
溶接構造及び溶接工法
【課題】剥離割れを防止することができる溶接構造及び溶接工法を提供する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蒸気発生器や原子炉圧力容器等に肉盛溶接および継手溶接を施すことにより形成される溶接構造及びその溶接工法に関するものである。
【背景技術】
【0002】
例えば蒸気発生器における管板および水室からなる一次側容器の内壁面には、低合金鋼からなる母材の表面にオーステナイト系ステンレス鋼やニッケル基合金が肉盛溶接されており、これによって耐食性の向上を図っている(例えば、特許文献1参照)。
オーステナイト系ステンレス鋼ではタイプ308またはタイプ308Lの溶接金属、ニッケル基合金では690系ニッケル基合金(例えば、インコネル690(登録商標))が知られている。
【0003】
一方、蒸気発生器や原子炉圧力容器の入出水口に設けられた管台には、セーフエンドを介して配管が接続されている。このセーフエンドはステンレス鋼からなる短管であって、継手溶接によって管台に接続されている。また、蒸気発生器における水室の内壁にはニッケル基合金の仕切板が溶接されており、仕切板の一部は管板にも溶接されて一次側容器を2つに仕切る構造となっている。ニッケル基合金では690系ニッケル基合金(例えば、インコネル690(登録商標))が知られている。
この継手溶接の溶接構造の一例としては、(1)低合金鋼からなる母材としての水室もしくは管台に積層された690系ニッケル基合金による肉盛層と、当該肉盛層と仕切板もしくはセーフエンドとを継手溶接する690系ニッケル基合金による継手溶接層とを備えたもの、(2)低合金鋼からなる母材としての水室に積層されたオーステナイト系ステンレス鋼による肉盛層と、当該肉盛層と仕切板とを継手溶接する690系ニッケル基合金による継手溶接層とを備えたもの、が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−212945号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記の溶接構造を形成する際には、母材に690系ニッケル基合金あるいはオーステナイト系ステンレス鋼を肉盛溶接する際に入熱により母材が変性することで該母材の表面に熱影響部が生成される。この熱影響部に対しては、残留応力の緩和、熱影響部の軟化及び水素除去を図るべく熱処理を施す必要がある。
【0006】
ここで、上記のように低合金鋼からなる母材には例えば0.2%程の炭素が含有されており、熱処理の際にはこの炭素成分が母材から690系ニッケル基合金あるいはオーステナイト系ステンレス鋼内へと拡散し移行していく現象である浸炭が発生する。
このように690系ニッケル基合金あるいはオーステナイト系ステンレス鋼内に炭素成分が移行していくと当該炭素成分が移行したニッケル基合金あるいはオーステナイト系ステンレス鋼の表面近傍に硬化層が生成される。この硬化層が、鉄を主成分とする低合金鋼と690系ニッケル基合金あるいはオーステナイト系ステンレス鋼との境界近傍、即ち、異材溶接境界近傍に存在すると、母材と肉盛溶接金属との境界において剥離割れが発生するリスクが増加してしまうという問題があった。また、肉盛溶接金属への浸炭と剥離割れの発生には母材に含有される平均炭素濃度だけでなく、母材の中の炭素を含む微量成分の偏析なども影響すると考えられている。
【0007】
本発明はこのような課題に鑑みてなされたものであって、剥離割れを防止することができる溶接構造及び溶接工法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明は以下の手段を提供している。
即ち、本発明に係る溶接構造は、低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造であって、前記溶接層は、前記低合金鋼よりも炭素量が小さくかつ微量成分が管理された低炭素の低合金鋼、あるいは炭素量が小さくかつ微量成分が管理された低炭素の炭素鋼からなり、前記第一母材に積層された第一肉盛層と、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなり、前記第一肉盛層に積層された第二肉盛層とを備えることを特徴とする。
【0009】
このような特徴の溶接構造によれば、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と低合金鋼からなる第一母材との間に微量成分が管理された低炭素の低合金鋼あるいは炭素鋼が介在されているため、第一母材の熱影響部に熱処理を施す際に例えば炭素成分がニッケル基合金あるいはオーステナイト系ステンレス鋼に拡散、移行してしまうことを抑えることができる。
即ち、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と接触するのは低合金鋼よりも炭素量の小さい低炭素の低合金鋼あるいは炭素鋼のみであり微量成分が管理されているため、ニッケル基合金あるいはオーステナイト系ステンレス鋼への炭素あるいは微量成分の混入を低減させることができる。これによって、鉄を主成分とする低炭素鋼とニッケル基合金あるいはオーステナイト系ステンレス鋼との間の異材溶接境界における剥離割れを抑制することができる。
【0010】
また、本発明に係る溶接構造においては、第二肉盛層には、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として配するとともに、前記第二肉盛層を第三肉盛層としてさらに備えることが好ましい。
【0011】
これにより、低炭素の低合金鋼あるいは炭素鋼と接触するのは、二種類の肉盛溶接金属のうちニッケル量が大きい方となる。ここで、一般にニッケルと炭素とは相性が悪いため、ニッケル量の多いニッケル基合金に向かって低炭素鋼の炭素が積極的に移行していくことはない。したがって、ニッケル基合金への浸炭をより一層抑制することができる。また、耐食性の観点からはニッケル基合金におけるクロム量が大きいことが好ましい。よって、例えば肉盛溶接した際の溶接層の表面にクロム量が大きいニッケル基合金からなる第三肉盛層が形成されることで、耐食性を高く維持させることができる。
【0012】
さらに、本発明に係る溶接構造は、一次側容器内壁面に露出する前記溶接層が、前記第三肉盛層と同様のニッケル基合金からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えるものを含むものである。
【0013】
これにより、上記同様、異材溶接境界における剥離割れの抑制を図りながら、第一母材と第二母材とを信頼性高く接続することができる。
また、第二肉盛層に比べてクロム量の大きいニッケル基合金により継手溶接層を構成しているため、継手溶接層の耐食性を高いものをすることができる。
【0014】
また、本発明に係る溶接構造においては、前記低炭素の低合金鋼あるいは炭素鋼の炭素含有量が0.1%以下とされていることが好ましい。
これにより、ニッケル基合金からなる第二肉盛層への浸炭量をより一層低減させることができる。
【0015】
さらに、本発明に係る溶接構造においては、前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、前記第三肉盛層を構成するニッケル基合金が690系ニッケル基合金であることが好ましい。
これによって、ニッケル基合金への浸炭を確実に抑制しながら耐食性の高い溶接構造を実現することができる。
【0016】
また、本発明に係る溶接構造においては、前記第一肉盛層を形成する前記低炭素の低合金鋼あるいは炭素鋼にバナジウム又はニオブが添加されていることが好ましい。
バナジウムやニオブは炭素を捕捉するため、第一肉盛層から第二肉盛層へと炭素が拡散してしまうことをより確実に防止できる。
【0017】
本発明に係る溶接方法は、低合金鋼からなる第一母材に溶接層を形成する溶接工法であって、前記第一母材に対して、前記低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼による肉盛溶接を施すことにより第一肉盛層を形成する第一溶接工程と、前記第一肉盛層に対して、ニッケル基合金あるいはオーステナイト系ステンレス鋼による肉盛溶接を施すことにより、第二肉盛層を形成する第二溶接工程とを備えることを特徴とする。
【0018】
このような特徴の溶接方法によれば、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と接触するのは低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼のみとなるため、ニッケル基合金への浸炭量あるいは微量成分の混入を低減させることができる。これによって、鉄を主成分とする低炭素鋼とニッケルを主成分とするニッケル基合金あるいはオーステナイト系ステンレス鋼との間の異材溶接境界における剥離割れを抑制することができる。
【0019】
また、本発明に係る溶接方法は、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として肉盛溶接し、さらに耐食性に優れた前記第二肉盛層を第三肉盛層として肉盛溶接することが好ましい。
【0020】
これにより、ニッケル基合金への浸炭をより一層抑制することができるとともに、溶接層の耐食性を高く維持させることができる。
【0021】
さらに、本発明に係る溶接構造は、一次側容器内壁面に露出する前記溶接層が、前記第三肉盛層と同様のニッケル基合金からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えるものを含むものである。
これによって、第一母材と第二母材との間での剥離割れのリスクを低減させることができる。また、継手溶接層の耐食性を高いものをすることができる。
【発明の効果】
【0022】
本発明の溶接構造及び溶接方法でニッケル基合金を第二肉盛層とする場合では、低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼のみがニッケル基合金に接触するため、ニッケル基合金への浸炭量を低減させることができる。これによって、ニッケル基合金への浸炭に基づく硬化層が形成されることを抑制することができるため、異材溶接境界における剥離割れを防止することが可能となる。
【図面の簡単な説明】
【0023】
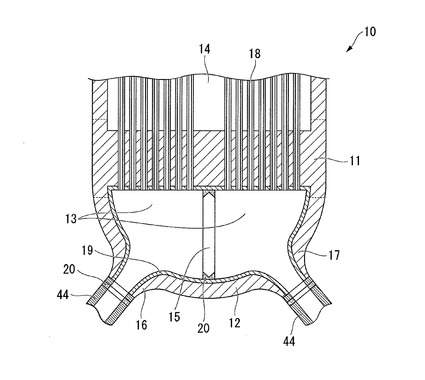
【図1】実施形態に係る溶接構造を備えた蒸気発生器の概略構成図である。
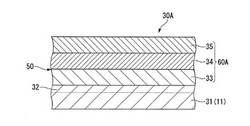
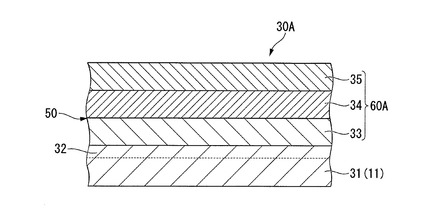
【図2】第一実施形態に係る蒸気発生器の水室の内壁面に形成されたオーバレイ溶接の溶接構造の概略構成図である。
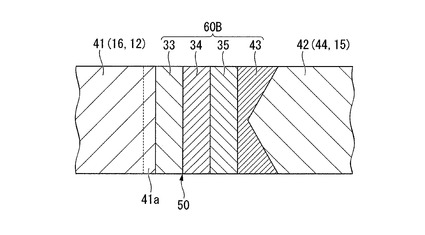
【図3】第二実施形態に係る蒸気発生器の管台とセーフエンドとの間もしくは水室と仕切板との間における継手溶接の溶接構造の概略構成図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を参照して詳細に説明する。なお、以下では、本発明の溶接構造30を原子力プラントの蒸気発生器10に適用した例について説明する。
この蒸気発生器10は、原子炉容器及び加圧器により高温高圧とされた一次冷却材が導入され、当該一次冷却材と二次冷却材との間で熱交換を行わせることによって二次冷却材を蒸発させるものである。
【0025】
より詳細には、蒸気発生器10は、図1に示すように、低合金鋼からなる管板で一次側容器13と二次側容器14を仕切っており、一次側容器はこの管板11と低合金鋼からなる水室鏡12とで構成されている。管板11にはU字型伝熱管18が取り付けられている。また水室鏡12には一次冷却材入口管台16と一次冷却材出口管台17が形成されている。 これら管台16および17にはステンレス鋼からなる短管状のセーフエンド44が溶接されている。
【0026】
一次側容器13はニッケル基合金からなる仕切板15で仕切られており、一次冷却材管台から入った一次系冷却材は伝熱管18を通って一次冷却材管台出口側へと運ばれ、伝熱管を通っている間に二次側冷却水と熱交換を行い、二次側容器14内に蒸気を発生させる。
【0027】
管板11と水室12の一次側容器内壁面には、一次冷却材による腐食を回避するためにオーステナイト系ステンレス鋼またはニッケル基合金の肉盛溶接19が施されている。仕切板15は、管板11と水室12にこの肉盛溶接19を介して継手溶接20されている。仕切板15を直接、低合金鋼である管板11あるいは水室12に継手溶接する場合には低合金鋼側熱影響部の性能確保のために溶接後熱処理を行う必要がある。一方、オーステナイト系ステンレス鋼とニッケル基合金およびニッケル基合金同士の溶接では溶接後熱処理は不要である。そこで溶接後熱処理及びその他の製作上の制約から、予めオーステナイト系ステンレス鋼またはニッケル基合金を管板11および水室12内壁面に肉盛溶接して必要な溶接後熱処理を行った後に仕切板15を継手溶接する方法が適用されている。
短管状のステンレス鋼製セーフエンド44についても、あらかじめ予めオーステナイト系ステンレス鋼またはニッケル基合金を一次冷却材入口管台16および一次冷却材出口管台17の端面に肉盛溶接して必要な溶接後熱処理を行った後にセーフエンド44を継手溶接する方法が適用されている。
【0028】
まず、第一実施形態として、水室12の内壁面における肉盛溶接の溶接構造30Aについて説明する。
この溶接構造30Aは、図2に示すように、低合金鋼からなる装置本体11を母材(第一母材)31として、当該母材31の表面に順次積層された第一肉盛層33、第二肉盛層34及び第三肉盛層35からなる溶接層60Aを備えている。なお、母材31の表面近傍には、第一肉盛層33の溶接により生成された熱影響部32が存在している。
【0029】
第一肉盛層33は、母材31の表面に肉盛溶接を施すことにより該母材31に積層された層であって、炭素含有量が0.1%以下の低炭素の低合金鋼または炭素鋼によって構成されている。
また、第二肉盛層34は、第一肉盛層33の表面にさらに肉盛溶接を施すことにより該第一肉盛層33に積層された層であって、600系ニッケル基合金(例えば、インコネル600(登録商標))によって構成されている。
そして、第三肉盛層35は、第二肉盛層34の表面にさらに肉盛溶接を施すことによって該第二肉盛層34に積層された層であって、690系ニッケル基合金(例えば、インコネル690(登録商標))によって構成されている。
【0030】
母材31を構成する低合金鋼、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼、第二肉盛層34を構成する600系ニッケル基合金及び第三肉盛層35を構成する690系ニッケル基合金の組成の一例を表1に示す。
【0031】
【表1】

【0032】
表1に示す通り、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼の炭素含有量は0.1%であり、母材31を構成する低合金鋼の炭素含有量0.2%よりも小さく設定されている。
また、600系ニッケル基合金のニッケル含有量は70%であり、690系ニッケル基合金のニッケル含有量55%よりも大きく設定されている。一方、600系ニッケル基合金のクロム含有量は15%であり、690系ニッケル基合金のクロム含有量30%よりも小さく設定されている。なお、これら表1に示す各含有量は一例であり、他の値とされていてもよい。
【0033】
また、表1に示す通り、低合金鋼及び低炭素の低合金鋼または炭素鋼は鉄を主成分としており、600系ニッケル基合金及び690系ニッケル基合金はニッケルを主成分としている。これにより、この溶接構造30Aにおいては、低炭素の低合金鋼または炭素鋼からなる第一肉盛層33と600系ニッケル基合金からなる第二肉盛層34との間の境界が、互いに異なる材料が溶接される境界である異材溶接境界50とされている。
【0034】
なお、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼には、バナジウム又はニオブが添加されていることが好ましい。
【0035】
耐食性を有する肉盛溶接にオーステナイト系ステンレス鋼を用いる場合の例としては、第一肉盛層33は上記と同じであり、第二肉盛層は600系ニッケル基合金、第三肉盛層はタイプ308またはタイプ308Lステンレス鋼である。
【0036】
次に、このような溶接構造30Aの形成方法、即ち、溶接工法について説明する。
まず、母材31として、図1に示した蒸気発生器10における水室12のうち仕切板15との接合に必要な範囲の内壁面を準備する。
その後、図2に示すように、母材31の表面全域に、溶接材として低炭素の低合金鋼または炭素鋼を用いて肉盛溶接を行う(第一溶接工程)。これによって、母材31の表面に低炭素鋼からなる第一肉盛層33を形成する。
次いで、ニッケル基合金を肉盛溶接する場合は、第一肉盛層33の表面全域に、溶接材として600系ニッケル基合金を用いて肉盛溶接を行う(第二溶接工程)。これにより、第一肉盛層33の表面に600系ニッケル基合金からなる第二肉盛層34を形成する(第二溶接工程)。
さらに、第二肉盛層34の表面全域に、溶接材として690系ニッケル基合金を用いて肉盛溶接を行う(第三溶接工程)。これによって、第二肉盛層34の表面に690系ニッケル基合金からなる第三肉盛層35を形成する。
なお、これら各溶接工程は、例えば被覆アーク溶接により行われる。
【0037】
オーステナイト系ステンレス鋼を肉盛溶接する場合は、第一肉盛層33の表面全域に、溶接材として600系ニッケル基合金を用いて肉盛溶接を行う(第二溶接工程)。これにより、第一肉盛層33の表面に600系ニッケル基合金からなる第二肉盛層34を形成する(第二溶接工程)。
さらに、第二肉盛層34の表面全域に、溶接材としてタイプ308またはタイプ308Lステンレス鋼を用いて肉盛溶接を行う(第三溶接工程)。これによって、第二肉盛層34の表面にオーステナイト系ステンレス鋼からなる第三肉盛層35を形成する。
【0038】
そして、最後に、第一肉盛層33の形成により母材31の表面に生成された熱影響部32に対して溶接後熱処理を行う(熱処理工程)。この熱処理は、母材31、第一肉盛層33、第二肉盛層34及び第三肉盛層35の全体を加熱することによって施される。これによって、母材31の熱影響部32の残留応力の緩和、熱影響部32の軟化及び水素除去が図られる。
【0039】
次に以上のような溶接構造30A及び溶接工法の作用について説明する。
ここで、仮に低合金鋼からなる母材に対して低炭素の低合金鋼または炭素鋼を介さずにニッケル基合金を溶接した場合に母材の熱影響部32に溶接後熱処理を行うと、母材とニッケル基合金との間の異材溶接境界を介して母材の炭素成分がニッケル基合金に拡散、移行する浸炭が発生する。このようにニッケル基合金に炭素成分が移行すると、ニッケル基合金における異材溶接境界近傍に硬化層が生じ、母材とニッケル基合金との剥離割れのリスクを増大させてしまう。
同様に低合金鋼からなる母材に対して低炭素の低合金鋼または炭素鋼を介さずにオーステナイト系ステンレス鋼を溶接した場合に母材の熱影響部32に溶接後熱処理を行うと、母材とオーステナイト系ステンレス鋼との間の異材溶接境界を介して母材の炭素成分がオーステナイト系ステンレス鋼に拡散、移行する浸炭が発生する。このようにオーステナイト系ステンレス鋼に炭素成分が移行すると、オーステナイト系ステンレス鋼における異材溶接境界近傍に硬化層が生じ、母材とオーステナイト系ステンレス鋼との剥離割れのリスクを増大させてしまう。
【0040】
これに対して、本実施形態の溶接構造30A及び溶接工法によれば、600系ニッケル基合金からなる第二肉盛層34と低合金鋼からなる母材31との間に低炭素の低合金鋼または炭素鋼からなる第一肉盛層33が介在されているため、母材31の熱影響部32に溶接後熱処理を施す際に炭素成分が第二肉盛層34に拡散、移行してしまうことを抑えることができる。
即ち、600系ニッケル基合金からなる第二肉盛層34と接触するのは低合金鋼よりも炭素量の小さい低合金鋼又は炭素鋼のみであるため、600系ニッケル基合金への浸炭を低減させることができる。
これによって、鉄を主成分とする低炭素の低合金鋼または炭素鋼とニッケルを主成分とする600系ニッケル基合金との間の異材溶接境界50における剥離割れを抑制することができる。
【0041】
また、本実施形態においては、低炭素の低合金鋼または炭素鋼と接触するのは、600系ニッケル基合金と690系ニッケル基合金との二種類のニッケル基合金のうちニッケル量が大きい600系ニッケル基合金とされている。
ここで、一般にニッケルと炭素とは相性が悪いため、ニッケル量の多いニッケル基合金に向かって低炭素鋼の炭素が積極的に移行していくことはない。したがって、本実施形態のようにニッケル量の大きい600系ニッケル基合金を低炭素の低合金鋼または炭素鋼と接触させることにより、異材溶接境界50における浸炭をより一層抑制することができる。
同様に、本実施形態において、低炭素の低合金鋼または炭素鋼と接触するのは、600系ニッケル基合金とステンレス鋼とのうちニッケル量が大きい600系ニッケル基合金とされている。したがって、本実施形態のようにニッケル量の大きい600系ニッケル基合金を低炭素の低合金鋼または炭素鋼と接触させることにより、異材溶接境界50における浸炭をより一層抑制することができる。
【0042】
さらに、耐食性の観点からはニッケル基合金におけるクロム量が大きいことが好ましが、本実施形態では、一次冷却材が接触する溶接層60Aの最も外層側、即ち、最も母材31から離間した側にクロム量が大きい690系ニッケル基合金からなる第三肉盛層35が形成されているため、溶接層60A全体としての耐食性を向上させることができる。
【0043】
また、第一肉盛層33を構成する低炭素鋼の炭素含有量が0.1%以下とされているため、当該低炭素鋼に接触する第二肉盛層34への浸炭をより低減させることができる。
さらに、第一肉盛層33を構成する低炭素鋼にバナジウム又はニオブが添加されている場合には、これらバナジウムやニオブは炭素と相性が良く、該炭素を捕捉する性質を有しているため、第二肉盛層34への浸炭をより一層低減させることができる。
【0044】
次に、第二実施形態として、蒸気発生器10の水室12と仕切板15との間の溶接構造30Bについて説明する。
【0045】
この溶接構造30Bは、図3に示すように、低合金鋼からなる水室12を第一母材41とするとともに690系ニッケル基合金からなる仕切板15を第二母材42としてこれらを接続する複数層の溶接層60Bから構成されている。この溶接層60Bは、第一母材41側から第二母材42側に向かって順に積層された第一肉盛層33、第二肉盛層34、第三肉盛層35及び継手溶接層43から構成されている。また、第一母材41の表面には、第一肉盛層33の溶接の際の入熱によって熱影響部41aが生成されている。
【0046】
第一肉盛層33、第二肉盛層34及び第三肉盛層35は、第一実施形態と同様の構成をなしており、第一母材41の表面に順次積層されている。
継手溶接層43は、第三肉盛層35と第二母材42とを継手溶接によって接続することによって形成される層であって、本実施形態では、690系ニッケル基合金(例えば、インコネル690(登録商標))によって構成されている。
【0047】
なお、本実施形態の溶接構造30Bにおいても、第一実施形態と同様、低炭素の低合金鋼または炭素鋼からなる第一肉盛層33と600系ニッケル基合金からなる第二肉盛層34との境界が異材溶接境界50とされている。
【0048】
次に、このような溶接構造30Bの形成方法、即ち、溶接工法について説明する。
まず、母材として、図1に示した蒸気発生器10の水室12を構成する構造材を準備する。
次いで、図3に示すように、水室12の、仕切板15と接続される部位に対して、第一実施形態と同様に第一溶接工程、第二溶接工程及び第三溶接工程を順次施すことにより、低炭素の低合金鋼もしくは炭素鋼からなる第一肉盛層33、600系ニッケル基合金からなる第二肉盛層34及び690系ニッケル基合金もしくはタイプ308またはタイプ308Lステンレス鋼からなる第三肉盛層3535を積層形成する。
そして、第一母材41、第一肉盛層33、第二肉盛層34及び第三肉盛層35の全体を加熱することによって、第一肉盛層33の溶接により生成された第一母材41の熱影響部41aに対して溶接後熱処理工程を施す。
【0049】
その後、第三肉盛層35の外層側、即ち、第一母材41から離間する側の面と第二母材42としての水室12の端面とを間隔をあけて対向配置し、690系ニッケル基合金を用いてこれら第三肉盛層35と第二母材42とを継手溶接する。これによって、第三肉盛層35と第二母材42との間にこれらを互いに接続する継手溶接層43を形成する。 第二母材42はニッケル基合金だけではなくオーステナイト系ステンレス鋼であっても良い。また、適用部位は仕切板15に限らず、例えば一次冷却材入口管台16および一次冷却材出口管台17とセーフエンド44との間の継手溶接部であっても良い。
【0050】
このような第二実施形態の溶接構造30B及び溶接方法においても、第一実施形態同様、異材溶接境界50を介しての浸炭による硬化層の生成を回避することができるため、第一肉盛層33と第二肉盛層34との間における剥離割れのリスクを低減させることができる。これによって、第一母材41と第二母材42とを信頼性高く接続することが可能となる。
【0051】
さらに、第二肉盛層34を構成する600系ニッケル基合金に比べてクロム量の大きい690系ニッケル基合金により継手溶接層43を構成しているため、継手溶接層43の耐食性を高いものをすることができる。これによっても第一母材41と第二母材42との接続の信頼性を高く担保することができる。
【0052】
以上、本発明の実施形態について詳細に説明したが、本発明の技術的思想を逸脱しない限り、これらに限定されることはなく、多少の設計変更等も可能である。
例えば、第一実施形態においては、母材の表面に第一肉盛層33、第二肉盛層34及び第三肉盛層35を順次積層した例について説明したが、第三肉盛層35は必ずしも形成しなくともよい。この場合、溶接層60A全体としての耐食性は第一実施形態より劣るが、第一実施形態と同様、異材溶接境界50を介しての浸炭を低減することができるため、剥離割れのリスクを低減させることが可能となる。
【0053】
また、第一実施形態及び第二実施形態においては、第二肉盛層34として600系ニッケル基合金を用いた例について説明したが、600系ニッケル基合金に代えて該600系ニッケル基合金よりもニッケル量の大きい純ニッケルを用いて第二肉盛層34を構成してもよい。この場合も実施形態同様、低炭素鋼からなる第一肉盛層33から異材溶接境界50を介して第二肉盛層34に炭素が拡散、移行してしまうことを抑制することができる。
【0054】
なお、このように第二肉盛層34に純ニッケルを用いた場合には、第三肉盛層35に600系ニッケル基合金を用いてもよい。即ち、第二肉盛層34の方が第三肉盛層35よりもニッケル量が大きくなるように構成されていればよい。
【0055】
さらに、実施形態においては蒸気発生器10に溶接構造30を適用した例について説明したが、これに限定されず、原子力圧力容器、ボイラ、石油精製プラント等のタンクにおけるオーバレイ溶接や配管の継手溶接に実施形態の溶接構造30を適用してもよい。
【実施例】
【0056】
以下、実施例について説明する。
(境界割れ発生状況確認試験)
溶接素材の組み合わせによる境界割れの発生状況を試験した。
実施例として、母材としての低合金鋼(炭素量0.2%)に低炭素の低合金鋼(炭素量0.1%)を肉盛溶接したものに、溶接材料として600系ニッケル基合金を溶接させた試験片を作製した。
また、比較例として、母材としての低合金鋼(炭素量0.2%)に溶接材料として690系ニッケル基合金を溶接させた試験片を作製した。
表1に用いた材料の化学成分を示す。
【0057】
そして、実施例及び比較例の試験片にそれぞれ水素を供給することにより水素を内包させた後、各試験片に引張荷重を付与して境界割れ状況、即ち、異材溶接境界における剥離割れの発生状況を確認する試験を計3回行った。境界割れ発生状況の判定は、試験後の試験片破面における境界割れの面積率に基づいて行った。
表2に試験結果を示す。なお、境界割れ発生状況は、比較例を1とした場合の相対評価とした。
【0058】
【表2】
【0059】
表2から、低炭素の低合金鋼に600系ニッケル基合金を溶接した実施例の試験片は、低合金鋼に690系ニッケル基合金を溶接した比較例の試験片よりも境界割れ発生が少ないことがわかる。これは、低炭素の低合金鋼の炭素量が低合金鋼の炭素量よりも小さく、かつ、炭素と相性の悪いニッケル量が690系ニッケル基合金よりも600系ニッケル基合金の方が大きいことに起因するものと考えられる。即ち、実施例では、溶接金属としての600系ニッケル基合金への炭素移行量が抑えられたため剥離割れが抑制されている。
このことから、低炭素鋼に690系ニッケル基合金を溶接させた第一実施形態及び第二実施形態においては、剥離割れのリスクを低減できることが判明した。
【0060】
(溶接材料の硬さ確認試験)
素材の組み合わせによる異材溶接境界近傍における溶接材料の硬さを確認する試験を行った。
実施例として、母材としての低合金鋼(炭素量0.2%)に低炭素の低合金鋼(炭素量0.1%)を肉盛溶接したものに、溶接材料として600系ニッケル基合金を溶接させた試験片を作製した。
また、比較例として、母材としての低合金鋼(炭素量0.2%)に溶接材料として690系ニッケル基合金を溶接させた試験片を作製した。
【0061】
そして、実施例及び比較例の試験片について、母材と溶接金属との境界近傍、即ち、異材溶接境界近傍における溶接金属(600系ニッケル基合金又は690系ニッケル基合金)の硬さを計5つの位置において測定した。
表3に試験結果を示す。なお、実施例及び比較例の硬さは比較例を1とした場合の相対評価とした。
【0062】
【表3】
【0063】
表3から、低炭素の低合金鋼に600系ニッケル基合金を溶接した実施例の試験片は、低合金鋼に690系ニッケル基合金を溶接した比較例の試験片よりも硬さが小さいことがわかる。これについても、境界割れ発生状況確認試験同様、低炭素の低合金鋼の炭素量が低合金鋼の炭素量よりも小さく、かつ、炭素と相性の悪いニッケル量が690系ニッケル基合金よりも600系ニッケル基合金の方が大きいことに起因するものと考えられる。即ち、実施例では、溶接金属としての600系ニッケル基合金への炭素移行量が抑えられたため、硬さの上昇が抑えられている。
このことから、低炭素鋼に690系ニッケル基合金を溶接させた第一実施形態及び第二実施形態においては、硬さの上昇を抑制することができ、結果として剥離割れのリスクを低減できることが判明した。
【符号の説明】
【0064】
10 蒸気発生器
11 管板
12 水室
13 一次側容器
14 二次側容器
15 仕切板
16 一次冷却材入口管台
17 一次冷却材出口管台
18 伝熱管
19 肉盛溶接
20 継手溶接
30 溶接構造
30A 溶接構造
30B 溶接構造
31 母材
32 熱影響部
33 第一肉盛層
34 第二肉盛層
35 第三肉盛層
41 第一母材
41a 熱影響部
42 第二母材
43 継手溶接層
44 セーフエンド
50 異材溶接境界
60A 溶接層
60B 溶接層
【技術分野】
【0001】
本発明は、蒸気発生器や原子炉圧力容器等に肉盛溶接および継手溶接を施すことにより形成される溶接構造及びその溶接工法に関するものである。
【背景技術】
【0002】
例えば蒸気発生器における管板および水室からなる一次側容器の内壁面には、低合金鋼からなる母材の表面にオーステナイト系ステンレス鋼やニッケル基合金が肉盛溶接されており、これによって耐食性の向上を図っている(例えば、特許文献1参照)。
オーステナイト系ステンレス鋼ではタイプ308またはタイプ308Lの溶接金属、ニッケル基合金では690系ニッケル基合金(例えば、インコネル690(登録商標))が知られている。
【0003】
一方、蒸気発生器や原子炉圧力容器の入出水口に設けられた管台には、セーフエンドを介して配管が接続されている。このセーフエンドはステンレス鋼からなる短管であって、継手溶接によって管台に接続されている。また、蒸気発生器における水室の内壁にはニッケル基合金の仕切板が溶接されており、仕切板の一部は管板にも溶接されて一次側容器を2つに仕切る構造となっている。ニッケル基合金では690系ニッケル基合金(例えば、インコネル690(登録商標))が知られている。
この継手溶接の溶接構造の一例としては、(1)低合金鋼からなる母材としての水室もしくは管台に積層された690系ニッケル基合金による肉盛層と、当該肉盛層と仕切板もしくはセーフエンドとを継手溶接する690系ニッケル基合金による継手溶接層とを備えたもの、(2)低合金鋼からなる母材としての水室に積層されたオーステナイト系ステンレス鋼による肉盛層と、当該肉盛層と仕切板とを継手溶接する690系ニッケル基合金による継手溶接層とを備えたもの、が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−212945号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記の溶接構造を形成する際には、母材に690系ニッケル基合金あるいはオーステナイト系ステンレス鋼を肉盛溶接する際に入熱により母材が変性することで該母材の表面に熱影響部が生成される。この熱影響部に対しては、残留応力の緩和、熱影響部の軟化及び水素除去を図るべく熱処理を施す必要がある。
【0006】
ここで、上記のように低合金鋼からなる母材には例えば0.2%程の炭素が含有されており、熱処理の際にはこの炭素成分が母材から690系ニッケル基合金あるいはオーステナイト系ステンレス鋼内へと拡散し移行していく現象である浸炭が発生する。
このように690系ニッケル基合金あるいはオーステナイト系ステンレス鋼内に炭素成分が移行していくと当該炭素成分が移行したニッケル基合金あるいはオーステナイト系ステンレス鋼の表面近傍に硬化層が生成される。この硬化層が、鉄を主成分とする低合金鋼と690系ニッケル基合金あるいはオーステナイト系ステンレス鋼との境界近傍、即ち、異材溶接境界近傍に存在すると、母材と肉盛溶接金属との境界において剥離割れが発生するリスクが増加してしまうという問題があった。また、肉盛溶接金属への浸炭と剥離割れの発生には母材に含有される平均炭素濃度だけでなく、母材の中の炭素を含む微量成分の偏析なども影響すると考えられている。
【0007】
本発明はこのような課題に鑑みてなされたものであって、剥離割れを防止することができる溶接構造及び溶接工法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明は以下の手段を提供している。
即ち、本発明に係る溶接構造は、低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造であって、前記溶接層は、前記低合金鋼よりも炭素量が小さくかつ微量成分が管理された低炭素の低合金鋼、あるいは炭素量が小さくかつ微量成分が管理された低炭素の炭素鋼からなり、前記第一母材に積層された第一肉盛層と、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなり、前記第一肉盛層に積層された第二肉盛層とを備えることを特徴とする。
【0009】
このような特徴の溶接構造によれば、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と低合金鋼からなる第一母材との間に微量成分が管理された低炭素の低合金鋼あるいは炭素鋼が介在されているため、第一母材の熱影響部に熱処理を施す際に例えば炭素成分がニッケル基合金あるいはオーステナイト系ステンレス鋼に拡散、移行してしまうことを抑えることができる。
即ち、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と接触するのは低合金鋼よりも炭素量の小さい低炭素の低合金鋼あるいは炭素鋼のみであり微量成分が管理されているため、ニッケル基合金あるいはオーステナイト系ステンレス鋼への炭素あるいは微量成分の混入を低減させることができる。これによって、鉄を主成分とする低炭素鋼とニッケル基合金あるいはオーステナイト系ステンレス鋼との間の異材溶接境界における剥離割れを抑制することができる。
【0010】
また、本発明に係る溶接構造においては、第二肉盛層には、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として配するとともに、前記第二肉盛層を第三肉盛層としてさらに備えることが好ましい。
【0011】
これにより、低炭素の低合金鋼あるいは炭素鋼と接触するのは、二種類の肉盛溶接金属のうちニッケル量が大きい方となる。ここで、一般にニッケルと炭素とは相性が悪いため、ニッケル量の多いニッケル基合金に向かって低炭素鋼の炭素が積極的に移行していくことはない。したがって、ニッケル基合金への浸炭をより一層抑制することができる。また、耐食性の観点からはニッケル基合金におけるクロム量が大きいことが好ましい。よって、例えば肉盛溶接した際の溶接層の表面にクロム量が大きいニッケル基合金からなる第三肉盛層が形成されることで、耐食性を高く維持させることができる。
【0012】
さらに、本発明に係る溶接構造は、一次側容器内壁面に露出する前記溶接層が、前記第三肉盛層と同様のニッケル基合金からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えるものを含むものである。
【0013】
これにより、上記同様、異材溶接境界における剥離割れの抑制を図りながら、第一母材と第二母材とを信頼性高く接続することができる。
また、第二肉盛層に比べてクロム量の大きいニッケル基合金により継手溶接層を構成しているため、継手溶接層の耐食性を高いものをすることができる。
【0014】
また、本発明に係る溶接構造においては、前記低炭素の低合金鋼あるいは炭素鋼の炭素含有量が0.1%以下とされていることが好ましい。
これにより、ニッケル基合金からなる第二肉盛層への浸炭量をより一層低減させることができる。
【0015】
さらに、本発明に係る溶接構造においては、前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、前記第三肉盛層を構成するニッケル基合金が690系ニッケル基合金であることが好ましい。
これによって、ニッケル基合金への浸炭を確実に抑制しながら耐食性の高い溶接構造を実現することができる。
【0016】
また、本発明に係る溶接構造においては、前記第一肉盛層を形成する前記低炭素の低合金鋼あるいは炭素鋼にバナジウム又はニオブが添加されていることが好ましい。
バナジウムやニオブは炭素を捕捉するため、第一肉盛層から第二肉盛層へと炭素が拡散してしまうことをより確実に防止できる。
【0017】
本発明に係る溶接方法は、低合金鋼からなる第一母材に溶接層を形成する溶接工法であって、前記第一母材に対して、前記低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼による肉盛溶接を施すことにより第一肉盛層を形成する第一溶接工程と、前記第一肉盛層に対して、ニッケル基合金あるいはオーステナイト系ステンレス鋼による肉盛溶接を施すことにより、第二肉盛層を形成する第二溶接工程とを備えることを特徴とする。
【0018】
このような特徴の溶接方法によれば、ニッケル基合金あるいはオーステナイト系ステンレス鋼からなる第二肉盛層と接触するのは低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼のみとなるため、ニッケル基合金への浸炭量あるいは微量成分の混入を低減させることができる。これによって、鉄を主成分とする低炭素鋼とニッケルを主成分とするニッケル基合金あるいはオーステナイト系ステンレス鋼との間の異材溶接境界における剥離割れを抑制することができる。
【0019】
また、本発明に係る溶接方法は、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として肉盛溶接し、さらに耐食性に優れた前記第二肉盛層を第三肉盛層として肉盛溶接することが好ましい。
【0020】
これにより、ニッケル基合金への浸炭をより一層抑制することができるとともに、溶接層の耐食性を高く維持させることができる。
【0021】
さらに、本発明に係る溶接構造は、一次側容器内壁面に露出する前記溶接層が、前記第三肉盛層と同様のニッケル基合金からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えるものを含むものである。
これによって、第一母材と第二母材との間での剥離割れのリスクを低減させることができる。また、継手溶接層の耐食性を高いものをすることができる。
【発明の効果】
【0022】
本発明の溶接構造及び溶接方法でニッケル基合金を第二肉盛層とする場合では、低合金鋼よりも炭素量の小さい低合金鋼あるいは炭素鋼のみがニッケル基合金に接触するため、ニッケル基合金への浸炭量を低減させることができる。これによって、ニッケル基合金への浸炭に基づく硬化層が形成されることを抑制することができるため、異材溶接境界における剥離割れを防止することが可能となる。
【図面の簡単な説明】
【0023】
【図1】実施形態に係る溶接構造を備えた蒸気発生器の概略構成図である。
【図2】第一実施形態に係る蒸気発生器の水室の内壁面に形成されたオーバレイ溶接の溶接構造の概略構成図である。
【図3】第二実施形態に係る蒸気発生器の管台とセーフエンドとの間もしくは水室と仕切板との間における継手溶接の溶接構造の概略構成図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を参照して詳細に説明する。なお、以下では、本発明の溶接構造30を原子力プラントの蒸気発生器10に適用した例について説明する。
この蒸気発生器10は、原子炉容器及び加圧器により高温高圧とされた一次冷却材が導入され、当該一次冷却材と二次冷却材との間で熱交換を行わせることによって二次冷却材を蒸発させるものである。
【0025】
より詳細には、蒸気発生器10は、図1に示すように、低合金鋼からなる管板で一次側容器13と二次側容器14を仕切っており、一次側容器はこの管板11と低合金鋼からなる水室鏡12とで構成されている。管板11にはU字型伝熱管18が取り付けられている。また水室鏡12には一次冷却材入口管台16と一次冷却材出口管台17が形成されている。 これら管台16および17にはステンレス鋼からなる短管状のセーフエンド44が溶接されている。
【0026】
一次側容器13はニッケル基合金からなる仕切板15で仕切られており、一次冷却材管台から入った一次系冷却材は伝熱管18を通って一次冷却材管台出口側へと運ばれ、伝熱管を通っている間に二次側冷却水と熱交換を行い、二次側容器14内に蒸気を発生させる。
【0027】
管板11と水室12の一次側容器内壁面には、一次冷却材による腐食を回避するためにオーステナイト系ステンレス鋼またはニッケル基合金の肉盛溶接19が施されている。仕切板15は、管板11と水室12にこの肉盛溶接19を介して継手溶接20されている。仕切板15を直接、低合金鋼である管板11あるいは水室12に継手溶接する場合には低合金鋼側熱影響部の性能確保のために溶接後熱処理を行う必要がある。一方、オーステナイト系ステンレス鋼とニッケル基合金およびニッケル基合金同士の溶接では溶接後熱処理は不要である。そこで溶接後熱処理及びその他の製作上の制約から、予めオーステナイト系ステンレス鋼またはニッケル基合金を管板11および水室12内壁面に肉盛溶接して必要な溶接後熱処理を行った後に仕切板15を継手溶接する方法が適用されている。
短管状のステンレス鋼製セーフエンド44についても、あらかじめ予めオーステナイト系ステンレス鋼またはニッケル基合金を一次冷却材入口管台16および一次冷却材出口管台17の端面に肉盛溶接して必要な溶接後熱処理を行った後にセーフエンド44を継手溶接する方法が適用されている。
【0028】
まず、第一実施形態として、水室12の内壁面における肉盛溶接の溶接構造30Aについて説明する。
この溶接構造30Aは、図2に示すように、低合金鋼からなる装置本体11を母材(第一母材)31として、当該母材31の表面に順次積層された第一肉盛層33、第二肉盛層34及び第三肉盛層35からなる溶接層60Aを備えている。なお、母材31の表面近傍には、第一肉盛層33の溶接により生成された熱影響部32が存在している。
【0029】
第一肉盛層33は、母材31の表面に肉盛溶接を施すことにより該母材31に積層された層であって、炭素含有量が0.1%以下の低炭素の低合金鋼または炭素鋼によって構成されている。
また、第二肉盛層34は、第一肉盛層33の表面にさらに肉盛溶接を施すことにより該第一肉盛層33に積層された層であって、600系ニッケル基合金(例えば、インコネル600(登録商標))によって構成されている。
そして、第三肉盛層35は、第二肉盛層34の表面にさらに肉盛溶接を施すことによって該第二肉盛層34に積層された層であって、690系ニッケル基合金(例えば、インコネル690(登録商標))によって構成されている。
【0030】
母材31を構成する低合金鋼、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼、第二肉盛層34を構成する600系ニッケル基合金及び第三肉盛層35を構成する690系ニッケル基合金の組成の一例を表1に示す。
【0031】
【表1】
【0032】
表1に示す通り、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼の炭素含有量は0.1%であり、母材31を構成する低合金鋼の炭素含有量0.2%よりも小さく設定されている。
また、600系ニッケル基合金のニッケル含有量は70%であり、690系ニッケル基合金のニッケル含有量55%よりも大きく設定されている。一方、600系ニッケル基合金のクロム含有量は15%であり、690系ニッケル基合金のクロム含有量30%よりも小さく設定されている。なお、これら表1に示す各含有量は一例であり、他の値とされていてもよい。
【0033】
また、表1に示す通り、低合金鋼及び低炭素の低合金鋼または炭素鋼は鉄を主成分としており、600系ニッケル基合金及び690系ニッケル基合金はニッケルを主成分としている。これにより、この溶接構造30Aにおいては、低炭素の低合金鋼または炭素鋼からなる第一肉盛層33と600系ニッケル基合金からなる第二肉盛層34との間の境界が、互いに異なる材料が溶接される境界である異材溶接境界50とされている。
【0034】
なお、第一肉盛層33を構成する低炭素の低合金鋼または炭素鋼には、バナジウム又はニオブが添加されていることが好ましい。
【0035】
耐食性を有する肉盛溶接にオーステナイト系ステンレス鋼を用いる場合の例としては、第一肉盛層33は上記と同じであり、第二肉盛層は600系ニッケル基合金、第三肉盛層はタイプ308またはタイプ308Lステンレス鋼である。
【0036】
次に、このような溶接構造30Aの形成方法、即ち、溶接工法について説明する。
まず、母材31として、図1に示した蒸気発生器10における水室12のうち仕切板15との接合に必要な範囲の内壁面を準備する。
その後、図2に示すように、母材31の表面全域に、溶接材として低炭素の低合金鋼または炭素鋼を用いて肉盛溶接を行う(第一溶接工程)。これによって、母材31の表面に低炭素鋼からなる第一肉盛層33を形成する。
次いで、ニッケル基合金を肉盛溶接する場合は、第一肉盛層33の表面全域に、溶接材として600系ニッケル基合金を用いて肉盛溶接を行う(第二溶接工程)。これにより、第一肉盛層33の表面に600系ニッケル基合金からなる第二肉盛層34を形成する(第二溶接工程)。
さらに、第二肉盛層34の表面全域に、溶接材として690系ニッケル基合金を用いて肉盛溶接を行う(第三溶接工程)。これによって、第二肉盛層34の表面に690系ニッケル基合金からなる第三肉盛層35を形成する。
なお、これら各溶接工程は、例えば被覆アーク溶接により行われる。
【0037】
オーステナイト系ステンレス鋼を肉盛溶接する場合は、第一肉盛層33の表面全域に、溶接材として600系ニッケル基合金を用いて肉盛溶接を行う(第二溶接工程)。これにより、第一肉盛層33の表面に600系ニッケル基合金からなる第二肉盛層34を形成する(第二溶接工程)。
さらに、第二肉盛層34の表面全域に、溶接材としてタイプ308またはタイプ308Lステンレス鋼を用いて肉盛溶接を行う(第三溶接工程)。これによって、第二肉盛層34の表面にオーステナイト系ステンレス鋼からなる第三肉盛層35を形成する。
【0038】
そして、最後に、第一肉盛層33の形成により母材31の表面に生成された熱影響部32に対して溶接後熱処理を行う(熱処理工程)。この熱処理は、母材31、第一肉盛層33、第二肉盛層34及び第三肉盛層35の全体を加熱することによって施される。これによって、母材31の熱影響部32の残留応力の緩和、熱影響部32の軟化及び水素除去が図られる。
【0039】
次に以上のような溶接構造30A及び溶接工法の作用について説明する。
ここで、仮に低合金鋼からなる母材に対して低炭素の低合金鋼または炭素鋼を介さずにニッケル基合金を溶接した場合に母材の熱影響部32に溶接後熱処理を行うと、母材とニッケル基合金との間の異材溶接境界を介して母材の炭素成分がニッケル基合金に拡散、移行する浸炭が発生する。このようにニッケル基合金に炭素成分が移行すると、ニッケル基合金における異材溶接境界近傍に硬化層が生じ、母材とニッケル基合金との剥離割れのリスクを増大させてしまう。
同様に低合金鋼からなる母材に対して低炭素の低合金鋼または炭素鋼を介さずにオーステナイト系ステンレス鋼を溶接した場合に母材の熱影響部32に溶接後熱処理を行うと、母材とオーステナイト系ステンレス鋼との間の異材溶接境界を介して母材の炭素成分がオーステナイト系ステンレス鋼に拡散、移行する浸炭が発生する。このようにオーステナイト系ステンレス鋼に炭素成分が移行すると、オーステナイト系ステンレス鋼における異材溶接境界近傍に硬化層が生じ、母材とオーステナイト系ステンレス鋼との剥離割れのリスクを増大させてしまう。
【0040】
これに対して、本実施形態の溶接構造30A及び溶接工法によれば、600系ニッケル基合金からなる第二肉盛層34と低合金鋼からなる母材31との間に低炭素の低合金鋼または炭素鋼からなる第一肉盛層33が介在されているため、母材31の熱影響部32に溶接後熱処理を施す際に炭素成分が第二肉盛層34に拡散、移行してしまうことを抑えることができる。
即ち、600系ニッケル基合金からなる第二肉盛層34と接触するのは低合金鋼よりも炭素量の小さい低合金鋼又は炭素鋼のみであるため、600系ニッケル基合金への浸炭を低減させることができる。
これによって、鉄を主成分とする低炭素の低合金鋼または炭素鋼とニッケルを主成分とする600系ニッケル基合金との間の異材溶接境界50における剥離割れを抑制することができる。
【0041】
また、本実施形態においては、低炭素の低合金鋼または炭素鋼と接触するのは、600系ニッケル基合金と690系ニッケル基合金との二種類のニッケル基合金のうちニッケル量が大きい600系ニッケル基合金とされている。
ここで、一般にニッケルと炭素とは相性が悪いため、ニッケル量の多いニッケル基合金に向かって低炭素鋼の炭素が積極的に移行していくことはない。したがって、本実施形態のようにニッケル量の大きい600系ニッケル基合金を低炭素の低合金鋼または炭素鋼と接触させることにより、異材溶接境界50における浸炭をより一層抑制することができる。
同様に、本実施形態において、低炭素の低合金鋼または炭素鋼と接触するのは、600系ニッケル基合金とステンレス鋼とのうちニッケル量が大きい600系ニッケル基合金とされている。したがって、本実施形態のようにニッケル量の大きい600系ニッケル基合金を低炭素の低合金鋼または炭素鋼と接触させることにより、異材溶接境界50における浸炭をより一層抑制することができる。
【0042】
さらに、耐食性の観点からはニッケル基合金におけるクロム量が大きいことが好ましが、本実施形態では、一次冷却材が接触する溶接層60Aの最も外層側、即ち、最も母材31から離間した側にクロム量が大きい690系ニッケル基合金からなる第三肉盛層35が形成されているため、溶接層60A全体としての耐食性を向上させることができる。
【0043】
また、第一肉盛層33を構成する低炭素鋼の炭素含有量が0.1%以下とされているため、当該低炭素鋼に接触する第二肉盛層34への浸炭をより低減させることができる。
さらに、第一肉盛層33を構成する低炭素鋼にバナジウム又はニオブが添加されている場合には、これらバナジウムやニオブは炭素と相性が良く、該炭素を捕捉する性質を有しているため、第二肉盛層34への浸炭をより一層低減させることができる。
【0044】
次に、第二実施形態として、蒸気発生器10の水室12と仕切板15との間の溶接構造30Bについて説明する。
【0045】
この溶接構造30Bは、図3に示すように、低合金鋼からなる水室12を第一母材41とするとともに690系ニッケル基合金からなる仕切板15を第二母材42としてこれらを接続する複数層の溶接層60Bから構成されている。この溶接層60Bは、第一母材41側から第二母材42側に向かって順に積層された第一肉盛層33、第二肉盛層34、第三肉盛層35及び継手溶接層43から構成されている。また、第一母材41の表面には、第一肉盛層33の溶接の際の入熱によって熱影響部41aが生成されている。
【0046】
第一肉盛層33、第二肉盛層34及び第三肉盛層35は、第一実施形態と同様の構成をなしており、第一母材41の表面に順次積層されている。
継手溶接層43は、第三肉盛層35と第二母材42とを継手溶接によって接続することによって形成される層であって、本実施形態では、690系ニッケル基合金(例えば、インコネル690(登録商標))によって構成されている。
【0047】
なお、本実施形態の溶接構造30Bにおいても、第一実施形態と同様、低炭素の低合金鋼または炭素鋼からなる第一肉盛層33と600系ニッケル基合金からなる第二肉盛層34との境界が異材溶接境界50とされている。
【0048】
次に、このような溶接構造30Bの形成方法、即ち、溶接工法について説明する。
まず、母材として、図1に示した蒸気発生器10の水室12を構成する構造材を準備する。
次いで、図3に示すように、水室12の、仕切板15と接続される部位に対して、第一実施形態と同様に第一溶接工程、第二溶接工程及び第三溶接工程を順次施すことにより、低炭素の低合金鋼もしくは炭素鋼からなる第一肉盛層33、600系ニッケル基合金からなる第二肉盛層34及び690系ニッケル基合金もしくはタイプ308またはタイプ308Lステンレス鋼からなる第三肉盛層3535を積層形成する。
そして、第一母材41、第一肉盛層33、第二肉盛層34及び第三肉盛層35の全体を加熱することによって、第一肉盛層33の溶接により生成された第一母材41の熱影響部41aに対して溶接後熱処理工程を施す。
【0049】
その後、第三肉盛層35の外層側、即ち、第一母材41から離間する側の面と第二母材42としての水室12の端面とを間隔をあけて対向配置し、690系ニッケル基合金を用いてこれら第三肉盛層35と第二母材42とを継手溶接する。これによって、第三肉盛層35と第二母材42との間にこれらを互いに接続する継手溶接層43を形成する。 第二母材42はニッケル基合金だけではなくオーステナイト系ステンレス鋼であっても良い。また、適用部位は仕切板15に限らず、例えば一次冷却材入口管台16および一次冷却材出口管台17とセーフエンド44との間の継手溶接部であっても良い。
【0050】
このような第二実施形態の溶接構造30B及び溶接方法においても、第一実施形態同様、異材溶接境界50を介しての浸炭による硬化層の生成を回避することができるため、第一肉盛層33と第二肉盛層34との間における剥離割れのリスクを低減させることができる。これによって、第一母材41と第二母材42とを信頼性高く接続することが可能となる。
【0051】
さらに、第二肉盛層34を構成する600系ニッケル基合金に比べてクロム量の大きい690系ニッケル基合金により継手溶接層43を構成しているため、継手溶接層43の耐食性を高いものをすることができる。これによっても第一母材41と第二母材42との接続の信頼性を高く担保することができる。
【0052】
以上、本発明の実施形態について詳細に説明したが、本発明の技術的思想を逸脱しない限り、これらに限定されることはなく、多少の設計変更等も可能である。
例えば、第一実施形態においては、母材の表面に第一肉盛層33、第二肉盛層34及び第三肉盛層35を順次積層した例について説明したが、第三肉盛層35は必ずしも形成しなくともよい。この場合、溶接層60A全体としての耐食性は第一実施形態より劣るが、第一実施形態と同様、異材溶接境界50を介しての浸炭を低減することができるため、剥離割れのリスクを低減させることが可能となる。
【0053】
また、第一実施形態及び第二実施形態においては、第二肉盛層34として600系ニッケル基合金を用いた例について説明したが、600系ニッケル基合金に代えて該600系ニッケル基合金よりもニッケル量の大きい純ニッケルを用いて第二肉盛層34を構成してもよい。この場合も実施形態同様、低炭素鋼からなる第一肉盛層33から異材溶接境界50を介して第二肉盛層34に炭素が拡散、移行してしまうことを抑制することができる。
【0054】
なお、このように第二肉盛層34に純ニッケルを用いた場合には、第三肉盛層35に600系ニッケル基合金を用いてもよい。即ち、第二肉盛層34の方が第三肉盛層35よりもニッケル量が大きくなるように構成されていればよい。
【0055】
さらに、実施形態においては蒸気発生器10に溶接構造30を適用した例について説明したが、これに限定されず、原子力圧力容器、ボイラ、石油精製プラント等のタンクにおけるオーバレイ溶接や配管の継手溶接に実施形態の溶接構造30を適用してもよい。
【実施例】
【0056】
以下、実施例について説明する。
(境界割れ発生状況確認試験)
溶接素材の組み合わせによる境界割れの発生状況を試験した。
実施例として、母材としての低合金鋼(炭素量0.2%)に低炭素の低合金鋼(炭素量0.1%)を肉盛溶接したものに、溶接材料として600系ニッケル基合金を溶接させた試験片を作製した。
また、比較例として、母材としての低合金鋼(炭素量0.2%)に溶接材料として690系ニッケル基合金を溶接させた試験片を作製した。
表1に用いた材料の化学成分を示す。
【0057】
そして、実施例及び比較例の試験片にそれぞれ水素を供給することにより水素を内包させた後、各試験片に引張荷重を付与して境界割れ状況、即ち、異材溶接境界における剥離割れの発生状況を確認する試験を計3回行った。境界割れ発生状況の判定は、試験後の試験片破面における境界割れの面積率に基づいて行った。
表2に試験結果を示す。なお、境界割れ発生状況は、比較例を1とした場合の相対評価とした。
【0058】
【表2】
【0059】
表2から、低炭素の低合金鋼に600系ニッケル基合金を溶接した実施例の試験片は、低合金鋼に690系ニッケル基合金を溶接した比較例の試験片よりも境界割れ発生が少ないことがわかる。これは、低炭素の低合金鋼の炭素量が低合金鋼の炭素量よりも小さく、かつ、炭素と相性の悪いニッケル量が690系ニッケル基合金よりも600系ニッケル基合金の方が大きいことに起因するものと考えられる。即ち、実施例では、溶接金属としての600系ニッケル基合金への炭素移行量が抑えられたため剥離割れが抑制されている。
このことから、低炭素鋼に690系ニッケル基合金を溶接させた第一実施形態及び第二実施形態においては、剥離割れのリスクを低減できることが判明した。
【0060】
(溶接材料の硬さ確認試験)
素材の組み合わせによる異材溶接境界近傍における溶接材料の硬さを確認する試験を行った。
実施例として、母材としての低合金鋼(炭素量0.2%)に低炭素の低合金鋼(炭素量0.1%)を肉盛溶接したものに、溶接材料として600系ニッケル基合金を溶接させた試験片を作製した。
また、比較例として、母材としての低合金鋼(炭素量0.2%)に溶接材料として690系ニッケル基合金を溶接させた試験片を作製した。
【0061】
そして、実施例及び比較例の試験片について、母材と溶接金属との境界近傍、即ち、異材溶接境界近傍における溶接金属(600系ニッケル基合金又は690系ニッケル基合金)の硬さを計5つの位置において測定した。
表3に試験結果を示す。なお、実施例及び比較例の硬さは比較例を1とした場合の相対評価とした。
【0062】
【表3】
【0063】
表3から、低炭素の低合金鋼に600系ニッケル基合金を溶接した実施例の試験片は、低合金鋼に690系ニッケル基合金を溶接した比較例の試験片よりも硬さが小さいことがわかる。これについても、境界割れ発生状況確認試験同様、低炭素の低合金鋼の炭素量が低合金鋼の炭素量よりも小さく、かつ、炭素と相性の悪いニッケル量が690系ニッケル基合金よりも600系ニッケル基合金の方が大きいことに起因するものと考えられる。即ち、実施例では、溶接金属としての600系ニッケル基合金への炭素移行量が抑えられたため、硬さの上昇が抑えられている。
このことから、低炭素鋼に690系ニッケル基合金を溶接させた第一実施形態及び第二実施形態においては、硬さの上昇を抑制することができ、結果として剥離割れのリスクを低減できることが判明した。
【符号の説明】
【0064】
10 蒸気発生器
11 管板
12 水室
13 一次側容器
14 二次側容器
15 仕切板
16 一次冷却材入口管台
17 一次冷却材出口管台
18 伝熱管
19 肉盛溶接
20 継手溶接
30 溶接構造
30A 溶接構造
30B 溶接構造
31 母材
32 熱影響部
33 第一肉盛層
34 第二肉盛層
35 第三肉盛層
41 第一母材
41a 熱影響部
42 第二母材
43 継手溶接層
44 セーフエンド
50 異材溶接境界
60A 溶接層
60B 溶接層
【特許請求の範囲】
【請求項1】
低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造であって、
前記溶接層は、
前記低合金鋼よりも炭素量の小さい低炭素の低合金鋼または炭素鋼からなり、前記第一母材に積層された第一肉盛層と、
ニッケル基合金もしくはステンレス鋼からなり、前記第一肉盛層に積層された第二肉盛層とを備えることを特徴とする溶接構造。
【請求項2】
前記溶接層は、
前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金からなる第二肉盛層を積層し、前記第二肉盛層を第三肉盛層として備えることを特徴とする溶接構造。
【請求項3】
前記溶接層は、
前記第三肉盛層と同様のニッケル基合金もしくはステンレス鋼からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えることを特徴とする請求項2に記載の溶接構造。
【請求項4】
前記低炭素鋼の炭素含有量が0.1%以下とされていることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項5】
前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、
前記第三肉盛層を構成するニッケル基合金が690系ニッケル基合金であることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項6】
前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、
前記第三肉盛層を構成するステンレス鋼がタイプ308系もしくはタイプ308L系ステンレス鋼であることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項7】
前記第一肉盛層を構成する前記低炭素の低合金鋼または炭素鋼にバナジウム又はニオブが添加されていることを特徴とする請求項1から6のいずれか一項に記載の溶接構造。
【請求項8】
低合金鋼からなる第一母材に溶接層を形成する溶接工法であって、
前記第一母材に対して、前記低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼による肉盛溶接を施すことにより第一肉盛層を形成する第一溶接工程と、
前記第一肉盛層に対して、ニッケル基合金またはオーステナイト系ステンレス鋼による肉盛溶接を施すことにより、第二肉盛層を形成する第二溶接工程と、
前記第一溶接工程により生成された前記第一母材の熱影響部に対して溶接後熱処理を施す熱処理工程とを備えることを特徴とする溶接工法。
【請求項9】
前記第二溶接工程と前記熱処理工程との間に、
第二肉盛層として、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として肉盛溶接した後に、前記第二肉盛層のニッケル基合金またはステンレス鋼を第三肉盛層として肉盛溶接する第三溶接工程をさらに備えることを特徴とする請求項8に記載の溶接工法。
【請求項10】
前記熱処理工程の後に、
前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを、ニッケル基合金またはステンレス鋼による継手溶接を施すことによって継手溶接層を形成する第四溶接工程をさらに備えることを特徴とする請求項8から9に記載の溶接工法。
【請求項1】
低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造であって、
前記溶接層は、
前記低合金鋼よりも炭素量の小さい低炭素の低合金鋼または炭素鋼からなり、前記第一母材に積層された第一肉盛層と、
ニッケル基合金もしくはステンレス鋼からなり、前記第一肉盛層に積層された第二肉盛層とを備えることを特徴とする溶接構造。
【請求項2】
前記溶接層は、
前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金からなる第二肉盛層を積層し、前記第二肉盛層を第三肉盛層として備えることを特徴とする溶接構造。
【請求項3】
前記溶接層は、
前記第三肉盛層と同様のニッケル基合金もしくはステンレス鋼からなるとともに、前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを継手溶接する継手溶接層をさらに備えることを特徴とする請求項2に記載の溶接構造。
【請求項4】
前記低炭素鋼の炭素含有量が0.1%以下とされていることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項5】
前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、
前記第三肉盛層を構成するニッケル基合金が690系ニッケル基合金であることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項6】
前記第二肉盛層を構成するニッケル基合金が600系ニッケル基合金であって、
前記第三肉盛層を構成するステンレス鋼がタイプ308系もしくはタイプ308L系ステンレス鋼であることを特徴とする請求項1から4のいずれか一項に記載の溶接構造。
【請求項7】
前記第一肉盛層を構成する前記低炭素の低合金鋼または炭素鋼にバナジウム又はニオブが添加されていることを特徴とする請求項1から6のいずれか一項に記載の溶接構造。
【請求項8】
低合金鋼からなる第一母材に溶接層を形成する溶接工法であって、
前記第一母材に対して、前記低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼による肉盛溶接を施すことにより第一肉盛層を形成する第一溶接工程と、
前記第一肉盛層に対して、ニッケル基合金またはオーステナイト系ステンレス鋼による肉盛溶接を施すことにより、第二肉盛層を形成する第二溶接工程と、
前記第一溶接工程により生成された前記第一母材の熱影響部に対して溶接後熱処理を施す熱処理工程とを備えることを特徴とする溶接工法。
【請求項9】
前記第二溶接工程と前記熱処理工程との間に、
第二肉盛層として、前記第二肉盛層よりもニッケル量が大きく、かつ、前記第二肉盛層よりもクロム量が小さいニッケル基合金を第二肉盛層として肉盛溶接した後に、前記第二肉盛層のニッケル基合金またはステンレス鋼を第三肉盛層として肉盛溶接する第三溶接工程をさらに備えることを特徴とする請求項8に記載の溶接工法。
【請求項10】
前記熱処理工程の後に、
前記第三肉盛層とステンレス鋼又はニッケル基合金からなる第二母材とを、ニッケル基合金またはステンレス鋼による継手溶接を施すことによって継手溶接層を形成する第四溶接工程をさらに備えることを特徴とする請求項8から9に記載の溶接工法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−196686(P2012−196686A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−61350(P2011−61350)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]