
溶接管理方法、溶接管理システム、鉄骨構造物、ICタグ
【課題】ICタグを用いて溶接情報を確実に管理することのできる溶接管理システムを提供する。
【解決手段】溶接管理システムは、溶接情報データベース30を備える、工事事務所に配置されたサーバシステム20と、溶接実施予定の鉄骨部材71の表面に貼付されたICタグ70と、工事現場で作業員が携帯する携帯端末40と、で構成され、携帯端末40は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、溶接情報をICタグ70に記録するICタグ記録手段と、を備え、サーバシステム20は、溶接終了後に回収されたICタグ70に記録された溶接情報を読取るICタグ読取手段と、ICタグ70より読取った溶接情報を溶接情報データベース30に記録する記録手段と、溶接情報データベース30に記録された溶接情報を取得する手段と、読み取った溶接情報を集計して、溶接管理帳票を印刷出力する印刷出力手段と、を備える。
【解決手段】溶接管理システムは、溶接情報データベース30を備える、工事事務所に配置されたサーバシステム20と、溶接実施予定の鉄骨部材71の表面に貼付されたICタグ70と、工事現場で作業員が携帯する携帯端末40と、で構成され、携帯端末40は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、溶接情報をICタグ70に記録するICタグ記録手段と、を備え、サーバシステム20は、溶接終了後に回収されたICタグ70に記録された溶接情報を読取るICタグ読取手段と、ICタグ70より読取った溶接情報を溶接情報データベース30に記録する記録手段と、溶接情報データベース30に記録された溶接情報を取得する手段と、読み取った溶接情報を集計して、溶接管理帳票を印刷出力する印刷出力手段と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接管理方法及びシステムに関し、特に、ICタグを用いて溶接情報を管理する溶接管理方法及びシステムに関する。
【背景技術】
【0002】
近年、建築現場においてもICタグを用いて、部材情報の管理等を行う試みが行われている。例えば、鉄骨部材にICタグを貼り付け、予め部材加工工場等において部材に関する情報を入力し、さらに、現場において施工状況に関する情報をICタグに入力し、それらICタグから読取った情報に基づき施工することで、部材ごとに施工管理を確実に行うことが可能となる。
【0003】
ところで、本出願人らは、建築現場では溶接の際に火花やスパッタとよばれるスラグや金属粒が飛散したり、溶接作業により鉄骨部材の温度がICタグの動作保証上限温度以上に上昇したりするため、ICタグが故障してしまうおそれがあることに鑑みて、ICタグが溶接の際に発生する熱により破損するのを防止するため、ICタグの貼付方法を提案している(特願2005−126776)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、鉄骨部材の建込み時に溶接作業を行う前に、鉄骨部材にチョークにより溶接情報を記載し、溶接作業担当者が鉄骨部材に記載された内容に基づいて溶接作業を行っている。また、鉄骨部材に記載されていない情報は図面等を参照して、これに基づいて溶接作業を行っている。また、溶接箇所のUT検査やVT検査の結果についても、同様に、鉄骨部材の溶接箇所の近傍の表面にチョークにより記載し、これに基づき、補修作業を行っている。
【0005】
このように、鉄骨部材にチョークにより溶接作業情報を記載して管理する方法では、鉄骨部材に詳細な情報を記載するのは困難であり、また、時間の経過とともに記載した内容が読み取れなくなってしまうという問題があった。しかしながら、ICタグを用いて溶接施工管理を行うことはこれまで行われておらず、また、本出願人による上記出願においても、ICタグを用いた溶接施工管理をシステム化することまでは考慮していなかった。
【0006】
そこで、本発明は、ICタグを用いて溶接情報を確実に管理することのできる溶接を管理するシステム及び方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の溶接管理システムは、溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されるICタグと、工事現場で作業員が携帯する携帯端末とで構成され、鉄骨部材の溶接作業の管理を行うシステムであって、前記携帯端末は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、 前記溶接情報を前記ICタグに記録するICタグ記録手段と、を備え、前記管理サーバは、溶接完了後に回収された前記ICタグに記録された溶接情報を読取るICタグ読取手段と、前記ICタグより読取った溶接情報を溶接情報データベースに記録する記録手段と、を備えることを特徴とする。
上記の溶接管理システムによれば、溶接情報をICタグに記録することにより、確実に溶接情報を管理することができる。なお、本発明におけるICタグとは、内部にデータ記憶部を備え、このデータ記憶部へのデータの読み書きを外部から行えるように構成されたものであって、一般に、RFタグ、RFIDなどとも称される。
【0008】
ここで、前記ICタグ記録手段は、前記溶接情報を、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録してもよい。
このように、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録することで、共通項目について重複して記録することが不要となり、これにより、溶接ICタグに記録すべきデータ量を低減することが可能となる。
【0009】
また、前記管理サーバは、前記溶接情報データベースに記録された溶接情報を取得する手段と、前記取得した溶接情報に含まれる溶接管理情報を集計して、溶接管理帳票を生成する手段と、を備えてもよい。
【0010】
また、前記溶接情報は、第三者検査員により入力されたUT検査及びVT検査の結果に関する検査情報を含み、前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる検査情報を集計し、検査結果に関する検査帳票を生成する手段を備えてもよい。
【0011】
また、前記溶接情報は、溶接技能工により入力された溶接開始日及び完了日に関する溶接実施情報を含み、前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる溶接実施情報を含む溶接情報を集計して、溶接作業の進捗情報を表示する手段を更に備えてもよい。
これにより、溶接施工管理に関する管理帳票や、検査結果に関する検査帳票の作成が容易になる。
【0012】
また、前記携帯端末と前記管理サーバとは、相互に無線通信可能に接続されており、前記携帯端末は、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記管理サーバに無線送信する送信手段を備え、前記管理サーバは、前記携帯端末から送信されてきた溶接情報と、前記ICタグより読み取った溶接情報とを比較する手段を備えてもよい。
これにより、データの改竄などを防止することができる。
【0013】
また、前記携帯端末は、現場作業員の携帯する、当該現場作業員の属性情報が記録された認証用ICタグから前記属性情報を読取る手段と、前記認証用ICタグより読取った属性情報に基づき、前記携帯端末の記録手段のICタグへの記録及び読取が可能な情報を制限する認証手段と、を備えてもよい。
【0014】
また、前記管理サーバは、現場作業員の携帯する、前記現場作業員の属性情報の記録された認証用ICタグを読取る手段と、前記認証用ICタグより読取った属性情報に基づき、前記溶接情報データベースへの記録及び読取が可能な情報を制限する認証手段と、備えてもよい。
【0015】
また、前記携帯端末は、記憶部と、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記記憶部に記録する手段と、前記記憶部に記録された溶接情報を管理サーバに出力する出力端末と、を更に備え、前記管理サーバは、前記携帯端末の出力端末より出力された溶接情報を受付ける入力端末と、前記入力端末より入力された溶接情報と、前記読取手段が読み取った溶接情報と、を比較する手段とを備えてもよい。
【0016】
また、本発明の溶接管理方法は、溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されたICタグと、工事現場で作業員が携帯する携帯端末とにより、鉄骨部材の溶接作業の管理を行う方法であって、前記携帯端末が、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付けるステップと、前記携帯端末が、前記溶接情報を前記ICタグに記録するステップと、前記管理サーバが、溶接完了後に回収された前記ICタグに記録された前記溶接情報を読取るステップと、前記管理サーバが、前記ICタグより読取った溶接情報を溶接情報データベースに記録するステップと、を備えることを特徴とする。
【0017】
また、本発明は、上記の溶接管理方法により施工管理され建設されたことを特徴とする鉄骨構造物、及び鉄骨部材の溶接の施工管理項目に関する溶接管理情報を含む溶接情報が記録されたICタグであって、前記溶接情報は、各溶接箇所付いての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録されていることを特徴とするICタグを含むものとする。
【発明の効果】
【0018】
本発明の溶接管理システムによれば、溶接情報をICタグに記録することにより、確実に溶接情報を管理することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の溶接管理システムの一実施形態について、図面を参照しながら詳細に説明する。
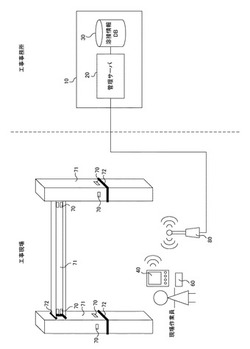
図1は、本実施形態の溶接管理システムの構成を示す図である。同図に示すように、溶接管理システム1は、工事事務所などに設けられたサーバシステム10と、現場作業員、施工管理者、及び検査実施者が工事現場において所持する携帯端末40と、鉄骨部材71の溶接箇所72の近傍に貼付された溶接ICタグ70と、現場作業員、施工管理者、及び検査実施者が所持する認証用ICタグ60とで構成される。工事現場には無線LANステーション80が配備されており、無線LANステーション80を介して携帯端末40と、サーバシステム10は送受信可能に接続されている。
【0020】
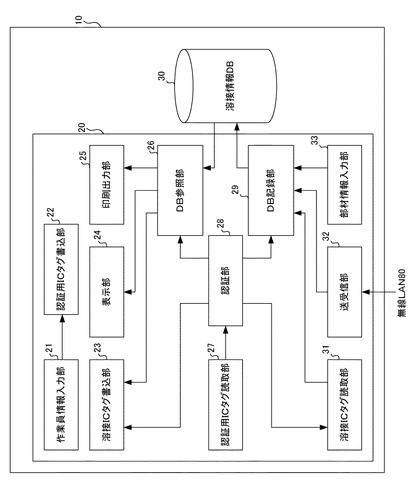
図2は、サーバシステム10の構成を示す図である。同図に示すように、サーバシステム10は、溶接情報データベース30と、この溶接情報データベース30にアクセス可能な管理サーバ20と、を備える。
管理サーバ20は、作業員情報入力部21と、認証用ICタグ書込部22と、溶接ICタグ書込部23と、表示部24と、印刷出力部25と、データベース参照部26と、認証用ICタグ読取部27と、認証部28と、データベース記録部29と、溶接ICタグ読取部31と、送受信部32と、部材情報入力部33と、を備える。
【0021】
作業員情報入力部21は、作業員の氏名、所属する会社名、及び現場作業員、施工管理者、及び検査実施者の種別を含む作業員識別情報の入力を受付ける。
認証用ICタグ書込部22は、作業員情報入力部21の受付けた作業員識別情報を認証用ICタグ60に記録する。
【0022】
認証用ICタグ読取部27は、認証用ICタグ60に記録された作業員識別情報を取得し、この作業員識別情報を認証部28に送信する。
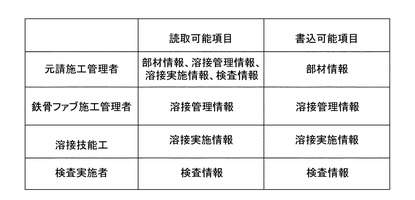
認証部28は、認証用ICタグ読取部27が取得した作業員識別情報に含まれる溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する情報に基づいて、後述するDB参照部26及び溶接ICタグ読取部31に、読取可能なデータ項目を指定する認証情報を含む認証信号を送信し、また、DB記録部29及び溶接ICタグ書込部23に書込可能なデータ項目を指定する認証情報を含む認証信号を送信する。本実施形態では、図3に示すように、作業員識別情報が溶接技能工の場合には溶接実施情報の書き込みが可能であり、鉄骨ファブ施工管理者の場合には、溶接管理情報の閲覧及び書き込みが可能であり、検査実施者の場合には、全ての情報の閲覧及び検査情報の書き込みが可能であり、元請施工管理者の場合には、全ての情報の閲覧及び部材情報の書き込みが可能であるように設定されている。
【0023】
溶接ICタグ読取部31は、認証部28より認証信号を受信すると、溶接ICタグ70に記録された情報のうち、認証情報で指定された読取可能なデータ項目に該当する情報を取得することができる。
DB参照部26は、認証部28より認証信号を受信すると、溶接情報データベース30に記録された情報のうちの認証情報で指定された読取可能なデータ項目に該当する部分の情報を取得することができる。
【0024】
溶接ICタグ書込部23は、認証部28より認証信号を受信すると、認証情報で指定された書込可能なデータ項目に該当する情報を溶接ICタグ70に記録することができる。
DB記録部29は、認証部28より認証信号を受信すると、溶接情報データベース30に認証情報で指定された書込可能なデータ項目に該当する情報を記録することができる。また、送受信部32が無線LANステーション80経由で携帯端末40より受信した溶接実施情報、溶接管理情報、及び検査情報を記録する。
【0025】
部材情報入力部33は、DB記録部29が認証部28から認証信号を受信して部材情報の入力可能になった場合に、設計図などに基づく部材の配置や寸法などの部材に関する情報や溶接方法などや溶接線の長さなどの溶接に関する情報を含む部材情報の入力を受付ける。
【0026】
印刷出力部25は、DB参照部26が取得した部材情報、溶接管理情報、及び検査情報を集計し、帳票、溶接作業報告書、及びUT・VT検査報告書として印刷出力する。
また、表示部24は、DB参照部26が取得した部材情報、溶接管理情報、及び検査情報を集計し、労務・溶接出来高情報や進行状況として表示する。
送受信部32は、携帯端末40より無線LANステーション80を介して送られた溶接管理情報及び検査情報を受信する。
【0027】
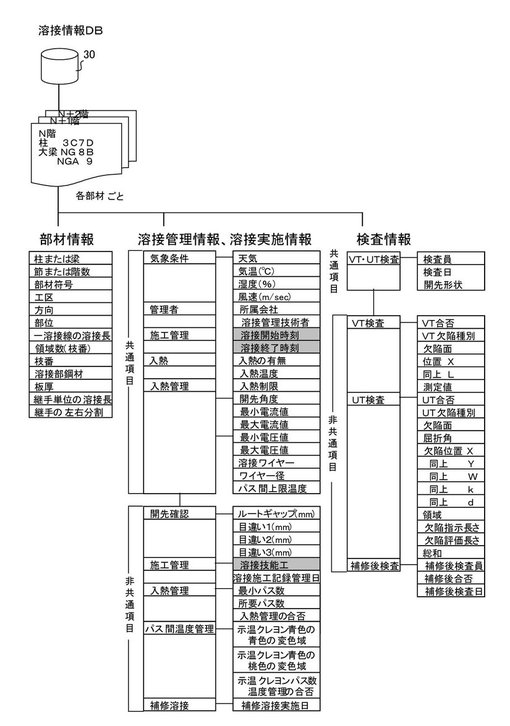
図4は、溶接情報データベース30に記録されるデータ項目を示す図である。溶接情報データベース30には、事前に設計図等に基づいて、溶接箇所ごとに溶接を行う鉄骨部材の位置や寸法、及び溶接線の長さや、溶接部の板圧、溶接方法に関する部材情報が記録される。また、溶接作業前及び終了後には、入熱管理状況などの溶接の実施状況などを含む溶接管理情報が記録される。また、溶接の作業開始時及び終了時には溶接技能工の識別情報、溶接実施日を含む溶接実施情報(図3における灰色の項目)が記録される。また、検査実施後には、目視検査(VT検査)や超音波検査(UT検査)の検査状況や検査結果に関する情報が記録される。
【0028】
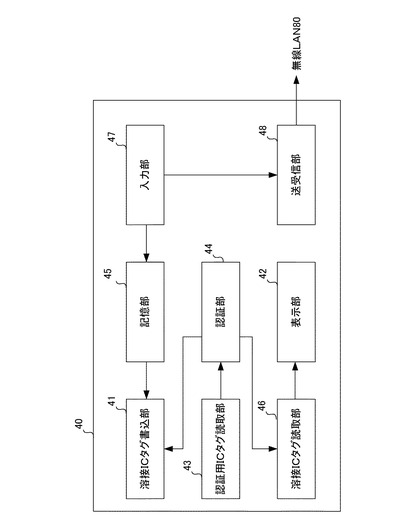
図5は、携帯端末40の構成を示す図である。同図に示すように、携帯端末40は、溶接ICタグ書込部41と、表示部42と、認証用ICタグ読取部43と、認証部44と、記憶部45と、溶接ICタグ読取部46と、入力部47と、送受信部48とを備える。
認証用ICタグ読取部43は、認証用ICタグ60に記録された作業員識別情報を取得し、この作業員識別情報を認証部44に送信する。
【0029】
認証部44は、認証用ICタグ読取部43が取得した作業員識別情報に含まれる溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する情報に基づき、後述する溶接ICタグ読取部46に読取可能なデータ項目を指定した認証信号を送信し、また、入力部47及び溶接ICタグ書込部41に書込可能なデータ項目を指定した認証信号を送信する。なお、読取可能な項目及び書込可能な項目については、図2に示す管理サーバ20の認証部28と同様に設定されている。
【0030】
溶接ICタグ読取部46は、認証部44より認証信号を受信すると、溶接ICタグ70の認証情報で指定された読取可能なデータ項目に該当する情報を取得することができる。
溶接ICタグ書込部41は、認証部44より認証信号を受信すると、認証情報で指定された書込可能なデータ項目に該当する情報について溶接ICタグ70に記録することができる。
【0031】
表示部42は、溶接ICタグ70より読み取った情報や、溶接ICタグ書込部41の書込可能な範囲などを表示する。
記憶部45は、溶接ICタグ読取部46が溶接ICタグ70より取得した情報を一次的に保存することができる。
入力部47は、鉄骨ファブ施工管理者や検査実施者などによる、溶接管理情報や検査情報の入力を受付ける。
送受信部48は、無線LANステーション80を介してサーバシステム10に接続することができる。
【0032】
図6は、溶接ICタグ70に記録されるデータ項目を示す。
溶接ICタグ70には、貼付された位置の近傍の溶接箇所72に関する部材情報、溶接管理情報、溶接実施情報、及び検査情報が記録される。ここで、検査領域は300mm以下であるため、例えば、溶接線の長さが800mmの場合には、検査領域を3つに分けて検査を行う必要がある。また、梁部材の下フランジについて溶接を行う場合には、梁部材中央のウェブが障害となるため、左右に分けて溶接作業を行う。このように複数に分割して溶接を行う場合に、分割した管理領域において夫々異なる項目は、この管理領域ごとに記録しなければならない。
【0033】
そこで、溶接箇所72を複数に分割して溶接する箇所の溶接ICタグ70には、図6に示すように、部材の寸法や溶接方法など複数の溶接箇所72に共通する共通項目と、複数の溶接箇所72の分割された部分ごとに記録しなければならない非共通項目とに区分して記録されている。このように、各鉄骨部材についての複数の溶接箇所72に共通する共通項目と、複数の溶接箇所72の夫々について記録されるべき非共通項目とに区分して記録することで、共通項目について重複して記録することが不要となり、これにより、溶接ICタグ70に記録すべきデータ量を低減することが可能となる。
【0034】
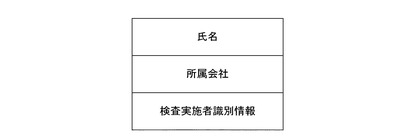
図7は、認証用ICタグ60に記録されたデータ項目を示す図である。認証用ICタグ60は、全ての溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者が所持しており、同図に示すように、所持する者の氏名と、所持する者の所属する会社名と、溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する作業員識別情報とが記録されている。
【0035】
本実施形態の溶接管理システム1を用いた溶接管理方法は、従来、鉄骨部材にチョークで記載していた部材情報、溶接管理情報、検査情報を鉄骨部材に貼付した溶接ICタグ70に記録し、さらに、この溶接ICタグ70に記録された情報が改竄されないように、施工者の所持する認証用ICタグ60に記録された施工者の種別により認証を行い、この認証結果に基づき情報の閲覧及び書き込みに制限を加える点に特徴を有する。
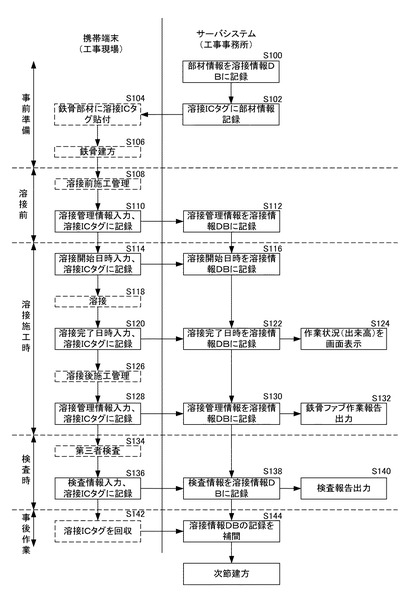
以下、溶接管理システム1を用いた溶接管理方法について詳細に説明する。図8は、溶接作業の流れを示す図である。同図に示すように、ここでは溶接作業の進行に合わせて、事前準備、溶接前、溶接施工時、検査時、事後作業にわけて詳細に説明する。
【0036】
<事前準備>
図8に示すように、溶接前の事前準備として、部材情報を溶接情報データベースに記録し(S100)、これらの部材情報を溶接ICタグ70に記録する(S102)。そして、部材情報の記録された溶接ICタグ70を鉄骨部材に貼付し(S104)、鉄骨建方を行う(S106)。
【0037】
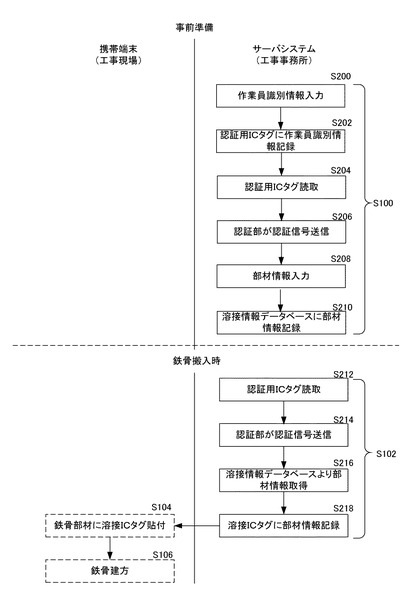
図9は、図8のステップ100〜106の作業の詳細な流れを示す図である。同図に示すように、まず、作業員情報入力部21より名簿等に基づいて、現場作業員、施工管理者、及び検査実施者の名前、所属業者名、及び現場作業員、施工管理者、及び検査実施者の識別IDなどの作業員識別情報を入力し(S200)、認証用ICタグ書込部22より認証用ICタグ60に氏名、所属会社名、及び作業員識別情報を記録する(S202)。現場作業員、施工管理者、及び検査実施者は、工事現場において、この作業員識別情報の記録された認証用ICタグ60及び携帯端末40を携帯するものとする。
【0038】
次に、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60を読み込む(S204)。管理サーバ20の認証部28は、認証用ICタグ60より取得した作業者識別情報に基づき、書込可能なデータ項目を指定する認証信号をDB記録部29に送信する(S206)。これにより、元請施工管理者は、溶接情報データベース30への部材情報の書き込みをできるようになり、設計図等に基づいて部材の配置や寸法、溶接線の長さなどの部材情報を部材情報入力部33より入力する(S208)。部材情報入力部33に入力された部材情報は、DB記録部29により溶接情報データベース30に記録される(S210)。
【0039】
次に、鉄骨部材71が搬入された際に、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60に記録された作業員識別情報を読み込む(S212)。作業員識別情報は認証部28に送信され、これに基づき認証部28は、DB参照部26及び溶接ICタグ書込部23に認証信号を送信する(S214)。これにより、溶接情報データベース30より部材情報を取得し、取得した部材情報を溶接ICタグ70に記録することが可能となる。
【0040】
次に、管理サーバ20のDB参照部26が溶接情報データベース30を参照し、夫々の溶接箇所に該当する部材情報を取得する(S216)。取得した部材情報は溶接ICタグ書込部23に送信され、溶接ICタグ書込部23は受信した部材情報を溶接ICタグ70に記録する(S218)。部材情報の記録された溶接ICタグ70は、工事現場に搬送された鉄骨部材71の表面に貼付される(S104)。
【0041】
次に、溶接ICタグ70が貼付された鉄骨部材71の建込みを行う(S106)。この時、携帯端末40の溶接ICタグ読取部31より溶接ICタグ70に記録された部材情報を読み取り表示部42に表示させることにより、鉄骨部材71の位置等を確認しながら建込みを行うことができる。
【0042】
<溶接前>
次に、図8に戻り、溶接前の施工管理の流れについて説明する。鉄骨ファブ施工管理者は、溶接前に管理すべき項目について管理を行う(S108)。そして、これらの項目についての溶接管理情報を携帯端末40の入力部47に入力する。入力された溶接管理情報は、溶接ICタグ70に記録されるとともに(S110)、管理サーバ20の溶接情報データベース30に記録される(S112)。
【0043】
以下、図8のステップ110の溶接管理情報の入力及び溶接ICタグ70に記録する工程、及びステップ112の溶接情報データベース30に記録するまでの処理を図10に示すフローチャートを参照して詳細に説明する。
【0044】
図10に示すように、鉄骨ファブ施工管理者は、携帯端末40の認証用ICタグ読取部43より認証用ICタグ60に記録された作業者種別情報を読み込む(S300)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に認証信号が送信される(S302)。これにより、入力部47より溶接管理情報の入力が可能になる。そして、鉄骨ファブ施工管理者は、携帯端末40の入力部47より溶接前に管理すべき溶接管理情報を入力する(S304)。この際、携帯端末40の表示部42には図11に示すような入力画面が表示される。同図に示すように、溶接管理情報の溶接前に管理すべき項目が表示されており、鉄骨ファブ施工管理者は、この入力画面に従って入力することにより、確実に全ての項目を管理することができる。なお、溶接箇所を複数に分割して溶接を行う場合には、分割した部分夫々に対して管理すべき項目(すなわち、図6の非共通項)については、夫々入力する。入力部47の受付けた溶接管理情報は一次的に記憶部45に記録される(S306)。
【0045】
次に、鉄骨ファブ施工管理者は、携帯端末40の溶接ICタグ書込部41より、溶接ICタグ70に溶接管理情報を記録する(S308)。そして、鉄骨ファブ施工管理者は、例えば、一日の作業終了後など適宜なタイミングで入力部47に情報を送信する旨の入力を行う。携帯端末40は、情報を送信する旨の入力を受付けると、記憶部45に記録された溶接管理情報を送受信部48より無線LANステーション80経由で管理サーバ20に送信する(S310)。管理サーバ20は溶接管理情報を受信すると(S312)、DB記録部29より受信した溶接管理情報を、該当する部材情報と対応付けて溶接情報データベース30に記録する(S314)。
【0046】
<溶接施工時>
次に、図8に戻り、溶接施工時の流れを説明する。まず、溶接開始時に、溶接技能工は、携帯端末40の入力部47より溶接開始日時を入力する。この入力された溶接開始日時は、溶接ICタグ70に記録されるとともに(S114)、溶接情報データベース30に記録される(S116)。そして、溶接技能工は、溶接を行い(S118)、溶接完了時に溶接技能工が携帯端末40の入力部47より、溶接完了日時を入力する。携帯端末40に入力された溶接開始日時及び溶接完了日時は、溶接ICタグ70に記録されるとともに(S120)、溶接情報データベース30に記録される(S122)。元請施工管理者は、溶接情報データベース30に記録された情報に基づき管理サーバ20の表示部24に作業状況に関する情報を表示させることができる(S124)。
【0047】
溶接が終了したら、鉄骨ファブ施工管理者が、溶接後に管理すべき項目について溶接施工管理を行う(S126)。そして、携帯端末40の入力部47より、溶接施工後に管理すべき溶接管理情報についての入力を行う。携帯端末40に入力された溶接管理情報は、溶接ICタグ70に記録されるとともに(S128)、溶接情報データベース30に記録される(S130)。鉄骨ファブ施工管理者及び元請施工管理者は、溶接情報データベース30に記録された情報に基づき、鉄骨ファブ作業報告を印刷出力部25より帳票印刷することができる(S132)。
【0048】
ここで、図12に示すフローチャートを参照して、上述した溶接技能工が溶接開始(完了)日時を携帯端末40に入力し、溶接ICタグ70に記録するとともに、溶接情報データベース30に記録する工程(すなわち、図8のステップ114〜116及びステップ120〜S122)を詳細に説明する。
溶接開始時に、溶接技能工は携帯端末40の認証用ICタグ読取部43より認証用ICタグ60に記録された作業者識別情報を読み込む(S400)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に書込可能なデータ項目を指定する認証信号が送信される(S402)。これにより、入力部47は溶接実施情報の入力が可能となり、また、溶接ICタグ書込部41は溶接実施情報の書込が可能となる。
【0049】
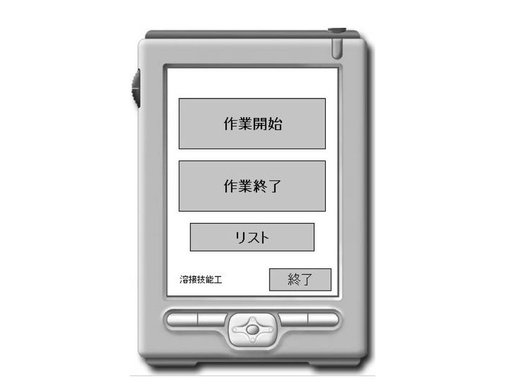
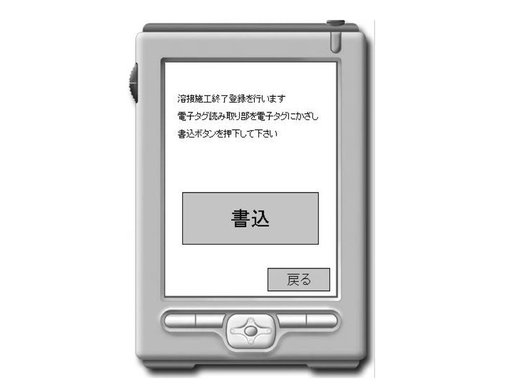
図13は、認証用ICタグ60より取得した作業者識別情報が溶接技能工である場合に表示部42に表示される入力画面の一例である。溶接技能工が、同図に示す入力画面の「作業開始」を選択すると、図14に示すような入力画面が表示部42に表示される。ここで、溶接技能工は、「書込」を選択することにより溶接開始の旨の入力を行うことができる(S404)。携帯端末40は溶接開始の旨の入力を受付けると、この時の時間を作業開始日時として記憶部45に記録するとともに(S406)、溶接ICタグ書込部41より作業開始時間を溶接ICタグ70に記録する(S408)。溶接技能工は、例えば、一日の作業終了後など適宜なタイミングで、携帯端末40の入力部47に情報を送信する旨の入力を行う。携帯端末40は、情報を送信する旨の入力を受付けると、記憶部45に記録された溶接開始日時の情報を管理サーバ20に送信する(S410)。管理サーバ20は、溶接開始日時を受信すると(S412)、溶接開始日時を溶接情報データベース30の該当する部材情報と関連付けて記録する(S414)。
【0050】
ステップ120〜122において、溶接完了日時を携帯端末40に入力し、溶接ICタグ70に記録するとともに、溶接情報データベース30に記録する工程は、溶接開始時と同様に行えば良い。なお、溶接完了日時を入力する場合には、図13に示す画面表示がされた場合に「作業完了」を選択することで、溶接完了日時が入力される。
【0051】
次に、ステップ128における溶接完了後に管理すべき溶接管理情報についての入力及びこの情報を溶接ICタグ70に記録する工程及びステップ130における溶接情報データベース30に溶接完了後に管理すべき溶接管理情報を記録する工程は、前述した図10のステップ300〜314に示す溶接前の溶接管理情報の記録と同様に行えばよい。
【0052】
次に、図15に示すフローチャートを参照して、ステップ124における作業の進行状況や労務溶接出来高に関する情報を表示部24に画面出力させる流れを説明する。まず、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60を読み取らせる(S500)。管理サーバ20の認証部28は認証用ICタグ60より読み取った作業者識別情報に基づき、DB参照部26に読取可能なデータ項目を指定する認証信号を送信する(S502)。これにより、DB参照部26は、溶接情報データベース30に記録された溶接実施情報及び溶接管理情報の読み取りが可能となる。溶接情報データベース30には、上述したように、これまで実施された溶接実施情報が記録されている。そこで、DB参照部26より溶接情報データベース30に記録された溶接実施情報を取得し(S504)、これらの集計することにより(S506)、作業の進行状況や労務溶接出来高に関する情報を表示部24に表示できる(S508)。
【0053】
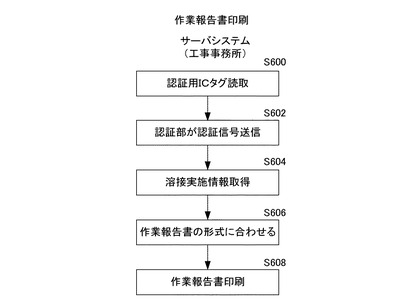
次に、図16に示すフローチャートを参照して、ステップ132における溶接作業の作業報告書を印刷出力する流れを説明する。
鉄骨ファブ施工管理者は、管理サーバ20の認証用ICタグ読取部27より、認証用ICタグ60に記録された作業者種別情報を読み込む(S600)。認証用ICタグ60より取得した作業者識別情報は認証部28に送信され、認証部28よりDB参照部26に認証信号が送信される(S602)。これにより、DB参照部26より溶接管理情報の取得が可能になる。そして、DB参照部26より溶接情報データベース30に記録された溶接管理情報を取得し(S604)、取得した溶接管理情報を作業報告書の形式に適宜合わせて(S606)、作業報告書として印刷出力部25より印刷する(S608)。
【0054】
<第三者検査時>
次に、図8に戻って第三者検査時の流れについて説明する。
まず、検査担当者がUT検査及びVT検査を実施する(S134)。検査担当者は、この検査結果を携帯端末40に入力する。入力された検査情報は溶接ICタグ70に記録されるとともに(S136)、管理サーバ20に送信され、溶接情報データベース30に記録される(S136)。第三者検査終了後には、溶接情報データベース30に記録された検査情報に基づき検査報告書を作成することができる(S140)。
【0055】
図17は、ステップ136及びステップ138における携帯端末40が検査担当者による検査情報の入力を受付け、この検査情報を溶接ICタグ70に記録するとともに溶接情報データベース30に記録する工程の流れを詳細に説明するためのフローチャートである。
まず、検査担当者は、携帯端末40の認証用ICタグ読取部43より、認証用ICタグ60に記録された作業者種別情報を読み込む(S700)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に認証信号が送信される(S702)。これにより、入力部47の検査情報の入力受付が可能になる。
【0056】
次に、UT検査やVT検査の検査状況及び検査結果を含む検査情報の入力を行う(S704)。この際、溶接管理情報を入力した際と同様に、検査情報の各項目が入力画面に表示されるため、これに従って入力すればよい。なお、溶接箇所を複数に分割して管理又は検査を行う場合に、分割した夫々の部分に対して管理すべき項目(すなわち、図6の非共通項目)の入力については夫々行う。入力部47の受付けた検査情報は一次的に記憶部45に記録される(S706)。次に、検査担当者は溶接ICタグ書込部41より検査情報を溶接ICタグ70に記録する(S708)。
【0057】
そして、検査担当者は、例えば、一日の作業終了後など適宜なタイミングで入力部47より情報を送信する旨の入力を行う。入力部47に情報を送信する旨の入力を受付けると、記憶部45に記録された検査情報は、送受信部48より無線LANステーション80経由で管理サーバ20に送信される(S710)。管理サーバ20は検査情報を受信すると(S712)、受信した検査情報をDB参照部26より該当する部材情報と対応付けて、溶接情報データベース30に記録する(S714)。
【0058】
このように、検査情報が検査の進行にともなって溶接情報データベース30に記録されるため、元請施工管理者は、管理サーバ20よりこれらの情報に基づき、検査の進行状況や労務溶接出来高に関する情報を取得することができる。作業の進行状況に関する情報を取得する場合には、図15のステップ500〜508と同様に行えばよい。
【0059】
また、図8のステップ140において、管理サーバ20より検査担当者が検査報告を印刷出力する場合には、溶接終了後に鉄骨ファブ施工管理者が作業報告書を印刷出力した場合(すなわち、図16のステップ600〜608)と同様に行えばよい。これにより、UT・VT検査報告を印刷出力することができる。
【0060】
<事後作業>
図8に戻り、第三者検査が終了した後、元請施工管理者は鉄骨部材71に貼付された溶接ICタグ70を回収し(S142)、管理サーバ20の溶接ICタグ読取部46より、溶接ICタグ70に記録された溶接管理情報、溶接実施情報、及び検査情報を読み取る。この読み取った溶接管理情報、溶接実施情報、及び検査情報と、溶接情報データベース30に記録されている溶接管理情報、溶接実施情報、及び検査情報とを比較することで、これのデータへの改竄の有無及びをデータの補間を行う(S144)。記録された溶接管理情報、溶接実施情報、及び検査情報を読み取った溶接ICタグ70は、次節の溶接作業の際に、利用することができる。
【0061】
上述したように、本実施形態の溶接管理システム1によれば、ICタグを用いて溶接の管理を行っているため、従来のチョークにより溶接情報を記載することにより、生じていた、経時変化により記載されていた内容が読めなくなるなどの問題を防止できる。
【0062】
なお、上記の実施形態では、携帯端末40の溶接管理情報、溶接実施情報、及び検査情報を記憶部45に一次的に記録し、適宜なタイミングで無線LANステーション80経由で管理サーバ20に送信する構成としたが、本発明はこれに限られない。無線LANの設置されていない工事現場においても、毎日作業終了後など適宜な時に携帯端末の記憶部に記録された情報を管理サーバに出力し、管理サーバは受信した情報を溶接情報データベースに記録することにより、同様の溶接管理が可能となる。
【図面の簡単な説明】
【0063】
【図1】溶接管理システムの構成を示す図である。
【図2】サーバシステムの構成を示す図である。
【図3】認証部に設定された作業員識別情報ごとの、読取可能範囲と、書込可能範囲を示す図である。
【図4】溶接情報データベースに記録されたデータ項目を示す図である。
【図5】携帯端末の構成を示す図である。
【図6】溶接ICタグ70に記録されたデータ項目を示す図である。
【図7】認証用ICタグ60に記録されたデータ項目を示す図である。
【図8】溶接管理全体の流れを示す図である。
【図9】溶接前の事前準備及び鉄骨搬入時の流れを示す図である。
【図10】溶接管理情報の入力から溶接管理情報を溶接情報データベースに記録するまでの流れを示す図である。
【図11】溶接管理情報を入力する際に表示部に表示される入力画面の一例である。
【図12】溶接開始(完了)日時の入力から溶接情報データベースに記録するまでの流れを示す図である。
【図13】溶接開始(完了)日時を入力する際に表示部に表示される入力画面の一例(その1)である。
【図14】溶接開始(完了)日時を入力する際に表示部に表示される入力画面の一例(その2)である。
【図15】管理サーバの表示部に進行状況を表示するまでの流れを示す図である。
【図16】管理サーバより作業報告書を印刷するまでの流れを示す図である。
【図17】検査情報の入力から検査情報を溶接情報データベースに記録するまでの流れを示す図である。
【符号の説明】
【0064】
1 溶接管理システム 10 サーバシステム
20 管理サーバ 21 作業員情報入力部
22 認証用ICタグ書込部 23 溶接ICタグ書込部
24 表示部 25 印刷出力部
26 データベース(DB)参照部 27 認証用ICタグ読取部
28 認証部 29 データベース(DB)記録部
30 溶接情報データベース 31 溶接ICタグ読取部
32 送受信部 33 部材情報入力部
40 携帯端末 41 溶接ICタグ書込部
42 表示部 43 認証用ICタグ読取部
44 認証部 45 記憶部
46 溶接ICタグ読取部 47 入力部
48 送受信部 60 認証用ICタグ60
70 溶接ICタグ70 71 鉄骨部材
80 無線LANステーション
【技術分野】
【0001】
本発明は、溶接管理方法及びシステムに関し、特に、ICタグを用いて溶接情報を管理する溶接管理方法及びシステムに関する。
【背景技術】
【0002】
近年、建築現場においてもICタグを用いて、部材情報の管理等を行う試みが行われている。例えば、鉄骨部材にICタグを貼り付け、予め部材加工工場等において部材に関する情報を入力し、さらに、現場において施工状況に関する情報をICタグに入力し、それらICタグから読取った情報に基づき施工することで、部材ごとに施工管理を確実に行うことが可能となる。
【0003】
ところで、本出願人らは、建築現場では溶接の際に火花やスパッタとよばれるスラグや金属粒が飛散したり、溶接作業により鉄骨部材の温度がICタグの動作保証上限温度以上に上昇したりするため、ICタグが故障してしまうおそれがあることに鑑みて、ICタグが溶接の際に発生する熱により破損するのを防止するため、ICタグの貼付方法を提案している(特願2005−126776)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、鉄骨部材の建込み時に溶接作業を行う前に、鉄骨部材にチョークにより溶接情報を記載し、溶接作業担当者が鉄骨部材に記載された内容に基づいて溶接作業を行っている。また、鉄骨部材に記載されていない情報は図面等を参照して、これに基づいて溶接作業を行っている。また、溶接箇所のUT検査やVT検査の結果についても、同様に、鉄骨部材の溶接箇所の近傍の表面にチョークにより記載し、これに基づき、補修作業を行っている。
【0005】
このように、鉄骨部材にチョークにより溶接作業情報を記載して管理する方法では、鉄骨部材に詳細な情報を記載するのは困難であり、また、時間の経過とともに記載した内容が読み取れなくなってしまうという問題があった。しかしながら、ICタグを用いて溶接施工管理を行うことはこれまで行われておらず、また、本出願人による上記出願においても、ICタグを用いた溶接施工管理をシステム化することまでは考慮していなかった。
【0006】
そこで、本発明は、ICタグを用いて溶接情報を確実に管理することのできる溶接を管理するシステム及び方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の溶接管理システムは、溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されるICタグと、工事現場で作業員が携帯する携帯端末とで構成され、鉄骨部材の溶接作業の管理を行うシステムであって、前記携帯端末は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、 前記溶接情報を前記ICタグに記録するICタグ記録手段と、を備え、前記管理サーバは、溶接完了後に回収された前記ICタグに記録された溶接情報を読取るICタグ読取手段と、前記ICタグより読取った溶接情報を溶接情報データベースに記録する記録手段と、を備えることを特徴とする。
上記の溶接管理システムによれば、溶接情報をICタグに記録することにより、確実に溶接情報を管理することができる。なお、本発明におけるICタグとは、内部にデータ記憶部を備え、このデータ記憶部へのデータの読み書きを外部から行えるように構成されたものであって、一般に、RFタグ、RFIDなどとも称される。
【0008】
ここで、前記ICタグ記録手段は、前記溶接情報を、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録してもよい。
このように、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録することで、共通項目について重複して記録することが不要となり、これにより、溶接ICタグに記録すべきデータ量を低減することが可能となる。
【0009】
また、前記管理サーバは、前記溶接情報データベースに記録された溶接情報を取得する手段と、前記取得した溶接情報に含まれる溶接管理情報を集計して、溶接管理帳票を生成する手段と、を備えてもよい。
【0010】
また、前記溶接情報は、第三者検査員により入力されたUT検査及びVT検査の結果に関する検査情報を含み、前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる検査情報を集計し、検査結果に関する検査帳票を生成する手段を備えてもよい。
【0011】
また、前記溶接情報は、溶接技能工により入力された溶接開始日及び完了日に関する溶接実施情報を含み、前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる溶接実施情報を含む溶接情報を集計して、溶接作業の進捗情報を表示する手段を更に備えてもよい。
これにより、溶接施工管理に関する管理帳票や、検査結果に関する検査帳票の作成が容易になる。
【0012】
また、前記携帯端末と前記管理サーバとは、相互に無線通信可能に接続されており、前記携帯端末は、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記管理サーバに無線送信する送信手段を備え、前記管理サーバは、前記携帯端末から送信されてきた溶接情報と、前記ICタグより読み取った溶接情報とを比較する手段を備えてもよい。
これにより、データの改竄などを防止することができる。
【0013】
また、前記携帯端末は、現場作業員の携帯する、当該現場作業員の属性情報が記録された認証用ICタグから前記属性情報を読取る手段と、前記認証用ICタグより読取った属性情報に基づき、前記携帯端末の記録手段のICタグへの記録及び読取が可能な情報を制限する認証手段と、を備えてもよい。
【0014】
また、前記管理サーバは、現場作業員の携帯する、前記現場作業員の属性情報の記録された認証用ICタグを読取る手段と、前記認証用ICタグより読取った属性情報に基づき、前記溶接情報データベースへの記録及び読取が可能な情報を制限する認証手段と、備えてもよい。
【0015】
また、前記携帯端末は、記憶部と、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記記憶部に記録する手段と、前記記憶部に記録された溶接情報を管理サーバに出力する出力端末と、を更に備え、前記管理サーバは、前記携帯端末の出力端末より出力された溶接情報を受付ける入力端末と、前記入力端末より入力された溶接情報と、前記読取手段が読み取った溶接情報と、を比較する手段とを備えてもよい。
【0016】
また、本発明の溶接管理方法は、溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されたICタグと、工事現場で作業員が携帯する携帯端末とにより、鉄骨部材の溶接作業の管理を行う方法であって、前記携帯端末が、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付けるステップと、前記携帯端末が、前記溶接情報を前記ICタグに記録するステップと、前記管理サーバが、溶接完了後に回収された前記ICタグに記録された前記溶接情報を読取るステップと、前記管理サーバが、前記ICタグより読取った溶接情報を溶接情報データベースに記録するステップと、を備えることを特徴とする。
【0017】
また、本発明は、上記の溶接管理方法により施工管理され建設されたことを特徴とする鉄骨構造物、及び鉄骨部材の溶接の施工管理項目に関する溶接管理情報を含む溶接情報が記録されたICタグであって、前記溶接情報は、各溶接箇所付いての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録されていることを特徴とするICタグを含むものとする。
【発明の効果】
【0018】
本発明の溶接管理システムによれば、溶接情報をICタグに記録することにより、確実に溶接情報を管理することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の溶接管理システムの一実施形態について、図面を参照しながら詳細に説明する。
図1は、本実施形態の溶接管理システムの構成を示す図である。同図に示すように、溶接管理システム1は、工事事務所などに設けられたサーバシステム10と、現場作業員、施工管理者、及び検査実施者が工事現場において所持する携帯端末40と、鉄骨部材71の溶接箇所72の近傍に貼付された溶接ICタグ70と、現場作業員、施工管理者、及び検査実施者が所持する認証用ICタグ60とで構成される。工事現場には無線LANステーション80が配備されており、無線LANステーション80を介して携帯端末40と、サーバシステム10は送受信可能に接続されている。
【0020】
図2は、サーバシステム10の構成を示す図である。同図に示すように、サーバシステム10は、溶接情報データベース30と、この溶接情報データベース30にアクセス可能な管理サーバ20と、を備える。
管理サーバ20は、作業員情報入力部21と、認証用ICタグ書込部22と、溶接ICタグ書込部23と、表示部24と、印刷出力部25と、データベース参照部26と、認証用ICタグ読取部27と、認証部28と、データベース記録部29と、溶接ICタグ読取部31と、送受信部32と、部材情報入力部33と、を備える。
【0021】
作業員情報入力部21は、作業員の氏名、所属する会社名、及び現場作業員、施工管理者、及び検査実施者の種別を含む作業員識別情報の入力を受付ける。
認証用ICタグ書込部22は、作業員情報入力部21の受付けた作業員識別情報を認証用ICタグ60に記録する。
【0022】
認証用ICタグ読取部27は、認証用ICタグ60に記録された作業員識別情報を取得し、この作業員識別情報を認証部28に送信する。
認証部28は、認証用ICタグ読取部27が取得した作業員識別情報に含まれる溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する情報に基づいて、後述するDB参照部26及び溶接ICタグ読取部31に、読取可能なデータ項目を指定する認証情報を含む認証信号を送信し、また、DB記録部29及び溶接ICタグ書込部23に書込可能なデータ項目を指定する認証情報を含む認証信号を送信する。本実施形態では、図3に示すように、作業員識別情報が溶接技能工の場合には溶接実施情報の書き込みが可能であり、鉄骨ファブ施工管理者の場合には、溶接管理情報の閲覧及び書き込みが可能であり、検査実施者の場合には、全ての情報の閲覧及び検査情報の書き込みが可能であり、元請施工管理者の場合には、全ての情報の閲覧及び部材情報の書き込みが可能であるように設定されている。
【0023】
溶接ICタグ読取部31は、認証部28より認証信号を受信すると、溶接ICタグ70に記録された情報のうち、認証情報で指定された読取可能なデータ項目に該当する情報を取得することができる。
DB参照部26は、認証部28より認証信号を受信すると、溶接情報データベース30に記録された情報のうちの認証情報で指定された読取可能なデータ項目に該当する部分の情報を取得することができる。
【0024】
溶接ICタグ書込部23は、認証部28より認証信号を受信すると、認証情報で指定された書込可能なデータ項目に該当する情報を溶接ICタグ70に記録することができる。
DB記録部29は、認証部28より認証信号を受信すると、溶接情報データベース30に認証情報で指定された書込可能なデータ項目に該当する情報を記録することができる。また、送受信部32が無線LANステーション80経由で携帯端末40より受信した溶接実施情報、溶接管理情報、及び検査情報を記録する。
【0025】
部材情報入力部33は、DB記録部29が認証部28から認証信号を受信して部材情報の入力可能になった場合に、設計図などに基づく部材の配置や寸法などの部材に関する情報や溶接方法などや溶接線の長さなどの溶接に関する情報を含む部材情報の入力を受付ける。
【0026】
印刷出力部25は、DB参照部26が取得した部材情報、溶接管理情報、及び検査情報を集計し、帳票、溶接作業報告書、及びUT・VT検査報告書として印刷出力する。
また、表示部24は、DB参照部26が取得した部材情報、溶接管理情報、及び検査情報を集計し、労務・溶接出来高情報や進行状況として表示する。
送受信部32は、携帯端末40より無線LANステーション80を介して送られた溶接管理情報及び検査情報を受信する。
【0027】
図4は、溶接情報データベース30に記録されるデータ項目を示す図である。溶接情報データベース30には、事前に設計図等に基づいて、溶接箇所ごとに溶接を行う鉄骨部材の位置や寸法、及び溶接線の長さや、溶接部の板圧、溶接方法に関する部材情報が記録される。また、溶接作業前及び終了後には、入熱管理状況などの溶接の実施状況などを含む溶接管理情報が記録される。また、溶接の作業開始時及び終了時には溶接技能工の識別情報、溶接実施日を含む溶接実施情報(図3における灰色の項目)が記録される。また、検査実施後には、目視検査(VT検査)や超音波検査(UT検査)の検査状況や検査結果に関する情報が記録される。
【0028】
図5は、携帯端末40の構成を示す図である。同図に示すように、携帯端末40は、溶接ICタグ書込部41と、表示部42と、認証用ICタグ読取部43と、認証部44と、記憶部45と、溶接ICタグ読取部46と、入力部47と、送受信部48とを備える。
認証用ICタグ読取部43は、認証用ICタグ60に記録された作業員識別情報を取得し、この作業員識別情報を認証部44に送信する。
【0029】
認証部44は、認証用ICタグ読取部43が取得した作業員識別情報に含まれる溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する情報に基づき、後述する溶接ICタグ読取部46に読取可能なデータ項目を指定した認証信号を送信し、また、入力部47及び溶接ICタグ書込部41に書込可能なデータ項目を指定した認証信号を送信する。なお、読取可能な項目及び書込可能な項目については、図2に示す管理サーバ20の認証部28と同様に設定されている。
【0030】
溶接ICタグ読取部46は、認証部44より認証信号を受信すると、溶接ICタグ70の認証情報で指定された読取可能なデータ項目に該当する情報を取得することができる。
溶接ICタグ書込部41は、認証部44より認証信号を受信すると、認証情報で指定された書込可能なデータ項目に該当する情報について溶接ICタグ70に記録することができる。
【0031】
表示部42は、溶接ICタグ70より読み取った情報や、溶接ICタグ書込部41の書込可能な範囲などを表示する。
記憶部45は、溶接ICタグ読取部46が溶接ICタグ70より取得した情報を一次的に保存することができる。
入力部47は、鉄骨ファブ施工管理者や検査実施者などによる、溶接管理情報や検査情報の入力を受付ける。
送受信部48は、無線LANステーション80を介してサーバシステム10に接続することができる。
【0032】
図6は、溶接ICタグ70に記録されるデータ項目を示す。
溶接ICタグ70には、貼付された位置の近傍の溶接箇所72に関する部材情報、溶接管理情報、溶接実施情報、及び検査情報が記録される。ここで、検査領域は300mm以下であるため、例えば、溶接線の長さが800mmの場合には、検査領域を3つに分けて検査を行う必要がある。また、梁部材の下フランジについて溶接を行う場合には、梁部材中央のウェブが障害となるため、左右に分けて溶接作業を行う。このように複数に分割して溶接を行う場合に、分割した管理領域において夫々異なる項目は、この管理領域ごとに記録しなければならない。
【0033】
そこで、溶接箇所72を複数に分割して溶接する箇所の溶接ICタグ70には、図6に示すように、部材の寸法や溶接方法など複数の溶接箇所72に共通する共通項目と、複数の溶接箇所72の分割された部分ごとに記録しなければならない非共通項目とに区分して記録されている。このように、各鉄骨部材についての複数の溶接箇所72に共通する共通項目と、複数の溶接箇所72の夫々について記録されるべき非共通項目とに区分して記録することで、共通項目について重複して記録することが不要となり、これにより、溶接ICタグ70に記録すべきデータ量を低減することが可能となる。
【0034】
図7は、認証用ICタグ60に記録されたデータ項目を示す図である。認証用ICタグ60は、全ての溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者が所持しており、同図に示すように、所持する者の氏名と、所持する者の所属する会社名と、溶接技能工、鉄骨ファブ施工管理者、元請施工管理者及び検査実施者の種別を識別する作業員識別情報とが記録されている。
【0035】
本実施形態の溶接管理システム1を用いた溶接管理方法は、従来、鉄骨部材にチョークで記載していた部材情報、溶接管理情報、検査情報を鉄骨部材に貼付した溶接ICタグ70に記録し、さらに、この溶接ICタグ70に記録された情報が改竄されないように、施工者の所持する認証用ICタグ60に記録された施工者の種別により認証を行い、この認証結果に基づき情報の閲覧及び書き込みに制限を加える点に特徴を有する。
以下、溶接管理システム1を用いた溶接管理方法について詳細に説明する。図8は、溶接作業の流れを示す図である。同図に示すように、ここでは溶接作業の進行に合わせて、事前準備、溶接前、溶接施工時、検査時、事後作業にわけて詳細に説明する。
【0036】
<事前準備>
図8に示すように、溶接前の事前準備として、部材情報を溶接情報データベースに記録し(S100)、これらの部材情報を溶接ICタグ70に記録する(S102)。そして、部材情報の記録された溶接ICタグ70を鉄骨部材に貼付し(S104)、鉄骨建方を行う(S106)。
【0037】
図9は、図8のステップ100〜106の作業の詳細な流れを示す図である。同図に示すように、まず、作業員情報入力部21より名簿等に基づいて、現場作業員、施工管理者、及び検査実施者の名前、所属業者名、及び現場作業員、施工管理者、及び検査実施者の識別IDなどの作業員識別情報を入力し(S200)、認証用ICタグ書込部22より認証用ICタグ60に氏名、所属会社名、及び作業員識別情報を記録する(S202)。現場作業員、施工管理者、及び検査実施者は、工事現場において、この作業員識別情報の記録された認証用ICタグ60及び携帯端末40を携帯するものとする。
【0038】
次に、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60を読み込む(S204)。管理サーバ20の認証部28は、認証用ICタグ60より取得した作業者識別情報に基づき、書込可能なデータ項目を指定する認証信号をDB記録部29に送信する(S206)。これにより、元請施工管理者は、溶接情報データベース30への部材情報の書き込みをできるようになり、設計図等に基づいて部材の配置や寸法、溶接線の長さなどの部材情報を部材情報入力部33より入力する(S208)。部材情報入力部33に入力された部材情報は、DB記録部29により溶接情報データベース30に記録される(S210)。
【0039】
次に、鉄骨部材71が搬入された際に、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60に記録された作業員識別情報を読み込む(S212)。作業員識別情報は認証部28に送信され、これに基づき認証部28は、DB参照部26及び溶接ICタグ書込部23に認証信号を送信する(S214)。これにより、溶接情報データベース30より部材情報を取得し、取得した部材情報を溶接ICタグ70に記録することが可能となる。
【0040】
次に、管理サーバ20のDB参照部26が溶接情報データベース30を参照し、夫々の溶接箇所に該当する部材情報を取得する(S216)。取得した部材情報は溶接ICタグ書込部23に送信され、溶接ICタグ書込部23は受信した部材情報を溶接ICタグ70に記録する(S218)。部材情報の記録された溶接ICタグ70は、工事現場に搬送された鉄骨部材71の表面に貼付される(S104)。
【0041】
次に、溶接ICタグ70が貼付された鉄骨部材71の建込みを行う(S106)。この時、携帯端末40の溶接ICタグ読取部31より溶接ICタグ70に記録された部材情報を読み取り表示部42に表示させることにより、鉄骨部材71の位置等を確認しながら建込みを行うことができる。
【0042】
<溶接前>
次に、図8に戻り、溶接前の施工管理の流れについて説明する。鉄骨ファブ施工管理者は、溶接前に管理すべき項目について管理を行う(S108)。そして、これらの項目についての溶接管理情報を携帯端末40の入力部47に入力する。入力された溶接管理情報は、溶接ICタグ70に記録されるとともに(S110)、管理サーバ20の溶接情報データベース30に記録される(S112)。
【0043】
以下、図8のステップ110の溶接管理情報の入力及び溶接ICタグ70に記録する工程、及びステップ112の溶接情報データベース30に記録するまでの処理を図10に示すフローチャートを参照して詳細に説明する。
【0044】
図10に示すように、鉄骨ファブ施工管理者は、携帯端末40の認証用ICタグ読取部43より認証用ICタグ60に記録された作業者種別情報を読み込む(S300)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に認証信号が送信される(S302)。これにより、入力部47より溶接管理情報の入力が可能になる。そして、鉄骨ファブ施工管理者は、携帯端末40の入力部47より溶接前に管理すべき溶接管理情報を入力する(S304)。この際、携帯端末40の表示部42には図11に示すような入力画面が表示される。同図に示すように、溶接管理情報の溶接前に管理すべき項目が表示されており、鉄骨ファブ施工管理者は、この入力画面に従って入力することにより、確実に全ての項目を管理することができる。なお、溶接箇所を複数に分割して溶接を行う場合には、分割した部分夫々に対して管理すべき項目(すなわち、図6の非共通項)については、夫々入力する。入力部47の受付けた溶接管理情報は一次的に記憶部45に記録される(S306)。
【0045】
次に、鉄骨ファブ施工管理者は、携帯端末40の溶接ICタグ書込部41より、溶接ICタグ70に溶接管理情報を記録する(S308)。そして、鉄骨ファブ施工管理者は、例えば、一日の作業終了後など適宜なタイミングで入力部47に情報を送信する旨の入力を行う。携帯端末40は、情報を送信する旨の入力を受付けると、記憶部45に記録された溶接管理情報を送受信部48より無線LANステーション80経由で管理サーバ20に送信する(S310)。管理サーバ20は溶接管理情報を受信すると(S312)、DB記録部29より受信した溶接管理情報を、該当する部材情報と対応付けて溶接情報データベース30に記録する(S314)。
【0046】
<溶接施工時>
次に、図8に戻り、溶接施工時の流れを説明する。まず、溶接開始時に、溶接技能工は、携帯端末40の入力部47より溶接開始日時を入力する。この入力された溶接開始日時は、溶接ICタグ70に記録されるとともに(S114)、溶接情報データベース30に記録される(S116)。そして、溶接技能工は、溶接を行い(S118)、溶接完了時に溶接技能工が携帯端末40の入力部47より、溶接完了日時を入力する。携帯端末40に入力された溶接開始日時及び溶接完了日時は、溶接ICタグ70に記録されるとともに(S120)、溶接情報データベース30に記録される(S122)。元請施工管理者は、溶接情報データベース30に記録された情報に基づき管理サーバ20の表示部24に作業状況に関する情報を表示させることができる(S124)。
【0047】
溶接が終了したら、鉄骨ファブ施工管理者が、溶接後に管理すべき項目について溶接施工管理を行う(S126)。そして、携帯端末40の入力部47より、溶接施工後に管理すべき溶接管理情報についての入力を行う。携帯端末40に入力された溶接管理情報は、溶接ICタグ70に記録されるとともに(S128)、溶接情報データベース30に記録される(S130)。鉄骨ファブ施工管理者及び元請施工管理者は、溶接情報データベース30に記録された情報に基づき、鉄骨ファブ作業報告を印刷出力部25より帳票印刷することができる(S132)。
【0048】
ここで、図12に示すフローチャートを参照して、上述した溶接技能工が溶接開始(完了)日時を携帯端末40に入力し、溶接ICタグ70に記録するとともに、溶接情報データベース30に記録する工程(すなわち、図8のステップ114〜116及びステップ120〜S122)を詳細に説明する。
溶接開始時に、溶接技能工は携帯端末40の認証用ICタグ読取部43より認証用ICタグ60に記録された作業者識別情報を読み込む(S400)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に書込可能なデータ項目を指定する認証信号が送信される(S402)。これにより、入力部47は溶接実施情報の入力が可能となり、また、溶接ICタグ書込部41は溶接実施情報の書込が可能となる。
【0049】
図13は、認証用ICタグ60より取得した作業者識別情報が溶接技能工である場合に表示部42に表示される入力画面の一例である。溶接技能工が、同図に示す入力画面の「作業開始」を選択すると、図14に示すような入力画面が表示部42に表示される。ここで、溶接技能工は、「書込」を選択することにより溶接開始の旨の入力を行うことができる(S404)。携帯端末40は溶接開始の旨の入力を受付けると、この時の時間を作業開始日時として記憶部45に記録するとともに(S406)、溶接ICタグ書込部41より作業開始時間を溶接ICタグ70に記録する(S408)。溶接技能工は、例えば、一日の作業終了後など適宜なタイミングで、携帯端末40の入力部47に情報を送信する旨の入力を行う。携帯端末40は、情報を送信する旨の入力を受付けると、記憶部45に記録された溶接開始日時の情報を管理サーバ20に送信する(S410)。管理サーバ20は、溶接開始日時を受信すると(S412)、溶接開始日時を溶接情報データベース30の該当する部材情報と関連付けて記録する(S414)。
【0050】
ステップ120〜122において、溶接完了日時を携帯端末40に入力し、溶接ICタグ70に記録するとともに、溶接情報データベース30に記録する工程は、溶接開始時と同様に行えば良い。なお、溶接完了日時を入力する場合には、図13に示す画面表示がされた場合に「作業完了」を選択することで、溶接完了日時が入力される。
【0051】
次に、ステップ128における溶接完了後に管理すべき溶接管理情報についての入力及びこの情報を溶接ICタグ70に記録する工程及びステップ130における溶接情報データベース30に溶接完了後に管理すべき溶接管理情報を記録する工程は、前述した図10のステップ300〜314に示す溶接前の溶接管理情報の記録と同様に行えばよい。
【0052】
次に、図15に示すフローチャートを参照して、ステップ124における作業の進行状況や労務溶接出来高に関する情報を表示部24に画面出力させる流れを説明する。まず、元請施工管理者は、管理サーバ20の認証用ICタグ読取部27より認証用ICタグ60を読み取らせる(S500)。管理サーバ20の認証部28は認証用ICタグ60より読み取った作業者識別情報に基づき、DB参照部26に読取可能なデータ項目を指定する認証信号を送信する(S502)。これにより、DB参照部26は、溶接情報データベース30に記録された溶接実施情報及び溶接管理情報の読み取りが可能となる。溶接情報データベース30には、上述したように、これまで実施された溶接実施情報が記録されている。そこで、DB参照部26より溶接情報データベース30に記録された溶接実施情報を取得し(S504)、これらの集計することにより(S506)、作業の進行状況や労務溶接出来高に関する情報を表示部24に表示できる(S508)。
【0053】
次に、図16に示すフローチャートを参照して、ステップ132における溶接作業の作業報告書を印刷出力する流れを説明する。
鉄骨ファブ施工管理者は、管理サーバ20の認証用ICタグ読取部27より、認証用ICタグ60に記録された作業者種別情報を読み込む(S600)。認証用ICタグ60より取得した作業者識別情報は認証部28に送信され、認証部28よりDB参照部26に認証信号が送信される(S602)。これにより、DB参照部26より溶接管理情報の取得が可能になる。そして、DB参照部26より溶接情報データベース30に記録された溶接管理情報を取得し(S604)、取得した溶接管理情報を作業報告書の形式に適宜合わせて(S606)、作業報告書として印刷出力部25より印刷する(S608)。
【0054】
<第三者検査時>
次に、図8に戻って第三者検査時の流れについて説明する。
まず、検査担当者がUT検査及びVT検査を実施する(S134)。検査担当者は、この検査結果を携帯端末40に入力する。入力された検査情報は溶接ICタグ70に記録されるとともに(S136)、管理サーバ20に送信され、溶接情報データベース30に記録される(S136)。第三者検査終了後には、溶接情報データベース30に記録された検査情報に基づき検査報告書を作成することができる(S140)。
【0055】
図17は、ステップ136及びステップ138における携帯端末40が検査担当者による検査情報の入力を受付け、この検査情報を溶接ICタグ70に記録するとともに溶接情報データベース30に記録する工程の流れを詳細に説明するためのフローチャートである。
まず、検査担当者は、携帯端末40の認証用ICタグ読取部43より、認証用ICタグ60に記録された作業者種別情報を読み込む(S700)。認証用ICタグ60より取得した作業者識別情報は認証部44に送信され、認証部44より入力部47に認証信号が送信される(S702)。これにより、入力部47の検査情報の入力受付が可能になる。
【0056】
次に、UT検査やVT検査の検査状況及び検査結果を含む検査情報の入力を行う(S704)。この際、溶接管理情報を入力した際と同様に、検査情報の各項目が入力画面に表示されるため、これに従って入力すればよい。なお、溶接箇所を複数に分割して管理又は検査を行う場合に、分割した夫々の部分に対して管理すべき項目(すなわち、図6の非共通項目)の入力については夫々行う。入力部47の受付けた検査情報は一次的に記憶部45に記録される(S706)。次に、検査担当者は溶接ICタグ書込部41より検査情報を溶接ICタグ70に記録する(S708)。
【0057】
そして、検査担当者は、例えば、一日の作業終了後など適宜なタイミングで入力部47より情報を送信する旨の入力を行う。入力部47に情報を送信する旨の入力を受付けると、記憶部45に記録された検査情報は、送受信部48より無線LANステーション80経由で管理サーバ20に送信される(S710)。管理サーバ20は検査情報を受信すると(S712)、受信した検査情報をDB参照部26より該当する部材情報と対応付けて、溶接情報データベース30に記録する(S714)。
【0058】
このように、検査情報が検査の進行にともなって溶接情報データベース30に記録されるため、元請施工管理者は、管理サーバ20よりこれらの情報に基づき、検査の進行状況や労務溶接出来高に関する情報を取得することができる。作業の進行状況に関する情報を取得する場合には、図15のステップ500〜508と同様に行えばよい。
【0059】
また、図8のステップ140において、管理サーバ20より検査担当者が検査報告を印刷出力する場合には、溶接終了後に鉄骨ファブ施工管理者が作業報告書を印刷出力した場合(すなわち、図16のステップ600〜608)と同様に行えばよい。これにより、UT・VT検査報告を印刷出力することができる。
【0060】
<事後作業>
図8に戻り、第三者検査が終了した後、元請施工管理者は鉄骨部材71に貼付された溶接ICタグ70を回収し(S142)、管理サーバ20の溶接ICタグ読取部46より、溶接ICタグ70に記録された溶接管理情報、溶接実施情報、及び検査情報を読み取る。この読み取った溶接管理情報、溶接実施情報、及び検査情報と、溶接情報データベース30に記録されている溶接管理情報、溶接実施情報、及び検査情報とを比較することで、これのデータへの改竄の有無及びをデータの補間を行う(S144)。記録された溶接管理情報、溶接実施情報、及び検査情報を読み取った溶接ICタグ70は、次節の溶接作業の際に、利用することができる。
【0061】
上述したように、本実施形態の溶接管理システム1によれば、ICタグを用いて溶接の管理を行っているため、従来のチョークにより溶接情報を記載することにより、生じていた、経時変化により記載されていた内容が読めなくなるなどの問題を防止できる。
【0062】
なお、上記の実施形態では、携帯端末40の溶接管理情報、溶接実施情報、及び検査情報を記憶部45に一次的に記録し、適宜なタイミングで無線LANステーション80経由で管理サーバ20に送信する構成としたが、本発明はこれに限られない。無線LANの設置されていない工事現場においても、毎日作業終了後など適宜な時に携帯端末の記憶部に記録された情報を管理サーバに出力し、管理サーバは受信した情報を溶接情報データベースに記録することにより、同様の溶接管理が可能となる。
【図面の簡単な説明】
【0063】
【図1】溶接管理システムの構成を示す図である。
【図2】サーバシステムの構成を示す図である。
【図3】認証部に設定された作業員識別情報ごとの、読取可能範囲と、書込可能範囲を示す図である。
【図4】溶接情報データベースに記録されたデータ項目を示す図である。
【図5】携帯端末の構成を示す図である。
【図6】溶接ICタグ70に記録されたデータ項目を示す図である。
【図7】認証用ICタグ60に記録されたデータ項目を示す図である。
【図8】溶接管理全体の流れを示す図である。
【図9】溶接前の事前準備及び鉄骨搬入時の流れを示す図である。
【図10】溶接管理情報の入力から溶接管理情報を溶接情報データベースに記録するまでの流れを示す図である。
【図11】溶接管理情報を入力する際に表示部に表示される入力画面の一例である。
【図12】溶接開始(完了)日時の入力から溶接情報データベースに記録するまでの流れを示す図である。
【図13】溶接開始(完了)日時を入力する際に表示部に表示される入力画面の一例(その1)である。
【図14】溶接開始(完了)日時を入力する際に表示部に表示される入力画面の一例(その2)である。
【図15】管理サーバの表示部に進行状況を表示するまでの流れを示す図である。
【図16】管理サーバより作業報告書を印刷するまでの流れを示す図である。
【図17】検査情報の入力から検査情報を溶接情報データベースに記録するまでの流れを示す図である。
【符号の説明】
【0064】
1 溶接管理システム 10 サーバシステム
20 管理サーバ 21 作業員情報入力部
22 認証用ICタグ書込部 23 溶接ICタグ書込部
24 表示部 25 印刷出力部
26 データベース(DB)参照部 27 認証用ICタグ読取部
28 認証部 29 データベース(DB)記録部
30 溶接情報データベース 31 溶接ICタグ読取部
32 送受信部 33 部材情報入力部
40 携帯端末 41 溶接ICタグ書込部
42 表示部 43 認証用ICタグ読取部
44 認証部 45 記憶部
46 溶接ICタグ読取部 47 入力部
48 送受信部 60 認証用ICタグ60
70 溶接ICタグ70 71 鉄骨部材
80 無線LANステーション
【特許請求の範囲】
【請求項1】
溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されるICタグと、工事現場で作業員が携帯する携帯端末とで構成され、鉄骨部材の溶接作業の管理を行うシステムであって、
前記携帯端末は、
溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、
前記溶接情報を前記ICタグに記録するICタグ記録手段と、を備え、
前記管理サーバは、
溶接完了後に回収された前記ICタグに記録された溶接情報を読取るICタグ読取手段と、
前記ICタグより読取った溶接情報を溶接情報データベースに記録する記録手段と、を備えることを特徴とする溶接管理システム。
【請求項2】
前記ICタグ記録手段は、前記溶接情報を、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録することを特徴とする請求項1記載の溶接管理システム。
【請求項3】
前記管理サーバは、
前記溶接情報データベースに記録された溶接情報を取得する手段と、
前記取得した溶接情報に含まれる溶接管理情報を集計して、溶接管理帳票を生成する手段と、を備えることを特徴とする請求項1又は2記載の溶接管理システム。
【請求項4】
前記溶接情報は、第三者検査員により入力されたUT検査及びVT検査の結果に関する検査情報を含み、
前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる検査情報を集計し、検査結果に関する検査帳票を生成する手段を備えることを特徴とする請求項3記載の溶接管理システム。
【請求項5】
前記溶接情報は、溶接技能工により入力された溶接開始日及び完了日に関する溶接実施情報を含み、
前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる溶接実施情報を含む溶接情報を集計して、溶接作業の進捗情報を表示する手段を更に備えることを特徴とする請求項3または4記載の溶接管理システム。
【請求項6】
前記携帯端末と前記管理サーバとは、相互に無線通信可能に接続されており、
前記携帯端末は、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記管理サーバに無線送信する送信手段を備え、
前記管理サーバは、前記携帯端末から送信されてきた溶接情報と、前記ICタグより読み取った溶接情報とを比較する手段を備えることを特徴とする請求項1から5の何れかに記載の溶接管理システム。
【請求項7】
前記携帯端末は、現場作業員の携帯する、当該現場作業員の属性情報が記録された認証用ICタグから前記属性情報を読取る手段と、
前記認証用ICタグより読取った属性情報に基づき、前記携帯端末の記録手段のICタグへの記録及び読取が可能な情報を制限する認証手段と、を備えることを特徴とする請求項1から6の何れかに記載の溶接管理システム。
【請求項8】
前記管理サーバは、
現場作業員の携帯する、前記現場作業員の属性情報の記録された認証用ICタグを読取る手段と、
前記認証用ICタグより読取った属性情報に基づき、前記溶接情報データベースへの記録及び読取が可能な情報を制限する認証手段と、備えることを特徴とする請求項1から7の何れかに記載の溶接管理システム。
【請求項9】
前記携帯端末は、
記憶部と、
前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記記憶部に記録する手段と、
前記記憶部に記録された溶接情報を管理サーバに出力する出力端末と、を更に備え、
前記管理サーバは、
前記携帯端末の出力端末より出力された溶接情報を受付ける入力端末と、
前記入力端末より入力された溶接情報と、前記読取手段が読み取った溶接情報と、を比較する手段とを備えることを特徴とする請求項1から8の何れかに記載の溶接管理システム。
【請求項10】
溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されたICタグと、工事現場で作業員が携帯する携帯端末とにより、鉄骨部材の溶接作業の管理を行う方法であって、
前記携帯端末が、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付けるステップと、
前記携帯端末が、前記溶接情報を前記ICタグに記録するステップと、
前記管理サーバが、溶接完了後に回収された前記ICタグに記録された前記溶接情報を読取るステップと、
前記管理サーバが、前記ICタグより読取った溶接情報を溶接情報データベースに記録するステップと、を備えることを特徴とする溶接管理方法。
【請求項11】
請求項10記載の溶接管理方法により施工管理され建設されたことを特徴とする鉄骨構造物。
【請求項12】
鉄骨部材の溶接の施工管理項目に関する溶接管理情報を含む溶接情報が記録されたICタグであって、前記溶接情報は、各溶接箇所付いての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録されていることを特徴とするICタグ。
【請求項1】
溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されるICタグと、工事現場で作業員が携帯する携帯端末とで構成され、鉄骨部材の溶接作業の管理を行うシステムであって、
前記携帯端末は、
溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、
前記溶接情報を前記ICタグに記録するICタグ記録手段と、を備え、
前記管理サーバは、
溶接完了後に回収された前記ICタグに記録された溶接情報を読取るICタグ読取手段と、
前記ICタグより読取った溶接情報を溶接情報データベースに記録する記録手段と、を備えることを特徴とする溶接管理システム。
【請求項2】
前記ICタグ記録手段は、前記溶接情報を、各溶接箇所についての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録することを特徴とする請求項1記載の溶接管理システム。
【請求項3】
前記管理サーバは、
前記溶接情報データベースに記録された溶接情報を取得する手段と、
前記取得した溶接情報に含まれる溶接管理情報を集計して、溶接管理帳票を生成する手段と、を備えることを特徴とする請求項1又は2記載の溶接管理システム。
【請求項4】
前記溶接情報は、第三者検査員により入力されたUT検査及びVT検査の結果に関する検査情報を含み、
前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる検査情報を集計し、検査結果に関する検査帳票を生成する手段を備えることを特徴とする請求項3記載の溶接管理システム。
【請求項5】
前記溶接情報は、溶接技能工により入力された溶接開始日及び完了日に関する溶接実施情報を含み、
前記溶接管理帳票を生成する手段は、前記溶接情報に含まれる溶接実施情報を含む溶接情報を集計して、溶接作業の進捗情報を表示する手段を更に備えることを特徴とする請求項3または4記載の溶接管理システム。
【請求項6】
前記携帯端末と前記管理サーバとは、相互に無線通信可能に接続されており、
前記携帯端末は、前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記管理サーバに無線送信する送信手段を備え、
前記管理サーバは、前記携帯端末から送信されてきた溶接情報と、前記ICタグより読み取った溶接情報とを比較する手段を備えることを特徴とする請求項1から5の何れかに記載の溶接管理システム。
【請求項7】
前記携帯端末は、現場作業員の携帯する、当該現場作業員の属性情報が記録された認証用ICタグから前記属性情報を読取る手段と、
前記認証用ICタグより読取った属性情報に基づき、前記携帯端末の記録手段のICタグへの記録及び読取が可能な情報を制限する認証手段と、を備えることを特徴とする請求項1から6の何れかに記載の溶接管理システム。
【請求項8】
前記管理サーバは、
現場作業員の携帯する、前記現場作業員の属性情報の記録された認証用ICタグを読取る手段と、
前記認証用ICタグより読取った属性情報に基づき、前記溶接情報データベースへの記録及び読取が可能な情報を制限する認証手段と、備えることを特徴とする請求項1から7の何れかに記載の溶接管理システム。
【請求項9】
前記携帯端末は、
記憶部と、
前記溶接情報の入力を受付けると、前記受付けた溶接情報を前記記憶部に記録する手段と、
前記記憶部に記録された溶接情報を管理サーバに出力する出力端末と、を更に備え、
前記管理サーバは、
前記携帯端末の出力端末より出力された溶接情報を受付ける入力端末と、
前記入力端末より入力された溶接情報と、前記読取手段が読み取った溶接情報と、を比較する手段とを備えることを特徴とする請求項1から8の何れかに記載の溶接管理システム。
【請求項10】
溶接情報データベースを備える管理サーバと、溶接実施予定の鉄骨部材表面に貼付されたICタグと、工事現場で作業員が携帯する携帯端末とにより、鉄骨部材の溶接作業の管理を行う方法であって、
前記携帯端末が、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付けるステップと、
前記携帯端末が、前記溶接情報を前記ICタグに記録するステップと、
前記管理サーバが、溶接完了後に回収された前記ICタグに記録された前記溶接情報を読取るステップと、
前記管理サーバが、前記ICタグより読取った溶接情報を溶接情報データベースに記録するステップと、を備えることを特徴とする溶接管理方法。
【請求項11】
請求項10記載の溶接管理方法により施工管理され建設されたことを特徴とする鉄骨構造物。
【請求項12】
鉄骨部材の溶接の施工管理項目に関する溶接管理情報を含む溶接情報が記録されたICタグであって、前記溶接情報は、各溶接箇所付いての複数の管理又は検査領域に共通する共通項目と、複数の管理又は検査領域の夫々について記録されるべき非共通項目とに区分して記録されていることを特徴とするICタグ。
【図1】



【図2】
【図3】
【図5】
【図7】
【図8】
【図9】
【図10】

【図12】

【図15】

【図16】
【図17】

【図4】
【図6】

【図11】

【図13】
【図14】
【図2】
【図3】
【図5】
【図7】
【図8】
【図9】
【図10】
【図12】
【図15】
【図16】
【図17】
【図4】
【図6】
【図11】
【図13】
【図14】
【公開番号】特開2007−167915(P2007−167915A)
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願番号】特願2005−370220(P2005−370220)
【出願日】平成17年12月22日(2005.12.22)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願日】平成17年12月22日(2005.12.22)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]