
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法

【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ラインパイプや構造用鋼管等に用いて好適な低温靱性に優れる高強度厚肉溶接ベンド鋼管用の素管およびその製造方法に関するものである。
【背景技術】
【0002】
大径ベンド鋼管は、通常、サブマージアーク溶接法によりシーム溶接を行って製管した溶接鋼管を、部分的に高周波誘導加熱により曲げ加工し、その後水冷し、さらに管全体に焼き戻し処理を施すか、またはかかる焼き戻し処理を省略して製造するのが一般的である。
つまり、ベンド管では、曲げ加工部は、焼き入れ、または焼き入れ焼き戻しの熱処理が施され、一方曲げ加工を受けていない部分は、溶接のまま、または焼き戻しの熱処理が施されることから、ベンド管には、1本の管材中に異なる熱処理を受ける部分が混在することになる。
【0003】
ところで、かかる大径ベンド鋼管では、要求される必要特性の中でも特に低温靱性が重要とされ、この特性はとりわけ溶接金属において問題となる。
溶接金属の低温靱性を向上させる方法としては、TiとBの複合添加がよく知られている。この技術は、Bの添加により、旧オーステナイト粒界に生成する粒界フェライトを抑制し、Tiの酸化物を溶融金属内に分散させることによって旧オーステナイト粒内におけるフェライトの生成を促進させ、フェライトを微細化させることによって、溶接金属の溶接ままの低温靱性を向上させる方法である。
【0004】
しかしながら、溶接後に急熱−急冷を受ける溶接金属の靱性を確保する方法については、必ずしも明らかではなく、溶接金属の焼き戻し後の靱性については、焼き戻し脆性を助長する元素を低減してその靱性劣化を最小限に止める方法等が知られているが、この方法によっても必ずしも十分な成果を挙げることはできなかった。
【0005】
すなわち、Ti−B処理は、溶接ままの溶接金属の靱性を向上させるものの、高強度ベンド管曲げ加工部の溶接金属は必ずしも高靱化せず、むしろ靱性が劣化する傾向が見られた。
また、Ti−B処理した溶接金属をそなえる鋼管に焼き戻し処理を行うと、溶接金属の靱性は劣化し、良好な低温靱性は得られなかった。
さらに、多層溶接では、次パスにより再熱を受けた溶接金属の靱性向上にはTi−B処理は有効とはいえない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、上記の現状に鑑み開発されたもので、サブマージアーク溶接により、内外面を合計で3パス以上の多層溶接にて接合したのち、高周波加熱曲げ加工を行う大径ベンド鋼管において、溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を、その有利な製造方法と共に提案することを目的とする。
なお、この発明において低温靱性に優れるとは、−46℃でのシャルピー衝撃試験において 100J以上の吸収エネルギーを有することをいう。
【課題を解決するための手段】
【0007】
さて、発明者らは、上記の目的を達成すべく鋭意研究を重ねた結果、溶接金属の低温靱性に及ぼす影響が特に大きい元素はTi,V, Al,O,NおよびB、さらには含有された場合のNiであって、溶接・製管後の熱処理条件の如何にかかわらず、溶接部の全ての領域において優れた低温靱性を確保するためには、これらの元素を所定の範囲に厳密に制御することが重要であることの知見を得た。
この発明は、上記の知見に立脚するものである。
【0008】
すなわち、この発明の要旨構成は次のとおりである。
1.鋼管の内外面を合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiが、下記の成分組成範囲および(1), (2)式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【0009】
2.鋼管の内外面を合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiが、下記の成分組成範囲および(1)', (2)'式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
【0010】
3.上記1または2において、鋼管母材が、質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になることを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
【0011】
4.質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有する組成(平均組成)になる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1), (2)式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【0012】
5.質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有する組成(平均組成)になる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1)', (2)'式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
【発明の効果】
【0013】
かくして、この発明によれば、高強度厚肉溶接ベンド鋼管用の素管において、AW,AT後は勿論のこと、AQ、QT後においても、低温靱性に優れかつ高強度の溶接金属を得ることができ、その工業的価値は極めて大きい。
【図面の簡単な説明】
【0014】
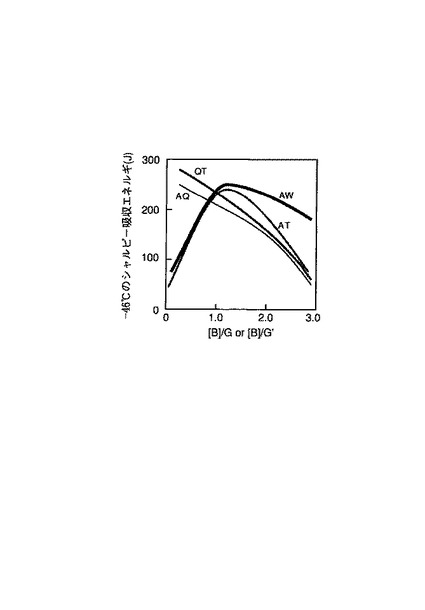
【図1】溶接金属中のB量指数(〔B〕/G)または〔B〕/G' )を種々に変化させた場合における、−46℃でのシャルピー吸収エネルギーについての調査結果を示した図である。
【発明を実施するための形態】
【0015】
以下、この発明を具体的に説明する。
この発明は、板巻き鋼管のように、板厚が極めて厚い板材をO形状に成形したのち、3パス以上の多層溶接によって接合して直管を製造し、これを素管として、その後需要者側で所定の熱処理や曲げ加工が施されるいわゆる厚肉ベンド鋼管用の素管を対象とする。
この発明において、厚肉ベンド鋼管とは肉厚が 19 mm以上の鋼管をいう。
【0016】
さて、溶接ままの溶接金属の靱性に及ぼすBの働きとしては、Bがオーステナイト粒界に偏析して粒界エネルギーを低減し、粒界から発生するフェライトの生成を抑制することによって靱性を向上させることはよく知られている。特に−46℃レベルの低温靱性を確保するには、Bは必須の元素である。
ただし、多層溶接の場合、次パスの熱影響を受けた部分はBの増加と共に靱性が劣化するので、過剰の添加は靱性に対してむしろ悪影響を及ぼす。
【0017】
一方、ベンド管の曲げ部は、Ac3より高い温度( 800〜1200℃程度) に加熱され、水冷される。このとき、良好な低温靱性を確保するには、溶接金属のミクロ組織をフェライト主体の組織にする必要がある。言い換えると上部ベイナイトの生成量を低減する必要がある。そして、かかるベイナイトは溶接金属の焼き入れ性が高いほど生成し易い。
この点、上記したBは、溶接金属の焼き入れ性を微量でも高め、ベイナイトを生成させるため、曲げ部の靱性を低下させる。ベイナイトが多量に生成した溶接金属は、その後に焼き戻し処理を行っても靱性の回復は期待できない。
【0018】
また、焼入れ処理なしで 400℃から 650℃程度の焼き戻し処理を受けた溶接金属は、B量の増加と共に低温靱性は向上する。
しかしながら、その靱性はあるB量でピークを示し、その後はB量の増加に伴い劣化する。
【0019】
すなわち、上記の現象をまとめると、溶接まま(As−Welded;AW)、焼き入れまま(As−Quenched;AQ)、焼き入れ焼き戻し(Quench−Tempered;QT)および焼き戻し(As−Tempered;AT)の4つの熱処理を受ける溶接金属において、良好な低温靱性を確保するには、AWではある程度以上のB量を必要とし、またATではB量の最適範囲があり、さらにAQおよびQTにおいてはB量が少ないほど良好な靱性が得られることになる。
つまり、AWおよびATの靱性が確保できるようにB量を添加すると共に、AQやQTおよびATでの溶接金属靱性が損なわれないようにB量を制限することが、ベンド管溶接金属の靱性を確保する上で重要なわけである。
【0020】
そこで、発明者らは、良好な溶接金属靱性が得られる適正なB量を見出すべく、Bの添加量を、固溶B量に影響を及ぼす元素の添加量と共に検討した。
その結果、溶接金属中のN量が比較的多い場合、すなわちN量とTi,V量が次式(1)'
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
の関係を満たす場合には、〔B〕/G' で示されるB量指数を0.17〜2.5 の範囲に制限する、すなわち次式(2)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
の関係を満足させることが、溶接金属の低温靱性の改善に極めて有効であることが突き止められた。
【0021】
ここに、B量指数(〔B〕/G' )が0.17より小さくなると、溶接ままおよび焼き戻し後の溶接金属の靱性が劣化する。つまり、トータルBが少ないか、あるいは酸素および窒素量が多く、かつAl,TiおよびVが少ない場合には、溶接ままおよび焼き戻し後の靱性が劣化する。
一方、〔B〕/G' が 2.5を超えると、溶接金属の焼き入れ性が高まるため、焼き入れままおよび焼き入れ焼き戻し後の靱性が劣化する。また、焼き戻し後の靱性も劣化する。
【0022】
一方、溶接金属中の固溶N量が比較的少ない場合、すなわちN量とTi,V量が次式(1)
〔N〕−0.087 〔Ti〕−0.03〔V〕−9≦0 --- (1)
の関係を満たす場合には、G' は
G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
ただし、〔 〕内は ppm表示
と書き表せ、従ってB量指数(〔B〕/G)は次式(2)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
の範囲に制御すれば良い。
【0023】
いずれにしても、〔B〕/Gまたは〔B〕/G' で示されるB量指数を0.17〜2.5 の範囲に制限することが肝要である。
図1に、溶接金属中のB量指数(〔B〕/G)または〔B〕/G' )を種々に変化させた場合における、−46℃でのシャルピー吸収エネルギーについて調べた結果を示したが、B量指数が0.17〜2.5 の範囲であれば、AW,AT,AQおよびQTのいずれの熱処理後においても良好な低温靱性が得られている。
特に好適にはB量指数:0.30〜2.0 の範囲である。
【0024】
次に、上記した各成分の溶接金属中における適正量について説明する。
Ti:30〜400 ppm
Tiは、結晶粒の微細化に有用なだけでなく、溶接金属中のNやOを固定する作用があるが、含有量が 30ppmに満たないとその添加効果に乏しく、一方 400 ppmを超えるとNやOと結合しない固溶Tiが増大して溶接金属の靱性の劣化を招くので、Ti量は30〜400 ppm の範囲に限定した。
【0025】
V:20〜500 ppm
Vは、溶接金属中のNを固定する作用があるが、含有量が20 ppmに満たないとその添加効果に乏しく、一方 500 ppmを超えると固溶Vが増大して溶接金属の靱性が劣化するので、V量は20〜500 ppm の範囲に限定した。
【0026】
Al:20〜500 ppm
Alは、溶接金属中のOを固定する作用があるが、含有量が20ppmに満たないとその添加効果に乏しく、一方 500 ppmを超えるとTi酸化物の形成が阻害され、フェライト変態が促進されなくなって、靱性が劣化するので、Al量は20〜500 ppm の範囲に限定した。
【0027】
O:500 ppm 以下
Oは、溶接金属中ではほとんど非金属酸化物として存在するが、酸素量が高くなると、破壊の起点として働く介在物が増加し、特に 500 ppmより多くなると溶接金属の靱性が損なわれる。そこで、この発明ではOの上限を500 ppmに定めた。
【0028】
N:80 ppm以下
N量が多くなると島状組織を形成し、溶接金属の靱性を劣化させるため、この発明ではNの上限を 80ppmに定めた。
【0029】
B:3〜60 ppm
Bは、上述したとおり、溶接ままおよび焼き戻し熱処理後の靱性の向上に有効に寄与するが、含有量が3 ppmに満たないとその添加効果に乏しく、一方 60ppmを超えると焼き入れ性が過度に高まり、焼き入れままおよび焼き入れ焼き戻し熱処理時にベイナイトの発生を誘発して靱性を低下させるので、Bは3〜60 ppmの範囲で含有させるものとした。
【0030】
Ni:3.0 mass%以下
Niは、強度の向上だけでなく、低温靱性の向上にも有効に寄与するので、かような効果を期待する場合には添加する。一方、上記の効果を特に必要としない場合には添加しなくてもよい。しかしながら、添加する場合に、溶接金属中の含有量が 3.0mass%を超えて多くなると溶接時に高温割れを生じるので、Niを添加する場合には 3.0mass%以下で含有させるものとした。
【0031】
その他の元素、例えばCについては、溶接金属中のCが0.02mass%を下回ると溶接金属の強度が不足し、一方0.12mass%を超えると高速溶接時に高温割れが生じ易くなり、また焼き戻し熱処理時に炭化物を析出して靱性が劣化するため、C量は0.02〜0.12mass%程度とするのが好ましい。
【0032】
また、この発明では、低温靱性に優れるだけでなく、引張強度が 455 MPa以上の API規格X−52以上を対象としているが、このように高い強度を確保するには、次式で示されるPcmが溶接金属において0.10以上とすることが好ましい。
Pcm=C+Si/30+ (Cu+Mn+Cr) /20+Ni/60+Mo/15+V/10+5B
ここで、各元素の値はmass%表示とする。
【0033】
さて、上記した溶接金属の成分は、母材、溶接ワイヤおよび溶接フラックスの組成で決定され、CとMoは主に母材とワイヤから添加され、Bは母材に含まれることはまれでワイヤとフラックスから添加される。Nは、母材および溶接ワイヤから添加され、大気からの巻き込みも考慮する必要がある。Oは、フラックスの塩基度に強く影響を受けるだけでなく、鋼板やワイヤ、フラックス中のAl,Ti,SiおよびMnなどの脱酸元素にも影響を受ける。特に塩基度の高いフラックスを使用することにより溶接金属中のOを下げることができる。
【0034】
そこで、以下、母材となる鋼板、溶接ワイヤおよび溶接フラックスの好適成分組成範囲について説明する。
まず、鋼管の母材成分について説明する。なお、各元素の「%」表示は、質量百分率(mass%)を表すものとする。
C:0.01〜0.10%
Cは、0.01〜0.10%程度含有させる必要がある。というのは、C量が0.01%より少ないと溶接金属の強度を確保するのが難しく、一方0.10%を超えると溶接金属の靱性が損なわれるからである。
【0035】
Si:0.05〜0.5 %
母材中のSiが少なすぎると強度を確保するのが難しく、一方多すぎるとCの拡散を阻害し、溶接金属および母材の靱性が損なわれるので、Si量は0.05〜0.5 %程度が好適である。
【0036】
Mn:0.5 〜2.0 %
Mn量が 0.5%未満では母材の強度が確保できず、一方 2.0%を超えると母材の靱性が劣化するので、Mnは 0.5〜2.0 %程度とするのが好適である。
【0037】
Ti:0.005 〜0.09%
Tiは、母材の強度および靱性を向上させるのに有用な元素であるが、含有量が0.005 %に満たないとその添加効果に乏しく、一方0.09%を超えると溶接金属中のTi量が増加して溶接金属の靱性が劣化するだけでなく、焼戻し後の母材の靱性がTi炭化物の析出により劣化するので、Ti量は 0.005〜0.09%程度とするのが好適である。
【0038】
Nb:0.003 〜0.08%、V:0.003 〜0.08%
Nb, Vはそれぞれ、母材の強度を確保するのに必要な元素であるが、一方で炭化物として析出して溶接金属の靱性を劣化させるので、それぞれ 0.003〜0.08%の範囲とするのが好適である。
【0039】
Al:0.008 〜0.06%
Alは、少なすぎると母材の脱酸が不十分となって靱性を劣化させ、一方0.06%を超えると溶接金属中のAl量が高くなって溶接金属の靱性が損なわれるので、Al量は 0.008〜0.06%程度とするのが好適である。
【0040】
N:0.007 %以下
母材中のN量があまりに多いと、溶接金属中のN量が高まり、靱性が損なわれるので、N量は 0.007%以下とすることが好ましい。
【0041】
以上、鋼管母材の基本成分について説明したが、その他、以下の元素を適宜含有させることもできる。
Mo:0.5 %以下
Moは、粗大な粒界フェライトを抑制し、溶接金属の溶接ままの靱性を向上させる働きがあるが、一方でパーライト変態を抑制し、ベイナイトを生成させる働きが強く、AQ処理およびQT処理後の靱性劣化を招き易いので、母材のMo量は 0.5%以下程度とすることが好ましい。
【0042】
Ni:5.0 %以下、Cu:1.0 %以下、Cr:0.5 %以下
Niは、母材の低温靱性を高め、かつ強度を高めるのに有効に寄与するが、5.0 %を超える添加は不経済なので、Niは 5.0%以下とすることが好ましい。
Cuは、母材の強度を高めるのに効果的な元素であるが、 1.0%を超えると靱性が劣化するので、Cu量は1.0 %以下とすることが好ましい。
Crは、母材の焼入性を高め、強度の向上に有効に寄与するが、0.5%を超えて含有させると、AQ処理およびQT処理後の靱性が劣化するので、Cr量は 0.5%以下とすることが好ましい。
【0043】
なお、P,Sは、凝固界面に偏析し易く、溶接金属の高温割れを助長し、靱性を劣化させることから、いずれも0.02%以下とすることが好ましい。
【0044】
また、ワイヤの好適組成については次のとおりである。
なお、この発明で行う溶接は、複数本の溶接ワイヤを用いることが多いが、このように複数本の溶接ワイヤを用いた場合におけるワイヤ組成はそれらの平均組成とする。
C:0.01〜0.12%
ワイヤ中のC量は0.01%より少ないと、溶接時のCOガス発生量が減少し、溶接金属中のN量が増加して、靱性の劣化を招き、一方0.12%を超えると溶接金属に高温割れが発生し易く、焼戻し後の溶接金属靱性が劣化するので、C量は0.01〜0.12%程度とすることが好ましい。
【0045】
Ti:0.3 %以下、Al:0.3 %以下
ワイヤ中のTi, Al量がそれぞれ、0.3 %より高いと溶接金属中に残留するAl, Ti量が多くなりすぎ、靱性が劣化するので、いずれも 0.3%以下とすることが好ましい。
【0046】
B:0.03%以下
ワイヤ中のB量が0.03%を超えると溶接時に高温割れが発生し易く、溶接金属の靱性が損なわれるので、B量は0.03%以下とするのが好ましい。
【0047】
N:0.008 %以下
ワイヤ中のN量が 0.008%を超えると溶接金属中のN量が高くなりすぎ、靱性が損なわれるので、N量は 0.008%以下とするのが好ましい。
その他にも、JIS Z 3351に示されるような、通常低合金鋼溶接用に用いられる溶接ワイヤに含まれている各種元素を含有させることもできる。
【0048】
次に、好適フラックス組成について説明する。
溶接フラックスは、フラックスの塩基度が低すぎると溶接金属の酸素量が高くなり、靱性が損なわれるので、高塩基性のフラックスを使用することが好ましい。しかしながら、塩基度があまりに高すぎると粘性が高まり、さまぎまな溶接欠陥が発生し易くなるので、塩基度を過剰に高めるのは禁物である。
ここに、かかる高塩基性フラックスとしては、
BL=6.05〔CaO 〕+6.05〔CaF2〕+ 4.0〔MgO 〕+ 4.8〔MnO 〕
+ 3.4〔FeO 〕−6.31〔SiO2〕−4.97〔TiO2〕− 0.2〔A12O3 〕
ただし、〔 〕内は mol分率表示
で示される塩基度が 0.2〜2.5 程度のものが好適である。
また、フラックスとしては、焼成型のフラックスが、スラグの剥離が容易なため好ましい。
【実施例1】
【0049】
パイプの母材鋼板としては、表1に成分組成を示す、0.05%C-0.1%Si-1.8%Mn−0.25%MoのX80級パイプ素材と0.05%C-0.3%Si-1.3%MnのX52級パイプ素材の2種類用いた。板厚はいずれも27.0mmである。
これらのパイプ素材を、板巻きによりO形状に成形したのち、2電極サブマージアーク溶接にて、内面2パス後、ガウジングにて内面1パスを除去したのち、外面4パスの多層溶接を行った。溶接条件は表2に示すとおりである。
なお、外面1パス目は、スラグ剥離性確保のため、先行電極のみの1電極溶接とした。また、溶接入熱は 25 〜55 kJ/cmとした。
また、上記のサブマージアーク溶接に使用する溶接ワイヤとしては、表3に示す成分組成になるワイヤを用い、各電極に使用するワイヤを種々組み合わせることによって溶接金属の成分組成を変化させた。なお、これらの溶接ワイヤはいずれも、JIS Z 3351にあるような低合金鋼の溶接に一般的に使用されるワイヤである。また、ワイヤ径はいずれも4.0mm とした。さらに、表3には、使用したワイヤの組み合わせおよびそれらを使用した場合の平均組成も併せて示す。
なお、溶接に当たっては2電極式のサブマージアーク溶接とし、ワイヤX、Yをそれぞれ先行電極、後行電極として用いた。
さらに、フラックスとしては、表4に示す成分組成になる、高塩基性のSiO2−CaO −CaF2−Al2O3 −MgO 系で、Bの酸化物を少量含む焼成型フラックス(BL=2.13)を用いた。
【0050】
このようにして得られた溶接金属の化学組成を表5に、また各溶接金属のPcm、a値( (1)または(1)'式の指数)、GまたはG' の値およびB量指数(〔B〕/Gまたは〔B〕/G' )を表6に示す。
No.1〜9が発明例、一方 No.10〜13は比較例である。
この溶接金属に付与した熱処理条件としては、焼き入れ処理については最高加熱温度:900 〜1100℃、500 ℃までの冷却速度:10〜20℃/sの条件とし、また焼き戻し処理については 450〜650 ℃の温度範囲に90分間保持し、その後空冷する条件とした。
AW,AT,AQおよびQTの各熱処理後における溶接金属の低温靱性および硬さについて調べた結果を表7に示す。なお、No.13 については、溶接時に高温割れが生じたので、低温靱性および硬さを調べることができなかった。
【0051】
【表1】

【0052】
【表2】
【0053】
【表3】
【0054】
【表4】
【0055】
【表5】
【0056】
【表6】
【0057】
【表7】
【0058】
表7に示したとおり、溶接金属の成分組成がこの発明の適正範囲を満足する発明例はいずれも、AW,AT,AQおよびQTの全ての熱処理後においても良好な低温靱性が得られている。
これに対し、No.10 は、溶接金属中のB量指数が 2.5より大きく、曲げ部に相当するAQ、QT後の靱性が不十分であった。また、No.11 ではB量指数が0.17より小さく、AW、ATの靱性が不十分であった。さらに、 No.12は溶接フラックス中に金属Tiと金属Al粉末を添加してTi、Al量を富化したものであるが、AT、AQ、QT後の靱性が不十分であった。
【技術分野】
【0001】
この発明は、ラインパイプや構造用鋼管等に用いて好適な低温靱性に優れる高強度厚肉溶接ベンド鋼管用の素管およびその製造方法に関するものである。
【背景技術】
【0002】
大径ベンド鋼管は、通常、サブマージアーク溶接法によりシーム溶接を行って製管した溶接鋼管を、部分的に高周波誘導加熱により曲げ加工し、その後水冷し、さらに管全体に焼き戻し処理を施すか、またはかかる焼き戻し処理を省略して製造するのが一般的である。
つまり、ベンド管では、曲げ加工部は、焼き入れ、または焼き入れ焼き戻しの熱処理が施され、一方曲げ加工を受けていない部分は、溶接のまま、または焼き戻しの熱処理が施されることから、ベンド管には、1本の管材中に異なる熱処理を受ける部分が混在することになる。
【0003】
ところで、かかる大径ベンド鋼管では、要求される必要特性の中でも特に低温靱性が重要とされ、この特性はとりわけ溶接金属において問題となる。
溶接金属の低温靱性を向上させる方法としては、TiとBの複合添加がよく知られている。この技術は、Bの添加により、旧オーステナイト粒界に生成する粒界フェライトを抑制し、Tiの酸化物を溶融金属内に分散させることによって旧オーステナイト粒内におけるフェライトの生成を促進させ、フェライトを微細化させることによって、溶接金属の溶接ままの低温靱性を向上させる方法である。
【0004】
しかしながら、溶接後に急熱−急冷を受ける溶接金属の靱性を確保する方法については、必ずしも明らかではなく、溶接金属の焼き戻し後の靱性については、焼き戻し脆性を助長する元素を低減してその靱性劣化を最小限に止める方法等が知られているが、この方法によっても必ずしも十分な成果を挙げることはできなかった。
【0005】
すなわち、Ti−B処理は、溶接ままの溶接金属の靱性を向上させるものの、高強度ベンド管曲げ加工部の溶接金属は必ずしも高靱化せず、むしろ靱性が劣化する傾向が見られた。
また、Ti−B処理した溶接金属をそなえる鋼管に焼き戻し処理を行うと、溶接金属の靱性は劣化し、良好な低温靱性は得られなかった。
さらに、多層溶接では、次パスにより再熱を受けた溶接金属の靱性向上にはTi−B処理は有効とはいえない。
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、上記の現状に鑑み開発されたもので、サブマージアーク溶接により、内外面を合計で3パス以上の多層溶接にて接合したのち、高周波加熱曲げ加工を行う大径ベンド鋼管において、溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を、その有利な製造方法と共に提案することを目的とする。
なお、この発明において低温靱性に優れるとは、−46℃でのシャルピー衝撃試験において 100J以上の吸収エネルギーを有することをいう。
【課題を解決するための手段】
【0007】
さて、発明者らは、上記の目的を達成すべく鋭意研究を重ねた結果、溶接金属の低温靱性に及ぼす影響が特に大きい元素はTi,V, Al,O,NおよびB、さらには含有された場合のNiであって、溶接・製管後の熱処理条件の如何にかかわらず、溶接部の全ての領域において優れた低温靱性を確保するためには、これらの元素を所定の範囲に厳密に制御することが重要であることの知見を得た。
この発明は、上記の知見に立脚するものである。
【0008】
すなわち、この発明の要旨構成は次のとおりである。
1.鋼管の内外面を合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiが、下記の成分組成範囲および(1), (2)式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【0009】
2.鋼管の内外面を合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiが、下記の成分組成範囲および(1)', (2)'式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
【0010】
3.上記1または2において、鋼管母材が、質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になることを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
【0011】
4.質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有する組成(平均組成)になる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1), (2)式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【0012】
5.質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有する組成になる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有する組成(平均組成)になる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1)', (2)'式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
【発明の効果】
【0013】
かくして、この発明によれば、高強度厚肉溶接ベンド鋼管用の素管において、AW,AT後は勿論のこと、AQ、QT後においても、低温靱性に優れかつ高強度の溶接金属を得ることができ、その工業的価値は極めて大きい。
【図面の簡単な説明】
【0014】
【図1】溶接金属中のB量指数(〔B〕/G)または〔B〕/G' )を種々に変化させた場合における、−46℃でのシャルピー吸収エネルギーについての調査結果を示した図である。
【発明を実施するための形態】
【0015】
以下、この発明を具体的に説明する。
この発明は、板巻き鋼管のように、板厚が極めて厚い板材をO形状に成形したのち、3パス以上の多層溶接によって接合して直管を製造し、これを素管として、その後需要者側で所定の熱処理や曲げ加工が施されるいわゆる厚肉ベンド鋼管用の素管を対象とする。
この発明において、厚肉ベンド鋼管とは肉厚が 19 mm以上の鋼管をいう。
【0016】
さて、溶接ままの溶接金属の靱性に及ぼすBの働きとしては、Bがオーステナイト粒界に偏析して粒界エネルギーを低減し、粒界から発生するフェライトの生成を抑制することによって靱性を向上させることはよく知られている。特に−46℃レベルの低温靱性を確保するには、Bは必須の元素である。
ただし、多層溶接の場合、次パスの熱影響を受けた部分はBの増加と共に靱性が劣化するので、過剰の添加は靱性に対してむしろ悪影響を及ぼす。
【0017】
一方、ベンド管の曲げ部は、Ac3より高い温度( 800〜1200℃程度) に加熱され、水冷される。このとき、良好な低温靱性を確保するには、溶接金属のミクロ組織をフェライト主体の組織にする必要がある。言い換えると上部ベイナイトの生成量を低減する必要がある。そして、かかるベイナイトは溶接金属の焼き入れ性が高いほど生成し易い。
この点、上記したBは、溶接金属の焼き入れ性を微量でも高め、ベイナイトを生成させるため、曲げ部の靱性を低下させる。ベイナイトが多量に生成した溶接金属は、その後に焼き戻し処理を行っても靱性の回復は期待できない。
【0018】
また、焼入れ処理なしで 400℃から 650℃程度の焼き戻し処理を受けた溶接金属は、B量の増加と共に低温靱性は向上する。
しかしながら、その靱性はあるB量でピークを示し、その後はB量の増加に伴い劣化する。
【0019】
すなわち、上記の現象をまとめると、溶接まま(As−Welded;AW)、焼き入れまま(As−Quenched;AQ)、焼き入れ焼き戻し(Quench−Tempered;QT)および焼き戻し(As−Tempered;AT)の4つの熱処理を受ける溶接金属において、良好な低温靱性を確保するには、AWではある程度以上のB量を必要とし、またATではB量の最適範囲があり、さらにAQおよびQTにおいてはB量が少ないほど良好な靱性が得られることになる。
つまり、AWおよびATの靱性が確保できるようにB量を添加すると共に、AQやQTおよびATでの溶接金属靱性が損なわれないようにB量を制限することが、ベンド管溶接金属の靱性を確保する上で重要なわけである。
【0020】
そこで、発明者らは、良好な溶接金属靱性が得られる適正なB量を見出すべく、Bの添加量を、固溶B量に影響を及ぼす元素の添加量と共に検討した。
その結果、溶接金属中のN量が比較的多い場合、すなわちN量とTi,V量が次式(1)'
〔N〕− 0.087〔Ti〕−0.03〔V〕−9>0 --- (1)'
の関係を満たす場合には、〔B〕/G' で示されるB量指数を0.17〜2.5 の範囲に制限する、すなわち次式(2)'
0.17 ≦〔B〕/G' ≦ 2.5 --- (2)'
ただし、G' =0.15〔O〕+ 0.9〔N〕− 0.113〔Al〕− 0.113〔Ti〕
−0.03〔V〕−8
また、〔 〕内は ppm表示
の関係を満足させることが、溶接金属の低温靱性の改善に極めて有効であることが突き止められた。
【0021】
ここに、B量指数(〔B〕/G' )が0.17より小さくなると、溶接ままおよび焼き戻し後の溶接金属の靱性が劣化する。つまり、トータルBが少ないか、あるいは酸素および窒素量が多く、かつAl,TiおよびVが少ない場合には、溶接ままおよび焼き戻し後の靱性が劣化する。
一方、〔B〕/G' が 2.5を超えると、溶接金属の焼き入れ性が高まるため、焼き入れままおよび焼き入れ焼き戻し後の靱性が劣化する。また、焼き戻し後の靱性も劣化する。
【0022】
一方、溶接金属中の固溶N量が比較的少ない場合、すなわちN量とTi,V量が次式(1)
〔N〕−0.087 〔Ti〕−0.03〔V〕−9≦0 --- (1)
の関係を満たす場合には、G' は
G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
ただし、〔 〕内は ppm表示
と書き表せ、従ってB量指数(〔B〕/G)は次式(2)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
の範囲に制御すれば良い。
【0023】
いずれにしても、〔B〕/Gまたは〔B〕/G' で示されるB量指数を0.17〜2.5 の範囲に制限することが肝要である。
図1に、溶接金属中のB量指数(〔B〕/G)または〔B〕/G' )を種々に変化させた場合における、−46℃でのシャルピー吸収エネルギーについて調べた結果を示したが、B量指数が0.17〜2.5 の範囲であれば、AW,AT,AQおよびQTのいずれの熱処理後においても良好な低温靱性が得られている。
特に好適にはB量指数:0.30〜2.0 の範囲である。
【0024】
次に、上記した各成分の溶接金属中における適正量について説明する。
Ti:30〜400 ppm
Tiは、結晶粒の微細化に有用なだけでなく、溶接金属中のNやOを固定する作用があるが、含有量が 30ppmに満たないとその添加効果に乏しく、一方 400 ppmを超えるとNやOと結合しない固溶Tiが増大して溶接金属の靱性の劣化を招くので、Ti量は30〜400 ppm の範囲に限定した。
【0025】
V:20〜500 ppm
Vは、溶接金属中のNを固定する作用があるが、含有量が20 ppmに満たないとその添加効果に乏しく、一方 500 ppmを超えると固溶Vが増大して溶接金属の靱性が劣化するので、V量は20〜500 ppm の範囲に限定した。
【0026】
Al:20〜500 ppm
Alは、溶接金属中のOを固定する作用があるが、含有量が20ppmに満たないとその添加効果に乏しく、一方 500 ppmを超えるとTi酸化物の形成が阻害され、フェライト変態が促進されなくなって、靱性が劣化するので、Al量は20〜500 ppm の範囲に限定した。
【0027】
O:500 ppm 以下
Oは、溶接金属中ではほとんど非金属酸化物として存在するが、酸素量が高くなると、破壊の起点として働く介在物が増加し、特に 500 ppmより多くなると溶接金属の靱性が損なわれる。そこで、この発明ではOの上限を500 ppmに定めた。
【0028】
N:80 ppm以下
N量が多くなると島状組織を形成し、溶接金属の靱性を劣化させるため、この発明ではNの上限を 80ppmに定めた。
【0029】
B:3〜60 ppm
Bは、上述したとおり、溶接ままおよび焼き戻し熱処理後の靱性の向上に有効に寄与するが、含有量が3 ppmに満たないとその添加効果に乏しく、一方 60ppmを超えると焼き入れ性が過度に高まり、焼き入れままおよび焼き入れ焼き戻し熱処理時にベイナイトの発生を誘発して靱性を低下させるので、Bは3〜60 ppmの範囲で含有させるものとした。
【0030】
Ni:3.0 mass%以下
Niは、強度の向上だけでなく、低温靱性の向上にも有効に寄与するので、かような効果を期待する場合には添加する。一方、上記の効果を特に必要としない場合には添加しなくてもよい。しかしながら、添加する場合に、溶接金属中の含有量が 3.0mass%を超えて多くなると溶接時に高温割れを生じるので、Niを添加する場合には 3.0mass%以下で含有させるものとした。
【0031】
その他の元素、例えばCについては、溶接金属中のCが0.02mass%を下回ると溶接金属の強度が不足し、一方0.12mass%を超えると高速溶接時に高温割れが生じ易くなり、また焼き戻し熱処理時に炭化物を析出して靱性が劣化するため、C量は0.02〜0.12mass%程度とするのが好ましい。
【0032】
また、この発明では、低温靱性に優れるだけでなく、引張強度が 455 MPa以上の API規格X−52以上を対象としているが、このように高い強度を確保するには、次式で示されるPcmが溶接金属において0.10以上とすることが好ましい。
Pcm=C+Si/30+ (Cu+Mn+Cr) /20+Ni/60+Mo/15+V/10+5B
ここで、各元素の値はmass%表示とする。
【0033】
さて、上記した溶接金属の成分は、母材、溶接ワイヤおよび溶接フラックスの組成で決定され、CとMoは主に母材とワイヤから添加され、Bは母材に含まれることはまれでワイヤとフラックスから添加される。Nは、母材および溶接ワイヤから添加され、大気からの巻き込みも考慮する必要がある。Oは、フラックスの塩基度に強く影響を受けるだけでなく、鋼板やワイヤ、フラックス中のAl,Ti,SiおよびMnなどの脱酸元素にも影響を受ける。特に塩基度の高いフラックスを使用することにより溶接金属中のOを下げることができる。
【0034】
そこで、以下、母材となる鋼板、溶接ワイヤおよび溶接フラックスの好適成分組成範囲について説明する。
まず、鋼管の母材成分について説明する。なお、各元素の「%」表示は、質量百分率(mass%)を表すものとする。
C:0.01〜0.10%
Cは、0.01〜0.10%程度含有させる必要がある。というのは、C量が0.01%より少ないと溶接金属の強度を確保するのが難しく、一方0.10%を超えると溶接金属の靱性が損なわれるからである。
【0035】
Si:0.05〜0.5 %
母材中のSiが少なすぎると強度を確保するのが難しく、一方多すぎるとCの拡散を阻害し、溶接金属および母材の靱性が損なわれるので、Si量は0.05〜0.5 %程度が好適である。
【0036】
Mn:0.5 〜2.0 %
Mn量が 0.5%未満では母材の強度が確保できず、一方 2.0%を超えると母材の靱性が劣化するので、Mnは 0.5〜2.0 %程度とするのが好適である。
【0037】
Ti:0.005 〜0.09%
Tiは、母材の強度および靱性を向上させるのに有用な元素であるが、含有量が0.005 %に満たないとその添加効果に乏しく、一方0.09%を超えると溶接金属中のTi量が増加して溶接金属の靱性が劣化するだけでなく、焼戻し後の母材の靱性がTi炭化物の析出により劣化するので、Ti量は 0.005〜0.09%程度とするのが好適である。
【0038】
Nb:0.003 〜0.08%、V:0.003 〜0.08%
Nb, Vはそれぞれ、母材の強度を確保するのに必要な元素であるが、一方で炭化物として析出して溶接金属の靱性を劣化させるので、それぞれ 0.003〜0.08%の範囲とするのが好適である。
【0039】
Al:0.008 〜0.06%
Alは、少なすぎると母材の脱酸が不十分となって靱性を劣化させ、一方0.06%を超えると溶接金属中のAl量が高くなって溶接金属の靱性が損なわれるので、Al量は 0.008〜0.06%程度とするのが好適である。
【0040】
N:0.007 %以下
母材中のN量があまりに多いと、溶接金属中のN量が高まり、靱性が損なわれるので、N量は 0.007%以下とすることが好ましい。
【0041】
以上、鋼管母材の基本成分について説明したが、その他、以下の元素を適宜含有させることもできる。
Mo:0.5 %以下
Moは、粗大な粒界フェライトを抑制し、溶接金属の溶接ままの靱性を向上させる働きがあるが、一方でパーライト変態を抑制し、ベイナイトを生成させる働きが強く、AQ処理およびQT処理後の靱性劣化を招き易いので、母材のMo量は 0.5%以下程度とすることが好ましい。
【0042】
Ni:5.0 %以下、Cu:1.0 %以下、Cr:0.5 %以下
Niは、母材の低温靱性を高め、かつ強度を高めるのに有効に寄与するが、5.0 %を超える添加は不経済なので、Niは 5.0%以下とすることが好ましい。
Cuは、母材の強度を高めるのに効果的な元素であるが、 1.0%を超えると靱性が劣化するので、Cu量は1.0 %以下とすることが好ましい。
Crは、母材の焼入性を高め、強度の向上に有効に寄与するが、0.5%を超えて含有させると、AQ処理およびQT処理後の靱性が劣化するので、Cr量は 0.5%以下とすることが好ましい。
【0043】
なお、P,Sは、凝固界面に偏析し易く、溶接金属の高温割れを助長し、靱性を劣化させることから、いずれも0.02%以下とすることが好ましい。
【0044】
また、ワイヤの好適組成については次のとおりである。
なお、この発明で行う溶接は、複数本の溶接ワイヤを用いることが多いが、このように複数本の溶接ワイヤを用いた場合におけるワイヤ組成はそれらの平均組成とする。
C:0.01〜0.12%
ワイヤ中のC量は0.01%より少ないと、溶接時のCOガス発生量が減少し、溶接金属中のN量が増加して、靱性の劣化を招き、一方0.12%を超えると溶接金属に高温割れが発生し易く、焼戻し後の溶接金属靱性が劣化するので、C量は0.01〜0.12%程度とすることが好ましい。
【0045】
Ti:0.3 %以下、Al:0.3 %以下
ワイヤ中のTi, Al量がそれぞれ、0.3 %より高いと溶接金属中に残留するAl, Ti量が多くなりすぎ、靱性が劣化するので、いずれも 0.3%以下とすることが好ましい。
【0046】
B:0.03%以下
ワイヤ中のB量が0.03%を超えると溶接時に高温割れが発生し易く、溶接金属の靱性が損なわれるので、B量は0.03%以下とするのが好ましい。
【0047】
N:0.008 %以下
ワイヤ中のN量が 0.008%を超えると溶接金属中のN量が高くなりすぎ、靱性が損なわれるので、N量は 0.008%以下とするのが好ましい。
その他にも、JIS Z 3351に示されるような、通常低合金鋼溶接用に用いられる溶接ワイヤに含まれている各種元素を含有させることもできる。
【0048】
次に、好適フラックス組成について説明する。
溶接フラックスは、フラックスの塩基度が低すぎると溶接金属の酸素量が高くなり、靱性が損なわれるので、高塩基性のフラックスを使用することが好ましい。しかしながら、塩基度があまりに高すぎると粘性が高まり、さまぎまな溶接欠陥が発生し易くなるので、塩基度を過剰に高めるのは禁物である。
ここに、かかる高塩基性フラックスとしては、
BL=6.05〔CaO 〕+6.05〔CaF2〕+ 4.0〔MgO 〕+ 4.8〔MnO 〕
+ 3.4〔FeO 〕−6.31〔SiO2〕−4.97〔TiO2〕− 0.2〔A12O3 〕
ただし、〔 〕内は mol分率表示
で示される塩基度が 0.2〜2.5 程度のものが好適である。
また、フラックスとしては、焼成型のフラックスが、スラグの剥離が容易なため好ましい。
【実施例1】
【0049】
パイプの母材鋼板としては、表1に成分組成を示す、0.05%C-0.1%Si-1.8%Mn−0.25%MoのX80級パイプ素材と0.05%C-0.3%Si-1.3%MnのX52級パイプ素材の2種類用いた。板厚はいずれも27.0mmである。
これらのパイプ素材を、板巻きによりO形状に成形したのち、2電極サブマージアーク溶接にて、内面2パス後、ガウジングにて内面1パスを除去したのち、外面4パスの多層溶接を行った。溶接条件は表2に示すとおりである。
なお、外面1パス目は、スラグ剥離性確保のため、先行電極のみの1電極溶接とした。また、溶接入熱は 25 〜55 kJ/cmとした。
また、上記のサブマージアーク溶接に使用する溶接ワイヤとしては、表3に示す成分組成になるワイヤを用い、各電極に使用するワイヤを種々組み合わせることによって溶接金属の成分組成を変化させた。なお、これらの溶接ワイヤはいずれも、JIS Z 3351にあるような低合金鋼の溶接に一般的に使用されるワイヤである。また、ワイヤ径はいずれも4.0mm とした。さらに、表3には、使用したワイヤの組み合わせおよびそれらを使用した場合の平均組成も併せて示す。
なお、溶接に当たっては2電極式のサブマージアーク溶接とし、ワイヤX、Yをそれぞれ先行電極、後行電極として用いた。
さらに、フラックスとしては、表4に示す成分組成になる、高塩基性のSiO2−CaO −CaF2−Al2O3 −MgO 系で、Bの酸化物を少量含む焼成型フラックス(BL=2.13)を用いた。
【0050】
このようにして得られた溶接金属の化学組成を表5に、また各溶接金属のPcm、a値( (1)または(1)'式の指数)、GまたはG' の値およびB量指数(〔B〕/Gまたは〔B〕/G' )を表6に示す。
No.1〜9が発明例、一方 No.10〜13は比較例である。
この溶接金属に付与した熱処理条件としては、焼き入れ処理については最高加熱温度:900 〜1100℃、500 ℃までの冷却速度:10〜20℃/sの条件とし、また焼き戻し処理については 450〜650 ℃の温度範囲に90分間保持し、その後空冷する条件とした。
AW,AT,AQおよびQTの各熱処理後における溶接金属の低温靱性および硬さについて調べた結果を表7に示す。なお、No.13 については、溶接時に高温割れが生じたので、低温靱性および硬さを調べることができなかった。
【0051】
【表1】
【0052】
【表2】
【0053】
【表3】
【0054】
【表4】
【0055】
【表5】
【0056】
【表6】
【0057】
【表7】
【0058】
表7に示したとおり、溶接金属の成分組成がこの発明の適正範囲を満足する発明例はいずれも、AW,AT,AQおよびQTの全ての熱処理後においても良好な低温靱性が得られている。
これに対し、No.10 は、溶接金属中のB量指数が 2.5より大きく、曲げ部に相当するAQ、QT後の靱性が不十分であった。また、No.11 ではB量指数が0.17より小さく、AW、ATの靱性が不十分であった。さらに、 No.12は溶接フラックス中に金属Tiと金属Al粉末を添加してTi、Al量を富化したものであるが、AT、AQ、QT後の靱性が不十分であった。
【特許請求の範囲】
【請求項1】
質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有し、残部はFeおよび不可避的不純物の組成からなる鋼管の内外面を、質量百分率で
C:0.01〜0.12%、
Si:0.01〜0.30%、
Mn:0.50〜1.89%、
Mo:0.45%以下、
Cu:0.13%以下、
Ni:5.0 %以下、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含み、残部はFeおよび不可避的不純物の組成からなる低合金鋼溶接用ワイヤーを用い、合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N,BおよびNiが、下記の成分組成範囲および(1), (2)式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【請求項2】
質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有し、残部はFeおよび不可避的不純物の組成からなる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして、次式
BL=6.05〔CaO〕+6.05〔CaF2〕+ 4.0〔MgO〕+ 4.8〔MnO〕
+ 3.4〔FeO〕−6.31〔SiO2〕−4.97〔TiO2〕− 0.2〔A12O3〕
ただし、〔 〕内は mol分率表示
で示される塩基度(BL)が 0.2〜2.5 を満足する高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Si:0.01〜0.30%、
Mn:0.50〜1.89%、
Mo:0.45%以下、
Cu:0.13%以下、
Ni:5.0 %以下、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有し、残部はFeおよび不可避的不純物の組成からなる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1), (2)式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【請求項1】
質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有し、残部はFeおよび不可避的不純物の組成からなる鋼管の内外面を、質量百分率で
C:0.01〜0.12%、
Si:0.01〜0.30%、
Mn:0.50〜1.89%、
Mo:0.45%以下、
Cu:0.13%以下、
Ni:5.0 %以下、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含み、残部はFeおよび不可避的不純物の組成からなる低合金鋼溶接用ワイヤーを用い、合計3パス以上の多層溶接にて接合した高強度厚肉鋼管であって、溶接金属の成分中、特にTi,V, Al,O,N,BおよびNiが、下記の成分組成範囲および(1), (2)式の関係を満足することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【請求項2】
質量百分率で
C:0.01〜0.10%、
Si:0.05〜0.5 %、
Mn:0.5 〜2.0 %、
Ti:0.005 〜0.09%、
Nb:0.003 〜0.08%、
V:0.003 〜0.08%、
Al:0.008 〜0.06%および
N:0.007 %以下
を含み、かつ
Mo:0.5 %以下、
Ni:5.0 %以下、
Cu:1.0 %以下および
Cr:0.5 %以下
のうちから選んだ少なくとも一種を含有し、残部はFeおよび不可避的不純物の組成からなる高強度厚肉鋼板を、O形状に成形したのち、サブマージアーク溶接により、鋼管の内外面を合計3パス以上の多層溶接にて接合するに際し、
溶接フラックスとして、次式
BL=6.05〔CaO〕+6.05〔CaF2〕+ 4.0〔MgO〕+ 4.8〔MnO〕
+ 3.4〔FeO〕−6.31〔SiO2〕−4.97〔TiO2〕− 0.2〔A12O3〕
ただし、〔 〕内は mol分率表示
で示される塩基度(BL)が 0.2〜2.5 を満足する高塩基性のフラックスを用い、かつ溶接ワイヤとして、質量百分率で
C:0.01〜0.12%、
Si:0.01〜0.30%、
Mn:0.50〜1.89%、
Mo:0.45%以下、
Cu:0.13%以下、
Ni:5.0 %以下、
Ti:0.3 %以下、
Al:0.3 %以下、
B:0.03%以下および
N:0.008 %以下
を含有し、残部はFeおよび不可避的不純物の組成からなる低合金鋼溶接用ワイヤーを用いることにより、溶接金属の成分中、特にTi,V, Al,O,N, BおよびNiについて、下記の成分組成範囲および(1), (2)式の関係を満足する範囲に調整することを特徴とする、溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管の製造方法。
記
Ti:30〜400 ppm 、
V:20〜500 ppm 、
Al:20〜500 ppm 、
O:500 ppm 以下、
N:80 ppm以下、
B:3〜60 ppmおよび
Ni:3.0 mass%以下
〔N〕− 0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
また、〔 〕内は ppm表示
【図1】

【公開番号】特開2011−67871(P2011−67871A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2010−241478(P2010−241478)
【出願日】平成22年10月27日(2010.10.27)
【分割の表示】特願2001−86959(P2001−86959)の分割
【原出願日】平成13年3月26日(2001.3.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成22年10月27日(2010.10.27)
【分割の表示】特願2001−86959(P2001−86959)の分割
【原出願日】平成13年3月26日(2001.3.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]