。
【0095】
【表4】
【0096】
[Cuメッキ層厚さの測定方法]
本発明におけるメッキ層の厚さは、破壊方式である電解式メッキ厚さ測定機〔エレック ファイン インストルメント(Elec Fine Instruments Co., Ltd)社のCT-2〕を使用した。破壊式メッキ厚さ測定機を使用した理由は、メッキ層の除去有無を光学顕微鏡を利用して再確認する目的を兼ねることができるという長所があるためである。
【0097】
その他、非破壊方式であるX-線メッキ厚さ測定、a線メッキ厚さ測定、渦電流式、電子式メッキ厚さ測定機があり、このような装備を使用した測定も可能である。
【0098】
[電解式メッキ厚さ測定機の原理]
電解式メッキ厚さ測定機は、Cuに反応する試薬に浸漬後、電流を流しながらメッキ層を溶かした。メッキ層と下地間に流れる電位差を持続的に感知し、メッキ層が電解されると電位差が発生するが、これをメッキ厚さの測定単位に換算して表示する原理である。
【0099】
[重量法によるCuメッキ厚さの換算]
メッキ層の厚さを機器を使用して測定しなかった場合は、上記で説明したメッキ剥離液を利用して、メッキ層の除去前後の重量差を以って下記の数学式1を利用して、メッキ層厚さ(μm)に換算して使用する。
【0100】
(数学式1)
Cu厚さ(μm)={(W1-W2)/4*W2}*D*(Fe比重/Cu比重)*1000
(ここで、W1:メッキ剥離前のワイヤ重量(g)、
W2:メッキ剥離後のワイヤ重量(g)、
D:ワイヤ線径(mm)、
Fe比重:7.86g/cm3、及び
Cu比重:8.93g/cm3である)
【実施例】
【0101】
本発明に使用されたワイヤは、JIS Z3312に該当するワイヤであって、そのワイヤの主要成分の分析結果を下記の表5に示した。表5に提示された化学成分を有するそれぞれの直径5.5mmまたはそれ以上のRODを酸洗、ボンデライト、ボラックスコーティングの後、直径1.5mmから2.5mmまで伸線し、苛性ソーダ(NaOH)電解脱脂及び硫酸電解酸洗したワイヤをメッキするための供給線で製作した。
【0102】
【表5】
【0103】
[Cu銅メッキの実施]
実施例のワイヤは、上記の表3に提示された本発明のメッキ液組成の範囲で1.5〜2.5秒以内でメッキ槽に浸漬する方式でCuメッキを実施し、水洗槽を経て潤滑剤を使用して1.2mmまで伸線して製品線を製造した。
【0104】
比較例は、本発明で提示されたメッキ液組成の範囲から外れた条件で建浴されたメッキ液で同様な方法で製造した。
【0105】
[メッキ密着力の評価]
メッキ密着力は、JIS H8504(メッキ密着性の試験方法)で巻付方式で製品線ワイヤを自径巻付し、光学顕微鏡を利用して400〜500倍の倍率におけるメッキ脱落の程度により密着力を評価した。
【0106】
[ワイヤのアーク安定性の評価方法]
溶接時におけるアーク安定性を評価するための方法に、上記の表5に記載されたワイヤを表10のように製造し、下記表6の溶接条件と同様に、低電流及び高電流領域のそれぞれで180秒間連続自動溶接を実施し、アークモニタリング(Arc Monitering System WAM4000D Ver2.0)を利用して秒当たり5000回のモニタリングをして、短絡移行領域の低電流領域では瞬間短絡比率でアーク安定性を評価し、グロビュール(Globular)移行区間の高電流領域では、溶接電流の標準偏差を以って、下記の表7に提示された評価基準により評価した。低電流領域では、瞬間短絡比率が5%未満でスパッタ(Spatter)の発生量が少なく、美麗なビード外観が得られ、高電流領域では溶接電流の標準偏差が10未満の条件である場合、スパッタの発生量が最小化され、美麗なビード外観が得られた。溶接に使用された母材は、SS400 25t母材で表面をグラインディングして、スケールを完全に除去した母材を使用した。
【0107】
【表6】
【0108】
【表7】
【0109】
[ワイヤの送給性の評価方法]
送給性は、溶接チップから一定速度でソリッドワイヤが供給されるかの可否と同様な意味を有している。送給性が悪いと、溶接チップからのワイヤの供給が不足し、溶接アーク柱の間隔が広くなることにより、アークが不安定になったり、アークが短絡される。そして、送給性に優れたワイヤは、溶接ケーブルの形態、すなわちW、1回ターン(turn)、2回ターンの条件でも円滑にアークの短絡なくワイヤが供給されるワイヤを意味する。本発明では、表8に提示された溶接条件で5mの溶接ケーブルを利用して連続溶接を実施した。ここに、送給性評価のために、溶接ケーブルの条件を直径300mmで、W、1回ターン、2回ターンの条件で表9に提示された評価基準で送給性を評価した。
【0110】
【表8】
【0111】
【表9】
【0112】
ここで、判定基準として、「可能」は溶接ケーブルのそれぞれの条件で50秒以上の持続溶接が可能な場合に該当し、「不可能」は溶接ケーブルのそれぞれの条件で50秒未満でアーク切れが発生した場合に該当する。
【0113】
【表10】
【0114】
[実施例の説明]
本発明を再現した上記の表10中の実施例から見られるように、メッキ層が厚さ0.2〜1.0μmでメッキされると共に、メッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmを満たし、メッキ層内のFeを除いたアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が10〜500ppmで残留させた実施例の場合、優秀な送給特性と共に優秀なアーク安定性を示している。
【0115】
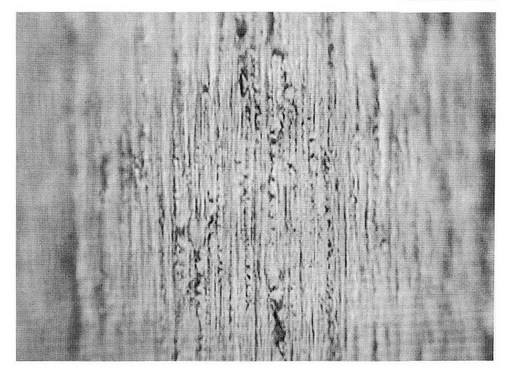
本発明実施例におけるワイヤの場合は、図7に示すように、製品線を自径巻付して光学顕微鏡で観察した結果、メッキ脱落現象を起こすことなく優秀なメッキ密着性を示している。又、製品線の直線表面を光学顕微鏡で観察しても、図8で見られるように、素地面の露出や無メッキの部分が観察されないことが分かる。これは、表面メッキ厚さが0.2〜1.0μmに管理されることにより、素地面が充分に保護された結果として見なされる。
【0116】
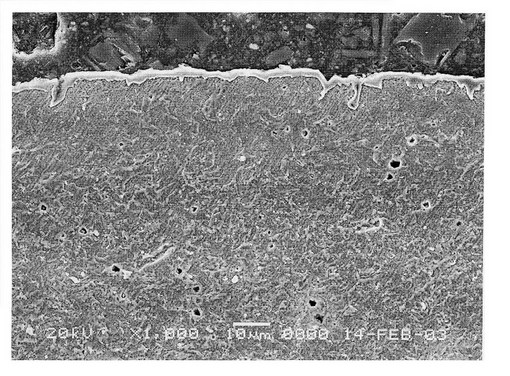
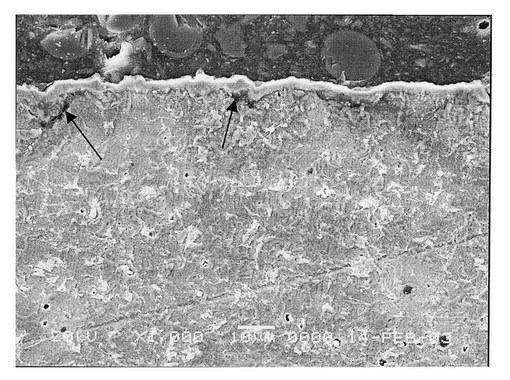
そして、走査電子顕微鏡(SEM)でメッキ層の表面を観察した結果、図9のように、ほとんどのワイヤにブリッジ現象が、ほぼ発生しなかった。一方、実施例のワイヤNo.1、2の場合のように、メッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が、本発明の下限に形成される場合、図10のように、走査電子顕微鏡(SEM)でメッキ層を観察すると、メッキ層が厚く形成されることにより、極めて一部分(矢印で表示された部分)では、ブリッジ現象が観察されることもある。
【0117】
しかし、メッキ密着性及び送給特性に影響を及ぼすレベルではなく、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が適正量存在することにより、優秀なアーク安定性を表している。
【0118】
本発明の実施例におけるワイヤを、低電流150Aと高電流300Aでアークモニタリング装置を利用してアーク安定性を評価した結果、低電流領域及び高電流領域ともに優秀な送給特性を基にアーク安定性が優秀に現れている。
【0119】
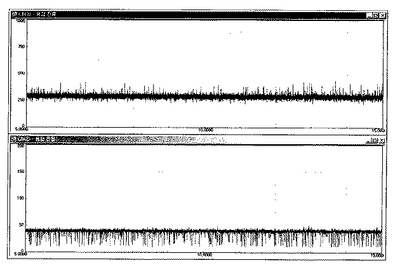
図11は、高電流300Aでアークモニタリング装置でモニタリングした溶接電流波形グラフであって、溶接電流の変化が多くはなく、安定したアーク特性を表している。
【0120】
図12は、低電流150Aでモニタリングした溶接電流波形グラフであって、低電流でもアークの短絡はなく、優秀なアーク安定性を表している。
【0121】
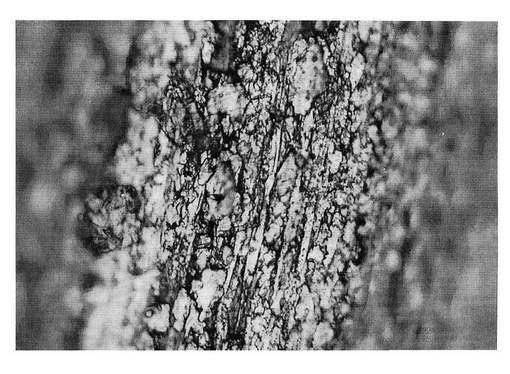
比較例においては、ワイヤNo.17及び18の場合、Feを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100ppm未満であり、この場合、急激なCu析出反応によりメッキ層の厚さが全て1.0μmを超えることにより、特に送給特性が著しく悪くなると共に、アークが不安定になる特性を表している。この場合、図13から見られるように、製品線を自径巻付して光学顕微鏡で観察すると、素地面とメッキ層の密着性が悪くてメッキ層が剥離される現象を容易に観察することができる。このようになると、脱落したメッキがチップの内部に集積されて連続溶接を妨害することにより、送給性能を低下させる。従って、溶接時におけるアーク安定性も非常に劣悪になることが分かる。
【0122】
また、比較例のワイヤNo.20〜28のように、Feを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が1000ppmを超えると、メッキの際にメッキ層のCu析出反応が極めて制限され、メッキ層の厚さが0.2μm以上析出されることが不可能になる。従って、送給においては普通の水準を維持することができるが、図14に示すように、メッキ層の厚さが十分でないことにより、素地面が露出される現象が発生する。従って、溶接チップと製品表面の無メッキ層間に接触があるとき、アークが瞬間的に不安定になる特性を表す。そして、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が10〜500ppmを満たしても、アーク安定性が向上しない。
【0123】
図15に示すように、無メッキ部分は、自径巻付した状態でも、部分的に観察されている。また、比較例のワイヤNo.30のようにメッキ厚さが0.45μmであり、メッキ層内にFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppm内の範囲を満たしているが、Feを除いたアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が10ppm未満で、アーク安定性が向上していない。
【0124】
図16は、比較例のワイヤNo.30を自径巻付して光学顕微鏡で観察した写真であって、他の比較例のワイヤに比べてFeを含んだアルカリ金属とアルカリ土類金属含量の総和が適正レベルに管理されることにより、メッキ密着性は向上していることが確認された。しかし、メッキ層内のアルカリ金属とアルカリ土類金属の適正量不在により、アーク安定性は本発明の実施例と比較すると、劣悪なレベルである。
【0125】
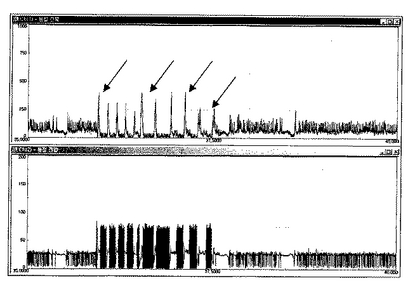
比較例のワイヤにおいては、メッキ密着性能の低下による送給性能の低下、そしてメッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)が管理されないことから、十分なメッキ厚さを確保できないとともに、図17及び図18から見られるように、溶接時におけるアークが不安定であり、溶接途中にアーク短絡やアーク瞬間短絡現象を誘発し、溶接の品質を阻害している。
【0126】
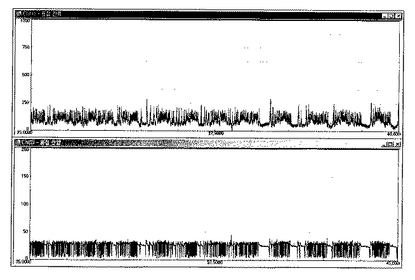
図17は、比較例のワイヤNo.24の300A高電流領域で、アークモニタリング装置を利用して溶接電流波形をモニタリングしたグラフの一例であって、矢印で表示された部分のようにアークの短絡現象が現れ、全体的な溶接電流の標準偏差が大きく現れることが確認できた。
【0127】
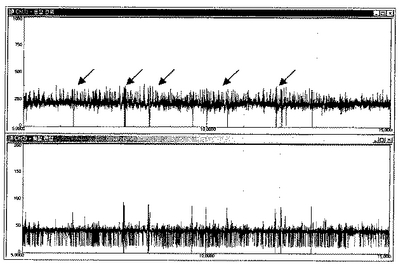
図18は、比較例のワイヤNo.24の低電流150A領域で、アークモニタリング装置を利用して溶接電流波形をモニタリングしたグラフの一例であって、矢印で表示されたように、アークが不安定でアーク短絡現象が現れている。
【0128】
従って、本発明において、良好な送給特性を基に優秀なアーク安定性を示すことが分かり、銅メッキによるアーク安定性に優れた銅メッキソリッドワイヤを提供することが可能である。
【図面の簡単な説明】
【0129】
【図1】高速銅メッキ時におけるメッキ層の表面形状に対する走査電子顕微鏡(SEM)写真(倍率*1000倍)
【図2】pH領域によるEDTA錯体形成の安定度ログ値(LogKf)を示したグラフ
【図3】Cu銅メッキ層内のFe濃度、電気抵抗率と破断延伸率間の関係を示したグラフであって、同図(A)はFe濃度と破断延伸率間の関係を、(B)は電気抵抗率と破断延伸率間の関係を示したグラフ
【図4】メッキ液のFe濃度と浸漬時間によるメッキ層の厚さとの相関関係を示したグラフ
【図5】添加剤中の有機物粉末の走査電子顕微鏡(SEM)写真(倍率*2000倍)
【図6】添加剤中の無機物粉末の走査電子顕微鏡(SEM)写真(倍率*50倍)
【図7】実施例におけるワイヤの製品線巻部の光学顕微鏡の写真(倍率*400倍)
【図8】実施例におけるワイヤの製品線直線の光学顕微鏡の写真(倍率*200倍)
【図9】実施例におけるワイヤのメッキ層走査電子顕微鏡(SEM)の写真(倍率*1000倍)
【図10】実施例におけるワイヤNo.1のメッキ層走査電子顕微鏡(SEM)写真(倍率*1000倍)
【図11】実施例におけるワイヤの高電流300A下でのアーク安定性評価結果をモニタリングしたグラフ
【図12】実施例におけるワイヤの低電流150A下でのアーク安定性評価結果をモニタリングしたグラフ
【図13】比較例におけるワイヤNo.17の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図14】比較例におけるワイヤNo.24の製品線直線の光学顕微鏡写真(倍率*200倍)
【図15】比較例におけるワイヤNo.24の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図16】比較例におけるワイヤNo.30の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図17】比較例におけるワイヤNo.24の高電流300A下でのアーク安定性をモニタリングしたグラフ
【図18】比較例におけるワイヤNo.24の低電流150A下でのアーク安定性をモニタリングしたグラフ
【技術分野】
【0001】
本発明は、溶接用銅メッキソリッドワイヤに関し、より詳しくは溶接時におけるアーク安定性に優れた溶接用銅メッキソリッドワイヤに関する。
【背景技術】
【0002】
従来、一般的に溶接用ワイヤは、ソリッドワイヤやフラックス入りワイヤ(flux cored wire)等ワイヤの種類に関係なく、アーク溶接において溶接されたビード(bead)部の品質や溶接スパッタ(spatter)による補修工程などの観点から、アーク安定性は非常に重要視され、このアーク安定性はワイヤの送給性能に深く関係している点は、広く認識されている。
【0003】
特に、溶接用ソリッドワイヤにおいては、最近、メッキを施していない無メッキ溶接用ソリッドワイヤも発売が開始されている。このような無メッキワイヤは、銅メッキに代わってメッキを施さないため、鉄素地面と溶接チップとが直接接触することにより、Tip磨耗量の過多、アーク安定性の劣勢、アーク安定区間の狭小などの解決課題を有していることが事実である。
【0004】
そのため、現在までもマグ溶接ワイヤの95%以上が銅メッキを施したワイヤを使用している。
【0005】
しかし、今までほとんどの溶接材料のアーク安定性と送給性向上のための研究は、ワイヤの表面形状や表面処理剤などに局限されて研究が進行されてきて、銅メッキを施すためのメッキ液に対する研究は多く行われていないことが事実である。すなわち、銅メッキの場合、一般バッチ式のメッキ方式は一般化され、ほとんどのメッキ企業で多く使用しており、添加剤もまた多様な添加剤が市販され使用されている。
【0006】
しかし、溶接用ソリッドワイヤの製造工程でのように、ワイヤの表面に潤滑剤を付着させながら高速で伸線を行い、高速インライン(In-Line)で2秒以内にメッキ密着力に優れたメッキ析出を実施することは難しい作業である。このような理由から、ほとんどの研究は、メッキ工程以後の工程である湿式伸線や表面処理工程に対する研究を通して銅メッキワイヤの問題点を解決するための努力がなされてきた。
【0007】
例えば、日本国特開昭56-144892号では、ワイヤを粒界酸化させて湿式伸線で表面に溝を作り、この溝に液体潤滑剤を保有させて、送給性を向上させた銅メッキソリッドワイヤに関する技術が開示されている。
【0008】
また、アーク安定性を向上させるための方法で、送給性能にのみ局限されず、積極的にワイヤの表面にアルカリ金属酸化物を塗布し、焼鈍処理を行って析出させ、酸洗処理の後、銅メッキを施してアーク安定性を向上させる技術については、日本国特開平6-218574号に開示されている。
【0009】
一方、最終ワイヤの表面に表面処理剤中にカリウム(K)、カルシウム(Ca)及びその化合物を分布させて塗布し、送給性及びアーク安定性を向上させる技術も、日本国特開平7-299583号に開示されている。
【0010】
また、日本国特開平6-218574号では、アルカリ金属をワイヤの表面に残留させるために、クエン酸塩、ハロゲン化合物、リン酸塩などを表面に塗布し、窒素ガス雰囲気で焼鈍処理して残留させ、銅メッキを施す方法もまた開示されている。
【0011】
本発明者はこの点を鋭意注視しながら、連続的に作業が進行される高速の銅メッキのための最適のメッキ液組成と管理方法に対する研究の結果、より一層メッキ密着力に優れた銅メッキソリッドワイヤを製造できるようになり、良好な送給特性の確保を通したアーク安定性に優れた銅メッキソリッドワイヤの提供が可能になった。
【0012】
この発明の先行技術文献情報としては次のものがある。
【特許文献1】特開昭56-144892号公報
【特許文献2】特開平6-218574号公報
【特許文献3】特開平7-299583号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、銅メッキ液中の無機添加剤を利用してメッキ密着力を向上させると共に、メッキ層内にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)を析出させて、優秀な送給特性とアーク安定性を同時に満たすように銅メッキを施した溶接用ソリッドワイヤを提供することにある。
【課題を解決するための手段】
【0014】
本発明の第1発明は、
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤに、銅メッキを施して得られたメッキ層の厚さが0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmの範囲内であり、同時にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和は10〜500ppmの範囲を満たす、溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤに関する。
【0015】
本発明の第2発明は、
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的な不純物からなるマグ溶接用ソリッドワイヤを、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lの組成を含有する銅メッキ液中に、30〜50℃の範囲内で1.5〜2.5秒間浸漬させることを含む溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤを製造する方法に関する。
【0016】
すなわち、本発明者は、高速銅メッキを施すことにあたって、優先的に解決すべき3つの課題に直面した。
1) 5.5mmの線材ワイヤを伸線してメッキ工程に供給される1.4〜2.5mmワイヤは、表面の凹凸が激しいこと。
2) メッキ以後にも、湿式伸線及び表面処理工程のような加工工程があること。
3) アルカリ金属とアルカリ土類金属をメッキ層に残留させなければならないこと。
【0017】
本発明者は、上記の課題を解決するために、工程を一つずつ考察しながら研究を進めた。
【0018】
第一に、メッキ工程に供給される供給線の表面凹凸が激しいという問題を解決するために、原素材企業の製鋼工程及びビレットで線材を5.5mmに加工する工程、表面のスケール除去を目的とする酸洗工程で酸洗前後の表面を連続して観察し、特に、表面特性に最も多くの影響を及ぼす伸線工程で、6〜12個ブロック(Block)の伸線減面率を変更しながら表面の凹凸を最小化するための研究を進めたが、高速作業において表面を目的通りに安定的に製造することが事実上難しいという結論を下した。
【0019】
そこで、本発明者は乾式伸線及び銅メッキのために供給されるワイヤの表面凹凸を除去することが難しいという事実を前提として、表面凹凸とメッキ特性との相関関係を関連づけてメッキ密着特性を研究した結果、ブリッジ現象と密接な関係があるという事実を新しく確認できた。ブリッジ現象とは図1から見られるように、表面の凹凸がひどい被メッキ体の場合、凹んでいる部分のメッキ析出速度より凸起しているエッジ(edge)部のメッキ析出速度が速く、まるでエッジ部とエッジ部が連結されブリッジのように形成されたことから、ブリッジ(Bridge)現象という。
【0020】
そうすると、素地面とメッキ層間の無メッキ部の空間が形成され、最終製品線でメッキ密着力を確認するための方法で自径巻付試験(JIS H8504メッキ密着性の試験方法)を行うと、ブリッジ部分が割れながらメッキが脱落する結果をもたらす。このように脱落したメッキ粉末は、溶接チップの内部に積まれてチップ詰まりを誘発し、溶接ケーブル内で送給負荷の増加をもたらすようになり、円滑な送給を阻害する要素として作用する。
【0021】
このようなブリッジ現象は、高濃度のメッキ液で著しく発生するが、銅メッキを施した溶接用ソリッドワイヤの値段が相対的に安値で販売されることにより、製造原価及び生産性の側面から見ると、短い時間に多くのメッキ付着量を得るためには、低濃度の硫酸銅メッキ液より高濃度のメッキ液が有利な反面、ブリッジ現象を克服しなければならないという問題点を有する。
【0022】
そこで本発明者は、凹凸のひどいワイヤの表面に高速メッキを施す際に、著しく発生するブリッジ現象を除去する方法を集中的に研究し、結果としてブリッジ現象はメッキ液の表面張力とCu析出速度と関係しているという事実を見い出した。
【0023】
すなわち、メッキ液の表面張力を下げてこそ、短い時間中に凹部にメッキ液を浸透させて凹凸部のメッキ析出反応を可能にすると共に、エッジ部のCuメッキ析出は遅延させる最適のメッキ液の組成条件を設定することができた。
【0024】
図1の写真は、高速銅メッキを施す際に、ワイヤの素地面とメッキ層に発生されたブリッジ現象を走査電子顕微鏡(SEM:Scanning Electron Microscope)で1000倍倍率で観察したもので、表面凹凸における凹んでいる部分、すなわち、黒く見える部分がメッキされていない無メッキ部分であり、その上にエッジ部間に連結されたメッキ層が観察されており、これがブリッジ現象である。
【0025】
第二に、メッキ工程以後に湿式伸線工程と表面処理工程があり、表面加工によるメッキ層の損傷が予想され、加工前後の加工度とメッキ層形状を研究した結果、円滑な伸線加工のためには最小限のメッキ層の厚さが必要であるという事実である。すなわち、第一の課題で、単純に表面張力を下げてCu析出を制御するものではなく、最小限のメッキ厚さの0.2μm以上を得てこそ、後工程でメッキ層の損傷なく、所望のアーク安定性に優れた溶接用ソリッドワイヤを得ることができるという事である。
【0026】
第三に、密着力を向上することにより送給性は向上するものの、アーク安定性をさらに確保するための方策で、メッキ層内にアルカリ金属とアルカリ土類金属を残留させる方法である。日本国特開平6-218574号の場合、アルカリ金属塩を表面に付着させて焼鈍処理して適宜残留させる方法が提案されているが、アルカリ金属酸化物の形態でワイヤの表面に存在することになると、メッキ工程で円滑な置換反応が起こらず、メッキ密着力を落とす否定的な役割をすることになる。
【0027】
本発明者は、置換メッキにおいて、Cuメッキ層内にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)を残留させる方法を集中的に研究した。結果としてメッキ液中のFeイオンの濃度の適正範囲を設定することができ、特に、メッキ液中にCuイオンよりイオン化傾向の大きい金属イオンを段階的に存在させた。
【0028】
イオン化傾向の順序は下記のような序列で、左側がイオン化傾向の大きいアルカリ及びアルカリ土類金属である:Cs>Rb>K>Na>Ba>Ce>...Ca>Mg>Al>Mn>Zn>Cr>Fe>Co>Cu>Au...
【0029】
そして、同時にCuと選択的に錯体を形成するように、図2から見られるように、EDTA(エチレンジアミン四酢酸、Ethylene Diamine Tetra Acetic acid)を添加剤として使用した。EDTAはpH領域により、錯体形成程度が、金属イオンにより異なる特性を有する有機物である。すなわち、アルカリ土類金属のMgとCaイオンとはpH7以上のアルカリ領域で安定的な錯体を形成する反面、CuイオンとはpH4以下で安定した錯体を形成するという特性がある。また、Feイオンとは中程度のpH5領域で安定した錯体を形成するという特徴がある。
【0030】
そこで、硫酸銅メッキ液はpH4以下の領域で管理されるため、Cuイオンと共にCu-EDTA錯体を最も安定的に形成すると共に、Feイオンとは不安定な錯体を形成するようになる。
【0031】
そうなると、下記の還元式から見られるように、CuイオンからCu金属に析出される標準還元電位(E0)が、0.339VにてCu-EDTA錯体状態でCu金属に析出される標準還元電位が-0.119Vに低くなる。すなわち、Cuイオン状態よりも還元力が増加することを意味する。そのため、Cu-EDTA錯体を形成したイオンの周辺では、急速な還元反応が起こる。それで、EDTAと錯体をほとんど形成しなかったアルカリ金属及びアルカリ土類金属も標準還元電位がCu-EDTAより低いため、Cuが析出されると共にNa、Mg、Caが部分的に還元され、Cuメッキ結晶粒界の部分に析出される。
【0032】
Cu2++2e- = Cu(s) E0= 0.339(V)
Cu(エチレンジアミン)2++e- = Cu(s)+2エチレンジアミン E0= -0.119 (V)
Ca2++2e- = Ca(s) E0= -2.868 (V)
Mg2++2e- = Mg(s) E0= -2.360 (V)
Na++e- = Na(s) E0= -2.714 (V)
【0033】
一方、メッキ液中にFeイオンはEDTAと不安定な錯体を形成するが、一部のFe-EDTA錯体を形成したイオンは還元され、メッキ層内にCuと共に析出される。メッキ層内のFeの増加は、メッキ層を硬化させると共に電気抵抗性を高め、溶接時におけるアーク不安定を誘発する。
【0034】
従って、本発明者はこのようなメッキ層内のアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)をCuと共に析出させると共に、メッキ密着性とアーク安定性が確保できるFe濃度を最適に管理できるメッキ液条件を設定することにより、優秀なメッキ密着性を基にアーク安定性に優れた銅メッキソリッドワイヤを製造することができた。
【発明の効果】
【0035】
本発明はメッキ液及びメッキ層内にアルカリ金属、アルカリ土類金属成分を含んだ微量元素を特定範囲に存在させ、メッキ厚さを一定範囲に管理することにより銅メッキ層の密着性を向上させた。これにより、高速銅メッキにもかからわず、溶接時における優秀な送給特性とアーク安定性を共に満たすマグ溶接用銅メッキソリッドワイヤを得ることができる。
【発明を実施するための最良の形態】
【0036】
本発明による最適のメッキ液の製造条件及びそれぞれ添加剤の役割と、表面層内のFe及びアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量を限定した理由について説明する。
【0037】
[基本メッキ液の条件]
メッキ液の基本組成は、高速銅メッキに適合な条件で硫酸銅(CuSO4・5H2O)を主な建浴剤として使用し、連続的なメッキ液の供給のために基本組成の1.5〜2倍で濃度を高くして組成した液を、補充液として使用する。
【0038】
メッキ液の温度は30〜50℃に維持し、温度を維持するための方法には、スチームによる間接加熱または電気ヒーターによる直接加熱方式ともに可能である。下記の表1は、硫酸銅メッキ液の基本組成を示したものである。
【0039】
【表1】
【0040】
[メッキ液中の鉄(Fe)イオン濃度:10〜40g/L]
銅メッキにおいて鉄イオンは、Cu析出を制御する最適の要素であって、Cuとイオン半径が類似してその性質が似ており、Cu析出反応を制御すると共にメッキ層の硬度を上昇させる役割をする。しかし、メッキ層内にFeが多くなるとCu固有の電気伝導性を落とし、溶接時におけるアーク不安定の原因になることもある。
【0041】
図3から見られるように、メッキ層内のFe含量の増加はメッキ層を硬化させ、破断延伸率が著しく下がる傾向を示すと共に、Cuメッキ層の電気抵抗率を大きくし、結局、電気伝導性が低くなるということが文献から容易に確認できる。すなわち、メッキ層内のFeができるかぎり少ないものが電気伝導性の側面からは有利であるが、Fe含量が少ない場合は、メッキ層が硬くなくなり、溶接用ソリッドワイヤにおける送給の際に、送給抵抗を上昇させる原因になる。これが、メッキ層内のFe含量を管理しなければならない理由である。
【0042】
又、表2及び図4から見られるように、メッキ液中に存在する鉄イオンが増加することにより、メッキの付着量は著しく減少する。
【0043】
鉄イオン濃度が10g/L未満になると、Cuの析出速度は急速に増加するが、メッキの析出過程でブリッジ現象が激しく発生する。又、鉄イオン濃度が40g/Lを超えると、高速でワイヤが浸漬されてメッキ槽を通過する間、後工程の湿式伸線や表面処理工程に必要な最小限のメッキ厚さ0.2μm以上を付着することが不可能になる。メッキ厚さが0.2μm以上形成されなかった場合、後工程で加工による表面素地層が露出されることにより、耐錆性が落ちると共に通電性にも影響を及ぼすことになる。また、Cuの析出反応を制御するとともに、メッキ層に残留するFe含量が増加する。従って、メッキ液中の鉄イオン濃度は10〜40g/Lが好ましい。
【0044】
鉄イオンを補充する方法に、工業的に使用されている硫酸第一鉄7水和物(FeSO4・7H2O)、塩化第一鉄(FeCl2)、水酸化鉄Fe(OH)2などを添加したり、Fe金属粉末を硫酸に溶解して添加する方法などが可能である。しかし、鉄イオンと結合したアニオンはメッキ液の粘性を高め、表面張力を落とすため、Fe金属粉末を硫酸に溶解して添加する方法が最も好ましい。塩化第一鉄を添加するときは、メッキ液中の塩素イオンの濃度を考慮し、規定された範囲内で限定的に使用することが可能であり、水酸化鉄はメッキ液中の硫酸と反応してpHを落とすため、好ましくない。
【0045】
【表2】
【0046】
[メッキ液中のアルカリ元素Na濃度:0.1〜1.0g/L]
アルカリ金属ナトリウム(Na)はイオン化傾向の大きい金属であって、溶接時に溶接電流によりイオン化されて溶接移行を促進し、特に、溶滴移行速度を増加させる役割をすることで、スパッタの減少に寄与する。
【0047】
メッキ液中にNa換算値で0.1g/L未満では、メッキ層内にNaの残留量自体が極めて少なく、溶接移行において溶滴移行速度を増加させる役割をすることができない。また、Na換算値で1.0g/Lを超えると、メッキ層内に残留するNa量の増加により、かえってアークが不安定になる結果をもたらす。そして、一緒に添加されるアニオンの量とNaカチオンによるメッキ析出速度を減少させ、高速メッキを妨害する作用をする。従って、メッキ液中のNaは元素換算値で0.1〜1.0g/Lを添加することが好ましい。
【0048】
アルカリ金属Naを添加する方法には、Na2C4H4O6、Na2C2O4、NaCl、Na2S2O4(次亜硫酸ナトリウム)、NaHSO4、Na2CO3、KNaC4H4O・4H2O(スズ酸カリウムナトリウム)などの形態で、1種または1種以上をNa換算値を計算して添加する。
【0049】
[メッキ液中のアルカリ土類金属Caの濃度:0.1〜1.0g/L]
アルカリ土類金属カルシウム(Ca)は、溶接時のアーク移行現象におけるアーク安定性を向上させ、低いイオン化エネルギーにより溶接移行が促進され、溶接時における短絡回数の増加と共にスパッタを減少させる。メッキ液中では、鉄イオンと共に銅の析出を制御する役割をするとともに、銅金属分子の間に部分的に析出されてメッキ層の緻密度を高める。
【0050】
メッキ液中にCa換算値で0.1g/L未満では、相対的にメッキ層内に残留するCaの量が少なくてアーク安定性に寄与することができず、また、1.0g/Lを超えると、Feイオンを添加したものと同じ効果として銅の析出速度を制御し、0.2μmのメッキ層厚さを得ることができない。そして、メッキ層に残留するCaの量が増加してメッキ層の電気抵抗性を高め、かえってアーク安定性を阻害する要素として作用する。従って、メッキ液中にCa換算値で0.1〜1.0g/Lを添加することが好ましい。
【0051】
アルカリ土類金属Caを添加する方法には、本発明で使用可能な無機物としてCaSO4、CaCl2、Ca(OH)2などが使用でき、そのうち1種または1種以上を選択してメッキ液中にCa換算値で0.1〜1.0g/Lを添加する。
【0052】
[メッキ液中のアルカリ土類金属Mgの濃度:1.0〜10g/L]
アルカリ土類金属Mgは強力な反応性を有しており、脱酸作用とともにアーク安定性に寄与する元素であって、メッキ液中では鉄イオンとともに銅の析出反応を部分的に制御するが、究極的にはメッキ層内に残留してアーク安定性に寄与することに目的がある。
【0053】
Mgはメッキ液中に、Mg換算値で1.0g/L未満では、メッキ層に残留するMgの量が少なくてアーク安定性に寄与することができず、10g/Lを超えると、鉄イオンと共に銅析出を妨害して同一の浸漬時間に0.2μm以上のメッキ層厚さが得られにくくなる。
【0054】
従って、メッキ液中にMg換算値で1.0〜10g/Lを添加することが好ましい。
【0055】
アルカリ土類金属Mgを添加できる無機物には、MgSO4、MgCl2、MgSO4・7H2O、MgCl2・6H2O及び金属Mgがあり、そのうち1種または1種以上をメッキ液中に添加する。
【0056】
[メッキ液中の塩素(Cl)の濃度:1.0〜5.0g/L]
メッキ液中の塩素イオンは、メッキ液の粘性を下げて表面張力を落とす役割とともに、光沢メッキを可能にする要素であって、メッキ液中では塩素濃度で1.0〜5.0g/L添加される。
【0057】
メッキ液中の塩素イオンが1.0g/L未満では、表面張力の効果が落ちて緻密なメッキができないため光沢度が落ちて、また5.0g/Lを超えると、メッキ液の表面張力を落として光沢度は上がる反面、メッキの後、水洗工程と中和工程を経ても表面に微量が残存し、最終の製品線で発錆の原因になる。
【0058】
従って、メッキ液中の塩素イオンの濃度は、1.0〜5.0g/Lが好ましい。
【0059】
塩素イオンを添加する方法には、NaCl、エピクロロヒドリン(Epicliorohydrin、C3H5OCl)、1-クロロ-2,3-エポキシプロパン(1-Chloro-2,3-epoxypropane)、NaOCl、MgCl、CaCl2、CuCl、CuCl2、FeCl2などの形態で、1種または1種以上を添加して、メッキ液中の塩素イオンの濃度を調整する。ここで、塩素イオンと共に存在するアルカリ金属及びアルカリ土類金属、Feの濃度を一緒に考慮して添加し、最終メッキ液中の塩素イオンの濃度が1.0〜5.0g/Lになるように調整する。
【0060】
[メッキ液中のEDTAの濃度:0.01〜0.1g/L]
EDTAはアルカリ金属とアルカリ土類金属の析出を助けて、メッキ液の表面張力を下げるための添加剤である。
【0061】
メッキ液中のEDTA濃度が0.01g/L未満では、素地表面で表面張力を下げる効果が落ち、置換反応が起こる過程でCu-EDTAを形成した比率が低く、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の還元反応が円滑でなくなる。
【0062】
また、0.1g/Lを超えると、Cu-EDTAの比率が高くなって銅の析出反応速度が急激に速くなり、メッキの緻密度が落ちる。また、相対的にアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の残留を促進し、必要以上の量のアルカリ金属とアルカリ土類金属を残留させ、溶接時におけるアーク安定性を悪化させる。
【0063】
従って、メッキ液中のEDTA添加量は0.01〜0.1g/Lが好ましい。
【0064】
本発明において添加されるEDTAは様々な種類があるが、EDTA単独で存在するものを添加することもでき、Ca、Na、Mgと塩から構成されたEDTA塩を添加することもできるが、この場合には、Ca、Na、Mgの含量を考慮して添加しなければならず、不足している部分は単独のEDTAを添加して補充する。
【0065】
[添加剤の添加方法]
本願明細書において、EDTA+Fe+Mg+Ca+Naを含めて包括的に添加剤と称する。
【0066】
添加剤を添加する方法には、それぞれの添加剤を個別的に添加することもできるが、メッキ液の管理的な側面から、管理し難いという問題点がある。そこで、本発明では、添加剤間の濃度と添加量を考慮し、混合物の形態で添加剤を組成した。図5は、混合物の形態で組成した添加剤中の有機物粉末を走査電子顕微鏡(SEM)で観察したものであり、図6は、混合物の形態で組成した添加剤中の無機物粉末をペレット(pellet)状態で製造して組成したものであって、走査電子顕微鏡(SEM)で観察した写真である。このように、添加剤のみを別途に組成して添加剤として使用する場合、メッキ液の建浴及び補充の際に、添加剤の投入や濃度の管理が容易になる。
【0067】
本発明者は上述のように、高速銅メッキで解決すべき3つの課題を、表3に示された最適の銅メッキ液の条件を設定することにより、優秀な送給性を確保すると共に、アーク安定性に優れた銅メッキソリッドワイヤを提供することに成功した。
【0068】
【表3】
【0069】
特に、上記の表3に提示されたメッキ液の条件で銅メッキを実施すると、本発明の目的に対応すると共に、下記の条件を全て充足させる、銅メッキソリッドワイヤを提供することが可能である。
【0070】
1) Cuメッキ層の厚さが0.2〜1.0μmを形成する銅メッキソリッドワイヤ
2) Cuメッキ層内の微量元素の含量:Fe+Mg+Ca+Na=100〜1000ppm
3) Cuメッキ層内のアルカリ金属及びアルカリ土類金属の含量:Mg+Ca+Na=10〜500ppm
【0071】
[ワイヤの化学成分]
本発明の溶接用銅メッキソリッドワイヤにおけるワイヤの化学成分は、JIS Z3312に規定されている鋼線を使用することが可能である。その鋼線の組成を規定しているが、その成分の添加理由と組成の限定理由について説明する。
【0072】
[C:0.01〜0.10重量%]
炭素は、溶接金属の脱酸及び強度を得るために必ず添加される元素であって、その含有量が0.01重量%未満の場合は、脱酸と強度を充分に発揮することができなく、また0.10重量%を超える場合は、溶接金属において高温亀裂を発生しやすいため、C含量は0.01〜0.10重量%が好ましい。
【0073】
[Si:0.3〜1.0重量%]
Siは、溶接金属の脱酸剤として添加される元素である。しかし、含有量が0.30重量%未満であると、脱酸作用が充分にできず、溶接金属のピット(pit)またはブローホール(blowhole)を発生させることとなる。又、1.0重量%を超える場合、溶接金属の靭性が落ちるため、Si含量は0.3〜1.0重量%が好ましい。
【0074】
[Mn:0.7〜2.0重量%]
Mnは、溶接金属の脱酸及び強度を得るために添加する元素であって、0.7重量%未満の場合、脱酸後の強度を充分に得ることができず、また2.0重量%を超えると、溶接金属において低温クラックを起こしやすい。従って、Mn含量は0.7〜2.0重量%が好ましい。
【0075】
[P:0.001〜0.030重量%]
Pは、ワイヤ先端の溶滴が円滑に離脱するよう寄与する元素で不可欠な元素であるが、P含量が0.001重量%未満の場合は、その効果が充分ではなく、0.030重量%を超える場合は、溶接金属の高温クラックが発生しやすいため、P含量は0.001〜0.030重量%が最も好ましい。
【0076】
[S:0.001〜0.030重量%]
Sは、ワイヤ先端の溶滴が円滑に離脱するように寄与する元素で不可欠な元素であるが、S含量が0.001重量%未満の場合は、その効果が充分ではなく、0.030重量%を超える場合は、溶接金属の高温クラックが発生しやすいため、S含量は0.001〜0.030重量%が最も好ましい。
【0077】
[Cu:0.01〜0.50重量%]
Cuは、ワイヤの通電性及び溶接金属の強度が得られる元素である。しかし、0.01重量%未満の場合、通電性及び強度を充分に確保することができず、0.50重量%を超えると、溶接金属において高温クラックを発生させる可能性が大きい。そのため、ワイヤのCu含有量は0.01〜0.50重量%が好ましい。
【0078】
Cuはワイヤの表面メッキ層に存在させるか、ワイヤの鋼線内部に固溶された形態で存在させてもよいが、ワイヤの通電性を向上させるためには、ワイヤの表面にメッキ層の形態でCuの含有量を0.01〜0.50重量%含有することが好ましい。
【0079】
[残り:Fe及び不可避的な不純物]
不可避的な不純物にはN、Mg、Ca、V、Se、Co、Zn、Sn、Te、Sr、Y、W、Pbなどがあり、それぞれの不純物は0.05重量%以下で、合計0.50重量%以下で含有されることにより、本発明の目的を達成することができる。しかし、不純物の元素が0.05重量%を越える場合、アークの安定性が落ちたり、クラックの敏感度が高くなる等の悪影響があるため、それぞれの不純物は0.05重量%以下及び総和が0.50重量%以下でなければならない。
【0080】
[その他の添加元素Ni:0.01〜1.0重量%]
Niは、溶接金属の低温靭性の改善を目的として添加する元素であって、Ni含量が0.01重量%未満の場合は、低温靭性の改善効果がなく、1.0重量%を超える場合は、溶接金属の高温亀裂が発生しやすい。また、メッキ工程でメッキ密着力を低下させる悪影響があるため、Ni含量は0.01〜1.0重量%が好ましい。
【0081】
[Cr含量:0.01〜0.50重量%]
Crは、溶接金属の強度を向上させるため効果的な元素であるが、0.01重量%未満では、その効果が不十分であり、0.50重量%を超えると、溶接金属の延伸率が低下する。また、メッキ工程で0.50重量%を超えると、メッキ密着力の低下とともにメッキ層に残留して、メッキ層の通電性を低下する。従って、Cr含量は0.01〜0.50重量%が好ましい。
【0082】
[Mo含量:0.01〜0.50重量%]
Moは、溶接金属の低温靭性と強度を向上させるために効果的な元素であって、0.01重量%未満では、その効果が表れず、0.50重量%を超えると、溶接金属の高温亀裂が発生しやすくなるだけでなく、メッキ工程におけるメッキ密着力の低下と共に、メッキ層に残留され、通電性を低下する。そのため、Mo含量は0.01〜0.50重量%が好ましい。
【0083】
[Al含量:0.01〜0.50重量%]
Alは、溶接金属の脱酸及び溶接ビード形成に効果的な元素であって、Al含量が0.01重量%未満では、脱酸作用が不十分で溶接ビード形状の調整が不可能であり、0.50重量%を超える場合は、溶接金属の高温クラックを発生しやすいだけでなく、メッキ工程でメッキ密着力の低下と共にメッキ層に残留し、通電性を低下する。そのため、Al含量は0.01〜0.50重量%が好ましい。
【0084】
[Ti+Zr含量:0.01〜0.30重量%]
TiとZrは、溶接金属の脱酸作用を行いながら溶接スパッタ(Spatter)を減少させる作用を有する。添加方法は、Ti単独或いはこれと共に添加することができ、TiとZrの含量が0.01重量%未満の場合は、スパッタ減少の効果がなく、脱酸反応も円滑に行われない。また、TiとZrの含量が0.30重量%を超えると、溶接金属の高温クラックが発生しやすいため、TiとZrの含量は0.01〜0.30重量%が好ましい。
【0085】
[メッキ層の密着力の試験方法]
本発明におけるメッキ品質の評価項目においては、最も一般的にメッキ密着力を評価する方法として、JIS H8504(メッキ密着性の試験方法)に様々なものが紹介されている。その中でも、最も容易な評価方法は自径巻付方式であるが、ワイヤをマンドレルやワイヤ自体に数回以上巻いたとき、ワイヤの表面に形成されたメッキ層が割れたり、剥離される現象を光学顕微鏡で拡大して評価する方法である。上記の方式で評価するとき、メッキ密着力に優れたワイヤほど、メッキ層の割れや剥離現象の発生回数が少なくなり、これは溶接時におけるワイヤの送給性と直結する。
【0086】
[メッキ層内微量元素の定量方法]
[メッキ剥離溶液の製造方法]
メッキ剥離溶液は、アンモニア(NH4OH)300mlに三塩化酢酸(CCl3COOH)25gを秤量して入れて溶かした後、全体液の容量が1000mlになるようにメスフラスコに入れて、蒸留水を表示線まで入れたものをメッキ層のメッキ剥離溶液として使用した。
【0087】
[メッキ層内微量元素の分析のための試料前処理]
ワイヤ約25gを2〜5cm間隔に切断して250mlのビーカーに入れて、四塩化炭素(CCl4)またはエチルアルコール(CH3CH2OH)に浸漬し、超音波洗浄器に入れて10分間超音波脱脂を実施し、ワイヤの表面に付着した送給油及び防錆油を完全に除去した。洗浄が完了したワイヤは、105℃に維持されたドライオーブンに入れて10分間乾燥し、表面が完全に乾燥されるまで乾燥した後、デシケーターで常温まで冷却した。
【0088】
冷却されたワイヤを小数点4桁まで測定される秤で、重量を正確に小数点4桁まで測定(W1)し、250mlのビーカーに移り入れ、メッキ剥離溶液を25ml入れて時計皿を覆い、正確に20分間常温に放置した。
【0089】
20分後、ビーカーからメッキ剥離溶液を他のビーカーに移し、ワイヤは流水で洗浄した後、エチルアルコール(CH3CH2OH)に浸漬し、105℃に維持されたドライオーブンで10分間乾燥し、デシケーターで常温まで冷却して重量を測定(W2)し、初期重量(W1)と後重量(W2)の差をメッキ重量とした。
【0090】
ビーカーに移されたメッキ剥離溶液は時計皿を覆い、サンドバス(Sandbath)の200〜300℃雰囲気で液量が5ml程度になるまで揮発乾固した後、硝酸(HNO3)5mlと塩酸(HCl)1mlを投入して加熱装置(Hot Plate)で1分間加熱して可溶分を溶解し、放冷後、時計皿及びビーカーの内壁を蒸留水できれいに洗浄してメスフラスコ100mlに入れ、蒸留水を表示線まで入れたものを分析用試料とした。
【0091】
[ブランク試験]
ブランク試験は、メッキ剥離溶液に存在するFe、Mg、Ca、Naの量を測定して補正するためのものであって、上記された試料の前処理方法と同様に実施するが、ワイヤのみを入れていない状態で実施してメスフラスコ100mlに入れ、蒸留水を表示線まで入れたものをブランク試料とした。
【0092】
[微量元素の定量方法]
分析試料の測定は、誘導結合プラズマ発光分光分析機(Inductively Coupled Plasma Atomic Emission Spectrometer, ICP-AES)として、サーモエレメンタル(Thermo Elemental)社のアイリス アドバンティジ(IRIS Advantage)装置を使用して測定した。
【0093】
[ICP測定用検量線の作成方法]
測定用検量線は、標準物質添加法で作成した。測定試料と同一のマトリックスを構成するために、上記試料の前処理過程と同様に処理された4種の試料を100mlのメスフラスコにそれぞれ入れて、Ca、Na、Mg、Fe標準溶液でそれぞれブランク、0.5ppm、1ppm、10ppmずつ投入して、検量線作成の標準溶液とする。
【0094】
測定装備の条件は、下記の表4に記録された条件で実施して5回測定した値の平均値とし、測定時におけるそれぞれの元素の相対標準偏差(RSD)は2%以内にする。
【0095】
【表4】
【0096】
[Cuメッキ層厚さの測定方法]
本発明におけるメッキ層の厚さは、破壊方式である電解式メッキ厚さ測定機〔エレック ファイン インストルメント(Elec Fine Instruments Co., Ltd)社のCT-2〕を使用した。破壊式メッキ厚さ測定機を使用した理由は、メッキ層の除去有無を光学顕微鏡を利用して再確認する目的を兼ねることができるという長所があるためである。
【0097】
その他、非破壊方式であるX-線メッキ厚さ測定、a線メッキ厚さ測定、渦電流式、電子式メッキ厚さ測定機があり、このような装備を使用した測定も可能である。
【0098】
[電解式メッキ厚さ測定機の原理]
電解式メッキ厚さ測定機は、Cuに反応する試薬に浸漬後、電流を流しながらメッキ層を溶かした。メッキ層と下地間に流れる電位差を持続的に感知し、メッキ層が電解されると電位差が発生するが、これをメッキ厚さの測定単位に換算して表示する原理である。
【0099】
[重量法によるCuメッキ厚さの換算]
メッキ層の厚さを機器を使用して測定しなかった場合は、上記で説明したメッキ剥離液を利用して、メッキ層の除去前後の重量差を以って下記の数学式1を利用して、メッキ層厚さ(μm)に換算して使用する。
【0100】
(数学式1)
Cu厚さ(μm)={(W1-W2)/4*W2}*D*(Fe比重/Cu比重)*1000
(ここで、W1:メッキ剥離前のワイヤ重量(g)、
W2:メッキ剥離後のワイヤ重量(g)、
D:ワイヤ線径(mm)、
Fe比重:7.86g/cm3、及び
Cu比重:8.93g/cm3である)
【実施例】
【0101】
本発明に使用されたワイヤは、JIS Z3312に該当するワイヤであって、そのワイヤの主要成分の分析結果を下記の表5に示した。表5に提示された化学成分を有するそれぞれの直径5.5mmまたはそれ以上のRODを酸洗、ボンデライト、ボラックスコーティングの後、直径1.5mmから2.5mmまで伸線し、苛性ソーダ(NaOH)電解脱脂及び硫酸電解酸洗したワイヤをメッキするための供給線で製作した。
【0102】
【表5】
【0103】
[Cu銅メッキの実施]
実施例のワイヤは、上記の表3に提示された本発明のメッキ液組成の範囲で1.5〜2.5秒以内でメッキ槽に浸漬する方式でCuメッキを実施し、水洗槽を経て潤滑剤を使用して1.2mmまで伸線して製品線を製造した。
【0104】
比較例は、本発明で提示されたメッキ液組成の範囲から外れた条件で建浴されたメッキ液で同様な方法で製造した。
【0105】
[メッキ密着力の評価]
メッキ密着力は、JIS H8504(メッキ密着性の試験方法)で巻付方式で製品線ワイヤを自径巻付し、光学顕微鏡を利用して400〜500倍の倍率におけるメッキ脱落の程度により密着力を評価した。
【0106】
[ワイヤのアーク安定性の評価方法]
溶接時におけるアーク安定性を評価するための方法に、上記の表5に記載されたワイヤを表10のように製造し、下記表6の溶接条件と同様に、低電流及び高電流領域のそれぞれで180秒間連続自動溶接を実施し、アークモニタリング(Arc Monitering System WAM4000D Ver2.0)を利用して秒当たり5000回のモニタリングをして、短絡移行領域の低電流領域では瞬間短絡比率でアーク安定性を評価し、グロビュール(Globular)移行区間の高電流領域では、溶接電流の標準偏差を以って、下記の表7に提示された評価基準により評価した。低電流領域では、瞬間短絡比率が5%未満でスパッタ(Spatter)の発生量が少なく、美麗なビード外観が得られ、高電流領域では溶接電流の標準偏差が10未満の条件である場合、スパッタの発生量が最小化され、美麗なビード外観が得られた。溶接に使用された母材は、SS400 25t母材で表面をグラインディングして、スケールを完全に除去した母材を使用した。
【0107】
【表6】
【0108】
【表7】
【0109】
[ワイヤの送給性の評価方法]
送給性は、溶接チップから一定速度でソリッドワイヤが供給されるかの可否と同様な意味を有している。送給性が悪いと、溶接チップからのワイヤの供給が不足し、溶接アーク柱の間隔が広くなることにより、アークが不安定になったり、アークが短絡される。そして、送給性に優れたワイヤは、溶接ケーブルの形態、すなわちW、1回ターン(turn)、2回ターンの条件でも円滑にアークの短絡なくワイヤが供給されるワイヤを意味する。本発明では、表8に提示された溶接条件で5mの溶接ケーブルを利用して連続溶接を実施した。ここに、送給性評価のために、溶接ケーブルの条件を直径300mmで、W、1回ターン、2回ターンの条件で表9に提示された評価基準で送給性を評価した。
【0110】
【表8】
【0111】
【表9】
【0112】
ここで、判定基準として、「可能」は溶接ケーブルのそれぞれの条件で50秒以上の持続溶接が可能な場合に該当し、「不可能」は溶接ケーブルのそれぞれの条件で50秒未満でアーク切れが発生した場合に該当する。
【0113】
【表10】
【0114】
[実施例の説明]
本発明を再現した上記の表10中の実施例から見られるように、メッキ層が厚さ0.2〜1.0μmでメッキされると共に、メッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmを満たし、メッキ層内のFeを除いたアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が10〜500ppmで残留させた実施例の場合、優秀な送給特性と共に優秀なアーク安定性を示している。
【0115】
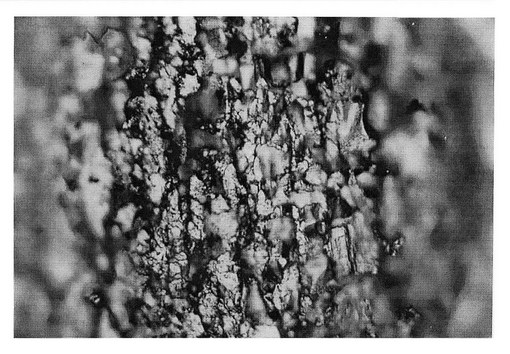
本発明実施例におけるワイヤの場合は、図7に示すように、製品線を自径巻付して光学顕微鏡で観察した結果、メッキ脱落現象を起こすことなく優秀なメッキ密着性を示している。又、製品線の直線表面を光学顕微鏡で観察しても、図8で見られるように、素地面の露出や無メッキの部分が観察されないことが分かる。これは、表面メッキ厚さが0.2〜1.0μmに管理されることにより、素地面が充分に保護された結果として見なされる。
【0116】
そして、走査電子顕微鏡(SEM)でメッキ層の表面を観察した結果、図9のように、ほとんどのワイヤにブリッジ現象が、ほぼ発生しなかった。一方、実施例のワイヤNo.1、2の場合のように、メッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が、本発明の下限に形成される場合、図10のように、走査電子顕微鏡(SEM)でメッキ層を観察すると、メッキ層が厚く形成されることにより、極めて一部分(矢印で表示された部分)では、ブリッジ現象が観察されることもある。
【0117】
しかし、メッキ密着性及び送給特性に影響を及ぼすレベルではなく、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が適正量存在することにより、優秀なアーク安定性を表している。
【0118】
本発明の実施例におけるワイヤを、低電流150Aと高電流300Aでアークモニタリング装置を利用してアーク安定性を評価した結果、低電流領域及び高電流領域ともに優秀な送給特性を基にアーク安定性が優秀に現れている。
【0119】
図11は、高電流300Aでアークモニタリング装置でモニタリングした溶接電流波形グラフであって、溶接電流の変化が多くはなく、安定したアーク特性を表している。
【0120】
図12は、低電流150Aでモニタリングした溶接電流波形グラフであって、低電流でもアークの短絡はなく、優秀なアーク安定性を表している。
【0121】
比較例においては、ワイヤNo.17及び18の場合、Feを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100ppm未満であり、この場合、急激なCu析出反応によりメッキ層の厚さが全て1.0μmを超えることにより、特に送給特性が著しく悪くなると共に、アークが不安定になる特性を表している。この場合、図13から見られるように、製品線を自径巻付して光学顕微鏡で観察すると、素地面とメッキ層の密着性が悪くてメッキ層が剥離される現象を容易に観察することができる。このようになると、脱落したメッキがチップの内部に集積されて連続溶接を妨害することにより、送給性能を低下させる。従って、溶接時におけるアーク安定性も非常に劣悪になることが分かる。
【0122】
また、比較例のワイヤNo.20〜28のように、Feを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が1000ppmを超えると、メッキの際にメッキ層のCu析出反応が極めて制限され、メッキ層の厚さが0.2μm以上析出されることが不可能になる。従って、送給においては普通の水準を維持することができるが、図14に示すように、メッキ層の厚さが十分でないことにより、素地面が露出される現象が発生する。従って、溶接チップと製品表面の無メッキ層間に接触があるとき、アークが瞬間的に不安定になる特性を表す。そして、アルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が10〜500ppmを満たしても、アーク安定性が向上しない。
【0123】
図15に示すように、無メッキ部分は、自径巻付した状態でも、部分的に観察されている。また、比較例のワイヤNo.30のようにメッキ厚さが0.45μmであり、メッキ層内にFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppm内の範囲を満たしているが、Feを除いたアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)の含量が10ppm未満で、アーク安定性が向上していない。
【0124】
図16は、比較例のワイヤNo.30を自径巻付して光学顕微鏡で観察した写真であって、他の比較例のワイヤに比べてFeを含んだアルカリ金属とアルカリ土類金属含量の総和が適正レベルに管理されることにより、メッキ密着性は向上していることが確認された。しかし、メッキ層内のアルカリ金属とアルカリ土類金属の適正量不在により、アーク安定性は本発明の実施例と比較すると、劣悪なレベルである。
【0125】
比較例のワイヤにおいては、メッキ密着性能の低下による送給性能の低下、そしてメッキ層内のFeを含んだアルカリ金属(Na)とアルカリ土類金属(Mg, Ca)が管理されないことから、十分なメッキ厚さを確保できないとともに、図17及び図18から見られるように、溶接時におけるアークが不安定であり、溶接途中にアーク短絡やアーク瞬間短絡現象を誘発し、溶接の品質を阻害している。
【0126】
図17は、比較例のワイヤNo.24の300A高電流領域で、アークモニタリング装置を利用して溶接電流波形をモニタリングしたグラフの一例であって、矢印で表示された部分のようにアークの短絡現象が現れ、全体的な溶接電流の標準偏差が大きく現れることが確認できた。
【0127】
図18は、比較例のワイヤNo.24の低電流150A領域で、アークモニタリング装置を利用して溶接電流波形をモニタリングしたグラフの一例であって、矢印で表示されたように、アークが不安定でアーク短絡現象が現れている。
【0128】
従って、本発明において、良好な送給特性を基に優秀なアーク安定性を示すことが分かり、銅メッキによるアーク安定性に優れた銅メッキソリッドワイヤを提供することが可能である。
【図面の簡単な説明】
【0129】
【図1】高速銅メッキ時におけるメッキ層の表面形状に対する走査電子顕微鏡(SEM)写真(倍率*1000倍)
【図2】pH領域によるEDTA錯体形成の安定度ログ値(LogKf)を示したグラフ
【図3】Cu銅メッキ層内のFe濃度、電気抵抗率と破断延伸率間の関係を示したグラフであって、同図(A)はFe濃度と破断延伸率間の関係を、(B)は電気抵抗率と破断延伸率間の関係を示したグラフ
【図4】メッキ液のFe濃度と浸漬時間によるメッキ層の厚さとの相関関係を示したグラフ
【図5】添加剤中の有機物粉末の走査電子顕微鏡(SEM)写真(倍率*2000倍)
【図6】添加剤中の無機物粉末の走査電子顕微鏡(SEM)写真(倍率*50倍)
【図7】実施例におけるワイヤの製品線巻部の光学顕微鏡の写真(倍率*400倍)
【図8】実施例におけるワイヤの製品線直線の光学顕微鏡の写真(倍率*200倍)
【図9】実施例におけるワイヤのメッキ層走査電子顕微鏡(SEM)の写真(倍率*1000倍)
【図10】実施例におけるワイヤNo.1のメッキ層走査電子顕微鏡(SEM)写真(倍率*1000倍)
【図11】実施例におけるワイヤの高電流300A下でのアーク安定性評価結果をモニタリングしたグラフ
【図12】実施例におけるワイヤの低電流150A下でのアーク安定性評価結果をモニタリングしたグラフ
【図13】比較例におけるワイヤNo.17の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図14】比較例におけるワイヤNo.24の製品線直線の光学顕微鏡写真(倍率*200倍)
【図15】比較例におけるワイヤNo.24の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図16】比較例におけるワイヤNo.30の製品線巻部の光学顕微鏡写真(倍率*500倍)
【図17】比較例におけるワイヤNo.24の高電流300A下でのアーク安定性をモニタリングしたグラフ
【図18】比較例におけるワイヤNo.24の低電流150A下でのアーク安定性をモニタリングしたグラフ
【特許請求の範囲】
【請求項1】
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤに銅メッキを施して得られたメッキ層の厚さが0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が、100〜1000ppmの範囲内であり、同時にアルカリ金属(Na)とアルカリ土類金属(Mg,Ca)含量の総和は10〜500ppmである銅メッキマグ溶接用ソリッドワイヤ。
【請求項2】
上記銅メッキを施す際に使用する溶液組成は、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lからなることを特徴とする請求項1記載の銅メッキマグ溶接用ソリッドワイヤ。
【請求項3】
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤを、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lの組成を含有する銅メッキ液中に、30〜50℃の範囲内で1.5〜2.5秒間浸漬させることを含む銅メッキマグ溶接用ソリッドワイヤの製造方法。
【請求項1】
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤに銅メッキを施して得られたメッキ層の厚さが0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が、100〜1000ppmの範囲内であり、同時にアルカリ金属(Na)とアルカリ土類金属(Mg,Ca)含量の総和は10〜500ppmである銅メッキマグ溶接用ソリッドワイヤ。
【請求項2】
上記銅メッキを施す際に使用する溶液組成は、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lからなることを特徴とする請求項1記載の銅メッキマグ溶接用ソリッドワイヤ。
【請求項3】
C:0.01〜0.10重量%、Si:0.3〜1.0重量%、Mn:0.7〜2.0重量%、P:0.001〜0.030重量%、S:0.001〜0.030重量%、Cu:0.01〜0.50重量%を含み、残りのFe及び不可避的不純物からなるマグ溶接用ソリッドワイヤを、CuSO4・5H2O 200〜300g/L、H2SO4 30〜50g/L、Fe 10〜40g/L、Mg 1.0〜10g/L、Na 0.1〜1.0g/L、Ca 0.1〜1.0g/L、Cl 1.0〜5.0g/L、及びEDTA 0.01〜0.1g/Lの組成を含有する銅メッキ液中に、30〜50℃の範囲内で1.5〜2.5秒間浸漬させることを含む銅メッキマグ溶接用ソリッドワイヤの製造方法。
【図2】


【図3】
【図4】

【図11】
【図12】
【図17】
【図18】
【図1】
【図5】
【図6】

【図7】
【図8】

【図9】
【図10】
【図13】
【図14】

【図15】
【図16】

【図3】
【図4】
【図11】
【図12】
【図17】
【図18】
【図1】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2006−326680(P2006−326680A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2006−87617(P2006−87617)
【出願日】平成18年3月28日(2006.3.28)
【出願人】(503375337)株式会社キスウェル (11)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成18年3月28日(2006.3.28)
【出願人】(503375337)株式会社キスウェル (11)
【Fターム(参考)】
[ Back to top ]