
溶接用裏当て材及び突合せ溶接方法
【課題】溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法の提供を目的とする。
【解決手段】異形鉄筋100を突合せ溶接する際に用いる溶接用裏当て材1であって、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した。
【解決手段】異形鉄筋100を突合せ溶接する際に用いる溶接用裏当て材1であって、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば、異形鉄筋などの棒鋼を突合せ溶接する際に、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置して用いる溶接用裏当て材及び突合せ溶接方法に関する。
【背景技術】
【0002】
異形鉄筋等の棒鋼を継ぐ場合、開先間隔を隔てて配置し、開先箇所を溶接する突合せ溶接等の溶接による接続方法、継手治具を用いて継ぐ機械継手方法、或いは加熱して溶融し、軸方向に端部同士を圧着させる圧接による接続方法が用いられている。
【0003】
しかし、継手治具を用いて継ぐ機械継手方法では、継手治具が大きくなるとともに、継手治具という別部材を必要とするため、重量の増加やコスト増加という問題を有している。
【0004】
また、圧接による接続の場合、少なくとも一方の棒鋼の端部を他方の棒鋼の端部に溶融された状態で押し当てて圧着させる必要があるため、両方の棒鋼が固定されている場合に、この圧接による接続方法を用いることはできなかった。
【0005】
これらに対し、溶接による接続の場合、簡単な設備で施工できるため、施工環境の悪い現場施工にも適しており、棒鋼の接続に多用されている。
このような溶接による接続においては、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を溶接によって埋めて接続するため、例えば特許文献1で提案されているような上記開先箇所を取り囲むように配置する溶接用裏当て材が用いられる。
【0006】
上記特許文献1の溶接用裏当て材を用いることにより、両方の棒鋼に接触させて両棒鋼をアースするための1〜2mmのオーバーラップ分を開先間隔より幅広に形成した流れ止め金物によって、該流れ止め金物でスパートさせ、アークによって溶融する溶接ワイヤが開先から漏れ出ることなく、確実に、棒鋼同士を突合せ溶接することができるとされている。
【0007】
しかし、上記特許文献1の溶接用裏当て材の場合、溶接完了後に放熱枠材を取り外すと溶接部位に流れ止め金物が残り、全溶接部位を対象とした溶接完了時の目視検査で溶接完了状況が確認できないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−333594号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこでこの発明は、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明は、棒鋼を突合せ溶接する際に用いる溶接用裏当て材であって、所定の開先間隔を隔てて突合せした前記棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とを備え、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成したことを特徴とする。
【0011】
上記棒鋼は、異形鉄筋、丸鋼、或いは鋼製レール等の長尺状の棒鋼とすることができる。
上記セラミックは、金属酸化物を高温で熱処理して焼き固めた物質であり、いわゆるセラミック以外にも、陶磁器、ガラス、セメント、石膏或いはファインセラミックスとすることができる。
【0012】
上記構成により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接することができる。
詳しくは、薄鋼板を、突合せ溶接する棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、開先に対して平行な平行部分とで一体構成したことにより、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースして同電位に保つことができる。
【0013】
また、開先に対して平行な平行部分における突合せ方向の幅を、開先間隔と略同一に形成したことにより、開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できる。したがって、突合せ方向部分により両方の棒鋼及び薄鋼板をアースして同電位に保ちながら、平行部分により開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できるため、確実に開先箇所を溶接することができる。
【0014】
さらにまた、薄鋼板を溶接熱で溶け込む溶込厚さで構成したため、溶接熱により薄鋼板の平行部分が溶けて消失する。したがって、溶接完了後にセラミック製の本体を割って取り外すと溶接部位が露出するため、容易に溶接部位を目視検査することができる。また、溶接熱によって薄鋼板の平行部分が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。
【0015】
また、薄鋼板を、略U字形状のセラミック製の本体の内周面に設置したことにより、溶込厚さで構成された薄鋼板においても、スパートに対して十分な導電性を確保することができる。具体的には、例えば、溶接用裏当て材として薄鋼板のみで構成した場合、スパートさせる溶接ワイヤ等の溶接材の接触に対して、溶込厚さで構成された薄鋼板が変形するため十分な接触圧を確保できずに、スパートに対する十分な導電性を確保することができない。しかし、溶込厚さで構成された薄鋼板を略U字形状のセラミック製の本体の内周面に設置したことにより、スパートさせる溶接ワイヤ等の溶接材の接触に対して薄鋼板が変形せず十分な接触圧を確保でき、スパートに対する十分な導電性を確保することができる。したがって、棒鋼を確実に溶接することができる。
【0016】
また、十分な導電性が確保できない場合、両棒鋼及び薄鋼板と溶接ワイヤ等の溶接材との間で十分なアークを発生させることができないため、溶接温度が低下し、溶接部位における不具合が生じる。しかし、上述したように、両方の棒鋼及び薄鋼板の導電性を確保できるため、確実に開先箇所を溶接することができる。
【0017】
この発明の態様として、前記薄鋼板を、該本体の内周面に貼付することができる。
これにより、溶込厚さで構成された薄鋼板を本体内周面から内面方向に板厚分突出させて、確実に棒鋼を突合せ溶接することができる。詳しくは、本体の内周面から薄鋼板が内面側に板厚分突出するため、突合せ方向部分が両方の棒鋼に対して確実に接触するとともに、平行部分により開先箇所を覆うことができる。したがって、両棒鋼と同電位に保たれた薄鋼板によって溶接ワイヤ等の溶接材をスパートさせて、確実に開先箇所を溶接することができる。
【0018】
また、例えば、本体内周面に薄鋼板を装着する装着溝を形成した場合、当該装着溝の部分における本体の厚みが薄くなり、溶接熱で本体が割れるおそれがあるが、上記構成のように、薄鋼板を本体内周面に貼付することで本体における強度的弱点を形成せず、溶接時における確実な強度を確保して溶接することができる。
【0019】
また、この発明の態様として、前記平行部分を、前記略U字形状の曲部分の内周面において90度以上180度以下の範囲に設けることができる。
これにより、薄鋼板の平行部分で、溶接用裏当て材側の開先箇所を塞いで確実に突合せ溶接することができる。
【0020】
詳しくは、薄鋼板の平行部分を略U字形状の曲部分の内周面における90度以下とした場合、開先箇所を塞ぐ範囲が少なく、施工性の悪い狭い開先間隔内で、運棒(溶接ワイヤ等の溶接材が開先間隔内を平行に移動させる溶接トーチや溶接ホルダの動き)による溶接ワイヤ等の溶接材の移動範囲が制限され、溶接にムラ等の不具合が生じやすくなる。
【0021】
逆に、薄鋼板の平行部分を略U字形状の曲部分の内周面における180度以上とした場合、平行部分は棒鋼から離れて略U字形状の直線部分まで達することとなる。これにより、平行部分の端部付近は開先箇所と離れるため、開先部分の溶接時の溶接熱によって消失せず、バリとして残ることとなる。したがって、薄鋼板の平行部分を略U字形状の曲部分の内周面における90度以上180度以下としたことにより、溶接完了後に平行部分がバリとして残ることなく、ムラ等の不具合のない溶接を確実に行うことができる。
【0022】
また、この発明の態様として、前記棒鋼を、突合せ方向に略等間隔に配置された節を外表面に有する異形鉄筋で構成し、前記突合せ方向部分を、前記突合せ方向に隣り合う前記節同士の節間隔の2倍以上の長さで構成することができる。
【0023】
上記構成により、突合せ方向部分を異形棒鋼の節に接触させて、確実に導通させて溶接することができる。
詳しくは、棒鋼を異形鉄筋で構成した場合、異形鉄筋の外周面には突合せ方向に等間隔で節が形成されている。しかし、薄鋼板の突合せ方向部分を突合せ方向に隣り合う節同士の節間隔の2倍以上の長さで構成することによって、突合せ方向部分を節に確実に接触させることができる。したがって、両異形鉄筋と薄鋼板とを導通させて同電位に保つことができ、薄鋼板で溶接ワイヤ等の溶接材をスパートさせて確実に突合せ溶接することができる。
【0024】
また、この発明の態様として、前記薄鋼板に、クロム材が含有するクロム含有薄鋼板で構成することができる。
これにより、クロム材が溶接部位に溶け込むため、溶接部位の強度を増加させることができるため、溶接強度を向上することができる。
【0025】
また、この発明は、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とで構成し、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した溶接用裏当て材を、前記開先箇所に前記平行部分を合せるとともに、前記突合せ方向部分を突合せ溶接する前記棒鋼のそれぞれに接触させて固定し、突合せ溶接する前記棒鋼のうち一方をアース接続し、前記薄鋼板で溶接材をアークさせて溶接する突合せ溶接方法であることを特徴とする。
【0026】
上記方法により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接することができる。
詳しくは、薄鋼板を、突合せ溶接する棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、開先に対して平行な平行部分とで一体構成したことにより、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースして同電位に保つことができる。
【0027】
また、開先に対して平行な平行部分における突合せ方向の幅を、開先間隔と略同一に形成したことにより、開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できる。したがって、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースさせて同電位に保ちながら、平行部分により開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できるため、確実に開先箇所を溶接することができる。
【0028】
さらにまた、薄鋼板を溶接熱で溶け込む溶込厚さで構成したため、溶接熱で薄鋼板の平行部分が溶けて消失する。したがって、溶接完了後にセラミック製の本体を割って取り外すと、溶接部位が露出するため、容易に溶接部位を目視検査することができる。また、溶接熱によって薄鋼板の平行部分が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。
【0029】
また、薄鋼板を、略U字形状のセラミック製の本体の内周面に設置したことにより、溶込厚さで構成された薄鋼板においても、スパートに対して十分な導電性を確保することができる。したがって、確実に開先箇所を溶接することができる。
なお、上記溶接材は、半自動式溶接の溶接トーチから送り出してアーク溶接する溶接ワイヤや、溶接ホルダに装着してアーク溶接する溶接棒とすることができる。
【発明の効果】
【0030】
本発明により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法を提供することができる。
【図面の簡単な説明】
【0031】
【図1】溶接用裏当て材の斜視図。
【図2】溶接用裏当て材についての説明図。
【図3】溶接用裏当て材の組付けについて説明する斜視図。
【図4】溶接用裏当て材を設置した状態の斜視図。
【図5】溶接用裏当て材を設置した状態の正面図。
【図6】溶接用裏当て材を設置した状態の中央縦断図。
【図7】突合せ溶接状態の中央縦断図。
【図8】突合せ溶接状態についての説明図。
【図9】突合せ溶接完了状態の斜視図。
【図10】別の実施形態の溶接用裏当て材についての説明図。
【図11】別の実施形態の溶接用裏当て材についての説明図。
【図12】別の実施形態の溶接用裏当て材についての説明図。
【発明を実施するための形態】
【0032】
この発明の一実施形態を、以下図面を用いて説明する。
溶接用裏当て材1の斜視図を示す図1と、溶接用裏当て材1についての説明図を示す図2と、溶接用裏当て材1の組付けについて説明する斜視図を示す図3と、溶接用裏当て材を設置した状態の斜視図を示す図4と、溶接用裏当て材1を設置した状態の正面図を示す図5と、溶接用裏当て材1を設置した状態の中央縦断図を示す図6とともに溶接用裏当て材1について説明する。
【0033】
なお、図2(a)は溶接用裏当て材1の平面図を示し、図2(b)は溶接用裏当て材1の正面図を示し、図2(c)は溶接用裏当て材1の幅方向中央付近の縦断面図を示している。また、図4,5において、異形鉄筋100と溶接用裏当て材1との位置関係を明確にするため、異形鉄筋100を透過状態として点線で示している。
【0034】
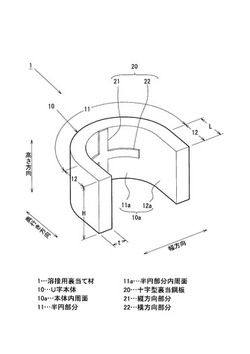
溶接用裏当て材1は、平面視略U字形状のU字本体10と、該U字本体10の本体内周面10aに貼り付けた十字型裏当鋼板20とで構成している。
U字本体10は、耐熱性の高いセラミック製からなり、幅方向の中央の半円部分11と、幅方向の両側に配置した奥行き方向の直線部分12とで、平面視略U字型に構成している。
【0035】
より詳述すると、D25mm〜D32mmの異形鉄筋100の突合せ溶接に用いる溶接用裏当て材1のU字本体10は、半円部分内周面11aが直径D35mm程度の半円形状に形成した半円部分11と、奥行き長さLが20mm程度の直線部分12とで構成する平面視略U字型であり、厚みtを5mm程度及び高さHを30mm程度に形成している。なお、本実施例において半円部分11を半円形状に形成しているが、幅方向に長い半楕円形状で形成してもよい。
【0036】
十字型裏当鋼板20は、縦方向部分21と、横方向部分22とを交差させた正面視十字型であり、クロム材が含有する0.5mm厚のJIS SS50製の導電性薄鋼板からなっている。
【0037】
より詳しくは、高さLaが30mmで、幅waが10mm幅の縦方向部分21と、半円部分11の半円部分内周面11aの2/3程度の範囲に亘る横方向部分22とを交差させて一体構成している。なお、半円部分内周面11aの直径Dを35mmとした半円部分11の半円部分内周面11aの2/3程度の範囲に亘る横方向部分22の長さは、およそ35mm程度となる。
なお、D35mm〜D41mmの異形鉄筋100の突合せ溶接に用いる溶接用裏当て材1の場合、U字本体10は、半円部分11の半円部分内周面11aが直径D45mm程度となり、横方向部分22の長さは、およそ50mm程度となる。
【0038】
また、縦方向部分21の高さLaはU字本体10の高さHと一致するとともに、後述する異形鉄筋100における節103同士の節間隔s13mmの2倍より長く形成している。横方向部分22の幅wbは、後述する異形鉄筋100同士の開先A(ルートギャップともいう)の開先間隔Haよりわずかに狭い8mm弱程度に形成している。そして、十字型裏当鋼板20は、横方向部分22を縦方向部分21の高さ方向中央付近で交差させて正面視十字形状を構成している。
【0039】
このように構成したU字本体10と、十字型裏当鋼板20とを組み合わせて溶接用裏当て材1を構成している。詳しくは、図3に示すように、上記構成の十字型裏当鋼板20の横方向部分22を半円部分11の半円部分内周面11aに沿うように湾曲させて、図示省略する接着剤により半円部分11の半円部分内周面11aに十字型裏当鋼板20を接着固定する。なお、このとき使用する接着剤は、例えば、高温セラミック接着剤のような耐熱性の高い接着剤を用いるとよい。
【0040】
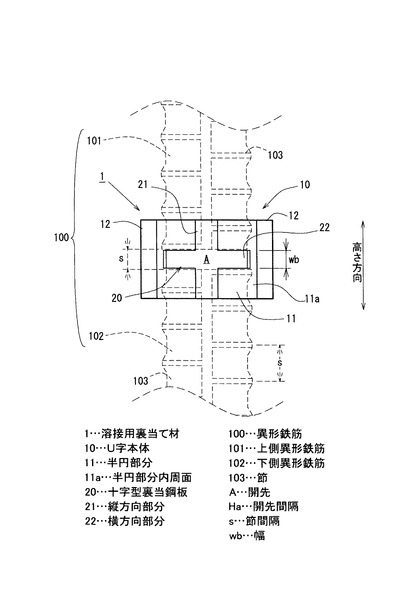
このようにして、U字本体10に十字型裏当鋼板20を接着固定して構成した溶接用裏当て材1は、図1や図2に示すように、縦方向部分21の上下端がU字本体10の上下縁と一致する態様で固定される。さらに、半円部分11の半円部分内周面11aに沿って接着された横方向部分22は、図2(a)に示すように、半円部分11の中心pに対して約120度の範囲に亘って設置される。また、図2(b)に示すように、横方向部分22は、半円部分11の半円部分内周面11aの高さ方向中央に固定される。
【0041】
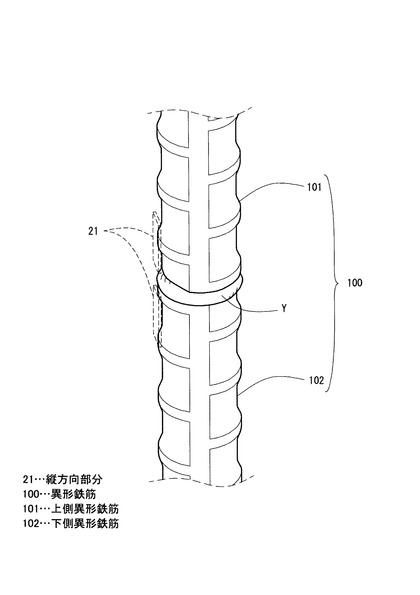
続いて、異形鉄筋100を高さ方向に継ぐ突合せ溶接に用いる状態における溶接用裏当て材1について説明する。
軸方向に等間隔に配置されるとともに、外周面のうち半面ずつ交互に配置された節103を有する異形鉄筋100を、突合せ方向である高さ方向に、軸方向を合わせて2本並べて継ぐ突合せ溶接の場合、上側に配置する上側異形鉄筋101の下端101aと、下側に配置する下側異形鉄筋102の上端102aとの間に開先間隔Haをおよそ8mmとした開先Aを設けて上側異形鉄筋101と下側異形鉄筋102とを配置して、図示省略する固定治具で固定する。なお、突合せ溶接において開先Aの開先間隔Haは5〜11mmに設定するよう規定されている。
【0042】
このように固定された上側異形鉄筋101と下側異形鉄筋102との間の開先Aに横方向部分22の高さ方向の位置を合わせて、且つ開先Aを取り囲むように溶接用裏当て材1を配置して、図示省略する固定治具で固定する(図4参照)。
【0043】
この固定により、節103同士の節間隔sの2倍より長く形成した縦方向部分21を、上側異形鉄筋101の下端付近の節103と、下側異形鉄筋102の上端付近の節103とにそれぞれ接触させることができる。
【0044】
詳しくは、縦方向部分21を節103同士の節間隔sの2倍より長く形成することで、縦方向部分21において横方向部分22から上下に突出する部分の長さが節間隔s以上となり、上側異形鉄筋101及び下側異形鉄筋102における節103のそれぞれと確実に接触させることができる。
【0045】
また、幅wbを開先Aの開先間隔Haよりわずかに狭く形成した横方向部分22により、上側異形鉄筋101の下端101aや下側異形鉄筋102の上端102aと接触させずに、開先Aの約2/3周面を覆うことができる。
【0046】
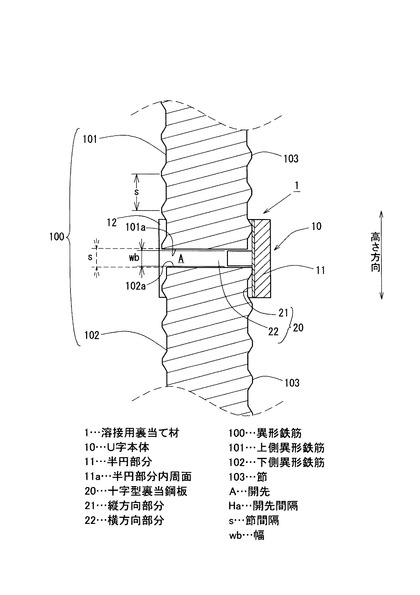
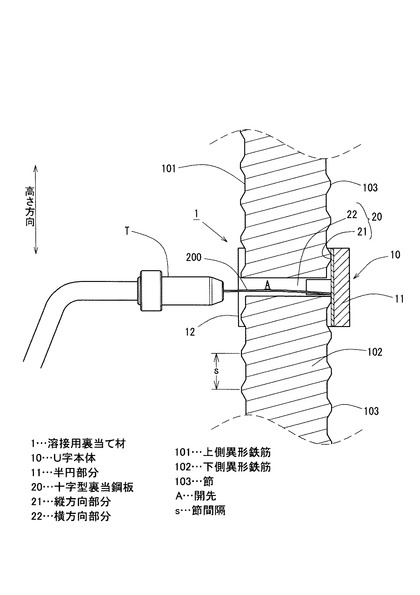
このような態様で溶接用裏当て材1が固定された異形鉄筋100の突合せ溶接について、図7及び図8とともに説明する。なお、図7は突合せ溶接状態の中央縦断図を示し、図8は突合せ溶接状態についての説明図を示している。さらに詳しくは、図8(a)は開先Aにおけるスパート位置について説明する平面図を示し、図8(b)は開先Aにおける溶接経路について説明する平面図を示している。
【0047】
なお、本実施例の突合せ溶接では、溶接トーチTから溶接ワイヤ200を送り出して、アーク溶接する半自動式溶接を用いて行う。この様な溶接方法をエンクローズ溶接という。
【0048】
まず、突合せ溶接を開始するにあたり、突合せ溶接する上側異形鉄筋101,下側異形鉄筋102のうち一方をアース接続するとともに、溶接用裏当て材1を上述したように固定する。なお、本実施例においては下側異形鉄筋102をアース接続している。
【0049】
そして、図7や図8(a)に示すように、溶接トーチTから繰り出した溶接ワイヤ200を開先Aに挿入し、開先Aの奥側の横方向部分22に接触させてスパートさせる。このとき、縦方向部分21によって上側異形鉄筋101と下側異形鉄筋102と接触している十字型裏当鋼板20は、アース接続された下側異形鉄筋102と導通しているため、確実にアークさせてスパートすることができる。なお、スパート位置は、溶接術者によるが開先Aの奥側の中心より少し脇に寄った位置であることが多い。
【0050】
このようにスパートした後は、溶接トーチTを矢印u方向に運棒させながら、図8(b)に示すように、溶接ワイヤ200を横方向部分22に沿わせてアークさせていき、アークによって溶融された溶接ワイヤ200により開先Aを埋めるようにしながら溶接する。詳しくは、溶接トーチTの矢印u方向の運棒によってウィービングする溶接ワイヤ200の先端は、下側異形鉄筋102の上端102a側と、上側異形鉄筋101の下端101a側とを繰り返しながら、図8(b)における矢印Rに示すように平面方向に移動させて、溶融された溶接ワイヤ200で開先Aを埋めて溶接する。
【0051】
このとき、横方向部分22が開先Aの約2/3周を覆うように設置しているため、狭隘な開先Aの作業性の悪い奥側において、溶接ワイヤ200を横方向部分22に沿わせながらアークさせることで確実に溶接することができる。また、横方向部分22が開先Aの約2/3周を覆うように設置しているため、アークによって溶融した溶接ワイヤ200が漏れ出ることを防止することができる。なお、このとき、十字型裏当鋼板20を溶接熱で溶け込む溶込厚さである0.5mmに構成しているため、溶接熱で縦方向部分21が溶けて消失する。
【0052】
したがって、突合せ溶接完了状態の斜視図である図9に示すように、溶接完了後にセラミック製であるU字本体10を割って取り外すと、溶融した溶接ワイヤ200が固まって形成される溶接部位Yの上下に縦方向部分21が残るが、溶接部位Yが露出するため、容易に目視検査することができる。
【0053】
なお、溶接熱によって十字型裏当鋼板20の横方向部分22が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。また、縦方向部分21は、溶接部位Yや異形鉄筋100と溶接されていないため、容易に撤去することができるため、その後の作業に支障したり、バリとして残ってその後の作業に危険を及ぼすことはない。
【0054】
また、十字型裏当鋼板20はクロム材が含有する導電性薄鋼板からなっているため、溶接部位Yにクロム材が溶け込み、溶接部位Yの強度を増加させることができる。これより、異形鉄筋100の溶接強度を向上することができる。
【0055】
次に、上述の構成で構成した溶接用裏当て材1による効果を確認するために行った効果確認試験の結果について説明する。
まずは、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験について、以下の表1とともに説明する。
【0056】
【表1】

上記表1中右側に示す「埋め込み」は、U字本体10の本体内周面10aに装着溝を形成し、その装着溝に十字型裏当鋼板20を嵌め込んで固定した場合の溶接状況を観察して評価したものである。これに対して、上記表1中左側に示す「内周面に貼付け」は、上述の溶接用裏当て材1のように半円部分11の半円部分内周面11aに十字型裏当鋼板20を接着剤で接着固定した場合の溶接状況を観察して評価したものである。また、表中に示す「突出厚」は十字型裏当鋼板20を固定した状態において本体内周面10aから内周側に突出する厚みを示している。
【0057】
上記表1に示す十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の結果から、十字型裏当鋼板20と異形鉄筋100とを接触させてアースさせ、十分なアークを得るためには適度な突出厚を確保する必要があることを確認した。
【0058】
また、十字型裏当鋼板20をU字本体10の本体内周面10aに埋め込んだ場合、良好なアークによる溶接熱がU字本体10に付与されるため、U字本体10を埋め込むための装着溝がU字本体10の強度的弱点となり、溶接途中にU字本体10が割れてしまうことを確認した。
【0059】
これに対し、十字型裏当鋼板20を本体内周面10aに接着固定した場合、U字本体10に強度的弱点がないため溶接中に割れることはないが、十字型裏当鋼板20の厚みを0.9mmにすると、十分にアークして良好な溶接状況を確保できるものの、溶接完了後、U字本体10を割って取り外すと、溶け込まなかった横方向部分22が溶接部位Yに残ることを確認した。
【0060】
このように、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の結果から、十字型裏当鋼板20はU字本体10の本体内周面10aに接着固定することがよいことを確認した。また、十字型裏当鋼板20の厚みとして、確実に溶接するとともに、溶接熱で溶け込む溶込厚さは0.3mm以上0.9mm未満の範囲が適していることを確認した。
【0061】
また、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の際に併せて、十字型裏当鋼板20をU字本体10に固定せず十字型裏当鋼板20だけを装着して溶接したが、十分なアークが確保できず、溶接できなかった。これは、スパートさせる溶接ワイヤ200の接触に対して、溶込厚さで形成された十字型裏当鋼板20が変形するため十分な接触圧を確保できずに、スパートに対する十分な導電性を確保することができないためである。
【0062】
次に、縦方向部分21の形状についての効果確認試験について、以下の表2とともに説明する。
【0063】
【表2】
表2からは、縦方向部分21は、幅waによらず、高さLaが所定長さ以上であると良好な溶接状態を確保できることを確認した。なお、高さLaの所定長さは、異形鉄筋100の節103同士の間隔である節間隔sの2倍以上である。これは、縦方向部分21の高さLaを節間隔s13mm程度の2倍以上である30mmに形成することによって、縦方向部分21が異形鉄筋100の外周面の凹凸を形成する節103のそれぞれと確実に接触し、確実にアースできるからである。
【0064】
また、縦方向部分21の形状についての効果確認試験の際に併せて、縦方向部分21のない横方向部分22のみの裏当鋼板、すなわち横一文字状の裏当鋼板をU字本体10に固定して溶接したが、縦方向部分21による本体内周面10aに対する固定強度が低下するため、溶接熱によって横方向部分22が撓んで半円部分内周面11aから剥がれ、その後、十分なアークが確保できなくなった。このことからも、十字型裏当鋼板20を縦方向の縦方向部分21と横方向の横方向部分22とで構成する正面視十字形状による固定強度によって確実な溶接ができることを確認した。
【0065】
続いて、横方向部分22の設置範囲についての効果確認試験について、以下の表3とともに説明する。
【0066】
【表3】
なお、表3における「設置範囲」とは、図2(a)に示すように、幅方向の中心から左右均等に横方向部分22を設置した場合の半円部分11の中心pに対する設置範囲を角度で示している。
【0067】
この確認試験の結果から、横方向部分22の設置範囲が90度以下である場合、狭隘で施工性の悪い開先A内において上述したような溶接作業の作業性が悪くなり、また溶融した溶接ワイヤ200が開先Aから漏れ出すため、溶接部位Yにムラ等の不具合が生じることを確認した。
【0068】
逆に、横方向部分22を、180度を越えて直線部分12の直線部分内側面12aまで延長した場合、直線部分12の直線部分内側面12aに固定された横方向部分22の両端部分が十分に溶け込まず、溶接部位Yにバリとして残ることを確認した。このことからも、横方向部分22の設置範囲は、図2(a)に示すように、半円部分11における中心pに対して90度以上180度以下が良好であることを確認した。
【0069】
上述したように、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した溶接用裏当て材1を、異形鉄筋100の突合せ溶接に用いることで、溶接完了後に溶接部位Yを目視できるとともに、確実に突合せ溶接することができる。
【0070】
詳しくは、十字型裏当鋼板20を、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成したことにより、縦方向部分21により、両方の異形鉄筋100(101,102)及び十字型裏当鋼板20をアースして同電位に保つことができる。したがって、確実にアークさせて溶接することができる。
【0071】
また、開先Aに対して平行な横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成したことにより、開先A内で溶融された溶接ワイヤ200が流れ出ることを防止できる。したがって、横方向部分22により開先A内で溶融された溶接ワイヤ200による溶融金属が流れ出ることを防止できるため、確実に開先A部分を溶接することができる。
【0072】
さらにまた、十字型裏当鋼板20を溶接熱で溶け込む溶込厚さ(0.3mm以上0.9mm未満)である0.5mmで構成したため、溶接熱で横方向部分22が溶けて消失する。したがって、溶接完了後にセラミック製のU字本体10を割って取り外すと、溶接部位Yが露出するため、容易に溶接部位Yを目視検査することができる。また、溶接熱によって横方向部分22が消失するため、溶接完了後にセラミック製のU字本体10を容易に割って取り外すことができる。
【0073】
また、十字型裏当鋼板20を、略U字形状のセラミック製のU字本体10の本体内周面10aに設置したことにより、溶込厚さで構成された十字型裏当鋼板20においても、スパートに対して十分な導電性を確保することができる。
【0074】
また、十分な導電性が確保できない場合、両異形鉄筋100及び十字型裏当鋼板20と溶接ワイヤ200との間で十分なアークを発生させることができないため、溶接温度が低下し、溶接部位Yにおける不具合が生じるが、溶接用裏当て材1の場合、上述したように、両方の異形鉄筋100及び十字型裏当鋼板20の導電性を確保できるため、確実に開先Aを溶接することができる。
【0075】
また、十字型裏当鋼板20を、U字本体10の本体内周面10aに接着固定しているため、溶込厚さで構成された十字型裏当鋼板20をU字本体10の本体内周面10aから内周面側に突出させて、確実に異形鉄筋100を突合せ溶接することができる。
【0076】
また、横方向部分22を、略U字形状の半円部分11の半円部分内周面11aにおける中心pに対する90度以上180度以下である約120度の範囲に設けているため、十字型裏当鋼板20の横方向部分22で、溶接用裏当て材1側の開先A部分を塞いで確実に突合せ溶接することができる。
【0077】
また、縦方向部分21を、異形鉄筋100の外表面において突合せ方向に略等間隔に配置された節103同士の節間隔sの2倍以上の長さである30mmに構成しているため、縦方向部分21を異形鉄筋100の節103に接触させて、確実に導通させて溶接することができる。
【0078】
詳しくは、十字型裏当鋼板20の縦方向部分21の突合せ方向の長さLaを、突合せ方向に隣り合う節103同士の節間隔s13mmに対して2倍以上の長さで構成することによって、縦方向部分21を、上側異形鉄筋101の下端101a付近の節103と下側異形鉄筋102の上端102a付近の節103との両方に確実に接触させ、両異形鉄筋100と十字型裏当鋼板20とを導通させて同電位に保つことができる。したがって、十字型裏当鋼板20で溶接ワイヤ200をスパートさせて確実に突合せ溶接することができる。
【0079】
また、十字型裏当鋼板20に、クロム材が含有する導電性薄鋼板で構成しているため、クロム材が溶接部位に溶け込むため、溶接部位の強度を増加させることができ、異形鉄筋100の溶接強度を向上することができる。
【0080】
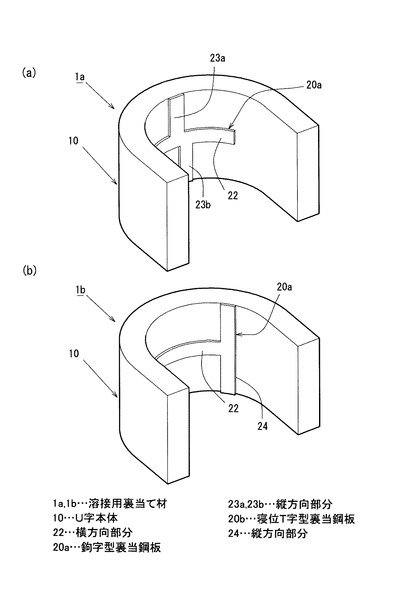
なお、上述の説明においては、縦方向部分21と横方向部分22とで構成する正面視十字状の十字型裏当鋼板20で溶接用裏当て材1を構成したが、例えば、図10〜12に示すような縦方向部分が鉤状である鉤型裏当鋼板20a或いは縦方向部分が横方向部分の端部に形成された寝位T字型裏当鋼板20bで溶接用裏当て材1を構成してもよい。
【0081】
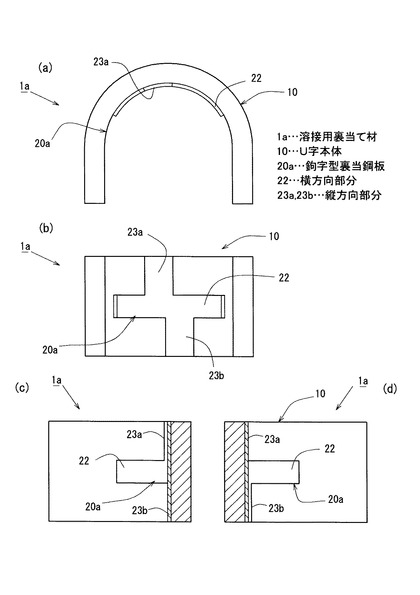
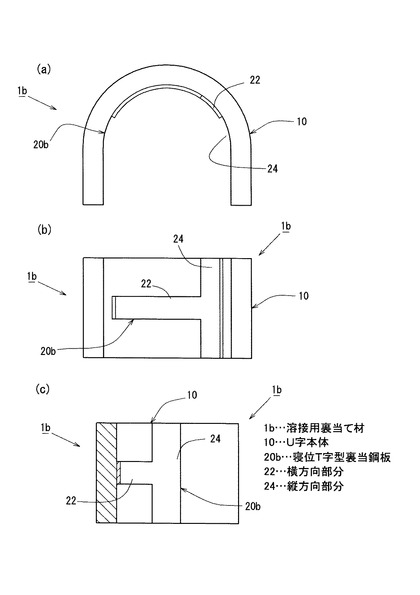
なお、図10は別の実施形態の溶接用裏当て材1についての説明図を示し、図11は鉤型裏当鋼板20aを有する溶接用裏当て材1aについての説明図を示し、図12は寝位T字型裏当鋼板20bを有する溶接用裏当て材1bについての説明図を示している。
詳しくは、図10(a)は鉤型裏当鋼板20aを有する溶接用裏当て材1aの斜視図を示し、図10(b)は寝位T字型裏当鋼板20bを有する溶接用裏当て材1bの斜視図を示している。
【0082】
また、図11(a)は溶接用裏当て材1aの平面図を示し、図11(b)は溶接用裏当て材1aの正面図を示し、図11(c)は溶接用裏当て材1aの幅方向中央付近の左側縦断面図を示し、図11(d)は溶接用裏当て材1aの幅方向中央付近の右側縦断面図を示している。
【0083】
さらにまた、図12(a)は溶接用裏当て材1bの平面図を示し、図12(b)は溶接用裏当て材1bの正面図を示し、図12(c)は溶接用裏当て材1bの幅方向中央付近の縦断面図を示している。
【0084】
図10(a)及び図11に示すように溶接用裏当て材1aを構成する鉤型裏当鋼板20aは、横方向部分22に対して上側の縦方向部分23aと下側の縦方向部分23bとの幅方向位置をずらして構成している。
【0085】
また、図10(b)及び図12に示すように、溶接用裏当て材1bを構成する寝位T字型裏当鋼板20bは、横方向部分22の端部に縦方向部分24を形成して寝位のT型形状に構成している。
【0086】
このように、上述の十字型裏当鋼板20のように正面視十字形状のみならず、鉤型裏当鋼板20aや寝位T字型裏当鋼板20bのような縦方向部分の位置が異なる裏当鋼板を有する溶接用裏当て材であっても、上述のU字本体10と十字型裏当鋼板20とで構成する溶接用裏当て材1と同様の効果を得ることができる。
【0087】
この発明の構成と、上述の実施形態との対応において、
この発明の棒鋼及び異形鉄筋は、異形鉄筋100,上側異形鉄筋101,下側異形鉄筋102に対応し、
以下同様に、
本体は、U字本体10に対応し、
本体の内周面は、本体内周面10aに対応し、
薄鋼板は、十字型裏当鋼板20、鉤型裏当鋼板20a或いは寝位T字型裏当鋼板20bに対応し、
突合せ方向部分は、縦方向部分21,23a,23b,24に対応し、
平行部分は、横方向部分22に対応し、
平行部分における突合せ方向の幅は、幅wbに対応し、
略U字形状の曲部分は、半円部分11に対応し、
曲部分の内周面は、半円部分内周面11aに対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく、多くの実施の形態を得ることができる。
【0088】
例えば、U字本体10を一般的な耐熱性の高いセラミックで構成したが、陶磁器、ガラス、セメント、石膏或いはファインセラミックスとで構成してもよい。
また、上記説明では、高さ方向に配設した上側異形鉄筋101と下側異形鉄筋102とを突合せ溶接する際に溶接用裏当て材1を用いたが、異形鉄筋100の代わりに丸鋼の突合せ溶接に用いてもよい。さらには、水平方向に配設する2本の鋼製レールを突合せ溶接する際に用いてもよい。
【0089】
なお、上記説明において、溶接トーチTから溶接ワイヤ200を送り出してアーク溶接する半自動式溶接による突合せ溶接について説明したが、これに限定されず、溶接ホルダに溶接棒を装着するアーク溶接によって突合せ溶接してもよい。
【符号の説明】
【0090】
1,1a,1b…溶接用裏当て材
10…U字本体
10a…本体内周面
11…半円部分
11a…半円部分内周面
20…十字型裏当鋼板
20a…鉤型裏当鋼板
20b…寝位T字型裏当鋼板
21,23a,23b,24…縦方向部分
22…横方向部分
100…異形鉄筋
101…上側異形鉄筋
102…下側異形鉄筋
103…節
A…開先
Ha…開先間隔
s…節間隔
wb…幅
【技術分野】
【0001】
この発明は、例えば、異形鉄筋などの棒鋼を突合せ溶接する際に、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置して用いる溶接用裏当て材及び突合せ溶接方法に関する。
【背景技術】
【0002】
異形鉄筋等の棒鋼を継ぐ場合、開先間隔を隔てて配置し、開先箇所を溶接する突合せ溶接等の溶接による接続方法、継手治具を用いて継ぐ機械継手方法、或いは加熱して溶融し、軸方向に端部同士を圧着させる圧接による接続方法が用いられている。
【0003】
しかし、継手治具を用いて継ぐ機械継手方法では、継手治具が大きくなるとともに、継手治具という別部材を必要とするため、重量の増加やコスト増加という問題を有している。
【0004】
また、圧接による接続の場合、少なくとも一方の棒鋼の端部を他方の棒鋼の端部に溶融された状態で押し当てて圧着させる必要があるため、両方の棒鋼が固定されている場合に、この圧接による接続方法を用いることはできなかった。
【0005】
これらに対し、溶接による接続の場合、簡単な設備で施工できるため、施工環境の悪い現場施工にも適しており、棒鋼の接続に多用されている。
このような溶接による接続においては、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を溶接によって埋めて接続するため、例えば特許文献1で提案されているような上記開先箇所を取り囲むように配置する溶接用裏当て材が用いられる。
【0006】
上記特許文献1の溶接用裏当て材を用いることにより、両方の棒鋼に接触させて両棒鋼をアースするための1〜2mmのオーバーラップ分を開先間隔より幅広に形成した流れ止め金物によって、該流れ止め金物でスパートさせ、アークによって溶融する溶接ワイヤが開先から漏れ出ることなく、確実に、棒鋼同士を突合せ溶接することができるとされている。
【0007】
しかし、上記特許文献1の溶接用裏当て材の場合、溶接完了後に放熱枠材を取り外すと溶接部位に流れ止め金物が残り、全溶接部位を対象とした溶接完了時の目視検査で溶接完了状況が確認できないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−333594号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこでこの発明は、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明は、棒鋼を突合せ溶接する際に用いる溶接用裏当て材であって、所定の開先間隔を隔てて突合せした前記棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とを備え、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成したことを特徴とする。
【0011】
上記棒鋼は、異形鉄筋、丸鋼、或いは鋼製レール等の長尺状の棒鋼とすることができる。
上記セラミックは、金属酸化物を高温で熱処理して焼き固めた物質であり、いわゆるセラミック以外にも、陶磁器、ガラス、セメント、石膏或いはファインセラミックスとすることができる。
【0012】
上記構成により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接することができる。
詳しくは、薄鋼板を、突合せ溶接する棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、開先に対して平行な平行部分とで一体構成したことにより、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースして同電位に保つことができる。
【0013】
また、開先に対して平行な平行部分における突合せ方向の幅を、開先間隔と略同一に形成したことにより、開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できる。したがって、突合せ方向部分により両方の棒鋼及び薄鋼板をアースして同電位に保ちながら、平行部分により開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できるため、確実に開先箇所を溶接することができる。
【0014】
さらにまた、薄鋼板を溶接熱で溶け込む溶込厚さで構成したため、溶接熱により薄鋼板の平行部分が溶けて消失する。したがって、溶接完了後にセラミック製の本体を割って取り外すと溶接部位が露出するため、容易に溶接部位を目視検査することができる。また、溶接熱によって薄鋼板の平行部分が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。
【0015】
また、薄鋼板を、略U字形状のセラミック製の本体の内周面に設置したことにより、溶込厚さで構成された薄鋼板においても、スパートに対して十分な導電性を確保することができる。具体的には、例えば、溶接用裏当て材として薄鋼板のみで構成した場合、スパートさせる溶接ワイヤ等の溶接材の接触に対して、溶込厚さで構成された薄鋼板が変形するため十分な接触圧を確保できずに、スパートに対する十分な導電性を確保することができない。しかし、溶込厚さで構成された薄鋼板を略U字形状のセラミック製の本体の内周面に設置したことにより、スパートさせる溶接ワイヤ等の溶接材の接触に対して薄鋼板が変形せず十分な接触圧を確保でき、スパートに対する十分な導電性を確保することができる。したがって、棒鋼を確実に溶接することができる。
【0016】
また、十分な導電性が確保できない場合、両棒鋼及び薄鋼板と溶接ワイヤ等の溶接材との間で十分なアークを発生させることができないため、溶接温度が低下し、溶接部位における不具合が生じる。しかし、上述したように、両方の棒鋼及び薄鋼板の導電性を確保できるため、確実に開先箇所を溶接することができる。
【0017】
この発明の態様として、前記薄鋼板を、該本体の内周面に貼付することができる。
これにより、溶込厚さで構成された薄鋼板を本体内周面から内面方向に板厚分突出させて、確実に棒鋼を突合せ溶接することができる。詳しくは、本体の内周面から薄鋼板が内面側に板厚分突出するため、突合せ方向部分が両方の棒鋼に対して確実に接触するとともに、平行部分により開先箇所を覆うことができる。したがって、両棒鋼と同電位に保たれた薄鋼板によって溶接ワイヤ等の溶接材をスパートさせて、確実に開先箇所を溶接することができる。
【0018】
また、例えば、本体内周面に薄鋼板を装着する装着溝を形成した場合、当該装着溝の部分における本体の厚みが薄くなり、溶接熱で本体が割れるおそれがあるが、上記構成のように、薄鋼板を本体内周面に貼付することで本体における強度的弱点を形成せず、溶接時における確実な強度を確保して溶接することができる。
【0019】
また、この発明の態様として、前記平行部分を、前記略U字形状の曲部分の内周面において90度以上180度以下の範囲に設けることができる。
これにより、薄鋼板の平行部分で、溶接用裏当て材側の開先箇所を塞いで確実に突合せ溶接することができる。
【0020】
詳しくは、薄鋼板の平行部分を略U字形状の曲部分の内周面における90度以下とした場合、開先箇所を塞ぐ範囲が少なく、施工性の悪い狭い開先間隔内で、運棒(溶接ワイヤ等の溶接材が開先間隔内を平行に移動させる溶接トーチや溶接ホルダの動き)による溶接ワイヤ等の溶接材の移動範囲が制限され、溶接にムラ等の不具合が生じやすくなる。
【0021】
逆に、薄鋼板の平行部分を略U字形状の曲部分の内周面における180度以上とした場合、平行部分は棒鋼から離れて略U字形状の直線部分まで達することとなる。これにより、平行部分の端部付近は開先箇所と離れるため、開先部分の溶接時の溶接熱によって消失せず、バリとして残ることとなる。したがって、薄鋼板の平行部分を略U字形状の曲部分の内周面における90度以上180度以下としたことにより、溶接完了後に平行部分がバリとして残ることなく、ムラ等の不具合のない溶接を確実に行うことができる。
【0022】
また、この発明の態様として、前記棒鋼を、突合せ方向に略等間隔に配置された節を外表面に有する異形鉄筋で構成し、前記突合せ方向部分を、前記突合せ方向に隣り合う前記節同士の節間隔の2倍以上の長さで構成することができる。
【0023】
上記構成により、突合せ方向部分を異形棒鋼の節に接触させて、確実に導通させて溶接することができる。
詳しくは、棒鋼を異形鉄筋で構成した場合、異形鉄筋の外周面には突合せ方向に等間隔で節が形成されている。しかし、薄鋼板の突合せ方向部分を突合せ方向に隣り合う節同士の節間隔の2倍以上の長さで構成することによって、突合せ方向部分を節に確実に接触させることができる。したがって、両異形鉄筋と薄鋼板とを導通させて同電位に保つことができ、薄鋼板で溶接ワイヤ等の溶接材をスパートさせて確実に突合せ溶接することができる。
【0024】
また、この発明の態様として、前記薄鋼板に、クロム材が含有するクロム含有薄鋼板で構成することができる。
これにより、クロム材が溶接部位に溶け込むため、溶接部位の強度を増加させることができるため、溶接強度を向上することができる。
【0025】
また、この発明は、所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とで構成し、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した溶接用裏当て材を、前記開先箇所に前記平行部分を合せるとともに、前記突合せ方向部分を突合せ溶接する前記棒鋼のそれぞれに接触させて固定し、突合せ溶接する前記棒鋼のうち一方をアース接続し、前記薄鋼板で溶接材をアークさせて溶接する突合せ溶接方法であることを特徴とする。
【0026】
上記方法により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接することができる。
詳しくは、薄鋼板を、突合せ溶接する棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、開先に対して平行な平行部分とで一体構成したことにより、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースして同電位に保つことができる。
【0027】
また、開先に対して平行な平行部分における突合せ方向の幅を、開先間隔と略同一に形成したことにより、開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できる。したがって、突合せ方向部分により、両方の棒鋼及び薄鋼板をアースさせて同電位に保ちながら、平行部分により開先内でアークによって溶融された溶接ワイヤ等の溶融金属が流れ出ることを防止できるため、確実に開先箇所を溶接することができる。
【0028】
さらにまた、薄鋼板を溶接熱で溶け込む溶込厚さで構成したため、溶接熱で薄鋼板の平行部分が溶けて消失する。したがって、溶接完了後にセラミック製の本体を割って取り外すと、溶接部位が露出するため、容易に溶接部位を目視検査することができる。また、溶接熱によって薄鋼板の平行部分が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。
【0029】
また、薄鋼板を、略U字形状のセラミック製の本体の内周面に設置したことにより、溶込厚さで構成された薄鋼板においても、スパートに対して十分な導電性を確保することができる。したがって、確実に開先箇所を溶接することができる。
なお、上記溶接材は、半自動式溶接の溶接トーチから送り出してアーク溶接する溶接ワイヤや、溶接ホルダに装着してアーク溶接する溶接棒とすることができる。
【発明の効果】
【0030】
本発明により、溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法を提供することができる。
【図面の簡単な説明】
【0031】
【図1】溶接用裏当て材の斜視図。
【図2】溶接用裏当て材についての説明図。
【図3】溶接用裏当て材の組付けについて説明する斜視図。
【図4】溶接用裏当て材を設置した状態の斜視図。
【図5】溶接用裏当て材を設置した状態の正面図。
【図6】溶接用裏当て材を設置した状態の中央縦断図。
【図7】突合せ溶接状態の中央縦断図。
【図8】突合せ溶接状態についての説明図。
【図9】突合せ溶接完了状態の斜視図。
【図10】別の実施形態の溶接用裏当て材についての説明図。
【図11】別の実施形態の溶接用裏当て材についての説明図。
【図12】別の実施形態の溶接用裏当て材についての説明図。
【発明を実施するための形態】
【0032】
この発明の一実施形態を、以下図面を用いて説明する。
溶接用裏当て材1の斜視図を示す図1と、溶接用裏当て材1についての説明図を示す図2と、溶接用裏当て材1の組付けについて説明する斜視図を示す図3と、溶接用裏当て材を設置した状態の斜視図を示す図4と、溶接用裏当て材1を設置した状態の正面図を示す図5と、溶接用裏当て材1を設置した状態の中央縦断図を示す図6とともに溶接用裏当て材1について説明する。
【0033】
なお、図2(a)は溶接用裏当て材1の平面図を示し、図2(b)は溶接用裏当て材1の正面図を示し、図2(c)は溶接用裏当て材1の幅方向中央付近の縦断面図を示している。また、図4,5において、異形鉄筋100と溶接用裏当て材1との位置関係を明確にするため、異形鉄筋100を透過状態として点線で示している。
【0034】
溶接用裏当て材1は、平面視略U字形状のU字本体10と、該U字本体10の本体内周面10aに貼り付けた十字型裏当鋼板20とで構成している。
U字本体10は、耐熱性の高いセラミック製からなり、幅方向の中央の半円部分11と、幅方向の両側に配置した奥行き方向の直線部分12とで、平面視略U字型に構成している。
【0035】
より詳述すると、D25mm〜D32mmの異形鉄筋100の突合せ溶接に用いる溶接用裏当て材1のU字本体10は、半円部分内周面11aが直径D35mm程度の半円形状に形成した半円部分11と、奥行き長さLが20mm程度の直線部分12とで構成する平面視略U字型であり、厚みtを5mm程度及び高さHを30mm程度に形成している。なお、本実施例において半円部分11を半円形状に形成しているが、幅方向に長い半楕円形状で形成してもよい。
【0036】
十字型裏当鋼板20は、縦方向部分21と、横方向部分22とを交差させた正面視十字型であり、クロム材が含有する0.5mm厚のJIS SS50製の導電性薄鋼板からなっている。
【0037】
より詳しくは、高さLaが30mmで、幅waが10mm幅の縦方向部分21と、半円部分11の半円部分内周面11aの2/3程度の範囲に亘る横方向部分22とを交差させて一体構成している。なお、半円部分内周面11aの直径Dを35mmとした半円部分11の半円部分内周面11aの2/3程度の範囲に亘る横方向部分22の長さは、およそ35mm程度となる。
なお、D35mm〜D41mmの異形鉄筋100の突合せ溶接に用いる溶接用裏当て材1の場合、U字本体10は、半円部分11の半円部分内周面11aが直径D45mm程度となり、横方向部分22の長さは、およそ50mm程度となる。
【0038】
また、縦方向部分21の高さLaはU字本体10の高さHと一致するとともに、後述する異形鉄筋100における節103同士の節間隔s13mmの2倍より長く形成している。横方向部分22の幅wbは、後述する異形鉄筋100同士の開先A(ルートギャップともいう)の開先間隔Haよりわずかに狭い8mm弱程度に形成している。そして、十字型裏当鋼板20は、横方向部分22を縦方向部分21の高さ方向中央付近で交差させて正面視十字形状を構成している。
【0039】
このように構成したU字本体10と、十字型裏当鋼板20とを組み合わせて溶接用裏当て材1を構成している。詳しくは、図3に示すように、上記構成の十字型裏当鋼板20の横方向部分22を半円部分11の半円部分内周面11aに沿うように湾曲させて、図示省略する接着剤により半円部分11の半円部分内周面11aに十字型裏当鋼板20を接着固定する。なお、このとき使用する接着剤は、例えば、高温セラミック接着剤のような耐熱性の高い接着剤を用いるとよい。
【0040】
このようにして、U字本体10に十字型裏当鋼板20を接着固定して構成した溶接用裏当て材1は、図1や図2に示すように、縦方向部分21の上下端がU字本体10の上下縁と一致する態様で固定される。さらに、半円部分11の半円部分内周面11aに沿って接着された横方向部分22は、図2(a)に示すように、半円部分11の中心pに対して約120度の範囲に亘って設置される。また、図2(b)に示すように、横方向部分22は、半円部分11の半円部分内周面11aの高さ方向中央に固定される。
【0041】
続いて、異形鉄筋100を高さ方向に継ぐ突合せ溶接に用いる状態における溶接用裏当て材1について説明する。
軸方向に等間隔に配置されるとともに、外周面のうち半面ずつ交互に配置された節103を有する異形鉄筋100を、突合せ方向である高さ方向に、軸方向を合わせて2本並べて継ぐ突合せ溶接の場合、上側に配置する上側異形鉄筋101の下端101aと、下側に配置する下側異形鉄筋102の上端102aとの間に開先間隔Haをおよそ8mmとした開先Aを設けて上側異形鉄筋101と下側異形鉄筋102とを配置して、図示省略する固定治具で固定する。なお、突合せ溶接において開先Aの開先間隔Haは5〜11mmに設定するよう規定されている。
【0042】
このように固定された上側異形鉄筋101と下側異形鉄筋102との間の開先Aに横方向部分22の高さ方向の位置を合わせて、且つ開先Aを取り囲むように溶接用裏当て材1を配置して、図示省略する固定治具で固定する(図4参照)。
【0043】
この固定により、節103同士の節間隔sの2倍より長く形成した縦方向部分21を、上側異形鉄筋101の下端付近の節103と、下側異形鉄筋102の上端付近の節103とにそれぞれ接触させることができる。
【0044】
詳しくは、縦方向部分21を節103同士の節間隔sの2倍より長く形成することで、縦方向部分21において横方向部分22から上下に突出する部分の長さが節間隔s以上となり、上側異形鉄筋101及び下側異形鉄筋102における節103のそれぞれと確実に接触させることができる。
【0045】
また、幅wbを開先Aの開先間隔Haよりわずかに狭く形成した横方向部分22により、上側異形鉄筋101の下端101aや下側異形鉄筋102の上端102aと接触させずに、開先Aの約2/3周面を覆うことができる。
【0046】
このような態様で溶接用裏当て材1が固定された異形鉄筋100の突合せ溶接について、図7及び図8とともに説明する。なお、図7は突合せ溶接状態の中央縦断図を示し、図8は突合せ溶接状態についての説明図を示している。さらに詳しくは、図8(a)は開先Aにおけるスパート位置について説明する平面図を示し、図8(b)は開先Aにおける溶接経路について説明する平面図を示している。
【0047】
なお、本実施例の突合せ溶接では、溶接トーチTから溶接ワイヤ200を送り出して、アーク溶接する半自動式溶接を用いて行う。この様な溶接方法をエンクローズ溶接という。
【0048】
まず、突合せ溶接を開始するにあたり、突合せ溶接する上側異形鉄筋101,下側異形鉄筋102のうち一方をアース接続するとともに、溶接用裏当て材1を上述したように固定する。なお、本実施例においては下側異形鉄筋102をアース接続している。
【0049】
そして、図7や図8(a)に示すように、溶接トーチTから繰り出した溶接ワイヤ200を開先Aに挿入し、開先Aの奥側の横方向部分22に接触させてスパートさせる。このとき、縦方向部分21によって上側異形鉄筋101と下側異形鉄筋102と接触している十字型裏当鋼板20は、アース接続された下側異形鉄筋102と導通しているため、確実にアークさせてスパートすることができる。なお、スパート位置は、溶接術者によるが開先Aの奥側の中心より少し脇に寄った位置であることが多い。
【0050】
このようにスパートした後は、溶接トーチTを矢印u方向に運棒させながら、図8(b)に示すように、溶接ワイヤ200を横方向部分22に沿わせてアークさせていき、アークによって溶融された溶接ワイヤ200により開先Aを埋めるようにしながら溶接する。詳しくは、溶接トーチTの矢印u方向の運棒によってウィービングする溶接ワイヤ200の先端は、下側異形鉄筋102の上端102a側と、上側異形鉄筋101の下端101a側とを繰り返しながら、図8(b)における矢印Rに示すように平面方向に移動させて、溶融された溶接ワイヤ200で開先Aを埋めて溶接する。
【0051】
このとき、横方向部分22が開先Aの約2/3周を覆うように設置しているため、狭隘な開先Aの作業性の悪い奥側において、溶接ワイヤ200を横方向部分22に沿わせながらアークさせることで確実に溶接することができる。また、横方向部分22が開先Aの約2/3周を覆うように設置しているため、アークによって溶融した溶接ワイヤ200が漏れ出ることを防止することができる。なお、このとき、十字型裏当鋼板20を溶接熱で溶け込む溶込厚さである0.5mmに構成しているため、溶接熱で縦方向部分21が溶けて消失する。
【0052】
したがって、突合せ溶接完了状態の斜視図である図9に示すように、溶接完了後にセラミック製であるU字本体10を割って取り外すと、溶融した溶接ワイヤ200が固まって形成される溶接部位Yの上下に縦方向部分21が残るが、溶接部位Yが露出するため、容易に目視検査することができる。
【0053】
なお、溶接熱によって十字型裏当鋼板20の横方向部分22が消失するため、溶接完了後にセラミック製の本体を容易に割って取り外すことができる。また、縦方向部分21は、溶接部位Yや異形鉄筋100と溶接されていないため、容易に撤去することができるため、その後の作業に支障したり、バリとして残ってその後の作業に危険を及ぼすことはない。
【0054】
また、十字型裏当鋼板20はクロム材が含有する導電性薄鋼板からなっているため、溶接部位Yにクロム材が溶け込み、溶接部位Yの強度を増加させることができる。これより、異形鉄筋100の溶接強度を向上することができる。
【0055】
次に、上述の構成で構成した溶接用裏当て材1による効果を確認するために行った効果確認試験の結果について説明する。
まずは、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験について、以下の表1とともに説明する。
【0056】
【表1】
上記表1中右側に示す「埋め込み」は、U字本体10の本体内周面10aに装着溝を形成し、その装着溝に十字型裏当鋼板20を嵌め込んで固定した場合の溶接状況を観察して評価したものである。これに対して、上記表1中左側に示す「内周面に貼付け」は、上述の溶接用裏当て材1のように半円部分11の半円部分内周面11aに十字型裏当鋼板20を接着剤で接着固定した場合の溶接状況を観察して評価したものである。また、表中に示す「突出厚」は十字型裏当鋼板20を固定した状態において本体内周面10aから内周側に突出する厚みを示している。
【0057】
上記表1に示す十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の結果から、十字型裏当鋼板20と異形鉄筋100とを接触させてアースさせ、十分なアークを得るためには適度な突出厚を確保する必要があることを確認した。
【0058】
また、十字型裏当鋼板20をU字本体10の本体内周面10aに埋め込んだ場合、良好なアークによる溶接熱がU字本体10に付与されるため、U字本体10を埋め込むための装着溝がU字本体10の強度的弱点となり、溶接途中にU字本体10が割れてしまうことを確認した。
【0059】
これに対し、十字型裏当鋼板20を本体内周面10aに接着固定した場合、U字本体10に強度的弱点がないため溶接中に割れることはないが、十字型裏当鋼板20の厚みを0.9mmにすると、十分にアークして良好な溶接状況を確保できるものの、溶接完了後、U字本体10を割って取り外すと、溶け込まなかった横方向部分22が溶接部位Yに残ることを確認した。
【0060】
このように、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の結果から、十字型裏当鋼板20はU字本体10の本体内周面10aに接着固定することがよいことを確認した。また、十字型裏当鋼板20の厚みとして、確実に溶接するとともに、溶接熱で溶け込む溶込厚さは0.3mm以上0.9mm未満の範囲が適していることを確認した。
【0061】
また、十字型裏当鋼板20の厚み及び固定方法についての効果確認試験の際に併せて、十字型裏当鋼板20をU字本体10に固定せず十字型裏当鋼板20だけを装着して溶接したが、十分なアークが確保できず、溶接できなかった。これは、スパートさせる溶接ワイヤ200の接触に対して、溶込厚さで形成された十字型裏当鋼板20が変形するため十分な接触圧を確保できずに、スパートに対する十分な導電性を確保することができないためである。
【0062】
次に、縦方向部分21の形状についての効果確認試験について、以下の表2とともに説明する。
【0063】
【表2】
表2からは、縦方向部分21は、幅waによらず、高さLaが所定長さ以上であると良好な溶接状態を確保できることを確認した。なお、高さLaの所定長さは、異形鉄筋100の節103同士の間隔である節間隔sの2倍以上である。これは、縦方向部分21の高さLaを節間隔s13mm程度の2倍以上である30mmに形成することによって、縦方向部分21が異形鉄筋100の外周面の凹凸を形成する節103のそれぞれと確実に接触し、確実にアースできるからである。
【0064】
また、縦方向部分21の形状についての効果確認試験の際に併せて、縦方向部分21のない横方向部分22のみの裏当鋼板、すなわち横一文字状の裏当鋼板をU字本体10に固定して溶接したが、縦方向部分21による本体内周面10aに対する固定強度が低下するため、溶接熱によって横方向部分22が撓んで半円部分内周面11aから剥がれ、その後、十分なアークが確保できなくなった。このことからも、十字型裏当鋼板20を縦方向の縦方向部分21と横方向の横方向部分22とで構成する正面視十字形状による固定強度によって確実な溶接ができることを確認した。
【0065】
続いて、横方向部分22の設置範囲についての効果確認試験について、以下の表3とともに説明する。
【0066】
【表3】
なお、表3における「設置範囲」とは、図2(a)に示すように、幅方向の中心から左右均等に横方向部分22を設置した場合の半円部分11の中心pに対する設置範囲を角度で示している。
【0067】
この確認試験の結果から、横方向部分22の設置範囲が90度以下である場合、狭隘で施工性の悪い開先A内において上述したような溶接作業の作業性が悪くなり、また溶融した溶接ワイヤ200が開先Aから漏れ出すため、溶接部位Yにムラ等の不具合が生じることを確認した。
【0068】
逆に、横方向部分22を、180度を越えて直線部分12の直線部分内側面12aまで延長した場合、直線部分12の直線部分内側面12aに固定された横方向部分22の両端部分が十分に溶け込まず、溶接部位Yにバリとして残ることを確認した。このことからも、横方向部分22の設置範囲は、図2(a)に示すように、半円部分11における中心pに対して90度以上180度以下が良好であることを確認した。
【0069】
上述したように、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した溶接用裏当て材1を、異形鉄筋100の突合せ溶接に用いることで、溶接完了後に溶接部位Yを目視できるとともに、確実に突合せ溶接することができる。
【0070】
詳しくは、十字型裏当鋼板20を、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成したことにより、縦方向部分21により、両方の異形鉄筋100(101,102)及び十字型裏当鋼板20をアースして同電位に保つことができる。したがって、確実にアークさせて溶接することができる。
【0071】
また、開先Aに対して平行な横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成したことにより、開先A内で溶融された溶接ワイヤ200が流れ出ることを防止できる。したがって、横方向部分22により開先A内で溶融された溶接ワイヤ200による溶融金属が流れ出ることを防止できるため、確実に開先A部分を溶接することができる。
【0072】
さらにまた、十字型裏当鋼板20を溶接熱で溶け込む溶込厚さ(0.3mm以上0.9mm未満)である0.5mmで構成したため、溶接熱で横方向部分22が溶けて消失する。したがって、溶接完了後にセラミック製のU字本体10を割って取り外すと、溶接部位Yが露出するため、容易に溶接部位Yを目視検査することができる。また、溶接熱によって横方向部分22が消失するため、溶接完了後にセラミック製のU字本体10を容易に割って取り外すことができる。
【0073】
また、十字型裏当鋼板20を、略U字形状のセラミック製のU字本体10の本体内周面10aに設置したことにより、溶込厚さで構成された十字型裏当鋼板20においても、スパートに対して十分な導電性を確保することができる。
【0074】
また、十分な導電性が確保できない場合、両異形鉄筋100及び十字型裏当鋼板20と溶接ワイヤ200との間で十分なアークを発生させることができないため、溶接温度が低下し、溶接部位Yにおける不具合が生じるが、溶接用裏当て材1の場合、上述したように、両方の異形鉄筋100及び十字型裏当鋼板20の導電性を確保できるため、確実に開先Aを溶接することができる。
【0075】
また、十字型裏当鋼板20を、U字本体10の本体内周面10aに接着固定しているため、溶込厚さで構成された十字型裏当鋼板20をU字本体10の本体内周面10aから内周面側に突出させて、確実に異形鉄筋100を突合せ溶接することができる。
【0076】
また、横方向部分22を、略U字形状の半円部分11の半円部分内周面11aにおける中心pに対する90度以上180度以下である約120度の範囲に設けているため、十字型裏当鋼板20の横方向部分22で、溶接用裏当て材1側の開先A部分を塞いで確実に突合せ溶接することができる。
【0077】
また、縦方向部分21を、異形鉄筋100の外表面において突合せ方向に略等間隔に配置された節103同士の節間隔sの2倍以上の長さである30mmに構成しているため、縦方向部分21を異形鉄筋100の節103に接触させて、確実に導通させて溶接することができる。
【0078】
詳しくは、十字型裏当鋼板20の縦方向部分21の突合せ方向の長さLaを、突合せ方向に隣り合う節103同士の節間隔s13mmに対して2倍以上の長さで構成することによって、縦方向部分21を、上側異形鉄筋101の下端101a付近の節103と下側異形鉄筋102の上端102a付近の節103との両方に確実に接触させ、両異形鉄筋100と十字型裏当鋼板20とを導通させて同電位に保つことができる。したがって、十字型裏当鋼板20で溶接ワイヤ200をスパートさせて確実に突合せ溶接することができる。
【0079】
また、十字型裏当鋼板20に、クロム材が含有する導電性薄鋼板で構成しているため、クロム材が溶接部位に溶け込むため、溶接部位の強度を増加させることができ、異形鉄筋100の溶接強度を向上することができる。
【0080】
なお、上述の説明においては、縦方向部分21と横方向部分22とで構成する正面視十字状の十字型裏当鋼板20で溶接用裏当て材1を構成したが、例えば、図10〜12に示すような縦方向部分が鉤状である鉤型裏当鋼板20a或いは縦方向部分が横方向部分の端部に形成された寝位T字型裏当鋼板20bで溶接用裏当て材1を構成してもよい。
【0081】
なお、図10は別の実施形態の溶接用裏当て材1についての説明図を示し、図11は鉤型裏当鋼板20aを有する溶接用裏当て材1aについての説明図を示し、図12は寝位T字型裏当鋼板20bを有する溶接用裏当て材1bについての説明図を示している。
詳しくは、図10(a)は鉤型裏当鋼板20aを有する溶接用裏当て材1aの斜視図を示し、図10(b)は寝位T字型裏当鋼板20bを有する溶接用裏当て材1bの斜視図を示している。
【0082】
また、図11(a)は溶接用裏当て材1aの平面図を示し、図11(b)は溶接用裏当て材1aの正面図を示し、図11(c)は溶接用裏当て材1aの幅方向中央付近の左側縦断面図を示し、図11(d)は溶接用裏当て材1aの幅方向中央付近の右側縦断面図を示している。
【0083】
さらにまた、図12(a)は溶接用裏当て材1bの平面図を示し、図12(b)は溶接用裏当て材1bの正面図を示し、図12(c)は溶接用裏当て材1bの幅方向中央付近の縦断面図を示している。
【0084】
図10(a)及び図11に示すように溶接用裏当て材1aを構成する鉤型裏当鋼板20aは、横方向部分22に対して上側の縦方向部分23aと下側の縦方向部分23bとの幅方向位置をずらして構成している。
【0085】
また、図10(b)及び図12に示すように、溶接用裏当て材1bを構成する寝位T字型裏当鋼板20bは、横方向部分22の端部に縦方向部分24を形成して寝位のT型形状に構成している。
【0086】
このように、上述の十字型裏当鋼板20のように正面視十字形状のみならず、鉤型裏当鋼板20aや寝位T字型裏当鋼板20bのような縦方向部分の位置が異なる裏当鋼板を有する溶接用裏当て材であっても、上述のU字本体10と十字型裏当鋼板20とで構成する溶接用裏当て材1と同様の効果を得ることができる。
【0087】
この発明の構成と、上述の実施形態との対応において、
この発明の棒鋼及び異形鉄筋は、異形鉄筋100,上側異形鉄筋101,下側異形鉄筋102に対応し、
以下同様に、
本体は、U字本体10に対応し、
本体の内周面は、本体内周面10aに対応し、
薄鋼板は、十字型裏当鋼板20、鉤型裏当鋼板20a或いは寝位T字型裏当鋼板20bに対応し、
突合せ方向部分は、縦方向部分21,23a,23b,24に対応し、
平行部分は、横方向部分22に対応し、
平行部分における突合せ方向の幅は、幅wbに対応し、
略U字形状の曲部分は、半円部分11に対応し、
曲部分の内周面は、半円部分内周面11aに対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく、多くの実施の形態を得ることができる。
【0088】
例えば、U字本体10を一般的な耐熱性の高いセラミックで構成したが、陶磁器、ガラス、セメント、石膏或いはファインセラミックスとで構成してもよい。
また、上記説明では、高さ方向に配設した上側異形鉄筋101と下側異形鉄筋102とを突合せ溶接する際に溶接用裏当て材1を用いたが、異形鉄筋100の代わりに丸鋼の突合せ溶接に用いてもよい。さらには、水平方向に配設する2本の鋼製レールを突合せ溶接する際に用いてもよい。
【0089】
なお、上記説明において、溶接トーチTから溶接ワイヤ200を送り出してアーク溶接する半自動式溶接による突合せ溶接について説明したが、これに限定されず、溶接ホルダに溶接棒を装着するアーク溶接によって突合せ溶接してもよい。
【符号の説明】
【0090】
1,1a,1b…溶接用裏当て材
10…U字本体
10a…本体内周面
11…半円部分
11a…半円部分内周面
20…十字型裏当鋼板
20a…鉤型裏当鋼板
20b…寝位T字型裏当鋼板
21,23a,23b,24…縦方向部分
22…横方向部分
100…異形鉄筋
101…上側異形鉄筋
102…下側異形鉄筋
103…節
A…開先
Ha…開先間隔
s…節間隔
wb…幅
【特許請求の範囲】
【請求項1】
棒鋼を突合せ溶接する際に用いる溶接用裏当て材であって、
所定の開先間隔を隔てて突合せした前記棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、
該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とを備え、
該薄鋼板を、
溶接熱で溶け込む溶込厚さで構成するとともに、
突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、
前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した
溶接用裏当て材。
【請求項2】
前記薄鋼板を、
該本体の内周面に貼付した
請求項1に記載の溶接用裏当て材。
【請求項3】
前記平行部分を、
前記略U字形状の曲部分の内周面において90度以上180度以下の範囲に設けた
請求項1または2に記載の溶接用裏当て材。
【請求項4】
前記棒鋼を、突合せ方向に略等間隔に配置された節を外表面に有する異形鉄筋で構成し、
前記突合せ方向部分を、前記突合せ方向に隣り合う前記節同士の節間隔の2倍以上の長さで構成した
請求項1から3のうちいずれかに記載の溶接用裏当て材。
【請求項5】
前記薄鋼板に、クロム材が含有するクロム含有薄鋼板で構成した
請求項1から4のうちいずれかに記載の溶接用裏当て材。
【請求項6】
所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とで構成し、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した溶接用裏当て材を、前記開先箇所に前記平行部分を合せるとともに、前記突合せ方向部分を突合せ溶接する前記棒鋼のそれぞれに接触させて固定し、
突合せ溶接する前記棒鋼のうち一方をアース接続し、
前記薄鋼板で溶接材をアークさせて溶接する
突合せ溶接方法。
【請求項1】
棒鋼を突合せ溶接する際に用いる溶接用裏当て材であって、
所定の開先間隔を隔てて突合せした前記棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、
該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とを備え、
該薄鋼板を、
溶接熱で溶け込む溶込厚さで構成するとともに、
突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、
前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した
溶接用裏当て材。
【請求項2】
前記薄鋼板を、
該本体の内周面に貼付した
請求項1に記載の溶接用裏当て材。
【請求項3】
前記平行部分を、
前記略U字形状の曲部分の内周面において90度以上180度以下の範囲に設けた
請求項1または2に記載の溶接用裏当て材。
【請求項4】
前記棒鋼を、突合せ方向に略等間隔に配置された節を外表面に有する異形鉄筋で構成し、
前記突合せ方向部分を、前記突合せ方向に隣り合う前記節同士の節間隔の2倍以上の長さで構成した
請求項1から3のうちいずれかに記載の溶接用裏当て材。
【請求項5】
前記薄鋼板に、クロム材が含有するクロム含有薄鋼板で構成した
請求項1から4のうちいずれかに記載の溶接用裏当て材。
【請求項6】
所定の開先間隔を隔てて突合せした棒鋼の開先箇所を取り囲むように配置する略U字形状のセラミック製の本体と、該本体の内周面に設置した薄板状、且つ導電性を有する薄鋼板とで構成し、該薄鋼板を、溶接熱で溶け込む溶込厚さで構成するとともに、突合せ溶接する前記棒鋼のそれぞれに接触する突合せ方向の突合せ方向部分と、前記開先に対して平行な平行部分とで一体構成し、前記平行部分における前記突合せ方向の幅を、前記開先間隔と略同一に形成した溶接用裏当て材を、前記開先箇所に前記平行部分を合せるとともに、前記突合せ方向部分を突合せ溶接する前記棒鋼のそれぞれに接触させて固定し、
突合せ溶接する前記棒鋼のうち一方をアース接続し、
前記薄鋼板で溶接材をアークさせて溶接する
突合せ溶接方法。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−78991(P2011−78991A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−231126(P2009−231126)
【出願日】平成21年10月5日(2009.10.5)
【出願人】(504211946)
【出願人】(504211957)
【出願人】(509277590)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月5日(2009.10.5)
【出願人】(504211946)
【出願人】(504211957)
【出願人】(509277590)
【Fターム(参考)】
[ Back to top ]