
溶接部の欠陥検出方法
【課題】上下の側板同士を両面横向SAWで接合する際に、溶接初期の段階で欠陥を検出し得る溶接部の欠陥検出方法を提供する。
【解決手段】上下の側板Wu,Wl間の開先Waに両面横向SAWによる初層溶接部Aを盛り、その厚さhが必要積層厚さhmin以上である場合は、側板Wu,Wlの一方の面側に配置した送信側探触子1から所定の条件で超音波を送信し、溶接部Aで回折ないし反射した超音波を受信側探触子2で受信させるTOFD法で欠陥を探り、欠陥がない、ないしは検出されたとしても指示長さが規定値を超えない場合は溶接部Aを合格とし、欠陥の指示長さが規定値以上である場合は、側板Wu,Wlの他方の面側の一方の面側と同一位置で且つ同様にしてTOFD法による欠陥探傷を行い、欠陥がない、ないしは検出されたとしても指示長さが規定値を超えない場合は溶接部Aを合格とし、欠陥の指示長さが規定値以上である場合は、溶接部Aを不合格として判定する。
【解決手段】上下の側板Wu,Wl間の開先Waに両面横向SAWによる初層溶接部Aを盛り、その厚さhが必要積層厚さhmin以上である場合は、側板Wu,Wlの一方の面側に配置した送信側探触子1から所定の条件で超音波を送信し、溶接部Aで回折ないし反射した超音波を受信側探触子2で受信させるTOFD法で欠陥を探り、欠陥がない、ないしは検出されたとしても指示長さが規定値を超えない場合は溶接部Aを合格とし、欠陥の指示長さが規定値以上である場合は、側板Wu,Wlの他方の面側の一方の面側と同一位置で且つ同様にしてTOFD法による欠陥探傷を行い、欠陥がない、ないしは検出されたとしても指示長さが規定値を超えない場合は溶接部Aを合格とし、欠陥の指示長さが規定値以上である場合は、溶接部Aを不合格として判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上下に配置される板材同士を両面SAW(サブマージアーク溶接)により接合する際に、初層の溶接部における溶け込み不良等の欠陥の有無を確認するのに好適な溶接部の欠陥検出方法に関するものである。
【背景技術】
【0002】
上記したように、上下に配置される板材同士、例えば、LNGタンクの側板同士を接合するには、SAWが用いられている。従来において、このSAWによって上下の側板同士を接合する場合、まず、上下の側板間に形成された開先の一方の面側に横向SAWを施すのに続いて、開先の他方の面側に対して、いわゆる裏はつりと呼ばれる加工を行って、溶接部における溶け込み不良等の欠陥を除去した後、開先の他方の面側に横向SAWを行うようにしている。
上記したSAWに関しては、例えば、非特許文献1に詳述されている。
【先行技術文献】
【非特許文献】
【0003】
【非特許文献1】社団法人 溶接学会編 第2版 溶接・接合便覧 第283頁〜第300頁
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記したLNGタンクにおける側板の接合作業では、開先の一方の面側に対する横向SAW,開先の他方の面側に対する裏はつり及びこの他方の面側に対する横向SAWの3つの作業を必要とする。
【0005】
そこで、接合作業における工数の低減を図るうえで、開先の両面側から同時に横向SAWを行うことが考えられるが、この両面横向SAWにおいて、片面横向SAWの場合には裏はつり作業によりできていた溶接部における溶け込み不良等の欠陥の除去を行うことができないことから、両面横向SAWにおける初層の溶接部の健全性を確認し得る非破壊検査手法の確立が求められている。
【0006】
本発明は、上記した従来の課題に着目してなされたもので、上下に配置される板材同士をSAWにより接合する際の工数の低減を実現したうえで、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出することができ、加えて、層が少ない時点で欠陥を検出し得るので、溶接部の厚みが少ない分だけ、手直し時間の短縮化をも実現することが可能である溶接部の欠陥検出方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、本発明の請求項1に係る発明は、上下に配置した板材間に施される両面横向SAWによる溶接部を対象とした欠陥の検出方法であって、前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記初層溶接部の厚さがあらかじめ設定された必要積層厚さ以上であるか否かの判定を行い、前記初層溶接部の厚さが前記あらかじめ設定された必要積層厚さに満たない場合には、前記両面横向SAWにより前記初層溶接部上に第2層の溶接部を盛り、この後、前記板材の一方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記送信側探触子から超音波を前記開先に干渉せずに送信し得る最小探傷角度と前記受信側探触子が前記送信側探触子からの超音波を受信し得る最大探傷角度との間の範囲内で且つ前記あらかじめ設定された積層厚さの溶接部に向けて、前記送信側探触子から周波数が5〜15MHzの超音波を送信すると共に、前記溶接部で回折ないし反射した超音波を前記受信側探触子で受信させるTOFD(Time of Flight Diffraction)法により前記溶接部における欠陥を探り、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、前記板材の他方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行い、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、溶接部を不合格として判定する構成としたことを特徴としており、この溶接部の欠陥検出方法の構成を前述した従来の課題を解決するための手段としている。
【0008】
ここで、上下の板材間に形成される開先に盛った初層溶接部に対して、板材の一方の面側でTOFD法による欠陥探傷を行う場合、初層溶接部の積層厚さが薄いと、表面を伝播する波、すなわち、ラテラル波(図1参照)の伝播距離と初層溶接部に欠陥(溶け込み不良)が存在するときの縦波の伝播距離が同程度になり、ラテラル波と思われる連続エコーと初層溶接部の欠陥のエコー位置とが重なって、欠陥指示が判別し難い。
【0009】
そこで、本発明に係る溶接部の欠陥検出方法では、TOFD法による欠陥探傷時に、ラテラル波の影響を受け難い初層溶接部の必要積層厚さをあらかじめ設定することとし、初層溶接部の厚さがこのあらかじめ設定した必要積層厚さに満たない場合には、両面横向SAWにより初層溶接部上に第2層の溶接部を盛ってからTOFD法による欠陥探傷を行うこととした。
【0010】
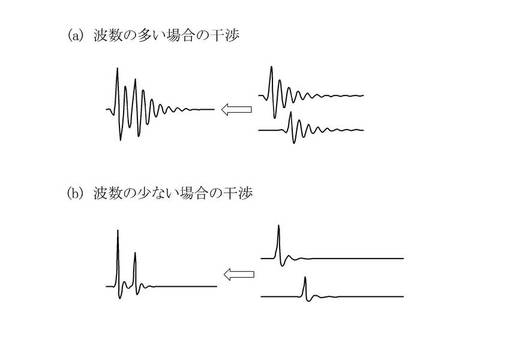
この際、図4(a)に示すように、探触子(センサ)として波の数が多い狭帯域タイプのものを用いた場合には、反射波同士の距離が近いと互いに干渉しあってピークが判り難いが、図4(b)に示すように、探触子として波の数が少ない広帯域タイプのものを用いた場合には、反射波同士の距離が近くてもピークが判別し易いことから、広帯域タイプの探触子を用いたうえで、超音波が板材の内部を伝播する距離(図1(b)に実線で示す)と板材の表面を伝播する距離(図1(b)に二点鎖線で示す)との差が波長の3倍になるように、必要積層厚さを設定することとした。
例えば、板材が9%Niのニッケル鋼の場合に広帯域タイプの探触子を用いた際の超音波の波長が約0.7(mm)であるとすると、必要積層厚さは、超音波が板材の内部を伝播する距離と板材の表面を伝播する距離との差がこの波長の3倍、すなわち、約2mmとなるような表面伝播距離が得られる積層厚さとする。
【0011】
また、本発明に係る溶接部の欠陥検出方法において、送信側探触子から超音波を開先に干渉せずに送信し得る最小探傷角度とは、図1(b)に示すように、開先Wa近傍において送信側探触子1を有効測定位置に置いた状態で超音波を送信し得る最小の探傷角度、すなわち、開先Waの上側斜辺の角度αを超える角度であり、一方、最大探傷角度とは、受信側探触子2が送信側探触子1からの信号を拾い得る角度θであり、概ね70°である。
【0012】
さらに、本発明に係る溶接部の欠陥検出方法において、送信側探触子から送信する超音波の周波数を5〜15MHzとしているが、欠陥を効率良く検出して確認するうえで、送信側探触子から送信する超音波の周波数を7.5〜12.5MHzとすることが望ましく、10MHz程度とすることがより望ましい。
【0013】
さらに、本発明に係る溶接部の欠陥検出方法において、初層溶接部上に第2層の溶接部を積層した場合は、これの影響と思われる連続エコーが検出される可能性があるが、板材の他方の面側において、板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うことで、擬似エコーであることを確認できる。
【0014】
本発明の請求項1に係る溶接部の欠陥検出方法では、上下の板材間に形成される開先に対して両面横向SAWによる初層溶接部ないし第2層の溶接部を盛って、ラテラル波の影響を受け難い溶接部の必要積層厚さを確保したうえで、板材の一方の面側において、上記した検出条件によるTOFD法によって初層の溶接部における欠陥を探り、さらに、板材の他方の面側においても、板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うようにしているので、上下に配置される板材同士を両面横向SAWで接合したとしても、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出し得ることとなる。
加えて、層が少ない初層ないし第2層の時点で欠陥を検出し得るので、溶接部の厚みが少ない分だけ、手直し時間の短縮化も図られることとなる。
【0015】
本発明に係る溶接部の欠陥検出方法において、板材の板厚が薄い場合には、初層溶接部が開先から大きくはみ出してしまうことが考えられるので、本発明の請求項2に係る溶接部の欠陥検出方法では、前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記板材の板厚が両面2層溶接可能な厚さ、例えば、前記板材の板厚が10mm以上であるか否かの判定を行い、前記板材の板厚が両面2層溶接可能な厚さに満たない場合には、前記初層溶接部の余剰分を除去した後、前記板材の一方の面側で前記TOFD法による欠陥探傷を行う構成としている。
【0016】
また、本発明に係る溶接部の欠陥検出方法では、TOFD法による欠陥探傷時において、材料ノイズが多い場合には、ウェーブレット処理等の信号処理のステップを追加して行うことが望ましく、このような信号処理を行うと、欠陥指示長さの測定が容易になる。
【発明の効果】
【0017】
本発明に係る溶接部の欠陥検出方法では、上記した構成としているので、上下に配置される板材同士を両面横向SAWで接合したとしても、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出することが可能であり、その結果、上下の板材同士を接合する際の工数低減を実現でき、加えて、層が少ない、すなわち、溶接部の厚みが少ないうちに欠陥を検出し得るので、手直しに要する時間の短縮化をも実現することが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0018】
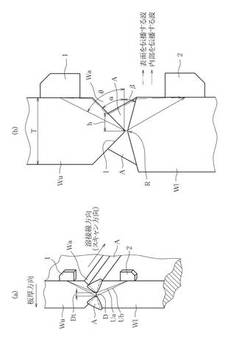
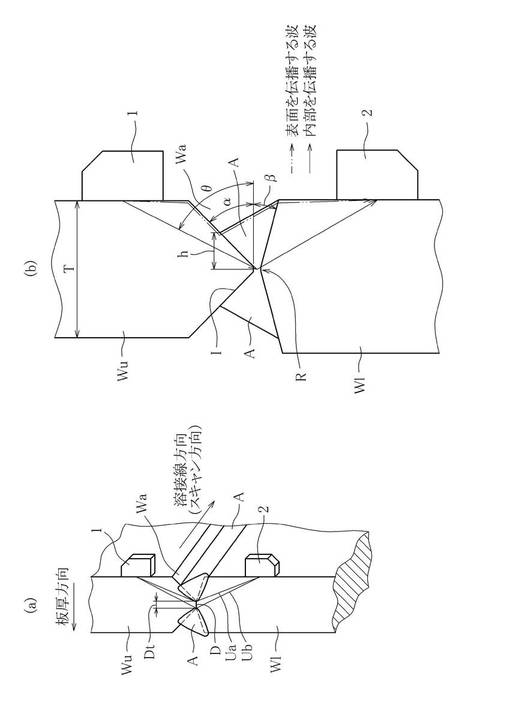
【図1】本発明の一実施形態に係る溶接部の欠陥検出方法による欠陥検出状況を示す構成説明図(a)及びTOFD法の検出条件説明図(b)である。
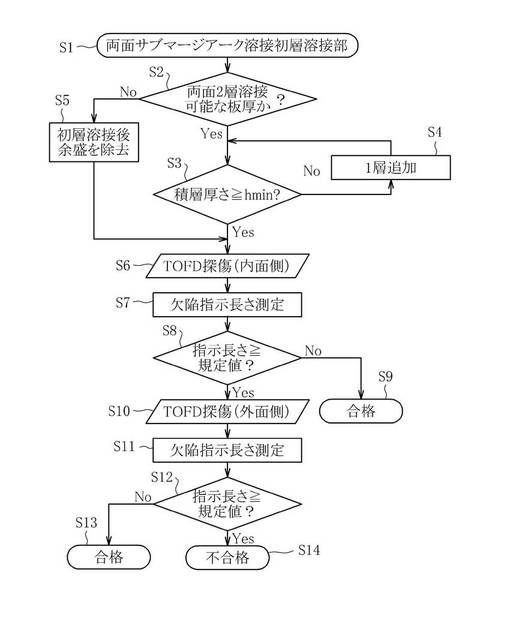
【図2】一実施形態に係る溶接部の欠陥検出方法による欠陥検出要領を示すフローチャートである。
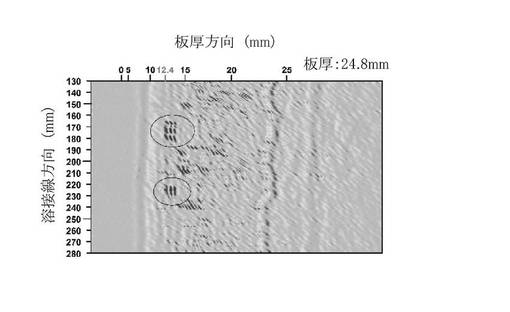
【図3】一実施形態に係る溶接部の欠陥検出方法による欠陥検出結果を示す説明図である。
【図4】本発明に係る溶接部の欠陥検出方法における必要積層厚さを説明するための波形図(a),(b)である。
【発明を実施するための形態】
【0019】
以下、本発明に係る溶接部の欠陥検出方法を図面に基づいて説明する。
図1及び図2は、本発明に係る溶接部の欠陥検出方法の一実施形態を説明する図であり、この実施形態では、本発明に係る溶接部の欠陥検出方法をLNGタンクの側板同士の接合部分における欠陥検出に用いた場合を例に挙げて説明する。
【0020】
図1及び図2に示すように、LNGタンクの上下に配置された側板Wu,Wl同士を両面横向SAWにより接合するには、まず、ステップS1において上下の側板Wu,Wl間に形成される開先Waに対して、両面横向SAWによる初層溶接部Aを盛る。
【0021】
ここで、上下に配置される側板Wu,Wlが互いに同じ板厚のパターンと、上側の側板Wuが下側の側板Wlよりも板厚が薄いパターンの2つのパターンがあるが、上側の側板Wuの板厚Tが下側の側板Wlよりも薄いと、上記ステップS1の段階で、初層溶接部Aが開先Waから既にはみ出していて必要に応じて施される両面2層溶接を行うことができないことになるので、ステップS2において上側の側板Wuの板厚Tが両面2層溶接可能な厚さであるか否かの判定を行い、この上側の側板Wuの板厚Tが両面2層溶接可能な厚さ、例えば10mm以上である(Yes)場合には、ステップS3において初層溶接部Aの厚さhがあらかじめ設定された必要積層厚さhmin以上であるか否かの判定を行い、初層溶接部Aの厚さhが必要積層厚さhmin以上である(Yes)場合には、ステップS6に進む。
【0022】
ステップS2において上側の側板Wuの板厚Tが両面2層溶接可能な厚さに満たない、例えば10mmに満たない(No)場合には、ステップS5において初層溶接部Aの余剰分(余盛、はみ出し)を除去した後、ステップS6に進み、ステップS3において初層溶接部Aの厚さhがあらかじめ設定された必要積層厚さhminに満たない(No)場合には、ステップS4において両面横向SAWにより初層溶接部A上に第2層の溶接部を盛って必要積層厚さhminを確保したうえで、ステップS6に進んで、側板Wu,Wlの一方の面側(図示右側:タンク内面側)でTOFD法による欠陥探傷を行う。この実施形態では、初層溶接部Aの厚さhが必要積層厚さhmin以上である場合を示している。
【0023】
ここで、初層溶接部Aの厚さhとして必要積層厚さhminをあらかじめ設定したのは、
ステップS6においてTOFD法による欠陥探傷を行う場合に、図1(b)に仮想線で示すラテラル波の影響を受け難くするためであり、例えば、側板Wu,Wlが9%Niのニッケル鋼である場合に後述する探触子1,2として広帯域タイプのものを用いた際の超音波の波長が約0.7(mm)であるとすると、必要積層厚さhminを超音波が内部を伝播する距離と表面を伝播する距離との差がこの波長の3倍の約2mmとなるような表面伝播距離が得られる積層厚さに設定する。
【0024】
次いで、ステップS6におけるTOFD法による欠陥探傷では、側板Wu,Wlの一方の面側において、開先Waを挟んで送信側探触子1及び受信側探触子2をそれぞれ配置して、送信側探触子1から超音波を送信させながら受信側探触子2とともに溶接線に沿ってスキャンさせる。
【0025】
この際、超音波を送信する向き(探傷角度)θは、開先Waに干渉せずに送信し得る最小探傷角度、すなわち、開先Waの上側斜辺の角度αを超える角度と、受信側探触子2が送信側探触子1からの超音波を受信し得る最大探傷角度との間の範囲内であり、この実施形態において概ね70°である。また、この欠陥探傷において、周波数が5〜15MHzの超音波を用いることができ、この実施形態では、送信側探触子1から周波数10MHz程度の超音波を送信するようにしている。
【0026】
この側板Wu,Wlの一方の面側におけるTOFD法による欠陥探傷後、ステップS7において欠陥の指示長さの測定を行う。
【0027】
次に、上記欠陥探傷により欠陥が検出されない、ないしは検出されたとしても、ステップS8において指示長さが規定値を超えない(No)と判定された場合には、ステップS9において溶接部Aを合格として判定する一方で、欠陥探傷で検出された欠陥の指示長さが、ステップS8において規定値以上である(Yes)場合には、ステップS10において側板Wu,Wlの他方の面側(図示左側:タンク外面側)でTOFD法による欠陥探傷を行う。この場合のTOFD法による欠陥探傷は、側板Wu,Wlの一方の面側と同じ位置で且つ同様の条件で行う。
【0028】
なお、ステップS4において初層溶接部A上に第2層の溶接部を積層した場合は、これの影響と考えられる連続エコーが検出される可能性があるが、この側板Wu,Wlの他方の面側における同一位置でのTOFD法による欠陥探傷により、上記連続エコーが擬似エコーであることを確認できる。
【0029】
上記側板Wu,Wlの他方の面側におけるTOFD法による欠陥探傷後には、そのままステップS11に進んで欠陥の指示長さの測定を行う。
【0030】
そして、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても、ステップS12において指示長さが規定値を超えない(No)と判定された場合には、ステップS13において溶接部Aを合格として判定する一方で、欠陥探傷で検出された欠陥の指示長さが、ステップS12において規定値以上である(Yes)場合には、ステップS14において溶接部Aを不合格として判定する。なお、溶接部Aの合否判定を下すステップS8,S12における規定値は、施工現場毎に規定される値である。
【0031】
図3は、この実施形態に係る溶接部の欠陥検出方法による欠陥の検出結果を示しており、この結果から、この実施形態に係る溶接部の欠陥検出方法では、図3左側の初層溶接部Aに存在する欠陥(楕円で囲んだ指示)を精度良く検出し得ることが実証できた。
【0032】
この検査において、欠陥が生じる箇所(図1(b)におけるルート部R)が判っており、図3において上記ルート部Rに該当する部分に現れた楕円で囲んだ指示以外は無視している。この無視した指示は、ルート部Rの欠陥以外の反射源(両探触子1,2とは反対側の側板Wu,Wl表面や、初層溶接部Aと側板Wu,Wlとの界面Iなど)で生じたものである。
【0033】
この検査において、送信側探触子1から超音波を送信させる際には、焦点をルート部Rに合わせるが、超音波は扇状に広がることから、図1(a)に示すように、欠陥Dの板厚方向の両端で超音波が反射され、2本の伝播路Ua,Ubができる。この両探触子1,2側で反射する超音波の伝播路Uaと、両探触子1,2とは反対側で反射する超音波の伝播路Ubとは互いに重なることから、欠陥Dの有無を検出することはできても欠陥Dの板厚方向のサイズDtは検出することができない。しかしながら、両探触子1,2を溶接線に沿って移動させることから、欠陥Dのスキャン方向のサイズは検出可能である。
【0034】
上記したように、この実施形態に係る溶接部の欠陥検出方法では、上下の側板Wu,Wl間に形成される開先Waに対して両面横向SAWによる初層溶接部Aを盛って、ラテラル波の影響を受け難い溶接部Aの必要積層厚さhを確保し、上下の側板Wu,Wlの一方の面側において、上記した検出条件によるTOFD法によって初層溶接部Aにおける欠陥を探り、加えて、上下の側板Wu,Wlの他方の面側においても、側板Wu,Wlの一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うようにしていることから、上下に配置される側板Wu,Wl同士を両面横向SAWで接合したとしても、両面横向SAWによる初層溶接部Aに生じる可能性がある溶け込み不良等の欠陥を高精度で検出し得ることとなる。
そして、溶接部Aの厚みが少ない初層溶接の時点で欠陥を検出し得るので、その分だけ、手直し時間の短縮化が図られることとなる。
【0035】
なお、上記した実施形態では、本発明に係る溶接部の欠陥検出方法をLNGタンクの側板同士の接合部分における欠陥検出に用いた場合を例に挙げて説明したが、これに限定されるものではない。
【符号の説明】
【0036】
1 送信側探触子
2 受信側探触子
A 初層溶接部
h 初層溶接部の厚さ
hmin 必要積層厚さ
Wa 開先
Wu,Wl 側板(板材)
θ 探傷角度
【技術分野】
【0001】
本発明は、上下に配置される板材同士を両面SAW(サブマージアーク溶接)により接合する際に、初層の溶接部における溶け込み不良等の欠陥の有無を確認するのに好適な溶接部の欠陥検出方法に関するものである。
【背景技術】
【0002】
上記したように、上下に配置される板材同士、例えば、LNGタンクの側板同士を接合するには、SAWが用いられている。従来において、このSAWによって上下の側板同士を接合する場合、まず、上下の側板間に形成された開先の一方の面側に横向SAWを施すのに続いて、開先の他方の面側に対して、いわゆる裏はつりと呼ばれる加工を行って、溶接部における溶け込み不良等の欠陥を除去した後、開先の他方の面側に横向SAWを行うようにしている。
上記したSAWに関しては、例えば、非特許文献1に詳述されている。
【先行技術文献】
【非特許文献】
【0003】
【非特許文献1】社団法人 溶接学会編 第2版 溶接・接合便覧 第283頁〜第300頁
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記したLNGタンクにおける側板の接合作業では、開先の一方の面側に対する横向SAW,開先の他方の面側に対する裏はつり及びこの他方の面側に対する横向SAWの3つの作業を必要とする。
【0005】
そこで、接合作業における工数の低減を図るうえで、開先の両面側から同時に横向SAWを行うことが考えられるが、この両面横向SAWにおいて、片面横向SAWの場合には裏はつり作業によりできていた溶接部における溶け込み不良等の欠陥の除去を行うことができないことから、両面横向SAWにおける初層の溶接部の健全性を確認し得る非破壊検査手法の確立が求められている。
【0006】
本発明は、上記した従来の課題に着目してなされたもので、上下に配置される板材同士をSAWにより接合する際の工数の低減を実現したうえで、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出することができ、加えて、層が少ない時点で欠陥を検出し得るので、溶接部の厚みが少ない分だけ、手直し時間の短縮化をも実現することが可能である溶接部の欠陥検出方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、本発明の請求項1に係る発明は、上下に配置した板材間に施される両面横向SAWによる溶接部を対象とした欠陥の検出方法であって、前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記初層溶接部の厚さがあらかじめ設定された必要積層厚さ以上であるか否かの判定を行い、前記初層溶接部の厚さが前記あらかじめ設定された必要積層厚さに満たない場合には、前記両面横向SAWにより前記初層溶接部上に第2層の溶接部を盛り、この後、前記板材の一方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記送信側探触子から超音波を前記開先に干渉せずに送信し得る最小探傷角度と前記受信側探触子が前記送信側探触子からの超音波を受信し得る最大探傷角度との間の範囲内で且つ前記あらかじめ設定された積層厚さの溶接部に向けて、前記送信側探触子から周波数が5〜15MHzの超音波を送信すると共に、前記溶接部で回折ないし反射した超音波を前記受信側探触子で受信させるTOFD(Time of Flight Diffraction)法により前記溶接部における欠陥を探り、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、前記板材の他方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行い、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、溶接部を不合格として判定する構成としたことを特徴としており、この溶接部の欠陥検出方法の構成を前述した従来の課題を解決するための手段としている。
【0008】
ここで、上下の板材間に形成される開先に盛った初層溶接部に対して、板材の一方の面側でTOFD法による欠陥探傷を行う場合、初層溶接部の積層厚さが薄いと、表面を伝播する波、すなわち、ラテラル波(図1参照)の伝播距離と初層溶接部に欠陥(溶け込み不良)が存在するときの縦波の伝播距離が同程度になり、ラテラル波と思われる連続エコーと初層溶接部の欠陥のエコー位置とが重なって、欠陥指示が判別し難い。
【0009】
そこで、本発明に係る溶接部の欠陥検出方法では、TOFD法による欠陥探傷時に、ラテラル波の影響を受け難い初層溶接部の必要積層厚さをあらかじめ設定することとし、初層溶接部の厚さがこのあらかじめ設定した必要積層厚さに満たない場合には、両面横向SAWにより初層溶接部上に第2層の溶接部を盛ってからTOFD法による欠陥探傷を行うこととした。
【0010】
この際、図4(a)に示すように、探触子(センサ)として波の数が多い狭帯域タイプのものを用いた場合には、反射波同士の距離が近いと互いに干渉しあってピークが判り難いが、図4(b)に示すように、探触子として波の数が少ない広帯域タイプのものを用いた場合には、反射波同士の距離が近くてもピークが判別し易いことから、広帯域タイプの探触子を用いたうえで、超音波が板材の内部を伝播する距離(図1(b)に実線で示す)と板材の表面を伝播する距離(図1(b)に二点鎖線で示す)との差が波長の3倍になるように、必要積層厚さを設定することとした。
例えば、板材が9%Niのニッケル鋼の場合に広帯域タイプの探触子を用いた際の超音波の波長が約0.7(mm)であるとすると、必要積層厚さは、超音波が板材の内部を伝播する距離と板材の表面を伝播する距離との差がこの波長の3倍、すなわち、約2mmとなるような表面伝播距離が得られる積層厚さとする。
【0011】
また、本発明に係る溶接部の欠陥検出方法において、送信側探触子から超音波を開先に干渉せずに送信し得る最小探傷角度とは、図1(b)に示すように、開先Wa近傍において送信側探触子1を有効測定位置に置いた状態で超音波を送信し得る最小の探傷角度、すなわち、開先Waの上側斜辺の角度αを超える角度であり、一方、最大探傷角度とは、受信側探触子2が送信側探触子1からの信号を拾い得る角度θであり、概ね70°である。
【0012】
さらに、本発明に係る溶接部の欠陥検出方法において、送信側探触子から送信する超音波の周波数を5〜15MHzとしているが、欠陥を効率良く検出して確認するうえで、送信側探触子から送信する超音波の周波数を7.5〜12.5MHzとすることが望ましく、10MHz程度とすることがより望ましい。
【0013】
さらに、本発明に係る溶接部の欠陥検出方法において、初層溶接部上に第2層の溶接部を積層した場合は、これの影響と思われる連続エコーが検出される可能性があるが、板材の他方の面側において、板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うことで、擬似エコーであることを確認できる。
【0014】
本発明の請求項1に係る溶接部の欠陥検出方法では、上下の板材間に形成される開先に対して両面横向SAWによる初層溶接部ないし第2層の溶接部を盛って、ラテラル波の影響を受け難い溶接部の必要積層厚さを確保したうえで、板材の一方の面側において、上記した検出条件によるTOFD法によって初層の溶接部における欠陥を探り、さらに、板材の他方の面側においても、板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うようにしているので、上下に配置される板材同士を両面横向SAWで接合したとしても、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出し得ることとなる。
加えて、層が少ない初層ないし第2層の時点で欠陥を検出し得るので、溶接部の厚みが少ない分だけ、手直し時間の短縮化も図られることとなる。
【0015】
本発明に係る溶接部の欠陥検出方法において、板材の板厚が薄い場合には、初層溶接部が開先から大きくはみ出してしまうことが考えられるので、本発明の請求項2に係る溶接部の欠陥検出方法では、前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記板材の板厚が両面2層溶接可能な厚さ、例えば、前記板材の板厚が10mm以上であるか否かの判定を行い、前記板材の板厚が両面2層溶接可能な厚さに満たない場合には、前記初層溶接部の余剰分を除去した後、前記板材の一方の面側で前記TOFD法による欠陥探傷を行う構成としている。
【0016】
また、本発明に係る溶接部の欠陥検出方法では、TOFD法による欠陥探傷時において、材料ノイズが多い場合には、ウェーブレット処理等の信号処理のステップを追加して行うことが望ましく、このような信号処理を行うと、欠陥指示長さの測定が容易になる。
【発明の効果】
【0017】
本発明に係る溶接部の欠陥検出方法では、上記した構成としているので、上下に配置される板材同士を両面横向SAWで接合したとしても、両面横向SAWによる初層の溶接部に生じる可能性がある溶け込み不良等の欠陥を高精度で検出することが可能であり、その結果、上下の板材同士を接合する際の工数低減を実現でき、加えて、層が少ない、すなわち、溶接部の厚みが少ないうちに欠陥を検出し得るので、手直しに要する時間の短縮化をも実現することが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る溶接部の欠陥検出方法による欠陥検出状況を示す構成説明図(a)及びTOFD法の検出条件説明図(b)である。
【図2】一実施形態に係る溶接部の欠陥検出方法による欠陥検出要領を示すフローチャートである。
【図3】一実施形態に係る溶接部の欠陥検出方法による欠陥検出結果を示す説明図である。
【図4】本発明に係る溶接部の欠陥検出方法における必要積層厚さを説明するための波形図(a),(b)である。
【発明を実施するための形態】
【0019】
以下、本発明に係る溶接部の欠陥検出方法を図面に基づいて説明する。
図1及び図2は、本発明に係る溶接部の欠陥検出方法の一実施形態を説明する図であり、この実施形態では、本発明に係る溶接部の欠陥検出方法をLNGタンクの側板同士の接合部分における欠陥検出に用いた場合を例に挙げて説明する。
【0020】
図1及び図2に示すように、LNGタンクの上下に配置された側板Wu,Wl同士を両面横向SAWにより接合するには、まず、ステップS1において上下の側板Wu,Wl間に形成される開先Waに対して、両面横向SAWによる初層溶接部Aを盛る。
【0021】
ここで、上下に配置される側板Wu,Wlが互いに同じ板厚のパターンと、上側の側板Wuが下側の側板Wlよりも板厚が薄いパターンの2つのパターンがあるが、上側の側板Wuの板厚Tが下側の側板Wlよりも薄いと、上記ステップS1の段階で、初層溶接部Aが開先Waから既にはみ出していて必要に応じて施される両面2層溶接を行うことができないことになるので、ステップS2において上側の側板Wuの板厚Tが両面2層溶接可能な厚さであるか否かの判定を行い、この上側の側板Wuの板厚Tが両面2層溶接可能な厚さ、例えば10mm以上である(Yes)場合には、ステップS3において初層溶接部Aの厚さhがあらかじめ設定された必要積層厚さhmin以上であるか否かの判定を行い、初層溶接部Aの厚さhが必要積層厚さhmin以上である(Yes)場合には、ステップS6に進む。
【0022】
ステップS2において上側の側板Wuの板厚Tが両面2層溶接可能な厚さに満たない、例えば10mmに満たない(No)場合には、ステップS5において初層溶接部Aの余剰分(余盛、はみ出し)を除去した後、ステップS6に進み、ステップS3において初層溶接部Aの厚さhがあらかじめ設定された必要積層厚さhminに満たない(No)場合には、ステップS4において両面横向SAWにより初層溶接部A上に第2層の溶接部を盛って必要積層厚さhminを確保したうえで、ステップS6に進んで、側板Wu,Wlの一方の面側(図示右側:タンク内面側)でTOFD法による欠陥探傷を行う。この実施形態では、初層溶接部Aの厚さhが必要積層厚さhmin以上である場合を示している。
【0023】
ここで、初層溶接部Aの厚さhとして必要積層厚さhminをあらかじめ設定したのは、
ステップS6においてTOFD法による欠陥探傷を行う場合に、図1(b)に仮想線で示すラテラル波の影響を受け難くするためであり、例えば、側板Wu,Wlが9%Niのニッケル鋼である場合に後述する探触子1,2として広帯域タイプのものを用いた際の超音波の波長が約0.7(mm)であるとすると、必要積層厚さhminを超音波が内部を伝播する距離と表面を伝播する距離との差がこの波長の3倍の約2mmとなるような表面伝播距離が得られる積層厚さに設定する。
【0024】
次いで、ステップS6におけるTOFD法による欠陥探傷では、側板Wu,Wlの一方の面側において、開先Waを挟んで送信側探触子1及び受信側探触子2をそれぞれ配置して、送信側探触子1から超音波を送信させながら受信側探触子2とともに溶接線に沿ってスキャンさせる。
【0025】
この際、超音波を送信する向き(探傷角度)θは、開先Waに干渉せずに送信し得る最小探傷角度、すなわち、開先Waの上側斜辺の角度αを超える角度と、受信側探触子2が送信側探触子1からの超音波を受信し得る最大探傷角度との間の範囲内であり、この実施形態において概ね70°である。また、この欠陥探傷において、周波数が5〜15MHzの超音波を用いることができ、この実施形態では、送信側探触子1から周波数10MHz程度の超音波を送信するようにしている。
【0026】
この側板Wu,Wlの一方の面側におけるTOFD法による欠陥探傷後、ステップS7において欠陥の指示長さの測定を行う。
【0027】
次に、上記欠陥探傷により欠陥が検出されない、ないしは検出されたとしても、ステップS8において指示長さが規定値を超えない(No)と判定された場合には、ステップS9において溶接部Aを合格として判定する一方で、欠陥探傷で検出された欠陥の指示長さが、ステップS8において規定値以上である(Yes)場合には、ステップS10において側板Wu,Wlの他方の面側(図示左側:タンク外面側)でTOFD法による欠陥探傷を行う。この場合のTOFD法による欠陥探傷は、側板Wu,Wlの一方の面側と同じ位置で且つ同様の条件で行う。
【0028】
なお、ステップS4において初層溶接部A上に第2層の溶接部を積層した場合は、これの影響と考えられる連続エコーが検出される可能性があるが、この側板Wu,Wlの他方の面側における同一位置でのTOFD法による欠陥探傷により、上記連続エコーが擬似エコーであることを確認できる。
【0029】
上記側板Wu,Wlの他方の面側におけるTOFD法による欠陥探傷後には、そのままステップS11に進んで欠陥の指示長さの測定を行う。
【0030】
そして、この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても、ステップS12において指示長さが規定値を超えない(No)と判定された場合には、ステップS13において溶接部Aを合格として判定する一方で、欠陥探傷で検出された欠陥の指示長さが、ステップS12において規定値以上である(Yes)場合には、ステップS14において溶接部Aを不合格として判定する。なお、溶接部Aの合否判定を下すステップS8,S12における規定値は、施工現場毎に規定される値である。
【0031】
図3は、この実施形態に係る溶接部の欠陥検出方法による欠陥の検出結果を示しており、この結果から、この実施形態に係る溶接部の欠陥検出方法では、図3左側の初層溶接部Aに存在する欠陥(楕円で囲んだ指示)を精度良く検出し得ることが実証できた。
【0032】
この検査において、欠陥が生じる箇所(図1(b)におけるルート部R)が判っており、図3において上記ルート部Rに該当する部分に現れた楕円で囲んだ指示以外は無視している。この無視した指示は、ルート部Rの欠陥以外の反射源(両探触子1,2とは反対側の側板Wu,Wl表面や、初層溶接部Aと側板Wu,Wlとの界面Iなど)で生じたものである。
【0033】
この検査において、送信側探触子1から超音波を送信させる際には、焦点をルート部Rに合わせるが、超音波は扇状に広がることから、図1(a)に示すように、欠陥Dの板厚方向の両端で超音波が反射され、2本の伝播路Ua,Ubができる。この両探触子1,2側で反射する超音波の伝播路Uaと、両探触子1,2とは反対側で反射する超音波の伝播路Ubとは互いに重なることから、欠陥Dの有無を検出することはできても欠陥Dの板厚方向のサイズDtは検出することができない。しかしながら、両探触子1,2を溶接線に沿って移動させることから、欠陥Dのスキャン方向のサイズは検出可能である。
【0034】
上記したように、この実施形態に係る溶接部の欠陥検出方法では、上下の側板Wu,Wl間に形成される開先Waに対して両面横向SAWによる初層溶接部Aを盛って、ラテラル波の影響を受け難い溶接部Aの必要積層厚さhを確保し、上下の側板Wu,Wlの一方の面側において、上記した検出条件によるTOFD法によって初層溶接部Aにおける欠陥を探り、加えて、上下の側板Wu,Wlの他方の面側においても、側板Wu,Wlの一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行うようにしていることから、上下に配置される側板Wu,Wl同士を両面横向SAWで接合したとしても、両面横向SAWによる初層溶接部Aに生じる可能性がある溶け込み不良等の欠陥を高精度で検出し得ることとなる。
そして、溶接部Aの厚みが少ない初層溶接の時点で欠陥を検出し得るので、その分だけ、手直し時間の短縮化が図られることとなる。
【0035】
なお、上記した実施形態では、本発明に係る溶接部の欠陥検出方法をLNGタンクの側板同士の接合部分における欠陥検出に用いた場合を例に挙げて説明したが、これに限定されるものではない。
【符号の説明】
【0036】
1 送信側探触子
2 受信側探触子
A 初層溶接部
h 初層溶接部の厚さ
hmin 必要積層厚さ
Wa 開先
Wu,Wl 側板(板材)
θ 探傷角度
【特許請求の範囲】
【請求項1】
上下に配置した板材間に施される両面横向SAWによる溶接部を対象とした欠陥の検出方法であって、
前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記初層溶接部の厚さがあらかじめ設定された必要積層厚さ以上であるか否かの判定を行い、前記初層溶接部の厚さが前記あらかじめ設定された必要積層厚さに満たない場合には、前記両面横向SAWにより前記初層溶接部上に第2層の溶接部を盛り、
この後、前記板材の一方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記送信側探触子から超音波を前記開先に干渉せずに送信し得る最小探傷角度と前記受信側探触子が前記送信側探触子からの超音波を受信し得る最大探傷角度との間の範囲内で且つ前記あらかじめ設定された積層厚さの溶接部に向けて、前記送信側探触子から周波数が5〜15MHzの超音波を送信すると共に、前記溶接部で回折ないし反射した超音波を前記受信側探触子で受信させるTOFD法により前記溶接部における欠陥を探り、
この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、前記板材の他方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行い、
この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、溶接部を不合格として判定する
ことを特徴とする溶接部の欠陥検出方法。
【請求項2】
前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記板材の板厚が両面2層溶接可能な厚さであるか否かの判定を行い、前記板材の板厚が両面2層溶接可能な厚さに満たない場合には、前記初層溶接部の余剰分を除去した後、前記板材の一方の面側で前記TOFD法による欠陥探傷を行う請求項1に記載の溶接部の欠陥検出方法。
【請求項1】
上下に配置した板材間に施される両面横向SAWによる溶接部を対象とした欠陥の検出方法であって、
前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記初層溶接部の厚さがあらかじめ設定された必要積層厚さ以上であるか否かの判定を行い、前記初層溶接部の厚さが前記あらかじめ設定された必要積層厚さに満たない場合には、前記両面横向SAWにより前記初層溶接部上に第2層の溶接部を盛り、
この後、前記板材の一方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記送信側探触子から超音波を前記開先に干渉せずに送信し得る最小探傷角度と前記受信側探触子が前記送信側探触子からの超音波を受信し得る最大探傷角度との間の範囲内で且つ前記あらかじめ設定された積層厚さの溶接部に向けて、前記送信側探触子から周波数が5〜15MHzの超音波を送信すると共に、前記溶接部で回折ないし反射した超音波を前記受信側探触子で受信させるTOFD法により前記溶接部における欠陥を探り、
この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、前記板材の他方の面側において、前記開先を挟んで送信側探触子及び受信側探触子をそれぞれ配置して、前記板材の一方の面側と同じ位置で且つ同様にしてTOFD法による欠陥探傷を行い、
この欠陥探傷により欠陥が検出されない、ないしは検出されたとしても指示長さが規定値を超えない場合には、溶接部を合格として判定する一方で、該欠陥探傷で検出された欠陥の指示長さが規定値以上である場合には、溶接部を不合格として判定する
ことを特徴とする溶接部の欠陥検出方法。
【請求項2】
前記上下の板材間に形成される開先に対して前記両面横向SAWによる初層溶接部を盛った段階で、前記板材の板厚が両面2層溶接可能な厚さであるか否かの判定を行い、前記板材の板厚が両面2層溶接可能な厚さに満たない場合には、前記初層溶接部の余剰分を除去した後、前記板材の一方の面側で前記TOFD法による欠陥探傷を行う請求項1に記載の溶接部の欠陥検出方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−189367(P2012−189367A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−51504(P2011−51504)
【出願日】平成23年3月9日(2011.3.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月9日(2011.3.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]