
溶接材料用酸化チタン原料
【課題】ビード形状の改善及び高速溶接が可能な溶接材料用酸化チタン原料を提供する。
【解決手段】粒子状をなし、TiO2が58.0乃至99.0質量%、Siが2.5質量%以下、Alが3.0質量%以下、Mnが5.0質量%以下、Feが35.0質量%以下、Mgが5.0質量%以下、及びCaが2.0質量%以下である組成を有し、かつ、粒子表面が、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物で覆われており、この酸化物及び/又は複合酸化物は、Ti、Fe、Mn、Al、Si及びOの原子百分率が下記3式を満足する。
1≦Al+Si≦10
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
【解決手段】粒子状をなし、TiO2が58.0乃至99.0質量%、Siが2.5質量%以下、Alが3.0質量%以下、Mnが5.0質量%以下、Feが35.0質量%以下、Mgが5.0質量%以下、及びCaが2.0質量%以下である組成を有し、かつ、粒子表面が、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物で覆われており、この酸化物及び/又は複合酸化物は、Ti、Fe、Mn、Al、Si及びOの原子百分率が下記3式を満足する。
1≦Al+Si≦10
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被覆アーク溶接棒、フラックス入りワイヤ、サブマージアーク溶接用フラックス等のフラックス原料として使用する溶接材料用酸化チタン原料に関する
【背景技術】
【0002】
溶接材料の代表的なフラックス原料として、酸化チタン原料がある。そして、酸化チタン原料には、その化学組成により、ルチール、ルコキシン、イルミナイト等といわれる天然鉱物類及び合成原料がある。この天然酸化チタン原料は、溶接材料に適するように、低水分化を目的として焼成処理が施される場合がある(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−254796号公報
【特許文献2】特許第3816070号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、近年、溶接作業性に関する被覆アーク溶接棒及びフラックス入りワイヤのユーザの要求が厳しくなりつつあり、この要求を満たす溶接材料の開発が求められている。特に、立向上進溶接でのビード形状の改善が重要な要求の一つである。
【0005】
また、サブマージ溶接では、溶接されたビード形状の良好なこと、即ち、ビード幅の安定性及びポックマークが発生しないこと等、ユーザの要求が高くなっている。
【0006】
本発明はかかる問題点に鑑みてなされたものであって、ビード形状の改善及び高速溶接が可能な溶接材料用酸化チタン原料を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る溶接材料用酸化チタン原料は、
粒子状をなし、酸化チタン全質量あたり、
TiO2が58.0乃至99.0質量%、
Siが2.5質量%以下、
Alが3.0質量%以下、
Mnが5.0質量%以下、
Feが35.0質量%以下、
Mgが5.0質量%以下、及び
Caが2.0質量%以下
である組成を有し、
かつ
粒子表面に、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物が存在しており、
この酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が下記式を満足することを特徴とする。
1≦Al+Si≦10
【0008】
なお、上記段落において、酸化物という場合は、例えば、TiならばTi単独の酸化物(TiO2)をいい、複合酸化物とは、これらの酸化物が複数種類集合したものと、例えば、Ti、Fe、Mnといった複数の金属成分を含む酸化物との双方をいう。そして、この複合酸化物が、酸化チタン原料の粒子の表面に存在するという状態は、粒子の表面が複合酸化物状態になっている場合を含む。
【0009】
この溶接材料用酸化チタン原料は、
前記酸化物及び/又は複合酸化物が、Al及びSiの原子百分率で、
1.5≦Al+Si≦6を満足することが好ましい。
【0010】
更に、前記酸化物及び/又は複合酸化物は、Ti、Fe、Mn及びOの原子百分率が、下記2個の式を満足することが好ましい。
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
【発明の効果】
【0011】
本発明によれば、酸化チタン原料の組成を適正化し、酸化チタン原料粒子表面に存在する酸化物及び/又は複合酸化物の組成を適正化したので、被覆アーク溶接棒、フラックス入りワイヤ又はサブマージアーク溶接の酸化チタン原料として使用したときにそのなじみ及びビード形状を改善することができ、更に、サブマージアーク溶接のビード形状の改善に有効である。
【図面の簡単な説明】
【0012】
【図1】立向上進溶接のビード形状を示す図である。
【図2】TiO2−FeO−Fe2O3系状態図である。
【図3】SiO2−TiO2系状態図である。
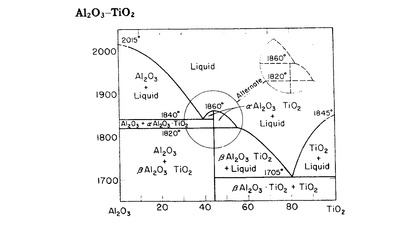
【図4】Al2O3−TiO2系状態図である。
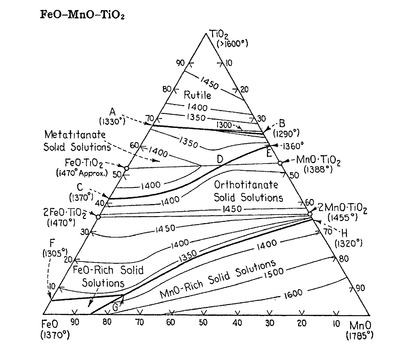
【図5】FeO−MnO−TiO2系状態図である。
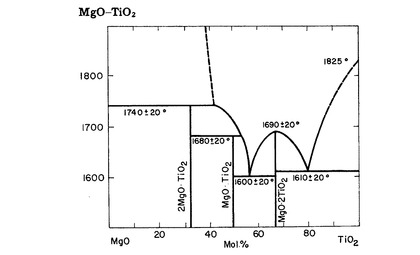
【図6】MgO−TiO2系状態図である。
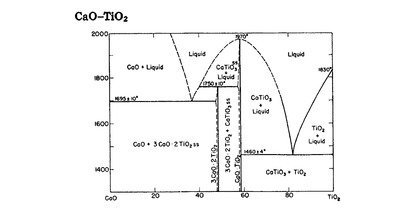
【図7】CaO−TiO2系状態図である。
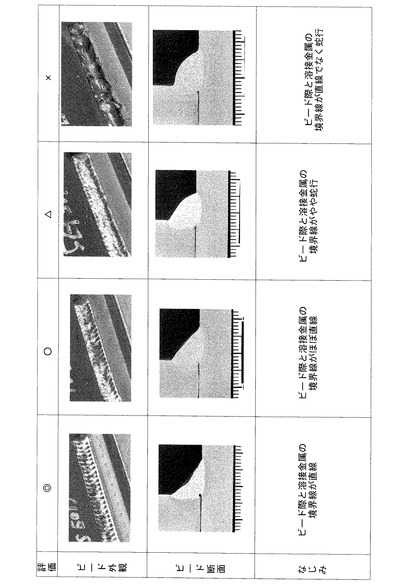
【図8】フラックス入りワイヤにおけるビード形状となじみ性の評価基準を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明について、詳細に説明する。
【0014】
先ず、ビード形状については、本願発明者等は、被覆アーク溶接棒又はフラックス入りワイヤに使用しているフラックス原料として最も添加量が多い原料である酸化チタン源がビード形状に影響を及ぼすと考え、酸化チタン原料に着目した。
【0015】
そして、本願発明者等は、酸化チタン原料のどのような特性の違いにより立向上進性が違うのかを鋭意調査した。一般的には、酸化チタン原料の添加量及び組成、溶接時のスラグの量、融点、及び粘性等、並びに溶融金属の融点及び粘性等がビード形状に影響を及ぼすとされている。具体的には、スラグの融点が高すぎると、スラグが早く固まるため、溶接時のプールサイズが小さくなり、ウィービング時に一定の溶融プール形状を維持することが困難となり、ビード形状が不揃いになる。反対に、スラグの融点が低すぎると、スラグが固まりにくく、溶融金属をスラグで支えることができないため、ビード形状は垂れる傾向となる。また、スラグ及び溶融金属の粘性が高くなると、ビードは垂れにくく、粘性が低くなると、垂れやすくなる。
【0016】
また、その他にビード形状に影響を及ぼす因子として、溶接時の溶融金属の酸素量が挙げられる。溶融金属の酸素量が高くなると、溶融金属の粘性低下により溶融金属が垂れるため、ビードも垂れた形状となる。
【0017】
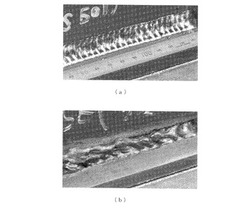
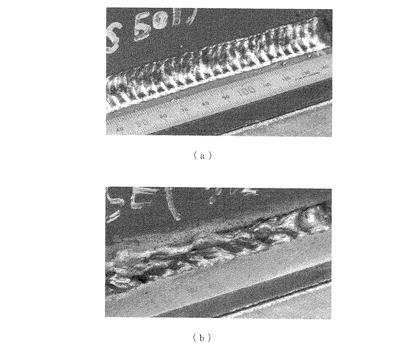
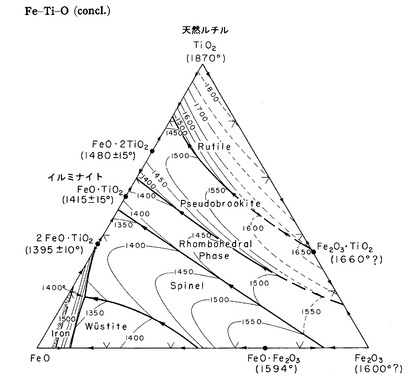
例えば、フラックス入りワイヤで立向上進溶接を行った際、天然ルチールのような高融点原料を使用した適切な溶接条件(電流、電圧)では、ビード形状は図1(a)に示すように良好であるが、イルミナイトのような低融点の原料を使用して同一電流にて立向上進溶接を行った場合、融点が低い上、FeOに起因して溶接金属中の酸素量が増加し、ビード形状は図1(b)のように不連続となり、良好なビード形状が得られない。図2は天然ルチールとイルミナイトの融点を示すTiO2−FeO−Fe2O3系状態図である。
【0018】
しかしながら、酸化チタン原料の全体の組成(以下、バルク組成)が同一であっても、ビード形状には、差異が発生する。本願発明者の研究結果によれば、バルク組成が同じであっても、焼成品の酸化チタン原料か、又は未焼成品の酸化チタン原料であるかによって、溶接作業性に差異が生じることを見いだした。焼成処理された酸化チタン原料を用いた溶接材料と未焼成の酸化チタン原料を用いた溶接材料を比較すると、酸化チタン原料の産地並びに焼成方法及び焼成条件に影響を受けて、溶接作業性(立向上進性:ビード形状、スパッタ、アーク安定性)が大きく異なることがある。
【0019】
例えば、被覆アーク溶接棒又はフラックス入りワイヤを使用して立向上進溶接を行う際に、化学組成及び粒度が同じであっても、焼成品か、又は未焼成品かの違いより、アークの拡がりに顕著な差が生じ、その結果としてビード形状が変化する場合がある。また、同じ酸化チタン原料であっても、焼成の条件、温度及び雰囲気等によっても、顕著な差がみられる場合もある。
【0020】
そこで、本願発明者等らは、焼成品及び未焼成品の酸化チタン原料の表面状態に着目して調査を進めた。その結果、本願発明者等は、このような酸化チタン原料の特性は、酸化チタン粒子のバルク組成よりも、むしろその個々の粒子表面の状態、酸化チタンの粒子表面に存在するTi以外の元素の組成が、ビード形状に大きな影響を与えていることを究明した。
【0021】
次に、サブマージアーク溶接の問題点の一つとして、ビード幅の不揃いが挙げられる。ビード幅の不揃いは、フラックス組成中に高融点の酸化チタン原料が含まれている場合に、特に、顕著にみられる。この場合、本発明の条件を満たす酸化チタン原料を使用すると、原料粒子の円滑な溶融特性により、ビード幅の安定化効果が認められた。更に、ビード幅が安定すると同時に、溶接電流も安定し、溶接電流波形とビード幅の安定性に相関性が認められた。
【0022】
このようにして、本願発明者等は、酸化チタン原料表面の組成が融点及びアークの拡がり等を変化させ、ビード形状に影響を及ぼしていることを見出し、それらの酸化チタン原料の表面の物性を調整することにより、溶接作業性を良好にできることを知見した。
【0023】
本発明はこのような知見に基づいて完成されたものである。次に、本発明について、更に詳細に説明する。
【0024】
前述のごとく、焼成処理により溶接作業性が改善された酸化チタン原料と、逆に焼成処理により溶接作業性が悪化した酸化チタン原料とについて、焼成前後の化学組成には、著しい差は認められなかった。そこで、本願発明者等は、EPMAを使用してこれらの酸化チタン原料の焼成前後における粒子表面の化学組成を調査した。天然酸化チタン原料(ルチール、イルミナイト、ルコキシン等)の表面には、粘土質鉱物(マイカ、ベントナイト、セリサイト等)とその他の鉱物が付着していることがあるので、蒸留水中で超音波洗浄したものを表面分析試料とし、表面分析位置はこれらの天然鉱物が存在しない酸化チタン原料の表面とした。
【0025】
分析範囲を10μm×10μmの矩形の領域として、エネルギ分散型分光分析装置(EDS)を使用して、酸化チタン原料の表面の定性定量分析を行った。その結果、溶接作業性が良好な酸化チタン原料の表面に存在するAl,Si,Fe,Mn,Oの原子百分率(原子%)が一定の範囲に入っていることが明らかになった。
【0026】
即ち、溶接作業性(ビード形状、ビードのなじみ)が良好な酸化チタン原料は、1≦Al+Si≦10であり、更に溶接作業性が優れた酸化チタン原料は、1.5≦Al+Si≦6であった。また、立向上進溶接における溶接作業性(ビード形状)が良好な酸化チタン原料は、1<Ti/(Fe+Mn)≦100、かつ、O/(Fe+Mn)≦100であった。即ち、焼成処理により、原料表面に存在するAl、Si、Fe、Mn及びOの元素存在比率(原子%)が変化し、溶接作業性に影響を及ぼしているものと推測される。
【0027】
次に、未焼成品についての調査結果について説明する。従来、不純物のより少ない酸化チタン原料が溶接作業性が良好であると考えられていた。しかし、近時の酸化チタン原料の高騰及び入手困難に起因して、産地を変更して、従来とは異なる産地の酸化チタン原料を使用した際、TiO2純度が従来原料に比較して高いにもかかわらず、溶接作業性が悪化する酸化チタン原料が存在することが判明した。そこで、TiO2純度が高いにもかかわらず、溶接作業性が悪い酸化チタン原料について、従来の産地の原料と比較すべく、原料表面の化学組成を調査した。
【0028】
その結果、溶接作業性については、酸化チタン原料の純度ではなく、粒子の表面に存在する酸化物及び/又は複合酸化物の元素存在比率(原子%)が影響することを見いだした。酸化チタン原料が1≦Al+Si≦10であれば、溶接作業性(ビード形状、ビードのなじみ)が良好となり、更に、1.5≦Al+Si≦6であると、更に優れた溶接作業性が得られた。また、酸化チタン原料が1<Ti/(Fe+Mn)≦100、かつ、O/(Fe+Mn)≦100であると、立向上進溶接における溶接作業性(ビード形状)が良好であった。
【0029】
次に、立向上進溶接の作業性に及ぼす酸化チタン原料の表面化学組成について説明する。溶接作業性に及ぼすフラックス原料の物性としては、融点、粘性及び表面張力等があげられる。本発明においては、原料粒子の融点が支配因子として考えられたので、まず状態図(Ernest M. Levin, Carl R. Robbins and Howard F. Mcmurdie / Phase Diagrams for Cermists. / The American Ceramic Society 1964)を検討した。図3はSiO2−TiO2系状態図、図4はAl2O3−TiO2系状態図、図5はFeO−MnO−TiO2系状態図である。図3乃至図5からわかるように、酸化チタン原料表面に存在するAl,Si,Fe,Mnの酸化物により、溶接時には酸化チタン原料の表面が速やかに溶融し、次に酸化チタン原料自体が溶融し、更には、フラックス全体の溶融が促進され、良好なアークの拡がり、アーク安定性が得られるものと推測される。Ca及びMgにおいても、同等の効果が確認されている。図6はMgO−TiO2系状態図、図7はCaO−TiO2系状態図である。以上の状態図の出典は、Phase Diagrams for Ceramists Ernest M. Levin他 The American Ceramic Society, incである。
【0030】
アークの拡がり及び安定性の確保により、ビード形状及びなじみが改善される。なお、フラックス原料に起因するアークの拡がり及び安定性に関しては、以下のように考えられる。溶接時に溶接材料の一部が電子を放出してイオンとなり、アーク(プラズマ)を形成する。この場合に、電子の放出のしやすさは、仕事関数により決まる。ここで、仕事関数が低いと、低いエネルギで電子をプラズマ中に放出しやすくなり、これにより、アーク中に存在する電子量が増加する。電子量の増加により、電子(つまり、電気)の通り道が拡がり、かつ電子密度が大きくなるため、電気が通りやすくなる。これにより、アークが拡がり、かつアーク安定性も良好となる。サムノフ監修/最新酸化物便覧物理的化学的性質の212頁の表3「熱電子放出特性」、及び安藤弘平、長谷川光雄著/溶接アーク現象、産報出版の第1.3.2表等に示すように、TiO2と比較して、一般的に、Al,Si,Fe,Mn等の酸化物及び金属の仕事関数は低い。よって、Al,Si,Fe,Mn等の酸化物及び金属を添加することにより、アークが拡がりやすくなり、アーク安定性が得られる。
【0031】
Al,Siについては、上記効果に加え、ビードなじみの改善効果も見られた。これは、Al,Siが高いと粘性が高くなることに起因すると推定する。
【0032】
このように、酸化チタン原料そのものの、特に粒子表面の化学組成により、ビード形状が改善される。特に、酸化チタン原料表面のAl,Si,O,Fe,Mnの存在形態が極めて重要である。そこで、これらの微量元素の存在形態をコントロールし、ルチールより融点が低く、イルミナイトより融点が高いと共に、スラグ及び溶融金属の融点、粘性及び酸素量を両立させることにより、良好なビード形状の確保が可能となる。
【0033】
次に、溶接材料用酸化チタン原料のバルクの化学組成の限定理由について説明する。
【0034】
「TiO2:58.0乃至99.0質量%」
TiO2量は溶接金属を支える重要な役割を担っており、立向上進溶接において、58.0質量%より低いと、スラグ量が不十分であり、ビード形状は垂れた形状となる。反対に99.0質量%より高いと、融点が高すぎて、スラグが早く固まり、溶接時のプールサイズが小さくなるため、立向上進溶接でのウィービングを行う際に一定の溶融プール形状を維持することが困難となり、ビード形状が不揃いになる。このため、TiO2は58.0乃至99.0質量%とする。但し、一般的に、酸化チタン原料としてTiO2含有量が高ければ融点が高くなるため、立向溶接用に適し、低ければ隅肉溶接用に適している。
【0035】
「Si:2.5質量%以下、Al:3.0質量%以下、Mn:5.0質量%以下」
Si,Al,Mnの酸化物(酸化物及び/又は複合酸化物及び炭酸塩を含む)はスラグの粘性を調整するために添加する。しかし、Si,Al,Mn源の酸化物(酸化物及び/又は複合酸化物及び炭酸塩を含む)は、一般的には、酸化チタン源を使用してではなく、別の原料(例えば珪砂、アルミナ、炭酸マンガン、二酸化マンガン等)によりフラックス中に添加する。酸化チタン源中のSi,Al,Mn含有量が多くなると、機械性能及びスラグの粘性に影響を及ぼすため、Siは2.5質量%以下、Alは3.0質量%以下、Mnは5.0質量%以下とする。
【0036】
「Fe:35.0質量%以下」
酸化物、複合酸化物、炭酸塩に含まれるFeの含有量が増加すると、融点が低下するため、溶融金属は垂れやすくなる。このため、一般的に、隅肉溶接用材料ではFe含有量は高く、立向上進溶接材料ではFe含有量は低い方が好ましい。酸化チタン源として、隅肉溶接用及び立向溶接用の両溶接用の原料として使用するためには、Feは35.0質量%以下とすることが必要である。
【0037】
「Mg:5.0質量%以下,Ca:2.0質量%以下」
本発明における原料はMg及びCa等の不純物を含むが、天然原料(ルチール、イルミナイト、ルコキシン)から酸化チタン原料を製造するため、必然的に本発明の酸化チタン原料にも、Mg及びCa(酸化物、複合酸化物、炭酸塩を含む)が含まれてしまう。しかし、Mg及びCaが多いと、スパッタが増加するので、Mgは5.0質量%以下、Caは2.0質量%以下とすることが必要である。
【0038】
また、酸化チタン原料粒子の表面状態は、所定の分析方法に従った表面分析結果より算出した下記数式1乃至3を満たす必要がある。即ち、EDXにおいて、アルミニウム台にカーボンテープ(Cテープ)を貼った上に、原料(約3g)を設置し、高倍率(約2000倍)における原料表面の比較的平坦で異物が存在していない(付着していない)範囲(10μm×10μmの矩形の領域)を有する5粒子を無作為に選び、各粒子あたり1視野の原子量比を測定する。その5点の測定結果について、以下に示す数式1乃至3の値を求め、数式1乃至3の値の平均値を求める。但し、数式2及び数式3の計算方法は、分母及び分子を夫々独立に5点の算術平均をとり、その得られた平均値で割り算を行うものである。分母の平均値がゼロ(5点全てゼロ)の場合には、数式2、3の値は、無限大になる。この測定方法により、本発明の酸化チタン原料の評価が可能であった。
【0039】
【数1】

【0040】
【数2】
【0041】
【数3】
【0042】
数式1において、xは1乃至10である。図4及び5に示すように、TiO2量に対するAl,Siの量は、酸化チタン原料の融点に影響を及ぼす。数式1の値xが1と10の間では、特にビード形状に差異は見られないが、xが10を超えると、酸化チタン原料の融点が低下して、立向上進溶接時に凸ビードとなる。一方、xが1より低いと、酸化チタン原料の融点が高すぎるため、ビード形状が不揃いになる。このため、xは1乃至10とするが、xが1.5乃至6であると、特にビードのなじみが良好となる。
【0043】
数式2の値yは、1よりも大きく、100以下であることが好ましい。図3に示すように、TiO2量に対するFe,Mnの量が、酸化チタン原料の融点に影響を及ぼす。数式2の値yが1以下であると、Ti量が低く、融点の低いFe,Mn量が増加するため、酸化チタン原料の融点が低くなり、溶接金属が垂れやすく、凸ビードとなる。yが100を超えると、酸化チタン原料の融点が高くなり、スラグが早く固まるため、溶接時のプールサイズ゛が小さくなり、立向上進溶接において、溶融プール形状を制御することが難しくなり、ビード形状が劣る結果となる。このため、yは1よりも大きく、100以下とする。
【0044】
数式3の値zは、100以下であることが好ましい。zが100を超えると、溶接金属中の酸素量が過剰となり、粘性が低下するため、立向上進溶接にてビードが垂れやすく、凸ビードとなる。このため、zは100以下とする。
【0045】
また、酸化チタン原料の他の成分の組成は以下のとおりである。Nb及びVは低温における靭性確保及びSR割れ(応力腐食割れ)防止の観点より、0.30質量%以下が好ましい。Sは高温割れ防止の観点から、0.100質量%以下が好ましい。Pは高温割れ防止の観点から、0.050質量%以下が好ましい。Cは高温割れ防止及び作業性向上の観点より、0.40質量%以下が好ましい。
【実施例】
【0046】
実施例A
次に、本発明の範囲に入る実施例の効果について、本発明の範囲から外れる比較例と比較して説明する。分析装置は以下のとおりである。
(1)第1分析装置
装置:日本電子株式会社製
WD/EDコンバイン 電子プローブマイクロアナライザ(EPMA)JXA−8200使用
分析条件:加速電圧15kv、照射電流5×10−10A
(2)第2分析装置
装置:株式会社 日立ハイテクフィールデイング社製
EDS付き走査型電子顕微鏡 S−3700N 使用
EDS:エダックス ジャパン株式会社社製GENESIS400シリーズ
分析条件:加速電圧 15kv, 照射電流 5×10−12A
なお、第1及び第2のEDX装置にて分析を行ったが、両者において分析結果は同等であった。
(3)定量分析方法
定量分析は、ピュアスタンダード法により行った。標準試料と実試料との強度比から各元素の濃度を算出した。
【0047】
分析方法は以下のとおりである。EDXにおいて、アルミニウム台にCテープ(日新EM株式会社製 SEM用導電性テープ カーボン両面テープ)を貼った上に、原料(約100mg)を設置した後、薬包紙、ガラス板又はステンレス製マイクロスプーンで原料をCテープ上によく接着させた。通電性を確保するため、Os蒸着を施して高倍率(約2000倍)における原料表面の比較的平坦で異物が存在又は付着していない範囲(10μm×10μmの矩形の領域)を有する5粒子を無作為に選び、各粒子当たり1視野の原子百分率(原子%)を測定した。
【0048】
分析条件:エネルギーフルスケール:20KeV(10eV/ch, 2Kch)
有効時間:60秒
加速電圧:15.0KV
プローブ電流:5.0×10−10A
【0049】
数式1乃至3のx、y、zの計算方法は、以下のとおりである。前述の5点の測定結果から、以下に示す数式1乃至3の値を求め、5点のx、y、zの平均値を算出する。
【0050】
数式2及び数式3の計算方法は、分母及び分子を夫々独立に5点の算術平均をとり、その得られた平均値で割り算を行う。分母の平均値がゼロ(5点全てゼロ)の場合には、数式2,3の値は無限大になる。
【0051】
次に、供試材である酸化チタン原料の製造方法について説明する。主に、焼成法と溶融法の2つがある。焼成法を用いると、Fe量は高く、溶融法を用いると、Fe量が低くなる。製造方法とチタン原料を使い分けることにより、隅肉溶接用(Fe含有量が高い方が好ましい)及び立向溶接要(Fe含有量が低い方が好ましい)の原料を、使い分けして製造した。下記表1及び表2は、酸化チタン原料No.1乃至32のバルク組成を示す。
【0052】
【表1】
【0053】
【表2】
【0054】
以下に示す焼成法及び溶融法を使用して、酸化チタン原料を製造した後、表面に存在するFe,Mn,Al,Si,Mg,Ca量等の微量元素を調整する必要があれば、Fe,Mn,Al,Si,Mg,Caの酸化物(酸化物及び/又は複合酸化物を含む)及び炭酸塩等を添加して、酸化チタン原料の表面がやや溶融する程度にて焼成(焼結)しても良い。焼成温度は、酸化チタン原料中の酸素量及び焼成方法にもよるが、約800〜1300℃程度とし、ロータリーキルン又はバッチ炉等で添加原料とともに焼結させる。Fe,Mn,Al,Si,Mg,Caは、酸化されやすいため、金属として添加しても良い。
【0055】
次に、酸化チタン原料の製造方法について説明する。先ず、焼成法について説明する。原料は、Ti源として、天然のルチール、ルコキシン、イルミナイトを使用した。各原料のTi含有量は、ルチール、ルコキシン、イルミナイトの順に低く、目標とする酸化チタン原料の物性に応じて使い分けし、混合して使用する。一般的に、立向溶接にはTi含有量が高く、隅肉溶接にはTi含有量が低い原料を使用することが好ましい。適用に際しては、より雑物の少ない原料を使用するため、酸化チタン原料の濃縮、不純物の低減を目的とした比重・磁力・浮遊選鉱を行った。Si,Al,Fe,Mn,Mg,Ca源は、Si,Al,Fe,Mn,Mg,Caの酸化物又は炭酸塩でもよいが、イルミナイトに代表されるように、これらの元素の酸化物と酸化チタン原料との複合酸化物も使用した。ここで、酸化物及び炭酸塩と比較して、複合酸化物は低融点であるため、表面反応に有利であり、より低温で反応させることが可能である。
【0056】
焼成方法としては、焼成炉として、ロータリーキルン又はバッチ炉等が挙げられるが、酸化Ti源と他の酸化物又は炭酸塩との有効な反応を考慮すると、原料同士が均一に接触するロータリーキルンが好ましい。また、バッチ炉では、焼成温度が1200℃以上になると、低融点となった混合原料全体及び一部が焼結・固化する可能性が高いため、焼結・固化した酸化チタン原料の粗砕→粉砕→篩い等の余分な作業が生じるため、コストが上昇する。焼成雰囲気については、焼成温度が高いと、大気雰囲気では、チタンの窒化物である窒化チタン(融点3000℃)が生成することが考えられるので、焼成雰囲気は、CO雰囲気であることが奨励されるが、焼成原料にC源を添加することにより、COガスが容易に発生する。なお、Ti源として、イルミナイトを使用する場合は、イルミナイトの見かけ上の融点を上げるために、C源を多く添加し、イルミナイト粒子表面のイルミナイトを構成する酸化Fe分を還元する。即ち、図3を使用して説明すると、イルミナイト粒子表面の組成をイルミナイトから、天然ルチールの方向へシフトさせ、イルミナイト粒子表面の融点を上昇させる。このとき、イルミナイト粒子の中心部まで還元する必要はない。
【0057】
次に、溶融法について説明する。原料は、Ti源として、低コストである天然のイルミナイトを使用したが、ルチール又はルコキシンでも使用できる。適用に際しては、より雑物の少ない原料を使用するため、酸化チタン原料の濃縮、不純物の低減を目的とした比重・磁力・浮遊選鉱を行った。Si,Al,Fe,Mn,Mg,Ca源は、Si,Al,Fe,Mn,Mg,Caの酸化物又は炭酸塩でもよいが、イルミナイトに代表されるように、これらの元素の酸化物と酸化チタン原料との複合酸化物も使用した。ここで、酸化物又は炭酸塩と比較して、複合酸化物は低融点であるため、表面反応に有利であり、より低温で反応させることが可能である。
【0058】
溶融方法としては、イルミナイト及び他の原料(酸化物、炭酸塩)並びに脱酸剤(C源)を混合し(ペレット状に成型するのも可)、アーク炉又は高周波炉で1800〜2000℃に加熱すると、イルミナイト中の酸化Feが還元されて溶融状態となる。Feは融点が低いため、炉の下部に集まり、炉の上部にはTiとSi,Al,Mn,Fe,Mg,Caとその他の不純物からなる酸化物及び/又は複合酸化物が生成する。
【0059】
このようにして得られた複合酸化物を、粗砕→粉砕→粒度調整して溶剤原料とする。ここで、求める溶接材料の特性(ビード形状)と、立向上進溶接用か隅肉溶接用かに応じて、融点の低いFe部(下部)と融点の高い酸化物及び/又は複合酸化物部(上部)を混合して使用したり、中間層(融点が上部と下部の間)を使用すると良い。
【0060】
また、焼成法及び溶融法の場合、脱酸剤中のC及びSが酸化チタン原料中に残留することがある。これらの不純物は溶接材料の品質に悪影響を及ぼすため、不純物の種類によって異なる後処理(酸洗又は焼成処理等)をする必要がある。
【0061】
また、溶融法では、酸化物及び/又は複合酸化物中の大気中のTiの価数(酸化度)が安定しないので、Tiの価数を一番安定な4価(TiO2の結晶構造)にすべく、大気中(溶融中はCO還元雰囲気)で焼成する場合もある。
【0062】
また、各酸化チタン原料において、酸化原料そのもの(試料(1))と、試作した溶接材料から取り出した酸化チタン原料について、同様の分析結果になるかどうかをEDXにて確認を行った。
【0063】
例えば、フラックス入りワイヤの場合、伸線後(ワイヤ径=1.2mm)のワイヤよりフラックスを取り出し、蒸留水及びエタノールにて超音波洗浄を行った後、ろ過を行い、粒度ごとに分類した後、磁選により金属を取り除き、残ったものを試料(2)とする。これらの場合、酸化チタン原料の表面に他のフラックス原料が付着している場合があるので、より分析精度を高めるために、必要であれば倍率を5000〜10000倍にして、表面に付着物(酸化チタン原料以外の原料等)がない部分を分析範囲とする。この際の測定範囲は、前述の10μm×10μmの矩形の領域でなくても良い。
【0064】
下記表3は、原料粒子表面のEDX分析結果を示す。また、下記表4は、表3に示す酸化チタン原料1、2,3,24を使用した実施例A1、A2,A3、A24における各調整試料の原料粒子表面のEDX分析結果を示す。
【0065】
【表3】
【0066】
【表4】
【0067】
この表3及び表4に示すように、試料の調整方法によらず、EDX分析結果より算出した数式1、数式2、数式3はほぼ同等となる。
【0068】
そして、下記表5はフラックス入りワイヤ及び被覆アーク溶接棒の場合の各酸化チタン原料を使用した溶接試験の評価結果を示す。なお、なじみ及びビード形状の評価の基準は図8に示す。総合評価は、なじみ及びビード形状のいずれも◎の場合に◎、いずれかが◎、他方が○の場合に○である。また、なじみ及びビード形状のいずれも△の場合に、総合評価は△、いずれかが×の場合に×とした。なお、下記表5は、フラックス入りワイヤ及び被覆アーク溶接棒の双方による溶接試験の結果を示すものであり、なじみ性及びビード形状はフラックス入りワイヤ及び被覆アーク溶接棒で同一である。
【0069】
【表5】
【0070】
なお、フラックス入りワイヤ及び被覆アーク溶接棒は、表1乃至表3に示す酸化チタン原料を使用して作成したものであるが、酸化チタン原料以外の成分の配合量は、下記表6に示す。また、溶接条件は下記表7に示す。
【0071】
【表6】
【0072】
【表7】
【0073】
前述の表5に示すように、本発明の実施例A1乃至A5,A8,A9は、本願請求項1乃至3の全ての条件を満たすので、ビードのなじみ性及びビード形状の全てが優れたものとなり、総合評価は◎である。実施例A6,A7,A10乃至A17は、本願請求項1及び3を満たすが、請求項2から外れるものであり、なじみ性が若干劣り、○となる。実施例A18乃至A23は、請求項3を満たさないため、ビード形状又はなじみ性のいずれかが若干劣り、○となる。これらの実施例A1乃至A23については、ビードのなじみ及びビード形状に△又は×の評価がなく、総合評価は◎又は○となる。これに対し、本発明の請求項1乃至3から外れる比較例A28乃至A32及び従来例A24乃至A27については、なじみ又はビード形状のいずれかが劣るものであった。
【0074】
実施例B
次に、サブマージアーク溶接の実施例について、その比較例と比較して説明する。表1乃至3のバルク組成及び表面原子百分率を示す酸化チタン原料に対し、常法に従って、下記表8に示すフラックス組成を有するサブマージアーク溶接用焼結型フラックスを製造した。なお、表8に示す酸化チタン原料No.とは、表1乃至3に示す酸化チタン原料の対応する番号を示す。水ガラス添加量は、原料フラックス100g当たり、13ミリリットル添加した。造粒フラックスの焼成条件は、450℃に2時間加熱するものである。製品フラックスの粒度は12×65メッシュに調整した。
【0075】
このようにして製造したサブマージアーク溶接用焼結型フラックスを使用して、溶接作業性を調査した。この溶接作業性として、ビード形状(ビード幅の安定性)及びポックマークの有無を検査した。また、溶接時の電流安定性も同時に調査した。なお、ビード幅の安定性は、溶接電流の安定性(電流の変動幅)により評価した。その評価結果を下記表9に示す。この場合に、溶接条件は、交流700A、32V、40cpm、ワイヤは直径4.0mmのUS36を使用し、供試鋼板はSM41Bである。溶接方法はビードオンプレートである。表9の溶接電流の安定性は、700A±15A以内の場合に◎、700A±30A以内の場合に○、700A±30Aを超える場合に×とした。ポックマーク欄は、ビード長1m当たり0個の場合に◎、ビード長1m当たり2個以下の場合に○、ビード長1m当たり3個以上の場合に×とした。但し、溶接開始時及び終了時は除いた。
【表8】
【表9】
【0076】
上記表9に示すように、酸化チタン原料の組成が本願請求項1を満たす実施例B1乃至B9においては、良好なビード形状が得られ、評価結果は◎又は○である。また、本願請求項1乃至3の全てを満たす実施例B1乃至B3は、特に良好なビード形状が得られ、評価結果は◎である。これに対し、表1乃至3の酸化チタン原料No.24,25,28,31を使用した夫々従来例B10,B11及び比較例B12,B13は、ビード形状,溶接電流安定性及びポックマークの有無に関し、満足する特性が得られず、評価結果は×である。
【技術分野】
【0001】
本発明は、被覆アーク溶接棒、フラックス入りワイヤ、サブマージアーク溶接用フラックス等のフラックス原料として使用する溶接材料用酸化チタン原料に関する
【背景技術】
【0002】
溶接材料の代表的なフラックス原料として、酸化チタン原料がある。そして、酸化チタン原料には、その化学組成により、ルチール、ルコキシン、イルミナイト等といわれる天然鉱物類及び合成原料がある。この天然酸化チタン原料は、溶接材料に適するように、低水分化を目的として焼成処理が施される場合がある(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−254796号公報
【特許文献2】特許第3816070号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、近年、溶接作業性に関する被覆アーク溶接棒及びフラックス入りワイヤのユーザの要求が厳しくなりつつあり、この要求を満たす溶接材料の開発が求められている。特に、立向上進溶接でのビード形状の改善が重要な要求の一つである。
【0005】
また、サブマージ溶接では、溶接されたビード形状の良好なこと、即ち、ビード幅の安定性及びポックマークが発生しないこと等、ユーザの要求が高くなっている。
【0006】
本発明はかかる問題点に鑑みてなされたものであって、ビード形状の改善及び高速溶接が可能な溶接材料用酸化チタン原料を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る溶接材料用酸化チタン原料は、
粒子状をなし、酸化チタン全質量あたり、
TiO2が58.0乃至99.0質量%、
Siが2.5質量%以下、
Alが3.0質量%以下、
Mnが5.0質量%以下、
Feが35.0質量%以下、
Mgが5.0質量%以下、及び
Caが2.0質量%以下
である組成を有し、
かつ
粒子表面に、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物が存在しており、
この酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が下記式を満足することを特徴とする。
1≦Al+Si≦10
【0008】
なお、上記段落において、酸化物という場合は、例えば、TiならばTi単独の酸化物(TiO2)をいい、複合酸化物とは、これらの酸化物が複数種類集合したものと、例えば、Ti、Fe、Mnといった複数の金属成分を含む酸化物との双方をいう。そして、この複合酸化物が、酸化チタン原料の粒子の表面に存在するという状態は、粒子の表面が複合酸化物状態になっている場合を含む。
【0009】
この溶接材料用酸化チタン原料は、
前記酸化物及び/又は複合酸化物が、Al及びSiの原子百分率で、
1.5≦Al+Si≦6を満足することが好ましい。
【0010】
更に、前記酸化物及び/又は複合酸化物は、Ti、Fe、Mn及びOの原子百分率が、下記2個の式を満足することが好ましい。
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
【発明の効果】
【0011】
本発明によれば、酸化チタン原料の組成を適正化し、酸化チタン原料粒子表面に存在する酸化物及び/又は複合酸化物の組成を適正化したので、被覆アーク溶接棒、フラックス入りワイヤ又はサブマージアーク溶接の酸化チタン原料として使用したときにそのなじみ及びビード形状を改善することができ、更に、サブマージアーク溶接のビード形状の改善に有効である。
【図面の簡単な説明】
【0012】
【図1】立向上進溶接のビード形状を示す図である。
【図2】TiO2−FeO−Fe2O3系状態図である。
【図3】SiO2−TiO2系状態図である。
【図4】Al2O3−TiO2系状態図である。
【図5】FeO−MnO−TiO2系状態図である。
【図6】MgO−TiO2系状態図である。
【図7】CaO−TiO2系状態図である。
【図8】フラックス入りワイヤにおけるビード形状となじみ性の評価基準を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明について、詳細に説明する。
【0014】
先ず、ビード形状については、本願発明者等は、被覆アーク溶接棒又はフラックス入りワイヤに使用しているフラックス原料として最も添加量が多い原料である酸化チタン源がビード形状に影響を及ぼすと考え、酸化チタン原料に着目した。
【0015】
そして、本願発明者等は、酸化チタン原料のどのような特性の違いにより立向上進性が違うのかを鋭意調査した。一般的には、酸化チタン原料の添加量及び組成、溶接時のスラグの量、融点、及び粘性等、並びに溶融金属の融点及び粘性等がビード形状に影響を及ぼすとされている。具体的には、スラグの融点が高すぎると、スラグが早く固まるため、溶接時のプールサイズが小さくなり、ウィービング時に一定の溶融プール形状を維持することが困難となり、ビード形状が不揃いになる。反対に、スラグの融点が低すぎると、スラグが固まりにくく、溶融金属をスラグで支えることができないため、ビード形状は垂れる傾向となる。また、スラグ及び溶融金属の粘性が高くなると、ビードは垂れにくく、粘性が低くなると、垂れやすくなる。
【0016】
また、その他にビード形状に影響を及ぼす因子として、溶接時の溶融金属の酸素量が挙げられる。溶融金属の酸素量が高くなると、溶融金属の粘性低下により溶融金属が垂れるため、ビードも垂れた形状となる。
【0017】
例えば、フラックス入りワイヤで立向上進溶接を行った際、天然ルチールのような高融点原料を使用した適切な溶接条件(電流、電圧)では、ビード形状は図1(a)に示すように良好であるが、イルミナイトのような低融点の原料を使用して同一電流にて立向上進溶接を行った場合、融点が低い上、FeOに起因して溶接金属中の酸素量が増加し、ビード形状は図1(b)のように不連続となり、良好なビード形状が得られない。図2は天然ルチールとイルミナイトの融点を示すTiO2−FeO−Fe2O3系状態図である。
【0018】
しかしながら、酸化チタン原料の全体の組成(以下、バルク組成)が同一であっても、ビード形状には、差異が発生する。本願発明者の研究結果によれば、バルク組成が同じであっても、焼成品の酸化チタン原料か、又は未焼成品の酸化チタン原料であるかによって、溶接作業性に差異が生じることを見いだした。焼成処理された酸化チタン原料を用いた溶接材料と未焼成の酸化チタン原料を用いた溶接材料を比較すると、酸化チタン原料の産地並びに焼成方法及び焼成条件に影響を受けて、溶接作業性(立向上進性:ビード形状、スパッタ、アーク安定性)が大きく異なることがある。
【0019】
例えば、被覆アーク溶接棒又はフラックス入りワイヤを使用して立向上進溶接を行う際に、化学組成及び粒度が同じであっても、焼成品か、又は未焼成品かの違いより、アークの拡がりに顕著な差が生じ、その結果としてビード形状が変化する場合がある。また、同じ酸化チタン原料であっても、焼成の条件、温度及び雰囲気等によっても、顕著な差がみられる場合もある。
【0020】
そこで、本願発明者等らは、焼成品及び未焼成品の酸化チタン原料の表面状態に着目して調査を進めた。その結果、本願発明者等は、このような酸化チタン原料の特性は、酸化チタン粒子のバルク組成よりも、むしろその個々の粒子表面の状態、酸化チタンの粒子表面に存在するTi以外の元素の組成が、ビード形状に大きな影響を与えていることを究明した。
【0021】
次に、サブマージアーク溶接の問題点の一つとして、ビード幅の不揃いが挙げられる。ビード幅の不揃いは、フラックス組成中に高融点の酸化チタン原料が含まれている場合に、特に、顕著にみられる。この場合、本発明の条件を満たす酸化チタン原料を使用すると、原料粒子の円滑な溶融特性により、ビード幅の安定化効果が認められた。更に、ビード幅が安定すると同時に、溶接電流も安定し、溶接電流波形とビード幅の安定性に相関性が認められた。
【0022】
このようにして、本願発明者等は、酸化チタン原料表面の組成が融点及びアークの拡がり等を変化させ、ビード形状に影響を及ぼしていることを見出し、それらの酸化チタン原料の表面の物性を調整することにより、溶接作業性を良好にできることを知見した。
【0023】
本発明はこのような知見に基づいて完成されたものである。次に、本発明について、更に詳細に説明する。
【0024】
前述のごとく、焼成処理により溶接作業性が改善された酸化チタン原料と、逆に焼成処理により溶接作業性が悪化した酸化チタン原料とについて、焼成前後の化学組成には、著しい差は認められなかった。そこで、本願発明者等は、EPMAを使用してこれらの酸化チタン原料の焼成前後における粒子表面の化学組成を調査した。天然酸化チタン原料(ルチール、イルミナイト、ルコキシン等)の表面には、粘土質鉱物(マイカ、ベントナイト、セリサイト等)とその他の鉱物が付着していることがあるので、蒸留水中で超音波洗浄したものを表面分析試料とし、表面分析位置はこれらの天然鉱物が存在しない酸化チタン原料の表面とした。
【0025】
分析範囲を10μm×10μmの矩形の領域として、エネルギ分散型分光分析装置(EDS)を使用して、酸化チタン原料の表面の定性定量分析を行った。その結果、溶接作業性が良好な酸化チタン原料の表面に存在するAl,Si,Fe,Mn,Oの原子百分率(原子%)が一定の範囲に入っていることが明らかになった。
【0026】
即ち、溶接作業性(ビード形状、ビードのなじみ)が良好な酸化チタン原料は、1≦Al+Si≦10であり、更に溶接作業性が優れた酸化チタン原料は、1.5≦Al+Si≦6であった。また、立向上進溶接における溶接作業性(ビード形状)が良好な酸化チタン原料は、1<Ti/(Fe+Mn)≦100、かつ、O/(Fe+Mn)≦100であった。即ち、焼成処理により、原料表面に存在するAl、Si、Fe、Mn及びOの元素存在比率(原子%)が変化し、溶接作業性に影響を及ぼしているものと推測される。
【0027】
次に、未焼成品についての調査結果について説明する。従来、不純物のより少ない酸化チタン原料が溶接作業性が良好であると考えられていた。しかし、近時の酸化チタン原料の高騰及び入手困難に起因して、産地を変更して、従来とは異なる産地の酸化チタン原料を使用した際、TiO2純度が従来原料に比較して高いにもかかわらず、溶接作業性が悪化する酸化チタン原料が存在することが判明した。そこで、TiO2純度が高いにもかかわらず、溶接作業性が悪い酸化チタン原料について、従来の産地の原料と比較すべく、原料表面の化学組成を調査した。
【0028】
その結果、溶接作業性については、酸化チタン原料の純度ではなく、粒子の表面に存在する酸化物及び/又は複合酸化物の元素存在比率(原子%)が影響することを見いだした。酸化チタン原料が1≦Al+Si≦10であれば、溶接作業性(ビード形状、ビードのなじみ)が良好となり、更に、1.5≦Al+Si≦6であると、更に優れた溶接作業性が得られた。また、酸化チタン原料が1<Ti/(Fe+Mn)≦100、かつ、O/(Fe+Mn)≦100であると、立向上進溶接における溶接作業性(ビード形状)が良好であった。
【0029】
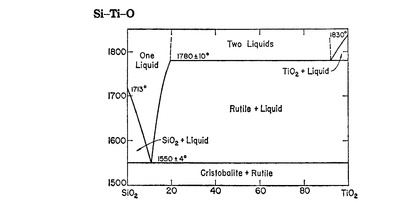
次に、立向上進溶接の作業性に及ぼす酸化チタン原料の表面化学組成について説明する。溶接作業性に及ぼすフラックス原料の物性としては、融点、粘性及び表面張力等があげられる。本発明においては、原料粒子の融点が支配因子として考えられたので、まず状態図(Ernest M. Levin, Carl R. Robbins and Howard F. Mcmurdie / Phase Diagrams for Cermists. / The American Ceramic Society 1964)を検討した。図3はSiO2−TiO2系状態図、図4はAl2O3−TiO2系状態図、図5はFeO−MnO−TiO2系状態図である。図3乃至図5からわかるように、酸化チタン原料表面に存在するAl,Si,Fe,Mnの酸化物により、溶接時には酸化チタン原料の表面が速やかに溶融し、次に酸化チタン原料自体が溶融し、更には、フラックス全体の溶融が促進され、良好なアークの拡がり、アーク安定性が得られるものと推測される。Ca及びMgにおいても、同等の効果が確認されている。図6はMgO−TiO2系状態図、図7はCaO−TiO2系状態図である。以上の状態図の出典は、Phase Diagrams for Ceramists Ernest M. Levin他 The American Ceramic Society, incである。
【0030】
アークの拡がり及び安定性の確保により、ビード形状及びなじみが改善される。なお、フラックス原料に起因するアークの拡がり及び安定性に関しては、以下のように考えられる。溶接時に溶接材料の一部が電子を放出してイオンとなり、アーク(プラズマ)を形成する。この場合に、電子の放出のしやすさは、仕事関数により決まる。ここで、仕事関数が低いと、低いエネルギで電子をプラズマ中に放出しやすくなり、これにより、アーク中に存在する電子量が増加する。電子量の増加により、電子(つまり、電気)の通り道が拡がり、かつ電子密度が大きくなるため、電気が通りやすくなる。これにより、アークが拡がり、かつアーク安定性も良好となる。サムノフ監修/最新酸化物便覧物理的化学的性質の212頁の表3「熱電子放出特性」、及び安藤弘平、長谷川光雄著/溶接アーク現象、産報出版の第1.3.2表等に示すように、TiO2と比較して、一般的に、Al,Si,Fe,Mn等の酸化物及び金属の仕事関数は低い。よって、Al,Si,Fe,Mn等の酸化物及び金属を添加することにより、アークが拡がりやすくなり、アーク安定性が得られる。
【0031】
Al,Siについては、上記効果に加え、ビードなじみの改善効果も見られた。これは、Al,Siが高いと粘性が高くなることに起因すると推定する。
【0032】
このように、酸化チタン原料そのものの、特に粒子表面の化学組成により、ビード形状が改善される。特に、酸化チタン原料表面のAl,Si,O,Fe,Mnの存在形態が極めて重要である。そこで、これらの微量元素の存在形態をコントロールし、ルチールより融点が低く、イルミナイトより融点が高いと共に、スラグ及び溶融金属の融点、粘性及び酸素量を両立させることにより、良好なビード形状の確保が可能となる。
【0033】
次に、溶接材料用酸化チタン原料のバルクの化学組成の限定理由について説明する。
【0034】
「TiO2:58.0乃至99.0質量%」
TiO2量は溶接金属を支える重要な役割を担っており、立向上進溶接において、58.0質量%より低いと、スラグ量が不十分であり、ビード形状は垂れた形状となる。反対に99.0質量%より高いと、融点が高すぎて、スラグが早く固まり、溶接時のプールサイズが小さくなるため、立向上進溶接でのウィービングを行う際に一定の溶融プール形状を維持することが困難となり、ビード形状が不揃いになる。このため、TiO2は58.0乃至99.0質量%とする。但し、一般的に、酸化チタン原料としてTiO2含有量が高ければ融点が高くなるため、立向溶接用に適し、低ければ隅肉溶接用に適している。
【0035】
「Si:2.5質量%以下、Al:3.0質量%以下、Mn:5.0質量%以下」
Si,Al,Mnの酸化物(酸化物及び/又は複合酸化物及び炭酸塩を含む)はスラグの粘性を調整するために添加する。しかし、Si,Al,Mn源の酸化物(酸化物及び/又は複合酸化物及び炭酸塩を含む)は、一般的には、酸化チタン源を使用してではなく、別の原料(例えば珪砂、アルミナ、炭酸マンガン、二酸化マンガン等)によりフラックス中に添加する。酸化チタン源中のSi,Al,Mn含有量が多くなると、機械性能及びスラグの粘性に影響を及ぼすため、Siは2.5質量%以下、Alは3.0質量%以下、Mnは5.0質量%以下とする。
【0036】
「Fe:35.0質量%以下」
酸化物、複合酸化物、炭酸塩に含まれるFeの含有量が増加すると、融点が低下するため、溶融金属は垂れやすくなる。このため、一般的に、隅肉溶接用材料ではFe含有量は高く、立向上進溶接材料ではFe含有量は低い方が好ましい。酸化チタン源として、隅肉溶接用及び立向溶接用の両溶接用の原料として使用するためには、Feは35.0質量%以下とすることが必要である。
【0037】
「Mg:5.0質量%以下,Ca:2.0質量%以下」
本発明における原料はMg及びCa等の不純物を含むが、天然原料(ルチール、イルミナイト、ルコキシン)から酸化チタン原料を製造するため、必然的に本発明の酸化チタン原料にも、Mg及びCa(酸化物、複合酸化物、炭酸塩を含む)が含まれてしまう。しかし、Mg及びCaが多いと、スパッタが増加するので、Mgは5.0質量%以下、Caは2.0質量%以下とすることが必要である。
【0038】
また、酸化チタン原料粒子の表面状態は、所定の分析方法に従った表面分析結果より算出した下記数式1乃至3を満たす必要がある。即ち、EDXにおいて、アルミニウム台にカーボンテープ(Cテープ)を貼った上に、原料(約3g)を設置し、高倍率(約2000倍)における原料表面の比較的平坦で異物が存在していない(付着していない)範囲(10μm×10μmの矩形の領域)を有する5粒子を無作為に選び、各粒子あたり1視野の原子量比を測定する。その5点の測定結果について、以下に示す数式1乃至3の値を求め、数式1乃至3の値の平均値を求める。但し、数式2及び数式3の計算方法は、分母及び分子を夫々独立に5点の算術平均をとり、その得られた平均値で割り算を行うものである。分母の平均値がゼロ(5点全てゼロ)の場合には、数式2、3の値は、無限大になる。この測定方法により、本発明の酸化チタン原料の評価が可能であった。
【0039】
【数1】
【0040】
【数2】
【0041】
【数3】
【0042】
数式1において、xは1乃至10である。図4及び5に示すように、TiO2量に対するAl,Siの量は、酸化チタン原料の融点に影響を及ぼす。数式1の値xが1と10の間では、特にビード形状に差異は見られないが、xが10を超えると、酸化チタン原料の融点が低下して、立向上進溶接時に凸ビードとなる。一方、xが1より低いと、酸化チタン原料の融点が高すぎるため、ビード形状が不揃いになる。このため、xは1乃至10とするが、xが1.5乃至6であると、特にビードのなじみが良好となる。
【0043】
数式2の値yは、1よりも大きく、100以下であることが好ましい。図3に示すように、TiO2量に対するFe,Mnの量が、酸化チタン原料の融点に影響を及ぼす。数式2の値yが1以下であると、Ti量が低く、融点の低いFe,Mn量が増加するため、酸化チタン原料の融点が低くなり、溶接金属が垂れやすく、凸ビードとなる。yが100を超えると、酸化チタン原料の融点が高くなり、スラグが早く固まるため、溶接時のプールサイズ゛が小さくなり、立向上進溶接において、溶融プール形状を制御することが難しくなり、ビード形状が劣る結果となる。このため、yは1よりも大きく、100以下とする。
【0044】
数式3の値zは、100以下であることが好ましい。zが100を超えると、溶接金属中の酸素量が過剰となり、粘性が低下するため、立向上進溶接にてビードが垂れやすく、凸ビードとなる。このため、zは100以下とする。
【0045】
また、酸化チタン原料の他の成分の組成は以下のとおりである。Nb及びVは低温における靭性確保及びSR割れ(応力腐食割れ)防止の観点より、0.30質量%以下が好ましい。Sは高温割れ防止の観点から、0.100質量%以下が好ましい。Pは高温割れ防止の観点から、0.050質量%以下が好ましい。Cは高温割れ防止及び作業性向上の観点より、0.40質量%以下が好ましい。
【実施例】
【0046】
実施例A
次に、本発明の範囲に入る実施例の効果について、本発明の範囲から外れる比較例と比較して説明する。分析装置は以下のとおりである。
(1)第1分析装置
装置:日本電子株式会社製
WD/EDコンバイン 電子プローブマイクロアナライザ(EPMA)JXA−8200使用
分析条件:加速電圧15kv、照射電流5×10−10A
(2)第2分析装置
装置:株式会社 日立ハイテクフィールデイング社製
EDS付き走査型電子顕微鏡 S−3700N 使用
EDS:エダックス ジャパン株式会社社製GENESIS400シリーズ
分析条件:加速電圧 15kv, 照射電流 5×10−12A
なお、第1及び第2のEDX装置にて分析を行ったが、両者において分析結果は同等であった。
(3)定量分析方法
定量分析は、ピュアスタンダード法により行った。標準試料と実試料との強度比から各元素の濃度を算出した。
【0047】
分析方法は以下のとおりである。EDXにおいて、アルミニウム台にCテープ(日新EM株式会社製 SEM用導電性テープ カーボン両面テープ)を貼った上に、原料(約100mg)を設置した後、薬包紙、ガラス板又はステンレス製マイクロスプーンで原料をCテープ上によく接着させた。通電性を確保するため、Os蒸着を施して高倍率(約2000倍)における原料表面の比較的平坦で異物が存在又は付着していない範囲(10μm×10μmの矩形の領域)を有する5粒子を無作為に選び、各粒子当たり1視野の原子百分率(原子%)を測定した。
【0048】
分析条件:エネルギーフルスケール:20KeV(10eV/ch, 2Kch)
有効時間:60秒
加速電圧:15.0KV
プローブ電流:5.0×10−10A
【0049】
数式1乃至3のx、y、zの計算方法は、以下のとおりである。前述の5点の測定結果から、以下に示す数式1乃至3の値を求め、5点のx、y、zの平均値を算出する。
【0050】
数式2及び数式3の計算方法は、分母及び分子を夫々独立に5点の算術平均をとり、その得られた平均値で割り算を行う。分母の平均値がゼロ(5点全てゼロ)の場合には、数式2,3の値は無限大になる。
【0051】
次に、供試材である酸化チタン原料の製造方法について説明する。主に、焼成法と溶融法の2つがある。焼成法を用いると、Fe量は高く、溶融法を用いると、Fe量が低くなる。製造方法とチタン原料を使い分けることにより、隅肉溶接用(Fe含有量が高い方が好ましい)及び立向溶接要(Fe含有量が低い方が好ましい)の原料を、使い分けして製造した。下記表1及び表2は、酸化チタン原料No.1乃至32のバルク組成を示す。
【0052】
【表1】
【0053】
【表2】
【0054】
以下に示す焼成法及び溶融法を使用して、酸化チタン原料を製造した後、表面に存在するFe,Mn,Al,Si,Mg,Ca量等の微量元素を調整する必要があれば、Fe,Mn,Al,Si,Mg,Caの酸化物(酸化物及び/又は複合酸化物を含む)及び炭酸塩等を添加して、酸化チタン原料の表面がやや溶融する程度にて焼成(焼結)しても良い。焼成温度は、酸化チタン原料中の酸素量及び焼成方法にもよるが、約800〜1300℃程度とし、ロータリーキルン又はバッチ炉等で添加原料とともに焼結させる。Fe,Mn,Al,Si,Mg,Caは、酸化されやすいため、金属として添加しても良い。
【0055】
次に、酸化チタン原料の製造方法について説明する。先ず、焼成法について説明する。原料は、Ti源として、天然のルチール、ルコキシン、イルミナイトを使用した。各原料のTi含有量は、ルチール、ルコキシン、イルミナイトの順に低く、目標とする酸化チタン原料の物性に応じて使い分けし、混合して使用する。一般的に、立向溶接にはTi含有量が高く、隅肉溶接にはTi含有量が低い原料を使用することが好ましい。適用に際しては、より雑物の少ない原料を使用するため、酸化チタン原料の濃縮、不純物の低減を目的とした比重・磁力・浮遊選鉱を行った。Si,Al,Fe,Mn,Mg,Ca源は、Si,Al,Fe,Mn,Mg,Caの酸化物又は炭酸塩でもよいが、イルミナイトに代表されるように、これらの元素の酸化物と酸化チタン原料との複合酸化物も使用した。ここで、酸化物及び炭酸塩と比較して、複合酸化物は低融点であるため、表面反応に有利であり、より低温で反応させることが可能である。
【0056】
焼成方法としては、焼成炉として、ロータリーキルン又はバッチ炉等が挙げられるが、酸化Ti源と他の酸化物又は炭酸塩との有効な反応を考慮すると、原料同士が均一に接触するロータリーキルンが好ましい。また、バッチ炉では、焼成温度が1200℃以上になると、低融点となった混合原料全体及び一部が焼結・固化する可能性が高いため、焼結・固化した酸化チタン原料の粗砕→粉砕→篩い等の余分な作業が生じるため、コストが上昇する。焼成雰囲気については、焼成温度が高いと、大気雰囲気では、チタンの窒化物である窒化チタン(融点3000℃)が生成することが考えられるので、焼成雰囲気は、CO雰囲気であることが奨励されるが、焼成原料にC源を添加することにより、COガスが容易に発生する。なお、Ti源として、イルミナイトを使用する場合は、イルミナイトの見かけ上の融点を上げるために、C源を多く添加し、イルミナイト粒子表面のイルミナイトを構成する酸化Fe分を還元する。即ち、図3を使用して説明すると、イルミナイト粒子表面の組成をイルミナイトから、天然ルチールの方向へシフトさせ、イルミナイト粒子表面の融点を上昇させる。このとき、イルミナイト粒子の中心部まで還元する必要はない。
【0057】
次に、溶融法について説明する。原料は、Ti源として、低コストである天然のイルミナイトを使用したが、ルチール又はルコキシンでも使用できる。適用に際しては、より雑物の少ない原料を使用するため、酸化チタン原料の濃縮、不純物の低減を目的とした比重・磁力・浮遊選鉱を行った。Si,Al,Fe,Mn,Mg,Ca源は、Si,Al,Fe,Mn,Mg,Caの酸化物又は炭酸塩でもよいが、イルミナイトに代表されるように、これらの元素の酸化物と酸化チタン原料との複合酸化物も使用した。ここで、酸化物又は炭酸塩と比較して、複合酸化物は低融点であるため、表面反応に有利であり、より低温で反応させることが可能である。
【0058】
溶融方法としては、イルミナイト及び他の原料(酸化物、炭酸塩)並びに脱酸剤(C源)を混合し(ペレット状に成型するのも可)、アーク炉又は高周波炉で1800〜2000℃に加熱すると、イルミナイト中の酸化Feが還元されて溶融状態となる。Feは融点が低いため、炉の下部に集まり、炉の上部にはTiとSi,Al,Mn,Fe,Mg,Caとその他の不純物からなる酸化物及び/又は複合酸化物が生成する。
【0059】
このようにして得られた複合酸化物を、粗砕→粉砕→粒度調整して溶剤原料とする。ここで、求める溶接材料の特性(ビード形状)と、立向上進溶接用か隅肉溶接用かに応じて、融点の低いFe部(下部)と融点の高い酸化物及び/又は複合酸化物部(上部)を混合して使用したり、中間層(融点が上部と下部の間)を使用すると良い。
【0060】
また、焼成法及び溶融法の場合、脱酸剤中のC及びSが酸化チタン原料中に残留することがある。これらの不純物は溶接材料の品質に悪影響を及ぼすため、不純物の種類によって異なる後処理(酸洗又は焼成処理等)をする必要がある。
【0061】
また、溶融法では、酸化物及び/又は複合酸化物中の大気中のTiの価数(酸化度)が安定しないので、Tiの価数を一番安定な4価(TiO2の結晶構造)にすべく、大気中(溶融中はCO還元雰囲気)で焼成する場合もある。
【0062】
また、各酸化チタン原料において、酸化原料そのもの(試料(1))と、試作した溶接材料から取り出した酸化チタン原料について、同様の分析結果になるかどうかをEDXにて確認を行った。
【0063】
例えば、フラックス入りワイヤの場合、伸線後(ワイヤ径=1.2mm)のワイヤよりフラックスを取り出し、蒸留水及びエタノールにて超音波洗浄を行った後、ろ過を行い、粒度ごとに分類した後、磁選により金属を取り除き、残ったものを試料(2)とする。これらの場合、酸化チタン原料の表面に他のフラックス原料が付着している場合があるので、より分析精度を高めるために、必要であれば倍率を5000〜10000倍にして、表面に付着物(酸化チタン原料以外の原料等)がない部分を分析範囲とする。この際の測定範囲は、前述の10μm×10μmの矩形の領域でなくても良い。
【0064】
下記表3は、原料粒子表面のEDX分析結果を示す。また、下記表4は、表3に示す酸化チタン原料1、2,3,24を使用した実施例A1、A2,A3、A24における各調整試料の原料粒子表面のEDX分析結果を示す。
【0065】
【表3】
【0066】
【表4】
【0067】
この表3及び表4に示すように、試料の調整方法によらず、EDX分析結果より算出した数式1、数式2、数式3はほぼ同等となる。
【0068】
そして、下記表5はフラックス入りワイヤ及び被覆アーク溶接棒の場合の各酸化チタン原料を使用した溶接試験の評価結果を示す。なお、なじみ及びビード形状の評価の基準は図8に示す。総合評価は、なじみ及びビード形状のいずれも◎の場合に◎、いずれかが◎、他方が○の場合に○である。また、なじみ及びビード形状のいずれも△の場合に、総合評価は△、いずれかが×の場合に×とした。なお、下記表5は、フラックス入りワイヤ及び被覆アーク溶接棒の双方による溶接試験の結果を示すものであり、なじみ性及びビード形状はフラックス入りワイヤ及び被覆アーク溶接棒で同一である。
【0069】
【表5】
【0070】
なお、フラックス入りワイヤ及び被覆アーク溶接棒は、表1乃至表3に示す酸化チタン原料を使用して作成したものであるが、酸化チタン原料以外の成分の配合量は、下記表6に示す。また、溶接条件は下記表7に示す。
【0071】
【表6】
【0072】
【表7】
【0073】
前述の表5に示すように、本発明の実施例A1乃至A5,A8,A9は、本願請求項1乃至3の全ての条件を満たすので、ビードのなじみ性及びビード形状の全てが優れたものとなり、総合評価は◎である。実施例A6,A7,A10乃至A17は、本願請求項1及び3を満たすが、請求項2から外れるものであり、なじみ性が若干劣り、○となる。実施例A18乃至A23は、請求項3を満たさないため、ビード形状又はなじみ性のいずれかが若干劣り、○となる。これらの実施例A1乃至A23については、ビードのなじみ及びビード形状に△又は×の評価がなく、総合評価は◎又は○となる。これに対し、本発明の請求項1乃至3から外れる比較例A28乃至A32及び従来例A24乃至A27については、なじみ又はビード形状のいずれかが劣るものであった。
【0074】
実施例B
次に、サブマージアーク溶接の実施例について、その比較例と比較して説明する。表1乃至3のバルク組成及び表面原子百分率を示す酸化チタン原料に対し、常法に従って、下記表8に示すフラックス組成を有するサブマージアーク溶接用焼結型フラックスを製造した。なお、表8に示す酸化チタン原料No.とは、表1乃至3に示す酸化チタン原料の対応する番号を示す。水ガラス添加量は、原料フラックス100g当たり、13ミリリットル添加した。造粒フラックスの焼成条件は、450℃に2時間加熱するものである。製品フラックスの粒度は12×65メッシュに調整した。
【0075】
このようにして製造したサブマージアーク溶接用焼結型フラックスを使用して、溶接作業性を調査した。この溶接作業性として、ビード形状(ビード幅の安定性)及びポックマークの有無を検査した。また、溶接時の電流安定性も同時に調査した。なお、ビード幅の安定性は、溶接電流の安定性(電流の変動幅)により評価した。その評価結果を下記表9に示す。この場合に、溶接条件は、交流700A、32V、40cpm、ワイヤは直径4.0mmのUS36を使用し、供試鋼板はSM41Bである。溶接方法はビードオンプレートである。表9の溶接電流の安定性は、700A±15A以内の場合に◎、700A±30A以内の場合に○、700A±30Aを超える場合に×とした。ポックマーク欄は、ビード長1m当たり0個の場合に◎、ビード長1m当たり2個以下の場合に○、ビード長1m当たり3個以上の場合に×とした。但し、溶接開始時及び終了時は除いた。
【表8】
【表9】
【0076】
上記表9に示すように、酸化チタン原料の組成が本願請求項1を満たす実施例B1乃至B9においては、良好なビード形状が得られ、評価結果は◎又は○である。また、本願請求項1乃至3の全てを満たす実施例B1乃至B3は、特に良好なビード形状が得られ、評価結果は◎である。これに対し、表1乃至3の酸化チタン原料No.24,25,28,31を使用した夫々従来例B10,B11及び比較例B12,B13は、ビード形状,溶接電流安定性及びポックマークの有無に関し、満足する特性が得られず、評価結果は×である。
【特許請求の範囲】
【請求項1】
粒子状をなし、酸化チタン原料全質量あたり、
TiO2が58.0乃至99.0質量%、
Siが2.5質量%以下、
Alが3.0質量%以下、
Mnが5.0質量%以下、
Feが35.0質量%以下、
Mgが5.0質量%以下、及び
Caが2.0質量%以下
である組成を有し、
かつ
粒子表面に、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物が存在しており、
この酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が下記式を満足することを特徴とする溶接材料用酸化チタン原料。
1≦Al+Si≦10
【請求項2】
前記酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が、
1.5≦Al+Si≦6を満足することを特徴とする請求項1に記載の溶接材料用酸化チタン原料。
【請求項3】
前記酸化物及び/又は複合酸化物は、Ti、Fe、Mn及びOの原子百分率が、
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
を満足することを特徴とする請求項1又は2に記載の溶接材料用酸化チタン原料。
【請求項1】
粒子状をなし、酸化チタン原料全質量あたり、
TiO2が58.0乃至99.0質量%、
Siが2.5質量%以下、
Alが3.0質量%以下、
Mnが5.0質量%以下、
Feが35.0質量%以下、
Mgが5.0質量%以下、及び
Caが2.0質量%以下
である組成を有し、
かつ
粒子表面に、Ti、Fe、Mn、Al及びSiのいずれか1種類以上からなる酸化物及び/又は複合酸化物が存在しており、
この酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が下記式を満足することを特徴とする溶接材料用酸化チタン原料。
1≦Al+Si≦10
【請求項2】
前記酸化物及び/又は複合酸化物は、Al及びSiの原子百分率が、
1.5≦Al+Si≦6を満足することを特徴とする請求項1に記載の溶接材料用酸化チタン原料。
【請求項3】
前記酸化物及び/又は複合酸化物は、Ti、Fe、Mn及びOの原子百分率が、
1<Ti/(Fe+Mn)≦100
O/(Fe+Mn)≦100
を満足することを特徴とする請求項1又は2に記載の溶接材料用酸化チタン原料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−179653(P2012−179653A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2012−15279(P2012−15279)
【出願日】平成24年1月27日(2012.1.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成24年1月27日(2012.1.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]