
溶接継手の製造方法及びその製造方法を実施するための溶接装置

【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2電極立向エレクトロガスアーク溶接を用いた溶接継手の製造に関し、特に、開先形状の変動に対する入熱量の変動を抑制して、高靭性な溶接継手が得られるようにした溶接継手の製造方法及びその方法を実施するための装置に関する。
【背景技術】
【0002】
近年、鋼構造物の大型化にともない、その建造には、従来よりも板厚が厚く、より高強度の鋼板が用いられるようになってきており、そのような鋼板の溶接にあたっては、板厚の増大に対応した施工の高能率化、高品質化、また、溶接継手の高強度化が要求されている。
【0003】
従来、厚鋼板の立向溶接には、高能率1パス溶接が可能なエレクトロガスアーク溶接法(EGW法)が多用されていたが、例えば、コンテナ船等では、大型化にともない船側外板ではさらに厚い板厚の鋼板が用いられるようになり、従来の1パスでのEGW法では健全な溶接部、及び十分な継手特性を得ることが困難となってきた。
このため、EGW法をベースに、溶接部の溶け込み安定化とさらなる溶接能率の向上を図ることを目的に、特許文献1、2に示す2電極立向エレクトロガス溶接法が開発された。
しかし、近年では、50mm超、特に70mm以上の極厚鋼板がコンテナ船等で使用されるようになるなど、鋼材への入熱がさらに大入熱となる傾向があり、溶接継手の靭性確保が困難な状況が見られるようになってきた。
【0004】
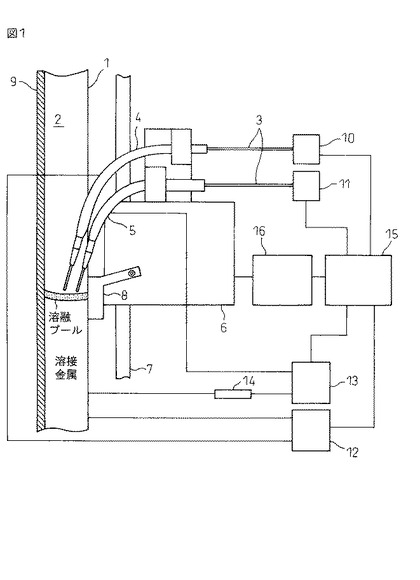
ここで、図1を参照して、2電極立向エレクトロガス溶接法を用いた自動溶接による溶接継手の製造方法について説明する。
2電極立向エレクトロガス溶接では、縦方向に配置された2枚の鋼板1、1の上下方向に延びる開先2に2本のフラックス入り溶接ワイヤ3、3を供給しつつ、上方に向かって溶接が行われる。
溶接を自動的に行うために、溶接ワイヤ3、3を支持案内する第1と第2の溶接トーチ4、5は、開先2に沿って取付けられたレール7に支持案内されて上昇する台車6に搭載される。溶接中に発生する溶融プールの流出を防止するために、開先表面側に台車6とともに上昇する水冷式銅当金8が、また、開先裏面側にはセラミックス製などの裏当材9が配置される。
台車には、溶接トーチの他に溶接トーチを揺動させる駆動装置や台車の駆動装置及びそれらの制御装置などが搭載される。
【0005】
第1と第2の溶接トーチ4、5は、それぞれ溶接電源12、13に接続され、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給される。溶接電源12、13は、例えば、裏面側の溶接ワイヤに正極性の電圧が供給され、表面側の溶接ワイヤに逆極性の電圧を供給するように接続される。表面側の溶接トーチ5と接続される溶接電源13と鋼板1の間には電流検出手段14が介挿されている。また、ワイヤ送給装置10、11、台車の走行装置、溶接電源の動作は、溶接制御装置15によって制御される。
【0006】
溶接にあたっては、溶接ワイヤ3、3がそれぞれ一定速度で供給される。また、台車6は、基準の溶接速度に準じた低速走行と、台車の走行が遅れた場合にそれを回復する高速走行の2段の走行速度で走行するように溶接制御装置15の指令に基づき台車走行制御手段16により制御される。
溶接の進行に伴い開先内には溶融プールが形成され、台車6はまず低速で上昇する。台車の走行速度が低速で上昇している場合は、溶融プール表面(以下、湯面という場合がある。)の上昇速度の方が、台車の上昇速度よりわずかに大きくなるように設定されているので、溶融プ−ルの表面が溶接トーチ先端に徐々に近づくので、溶接ト−チ4、5の溶接チップからのワイヤ突き出し長が短くなり、溶接電流値が上昇していく。
その後、溶接電流値が所定値を上回ると、溶接制御装置15は、台車走行制御手段16に台車6を高速走行させるように指令を出す。そして、台車6が高速で上昇し、再び湯面から溶接ト−チの先端が離れ、ワイヤの突き出し長が長くなり、溶接電流値が所定値以下となると、溶接制御装置15から台車走行制御手段16に台車の低速走行の指令が出力され、台車6は低速で上昇する。
この動作を繰り返すことにより、溶接電流を予め設定された所定範囲内に維持しながら、溶接トーチを溶融プ−ルの上昇に追随して上昇させることができ、湯面と溶接ト−チの先端との距離が略一定となり、ワイヤの突き出し長が略一定に制御される。
【0007】
このような溶接制御方法を用いた溶接継手の製造方法によれば、2本の溶接ト−チを用いて自動で溶接を行うことができるので、板厚の厚い母材を溶接する時においても、開先辺各部の溶込みが良好で、しかも溶接速度が速いので、作業効率が良く溶接を行うことができる。
しかし、以上のような従来の溶接制御方法を用いてさらに板厚が厚い鋼板、特に板厚が50mm超の鋼板の溶接継手を溶接にて製造する際、鋼板の形成された開先部の途中に、ルートギャップ等の工作精度に起因して開先断面積が変動した箇所がある場合に、次のような問題が生じてきた。
【0008】
例えば、途中に開先幅が基準の幅よりも広い箇所がある場合、台車がその箇所に到達すると、溶接ワイヤの送給速度が一定に制御されているので、溶融プールの上昇速度が低下するようになる。その結果、台車は低速走行の期間の時間が、基準の幅の箇所を溶接している場合に比べて長くなる。このため、その箇所の溶接速度が低下して入熱量が大きくなる。
厚板の溶接では、基本的に大入熱での溶接となっているが、開先幅の増大している箇所では、溶接速度の低下による入熱量の増加分がさらに重畳されるため、入熱が過大となり、溶接熱影響部の幅が増大して、溶接継手の靭性が確保できない結果となる。
また、途中に開先の狭い箇所がある場合には逆に入熱が過少となり、溶接継手部の強度が過大になり、この場合でも溶接継手の靭性が確保できない結果となる。
【0009】
このような状況から、靭性を確保した溶接継手を製造するには、開先幅が変動しても、溶接速度を変えないで、単位時間当たりの溶着金属量を開先断面積に応じて変化させることが必要となる。
そのための手段としては、開先幅や開先角度などの開先形状を検知して、検知した開先形状に応じて、ワイヤ供給速度を制御することが考えられるが、溶接環境では外乱となる要因も多く、開先形状をリアルタイムに正確に検知することは困難であり、コストもかかるという問題がある。
また、アーク溶接の特性を利用して、低コストで実施できる溶着金属量の制御方法として、被溶接物の形状変化などの要因により溶接電流値が変化した場合に、それに対応して自動的にワイヤの送給速度を変化させて、常に一定の大きさの溶接ビードとすることなども、特許文献3等によって知られているが、従来は、均一な溶接ビードの形成と同時に入熱量を一定にすることについては、特に考慮されていなかった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平10−118771号公報
【特許文献2】特開平11−285826号公報
【特許文献3】特開昭63−295062号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、特に板厚が50mmを超えるような厚鋼板の溶接継手をエレクトロガスアーク溶接方法を用いて製造するにあたり、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供することにより、高靭性な溶接継手が得られるようにすることを課題とする。
【課題を解決するための手段】
【0012】
従来の2電極立向エレクトロガスアーク溶接方法では、上記のように、溶接速度は溶融プールの上昇に追随しており、開先断面積が広くなると、その分だけ溶融プールの上昇速度(すなわち溶接速度)が遅くなり入熱が増加することになる。これは、溶融プールの上昇速度に応じてワイヤ送給量(すなわちワイヤ送給速度)が変化する機構を有していないことが原因と考えられる。
【0013】
そこで、本発明者らは、2電極立向エレクトロガスアーク溶接を用いて溶接継手を製造するにあたり、溶融プールの上昇速度に応じてワイヤ送給速度を変化できるようにして、溶接速度を一定にし、開先断面積が変動しても入熱を一定とする方法について検討した。
その結果、溶融プールの上昇速度が変化した場合に、強制的に溶接トーチのワイヤ突き出し長さを変更し、それに追随してワイヤ送給速度を変更して制御すれば、溶融プール表面の上昇速度を基準の溶接速度に一致させることができ、溶接速度を一定にして開先長手方向の入熱量を一定にできることを見出した。
そのようにしてなされた本発明の要旨は以下のとおりである。
【0014】
(1)2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行うことによって溶接継手を製造する方法であって、
前記溶接トーチを、溶接進行方向に沿って移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、前記溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、その際に生じた溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することを特徴とする溶接継手の製造方法。
(2)板厚50mm超の鋼板を溶接することを特徴とする(1)に記載の溶接継手の製造方法。
(3)2本の溶接トーチを搭載し、溶接しようとする鋼板の開先に沿って上昇する台車と、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給する溶接電源と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段と、検知された溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように台車の走行速度を制御する台車走行速度制御手段と有する2電極立向エレクトロガスアーク溶接装置であって、
該溶接装置は、さらに、前記溶接トーチを支持し、台車の進行方向に沿って上下に移動できるように台車に取り付けられた溶接トーチ支持台と、台車の移動速度測定手段と、一定の間隔ごとに台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、該速度差が設定範囲にあるかどうかを判別する演算手段と、前記速度差が設定値を超えている場合に前記溶接トーチ支持台を一定距離上昇あるいは下降させるように制御するとともに、その際に変化した溶接電流が予め設定された値になるように溶接ワイヤ送給速度を制御して、前記速度差が設定範囲内なるようにする制御手段と、を有することを特徴とする(1)または(2)に記載の溶接継手の製造方法を実施するための2電極立向エレクトロガスアーク溶接装置。
【発明の効果】
【0015】
厚鋼板の2電極エレクトロガス溶接方法において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供することができるので、特に板厚が50mmを超えるような厚鋼板の溶接においても、靭性に優れた溶接継手を得ることができる。
【図面の簡単な説明】
【0016】
【図1】2電極立向エレクトロガスアーク溶接による従来の溶接継手の製造方法及びその製造方法の実施に用いる装置を説明するための図である。
【図2】2電極立向エレクトロガスアーク溶接による本発明の溶接継手の製造方法及びその製造方法の実施に用いる装置を説明するための図である。
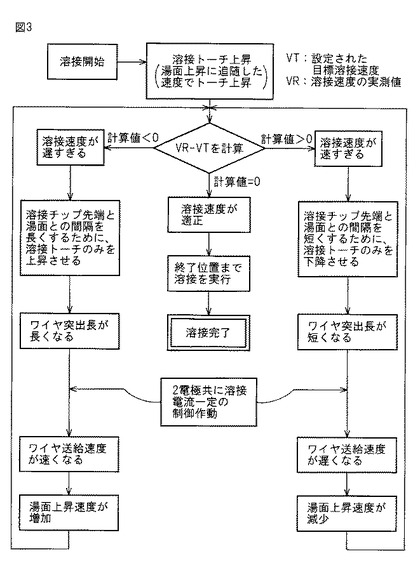
【図3】本発明の2電極立向エレクトロガスアーク溶接方法で用いる制御フローを説明するための図である。
【図4】実施例で用いた開先の1例を示す図である。
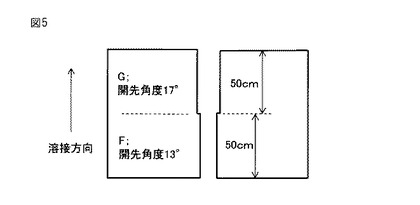
【図5】実施例で用いた開先の他の例を示す図である。
【図6】実施例における試験片の採取位置を示す図である。
【発明を実施するための形態】
【0017】
本発明者らは、2電極立向エレクトロガスアーク溶接を用いて溶接継手を製造するにあたり、溶融プールの上昇速度に応じてワイヤ送給速度を変化できるようにして、溶接速度を一定にし、開先断面積が変動しても入熱を一定とする方法について検討した。
入熱を一定とするためには、基準の溶接速度を予め設定しておき、溶融プールの上昇速度(実際の溶接速度)と基準の溶接速度との差を検出し、その差を検出した場合、溶接ワイヤの送給量を変化させて、溶融プールの上昇速度が基準の溶接速度に一致するようにする必要がある。
【0018】
そのために、本発明では、上記で説明したように、溶接電流に基づいて台車6の上昇を湯面の上昇に追随するように制御するに当たり、一定間隔ごとに台車の上昇速度を算出し、その上昇速度と基準の溶接速度を比較してその差を算出する。
さらに、2本の溶接トーチ4、5を台車6に対して所定範囲移動できるように溶接トーチ支持台18取り付けておき、台車の上昇速度と基準の溶接速度との間に一定の差が検出された場合には、溶接トーチを上下のいずれかに移動させ、ワイヤの突き出し長さを強制的に変化させる。すると、それに応じて溶接電流が変化するので、ワイヤ送給速度を変化させて溶接電流が予め設定した一定値に戻るように制御する。これにより、湯面の上昇速度を基準の溶接速度と一致するようにする。
【0019】
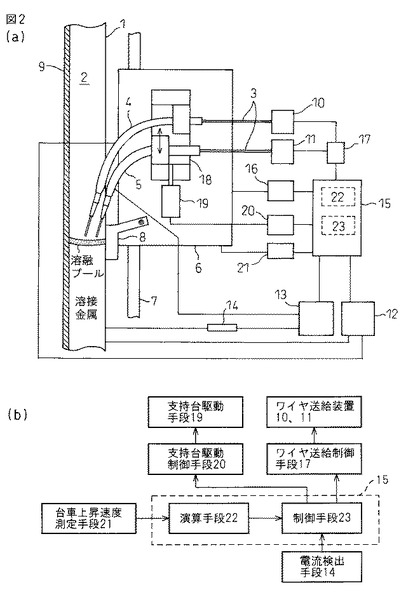
以下、そのような本発明の実施の態様の一例を、図2及び図3を用いて説明する。
本発明は、基本的に、図1で示したものと同様に、2本の溶接トーチ4、5を搭載し、溶接しようとする鋼板1の開先2に沿って上昇する台車6と、各溶接トーチ4、5に案内される溶接ワイヤ3、4と鋼板1との間に一定の電圧を供給する溶接電源10、11と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段14と、台車の走行速度を制御する台車走行速度制御手段16と、検知された溶接電流に基づいて台車6が溶融プールの上昇速度に追随して上昇するように台車走行速度制御手段16に指令を出力する溶接制御装置15と、からなる溶接装置を用いて2電極立向エレクトロガスアーク溶接を行う。
【0020】
さらに、本発明では、入熱量を一定にするために、図2(a)に示すように、前記溶接トーチを台車の進行方向に沿って矢印方向に移動する溶接トーチ支持台18に取付ける。
この溶接トーチ支持台18は、台車に対し一定範囲で上下動できるように取り付けられており、ねじ機構やシリンダ装置などの駆動機構によって、一定距離上昇あるいは下降される。図2では、シリンダ装置を用いた支持台駆動手段19を示している。この支持台駆動手段19は、支持台駆動制御手段20によってその動作が制御される。
【0021】
そして、図2(b)に示すように、溶接中に台車6の移動速度を測定する測定手段21を設けるとともに、その測定手段21の出力を受けて、台車が一定の距離移動するごとに、台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、算出された速度差が設定範囲にあるかどうかを判別する演算手段22と、前記速度差が設定値を超えている場合には、支持台駆動制御手段20に対して前記溶接トーチ支持台18を一定距離上昇あるいは下降させる指令を出力するとともに、溶接トーチの上昇あるいは下降にともなって変化する溶接電流を検知して、溶接電流が予め設定された値になるように溶接ワイヤ送給制御手段17に対して、ワイヤ送給速度を加速あるいは減速する指令を出力する制御手段23を有する溶接制御装置15を設け、このように構成された装置を用いて溶接を行うようする。
【0022】
なお、定電圧を維持して溶接を行うことができるとともに、溶接電流の変化に応じて、ワイヤ送給速度を制御して、溶接電流が予め設定された値になるようにする制御機能を有する溶接電源12、13及び溶接制御装置15としては、市販されているデジタルインバータ制御方式の溶接電源を有する溶接装置(例えば、ダイヘン社のデジタルオートDM500(登録商標)など)を用いることにより、実現することができる。
また、従来の定電圧インバータ溶接電源においては、特開2007−190594号公報、特許第3886029号公報等に開示されている電流一定の制御機構を別途追加することで上述の制御機能を実現することができる。
【0023】
次に、以上のように構成される溶接装置を用いて入熱量を一定に維持するように溶接する態様について、開先断面積が広い場合と開先断面積が狭い場合を例に、図2及び図3を用いて詳細に説明する。
【0024】
まず、開先断面積が広い場合を説明する。
溶接が開始されると、上記で説明した従来の場合と同様に、台車6上の溶接トーチ4、5は溶接開始前に予め設定された基準の溶接速度と一致する速度で湯面の上昇に追随して上昇を始める。台車6の上昇にともない、台車の移動距離が測定され、演算手段22は、台車が一定間隔上昇するごとに台車の上昇速度(実際の溶接速度)を算出し、その上昇速度と基準の溶接速度を比較してその差を算出する。開先断面積が基準どおり一定の場合は、実際の溶接速度とは設定溶接速度との間に差は生じないので、その溶接速度で溶接が進行する。
【0025】
開先断面積が基準よりも広い箇所に溶接トーチが到達すると、湯面の上昇速度は設定された溶接速度より遅くなる。このため、演算手段22では、台車の上昇速度が設定溶接速度よりも遅い(両者の差が0より小)と判定されるようになる。その場合は、制御手段23は、溶接トーチを台車に対して上昇させる指令を支持台駆動制御手段20に対して出力する。そうすると、定電圧特性の電源を用いた溶接では、溶接トーチのチップからのワイヤの突き出し長さが増加し、溶接電流が低下する。そこで、制御手段23は、溶接電流の低下に応じて、ワイヤの送給制御手段17に対してワイヤの送給速度を増加させる指令を出力し、溶接電流が予め設定した一定値になるようにする。これにより、ワイヤ供給量が増加して、湯面の上昇速度も増加する。この結果、速くなった湯面上昇速度に追随して溶接トーチも上昇する。
【0026】
次に、溶接トーチが開先断面積の狭い箇所に到達した場合は、湯面の上昇速度は設定された溶接速度より速くなる。このため、台車の上昇速度が設定溶接速度よりも速い(両者の差が0より大)と判定されるようになる。速いと判定された場合は、広い箇所とは反対に溶接トーチを台車に対して下降させる。そうすると、チップからのワイヤの突き出し長さが短くなり、溶接電流が増加する。そこで、溶接電流の増加に応じて溶接ワイヤの送給速度を減少させて、溶接電流が予め設定した一定値になるようにする。これにより、ワイヤ供給量が減少して、湯面の上昇速度も低下する。この結果、遅くなった湯面上昇速度に追随して溶接トーチも上昇する。
【0027】
以上の制御動作を所定間隔ごとに実際の溶接速度を検出して繰り返していくと、やがて設定溶接速度へと収斂して、設定溶接速度での溶接が可能となり、以降、通常の台車上昇速度制御に戻る。
【0028】
1回の制御動作での、溶接トーチの移動量は、1mm以上、5mm以下の範囲が適当である。その理由は、溶接トーチの移動量が1mm未満の場合には変化量が少なすぎて設定された溶接速度へ到達するまでの時間が長くなるからである。逆に、溶接トーチの移動量が5mmを超える場合には、溶接速度を調整する制御が過剰に作用しすぎるため、適正溶接速度を飛び越えて、例えば遅すぎる溶接速度から速すぎる溶接速度へと(逆の場合も起こりうる)極端に溶接速度が変化する場合が生じてくるからである。
【0029】
開先断面積が増大した範囲が連続して長い場合(あるいはその逆の場合)は、溶接トーチが可動範囲の上端(下端)に到達することになる。これを回避するため、トーチが移動できるストローク長は基準位置から±10mm以上の長さを有することが好ましい。ストローク長の上限値は特に制限はなく、設備操作性の観点から適宜決定すればよいが、基準位置から±50mm(総長で100mm)のストローク長があれば十分である。
【0030】
なお、実際の溶接速度を目標の溶接速度と比較して、その速度が速いのか遅いのかの判定は、ビード長が10cm以下、好ましくは5cm以下の範囲で移動平均を算出し判定することが望ましい。その理由は、溶融プールの溶接方向の深さが約8cm程度であるためである。溶接速度判定に関するビード長の下限値は特になく、微小範囲で行えばそれだけ精度の高い制御となる。しかしながら1mm以下の判定を繰り返すのは制御の負荷を上げ、実用的ではない。
また、速いのか遅いのかの判定は、図では、実際の溶接速度と目標の溶接速度との差を、0を基準に判定するようなっているが、実際は、差の範囲を決めて、両者の差がその範囲を超えているかどうかで判定する。
【0031】
以上のようにして本発明では、開先断面積が変動しても、一定の入熱量で溶接した溶接継手が製造できる。
なお、本発明の製造方法では、以上説明した工作精度が原因でルートギャップ等が変動している場合に限らず、溶接途中において熱変形が原因で開先形状が変形しても、入熱が一定の状態を維持して溶接することができる。
【0032】
なお、上記では特に明記していないが、2本の溶接ワイヤの送給を同時に制御することはいうまでもない。また、2本の溶接ワイヤの極性や、溶接電流の検出方法は、図1、2図に関して説明したものに限定されるものではなく適宜変更することができる。
【実施例】
【0033】
次に実施例を用いて、本発明の実施可能性及び効果についてさらに説明する。
表1に示す供試鋼材と溶接ワイヤを用いて、表2に示す溶接条件によって2電極での立向エレクトロスラグ溶接を実施して溶接継手を製造した。
なお、用いた供試鋼材は、日本海事協会が定めるKE47−H鋼の規格に準ずる鋼材であり、溶接ワイヤは、日本海事協会が定めるKEW63Y47に準ずる1.6mmφのフラックス入りワイヤである。
【0034】
図4及び図5に示すように、ルートギャップを変化させた溶接試験体及び開先角度を変化させた溶接試験体を準備し、図1、2に示されるような、開先に沿って上昇する台車に2個の溶接トーチと、試験体の開先表側に密着する水冷式銅当金を取付けた溶接装置を用い、開先裏面にセラミックス製の耐火裏当材を取付けて、2電極立向エレクトロスラグ溶接を実施した。その際、シールドガスは炭酸ガスを使用した。
本発明の溶接では、2本の溶接トーチを、台車の進行方向と平行に所定範囲移動できるように取り付けておき、台車の上昇速度と基準の溶接速度との間に一定の差が検出された場合には、溶接トーチを上下のいずれかに移動させ、ワイヤの突き出し長さを強制的に変化させ、その際に変化した溶接電流を、ワイヤ送給速度を変化させて強制的に一定値に戻るように制御する方式を採用した。なお、1回の制御で上下させるトーチの移動は2mmとし、溶接速度は10mm毎の移動平均速度を求めて、目標となる溶接速度との差を判定した。
これに対し、比較例の溶接では、本発明例のような溶接トーチの上下移動は行わず、ワイヤ送給速度を一定速度とし、溶接電流に応じて台車の上昇速度を2段階に切り替える方式を採用した。
【0035】
【表1】

【表2】
【0036】
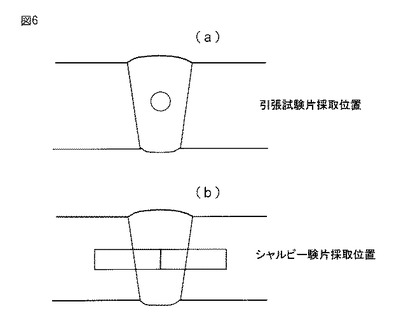
溶接後の溶接試験体の溶接継手における区分A〜Gの溶接金属部分から、図6(a)に示す要領で引張試験片(JIS A2号丸棒試験片)を、図6(b)に示す要領でシャルピー試験片(2mmVノッチ、10mmフルサイズ)をそれぞれ採取した。
なお、溶接長方向において開先形状が変化する変わり目部分(例えばAとBの境目)の前後10cmは不安定域であるため、当該部分からは試験片採取は行っていない。
そして、採取した試験片を用いて引張試験とシャルピー試験を実施した。
【0037】
次に、得られた試験結果を次のような評価基準で評価した。
まず、個々の溶接試験体のA〜Gから採取した試験片の降伏強度(YP)、引張強度(TS)、シャルピー試験の結果を次の基準で評価した。
YP;400MPa以上を合格とした。
TS;600MPa以上を合格とした。
シャルピー試験;-20℃での吸収エネルギーが50J以上を合格とした。
さらに、1つの溶接試験体において、AからE、又はFからGの全ての採取位置で以上の合否基準を満たすものを合格とした。逆に何れかの位置で1か所でも基準を満たさない試験体は不合格とした。
表3に、評価結果を示す。
【0038】
本発明例では、 、開先幅に応じた溶着金属量が得られるように、ワイヤ送給速度を制御した結果、開先のルートギャップや開先角度が変動しても、一定の溶接速度で溶接が行われるため、開先ごとの入熱の変動が無く、溶接金属の特性は殆ど変動せず安定した溶接継手が得られていた。
なお、本発明で検討した実施例では溶接開始後から約80秒以内で所定の溶接速度へ収斂し、これ以降は設定された目標溶接速度で溶接が実行された。既存の溶接方法でも溶接開始から10cm程度のビードは不安定領域として削除されるのが通常であり、本発明での収斂時間は実用上何ら問題ないと考えられる。
【0039】
一方、比較例では、台車の走行速度を2段階に切り替える既存の2電極立向エレクトロガス溶接制御を行ったため、溶接速度が溶融プールの湯面上昇に追随してしまった。この結果、開先のルートギャップ8mmのA部分では溶接速度が速くなりすぎて、70mm厚の鋼板には入熱が過少となり、強度が過剰で靭性が劣化した溶接継手となった。
また、ルートギャップが14mmのD部分と16mmのE部分では溶接速度が遅くなり、70mmという極厚鋼板使用による入熱増加と、ルートギャップが広くなったことによる入熱増加が重畳したため、入熱が過大となり、必要な焼入れ性が確保されず、溶接金属の引張強さとシャルピー衝撃吸収エネルギーが共に劣化した溶接継手となった。
【0040】
【表3】
【産業上の利用可能性】
【0041】
以上に記したように、本発明を用いると開先形状の変動に左右されず、常に安定した靭性を有する溶接継手が製造できるので、産業界における価値はきわめて高い。
【符号の説明】
【0042】
1 鋼板(被溶接物)
2 開先
3 溶接ワイヤ
4 第1の溶接トーチ
5 第2の溶接トーチ
6 レール
7 台車
8 銅当金
9 裏当材
10、11 ワイヤ送給装置
12、13 溶接電源
14 電流検出手段
15 溶接制御装置
16 台車走行制御手段
17 ワイヤ送給制御手段
18 溶接トーチ支持台
19 溶接トーチ支持台駆動装置
20 支持台駆動制御手段
21 台車の移動速度測定手段
22 演算手段
23 制御手段
【技術分野】
【0001】
本発明は、2電極立向エレクトロガスアーク溶接を用いた溶接継手の製造に関し、特に、開先形状の変動に対する入熱量の変動を抑制して、高靭性な溶接継手が得られるようにした溶接継手の製造方法及びその方法を実施するための装置に関する。
【背景技術】
【0002】
近年、鋼構造物の大型化にともない、その建造には、従来よりも板厚が厚く、より高強度の鋼板が用いられるようになってきており、そのような鋼板の溶接にあたっては、板厚の増大に対応した施工の高能率化、高品質化、また、溶接継手の高強度化が要求されている。
【0003】
従来、厚鋼板の立向溶接には、高能率1パス溶接が可能なエレクトロガスアーク溶接法(EGW法)が多用されていたが、例えば、コンテナ船等では、大型化にともない船側外板ではさらに厚い板厚の鋼板が用いられるようになり、従来の1パスでのEGW法では健全な溶接部、及び十分な継手特性を得ることが困難となってきた。
このため、EGW法をベースに、溶接部の溶け込み安定化とさらなる溶接能率の向上を図ることを目的に、特許文献1、2に示す2電極立向エレクトロガス溶接法が開発された。
しかし、近年では、50mm超、特に70mm以上の極厚鋼板がコンテナ船等で使用されるようになるなど、鋼材への入熱がさらに大入熱となる傾向があり、溶接継手の靭性確保が困難な状況が見られるようになってきた。
【0004】
ここで、図1を参照して、2電極立向エレクトロガス溶接法を用いた自動溶接による溶接継手の製造方法について説明する。
2電極立向エレクトロガス溶接では、縦方向に配置された2枚の鋼板1、1の上下方向に延びる開先2に2本のフラックス入り溶接ワイヤ3、3を供給しつつ、上方に向かって溶接が行われる。
溶接を自動的に行うために、溶接ワイヤ3、3を支持案内する第1と第2の溶接トーチ4、5は、開先2に沿って取付けられたレール7に支持案内されて上昇する台車6に搭載される。溶接中に発生する溶融プールの流出を防止するために、開先表面側に台車6とともに上昇する水冷式銅当金8が、また、開先裏面側にはセラミックス製などの裏当材9が配置される。
台車には、溶接トーチの他に溶接トーチを揺動させる駆動装置や台車の駆動装置及びそれらの制御装置などが搭載される。
【0005】
第1と第2の溶接トーチ4、5は、それぞれ溶接電源12、13に接続され、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給される。溶接電源12、13は、例えば、裏面側の溶接ワイヤに正極性の電圧が供給され、表面側の溶接ワイヤに逆極性の電圧を供給するように接続される。表面側の溶接トーチ5と接続される溶接電源13と鋼板1の間には電流検出手段14が介挿されている。また、ワイヤ送給装置10、11、台車の走行装置、溶接電源の動作は、溶接制御装置15によって制御される。
【0006】
溶接にあたっては、溶接ワイヤ3、3がそれぞれ一定速度で供給される。また、台車6は、基準の溶接速度に準じた低速走行と、台車の走行が遅れた場合にそれを回復する高速走行の2段の走行速度で走行するように溶接制御装置15の指令に基づき台車走行制御手段16により制御される。
溶接の進行に伴い開先内には溶融プールが形成され、台車6はまず低速で上昇する。台車の走行速度が低速で上昇している場合は、溶融プール表面(以下、湯面という場合がある。)の上昇速度の方が、台車の上昇速度よりわずかに大きくなるように設定されているので、溶融プ−ルの表面が溶接トーチ先端に徐々に近づくので、溶接ト−チ4、5の溶接チップからのワイヤ突き出し長が短くなり、溶接電流値が上昇していく。
その後、溶接電流値が所定値を上回ると、溶接制御装置15は、台車走行制御手段16に台車6を高速走行させるように指令を出す。そして、台車6が高速で上昇し、再び湯面から溶接ト−チの先端が離れ、ワイヤの突き出し長が長くなり、溶接電流値が所定値以下となると、溶接制御装置15から台車走行制御手段16に台車の低速走行の指令が出力され、台車6は低速で上昇する。
この動作を繰り返すことにより、溶接電流を予め設定された所定範囲内に維持しながら、溶接トーチを溶融プ−ルの上昇に追随して上昇させることができ、湯面と溶接ト−チの先端との距離が略一定となり、ワイヤの突き出し長が略一定に制御される。
【0007】
このような溶接制御方法を用いた溶接継手の製造方法によれば、2本の溶接ト−チを用いて自動で溶接を行うことができるので、板厚の厚い母材を溶接する時においても、開先辺各部の溶込みが良好で、しかも溶接速度が速いので、作業効率が良く溶接を行うことができる。
しかし、以上のような従来の溶接制御方法を用いてさらに板厚が厚い鋼板、特に板厚が50mm超の鋼板の溶接継手を溶接にて製造する際、鋼板の形成された開先部の途中に、ルートギャップ等の工作精度に起因して開先断面積が変動した箇所がある場合に、次のような問題が生じてきた。
【0008】
例えば、途中に開先幅が基準の幅よりも広い箇所がある場合、台車がその箇所に到達すると、溶接ワイヤの送給速度が一定に制御されているので、溶融プールの上昇速度が低下するようになる。その結果、台車は低速走行の期間の時間が、基準の幅の箇所を溶接している場合に比べて長くなる。このため、その箇所の溶接速度が低下して入熱量が大きくなる。
厚板の溶接では、基本的に大入熱での溶接となっているが、開先幅の増大している箇所では、溶接速度の低下による入熱量の増加分がさらに重畳されるため、入熱が過大となり、溶接熱影響部の幅が増大して、溶接継手の靭性が確保できない結果となる。
また、途中に開先の狭い箇所がある場合には逆に入熱が過少となり、溶接継手部の強度が過大になり、この場合でも溶接継手の靭性が確保できない結果となる。
【0009】
このような状況から、靭性を確保した溶接継手を製造するには、開先幅が変動しても、溶接速度を変えないで、単位時間当たりの溶着金属量を開先断面積に応じて変化させることが必要となる。
そのための手段としては、開先幅や開先角度などの開先形状を検知して、検知した開先形状に応じて、ワイヤ供給速度を制御することが考えられるが、溶接環境では外乱となる要因も多く、開先形状をリアルタイムに正確に検知することは困難であり、コストもかかるという問題がある。
また、アーク溶接の特性を利用して、低コストで実施できる溶着金属量の制御方法として、被溶接物の形状変化などの要因により溶接電流値が変化した場合に、それに対応して自動的にワイヤの送給速度を変化させて、常に一定の大きさの溶接ビードとすることなども、特許文献3等によって知られているが、従来は、均一な溶接ビードの形成と同時に入熱量を一定にすることについては、特に考慮されていなかった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平10−118771号公報
【特許文献2】特開平11−285826号公報
【特許文献3】特開昭63−295062号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、特に板厚が50mmを超えるような厚鋼板の溶接継手をエレクトロガスアーク溶接方法を用いて製造するにあたり、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供することにより、高靭性な溶接継手が得られるようにすることを課題とする。
【課題を解決するための手段】
【0012】
従来の2電極立向エレクトロガスアーク溶接方法では、上記のように、溶接速度は溶融プールの上昇に追随しており、開先断面積が広くなると、その分だけ溶融プールの上昇速度(すなわち溶接速度)が遅くなり入熱が増加することになる。これは、溶融プールの上昇速度に応じてワイヤ送給量(すなわちワイヤ送給速度)が変化する機構を有していないことが原因と考えられる。
【0013】
そこで、本発明者らは、2電極立向エレクトロガスアーク溶接を用いて溶接継手を製造するにあたり、溶融プールの上昇速度に応じてワイヤ送給速度を変化できるようにして、溶接速度を一定にし、開先断面積が変動しても入熱を一定とする方法について検討した。
その結果、溶融プールの上昇速度が変化した場合に、強制的に溶接トーチのワイヤ突き出し長さを変更し、それに追随してワイヤ送給速度を変更して制御すれば、溶融プール表面の上昇速度を基準の溶接速度に一致させることができ、溶接速度を一定にして開先長手方向の入熱量を一定にできることを見出した。
そのようにしてなされた本発明の要旨は以下のとおりである。
【0014】
(1)2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行うことによって溶接継手を製造する方法であって、
前記溶接トーチを、溶接進行方向に沿って移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、前記溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、その際に生じた溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することを特徴とする溶接継手の製造方法。
(2)板厚50mm超の鋼板を溶接することを特徴とする(1)に記載の溶接継手の製造方法。
(3)2本の溶接トーチを搭載し、溶接しようとする鋼板の開先に沿って上昇する台車と、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給する溶接電源と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段と、検知された溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように台車の走行速度を制御する台車走行速度制御手段と有する2電極立向エレクトロガスアーク溶接装置であって、
該溶接装置は、さらに、前記溶接トーチを支持し、台車の進行方向に沿って上下に移動できるように台車に取り付けられた溶接トーチ支持台と、台車の移動速度測定手段と、一定の間隔ごとに台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、該速度差が設定範囲にあるかどうかを判別する演算手段と、前記速度差が設定値を超えている場合に前記溶接トーチ支持台を一定距離上昇あるいは下降させるように制御するとともに、その際に変化した溶接電流が予め設定された値になるように溶接ワイヤ送給速度を制御して、前記速度差が設定範囲内なるようにする制御手段と、を有することを特徴とする(1)または(2)に記載の溶接継手の製造方法を実施するための2電極立向エレクトロガスアーク溶接装置。
【発明の効果】
【0015】
厚鋼板の2電極エレクトロガス溶接方法において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供することができるので、特に板厚が50mmを超えるような厚鋼板の溶接においても、靭性に優れた溶接継手を得ることができる。
【図面の簡単な説明】
【0016】
【図1】2電極立向エレクトロガスアーク溶接による従来の溶接継手の製造方法及びその製造方法の実施に用いる装置を説明するための図である。
【図2】2電極立向エレクトロガスアーク溶接による本発明の溶接継手の製造方法及びその製造方法の実施に用いる装置を説明するための図である。
【図3】本発明の2電極立向エレクトロガスアーク溶接方法で用いる制御フローを説明するための図である。
【図4】実施例で用いた開先の1例を示す図である。
【図5】実施例で用いた開先の他の例を示す図である。
【図6】実施例における試験片の採取位置を示す図である。
【発明を実施するための形態】
【0017】
本発明者らは、2電極立向エレクトロガスアーク溶接を用いて溶接継手を製造するにあたり、溶融プールの上昇速度に応じてワイヤ送給速度を変化できるようにして、溶接速度を一定にし、開先断面積が変動しても入熱を一定とする方法について検討した。
入熱を一定とするためには、基準の溶接速度を予め設定しておき、溶融プールの上昇速度(実際の溶接速度)と基準の溶接速度との差を検出し、その差を検出した場合、溶接ワイヤの送給量を変化させて、溶融プールの上昇速度が基準の溶接速度に一致するようにする必要がある。
【0018】
そのために、本発明では、上記で説明したように、溶接電流に基づいて台車6の上昇を湯面の上昇に追随するように制御するに当たり、一定間隔ごとに台車の上昇速度を算出し、その上昇速度と基準の溶接速度を比較してその差を算出する。
さらに、2本の溶接トーチ4、5を台車6に対して所定範囲移動できるように溶接トーチ支持台18取り付けておき、台車の上昇速度と基準の溶接速度との間に一定の差が検出された場合には、溶接トーチを上下のいずれかに移動させ、ワイヤの突き出し長さを強制的に変化させる。すると、それに応じて溶接電流が変化するので、ワイヤ送給速度を変化させて溶接電流が予め設定した一定値に戻るように制御する。これにより、湯面の上昇速度を基準の溶接速度と一致するようにする。
【0019】
以下、そのような本発明の実施の態様の一例を、図2及び図3を用いて説明する。
本発明は、基本的に、図1で示したものと同様に、2本の溶接トーチ4、5を搭載し、溶接しようとする鋼板1の開先2に沿って上昇する台車6と、各溶接トーチ4、5に案内される溶接ワイヤ3、4と鋼板1との間に一定の電圧を供給する溶接電源10、11と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段14と、台車の走行速度を制御する台車走行速度制御手段16と、検知された溶接電流に基づいて台車6が溶融プールの上昇速度に追随して上昇するように台車走行速度制御手段16に指令を出力する溶接制御装置15と、からなる溶接装置を用いて2電極立向エレクトロガスアーク溶接を行う。
【0020】
さらに、本発明では、入熱量を一定にするために、図2(a)に示すように、前記溶接トーチを台車の進行方向に沿って矢印方向に移動する溶接トーチ支持台18に取付ける。
この溶接トーチ支持台18は、台車に対し一定範囲で上下動できるように取り付けられており、ねじ機構やシリンダ装置などの駆動機構によって、一定距離上昇あるいは下降される。図2では、シリンダ装置を用いた支持台駆動手段19を示している。この支持台駆動手段19は、支持台駆動制御手段20によってその動作が制御される。
【0021】
そして、図2(b)に示すように、溶接中に台車6の移動速度を測定する測定手段21を設けるとともに、その測定手段21の出力を受けて、台車が一定の距離移動するごとに、台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、算出された速度差が設定範囲にあるかどうかを判別する演算手段22と、前記速度差が設定値を超えている場合には、支持台駆動制御手段20に対して前記溶接トーチ支持台18を一定距離上昇あるいは下降させる指令を出力するとともに、溶接トーチの上昇あるいは下降にともなって変化する溶接電流を検知して、溶接電流が予め設定された値になるように溶接ワイヤ送給制御手段17に対して、ワイヤ送給速度を加速あるいは減速する指令を出力する制御手段23を有する溶接制御装置15を設け、このように構成された装置を用いて溶接を行うようする。
【0022】
なお、定電圧を維持して溶接を行うことができるとともに、溶接電流の変化に応じて、ワイヤ送給速度を制御して、溶接電流が予め設定された値になるようにする制御機能を有する溶接電源12、13及び溶接制御装置15としては、市販されているデジタルインバータ制御方式の溶接電源を有する溶接装置(例えば、ダイヘン社のデジタルオートDM500(登録商標)など)を用いることにより、実現することができる。
また、従来の定電圧インバータ溶接電源においては、特開2007−190594号公報、特許第3886029号公報等に開示されている電流一定の制御機構を別途追加することで上述の制御機能を実現することができる。
【0023】
次に、以上のように構成される溶接装置を用いて入熱量を一定に維持するように溶接する態様について、開先断面積が広い場合と開先断面積が狭い場合を例に、図2及び図3を用いて詳細に説明する。
【0024】
まず、開先断面積が広い場合を説明する。
溶接が開始されると、上記で説明した従来の場合と同様に、台車6上の溶接トーチ4、5は溶接開始前に予め設定された基準の溶接速度と一致する速度で湯面の上昇に追随して上昇を始める。台車6の上昇にともない、台車の移動距離が測定され、演算手段22は、台車が一定間隔上昇するごとに台車の上昇速度(実際の溶接速度)を算出し、その上昇速度と基準の溶接速度を比較してその差を算出する。開先断面積が基準どおり一定の場合は、実際の溶接速度とは設定溶接速度との間に差は生じないので、その溶接速度で溶接が進行する。
【0025】
開先断面積が基準よりも広い箇所に溶接トーチが到達すると、湯面の上昇速度は設定された溶接速度より遅くなる。このため、演算手段22では、台車の上昇速度が設定溶接速度よりも遅い(両者の差が0より小)と判定されるようになる。その場合は、制御手段23は、溶接トーチを台車に対して上昇させる指令を支持台駆動制御手段20に対して出力する。そうすると、定電圧特性の電源を用いた溶接では、溶接トーチのチップからのワイヤの突き出し長さが増加し、溶接電流が低下する。そこで、制御手段23は、溶接電流の低下に応じて、ワイヤの送給制御手段17に対してワイヤの送給速度を増加させる指令を出力し、溶接電流が予め設定した一定値になるようにする。これにより、ワイヤ供給量が増加して、湯面の上昇速度も増加する。この結果、速くなった湯面上昇速度に追随して溶接トーチも上昇する。
【0026】
次に、溶接トーチが開先断面積の狭い箇所に到達した場合は、湯面の上昇速度は設定された溶接速度より速くなる。このため、台車の上昇速度が設定溶接速度よりも速い(両者の差が0より大)と判定されるようになる。速いと判定された場合は、広い箇所とは反対に溶接トーチを台車に対して下降させる。そうすると、チップからのワイヤの突き出し長さが短くなり、溶接電流が増加する。そこで、溶接電流の増加に応じて溶接ワイヤの送給速度を減少させて、溶接電流が予め設定した一定値になるようにする。これにより、ワイヤ供給量が減少して、湯面の上昇速度も低下する。この結果、遅くなった湯面上昇速度に追随して溶接トーチも上昇する。
【0027】
以上の制御動作を所定間隔ごとに実際の溶接速度を検出して繰り返していくと、やがて設定溶接速度へと収斂して、設定溶接速度での溶接が可能となり、以降、通常の台車上昇速度制御に戻る。
【0028】
1回の制御動作での、溶接トーチの移動量は、1mm以上、5mm以下の範囲が適当である。その理由は、溶接トーチの移動量が1mm未満の場合には変化量が少なすぎて設定された溶接速度へ到達するまでの時間が長くなるからである。逆に、溶接トーチの移動量が5mmを超える場合には、溶接速度を調整する制御が過剰に作用しすぎるため、適正溶接速度を飛び越えて、例えば遅すぎる溶接速度から速すぎる溶接速度へと(逆の場合も起こりうる)極端に溶接速度が変化する場合が生じてくるからである。
【0029】
開先断面積が増大した範囲が連続して長い場合(あるいはその逆の場合)は、溶接トーチが可動範囲の上端(下端)に到達することになる。これを回避するため、トーチが移動できるストローク長は基準位置から±10mm以上の長さを有することが好ましい。ストローク長の上限値は特に制限はなく、設備操作性の観点から適宜決定すればよいが、基準位置から±50mm(総長で100mm)のストローク長があれば十分である。
【0030】
なお、実際の溶接速度を目標の溶接速度と比較して、その速度が速いのか遅いのかの判定は、ビード長が10cm以下、好ましくは5cm以下の範囲で移動平均を算出し判定することが望ましい。その理由は、溶融プールの溶接方向の深さが約8cm程度であるためである。溶接速度判定に関するビード長の下限値は特になく、微小範囲で行えばそれだけ精度の高い制御となる。しかしながら1mm以下の判定を繰り返すのは制御の負荷を上げ、実用的ではない。
また、速いのか遅いのかの判定は、図では、実際の溶接速度と目標の溶接速度との差を、0を基準に判定するようなっているが、実際は、差の範囲を決めて、両者の差がその範囲を超えているかどうかで判定する。
【0031】
以上のようにして本発明では、開先断面積が変動しても、一定の入熱量で溶接した溶接継手が製造できる。
なお、本発明の製造方法では、以上説明した工作精度が原因でルートギャップ等が変動している場合に限らず、溶接途中において熱変形が原因で開先形状が変形しても、入熱が一定の状態を維持して溶接することができる。
【0032】
なお、上記では特に明記していないが、2本の溶接ワイヤの送給を同時に制御することはいうまでもない。また、2本の溶接ワイヤの極性や、溶接電流の検出方法は、図1、2図に関して説明したものに限定されるものではなく適宜変更することができる。
【実施例】
【0033】
次に実施例を用いて、本発明の実施可能性及び効果についてさらに説明する。
表1に示す供試鋼材と溶接ワイヤを用いて、表2に示す溶接条件によって2電極での立向エレクトロスラグ溶接を実施して溶接継手を製造した。
なお、用いた供試鋼材は、日本海事協会が定めるKE47−H鋼の規格に準ずる鋼材であり、溶接ワイヤは、日本海事協会が定めるKEW63Y47に準ずる1.6mmφのフラックス入りワイヤである。
【0034】
図4及び図5に示すように、ルートギャップを変化させた溶接試験体及び開先角度を変化させた溶接試験体を準備し、図1、2に示されるような、開先に沿って上昇する台車に2個の溶接トーチと、試験体の開先表側に密着する水冷式銅当金を取付けた溶接装置を用い、開先裏面にセラミックス製の耐火裏当材を取付けて、2電極立向エレクトロスラグ溶接を実施した。その際、シールドガスは炭酸ガスを使用した。
本発明の溶接では、2本の溶接トーチを、台車の進行方向と平行に所定範囲移動できるように取り付けておき、台車の上昇速度と基準の溶接速度との間に一定の差が検出された場合には、溶接トーチを上下のいずれかに移動させ、ワイヤの突き出し長さを強制的に変化させ、その際に変化した溶接電流を、ワイヤ送給速度を変化させて強制的に一定値に戻るように制御する方式を採用した。なお、1回の制御で上下させるトーチの移動は2mmとし、溶接速度は10mm毎の移動平均速度を求めて、目標となる溶接速度との差を判定した。
これに対し、比較例の溶接では、本発明例のような溶接トーチの上下移動は行わず、ワイヤ送給速度を一定速度とし、溶接電流に応じて台車の上昇速度を2段階に切り替える方式を採用した。
【0035】
【表1】
【表2】
【0036】
溶接後の溶接試験体の溶接継手における区分A〜Gの溶接金属部分から、図6(a)に示す要領で引張試験片(JIS A2号丸棒試験片)を、図6(b)に示す要領でシャルピー試験片(2mmVノッチ、10mmフルサイズ)をそれぞれ採取した。
なお、溶接長方向において開先形状が変化する変わり目部分(例えばAとBの境目)の前後10cmは不安定域であるため、当該部分からは試験片採取は行っていない。
そして、採取した試験片を用いて引張試験とシャルピー試験を実施した。
【0037】
次に、得られた試験結果を次のような評価基準で評価した。
まず、個々の溶接試験体のA〜Gから採取した試験片の降伏強度(YP)、引張強度(TS)、シャルピー試験の結果を次の基準で評価した。
YP;400MPa以上を合格とした。
TS;600MPa以上を合格とした。
シャルピー試験;-20℃での吸収エネルギーが50J以上を合格とした。
さらに、1つの溶接試験体において、AからE、又はFからGの全ての採取位置で以上の合否基準を満たすものを合格とした。逆に何れかの位置で1か所でも基準を満たさない試験体は不合格とした。
表3に、評価結果を示す。
【0038】
本発明例では、 、開先幅に応じた溶着金属量が得られるように、ワイヤ送給速度を制御した結果、開先のルートギャップや開先角度が変動しても、一定の溶接速度で溶接が行われるため、開先ごとの入熱の変動が無く、溶接金属の特性は殆ど変動せず安定した溶接継手が得られていた。
なお、本発明で検討した実施例では溶接開始後から約80秒以内で所定の溶接速度へ収斂し、これ以降は設定された目標溶接速度で溶接が実行された。既存の溶接方法でも溶接開始から10cm程度のビードは不安定領域として削除されるのが通常であり、本発明での収斂時間は実用上何ら問題ないと考えられる。
【0039】
一方、比較例では、台車の走行速度を2段階に切り替える既存の2電極立向エレクトロガス溶接制御を行ったため、溶接速度が溶融プールの湯面上昇に追随してしまった。この結果、開先のルートギャップ8mmのA部分では溶接速度が速くなりすぎて、70mm厚の鋼板には入熱が過少となり、強度が過剰で靭性が劣化した溶接継手となった。
また、ルートギャップが14mmのD部分と16mmのE部分では溶接速度が遅くなり、70mmという極厚鋼板使用による入熱増加と、ルートギャップが広くなったことによる入熱増加が重畳したため、入熱が過大となり、必要な焼入れ性が確保されず、溶接金属の引張強さとシャルピー衝撃吸収エネルギーが共に劣化した溶接継手となった。
【0040】
【表3】
【産業上の利用可能性】
【0041】
以上に記したように、本発明を用いると開先形状の変動に左右されず、常に安定した靭性を有する溶接継手が製造できるので、産業界における価値はきわめて高い。
【符号の説明】
【0042】
1 鋼板(被溶接物)
2 開先
3 溶接ワイヤ
4 第1の溶接トーチ
5 第2の溶接トーチ
6 レール
7 台車
8 銅当金
9 裏当材
10、11 ワイヤ送給装置
12、13 溶接電源
14 電流検出手段
15 溶接制御装置
16 台車走行制御手段
17 ワイヤ送給制御手段
18 溶接トーチ支持台
19 溶接トーチ支持台駆動装置
20 支持台駆動制御手段
21 台車の移動速度測定手段
22 演算手段
23 制御手段
【特許請求の範囲】
【請求項1】
2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行うことによって溶接継手を製造する方法であって、
前記溶接トーチを、溶接進行方向に沿って移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、前記溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、その際に生じた溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することを特徴とする溶接継手の製造方法。
【請求項2】
板厚50mm超の鋼板を溶接することを特徴とする請求項1に記載の溶接継手の製造方法。
【請求項3】
2本の溶接トーチを搭載し、溶接しようとする鋼板の開先に沿って上昇する台車と、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給する溶接電源と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段と、検知された溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように台車の走行速度を制御する台車走行速度制御手段と有する2電極立向エレクトロガスアーク溶接装置であって、
該溶接装置は、さらに、前記溶接トーチを支持し、台車の進行方向に沿って上下に移動できるように台車に取り付けられた溶接トーチ支持台と、台車の移動速度測定手段と、一定の間隔ごとに台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、該速度差が設定範囲にあるかどうかを判別する演算手段と、前記速度差が設定値を超えている場合に前記溶接トーチ支持台を一定距離上昇あるいは下降させるように制御するとともに、その際に変化した溶接電流が予め設定された値になるように溶接ワイヤ送給速度を制御して、前記速度差が設定範囲内になるようにする制御手段と、を有することを特徴とする請求項1または2に記載の溶接継手の製造方法を実施するための2電極立向エレクトロガスアーク溶接装置。
【請求項1】
2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行うことによって溶接継手を製造する方法であって、
前記溶接トーチを、溶接進行方向に沿って移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、前記溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、その際に生じた溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することを特徴とする溶接継手の製造方法。
【請求項2】
板厚50mm超の鋼板を溶接することを特徴とする請求項1に記載の溶接継手の製造方法。
【請求項3】
2本の溶接トーチを搭載し、溶接しようとする鋼板の開先に沿って上昇する台車と、各溶接トーチに案内される溶接ワイヤと鋼板との間に一定の電圧を供給する溶接電源と、溶接ワイヤ送給手段と、溶接電流を検知する電流検知手段と、検知された溶接電流に基づいて前記台車が溶融プールの上昇速度に追随して上昇するように台車の走行速度を制御する台車走行速度制御手段と有する2電極立向エレクトロガスアーク溶接装置であって、
該溶接装置は、さらに、前記溶接トーチを支持し、台車の進行方向に沿って上下に移動できるように台車に取り付けられた溶接トーチ支持台と、台車の移動速度測定手段と、一定の間隔ごとに台車の移動速度と予め設定された基準の溶接速度との速度差を算出し、該速度差が設定範囲にあるかどうかを判別する演算手段と、前記速度差が設定値を超えている場合に前記溶接トーチ支持台を一定距離上昇あるいは下降させるように制御するとともに、その際に変化した溶接電流が予め設定された値になるように溶接ワイヤ送給速度を制御して、前記速度差が設定範囲内になるようにする制御手段と、を有することを特徴とする請求項1または2に記載の溶接継手の製造方法を実施するための2電極立向エレクトロガスアーク溶接装置。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−11407(P2012−11407A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−148787(P2010−148787)
【出願日】平成22年6月30日(2010.6.30)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年6月30日(2010.6.30)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]