
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接作業性に優れ、かつ引張強さが高く、耐水素脆性が良好な溶接継手が安定的に得られる溶接材料および溶接継手の製造方法に係り、特に、高強度鋼管の周溶接および補修溶接に好適な溶接材料および溶接継手の製造方法に関する。
【背景技術】
【0002】
近年、天然ガスや石油といった様々な流体の輸送にパイプラインが利用されており、今後もその利用が益々増加することが見込まれる。そして、パイプライン整備にかかるコスト削減を目的として、より高強度な鋼管が要求されてきた。高強度鋼管を用いることでより薄く軽いラインパイプの使用が可能となり、製造、輸送の低コスト化が可能となるからである。現在、この流れを受け、国内外で本格的にAPI 5L X80グレードの鋼管の利用が本格化しており、さらに高強度のX90やX100といったグレードの鋼管も一部で導入が始まっている。
【0003】
パイプラインによって流体を長期にわたって安全に輸送する際、鋼管自体の強度だけでなく、溶接継手部の強度も確保する必要があり、溶接材料の開発も重要な課題となっている。一般に、溶接継手部には母材の引張強さの規格下限値を下回らないことが要求されている(API 5L)。即ち、X80であれば引張強さが625N/mm2以上、X90であれば695N/mm2以上、X100であれば760N/mm2以上ということになる。しかしながら、実際の継手引張試験では、確実に母材で破断されることが要求されることが多く、このためには溶接金属の引張強さとしては、少なくとも上記の値に10〜20%程度の余裕を持たせる必要がある。即ち、X80であれば688〜750N/mm2、X90であれば765〜834N/mm2、X100であれば836〜912N/mm2を上回る継手強度が要求される。
【0004】
一方、強度が過剰になると、溶接金属部の最高硬さが高くなりすぎ、水素脆化による割れを生じさせる要因となる。特に厳しい腐食環境に曝されることのない場合、水素脆化割れを防止するためには最高硬さをHV350以下にすることが望ましいとされている(API 1104)。つまり、高強度鋼管に用いる溶接材料には、強度と最高硬さのバランスが要求される。
【0005】
特許文献1〜3には、X80グレードの鋼材の溶接に好適な溶接用ワイヤについての発明が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−148389
【特許文献2】特開2006−224181
【特許文献3】特開2010−158716
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1および2の発明は、引張強さ750N/mm2以上を、特許文献3の発明は、引張強さ770N/mm2以上を目標としており、X80グレードの鋼管の溶接には用いることはできるが、X90、X100といったさらに高強度の鋼管には適さない。上述のように、X100グレードの高強度鋼管には、836N/mm2以上の継手強度が求められるからである。
【0008】
そこで本発明は、溶接金属の引張強さが836N/mm2以上であってX80、X90、X100の溶接部の継手引張強さを十分確保しながら、良好な耐水素脆性を兼ね備えた溶接継手を安定的に得ることが可能であり、高い溶接作業性を有する高強度鋼管の周溶接および補修溶接に好適な溶接材料および溶接継手の製造方法を提供することを目的とする。
【0009】
なお、本発明において、高い溶接作業性を有するとは、溶け込み不足、融合不良、溶け落ち、突き抜けといった溶接欠陥が発生せず、溶接がスムーズに進行し得る性能を言うものとする。
【課題を解決するための手段】
【0010】
本発明者らは、X80グレード、さらにはX90、X100グレードの高強度鋼を対象とした、TIG溶接における溶接作業性に優れ、かつ耐水素脆性が良好な溶接継手を安定的に得るための溶接材料および溶接継手の製造方法について検討したところ、下記の知見を得た。
【0011】
(a)溶接継手の引張強さを836N/mm2以上にするためには、溶接金属の平均硬さをHV265以上とすれば良い。一方、前述のように溶接金属部分の水素脆化による割れなどを防止するためには、溶接金属の最高硬さをHV350以下、好ましくはHV300以下にする必要がある。
【0012】
(b)しかし、一般的に溶接金属の硬さはばらつきが非常に大きく、溶接金属の平均硬さおよび最高硬さを上記の値とするためには、硬さを上昇させつつばらつきを抑制する必要がある。種々の検討結果から、C含有量を増加させることにより硬度を上昇させたのでは、硬さのばらつきが大きくなり、上記の条件を満足させることは困難であることが分かった。そして、溶接金属のC含有量を0.010〜0.015%程度の低い値に調整し、C含有量を低くすることよる強度低下を、種々の合金を含有させることで補えば、平均硬さの上昇および最高硬さの低減を両立できることが明らかとなった。即ち、C含有量を低減させつつ、CeqおよびPcmの値を一定の範囲内とすることが重要である。
【0013】
(c)溶接金属のC含有量を厳密に管理するためには、溶接材料のC含有量だけではなく、CとAlとの含有量のバランス調整が特に重要である。Cはアーク直下のような高温領域では、強力な脱酸元素として働くため、Si、Mn等より先に酸化消耗され、所定の平均硬さが得られない現象を生じてしまう。そこで、溶接金属のCの歩留まりを調整するのに溶接材料にバランス良くAlを添加することが有効であることが分った。つまり、溶接材料のAlが少ない場合はCを多めに含有させ、逆にAlが多い場合はCを少なめに含有させるよう調整する必要がある。
【0014】
(d)TIG法の裏波溶接において溶接作業性を向上させるためには、溶融池の対流が内向き対流であることが重要である。溶融池の対流が外向きである場合、溶接中に発生する少量の酸化物が溶融池の最外縁に集積することで開先への濡れ性が劣化し、作業性が悪化する。一方、溶融池の対流が内向きである場合、酸化物はアークの直下に集積するため、開先への濡れ性が良好となり、溶接がスムーズに進行するようになる。この溶融池の対流方向は表面張力に起因するが、それに大きく影響を及ぼすのがSである。溶融池の対流を内向きにするために、Sを一定量以上含有させる。
【0015】
(e)TIG溶接に適した溶接材料を用いたとしても、入熱制限またはパス数制限がないと、熱影響部(以下、HAZと言う。)が大きくなり、その部分の強度低下が大きく、所定の継手強度が得られなくなる場合がある。そこで、溶接欠陥を生じず、しかもHAZの軟化を抑制し、継手の必要強度を得るためには積層方法および溶接入熱を制限する必要がある。
【0016】
本発明はこのような知見に基づいてなされたものであり、下記の(1)に示す溶接材料および下記の(2)および(3)に示す溶接継手の製造方法を要旨とする。
【0017】
(1)質量%で、
C:0.01〜0.03%、
Si:0.3〜1.2%、
Mn:1.5〜2.5%、
P:0.02%以下、
S:0.005〜0.02%、
Cu:0.1〜0.5%、
Ni:2.0〜3.0%、
Cr:0.05〜1.0%、
Mo:0.05〜1.0%、
Ti:0.005〜0.3%、
Nb:0.005〜0.1%、
Al:0.004〜0.014%、
O:0.05%以下、
N:0.05%以下
を含有し、残部はFeおよび不純物からなり、かつ
Ceq:0.650以上、
Pcm:0.250以上、
0.00007≦C×Al≦0.00020
を満たす化学組成を有することを特徴とする溶接材料。
ここで、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
但し、式中の各元素記号は、溶接材料中に含まれる各元素の含有量(質量%)を表す。
【0018】
(2)上記(1)に記載の溶接材料を用いて、裏波溶接を行うに際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層:7〜18kJ/cmの溶接入熱で形成
第2層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【0019】
(3)上記(1)に記載の溶接材料を用いて、溶接継手の補修溶接を行う(ただし、裏波溶接を行う場合を除く。)に際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【発明の効果】
【0020】
本発明の溶接材料によれば、溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手を安定的に提供し得る。さらに、本発明の溶接継手の製造方法によれば、溶接欠陥を生じず、しかもHAZの軟化を抑制することができる。従って、本発明の溶接材料および溶接継手の製造方法は、高強度鋼管の周溶接またはその補修溶接に最適である。
【図面の簡単な説明】
【0021】
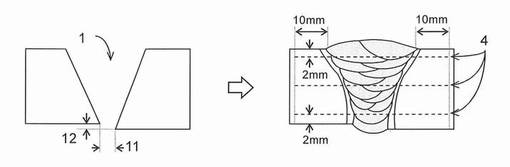
【図1】V開先を設けた母材の突合せ多層盛り溶接の一例を示す断面図である。
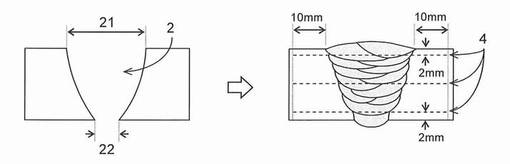
【図2】貫通補修を施す多層盛り溶接の一例を示す断面図である。
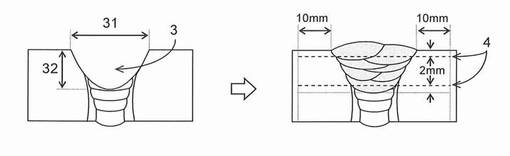
【図3】外面からの部分補修を施す多層盛り溶接の一例を示す断面図である。
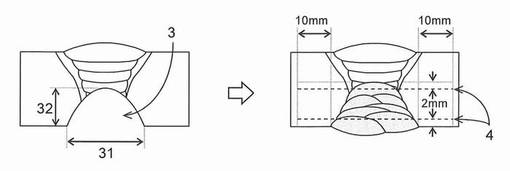
【図4】内面からの部分補修を施す多層盛り溶接の一例を示す断面図である。
【発明を実施するための形態】
【0022】
1.化学組成
まず、本発明の溶接材料の化学組成の限定理由を述べる。以下、%は質量%を意味する。
【0023】
C:0.01〜0.03%
Cは、強度を確保するために必要な元素である。0.01%未満では必要とする強度を確保することができない。C含有量は0.015%以上であることが好ましい。一方、0.03%を超えると、冷却速度が速い場合に、硬さが急激に上昇し、母材の靭性が劣化する。C含有量は0.025%以下であることが好ましい。
【0024】
Si:0.3〜1.2%
Siは、脱酸作用があるとともに溶接金属の靱性の向上に寄与する。0.3%未満では溶接時の脱酸効果が不十分なため、溶接金属にブローホールが発生しやすくなり、また十分な靱性が得られない。しかし、1.2%を超えて含有させた場合は、かえって靭性の低下をもたらし、また、溶融金属の流動性が悪くなるためにビード形状が悪化する。
【0025】
Mn:1.5〜2.5%
Mnは、脱酸作用があるとともに溶接金属の強度上昇および靱性の向上に寄与する。1.5%未満では溶接時の脱酸効果が不十分であるだけでなく、強度も不足し、また十分な靱性が得られない。しかし、2.5%を超える過剰な含有は、かえって靱性を劣化させる。
【0026】
P:0.02%以下
Pは、不純物として鋼中に不可避的に存在する。0.02%を超えると、溶接時に高温割れを招くおそれがあるため、0.02%以下とする必要がある。
【0027】
S:0.005〜0.02%
Sは、溶融池の内向き流れを発生させ、溶接作業性を向上させるのに有効な元素である。このため、Sの含有量を0.005%以上とする。S含有量は0.007%以上であることが好ましく、0.009%以上であることがより好ましい。しかし、0.02%を超えると、溶接時に高温割れや靭性低下を招くおそれがある。
【0028】
Cu:0.1〜0.5%
ここで規定するCuは、主として溶接ワイヤ又は棒の表面にめっきされたCu分に該当し、耐錆び性、つまり酸化防止に寄与する。0.1%未満では、十分なメッキ膜が得られず、溶接材料が酸化されやすくなる。一方、0.5%を超えると、溶接ビードの割れを発生させるおそれがある。
【0029】
Ni:2.0〜3.0%
Niは、適正量を含有させることによって、溶接性に悪影響を及ぼすこともなく、溶接金属の強度および靱性を向上させる。この効果を得るためにはNiを2.0%以上含有させる。しかし、Ni含有量が3.0%を超えると、かえって靱性が劣化する。
【0030】
Cr:0.05〜1.0%
Crは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはCrを0.05%以上含有させる。しかし、Cr含有量が1.0%を超えると、かえって靱性が劣化する。
【0031】
Mo:0.05〜1.0%
Moは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはMoを0.05%以上含有させる。しかし、Mo含有量が1.0%を超えると、かえって靱性が劣化する。
【0032】
Ti:0.005〜0.3%
Tiは、強力な脱酸元素として作用するが、一方でスラグ生成物となる。0.005%未満では、溶接時の脱酸効果が不十分である。一方、0.3%を超えると、スラグ生成量が多くなり、スラグ巻き込みの欠陥が発生しやすくなる。
【0033】
Nb:0.005〜0.1%
Nbは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはNbを0.005%以上含有させる。しかし、Nb含有量が0.1%を超えると、粗大な炭化物、窒化物を形成し靱性が劣化する。
【0034】
Al:0.004〜0.014%
Alは、脱酸のために必須な元素であると同時に、Cの歩留まりを調整するのに重要な元素である。0.004%未満では、高温領域でCが脱酸剤として作用し、COまたはCO2ガスとして放出されてしまい、溶接金属へのCの残量が不足し、強度が低下するため、0.004%以上とする。Al含有量は0.006%以上であることが好ましい。一方、0.014%を超えると、Cの歩留まりが過剰となり、硬さのばらつきが大きくなるため、0.014%以下とする必要がある。Al含有量は0.012%以下であることが好ましく、0.010%以下であることがさらに好ましい。
【0035】
O:0.05%以下
Oは、不純物として鋼中に不可避的に存在する。0.05%を超えると、靱性が劣化し、溶接欠陥が発生しやすくなるため、0.05%以下とする必要がある。
【0036】
N:0.05%以下
Nは、不純物として鋼中に不可避的に存在する。0.05%を超えると、強度が過剰となり、靱性が劣化するため、0.05%以下とする必要がある。
【0037】
Ceq:0.650以上
Ceqは炭素当量を意味し、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
によって定義される。溶接継手の引張強さを確保するためには、種々の合金元素をバランスよく含有させることによって、Ceqの値は0.650以上とする必要がある。Ceqの値は0.700以上とするのが好ましく、0.750以上とするのがより好ましい。上限は特に設けないが、合金元素を過剰に含有させるとコスト上昇につながるため、1.000以下とするのが好ましく、0.900以下とするのがより好ましい。
【0038】
Pcm:0.250以上
Pcmは溶接割れ感受性組成を意味し、
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
によって定義される。溶接継手の引張強さを確保するためには、種々の合金元素をバランスよく含有させることによって、Pcmの値は0.250以上とする必要がある。Pcmの値は0.255以上とするのが好ましく、0.260以上とするのがより好ましい。上限は特に設けないが、合金元素を過剰に含有させるとコスト上昇につながるため、0.350以下とするのが好ましく、0.300以下とするのがより好ましい。
【0039】
0.00007≦C×Al≦0.00020
前述のように、溶接金属のC含有量は、溶接材料のC含有量およびAl含有量のバランスによって決まる。溶接金属のC含有量を0.010〜0.015%程度の狭い範囲に厳密に調整するためには、溶接材料中のAl含有量が少ない場合はC含有量を多めに含有させ、逆にAl含有量が多い場合はC含有量を少なめに含有させる必要がある。そのような観点から、C×Alを0.00007〜0.00020の範囲内とする。C×Alの好ましい下限は0.00010である。また、C×Alの好ましい上限は0.00017であり、より好ましい上限は0.00015である。
【0040】
2.用途
本発明に係る溶接材料および溶接継手の製造方法の用途については、特に制限はないが、X80、X90、X100グレードの鋼管の周溶接またはその補修溶接に最適であり、また、その他高強度鋼部材等の溶接にも好適である。鋼管の周溶接(以下、本溶接と言う。)としては、例えば、図1に示すように、母材にV開先1を設けて突合せ溶接により実施することができる。開先の形状については特に制限はなく、V開先の他、U開先または直線と曲線との複合した形の開先としても良い。また、開先同士の距離11は3〜5mmとするのが良く、母材の厚さの差12は、1.5mm以内とするのが良い。
【0041】
溶接継手の補修溶接としては、欠陥部の位置、大きさに応じて、図2に示すような貫通補修、図3に示すような外面からの部分補修、図4に示すような内面からの部分補修の3通りが可能である。欠陥部をグラインダー等によって除去した後、貫通部分2、または溝3を本発明の溶接により埋めることができる。欠陥部を除去する加工の条件については特に制限はないが、貫通補修の場合は、貫通部分の幅は上部21が17〜22mm、下部22が3〜6mmとするのが良い。また、部分補修の場合は、溶接部の外面または内面に幅31が10〜22mm、深さ32が3〜14mmの溝を形成するのが良い。
【0042】
3.溶接条件
上述のように本発明の溶接材料を用いたとしても、入熱制限またはパス数制限がないと、所定の継手強度が得られなくなる場合がある。そこで、溶接欠陥を生じず、しかもHAZの軟化を抑制し、継手の必要強度を確実に得るための積層方法および溶接入熱の制約条件を、開先または貫通部分に裏波溶接を行う場合、および溶接部の外面または内面の補修溶接を行う場合(ただし、裏波溶接を行う場合を除く。)のそれぞれについて以下に説明する。なお、溶接金属の層の総数をNとする。
【0043】
(1)開先または貫通部分の裏波溶接における入熱条件
第1層:7〜18kJ/cm
第1層は、良好な裏波ビードを形成させつつ、内部欠陥も発生させないことが必要となる。そのため、溶接入熱は1パスあたり7kJ/cm以上とするのが良い。しかし、入熱が大きくなりすぎると溶融池が大きくなりすぎて、表面張力で保持できずに垂れ落ちてしまう。そのため、18kJ/cm以下とするのが好ましい。
【0044】
第2層〜第N−2層:5〜16kJ/cm
融合不良等の溶接欠陥を防止するだけでなく、溶融池を十分馴染ませ、高品質の溶接とするためには、溶接入熱は1パスあたり5kJ/cm以上とするのが好ましい。しかし、入熱が大きすぎると、第1層を貫通して溶けてしまい、穴あきビードが発生するおそれがあるだけでなく、HAZの強度低下が著しくなり、所定の継手強度が得られなくなるため、16kJ/cm以下とするのが良い。
【0045】
第N−1層:5〜23kJ/cm
溶接入熱は低すぎると融合不良等の溶接欠陥を生じるおそれがあるため、1パスあたり5kJ/cm以上とするのが好ましい。この部分では多少のHAZ軟化は許容される。最終層を良好に仕上げるため、1層前も溶接をより良好に仕上げる必要があり、入熱をやや上げるのが望ましい。一方、HAZの軟化を極力抑える観点からは、23kJ/cm以下とするのが良い。
【0046】
第N層:5〜30kJ/cm
第N層は、開先の肩部を溶かし、かつ表面を良好に仕上げる必要がある。そのため、溶接入熱は5kJ/cm以上とするのが好ましい。しかし、HAZ軟化抑制の観点から、30kJ/cm以下とするのが良い。
【0047】
(2)補修溶接における入熱条件
第1層〜第N−2層:5〜16kJ/cm
融合不良等の溶接欠陥を防止するだけでなく、溶融池を十分馴染ませ、高品質の溶接とするためには、溶接入熱は1パスあたり5kJ/cm以上とするのが好ましい。しかし、入熱が大きすぎると、HAZの強度低下が著しくなり、所定の継手強度が得られなくなるため、16kJ/cm以下とするのが良い。
【0048】
第N−1層:5〜23kJ/cm
溶接入熱は低すぎると融合不良等の溶接欠陥を生じるおそれがあるため、1パスあたり5kJ/cm以上とするのが好ましい。この部分では多少のHAZ軟化は許容される。最終層を良好に仕上げるため、1層前も溶接をより良好に仕上げる必要があり、入熱をやや上げるのが望ましい。一方、HAZの軟化を極力抑える観点からは、23kJ/cm以下とするのが良い。
【0049】
第N層:5〜30kJ/cm
第N層は、開先の肩部を溶かし、かつ表面を良好に仕上げる必要がある。そのため、溶接入熱は5kJ/cm以上とするのが好ましい。しかし、HAZ軟化抑制の観点から、30kJ/cm以下とするのが良い。
【0050】
(3)層の総数およびパス数条件
層の総数Nは3以上とする。Nの上限については特に制限はないが、多層盛りTIG溶接の場合、積層厚さは1〜2mm程度となるため、Nは開先または貫通補修の溶接の場合は母材の厚さ、部分補修の場合は溝の深さによって決めることができる。また、パス数についても特に制限はなく、溶接性を考慮し、開先または溝の幅に応じて、1層あたり1〜3パス程度とするのが良い。
【0051】
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例1】
【0052】
表1の化学組成からなる外径610mm、厚さ15.6mmのX80グレードの高強度鋼管を母材として溶接実験を行なった。まず本溶接として、図1に示すように、鋼管の管端にベベル加工によりV開先1を設けた後、突合せTIG溶接を行った。また、補修溶接として、本溶接と同様のV開先1に対して表2に示す条件でMAG自動溶接を行なった後、グラインダーを用いて溶接金属の一部または全部を除去して、図2〜4に示すような形状を形成し、その部分についてTIG溶接を行なった。
【0053】
【表1】

【0054】
【表2】
【0055】
実験に供した溶接材料の化学組成を表3に示す。溶接材料は、直径2.4mmの線材であり、表面には防錆のためのCuメッキが施されている。これらを用いて多層盛りのTIG溶接を行った。
【0056】
【表3】
【0057】
表4に、溶接区分、開先、貫通部分または溝の寸法、溶接条件を示す。
【0058】
【表4】
【0059】
表5に、溶接の評価結果を示す。評価項目は、溶接作業性、溶接部および近傍の硬さ、外観検査、放射線透過試験および超音波探傷試験による内部品質の調査とした。溶接作業性は、溶融池の開先への濡れ性が良好で溶接がスムーズに進行するかどうかを基準に、総合的に○×を判定した。
【0060】
溶接部および近傍の硬さは、JISZ2244によるビッカース硬さ(HV10)を測定した。なお、近傍とは図1〜4に示すように、溶接金属と母材との境界部分からそれぞれ10mmまでの部分を言う。測定位置は、本溶接および貫通補修溶接については、図1および2に示した3本の硬さ測定ライン4に沿って、管外面および管内面からの補修溶接については、図3および4に示した2本の硬さ測定ライン4に沿って、全て1mmピッチで測定した。溶接金属部については平均硬さおよび最高硬さを求めた。最高硬さおよび平均硬さの評価においては、最高硬さがHV350以下のものを○、HV300以下のものを◎、平均硬さがHV265〜285のものを○とした。
【0061】
また、本溶接および貫通補修溶接については、熱影響部の硬さの低下の状況(HAZ軟化の状況)についても評価した。近傍母材の平均硬さよりHV10以上低下している部分の長さをHAZ軟化層幅、近傍母材の平均硬さとHAZ最低硬さの差をHAZ軟化度とした。HAZ軟化は、軟化層幅が5mm以下かつ軟化度40以下のものを○とした。
【0062】
外観検査は凹み、アンダーカット等の一般的な溶接外観不良が無いものを○とした。放射線透過試験はJISZ3104で行い2類以上を○とした。超音波探傷試験はJISZ3060で行い2類以上を○とした。
【0063】
【表5】
【0064】
表5に示すように、溶接材料のCeqまたはPcmの値が本発明の規定値以下のものは、平均硬さがHV265以下となり、引張強さ不足であった。また、溶接材料のC含有量、Al含有量またはC×Alの値が本発明の規定から外れるものについては、低いと上記と同様に強度不足となり、高いと最高硬さがHV350以上で耐水素脆性が劣化する結果となった。S含有量が少ない場合は、内面ビード外観不良、内部欠陥発生等の不具合が生じた。
【0065】
一方、本発明の溶接材料を用いた場合、溶接金属の平均硬さおよび最高硬さが所定の範囲に入り、良好な引張強さおよび耐水素脆性を有することがわかった。
【0066】
また、本発明で規定する積層方法および入熱の条件に従って行ったものは、HAZ軟化が起こらず、溶接欠陥も発生しなかった。規定を外れる場合は、表5に示した通り、外観不良、NDI検査不合格、HAZ軟化のいずれかあるいは複数の不具合を生じた。
【0067】
溶接材料の成分および溶接条件が本発明の規定内の、No.7〜10、22〜25、30、31、35、36は良好な結果となった。中でも、No.9、10、24、25、31、35、36は最高硬さが300以下であり、特に良好であった。
【産業上の利用可能性】
【0068】
本発明の溶接材料によれば、溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手を安定的に提供し得る。さらに、本発明の溶接継手の製造方法によれば、溶接欠陥を生じず、しかもHAZの軟化を抑制することができるため、本発明の溶接材料および溶接継手の製造方法は、高強度鋼管の周溶接またはその補修溶接に最適である。
【符号の説明】
【0069】
1.V開先
2.貫通部分
3.溝
4.硬さ測定ライン
11.開先同士の距離
12.母材の厚さの差
21.貫通部分の上部幅
22.貫通部分の下部幅
31.溝の幅
32.溝の深さ
【技術分野】
【0001】
本発明は、溶接作業性に優れ、かつ引張強さが高く、耐水素脆性が良好な溶接継手が安定的に得られる溶接材料および溶接継手の製造方法に係り、特に、高強度鋼管の周溶接および補修溶接に好適な溶接材料および溶接継手の製造方法に関する。
【背景技術】
【0002】
近年、天然ガスや石油といった様々な流体の輸送にパイプラインが利用されており、今後もその利用が益々増加することが見込まれる。そして、パイプライン整備にかかるコスト削減を目的として、より高強度な鋼管が要求されてきた。高強度鋼管を用いることでより薄く軽いラインパイプの使用が可能となり、製造、輸送の低コスト化が可能となるからである。現在、この流れを受け、国内外で本格的にAPI 5L X80グレードの鋼管の利用が本格化しており、さらに高強度のX90やX100といったグレードの鋼管も一部で導入が始まっている。
【0003】
パイプラインによって流体を長期にわたって安全に輸送する際、鋼管自体の強度だけでなく、溶接継手部の強度も確保する必要があり、溶接材料の開発も重要な課題となっている。一般に、溶接継手部には母材の引張強さの規格下限値を下回らないことが要求されている(API 5L)。即ち、X80であれば引張強さが625N/mm2以上、X90であれば695N/mm2以上、X100であれば760N/mm2以上ということになる。しかしながら、実際の継手引張試験では、確実に母材で破断されることが要求されることが多く、このためには溶接金属の引張強さとしては、少なくとも上記の値に10〜20%程度の余裕を持たせる必要がある。即ち、X80であれば688〜750N/mm2、X90であれば765〜834N/mm2、X100であれば836〜912N/mm2を上回る継手強度が要求される。
【0004】
一方、強度が過剰になると、溶接金属部の最高硬さが高くなりすぎ、水素脆化による割れを生じさせる要因となる。特に厳しい腐食環境に曝されることのない場合、水素脆化割れを防止するためには最高硬さをHV350以下にすることが望ましいとされている(API 1104)。つまり、高強度鋼管に用いる溶接材料には、強度と最高硬さのバランスが要求される。
【0005】
特許文献1〜3には、X80グレードの鋼材の溶接に好適な溶接用ワイヤについての発明が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−148389
【特許文献2】特開2006−224181
【特許文献3】特開2010−158716
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1および2の発明は、引張強さ750N/mm2以上を、特許文献3の発明は、引張強さ770N/mm2以上を目標としており、X80グレードの鋼管の溶接には用いることはできるが、X90、X100といったさらに高強度の鋼管には適さない。上述のように、X100グレードの高強度鋼管には、836N/mm2以上の継手強度が求められるからである。
【0008】
そこで本発明は、溶接金属の引張強さが836N/mm2以上であってX80、X90、X100の溶接部の継手引張強さを十分確保しながら、良好な耐水素脆性を兼ね備えた溶接継手を安定的に得ることが可能であり、高い溶接作業性を有する高強度鋼管の周溶接および補修溶接に好適な溶接材料および溶接継手の製造方法を提供することを目的とする。
【0009】
なお、本発明において、高い溶接作業性を有するとは、溶け込み不足、融合不良、溶け落ち、突き抜けといった溶接欠陥が発生せず、溶接がスムーズに進行し得る性能を言うものとする。
【課題を解決するための手段】
【0010】
本発明者らは、X80グレード、さらにはX90、X100グレードの高強度鋼を対象とした、TIG溶接における溶接作業性に優れ、かつ耐水素脆性が良好な溶接継手を安定的に得るための溶接材料および溶接継手の製造方法について検討したところ、下記の知見を得た。
【0011】
(a)溶接継手の引張強さを836N/mm2以上にするためには、溶接金属の平均硬さをHV265以上とすれば良い。一方、前述のように溶接金属部分の水素脆化による割れなどを防止するためには、溶接金属の最高硬さをHV350以下、好ましくはHV300以下にする必要がある。
【0012】
(b)しかし、一般的に溶接金属の硬さはばらつきが非常に大きく、溶接金属の平均硬さおよび最高硬さを上記の値とするためには、硬さを上昇させつつばらつきを抑制する必要がある。種々の検討結果から、C含有量を増加させることにより硬度を上昇させたのでは、硬さのばらつきが大きくなり、上記の条件を満足させることは困難であることが分かった。そして、溶接金属のC含有量を0.010〜0.015%程度の低い値に調整し、C含有量を低くすることよる強度低下を、種々の合金を含有させることで補えば、平均硬さの上昇および最高硬さの低減を両立できることが明らかとなった。即ち、C含有量を低減させつつ、CeqおよびPcmの値を一定の範囲内とすることが重要である。
【0013】
(c)溶接金属のC含有量を厳密に管理するためには、溶接材料のC含有量だけではなく、CとAlとの含有量のバランス調整が特に重要である。Cはアーク直下のような高温領域では、強力な脱酸元素として働くため、Si、Mn等より先に酸化消耗され、所定の平均硬さが得られない現象を生じてしまう。そこで、溶接金属のCの歩留まりを調整するのに溶接材料にバランス良くAlを添加することが有効であることが分った。つまり、溶接材料のAlが少ない場合はCを多めに含有させ、逆にAlが多い場合はCを少なめに含有させるよう調整する必要がある。
【0014】
(d)TIG法の裏波溶接において溶接作業性を向上させるためには、溶融池の対流が内向き対流であることが重要である。溶融池の対流が外向きである場合、溶接中に発生する少量の酸化物が溶融池の最外縁に集積することで開先への濡れ性が劣化し、作業性が悪化する。一方、溶融池の対流が内向きである場合、酸化物はアークの直下に集積するため、開先への濡れ性が良好となり、溶接がスムーズに進行するようになる。この溶融池の対流方向は表面張力に起因するが、それに大きく影響を及ぼすのがSである。溶融池の対流を内向きにするために、Sを一定量以上含有させる。
【0015】
(e)TIG溶接に適した溶接材料を用いたとしても、入熱制限またはパス数制限がないと、熱影響部(以下、HAZと言う。)が大きくなり、その部分の強度低下が大きく、所定の継手強度が得られなくなる場合がある。そこで、溶接欠陥を生じず、しかもHAZの軟化を抑制し、継手の必要強度を得るためには積層方法および溶接入熱を制限する必要がある。
【0016】
本発明はこのような知見に基づいてなされたものであり、下記の(1)に示す溶接材料および下記の(2)および(3)に示す溶接継手の製造方法を要旨とする。
【0017】
(1)質量%で、
C:0.01〜0.03%、
Si:0.3〜1.2%、
Mn:1.5〜2.5%、
P:0.02%以下、
S:0.005〜0.02%、
Cu:0.1〜0.5%、
Ni:2.0〜3.0%、
Cr:0.05〜1.0%、
Mo:0.05〜1.0%、
Ti:0.005〜0.3%、
Nb:0.005〜0.1%、
Al:0.004〜0.014%、
O:0.05%以下、
N:0.05%以下
を含有し、残部はFeおよび不純物からなり、かつ
Ceq:0.650以上、
Pcm:0.250以上、
0.00007≦C×Al≦0.00020
を満たす化学組成を有することを特徴とする溶接材料。
ここで、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
但し、式中の各元素記号は、溶接材料中に含まれる各元素の含有量(質量%)を表す。
【0018】
(2)上記(1)に記載の溶接材料を用いて、裏波溶接を行うに際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層:7〜18kJ/cmの溶接入熱で形成
第2層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【0019】
(3)上記(1)に記載の溶接材料を用いて、溶接継手の補修溶接を行う(ただし、裏波溶接を行う場合を除く。)に際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【発明の効果】
【0020】
本発明の溶接材料によれば、溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手を安定的に提供し得る。さらに、本発明の溶接継手の製造方法によれば、溶接欠陥を生じず、しかもHAZの軟化を抑制することができる。従って、本発明の溶接材料および溶接継手の製造方法は、高強度鋼管の周溶接またはその補修溶接に最適である。
【図面の簡単な説明】
【0021】
【図1】V開先を設けた母材の突合せ多層盛り溶接の一例を示す断面図である。
【図2】貫通補修を施す多層盛り溶接の一例を示す断面図である。
【図3】外面からの部分補修を施す多層盛り溶接の一例を示す断面図である。
【図4】内面からの部分補修を施す多層盛り溶接の一例を示す断面図である。
【発明を実施するための形態】
【0022】
1.化学組成
まず、本発明の溶接材料の化学組成の限定理由を述べる。以下、%は質量%を意味する。
【0023】
C:0.01〜0.03%
Cは、強度を確保するために必要な元素である。0.01%未満では必要とする強度を確保することができない。C含有量は0.015%以上であることが好ましい。一方、0.03%を超えると、冷却速度が速い場合に、硬さが急激に上昇し、母材の靭性が劣化する。C含有量は0.025%以下であることが好ましい。
【0024】
Si:0.3〜1.2%
Siは、脱酸作用があるとともに溶接金属の靱性の向上に寄与する。0.3%未満では溶接時の脱酸効果が不十分なため、溶接金属にブローホールが発生しやすくなり、また十分な靱性が得られない。しかし、1.2%を超えて含有させた場合は、かえって靭性の低下をもたらし、また、溶融金属の流動性が悪くなるためにビード形状が悪化する。
【0025】
Mn:1.5〜2.5%
Mnは、脱酸作用があるとともに溶接金属の強度上昇および靱性の向上に寄与する。1.5%未満では溶接時の脱酸効果が不十分であるだけでなく、強度も不足し、また十分な靱性が得られない。しかし、2.5%を超える過剰な含有は、かえって靱性を劣化させる。
【0026】
P:0.02%以下
Pは、不純物として鋼中に不可避的に存在する。0.02%を超えると、溶接時に高温割れを招くおそれがあるため、0.02%以下とする必要がある。
【0027】
S:0.005〜0.02%
Sは、溶融池の内向き流れを発生させ、溶接作業性を向上させるのに有効な元素である。このため、Sの含有量を0.005%以上とする。S含有量は0.007%以上であることが好ましく、0.009%以上であることがより好ましい。しかし、0.02%を超えると、溶接時に高温割れや靭性低下を招くおそれがある。
【0028】
Cu:0.1〜0.5%
ここで規定するCuは、主として溶接ワイヤ又は棒の表面にめっきされたCu分に該当し、耐錆び性、つまり酸化防止に寄与する。0.1%未満では、十分なメッキ膜が得られず、溶接材料が酸化されやすくなる。一方、0.5%を超えると、溶接ビードの割れを発生させるおそれがある。
【0029】
Ni:2.0〜3.0%
Niは、適正量を含有させることによって、溶接性に悪影響を及ぼすこともなく、溶接金属の強度および靱性を向上させる。この効果を得るためにはNiを2.0%以上含有させる。しかし、Ni含有量が3.0%を超えると、かえって靱性が劣化する。
【0030】
Cr:0.05〜1.0%
Crは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはCrを0.05%以上含有させる。しかし、Cr含有量が1.0%を超えると、かえって靱性が劣化する。
【0031】
Mo:0.05〜1.0%
Moは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはMoを0.05%以上含有させる。しかし、Mo含有量が1.0%を超えると、かえって靱性が劣化する。
【0032】
Ti:0.005〜0.3%
Tiは、強力な脱酸元素として作用するが、一方でスラグ生成物となる。0.005%未満では、溶接時の脱酸効果が不十分である。一方、0.3%を超えると、スラグ生成量が多くなり、スラグ巻き込みの欠陥が発生しやすくなる。
【0033】
Nb:0.005〜0.1%
Nbは、少量含有させることで、溶接金属の強度および靱性を向上させる。この効果を得るためにはNbを0.005%以上含有させる。しかし、Nb含有量が0.1%を超えると、粗大な炭化物、窒化物を形成し靱性が劣化する。
【0034】
Al:0.004〜0.014%
Alは、脱酸のために必須な元素であると同時に、Cの歩留まりを調整するのに重要な元素である。0.004%未満では、高温領域でCが脱酸剤として作用し、COまたはCO2ガスとして放出されてしまい、溶接金属へのCの残量が不足し、強度が低下するため、0.004%以上とする。Al含有量は0.006%以上であることが好ましい。一方、0.014%を超えると、Cの歩留まりが過剰となり、硬さのばらつきが大きくなるため、0.014%以下とする必要がある。Al含有量は0.012%以下であることが好ましく、0.010%以下であることがさらに好ましい。
【0035】
O:0.05%以下
Oは、不純物として鋼中に不可避的に存在する。0.05%を超えると、靱性が劣化し、溶接欠陥が発生しやすくなるため、0.05%以下とする必要がある。
【0036】
N:0.05%以下
Nは、不純物として鋼中に不可避的に存在する。0.05%を超えると、強度が過剰となり、靱性が劣化するため、0.05%以下とする必要がある。
【0037】
Ceq:0.650以上
Ceqは炭素当量を意味し、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
によって定義される。溶接継手の引張強さを確保するためには、種々の合金元素をバランスよく含有させることによって、Ceqの値は0.650以上とする必要がある。Ceqの値は0.700以上とするのが好ましく、0.750以上とするのがより好ましい。上限は特に設けないが、合金元素を過剰に含有させるとコスト上昇につながるため、1.000以下とするのが好ましく、0.900以下とするのがより好ましい。
【0038】
Pcm:0.250以上
Pcmは溶接割れ感受性組成を意味し、
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
によって定義される。溶接継手の引張強さを確保するためには、種々の合金元素をバランスよく含有させることによって、Pcmの値は0.250以上とする必要がある。Pcmの値は0.255以上とするのが好ましく、0.260以上とするのがより好ましい。上限は特に設けないが、合金元素を過剰に含有させるとコスト上昇につながるため、0.350以下とするのが好ましく、0.300以下とするのがより好ましい。
【0039】
0.00007≦C×Al≦0.00020
前述のように、溶接金属のC含有量は、溶接材料のC含有量およびAl含有量のバランスによって決まる。溶接金属のC含有量を0.010〜0.015%程度の狭い範囲に厳密に調整するためには、溶接材料中のAl含有量が少ない場合はC含有量を多めに含有させ、逆にAl含有量が多い場合はC含有量を少なめに含有させる必要がある。そのような観点から、C×Alを0.00007〜0.00020の範囲内とする。C×Alの好ましい下限は0.00010である。また、C×Alの好ましい上限は0.00017であり、より好ましい上限は0.00015である。
【0040】
2.用途
本発明に係る溶接材料および溶接継手の製造方法の用途については、特に制限はないが、X80、X90、X100グレードの鋼管の周溶接またはその補修溶接に最適であり、また、その他高強度鋼部材等の溶接にも好適である。鋼管の周溶接(以下、本溶接と言う。)としては、例えば、図1に示すように、母材にV開先1を設けて突合せ溶接により実施することができる。開先の形状については特に制限はなく、V開先の他、U開先または直線と曲線との複合した形の開先としても良い。また、開先同士の距離11は3〜5mmとするのが良く、母材の厚さの差12は、1.5mm以内とするのが良い。
【0041】
溶接継手の補修溶接としては、欠陥部の位置、大きさに応じて、図2に示すような貫通補修、図3に示すような外面からの部分補修、図4に示すような内面からの部分補修の3通りが可能である。欠陥部をグラインダー等によって除去した後、貫通部分2、または溝3を本発明の溶接により埋めることができる。欠陥部を除去する加工の条件については特に制限はないが、貫通補修の場合は、貫通部分の幅は上部21が17〜22mm、下部22が3〜6mmとするのが良い。また、部分補修の場合は、溶接部の外面または内面に幅31が10〜22mm、深さ32が3〜14mmの溝を形成するのが良い。
【0042】
3.溶接条件
上述のように本発明の溶接材料を用いたとしても、入熱制限またはパス数制限がないと、所定の継手強度が得られなくなる場合がある。そこで、溶接欠陥を生じず、しかもHAZの軟化を抑制し、継手の必要強度を確実に得るための積層方法および溶接入熱の制約条件を、開先または貫通部分に裏波溶接を行う場合、および溶接部の外面または内面の補修溶接を行う場合(ただし、裏波溶接を行う場合を除く。)のそれぞれについて以下に説明する。なお、溶接金属の層の総数をNとする。
【0043】
(1)開先または貫通部分の裏波溶接における入熱条件
第1層:7〜18kJ/cm
第1層は、良好な裏波ビードを形成させつつ、内部欠陥も発生させないことが必要となる。そのため、溶接入熱は1パスあたり7kJ/cm以上とするのが良い。しかし、入熱が大きくなりすぎると溶融池が大きくなりすぎて、表面張力で保持できずに垂れ落ちてしまう。そのため、18kJ/cm以下とするのが好ましい。
【0044】
第2層〜第N−2層:5〜16kJ/cm
融合不良等の溶接欠陥を防止するだけでなく、溶融池を十分馴染ませ、高品質の溶接とするためには、溶接入熱は1パスあたり5kJ/cm以上とするのが好ましい。しかし、入熱が大きすぎると、第1層を貫通して溶けてしまい、穴あきビードが発生するおそれがあるだけでなく、HAZの強度低下が著しくなり、所定の継手強度が得られなくなるため、16kJ/cm以下とするのが良い。
【0045】
第N−1層:5〜23kJ/cm
溶接入熱は低すぎると融合不良等の溶接欠陥を生じるおそれがあるため、1パスあたり5kJ/cm以上とするのが好ましい。この部分では多少のHAZ軟化は許容される。最終層を良好に仕上げるため、1層前も溶接をより良好に仕上げる必要があり、入熱をやや上げるのが望ましい。一方、HAZの軟化を極力抑える観点からは、23kJ/cm以下とするのが良い。
【0046】
第N層:5〜30kJ/cm
第N層は、開先の肩部を溶かし、かつ表面を良好に仕上げる必要がある。そのため、溶接入熱は5kJ/cm以上とするのが好ましい。しかし、HAZ軟化抑制の観点から、30kJ/cm以下とするのが良い。
【0047】
(2)補修溶接における入熱条件
第1層〜第N−2層:5〜16kJ/cm
融合不良等の溶接欠陥を防止するだけでなく、溶融池を十分馴染ませ、高品質の溶接とするためには、溶接入熱は1パスあたり5kJ/cm以上とするのが好ましい。しかし、入熱が大きすぎると、HAZの強度低下が著しくなり、所定の継手強度が得られなくなるため、16kJ/cm以下とするのが良い。
【0048】
第N−1層:5〜23kJ/cm
溶接入熱は低すぎると融合不良等の溶接欠陥を生じるおそれがあるため、1パスあたり5kJ/cm以上とするのが好ましい。この部分では多少のHAZ軟化は許容される。最終層を良好に仕上げるため、1層前も溶接をより良好に仕上げる必要があり、入熱をやや上げるのが望ましい。一方、HAZの軟化を極力抑える観点からは、23kJ/cm以下とするのが良い。
【0049】
第N層:5〜30kJ/cm
第N層は、開先の肩部を溶かし、かつ表面を良好に仕上げる必要がある。そのため、溶接入熱は5kJ/cm以上とするのが好ましい。しかし、HAZ軟化抑制の観点から、30kJ/cm以下とするのが良い。
【0050】
(3)層の総数およびパス数条件
層の総数Nは3以上とする。Nの上限については特に制限はないが、多層盛りTIG溶接の場合、積層厚さは1〜2mm程度となるため、Nは開先または貫通補修の溶接の場合は母材の厚さ、部分補修の場合は溝の深さによって決めることができる。また、パス数についても特に制限はなく、溶接性を考慮し、開先または溝の幅に応じて、1層あたり1〜3パス程度とするのが良い。
【0051】
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例1】
【0052】
表1の化学組成からなる外径610mm、厚さ15.6mmのX80グレードの高強度鋼管を母材として溶接実験を行なった。まず本溶接として、図1に示すように、鋼管の管端にベベル加工によりV開先1を設けた後、突合せTIG溶接を行った。また、補修溶接として、本溶接と同様のV開先1に対して表2に示す条件でMAG自動溶接を行なった後、グラインダーを用いて溶接金属の一部または全部を除去して、図2〜4に示すような形状を形成し、その部分についてTIG溶接を行なった。
【0053】
【表1】
【0054】
【表2】
【0055】
実験に供した溶接材料の化学組成を表3に示す。溶接材料は、直径2.4mmの線材であり、表面には防錆のためのCuメッキが施されている。これらを用いて多層盛りのTIG溶接を行った。
【0056】
【表3】
【0057】
表4に、溶接区分、開先、貫通部分または溝の寸法、溶接条件を示す。
【0058】
【表4】
【0059】
表5に、溶接の評価結果を示す。評価項目は、溶接作業性、溶接部および近傍の硬さ、外観検査、放射線透過試験および超音波探傷試験による内部品質の調査とした。溶接作業性は、溶融池の開先への濡れ性が良好で溶接がスムーズに進行するかどうかを基準に、総合的に○×を判定した。
【0060】
溶接部および近傍の硬さは、JISZ2244によるビッカース硬さ(HV10)を測定した。なお、近傍とは図1〜4に示すように、溶接金属と母材との境界部分からそれぞれ10mmまでの部分を言う。測定位置は、本溶接および貫通補修溶接については、図1および2に示した3本の硬さ測定ライン4に沿って、管外面および管内面からの補修溶接については、図3および4に示した2本の硬さ測定ライン4に沿って、全て1mmピッチで測定した。溶接金属部については平均硬さおよび最高硬さを求めた。最高硬さおよび平均硬さの評価においては、最高硬さがHV350以下のものを○、HV300以下のものを◎、平均硬さがHV265〜285のものを○とした。
【0061】
また、本溶接および貫通補修溶接については、熱影響部の硬さの低下の状況(HAZ軟化の状況)についても評価した。近傍母材の平均硬さよりHV10以上低下している部分の長さをHAZ軟化層幅、近傍母材の平均硬さとHAZ最低硬さの差をHAZ軟化度とした。HAZ軟化は、軟化層幅が5mm以下かつ軟化度40以下のものを○とした。
【0062】
外観検査は凹み、アンダーカット等の一般的な溶接外観不良が無いものを○とした。放射線透過試験はJISZ3104で行い2類以上を○とした。超音波探傷試験はJISZ3060で行い2類以上を○とした。
【0063】
【表5】
【0064】
表5に示すように、溶接材料のCeqまたはPcmの値が本発明の規定値以下のものは、平均硬さがHV265以下となり、引張強さ不足であった。また、溶接材料のC含有量、Al含有量またはC×Alの値が本発明の規定から外れるものについては、低いと上記と同様に強度不足となり、高いと最高硬さがHV350以上で耐水素脆性が劣化する結果となった。S含有量が少ない場合は、内面ビード外観不良、内部欠陥発生等の不具合が生じた。
【0065】
一方、本発明の溶接材料を用いた場合、溶接金属の平均硬さおよび最高硬さが所定の範囲に入り、良好な引張強さおよび耐水素脆性を有することがわかった。
【0066】
また、本発明で規定する積層方法および入熱の条件に従って行ったものは、HAZ軟化が起こらず、溶接欠陥も発生しなかった。規定を外れる場合は、表5に示した通り、外観不良、NDI検査不合格、HAZ軟化のいずれかあるいは複数の不具合を生じた。
【0067】
溶接材料の成分および溶接条件が本発明の規定内の、No.7〜10、22〜25、30、31、35、36は良好な結果となった。中でも、No.9、10、24、25、31、35、36は最高硬さが300以下であり、特に良好であった。
【産業上の利用可能性】
【0068】
本発明の溶接材料によれば、溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手を安定的に提供し得る。さらに、本発明の溶接継手の製造方法によれば、溶接欠陥を生じず、しかもHAZの軟化を抑制することができるため、本発明の溶接材料および溶接継手の製造方法は、高強度鋼管の周溶接またはその補修溶接に最適である。
【符号の説明】
【0069】
1.V開先
2.貫通部分
3.溝
4.硬さ測定ライン
11.開先同士の距離
12.母材の厚さの差
21.貫通部分の上部幅
22.貫通部分の下部幅
31.溝の幅
32.溝の深さ
【特許請求の範囲】
【請求項1】
質量%で、
C:0.01〜0.03%、
Si:0.3〜1.2%、
Mn:1.5〜2.5%、
P:0.02%以下、
S:0.005〜0.02%、
Cu:0.1〜0.5%、
Ni:2.0〜3.0%、
Cr:0.05〜1.0%、
Mo:0.05〜1.0%、
Ti:0.005〜0.3%、
Nb:0.005〜0.1%、
Al:0.004〜0.014%、
O:0.05%以下、
N:0.05%以下
を含有し、残部はFeおよび不純物からなり、かつ
Ceq:0.650以上、
Pcm:0.250以上、
0.00007≦C×Al≦0.00020
を満たす化学組成を有することを特徴とする溶接材料。
ここで、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
但し、式中の各元素記号は、溶接材料中に含まれる各元素の含有量(質量%)を表す。
【請求項2】
請求項1に記載の溶接材料を用いて、裏波溶接を行うに際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層:7〜18kJ/cmの溶接入熱で形成
第2層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【請求項3】
請求項1に記載の溶接材料を用いて、溶接継手の補修溶接を行う(ただし、裏波溶接を行う場合を除く。)に際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【請求項1】
質量%で、
C:0.01〜0.03%、
Si:0.3〜1.2%、
Mn:1.5〜2.5%、
P:0.02%以下、
S:0.005〜0.02%、
Cu:0.1〜0.5%、
Ni:2.0〜3.0%、
Cr:0.05〜1.0%、
Mo:0.05〜1.0%、
Ti:0.005〜0.3%、
Nb:0.005〜0.1%、
Al:0.004〜0.014%、
O:0.05%以下、
N:0.05%以下
を含有し、残部はFeおよび不純物からなり、かつ
Ceq:0.650以上、
Pcm:0.250以上、
0.00007≦C×Al≦0.00020
を満たす化学組成を有することを特徴とする溶接材料。
ここで、
Ceq=C+Mn/6+Cr/5+Mo/5+V/5+Ni/15+Cu/15
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
但し、式中の各元素記号は、溶接材料中に含まれる各元素の含有量(質量%)を表す。
【請求項2】
請求項1に記載の溶接材料を用いて、裏波溶接を行うに際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層:7〜18kJ/cmの溶接入熱で形成
第2層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【請求項3】
請求項1に記載の溶接材料を用いて、溶接継手の補修溶接を行う(ただし、裏波溶接を行う場合を除く。)に際し、溶接金属の各層(ただし、層の総数をNとする。)を下記の条件で形成することを特徴とする溶接継手の製造方法。
第1層〜第N−2層:5〜16kJ/cmの溶接入熱で形成
第N−1層:5〜23kJ/cmの溶接入熱で形成
第N層:5〜30kJ/cmの溶接入熱で形成
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−218038(P2012−218038A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−87165(P2011−87165)
【出願日】平成23年4月11日(2011.4.11)
【出願人】(000182937)住友金属パイプエンジ株式会社 (4)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月11日(2011.4.11)
【出願人】(000182937)住友金属パイプエンジ株式会社 (4)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
[ Back to top ]