
溶接用ソリッドワイヤ
【課題】極低温鋼母材と同程度の低温靭性を確保することに加えて更に高い耐亀裂発生強度を有するという優れた極低温特性を備えた溶接継手を形成することが可能な共金系溶接ソリッドワイヤおよびその溶接金属を提供すること。
【解決手段】質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMが0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
【解決手段】質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMが0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は9%ニッケル鋼を始めとする極低温用鋼の溶接に適した鉄基の溶接用ソリッドワイヤおよびその溶接金属に関するものであり、さらに詳しくは極低温用鋼を対象として溶接した際の極低温特性に優れた溶接継手部を形成する極低温用鋼溶接用共金系ソリッドワイヤおよびその溶接金属に関するものである。
【背景技術】
【0002】
周知のごとく、9%ニッケル鋼は-196℃以下までの極低温下で使用される高張力鋼であり、高い耐力と卓越した低温靭性を有するものであり、極低温用鋼としてLNGや液体窒素,液体酸素の等の貯蔵タンクあるいはその関連機器等に広く用いられている。このように同鋼は優れた極低温靭性を有しているが、この特長を活用するためには、当然ながらその溶接継手部においても同程度の極低温特性が要求される。
【0003】
こうした背景から極低温用鋼の溶接技術についてもこれまで種々の検討が加えられているが、経済性と極低温特性の両者を満足しようとする立場からは不十分な面が多い。例えば、極低温用鋼に類似した成分の溶接ワイヤ(所謂共金系ワイヤ)を用いてこれを溶接すれば、極低温特性の優れた溶接継手が得られるものと考えられるものの、現状の溶接法では、溶接ままでは安定した低温靭性は確保できず、さらに極低温鋼の溶接構造物は溶接終了後に靭性を回復させる熱処理が極めて困難な事情から実用的ではない。
【0004】
このため、極低温用鋼の溶接に際しては主に高ニッケル合金溶接ワイヤが多く使用されてきた。しかし高ニッケル合金溶接ワイヤを用いた溶接継手は、溶接ままでも-196℃で優れた靭性を示すものの、引張強さ、特に0.2%耐力は9%ニッケル鋼(母材)に比べて極めて低い。その結果70kg/mm2級高張力鋼として9%ニッケル鋼を使用するにも拘わらず、溶接継手部の強度が低いために設計応力もこれに応じて下げざるを得ず、その強度の確保するためには溶接構造物全体の板厚を増大させなければならない不利を生じる。
【0005】
従って、高ニッケル合金溶接ワイヤを使用する限り、9%ニッケル鋼の高い強度が十分に活かされず、溶接構造物の板厚増加、高価な高ニッケル合金溶接ワイヤの消費量増大という二重の経済的負担を余儀なくされている状況にある。しかも、高ニッケル合金による溶接では、高温割れの問題がつきまとう他、母材である9%ニッケル鋼とは成分が大きく異なるために熱膨張係数差による熱疲労の問題なども出てくる。
【0006】
以上のような理由から、9%ニッケル鋼は極低温用鋼として卓越した性能を具備しているにも拘わらず、その適用範囲は著しく制限されているのが実情である。
【0007】
先の9%ニッケル鋼母材と類似成分の共金系溶接ワイヤを用いた溶接技術ついては、従来より溶接継手部の極低温特性を高めるための研究も実施されており、例えば特許文献1などにおいてこの共金系溶接ワイヤの化学成分に着目し、特に溶接ワイヤ中のニッケル,マンガン,硼素,酸素などの含有量を適正範囲に調整、制限することによりこれを改善する方法が開示されている。しかしこの方法ではJIS-Z-3111に準じたシャルピー衝撃試験による溶接継手部の低温靭性改善結果が報告されているものの、全体の吸収エネルギーのみでこれを評価しており、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みはなされておらず、従って、吸収エネルギーのみの評価においてはその基準を満たす十分な低温靭性が得られているが、更に後述するような現実の亀裂発生をも反映した耐亀裂発生強度(亀裂抑制強度)については未だ改善の余地がある。
【0008】
また、特許文献2などでは溶接施工を工夫して溶接継手部の低温靭性を改善する方法が提案されており、すなわち、多層盛り溶接した後に、最終層の溶接ビード表面を150℃以下まで冷却し、次いで前記最終層の溶接ビード表面を不活性ガスでシールドしつつ非消耗電極からのアークで再溶融させる方法が開示されている。この方法は開先の中央部(下層部)は上層部溶接時の熱サイクルによって適度の熱処理効果が得られるため下層部の低温靭性は高められるものの、最終層ではこの熱処理効果が期待できないことから、この最終層を再溶融させることによって熱処理を加えその低温靭性を向上させようとするものである。しかしこの方法は溶接施工において工数が増えるという問題とともに、あくまでも溶接継手部における最終溶接層のみの部分的な低温靭性の改善に止まるものであり、従って、溶接継手の特性を支配する溶接金属全体の低温靭性向上に対しては自ずと限界を有する問題がある。また、この方法においても、前記先行技術と同様に簡易的なシャルピー衝撃試験やCOD試験により低温靭性の改善効果のみを確認しているものであり、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みには未だ改善の余地がある。
【0009】
また、ニッケル含有鋼の低温靭性改善に関し、ニッケル含有鋼の共金溶接部の熱処理を短時間化する技術が特許文献3で提案されている。この特許文献3においては、炭化物形態の制御と溶接後の熱処理により低温靭性を確保している。このとき、その添加の理由は不明であるが、実施例においてREMを0.042%以上添加したワイヤが使用されている。この技術においても、前述した特許文献2と同様、溶接後の熱処理が必要とされるため工数の増加、ひいてはコストの増加を招く。またワイヤ成分に関する検討が不十分であるので、前記先行技術と同様に、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みには未だ改善の余地がある。
【特許文献1】特開昭54-76452号公報
【特許文献2】特開昭53-118241号公報
【特許文献3】特開昭61-15925号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明者らは、上述した9%ニッケル鋼に代表される極低温用鋼の普及をさらに高める意味で、前述の通りコスト負担が少ないなどの実用面で有利な共金系溶接ワイヤを用いて極低温用鋼を溶接することを前提としてその溶接継手部の特性を極低温用鋼の母材と同程度にすぐれた極低温特性を付与することが可能な溶接技術の確立を目指してその開発に着手した。そして、この開発に当たっては、溶接継手部の極低温特性の評価に際して、先に指摘した共金系溶接ワイヤを用いた従来技術には開示されていない新規かつ有益な評価の観点を導入することにした。
【0011】
すなわち、これまで溶接継手部の安全性は簡易的なシャルピー衝撃試験やCTOD試験により行われることが多かったが、実際には溶接構造物に外力(荷重)が付加された際には、まず亀裂が発生し、その後に亀裂が伝播することとなるため、上記簡易的な試験法では亀裂の発生、伝播の実態を評価することは困難であった。そこで、本発明者らは外力付加時における亀裂発生の開始から終了までの特性を調査、確認することが実際の大型溶接構造物の極低温特性の評価において重要、不可欠との認識に立ち、具体的には荷重-変位曲線によりシャルピー衝撃試験時の亀裂発生と伝播過程の分離が可能な計装化シャルピー衝撃試験法に着目し、特にこの測定法によって把握できる耐亀裂発生強度の値をその評価要素として採用することにした。これにより、従来の簡易なシャルピー衝撃試験結果のみならず現実の大型脆性破壊強度に即したより精緻な極低温特性の評価が可能となるものである。
【0012】
本発明はこの様な観点のもとに研究、検討を重ねた結果、完成されたものであり、従来の前記問題を解消し、極低温鋼母材と同程度の低温靭性を確保することに加えて、高い耐亀裂発生強度を有するという優れた極低温特性を溶接継手部に付与させることができる共金系溶接ソリッドワイヤおよびその溶接金属を提供することを課題としてなされたものである。
【課題を解決するための手段】
【0013】
本発明は上記課題を解決するために、以下の手段を特徴とするものである。
(1)質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMを0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ(請求項1)。
(2)上記(1)に記載の溶接用ソリッドワイヤに、更に、チタンを0.10%以下(0%を含まない)含有する溶接用ソリッドワイヤ。(請求項2)
(3)上記(1)または(2)に記載の溶接用ソリッドワイヤを用いて形成されたことを特徴とする溶接金属(請求項3)。
【発明の効果】
【0014】
本発明によれば、9%ニッケル鋼に代表される極低温用鋼を溶接した際にその母材と略同等の極低温特性の溶接継手部を形成することができる共金系溶接ソリッドワイヤを提供することが可能となる。特に本発明の溶接ソリッドワイヤにより、シャルピー衝撃試験による吸収エネルギーの高い十分な低温靭性を保持することに加え、特に計装化シャルピー衝撃試験法による耐亀裂発生強度の測定値において非常に高いレベルを有する溶接継手部を得ることができ、実際の大型溶接構造物の脆性破壊現象に即した優れた極低温特性を備えた溶接継手部を形成させることができる。
【0015】
そして、本発明のかかる共金系溶接ソリッドワイヤの使用により、高合金系ワイヤに比べてワイヤ自身のコスト低下のみならず、溶接継手の強度不足に伴う母材鋼の板厚増加に起因する大きな経済的な負担を一掃することができるとともに同溶接継手部の耐熱割れ性の低下や熱膨張係数の違いによる熱疲労特性の劣化等の品質上の問題も解消することができるため、極低温用鋼で構成される溶接構造物の製作が容易に促進されこととなり、ひいては卓越した特性を具備する極低温用鋼の各種用途への普及を著しく拡大することが可能となる。
【発明を実施するための最良の形態】
【0016】
本発明は前記課題を達成すべく共金系溶接ソリッドワイヤの主として化学成分について検討を進めたところ、先の特許文献1に開示されたニッケル、マンガンを基本成分として採用し、かつ適正量のREM(希土類元素)を含有させることにより、低温靭性と耐亀裂発生強度の両特性に優れた溶接継手が得られることを知見するに到った。以下、本発明の溶接ソリッドワイヤの化学成分について詳述する。なお、以下に言及、規定する化学成分以外の残部は鉄並びに不可避的不純物である。
【0017】
1.炭素:0.10質量%以下(0%を含まない)
炭素は少量でも引張強さを高める上で有効であるが、多量に含まれると低温靭性を著しく低下させるためその上限を0.10%とする。
【0018】
2.珪素:0.15質量%以下(0%を含まない)
珪素は溶接作業性の向上に有効に作用するものの、低温靭性を悪化させかつ高温割れ感受性を著しく高めるのでその上限を0.15%とする。
【0019】
3.ニッケル:8.0〜15.0質量%
ニッケルは本発明ワイヤの使用対象となる極低温用鋼(高ニッケル鋼)と同様に低温靭性を確保する上で重要な成分であり、ニッケルが8.0%未満では溶接継手に対して十分な低温靭性を付与することができない。一方ニッケルが15.0%を越えると、溶接継手の機械的強度が高くなりすぎて延性が極端に低下し、更には不安定な残留オーステナイト生じることで極低温下ではマルテンサイトに変態して低温靭性の低下を招くので好ましくない。従って、ニッケルの含有量は8.0〜15.0%とする。
【0020】
4.マンガン:0.10〜0.80質量%
マンガンは溶接作業性を改善するとともに脱酸剤あるいは硫黄捕捉剤として卓越した効果を発揮するため、本発明においてやはり重要な基本成分となる。マンガンが0.10%未満では溶接作業性が著しく低下する問題が生じ、一方0.80%を越えると安定な残留オーステナイトが生じやすくなり、上記ニッケルと同様に低温靭性が損なわれる。従って、マンガンの含有量は0.10%〜0.80%とする。また、好ましい含有量は0.10%〜0.50%である。
【0021】
5.酸素:150ppm以下(0%を含む)
酸素は後述するREMやチタンを含有させて本発明が意図する酸化物を形成するのに必須となるが、過剰に溶接金属中に含まれると個数密度の増大や凝集・合体による粗大化をもたらすことになるため、溶接金属中の酸素量は少ない方が望ましく100ppm以下に抑制することが望ましい。そのためには、溶接中に前記マンガンや上記REMやチタンなどの脱酸剤元素による脱酸を考慮しても、溶接ワイヤ中に含まれる酸素量は150ppm以下となるように管理すべきである。従って、酸素量はその上限を150ppmとする。
【0022】
6.REM:0.005〜0.040質量%
本発明においてREMは重要かつ特徴的な成分として位置付けられものである。通常、多くの酸化物は結晶粒界等に析出し低温靭性を著しく損なうため、溶接金属中に多数の大きい酸化物を形成することは好ましくない。しかし溶接金属中に含まれる微量の酸素と反応して生成する酸化物が微細であれば、こうした酸化物は破壊起点として作用せず、むしろ溶接凝固過程や凝固後の結晶粒成長を抑制するピン止め粒子として機能するため、溶接金属全体の強度や靭性を高めるのに有効に作用する。本発明ではこの微細な酸化物を適量分散させることにより、溶接継手部の極低温特性を向上させる上で有益な酸化物の生成元素が存在するのではないかと考え、検討、調査した結果、REMが最適であることを確認し、REMをワイヤー中に積極的に添加、含有させることにした。なお、REMの酸化物が他の酸化物と異なり、微細なまま分散した状態で維持されるは、溶融鉄合金との濡れ性が悪い性質を持っているため、これらの酸化物が液相中に生成しても凝集しずらく、従って、それ以上の大きな酸化物には成長しないことによると思われる。また、REMとは希土類元素(Rare Earth Metal)のことであり、周期律表のLaからLuまでの元素を総称するものである。本発明においては、これら元素はいずれも同等の効果を発揮するので、REMの中から適宜元素を選択して、1種あるいは複数の元素を添加すればよい。
【0023】
これらREMを含有させることにより極低温特性を高めることができるが、後述する実施例から明なようにその含有量を適正範囲に維持する必要がある。REMについては0.005%未満の含有量では、溶接継手部の低温靭性には問題がないものの、本発明が注目する特性である溶接継手部の耐亀裂発生強度が不足し、目的とする極低温特性を十分確保することができない。一方、REMが過剰に含有される場合、すなわち0.040%を越える含有量では低温靭性と耐亀裂発生強度ともに劣化して、やはり.目的とする極低温特性を十分に得られなくなる。従って、REMについてはその含有量を0.005〜0.040%とする。
【0024】
また、溶接継手の低温靭性並びに耐亀裂発生強度の両特性をより有効に高めた状態に維持するためには、REMの含有量を0.01%以上が好ましく、0.035%以下にすることが好ましい。更に好ましい上限は0.030%である。
【0025】
なお、上記REMに加え、チタンを同時に含有させることも有効である。チタンも上述のREMほど顕著な効果では無いが、同様な効果を発揮する元素であり、REMと同時に含有させることで耐亀裂発生強度を更に向上させることができる。この場合、チタンの含有量は0.10%以下とすることが好ましい。0.10%を超える量添加すると、仮にREMの量が適正であっても、低温靭性と耐亀裂発生強度ともに劣化する様になるからである。また、チタンの添加効果を十分に発揮させるためには0.02%以上、好ましくは0.03%以上含有させることが望まれる。
【0026】
7.その他の成分その他の成分として、アルミニウムを0.1質量%以下(0%を含まない)含有させることができる。アルミニウムは脱酸剤として機能し、ブローホール等の溶接欠陥の防止に有効に作用するため、含有させることが好ましいが、過剰に含有させると耐割れ性を著しく損なうことになる。従って、アルミニウム含有させる場合には上限を0.1%とする。
【0027】
また、さらに留意すべき成分として、硼素が挙げられ、0.003%以下ならこれを許容することができる。
【0028】
この硼素は前述のような成分の溶接ワイヤを使用する場合、極低温において優れた低温靭性を確保する上で極めて有害な不純物となる。すなわち硼素が0.003%を越えると高温割れ感受性が増大する他、焼入性が増加し低温靭性が急激に低下する。硼素以外の前記成分が如何に適正範囲に含まれていても、硼素含有量が上記条件を満足していない限り、高温割れと低温靭性の確保はできない。このため硼素含有量は実質的に零(測定限界以下)とするのが理想であるが、一般に硼素は、ワイヤ原料の主要物である電解鉄等の鉄系原料中に不純物として混入するものであり、この原料含み中の含有量は不純物の最も少ない電解鉄でさえ0.02%を越えることがあり、この様に多量の硼素が原料中に混入した場合、真空脱ガス法などの高清浄溶解法を採用したとしても硼素を完全に除去することは不可能である。従って、こうした事情から、硼素の上記悪影響を最小限とし、極低温特性を十分に維持すべく、硼素が含有する場合はその上限を0.003%とすることが好ましい。
以上に言及、規定した化学成分以外の残部は、前述したとおり、鉄並びに不可避的不純物であるが、不可避的不純物としては、たとえばP、Sなどが挙げられる。
【0029】
ところで、本発明にかかる共金系溶接ワイヤを用いた極低温用鋼の溶接法としては、溶接後にその継手部に形成される溶接金属中の酸素量を100ppm以下に保持する必要性から、これに適した溶接方法,例えばTIG溶接法やシールドガスとして不活性ガスをメインとしたMIG溶接方法(プラズマMIG溶接法や同軸複層ワイヤプロセスなど)を採用することが望ましい。
【0030】
また、本発明の共金系溶接ワイヤを使用して溶接される極低温用鋼としては、先に例示した9%ニッケル鋼に限らず、5.5%ニッケル鋼や3.5%ニッケル鋼のごとくニッケルを3.5〜9.5%含むニッケル鋼を始めとして種々の極低温用鋼が同効に適用できるものである。
【実施例】
【0031】
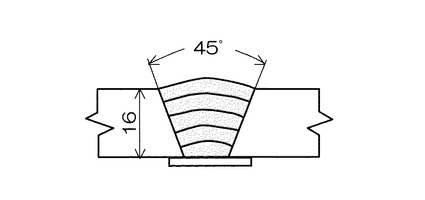
表1に示す化学成分(0=酸素以外は質量% 残部:鉄)の9%ニッケル鋼母材(板厚:16mm)を用い、図1に示す形状の開先加工を施した。次いで表2に示す化学成分(0=酸素以外は質量% 残部:鉄及び不可避的不純物)の溶接ワイヤを用いて、表3に示す2条件でTIG溶接を行った。なお、溶接は自動アーク制御装置付きの全自動TIG溶接装置を用い、溶接姿勢は下向きで行った。
【0032】
【表1】

【0033】
【表2】
【0034】
【表3】
【0035】
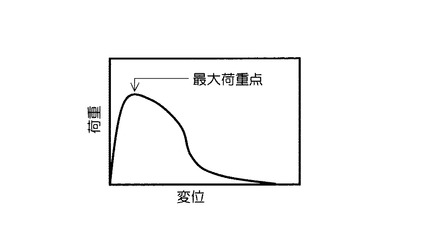
溶接終了後、JIS-Z-3112、4号によるシャルピー衝撃試験片にて、-196℃の温度にて、計装化シャルピー衝撃試験(JT TOHSI INC.製 300J計装化シャルピー衝撃試験機 型式:CAI−300D を使用)を行い、それぞれ試験片の極低温特性を評価した。なお計装化シャルピー衝撃試験を実施すると、図2に示すように衝撃刃により試験片に与えられる荷重と衝撃刃が試験片に接触した後の変位との関係を表す荷重-変位曲線を得ることができる。この試験法により通常に得られる吸収エネルギーだけでなく、荷重-変位曲線により最大荷重(曲線のピークにおける荷重の値)を測定した。この最大荷重は衝撃試験開始(荷重-変位がいずれも0の点)から衝撃試験時の亀裂発生に必要な荷重に相当しており、この値が大きいほど、亀裂発生に必要な強度すなわち耐亀裂発生強度が高いことを意味している。
【0036】
また、評価に当たっては、吸収エネルギー(vE-196)については、溶接条件A、Bのいずれにおいても100Jを基準値とし、耐亀裂発生強度(最大荷重)については25000Nを基準値とした。
【0037】
これらの試験結果を、表4に示した。同表4においては、衝撃試験結果の欄に、吸収エネルギー(vE-196)と耐亀裂発生強度(最大荷重)の測定値を記すとともにこれらの値が上記基準値以上の場合は○印を、基準値未満の場合は×印をそれぞれその測定値の数字の右端に付した。そして評価の欄に、各溶接条件A、B毎に吸収エネルギーと耐亀裂発生強度とがともに上記基準値以上の場合は合格として○印を、基準値未満の場合は不合格として×印を記入した。さらに、総合評価の欄に、溶接条件A、Bのいずれにおいても吸収エネルギーと耐亀裂発生強度とがともに上記基準値以上の測定値であった場合にはこれに相当する溶接ワイヤーは最終的に合格として○印を、また、溶接条件A、Bの双方あるいはいずれか一方おいて上記基準値に満たない測定値であった場合にはこれに相当する溶接ワイヤーは最終的に不合格として×印を記入した。
【0038】
【表4】
【0039】
この表4の結果より、以下のように考察することができる。
表4の試験No.11〜14、19、20は溶接ワイヤの化学成分が本発明の範囲を満足している実施例であり、溶接条件A、Bいずれの場合においても、vE-196は基準値とした100Jを越え十分な低温靭性を示すとともに、衝撃試験時の最大荷重も基準値とした25000Nを大幅に越え高い耐亀裂発生強度(亀裂抑制強度)を有していることがわかる。従って、これらの試験Noに相当するワイヤNo.6、7及び10は全て最終的にその総合評価として合格となった。なお、ワイヤNo.6及び10は本発明の請求項1に、またワイヤNo.7は本発明の請求項2に対応する実施例である。
【0040】
一方、表4の試験No.1〜10及びNo.15〜18は、いずれも溶接ワイヤの化学成分が本発明の範囲を満足しない比較例で、これら試験Noに相当するワイヤNo.1〜5及び8〜9については最終的な総合評価としていずれも不合格となったものであり、それぞれ次のような問題がある。すなわち、試験No.1及び2に関しては、REMが含有されていないために、低温靭性は基準値を超えており十分な特性を有するものの、耐亀裂発生強度は基準値を下回っていることが判明する。また、試験No.3及び4に関しては、Tiは含有されているもののREMが含有されていないため、No.1、2と同様に低温靭性は十分であるが、耐亀裂発生強度が基準値に達していない。試験No.5及び6に関しては、No.3,4と同様にTiは含有されているもののREMが含有されていない例であるがTiが0.03%程度含有されているので、溶接条件A(試験No.5)においては低温靭性、耐亀裂発生強度ともに本発明の基準に達している。しかし、これらは溶接条件B(試験No.6)において耐亀裂発生強度は基準値以上であるが、低温靭性が基準値に達していなことが分かり、従ってこれらの試験Noに相当するワイヤNo.3は総合評価として不合格とされている。試験No.7及び8はチタンが多量に含まれているために低温靭性、耐亀裂発生強度のいずれについても基準値を下回っていることが分かる。また、試験No.9及び10はREMの含有量が本発明の範囲の下限より少ないために低温靭性は基準値以上であるが耐亀裂発生強度が基準値よりも低い結果となっている。さらに、試験No.15〜18はREMの含有量が過剰の場合で、低温靭性、耐亀裂発生強度がともに基準値を下回っていることが知れる。
【0041】
以上の実施例からも実証されるように、本発明にかかる共金系溶接ソリッドワイヤを極低温用鋼の溶接に適用することにより、溶接後の溶接継手に対して-196℃の極低温下においても十分な低温靭性を有し、かつ耐亀裂発生強度の高い優れた極低温特性を付与することができ、本発明による有利な効果が明白である。
【図面の簡単な説明】
【0042】
【図1】実施例の溶接開先形状と溶接金属の多層盛の状態を示す模式図。
【図2】計装化シャルピー衝撃試験によって得られ荷重-変位曲線を示す模式図。
【技術分野】
【0001】
本発明は9%ニッケル鋼を始めとする極低温用鋼の溶接に適した鉄基の溶接用ソリッドワイヤおよびその溶接金属に関するものであり、さらに詳しくは極低温用鋼を対象として溶接した際の極低温特性に優れた溶接継手部を形成する極低温用鋼溶接用共金系ソリッドワイヤおよびその溶接金属に関するものである。
【背景技術】
【0002】
周知のごとく、9%ニッケル鋼は-196℃以下までの極低温下で使用される高張力鋼であり、高い耐力と卓越した低温靭性を有するものであり、極低温用鋼としてLNGや液体窒素,液体酸素の等の貯蔵タンクあるいはその関連機器等に広く用いられている。このように同鋼は優れた極低温靭性を有しているが、この特長を活用するためには、当然ながらその溶接継手部においても同程度の極低温特性が要求される。
【0003】
こうした背景から極低温用鋼の溶接技術についてもこれまで種々の検討が加えられているが、経済性と極低温特性の両者を満足しようとする立場からは不十分な面が多い。例えば、極低温用鋼に類似した成分の溶接ワイヤ(所謂共金系ワイヤ)を用いてこれを溶接すれば、極低温特性の優れた溶接継手が得られるものと考えられるものの、現状の溶接法では、溶接ままでは安定した低温靭性は確保できず、さらに極低温鋼の溶接構造物は溶接終了後に靭性を回復させる熱処理が極めて困難な事情から実用的ではない。
【0004】
このため、極低温用鋼の溶接に際しては主に高ニッケル合金溶接ワイヤが多く使用されてきた。しかし高ニッケル合金溶接ワイヤを用いた溶接継手は、溶接ままでも-196℃で優れた靭性を示すものの、引張強さ、特に0.2%耐力は9%ニッケル鋼(母材)に比べて極めて低い。その結果70kg/mm2級高張力鋼として9%ニッケル鋼を使用するにも拘わらず、溶接継手部の強度が低いために設計応力もこれに応じて下げざるを得ず、その強度の確保するためには溶接構造物全体の板厚を増大させなければならない不利を生じる。
【0005】
従って、高ニッケル合金溶接ワイヤを使用する限り、9%ニッケル鋼の高い強度が十分に活かされず、溶接構造物の板厚増加、高価な高ニッケル合金溶接ワイヤの消費量増大という二重の経済的負担を余儀なくされている状況にある。しかも、高ニッケル合金による溶接では、高温割れの問題がつきまとう他、母材である9%ニッケル鋼とは成分が大きく異なるために熱膨張係数差による熱疲労の問題なども出てくる。
【0006】
以上のような理由から、9%ニッケル鋼は極低温用鋼として卓越した性能を具備しているにも拘わらず、その適用範囲は著しく制限されているのが実情である。
【0007】
先の9%ニッケル鋼母材と類似成分の共金系溶接ワイヤを用いた溶接技術ついては、従来より溶接継手部の極低温特性を高めるための研究も実施されており、例えば特許文献1などにおいてこの共金系溶接ワイヤの化学成分に着目し、特に溶接ワイヤ中のニッケル,マンガン,硼素,酸素などの含有量を適正範囲に調整、制限することによりこれを改善する方法が開示されている。しかしこの方法ではJIS-Z-3111に準じたシャルピー衝撃試験による溶接継手部の低温靭性改善結果が報告されているものの、全体の吸収エネルギーのみでこれを評価しており、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みはなされておらず、従って、吸収エネルギーのみの評価においてはその基準を満たす十分な低温靭性が得られているが、更に後述するような現実の亀裂発生をも反映した耐亀裂発生強度(亀裂抑制強度)については未だ改善の余地がある。
【0008】
また、特許文献2などでは溶接施工を工夫して溶接継手部の低温靭性を改善する方法が提案されており、すなわち、多層盛り溶接した後に、最終層の溶接ビード表面を150℃以下まで冷却し、次いで前記最終層の溶接ビード表面を不活性ガスでシールドしつつ非消耗電極からのアークで再溶融させる方法が開示されている。この方法は開先の中央部(下層部)は上層部溶接時の熱サイクルによって適度の熱処理効果が得られるため下層部の低温靭性は高められるものの、最終層ではこの熱処理効果が期待できないことから、この最終層を再溶融させることによって熱処理を加えその低温靭性を向上させようとするものである。しかしこの方法は溶接施工において工数が増えるという問題とともに、あくまでも溶接継手部における最終溶接層のみの部分的な低温靭性の改善に止まるものであり、従って、溶接継手の特性を支配する溶接金属全体の低温靭性向上に対しては自ずと限界を有する問題がある。また、この方法においても、前記先行技術と同様に簡易的なシャルピー衝撃試験やCOD試験により低温靭性の改善効果のみを確認しているものであり、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みには未だ改善の余地がある。
【0009】
また、ニッケル含有鋼の低温靭性改善に関し、ニッケル含有鋼の共金溶接部の熱処理を短時間化する技術が特許文献3で提案されている。この特許文献3においては、炭化物形態の制御と溶接後の熱処理により低温靭性を確保している。このとき、その添加の理由は不明であるが、実施例においてREMを0.042%以上添加したワイヤが使用されている。この技術においても、前述した特許文献2と同様、溶接後の熱処理が必要とされるため工数の増加、ひいてはコストの増加を招く。またワイヤ成分に関する検討が不十分であるので、前記先行技術と同様に、実際の大型溶接構造物として安全性を確保するために必要な亀裂発生からの取組みには未だ改善の余地がある。
【特許文献1】特開昭54-76452号公報
【特許文献2】特開昭53-118241号公報
【特許文献3】特開昭61-15925号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明者らは、上述した9%ニッケル鋼に代表される極低温用鋼の普及をさらに高める意味で、前述の通りコスト負担が少ないなどの実用面で有利な共金系溶接ワイヤを用いて極低温用鋼を溶接することを前提としてその溶接継手部の特性を極低温用鋼の母材と同程度にすぐれた極低温特性を付与することが可能な溶接技術の確立を目指してその開発に着手した。そして、この開発に当たっては、溶接継手部の極低温特性の評価に際して、先に指摘した共金系溶接ワイヤを用いた従来技術には開示されていない新規かつ有益な評価の観点を導入することにした。
【0011】
すなわち、これまで溶接継手部の安全性は簡易的なシャルピー衝撃試験やCTOD試験により行われることが多かったが、実際には溶接構造物に外力(荷重)が付加された際には、まず亀裂が発生し、その後に亀裂が伝播することとなるため、上記簡易的な試験法では亀裂の発生、伝播の実態を評価することは困難であった。そこで、本発明者らは外力付加時における亀裂発生の開始から終了までの特性を調査、確認することが実際の大型溶接構造物の極低温特性の評価において重要、不可欠との認識に立ち、具体的には荷重-変位曲線によりシャルピー衝撃試験時の亀裂発生と伝播過程の分離が可能な計装化シャルピー衝撃試験法に着目し、特にこの測定法によって把握できる耐亀裂発生強度の値をその評価要素として採用することにした。これにより、従来の簡易なシャルピー衝撃試験結果のみならず現実の大型脆性破壊強度に即したより精緻な極低温特性の評価が可能となるものである。
【0012】
本発明はこの様な観点のもとに研究、検討を重ねた結果、完成されたものであり、従来の前記問題を解消し、極低温鋼母材と同程度の低温靭性を確保することに加えて、高い耐亀裂発生強度を有するという優れた極低温特性を溶接継手部に付与させることができる共金系溶接ソリッドワイヤおよびその溶接金属を提供することを課題としてなされたものである。
【課題を解決するための手段】
【0013】
本発明は上記課題を解決するために、以下の手段を特徴とするものである。
(1)質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMを0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ(請求項1)。
(2)上記(1)に記載の溶接用ソリッドワイヤに、更に、チタンを0.10%以下(0%を含まない)含有する溶接用ソリッドワイヤ。(請求項2)
(3)上記(1)または(2)に記載の溶接用ソリッドワイヤを用いて形成されたことを特徴とする溶接金属(請求項3)。
【発明の効果】
【0014】
本発明によれば、9%ニッケル鋼に代表される極低温用鋼を溶接した際にその母材と略同等の極低温特性の溶接継手部を形成することができる共金系溶接ソリッドワイヤを提供することが可能となる。特に本発明の溶接ソリッドワイヤにより、シャルピー衝撃試験による吸収エネルギーの高い十分な低温靭性を保持することに加え、特に計装化シャルピー衝撃試験法による耐亀裂発生強度の測定値において非常に高いレベルを有する溶接継手部を得ることができ、実際の大型溶接構造物の脆性破壊現象に即した優れた極低温特性を備えた溶接継手部を形成させることができる。
【0015】
そして、本発明のかかる共金系溶接ソリッドワイヤの使用により、高合金系ワイヤに比べてワイヤ自身のコスト低下のみならず、溶接継手の強度不足に伴う母材鋼の板厚増加に起因する大きな経済的な負担を一掃することができるとともに同溶接継手部の耐熱割れ性の低下や熱膨張係数の違いによる熱疲労特性の劣化等の品質上の問題も解消することができるため、極低温用鋼で構成される溶接構造物の製作が容易に促進されこととなり、ひいては卓越した特性を具備する極低温用鋼の各種用途への普及を著しく拡大することが可能となる。
【発明を実施するための最良の形態】
【0016】
本発明は前記課題を達成すべく共金系溶接ソリッドワイヤの主として化学成分について検討を進めたところ、先の特許文献1に開示されたニッケル、マンガンを基本成分として採用し、かつ適正量のREM(希土類元素)を含有させることにより、低温靭性と耐亀裂発生強度の両特性に優れた溶接継手が得られることを知見するに到った。以下、本発明の溶接ソリッドワイヤの化学成分について詳述する。なお、以下に言及、規定する化学成分以外の残部は鉄並びに不可避的不純物である。
【0017】
1.炭素:0.10質量%以下(0%を含まない)
炭素は少量でも引張強さを高める上で有効であるが、多量に含まれると低温靭性を著しく低下させるためその上限を0.10%とする。
【0018】
2.珪素:0.15質量%以下(0%を含まない)
珪素は溶接作業性の向上に有効に作用するものの、低温靭性を悪化させかつ高温割れ感受性を著しく高めるのでその上限を0.15%とする。
【0019】
3.ニッケル:8.0〜15.0質量%
ニッケルは本発明ワイヤの使用対象となる極低温用鋼(高ニッケル鋼)と同様に低温靭性を確保する上で重要な成分であり、ニッケルが8.0%未満では溶接継手に対して十分な低温靭性を付与することができない。一方ニッケルが15.0%を越えると、溶接継手の機械的強度が高くなりすぎて延性が極端に低下し、更には不安定な残留オーステナイト生じることで極低温下ではマルテンサイトに変態して低温靭性の低下を招くので好ましくない。従って、ニッケルの含有量は8.0〜15.0%とする。
【0020】
4.マンガン:0.10〜0.80質量%
マンガンは溶接作業性を改善するとともに脱酸剤あるいは硫黄捕捉剤として卓越した効果を発揮するため、本発明においてやはり重要な基本成分となる。マンガンが0.10%未満では溶接作業性が著しく低下する問題が生じ、一方0.80%を越えると安定な残留オーステナイトが生じやすくなり、上記ニッケルと同様に低温靭性が損なわれる。従って、マンガンの含有量は0.10%〜0.80%とする。また、好ましい含有量は0.10%〜0.50%である。
【0021】
5.酸素:150ppm以下(0%を含む)
酸素は後述するREMやチタンを含有させて本発明が意図する酸化物を形成するのに必須となるが、過剰に溶接金属中に含まれると個数密度の増大や凝集・合体による粗大化をもたらすことになるため、溶接金属中の酸素量は少ない方が望ましく100ppm以下に抑制することが望ましい。そのためには、溶接中に前記マンガンや上記REMやチタンなどの脱酸剤元素による脱酸を考慮しても、溶接ワイヤ中に含まれる酸素量は150ppm以下となるように管理すべきである。従って、酸素量はその上限を150ppmとする。
【0022】
6.REM:0.005〜0.040質量%
本発明においてREMは重要かつ特徴的な成分として位置付けられものである。通常、多くの酸化物は結晶粒界等に析出し低温靭性を著しく損なうため、溶接金属中に多数の大きい酸化物を形成することは好ましくない。しかし溶接金属中に含まれる微量の酸素と反応して生成する酸化物が微細であれば、こうした酸化物は破壊起点として作用せず、むしろ溶接凝固過程や凝固後の結晶粒成長を抑制するピン止め粒子として機能するため、溶接金属全体の強度や靭性を高めるのに有効に作用する。本発明ではこの微細な酸化物を適量分散させることにより、溶接継手部の極低温特性を向上させる上で有益な酸化物の生成元素が存在するのではないかと考え、検討、調査した結果、REMが最適であることを確認し、REMをワイヤー中に積極的に添加、含有させることにした。なお、REMの酸化物が他の酸化物と異なり、微細なまま分散した状態で維持されるは、溶融鉄合金との濡れ性が悪い性質を持っているため、これらの酸化物が液相中に生成しても凝集しずらく、従って、それ以上の大きな酸化物には成長しないことによると思われる。また、REMとは希土類元素(Rare Earth Metal)のことであり、周期律表のLaからLuまでの元素を総称するものである。本発明においては、これら元素はいずれも同等の効果を発揮するので、REMの中から適宜元素を選択して、1種あるいは複数の元素を添加すればよい。
【0023】
これらREMを含有させることにより極低温特性を高めることができるが、後述する実施例から明なようにその含有量を適正範囲に維持する必要がある。REMについては0.005%未満の含有量では、溶接継手部の低温靭性には問題がないものの、本発明が注目する特性である溶接継手部の耐亀裂発生強度が不足し、目的とする極低温特性を十分確保することができない。一方、REMが過剰に含有される場合、すなわち0.040%を越える含有量では低温靭性と耐亀裂発生強度ともに劣化して、やはり.目的とする極低温特性を十分に得られなくなる。従って、REMについてはその含有量を0.005〜0.040%とする。
【0024】
また、溶接継手の低温靭性並びに耐亀裂発生強度の両特性をより有効に高めた状態に維持するためには、REMの含有量を0.01%以上が好ましく、0.035%以下にすることが好ましい。更に好ましい上限は0.030%である。
【0025】
なお、上記REMに加え、チタンを同時に含有させることも有効である。チタンも上述のREMほど顕著な効果では無いが、同様な効果を発揮する元素であり、REMと同時に含有させることで耐亀裂発生強度を更に向上させることができる。この場合、チタンの含有量は0.10%以下とすることが好ましい。0.10%を超える量添加すると、仮にREMの量が適正であっても、低温靭性と耐亀裂発生強度ともに劣化する様になるからである。また、チタンの添加効果を十分に発揮させるためには0.02%以上、好ましくは0.03%以上含有させることが望まれる。
【0026】
7.その他の成分その他の成分として、アルミニウムを0.1質量%以下(0%を含まない)含有させることができる。アルミニウムは脱酸剤として機能し、ブローホール等の溶接欠陥の防止に有効に作用するため、含有させることが好ましいが、過剰に含有させると耐割れ性を著しく損なうことになる。従って、アルミニウム含有させる場合には上限を0.1%とする。
【0027】
また、さらに留意すべき成分として、硼素が挙げられ、0.003%以下ならこれを許容することができる。
【0028】
この硼素は前述のような成分の溶接ワイヤを使用する場合、極低温において優れた低温靭性を確保する上で極めて有害な不純物となる。すなわち硼素が0.003%を越えると高温割れ感受性が増大する他、焼入性が増加し低温靭性が急激に低下する。硼素以外の前記成分が如何に適正範囲に含まれていても、硼素含有量が上記条件を満足していない限り、高温割れと低温靭性の確保はできない。このため硼素含有量は実質的に零(測定限界以下)とするのが理想であるが、一般に硼素は、ワイヤ原料の主要物である電解鉄等の鉄系原料中に不純物として混入するものであり、この原料含み中の含有量は不純物の最も少ない電解鉄でさえ0.02%を越えることがあり、この様に多量の硼素が原料中に混入した場合、真空脱ガス法などの高清浄溶解法を採用したとしても硼素を完全に除去することは不可能である。従って、こうした事情から、硼素の上記悪影響を最小限とし、極低温特性を十分に維持すべく、硼素が含有する場合はその上限を0.003%とすることが好ましい。
以上に言及、規定した化学成分以外の残部は、前述したとおり、鉄並びに不可避的不純物であるが、不可避的不純物としては、たとえばP、Sなどが挙げられる。
【0029】
ところで、本発明にかかる共金系溶接ワイヤを用いた極低温用鋼の溶接法としては、溶接後にその継手部に形成される溶接金属中の酸素量を100ppm以下に保持する必要性から、これに適した溶接方法,例えばTIG溶接法やシールドガスとして不活性ガスをメインとしたMIG溶接方法(プラズマMIG溶接法や同軸複層ワイヤプロセスなど)を採用することが望ましい。
【0030】
また、本発明の共金系溶接ワイヤを使用して溶接される極低温用鋼としては、先に例示した9%ニッケル鋼に限らず、5.5%ニッケル鋼や3.5%ニッケル鋼のごとくニッケルを3.5〜9.5%含むニッケル鋼を始めとして種々の極低温用鋼が同効に適用できるものである。
【実施例】
【0031】
表1に示す化学成分(0=酸素以外は質量% 残部:鉄)の9%ニッケル鋼母材(板厚:16mm)を用い、図1に示す形状の開先加工を施した。次いで表2に示す化学成分(0=酸素以外は質量% 残部:鉄及び不可避的不純物)の溶接ワイヤを用いて、表3に示す2条件でTIG溶接を行った。なお、溶接は自動アーク制御装置付きの全自動TIG溶接装置を用い、溶接姿勢は下向きで行った。
【0032】
【表1】
【0033】
【表2】
【0034】
【表3】
【0035】
溶接終了後、JIS-Z-3112、4号によるシャルピー衝撃試験片にて、-196℃の温度にて、計装化シャルピー衝撃試験(JT TOHSI INC.製 300J計装化シャルピー衝撃試験機 型式:CAI−300D を使用)を行い、それぞれ試験片の極低温特性を評価した。なお計装化シャルピー衝撃試験を実施すると、図2に示すように衝撃刃により試験片に与えられる荷重と衝撃刃が試験片に接触した後の変位との関係を表す荷重-変位曲線を得ることができる。この試験法により通常に得られる吸収エネルギーだけでなく、荷重-変位曲線により最大荷重(曲線のピークにおける荷重の値)を測定した。この最大荷重は衝撃試験開始(荷重-変位がいずれも0の点)から衝撃試験時の亀裂発生に必要な荷重に相当しており、この値が大きいほど、亀裂発生に必要な強度すなわち耐亀裂発生強度が高いことを意味している。
【0036】
また、評価に当たっては、吸収エネルギー(vE-196)については、溶接条件A、Bのいずれにおいても100Jを基準値とし、耐亀裂発生強度(最大荷重)については25000Nを基準値とした。
【0037】
これらの試験結果を、表4に示した。同表4においては、衝撃試験結果の欄に、吸収エネルギー(vE-196)と耐亀裂発生強度(最大荷重)の測定値を記すとともにこれらの値が上記基準値以上の場合は○印を、基準値未満の場合は×印をそれぞれその測定値の数字の右端に付した。そして評価の欄に、各溶接条件A、B毎に吸収エネルギーと耐亀裂発生強度とがともに上記基準値以上の場合は合格として○印を、基準値未満の場合は不合格として×印を記入した。さらに、総合評価の欄に、溶接条件A、Bのいずれにおいても吸収エネルギーと耐亀裂発生強度とがともに上記基準値以上の測定値であった場合にはこれに相当する溶接ワイヤーは最終的に合格として○印を、また、溶接条件A、Bの双方あるいはいずれか一方おいて上記基準値に満たない測定値であった場合にはこれに相当する溶接ワイヤーは最終的に不合格として×印を記入した。
【0038】
【表4】
【0039】
この表4の結果より、以下のように考察することができる。
表4の試験No.11〜14、19、20は溶接ワイヤの化学成分が本発明の範囲を満足している実施例であり、溶接条件A、Bいずれの場合においても、vE-196は基準値とした100Jを越え十分な低温靭性を示すとともに、衝撃試験時の最大荷重も基準値とした25000Nを大幅に越え高い耐亀裂発生強度(亀裂抑制強度)を有していることがわかる。従って、これらの試験Noに相当するワイヤNo.6、7及び10は全て最終的にその総合評価として合格となった。なお、ワイヤNo.6及び10は本発明の請求項1に、またワイヤNo.7は本発明の請求項2に対応する実施例である。
【0040】
一方、表4の試験No.1〜10及びNo.15〜18は、いずれも溶接ワイヤの化学成分が本発明の範囲を満足しない比較例で、これら試験Noに相当するワイヤNo.1〜5及び8〜9については最終的な総合評価としていずれも不合格となったものであり、それぞれ次のような問題がある。すなわち、試験No.1及び2に関しては、REMが含有されていないために、低温靭性は基準値を超えており十分な特性を有するものの、耐亀裂発生強度は基準値を下回っていることが判明する。また、試験No.3及び4に関しては、Tiは含有されているもののREMが含有されていないため、No.1、2と同様に低温靭性は十分であるが、耐亀裂発生強度が基準値に達していない。試験No.5及び6に関しては、No.3,4と同様にTiは含有されているもののREMが含有されていない例であるがTiが0.03%程度含有されているので、溶接条件A(試験No.5)においては低温靭性、耐亀裂発生強度ともに本発明の基準に達している。しかし、これらは溶接条件B(試験No.6)において耐亀裂発生強度は基準値以上であるが、低温靭性が基準値に達していなことが分かり、従ってこれらの試験Noに相当するワイヤNo.3は総合評価として不合格とされている。試験No.7及び8はチタンが多量に含まれているために低温靭性、耐亀裂発生強度のいずれについても基準値を下回っていることが分かる。また、試験No.9及び10はREMの含有量が本発明の範囲の下限より少ないために低温靭性は基準値以上であるが耐亀裂発生強度が基準値よりも低い結果となっている。さらに、試験No.15〜18はREMの含有量が過剰の場合で、低温靭性、耐亀裂発生強度がともに基準値を下回っていることが知れる。
【0041】
以上の実施例からも実証されるように、本発明にかかる共金系溶接ソリッドワイヤを極低温用鋼の溶接に適用することにより、溶接後の溶接継手に対して-196℃の極低温下においても十分な低温靭性を有し、かつ耐亀裂発生強度の高い優れた極低温特性を付与することができ、本発明による有利な効果が明白である。
【図面の簡単な説明】
【0042】
【図1】実施例の溶接開先形状と溶接金属の多層盛の状態を示す模式図。
【図2】計装化シャルピー衝撃試験によって得られ荷重-変位曲線を示す模式図。
【特許請求の範囲】
【請求項1】
質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMを0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
【請求項2】
更に、チタンを0.10%以下(0%を含まない)含有するものである請求項1に記載の溶接用ソリッドワイヤ。
【請求項3】
請求項1または2に記載の溶接用ソリッドワイヤを用いて形成された溶接金属。
【請求項1】
質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMを0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
【請求項2】
更に、チタンを0.10%以下(0%を含まない)含有するものである請求項1に記載の溶接用ソリッドワイヤ。
【請求項3】
請求項1または2に記載の溶接用ソリッドワイヤを用いて形成された溶接金属。
【図1】

【図2】
【図2】
【公開番号】特開2009−101414(P2009−101414A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2008−241197(P2008−241197)
【出願日】平成20年9月19日(2008.9.19)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成20年9月19日(2008.9.19)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]