
溶液製膜方法
【課題】長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、周方向に延びる黒い筋が無いフィルムロールを得る。
【解決手段】流延支持体として、中央部と側部とが溶接により一体とされた環状のバンドを用いる。バンドは、循環するように長手方向に搬送する。ドープは、中央部上と側部上とに流延膜が形成されるように流延する。バンドから剥ぎ取って乾燥したフィルム27を巻芯66に巻き取ってフィルムロールにする。フィルム27の溶接部上形成領域27wがB方向で一定の振幅をもって変位するように、回転軸55をシフト機構61によってB方向に往復動させながら、フィルム27を巻芯66に巻き取る。
【解決手段】流延支持体として、中央部と側部とが溶接により一体とされた環状のバンドを用いる。バンドは、循環するように長手方向に搬送する。ドープは、中央部上と側部上とに流延膜が形成されるように流延する。バンドから剥ぎ取って乾燥したフィルム27を巻芯66に巻き取ってフィルムロールにする。フィルム27の溶接部上形成領域27wがB方向で一定の振幅をもって変位するように、回転軸55をシフト機構61によってB方向に往復動させながら、フィルム27を巻芯66に巻き取る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長手方向に延びた溶接部を両側にもつ環状のバンドを流延支持体として用いる溶液製膜方法に関する。
【背景技術】
【0002】
液晶ディスプレイ(LCD)の大画面化に伴い、LCDに用いる光学フィルムにも大面積化が要求される。光学フィルムは、長尺に製造されてから、LCDに対応するように所定のサイズにカットされる。したがって、より大きな面積の光学フィルムを製造するためには、長尺の光学フィルムを製造するにあたって、幅がより大きくなるように製造する必要がある。
【0003】
長尺の光学フィルムの代表的な製造方法としては、連続方式の溶液製膜方法がある。溶液製膜方法は、周知のように、ポリマーが溶剤に溶けているドープからフィルムを製造する方法である。連続方式の溶液製膜方法では、走行する流延支持体の上にドープを連続的に流して流延し、流延により膜状になったドープである流延膜を、流延支持体から剥がす。剥がした流延膜を乾燥して、得られたフィルムをロール状に巻き、フィルムロールが得られる。
【0004】
流延支持体としては、金属からなるバンドがある。製造することができるフィルムの幅は、このバンドの幅に制約され、より大きな幅のフィルムを製造するには、より大きな幅のバンドが必要となる。しかし、これまで、幅が2m程度までのバンドしか得られていなかった。
【0005】
そこで、特許文献1では、幅方向の中央部になる中央バンドと、バンドの各側部になる1対の側部バンドとを、長手方向に溶接することにより、幅が2200mmと従来よりも大きなバンドを得ている。このバンドにより、従来よりも幅が大きな長尺の光学フィルムを製造するができる。
【0006】
ところが、中央バンドと側部バンドとが長手方向に溶接されたバンドを用いて溶液製膜を行うと、得られたフィルムロールに黒い筋が認められる。黒い筋は、フィルムロールを一周するように周方向に延びており、フィルムロールの両側に認められる。黒い筋は、概ね10mm程度の幅の帯状である。このように黒い筋が見えるフィルムロールは、外観面や性能面等で商品価値が下がる。性能面での問題としては、例えば、このフィルムロールから巻き出したフィルムに塗布液を塗布して塗膜を形成する場合に、塗膜が均一に形成されないいわゆる塗布むらが挙げられる。このように黒い筋がフィルムロールに現れる現象は、流延膜のうち側部バンドと中央部バンドとの溶接部上の領域が、フィルムの製品領域に含まれる場合にみられる。
【0007】
周方向に延びた帯状の黒い筋は、長手方向で溶接することなく製造された従来のバンドを用いた場合のフィルムロールでも認められることがあり、このような帯状の黒い筋が出る現象は、黒帯故障と呼ばれる。このような黒帯故障を抑制するために、例えば特許文献2は、幅方向の端部にナーリング部(凹凸)が設けられ、フィルムの幅方向での端面の厚みがナーリング部の厚みよりも2μm以上小さい長尺のフィルムを、幅方向に1.0〜4.0mmの変位量で変位させて巻き取る方法を提案している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】韓国特許公開公報第2009−0110082号
【特許文献2】特開2003−147092号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1には、流延膜のうち中央バンドと側部バンドとの溶接部上の領域がフィルムの製品領域に含まれることが示唆されている。しかしながら、特許文献1には、中央バンドと側部バンドとが長手方向に溶接されたバンドを流延支持体とした溶液製膜において、得られたフィルムロールに黒い筋が現れること、この黒い筋が現れる原因、並びに、この黒い筋の発生を防止する方法について言及が無い。また、特許文献1に記載されるバンドを流延支持体とした溶液製膜において、特許文献2の方法を適用しても、得られたフィルムロールに黒い筋が依然として現れる。
【0010】
そこで、本発明は、長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、得られるフィルムロールに周方向に延びる黒い筋が無い溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は、1対のローラの周面に巻き掛けられて長手方向に搬送されることで周回する環状の金属製バンドに、ポリマーが溶剤に溶解したドープを流延することにより流延膜を形成し、前記流延膜を前記バンドから剥がして乾燥することによりフィルムとし、このフィルムをロール状に巻き取る溶液製膜方法において、前記バンドは、幅広の中央部とこの両側端に溶接で一体化された1対の幅狭の側部とを備え、前記中央部よりも広い幅で前記ドープを流延して、前記中央部上及び前記側部上に前記流延膜を形成し、前記バンドの長手方向に延びた溶接部上で形成された前記フィルムの溶接部上形成領域が前記フィルムの幅方向で一定の振幅をもって変位するように、前記フィルムを巻き取ることを特徴として構成されている。
【0012】
フィルム巻取り用の巻芯を、前記フィルムの幅方向に一定の振幅で往復動させながら、周方向に回転させることにより、前記フィルムを前記巻芯に巻き取ることが好ましい。
【0013】
前記バンドが1周する時間を、前記溶接部上形成領域の前記変位の周期とすることが好ましい。
【発明の効果】
【0014】
本発明の溶液製膜方法によると、長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、周方向に延びる黒い筋が無いフィルムロールが得られる。
【図面の簡単な説明】
【0015】
【図1】溶液製膜設備の概略図である。
【図2】バンドと流延膜との平面図である。
【図3】巻取装置の概略を示す側面図である。
【図4】巻取装置の概略を示す平面図である。
【図5】バンドの溶接部とフィルムの溶接部上形成領域との関係を示す説明図である。(A)はバンドの溶接部と流延膜との関係を示す平面図であり、(B)はフィルムの平面図である。
【発明を実施するための形態】
【0016】
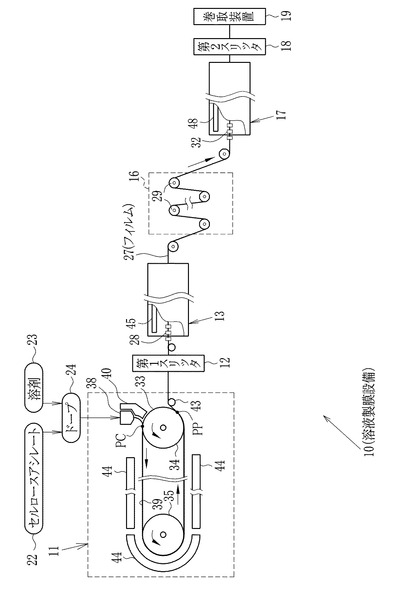
図1に示すように、溶液製膜設備10は、流延装置11と、第1スリッタ12と、第1テンタ13と、ローラ乾燥装置16と、第2テンタ17と、第2スリッタ18と、巻取装置19とを上流側から順に備え、これらは直列に接続する。
【0017】
流延装置11は、セルロースアシレート22が溶剤23に溶解したドープ24からセルロースアシレートフィルム(以降、単に「フィルム」と称する)27を形成する。第1スリッタ12は、フィルム27の各側部を切除する。第1テンタ13は、フィルム27の各側部を保持手段としてのクリップ28で保持しながら乾燥をすすめる。ローラ乾燥装置16は、フィルム27を複数のローラ29で支持しながら乾燥する。第2テンタ17は、フィルム27の各側部を保持手段としてのクリップ32で保持し、フィルム27に対して幅方向での張力を付与する。第2スリッタ18は、第2テンタ17のクリップ32により保持された各側部の保持跡を切除する。巻取装置19は、フィルム27を巻き芯に巻いてロール状にする。
【0018】
溶液製膜設備10を構成する各装置及び製膜方法について、以下に説明する。なお、本明細書においては、溶剤含有率(単位;%)は乾量基準の値であり、具体的には、溶剤23の質量をx、フィルム27の質量をyとするときに、{x/(y−x)}×100で求める値である。
【0019】
流延装置11は、流延支持体としてのバンド33と、周方向に回転する1対のローラ34,35を備える。バンド33は、環状に形成された無端の流延支持体であり、ローラ34とローラ35との周面に巻き掛けられる。ローラ34,35の少なくともいずれか一方は、駆動手段を有する駆動ローラとされる。この駆動ローラが周方向に回転することにより、周面に接するバンド33が搬送される。
【0020】
バンド33の上方にはドープ24を流出する流延ダイ38が備えられる。流延ダイ38には、ドープ24を流出する流出口38a(図2参照)が設けられ、流延ダイ38は、流出口38aがバンド33に対向するように配される。搬送されているバンド33に流延ダイ38からドープ24を連続的に流出することにより、ドープ24はバンド33上で流延されて流延膜39が形成される。ドープ24がバンド33に接触を開始した位置は、流延膜39が形成し始める位置であり、この位置を以下の説明においては流延位置PCと称する。
【0021】
図1に示す本実施態様では、流延ダイ38は、一方のローラ34上にあるバンド33の上方に設けている。これにより、流延位置PCがローラ34上となる。しかし、流延ダイ38の位置は、本実施態様に限定されない。例えば、一方のローラ34から他方のローラ35に向かうバンド33の上方に設けてもよい。一方のローラ34から他方のローラ35に向かうバンド33の上方に流延ダイ38を設けて流延を行う場合には、流延位置PCのバンド33を下方からローラ等で支持することが好ましい。
【0022】
流延ダイ38からバンド33に至るドープ24、いわゆるビードに関して、バンド33の走行方向における上流には、減圧チャンバ40が設けられる。この減圧チャンバ40は、流出したドープ24の上流側エリアの雰囲気を吸引して前記エリアを減圧する。これにより、ビードが安定する。
【0023】
流延装置11には、乾燥した気体を送り出すダクト44が、バンド33の走行路に沿って複数並んで設けられる。各ダクト44には、乾燥した気体を流出する流出口(図示せず)がバンド33の走行路に対向してそれぞれ複数形成されてある。これにより、ダクト44に気体が供給されると、ダクト44の流出口から流延膜39に向けて乾燥気体が送り出され、流延膜の乾燥が促される。
【0024】
ダクト44は、それぞれ送風機(図示せず)に接続する。送風機はダクト44に気体を供給する。送風機には、複数のダクト44のそれぞれへ供給する気体の温度、湿度、流量を独立して制御する送風コントローラ(図示せず)が接続する。ダクト44からの気体は、例えば加熱された温風であり、この温風により流延膜39を加熱する。流延膜39の温度は、この温風の温度及び流量の制御と、ローラ34,35の後述の温度制御とにより、調整される。
【0025】
流延膜39を、第1テンタ13への搬送が可能な程度にまで固くしてから、溶剤23を含む状態でバンド33から剥がす。流延膜39をバンド33から剥がす剥取位置PPに対向して、剥取ローラ43が配される。剥取ローラ43は、例えばバンド33の幅と略同一の長さをもち、長手方向がローラ34の長手方向と一致するように配される。剥ぎ取りの際には、フィルム27をこの剥取ローラ43で支持する。これにより、剥取位置PPが一定に保持される。剥取ローラ43は、駆動手段を備え周方向に回転する駆動ローラであってもよい。
【0026】
剥ぎ取られた流延膜39、すなわちフィルム27は、第1スリッタ12を経て、第1テンタ13に案内される。第1スリッタ12は、フィルム27を長手方向に連続的に裁断する。第1スリッタ12は、フィルム27の搬送路の両側に備えられる。これにより、第1スリッタ12は、案内されてきたフィルム27の両側を連続的に裁断して、波状に変形した両側部を切除する。
【0027】
第1テンタ13は、フィルム27をクリップ28で保持して長手方向(以下、A方向と称する)に搬送しながら、幅方向(以下、B方向と称する)への張力を付与し、フィルム27の幅を拡げる。第1テンタ13には、上流側から順に、予熱エリア、延伸エリア、及び緩和エリアが形成されてある。なお、緩和エリアは無くてもよい。
【0028】
第1テンタ13は、1対のレール(図示無し)及びチェーン(図示無し)を備える。レールはフィルム27の搬送路の両側に設置され1対のレールは所定の間隔で離間して配される。このレール間隔は、予熱エリアでは一定であり、延伸エリアでは下流に向かうに従って次第に広くなり、緩和エリアでは一定である。なお、緩和エリアのレール間隔は、下流に向かうに従って次第に狭くなるようにしてもよい。
【0029】
チェーンは、原動スプロケット及び従動スプロケット(図示無し)に掛け渡され、レールに沿って移動自在に取り付けられている。複数のクリップ28は、チェーンに所定の間隔で取り付けられている。原動スプロケットの回転により、クリップ28はレールに沿って循環移動する。
【0030】
クリップ28は、第1テンタ13の入口近傍で、案内されてきたフィルム27の保持を開始し、出口に向かって移動して、出口近傍で保持を解除する。保持を解除したクリップ28は再び入口近傍に移動して、新たに案内されてきたフィルム27を保持する。
【0031】
予熱エリア、延伸エリア、緩和エリアは、ダクト45からの乾燥風の送り出しによって空間として形成されたものであり、これらに明確な境界があるわけではない。ダクト45はフィルム27の搬送路の上方に設けられる。ダクト45は、乾燥風を送り出すスリットを有し、送風機(図示無し)から供給される。送風機は、所定の温度や湿度に調整した乾燥風をダクト45に送る。スリットがフィルム27の搬送路と対向するようにダクト45は配される。各スリットはフィルム27の幅方向に長く伸びた形状であり、搬送方向で互いに所定の間隔をもって形成されている。なお、ダクト45を、フィルム27の搬送路の下方に設けてもよいし、フィルム27の搬送路の上方と下方との両方にそれぞれ設けてもよい。
【0032】
この第1テンタ13で、フィルム27は搬送されながら、ダクト45からの乾燥風により乾燥をすすめられるとともに、クリップ28により幅を所定のタイミングで変えられる。
【0033】
延伸エリアにおけるフィルム27の溶剤含有率は、2質量%以上250質量%以下であることが好ましく、2質量%以上100質量%以下であることがより好ましい。延伸処理における延伸率ER1(={(延伸後の幅)/(延伸前の幅)}×100)は、100%より大きく140%以下であることが好ましい。延伸処理におけるフィルム27の温度は、95℃以上150℃以下であることが好ましい。
【0034】
ローラ乾燥装置16には、温調機(図示無し)が備えられる。温調機は、ローラ乾燥装置16の内部から、ローラ乾燥装置16の内部の雰囲気が案内されてくると、この気体の温度や湿度等を調節して、ローラ乾燥装置16の内部へと送る。これにより、ローラ乾燥装置16の内部の雰囲気は、温度や湿度などが調節される。ローラ乾燥装置16では、多数のローラ29にフィルム27が巻き掛けられて搬送され、この搬送の間に、フィルム27から溶剤23が蒸発する。ローラ乾燥装置16では、溶剤含有率が5質量%以下となるまで、乾燥工程が行うことが好ましい。
【0035】
なお、ローラ乾燥装置16から出たフィルム27がカールしている場合には、ローラ乾燥装置16と第2テンタ17との間に、カールを矯正してフィルム27を平らにするカール矯正装置(図示無し)を設けてもよい。
【0036】
第2テンタ17は、第1テンタ13と同様の構造を有する。第2テンタ17に設けられるダクト48は、スリット(図示せず)から、所定の温度に加熱された乾燥風を流出し、フィルム27に向かって流れる。第2テンタ17は、フィルム27を延伸する。この延伸により、所望の光学特性を有するフィルム27となる。得られるフィルム27は、例えば、液晶ディスプレイ用の位相差フィルムとして利用される。
【0037】
第2テンタ17での延伸における延伸率ER2(={(延伸後の幅)/(延伸前の幅)}×100)は、105%より大きく200%以下であることが好ましく、110%以上160%以下であることがより好ましい。第2テンタ17での延伸開始時におけるフィルム27の溶剤含有率は、5質量%以下であることが好ましく、3質量%以下であることがより好ましい。延伸におけるフィルム27の温度は、100℃以上200℃以下であることが好ましい。
【0038】
製造目的とするフィルム27の光学特性によっては、第2テンタ17は用いずともよい。
【0039】
第2テンタ17の下流の第2スリッタ18は、フィルム27を長手方向に連続的に裁断する。第2スリッタ18は、フィルム27の搬送路の両側に配される。これにより、第2スリッタ18は、フィルム27が案内されてくると、第1テンタ13や第2テンタ17の各クリップ28,32による保持跡を含む各側部を切除する。
【0040】
第2テンタ17と第2スリッタ18との間に冷却装置(図示無し)を設けて、第2テンタ17からのフィルム27を冷却して降温させてもよい。側部を切除したフィルム27は巻取装置19に送られ、ロール状に巻き取る。巻取装置19の詳細については、別の図面を参照しながら後述する。
【0041】
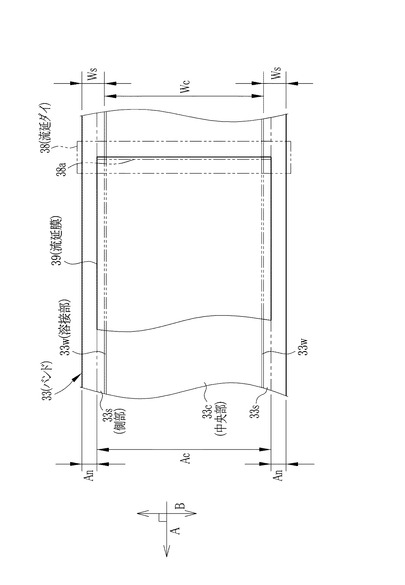
図2に示すように、バンド33は、中央部33cと、中央部33cの両側に備えられる1対の側部33sとからなり、中央部33cと側部33sとが一体に溶接されたものである。図2において、溶接部には符号33wを付してある。バンド33は長手方向に走行し、バンド33の長手方向はフィルム27(図1参照)の長手方向に一致する。そこで、バンド33の走行方向をフィルム27の長手方向と同様にA方向と称し、バンド33の幅方向をフィルムの幅方向と同様にB方向と称する。
【0042】
中央部33cの幅Wcは側部33sの幅Wsよりも広い。すなわち、中央部33cは幅広であり、各側部33sは幅狭である。中央部33cは、流延支持体として従来広く用いられてきた、幅が概ね1500mm以上2100mm以下のものから形成される。側部33sは、幅が概ね50mm以上500mm以下のバンド部材から形成される。バンド33の幅は、2000mm以上3000mm以下の範囲である。
【0043】
流延ダイ38におけるドープ24の流出口38aは、B方向に延びたスリットである。流延口38aの長さは中央部33cの幅Wcよりも大きく、流延ダイ38は、流延口38aの長手方向の一端が一方の側部33s上、他端が他方の側部33s上となるように配される。流延ダイ38の流出口38aからドープ24を流出することにより、中央部33c上と側部33s上との両方に流延膜39が形成される。つまり、流延膜39が形成される流延領域Acは、一方の溶接部33wと他方の溶接部33wとを含むように、一方の側部33sから他方の側部33sに亘る。なお、バンド33の流延面の両側は、流延膜39が形成されずに露呈する非流延領域Anである。
【0044】
このように流延領域Acを設定すると、流延膜39のうち溶接部33w上にある領域は、他の領域と比べて盛り上がっている等厚みが異なっている。この幅方向における厚みの不均一さは、目視では認められないほど極わずかなものである。流延膜39の溶接部33w上の領域と他の領域との厚みの差の不均一さは、バンド33の溶接部33wのごくわずかな盛り上がりに起因する。この溶接部33wのごくわずかな盛り上がりは、溶接後に研磨等の後処理をしても認められる。
【0045】
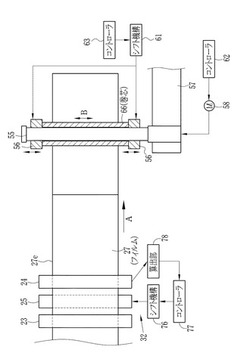
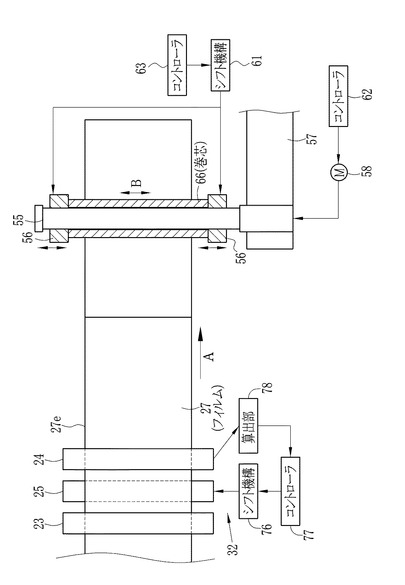
図3及び図4に示すように、巻取装置12は、巻取ユニット51を備え、さらに張力制御ユニット52を備えることが好ましい。
【0046】
巻取ユニット52は、回転軸55と、巻芯ホルダ56と、ターレット57と、モータ58と、シフト機構61と、コントローラ62,63とを有する。
【0047】
回転軸55は、長手方向がB方向になるように配される。回転軸55は、長手方向の一端がターレット57に回転自在に取り付けられて、支持されている。回転軸55にはモータ58が接続し、このモータ58により回転軸55は周方向に回転する。モータ58には、コントローラ62が接続する。コントローラ62は、回転軸55の目的とする回転速度の信号が入力されると、この入力信号に基づいてモータ58を制御する。これにより、回転軸55は目的とする回転速度で回転する。
【0048】
回転軸55の外周には、長手方向に延びた1対の凹部が形成されている。フィルム27が巻かれる筒状の巻芯66の内周には、巻芯66の長手方向に延びた1対の凸部が形成されている。巻芯66の凸部が回転軸55の凹部に入ることで係合し、巻芯66は回転軸55にセットされる。これにより、巻芯66は、回転軸55と一体に回転する。
【0049】
回転軸55の長手方向における両端部には、巻芯66を長手方向での両端から押さえる1対の巻芯ホルダ56が設けられる。巻芯ホルダ56は、回転軸55の長手方向でスライド自在であり、スライドすることで巻芯66をB方向で変位させる。
【0050】
巻芯ホルダ56には、シフト機構61が接続し、このシフト機構61は巻芯ホルダ56を回転軸55の長手方向に沿って変位させる。この変位によって、巻芯66はB方向に変位する。
【0051】
シフト機構61には、コントローラ63が接続する。コントローラ63は、回転軸55の長手方向において巻芯ホルダ56を移動すべき向きと、移動の速度と、変位量との各目的値の信号が入力されると、この入力信号に基づいて巻芯ホルダ56を制御する。これにより、巻芯ホルダ56は、回転中の回転軸55上を、目的とするタイミング、速度で、目的とする変位量をもって変位する。
【0052】
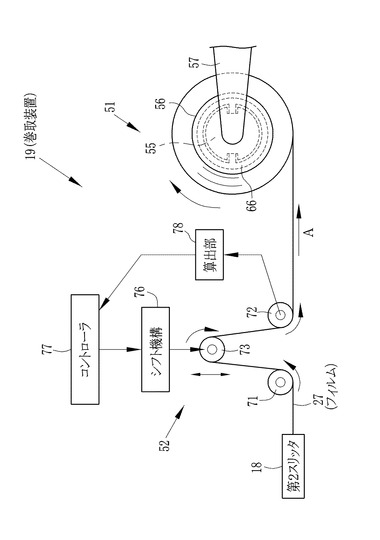
張力制御ユニット52は、ガイドローラ71,72と、ダンサローラ73と、シフト機構76と、コントローラ77とを備えることが好ましい。
【0053】
ガイドローラ71,72は、フィルム27を第2スリッタ18から巻取ユニット51へのフィルムの搬送路を成すものであり、フィルム27を巻取ユニット51へ案内するようにフィルム27を支持する。ガイドローラ71,72は駆動手段を有する駆動ローラであってもよいし、搬送されているフィルム27に接触することで回転するいわゆるフリーローラであってもよい。
【0054】
ダンサローラ73は、フィルム27の搬送方向に並ぶガイドローラ71とガイドローラ72との間に配される。フィルム27は、ガイドローラ71及びガイドローラ72に接するフィルム面とは反対側のフィルム面がダンサローラ73に接触するように、ダンサローラ73に巻きかけられる。
【0055】
シフト機構76はダンサローラ73に接続しており、フィルム面と交差する方向に段差ローラ73を変位させる。この変位により、フィルム27の長手方向における張力が変化する。シフト機構76は、ダンサローラ73の変位量の信号が入力されると、この入力信号に基づき、ダンサローラ73を目的とする変位量だけ変位させる。
【0056】
コントローラ77はシフト機構76に接続しており、フィルム27の長手方向における張力の目的値に対応する信号が入力されると、この入力信号に基づきダンサローラ73の変位量を求めて、求めた変位量の信号をシフト機構76に出力する。
【0057】
なお、下流側のガイドローラ72には、フィルム27の長手方向における張力を検出する張力センサ(図示無し)を設けることが好ましい。この場合には、コントローラ77とガイドローラ72の張力センサとに接続する算出部78を設けることがさらに好ましい。算出部78は、張力センサの検出信号が入力されると、その検出信号に対応する張力と張力の目的値との差を求め、差が0(ゼロ)でない場合に張力の目的値に対応する信号を出力してコントローラ77に送る。
【0058】
以上の巻取ユニット51にセットされた巻芯66に、フィルム27の長手方向の先端を巻き付けて、モータ58を駆動する。案内されてきたフィルム27は、モータ58の駆動により、巻き取られる。案内されてくるフィルム27を巻き取る間に、シフト機構61により巻芯ホルダ56をB方向に変位させ、これにより巻芯66をB方向に往復動させる。この往復動により、案内されてくるフィルム27は、溶接部上形成領域27wがB方向にずれたロールを形成しながら巻芯66に巻かれる。なお、フィルム27の溶接部上形成領域27wは、バンド33の溶接部33w上に形成された流延膜39の溶接部上領域に対応する領域である。この溶接部上形成領域27wの詳細については、別の図面を用いて後述する。
【0059】
シフト機構61は、巻芯ホルダ56をB方向で一定の振幅で変位させ、巻芯66のB方向における往復動も一定の振幅をもつようになる。これにより、フィルム27の溶接部上形成領域27wが巻芯66の長手方向で一定の振幅でずれながら、フィルム27は巻芯66に巻かれる。得られたフィルムロールは、溶接部上形成領域27wがフィルム27の幅方向で一定の振幅をもってずれながら巻かれたものとなり、溶接部上形成領域27wの重なりに起因する黒い筋が無い。
【0060】
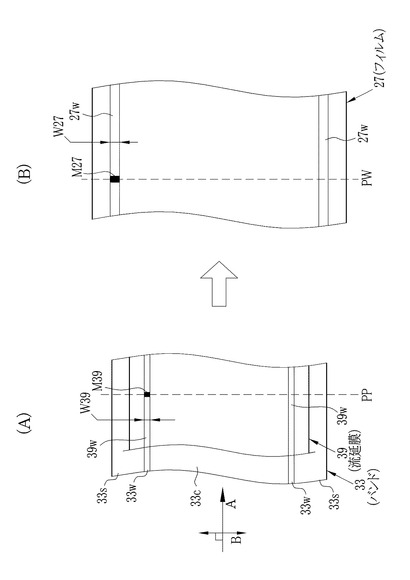
溶接部上形成領域27wについて、図5を参照しながら説明する。流延膜39は、前述の通り、バンド33の側部33sの一方から他方にわたる範囲に形成されるので、溶接部33w上にも形成されることになる。溶接部33wは、略一定の幅をもつ。溶接部33wの幅は、極めて精度良くバンド33を製造した場合であっても、10mm程度である。ただし、バンド33の精度によっては、溶接部33wの幅が、長手方向で不均一になっていたり、10mmよりも大きい場合もある。この溶接部33wは、バンド33を製造するにあたり原材料とした側部33s用の幅狭シートと中央部33c用の幅広シートとを溶接する際に、溶接ビードとして形成される領域である。この溶接部33wは、溶接後に研磨等の後処理をしても目視で認めることができる。
【0061】
流延膜39のうち、溶接部33w上に形成される領域を、溶接部上領域39wと称する。溶接部33は、前述の通り目視で特定することができるので、溶接部上領域39wは、溶接部33上にある領域として特定される。
【0062】
流延膜39は、剥取位置PPで剥ぎ取られてから、搬送され、第1スリッタ12、第1テンタ13、第2テンタ17、第2スリッタ等により、各種の処理が施される。これらの処理により、フィルム27にはA方向やB方向へ張力が付与されたり、B方向の側端部の切除が行われる。これにより、剥取位置PPで剥ぎ取られてから巻取装置19で巻き取られるまでに、フィルム27は、長手方向に伸びたり、乾燥して幅方向で収縮したり、幅方向で延伸されて拡幅したり、切除により幅が狭くされる。
【0063】
このため、流延膜39とフィルム27との幅は異なる場合が通常である。さらに、流延膜39の幅方向における溶接部上領域39wの位置や幅W39とフィルム27の幅方向における溶接部対応領域27wの位置や幅W27とは互いに異なる場合が通常である。
【0064】
しかし、溶接部対応領域27wをフィルム27の幅方向において振幅をもつように変位させるにしても、巻取時のフィルム27においては溶接部対応領域27wを目視で確認することができない。そこで、巻取時における溶接部対応領域27wは以下の方法で特定するとよい。なお、巻取時におけるフィルム27は、本実施形態においては、巻取位置PWでのフィルム27に対応する。ただし、巻取前の一定時間のフィルム27は、乾燥が十分進んでいることから、寸法の変化が極めてすくない。このため、巻取位置PWよりも上流のフィルムを巻取時のフィルム27としてみなしても構わない。なお、巻取位置PWとは、巻芯66に巻き取られるフィルム27が、既に巻芯66に巻かれたフィルム27の外周面に接触する位置である。
【0065】
まず、剥取位置PPにおける流延膜39の溶接部上領域39wにマーキングをする。以降の説明においては、このマークを流延膜マークと称し、図5において符号M39を付す。マーキングは、溶剤23に耐性をもつインク等で行えばよい。流延膜マークM39が、巻取位置PWに至ると、この流延膜マークM39がある領域が溶接部対応領域27wとして特定される。特定された溶接部対応領域27wに付されてあるマークを、以降の説明においてはフィルムマークと称し、図5において符号M27を付す。
【0066】
図5においては、フィルムマークM27が流延膜マークM39よりも大きくなる場合を示してあるが、剥ぎ取り以降の工程の条件によって、小さくなる場合や、略同等の大きさになる場合もあるし、幅と長手方向の長さとの割合(以降、単に「幅と長さとの比」と称する)が変化している場合がある。しかし、フィルムマークM27と流延膜マークM39とについて、大きさの関係や、幅と長さとの比の関係を考慮する必要はなく、フィルムマークM27の幅を検出すれば足りる。フィルムマークM27の幅が、溶接部対応領域27wの幅W27である。
【0067】
なお、図5においては、説明の便宜上、溶接部33w、溶接部上領域39w、溶接部上形成領域27wの各幅を、バンド33、流延膜39、フィルム27の幅に対して誇張して大きく描いてある。
【0068】
以上のように、溶接部対応領域27を特定し、巻取装置19により溶接部対応領域27がB方向にずれたロールを形成しながらフィルム27を巻芯66に巻くことにより、溶接部33wに起因するフィルムロールにおける黒い筋の発生が防止される。
【0069】
さらに、巻芯66のB方向における振幅をもった変位の周期は、走行するバンド33が1周する時間とすることが好ましい。バンド33が1周する時間とは、走行するバンド33の任意の部分が、バンド33の走行路の特定した位置からその特定した位置に戻ってくるまでに要する時間であり、例えば、流延位置PCにあるバンド33の部分が、再び流延位置PCに戻るまでの時間である。この時間は、例えば、バンド33の任意の箇所にマーキングをし、このマークが流延位置PCを通過する時点から次回通過する時点までの時間を測ることで求めることができる。
【0070】
巻芯66の変位の周期を、走行するバンド33が1周する時間とすることにより、フィルム27の溶接部上形成領域27wの位置が、バンド33の1周する時間で得られる長さを周期として幅方向で振幅する変位量をもったフィルムロールが得られる。これにより、フィルムロールにおける黒い筋の発生が、より確実に防止される。なお、巻芯66の変位の周期は、厳密にバンド33が1周する時間としなくてもよく、1周する時間と略同等にすれば一定の効果が得られる。
【0071】
巻芯66の変位の周期は、巻芯ホルダ56の変位の周期により制御することができる。そこで、巻芯66の変位の周期を設定する場合には、コントローラ63は、バンド33の1周する時間を入力されると、この入力信号に基づいてシフト機構61を制御するものにするとよい。
【0072】
溶接部対応領域27のB方向における変位の振幅は、溶接部対応領域27の幅W27に応じて変えてもよい。具体的には、溶接部対応領域27の幅W27が大きいほど、溶接部対応領域27のB方向における変位の振幅を大きくする。これは、溶接部33wがバンド33の長手方向に伸びた略直線にある場合には、特に有効である。溶接部33wがバンド33の長手方向に伸びた略直線であるとは、B方向における溶接部33wの振幅が約2mm以内である場合を言う。なお、振幅とは、B方向における変位量の半分に当たる。
【0073】
溶接部対応領域27の幅W27が約10mmで一定の場合には、溶接部対応領域27のB方向における変位の振幅は約10mmとすれば効果がある。
【0074】
また、バンド33の長手方向を周期に対応させ、溶接部33wがサインカーブ(SINE CURVE)を描くように蛇行している場合には、溶接部対応領域27も長手方向を周期に対応させるとサインカーブを描くように蛇行する。この場合には、溶接部対応領域27のサインカーブと同期してこれと同位相になる方向にフィルム27をさせると、溶接部対応領域27のB方向における変位の振幅をより小さく抑えることができて好ましい。
【0075】
この巻取装置19における巻取対象のフィルムサイズなどは特に限定されないが、例えば全巻取長が2000m以上7000m以下であり、幅が500mm以上2500mm以下のサイズのフィルムであることが好ましい。
【0076】
なお、本実施態様は、巻取装置19によって巻き取る際にフィルム27を幅方向に一定の振幅で変位させる態様であるが、本発明はこの態様に限られない。例えば、フィルム27の各側部を切除する工程がある場合に、この切除工程の前に、フィルム27を幅方向に一定の振幅で変位させる態様でもよい。なお、フィルム27の各側部を切除する工程が複数ある場合には、そのうち最終の切除工程の前に、フィルム27を幅方向に一定の振幅で変位させるとよい。例えば、溶液製膜設備10(図1参照)のように、第1スリッタ12と第2スリッタ18とによる複数の切除工程がある場合には、最終の切除工程を行う第2スリッタ18の直前に、第2テンタ17から出てきたフィルム27を幅方向に一定の振幅で変位させるとよい。
【0077】
なお、本実施形態では、ドープ24のポリマー成分をセルロースアシレート22とする場合を示しているが、セルロースアシレート22とは異なるポリマーをドープ24のポリマー成分としても、本発明は十分効果がある。例えば、溶液製膜によりフィルムを製造することができる公知のポリマーであれば、環状ポリオレフィン等がポリマー成分として挙げられる。
【0078】
また、セルロースアシレート22は特に限定されない。セルロースアシレート22のアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基を有していても良い。アシル基が2種以上であるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。
【0079】
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0080】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。中でも、本発明は、セルロースアシレート22としてセルロースジアセテート(DAC)を用いた場合に特に大きな効果がある。
【0081】
以下に本発明の実施例を説明する。ただし、本発明は、以下の実施例に限定されるものではなく、以下の各実施例は本発明の例として挙げるものである。詳細は実施例にて説明し、本発明に対する比較例については、実施例と異なる条件のみを示す。
【実施例】
【0082】
図1に示す溶液製膜設備により、ドープ24からフィルム27を製造した。用いたセルロースアシレート22は、セルロースジアセテート(DAC)である。このフィルム27はいわゆるLCDのVA(Vertical Alignment)方式用位相差フィルムとして用いるものである。ローラ34,35の直径は2mである。
【0083】
SUS316で形成されたバンド33を用いた。各側部33sの幅は150mm、中央部33cの幅は2000mmである。バンド33の長さは100m、厚みは1.5mmである。溶接部33wは、B方向におけるサインカーブ状の蛇行の振幅が2mm以内であり、バンド33の長手方向に略直線であった。
【0084】
バンド33が1周する時間に対応するフィルム27の長さは100mであった。そこで、100mに対応する時間を周期とする振幅10mmの変位で溶接部対応領域27がB方向に変位するように、回転軸55をB方向で往復動させながらフィルム27を巻芯66に巻き取った。
【0085】
得られたフィルムロールを目視で観察したところ、両側において周方向に延びる黒い筋は認められなかった。
【0086】
[比較例1]
溶接部対応領域27をB方向で変位させることなく、つまり、回転軸55をB方向で往復動させることなく、フィルム27を巻芯66に巻き取った。この他は、実施例1と同じ条件である。
【0087】
得られたフィルムロールを目視で観察したところ、両側において周方向に延びる黒い筋が認められた。
【符号の説明】
【0088】
10 溶液製膜設備
11 流延装置
24 ドープ
27 フィルム
33 バンド
33c 中央部
33s 側部
33w 溶接部
39 流延膜
51 巻取ユニット
55 回転軸
61 シフト機構
63 コントローラ
66 巻芯
【技術分野】
【0001】
本発明は、長手方向に延びた溶接部を両側にもつ環状のバンドを流延支持体として用いる溶液製膜方法に関する。
【背景技術】
【0002】
液晶ディスプレイ(LCD)の大画面化に伴い、LCDに用いる光学フィルムにも大面積化が要求される。光学フィルムは、長尺に製造されてから、LCDに対応するように所定のサイズにカットされる。したがって、より大きな面積の光学フィルムを製造するためには、長尺の光学フィルムを製造するにあたって、幅がより大きくなるように製造する必要がある。
【0003】
長尺の光学フィルムの代表的な製造方法としては、連続方式の溶液製膜方法がある。溶液製膜方法は、周知のように、ポリマーが溶剤に溶けているドープからフィルムを製造する方法である。連続方式の溶液製膜方法では、走行する流延支持体の上にドープを連続的に流して流延し、流延により膜状になったドープである流延膜を、流延支持体から剥がす。剥がした流延膜を乾燥して、得られたフィルムをロール状に巻き、フィルムロールが得られる。
【0004】
流延支持体としては、金属からなるバンドがある。製造することができるフィルムの幅は、このバンドの幅に制約され、より大きな幅のフィルムを製造するには、より大きな幅のバンドが必要となる。しかし、これまで、幅が2m程度までのバンドしか得られていなかった。
【0005】
そこで、特許文献1では、幅方向の中央部になる中央バンドと、バンドの各側部になる1対の側部バンドとを、長手方向に溶接することにより、幅が2200mmと従来よりも大きなバンドを得ている。このバンドにより、従来よりも幅が大きな長尺の光学フィルムを製造するができる。
【0006】
ところが、中央バンドと側部バンドとが長手方向に溶接されたバンドを用いて溶液製膜を行うと、得られたフィルムロールに黒い筋が認められる。黒い筋は、フィルムロールを一周するように周方向に延びており、フィルムロールの両側に認められる。黒い筋は、概ね10mm程度の幅の帯状である。このように黒い筋が見えるフィルムロールは、外観面や性能面等で商品価値が下がる。性能面での問題としては、例えば、このフィルムロールから巻き出したフィルムに塗布液を塗布して塗膜を形成する場合に、塗膜が均一に形成されないいわゆる塗布むらが挙げられる。このように黒い筋がフィルムロールに現れる現象は、流延膜のうち側部バンドと中央部バンドとの溶接部上の領域が、フィルムの製品領域に含まれる場合にみられる。
【0007】
周方向に延びた帯状の黒い筋は、長手方向で溶接することなく製造された従来のバンドを用いた場合のフィルムロールでも認められることがあり、このような帯状の黒い筋が出る現象は、黒帯故障と呼ばれる。このような黒帯故障を抑制するために、例えば特許文献2は、幅方向の端部にナーリング部(凹凸)が設けられ、フィルムの幅方向での端面の厚みがナーリング部の厚みよりも2μm以上小さい長尺のフィルムを、幅方向に1.0〜4.0mmの変位量で変位させて巻き取る方法を提案している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】韓国特許公開公報第2009−0110082号
【特許文献2】特開2003−147092号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1には、流延膜のうち中央バンドと側部バンドとの溶接部上の領域がフィルムの製品領域に含まれることが示唆されている。しかしながら、特許文献1には、中央バンドと側部バンドとが長手方向に溶接されたバンドを流延支持体とした溶液製膜において、得られたフィルムロールに黒い筋が現れること、この黒い筋が現れる原因、並びに、この黒い筋の発生を防止する方法について言及が無い。また、特許文献1に記載されるバンドを流延支持体とした溶液製膜において、特許文献2の方法を適用しても、得られたフィルムロールに黒い筋が依然として現れる。
【0010】
そこで、本発明は、長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、得られるフィルムロールに周方向に延びる黒い筋が無い溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は、1対のローラの周面に巻き掛けられて長手方向に搬送されることで周回する環状の金属製バンドに、ポリマーが溶剤に溶解したドープを流延することにより流延膜を形成し、前記流延膜を前記バンドから剥がして乾燥することによりフィルムとし、このフィルムをロール状に巻き取る溶液製膜方法において、前記バンドは、幅広の中央部とこの両側端に溶接で一体化された1対の幅狭の側部とを備え、前記中央部よりも広い幅で前記ドープを流延して、前記中央部上及び前記側部上に前記流延膜を形成し、前記バンドの長手方向に延びた溶接部上で形成された前記フィルムの溶接部上形成領域が前記フィルムの幅方向で一定の振幅をもって変位するように、前記フィルムを巻き取ることを特徴として構成されている。
【0012】
フィルム巻取り用の巻芯を、前記フィルムの幅方向に一定の振幅で往復動させながら、周方向に回転させることにより、前記フィルムを前記巻芯に巻き取ることが好ましい。
【0013】
前記バンドが1周する時間を、前記溶接部上形成領域の前記変位の周期とすることが好ましい。
【発明の効果】
【0014】
本発明の溶液製膜方法によると、長手方向に延びた溶接部が側部にあるバンドを流延支持体として用いる場合に、周方向に延びる黒い筋が無いフィルムロールが得られる。
【図面の簡単な説明】
【0015】
【図1】溶液製膜設備の概略図である。
【図2】バンドと流延膜との平面図である。
【図3】巻取装置の概略を示す側面図である。
【図4】巻取装置の概略を示す平面図である。
【図5】バンドの溶接部とフィルムの溶接部上形成領域との関係を示す説明図である。(A)はバンドの溶接部と流延膜との関係を示す平面図であり、(B)はフィルムの平面図である。
【発明を実施するための形態】
【0016】
図1に示すように、溶液製膜設備10は、流延装置11と、第1スリッタ12と、第1テンタ13と、ローラ乾燥装置16と、第2テンタ17と、第2スリッタ18と、巻取装置19とを上流側から順に備え、これらは直列に接続する。
【0017】
流延装置11は、セルロースアシレート22が溶剤23に溶解したドープ24からセルロースアシレートフィルム(以降、単に「フィルム」と称する)27を形成する。第1スリッタ12は、フィルム27の各側部を切除する。第1テンタ13は、フィルム27の各側部を保持手段としてのクリップ28で保持しながら乾燥をすすめる。ローラ乾燥装置16は、フィルム27を複数のローラ29で支持しながら乾燥する。第2テンタ17は、フィルム27の各側部を保持手段としてのクリップ32で保持し、フィルム27に対して幅方向での張力を付与する。第2スリッタ18は、第2テンタ17のクリップ32により保持された各側部の保持跡を切除する。巻取装置19は、フィルム27を巻き芯に巻いてロール状にする。
【0018】
溶液製膜設備10を構成する各装置及び製膜方法について、以下に説明する。なお、本明細書においては、溶剤含有率(単位;%)は乾量基準の値であり、具体的には、溶剤23の質量をx、フィルム27の質量をyとするときに、{x/(y−x)}×100で求める値である。
【0019】
流延装置11は、流延支持体としてのバンド33と、周方向に回転する1対のローラ34,35を備える。バンド33は、環状に形成された無端の流延支持体であり、ローラ34とローラ35との周面に巻き掛けられる。ローラ34,35の少なくともいずれか一方は、駆動手段を有する駆動ローラとされる。この駆動ローラが周方向に回転することにより、周面に接するバンド33が搬送される。
【0020】
バンド33の上方にはドープ24を流出する流延ダイ38が備えられる。流延ダイ38には、ドープ24を流出する流出口38a(図2参照)が設けられ、流延ダイ38は、流出口38aがバンド33に対向するように配される。搬送されているバンド33に流延ダイ38からドープ24を連続的に流出することにより、ドープ24はバンド33上で流延されて流延膜39が形成される。ドープ24がバンド33に接触を開始した位置は、流延膜39が形成し始める位置であり、この位置を以下の説明においては流延位置PCと称する。
【0021】
図1に示す本実施態様では、流延ダイ38は、一方のローラ34上にあるバンド33の上方に設けている。これにより、流延位置PCがローラ34上となる。しかし、流延ダイ38の位置は、本実施態様に限定されない。例えば、一方のローラ34から他方のローラ35に向かうバンド33の上方に設けてもよい。一方のローラ34から他方のローラ35に向かうバンド33の上方に流延ダイ38を設けて流延を行う場合には、流延位置PCのバンド33を下方からローラ等で支持することが好ましい。
【0022】
流延ダイ38からバンド33に至るドープ24、いわゆるビードに関して、バンド33の走行方向における上流には、減圧チャンバ40が設けられる。この減圧チャンバ40は、流出したドープ24の上流側エリアの雰囲気を吸引して前記エリアを減圧する。これにより、ビードが安定する。
【0023】
流延装置11には、乾燥した気体を送り出すダクト44が、バンド33の走行路に沿って複数並んで設けられる。各ダクト44には、乾燥した気体を流出する流出口(図示せず)がバンド33の走行路に対向してそれぞれ複数形成されてある。これにより、ダクト44に気体が供給されると、ダクト44の流出口から流延膜39に向けて乾燥気体が送り出され、流延膜の乾燥が促される。
【0024】
ダクト44は、それぞれ送風機(図示せず)に接続する。送風機はダクト44に気体を供給する。送風機には、複数のダクト44のそれぞれへ供給する気体の温度、湿度、流量を独立して制御する送風コントローラ(図示せず)が接続する。ダクト44からの気体は、例えば加熱された温風であり、この温風により流延膜39を加熱する。流延膜39の温度は、この温風の温度及び流量の制御と、ローラ34,35の後述の温度制御とにより、調整される。
【0025】
流延膜39を、第1テンタ13への搬送が可能な程度にまで固くしてから、溶剤23を含む状態でバンド33から剥がす。流延膜39をバンド33から剥がす剥取位置PPに対向して、剥取ローラ43が配される。剥取ローラ43は、例えばバンド33の幅と略同一の長さをもち、長手方向がローラ34の長手方向と一致するように配される。剥ぎ取りの際には、フィルム27をこの剥取ローラ43で支持する。これにより、剥取位置PPが一定に保持される。剥取ローラ43は、駆動手段を備え周方向に回転する駆動ローラであってもよい。
【0026】
剥ぎ取られた流延膜39、すなわちフィルム27は、第1スリッタ12を経て、第1テンタ13に案内される。第1スリッタ12は、フィルム27を長手方向に連続的に裁断する。第1スリッタ12は、フィルム27の搬送路の両側に備えられる。これにより、第1スリッタ12は、案内されてきたフィルム27の両側を連続的に裁断して、波状に変形した両側部を切除する。
【0027】
第1テンタ13は、フィルム27をクリップ28で保持して長手方向(以下、A方向と称する)に搬送しながら、幅方向(以下、B方向と称する)への張力を付与し、フィルム27の幅を拡げる。第1テンタ13には、上流側から順に、予熱エリア、延伸エリア、及び緩和エリアが形成されてある。なお、緩和エリアは無くてもよい。
【0028】
第1テンタ13は、1対のレール(図示無し)及びチェーン(図示無し)を備える。レールはフィルム27の搬送路の両側に設置され1対のレールは所定の間隔で離間して配される。このレール間隔は、予熱エリアでは一定であり、延伸エリアでは下流に向かうに従って次第に広くなり、緩和エリアでは一定である。なお、緩和エリアのレール間隔は、下流に向かうに従って次第に狭くなるようにしてもよい。
【0029】
チェーンは、原動スプロケット及び従動スプロケット(図示無し)に掛け渡され、レールに沿って移動自在に取り付けられている。複数のクリップ28は、チェーンに所定の間隔で取り付けられている。原動スプロケットの回転により、クリップ28はレールに沿って循環移動する。
【0030】
クリップ28は、第1テンタ13の入口近傍で、案内されてきたフィルム27の保持を開始し、出口に向かって移動して、出口近傍で保持を解除する。保持を解除したクリップ28は再び入口近傍に移動して、新たに案内されてきたフィルム27を保持する。
【0031】
予熱エリア、延伸エリア、緩和エリアは、ダクト45からの乾燥風の送り出しによって空間として形成されたものであり、これらに明確な境界があるわけではない。ダクト45はフィルム27の搬送路の上方に設けられる。ダクト45は、乾燥風を送り出すスリットを有し、送風機(図示無し)から供給される。送風機は、所定の温度や湿度に調整した乾燥風をダクト45に送る。スリットがフィルム27の搬送路と対向するようにダクト45は配される。各スリットはフィルム27の幅方向に長く伸びた形状であり、搬送方向で互いに所定の間隔をもって形成されている。なお、ダクト45を、フィルム27の搬送路の下方に設けてもよいし、フィルム27の搬送路の上方と下方との両方にそれぞれ設けてもよい。
【0032】
この第1テンタ13で、フィルム27は搬送されながら、ダクト45からの乾燥風により乾燥をすすめられるとともに、クリップ28により幅を所定のタイミングで変えられる。
【0033】
延伸エリアにおけるフィルム27の溶剤含有率は、2質量%以上250質量%以下であることが好ましく、2質量%以上100質量%以下であることがより好ましい。延伸処理における延伸率ER1(={(延伸後の幅)/(延伸前の幅)}×100)は、100%より大きく140%以下であることが好ましい。延伸処理におけるフィルム27の温度は、95℃以上150℃以下であることが好ましい。
【0034】
ローラ乾燥装置16には、温調機(図示無し)が備えられる。温調機は、ローラ乾燥装置16の内部から、ローラ乾燥装置16の内部の雰囲気が案内されてくると、この気体の温度や湿度等を調節して、ローラ乾燥装置16の内部へと送る。これにより、ローラ乾燥装置16の内部の雰囲気は、温度や湿度などが調節される。ローラ乾燥装置16では、多数のローラ29にフィルム27が巻き掛けられて搬送され、この搬送の間に、フィルム27から溶剤23が蒸発する。ローラ乾燥装置16では、溶剤含有率が5質量%以下となるまで、乾燥工程が行うことが好ましい。
【0035】
なお、ローラ乾燥装置16から出たフィルム27がカールしている場合には、ローラ乾燥装置16と第2テンタ17との間に、カールを矯正してフィルム27を平らにするカール矯正装置(図示無し)を設けてもよい。
【0036】
第2テンタ17は、第1テンタ13と同様の構造を有する。第2テンタ17に設けられるダクト48は、スリット(図示せず)から、所定の温度に加熱された乾燥風を流出し、フィルム27に向かって流れる。第2テンタ17は、フィルム27を延伸する。この延伸により、所望の光学特性を有するフィルム27となる。得られるフィルム27は、例えば、液晶ディスプレイ用の位相差フィルムとして利用される。
【0037】
第2テンタ17での延伸における延伸率ER2(={(延伸後の幅)/(延伸前の幅)}×100)は、105%より大きく200%以下であることが好ましく、110%以上160%以下であることがより好ましい。第2テンタ17での延伸開始時におけるフィルム27の溶剤含有率は、5質量%以下であることが好ましく、3質量%以下であることがより好ましい。延伸におけるフィルム27の温度は、100℃以上200℃以下であることが好ましい。
【0038】
製造目的とするフィルム27の光学特性によっては、第2テンタ17は用いずともよい。
【0039】
第2テンタ17の下流の第2スリッタ18は、フィルム27を長手方向に連続的に裁断する。第2スリッタ18は、フィルム27の搬送路の両側に配される。これにより、第2スリッタ18は、フィルム27が案内されてくると、第1テンタ13や第2テンタ17の各クリップ28,32による保持跡を含む各側部を切除する。
【0040】
第2テンタ17と第2スリッタ18との間に冷却装置(図示無し)を設けて、第2テンタ17からのフィルム27を冷却して降温させてもよい。側部を切除したフィルム27は巻取装置19に送られ、ロール状に巻き取る。巻取装置19の詳細については、別の図面を参照しながら後述する。
【0041】
図2に示すように、バンド33は、中央部33cと、中央部33cの両側に備えられる1対の側部33sとからなり、中央部33cと側部33sとが一体に溶接されたものである。図2において、溶接部には符号33wを付してある。バンド33は長手方向に走行し、バンド33の長手方向はフィルム27(図1参照)の長手方向に一致する。そこで、バンド33の走行方向をフィルム27の長手方向と同様にA方向と称し、バンド33の幅方向をフィルムの幅方向と同様にB方向と称する。
【0042】
中央部33cの幅Wcは側部33sの幅Wsよりも広い。すなわち、中央部33cは幅広であり、各側部33sは幅狭である。中央部33cは、流延支持体として従来広く用いられてきた、幅が概ね1500mm以上2100mm以下のものから形成される。側部33sは、幅が概ね50mm以上500mm以下のバンド部材から形成される。バンド33の幅は、2000mm以上3000mm以下の範囲である。
【0043】
流延ダイ38におけるドープ24の流出口38aは、B方向に延びたスリットである。流延口38aの長さは中央部33cの幅Wcよりも大きく、流延ダイ38は、流延口38aの長手方向の一端が一方の側部33s上、他端が他方の側部33s上となるように配される。流延ダイ38の流出口38aからドープ24を流出することにより、中央部33c上と側部33s上との両方に流延膜39が形成される。つまり、流延膜39が形成される流延領域Acは、一方の溶接部33wと他方の溶接部33wとを含むように、一方の側部33sから他方の側部33sに亘る。なお、バンド33の流延面の両側は、流延膜39が形成されずに露呈する非流延領域Anである。
【0044】
このように流延領域Acを設定すると、流延膜39のうち溶接部33w上にある領域は、他の領域と比べて盛り上がっている等厚みが異なっている。この幅方向における厚みの不均一さは、目視では認められないほど極わずかなものである。流延膜39の溶接部33w上の領域と他の領域との厚みの差の不均一さは、バンド33の溶接部33wのごくわずかな盛り上がりに起因する。この溶接部33wのごくわずかな盛り上がりは、溶接後に研磨等の後処理をしても認められる。
【0045】
図3及び図4に示すように、巻取装置12は、巻取ユニット51を備え、さらに張力制御ユニット52を備えることが好ましい。
【0046】
巻取ユニット52は、回転軸55と、巻芯ホルダ56と、ターレット57と、モータ58と、シフト機構61と、コントローラ62,63とを有する。
【0047】
回転軸55は、長手方向がB方向になるように配される。回転軸55は、長手方向の一端がターレット57に回転自在に取り付けられて、支持されている。回転軸55にはモータ58が接続し、このモータ58により回転軸55は周方向に回転する。モータ58には、コントローラ62が接続する。コントローラ62は、回転軸55の目的とする回転速度の信号が入力されると、この入力信号に基づいてモータ58を制御する。これにより、回転軸55は目的とする回転速度で回転する。
【0048】
回転軸55の外周には、長手方向に延びた1対の凹部が形成されている。フィルム27が巻かれる筒状の巻芯66の内周には、巻芯66の長手方向に延びた1対の凸部が形成されている。巻芯66の凸部が回転軸55の凹部に入ることで係合し、巻芯66は回転軸55にセットされる。これにより、巻芯66は、回転軸55と一体に回転する。
【0049】
回転軸55の長手方向における両端部には、巻芯66を長手方向での両端から押さえる1対の巻芯ホルダ56が設けられる。巻芯ホルダ56は、回転軸55の長手方向でスライド自在であり、スライドすることで巻芯66をB方向で変位させる。
【0050】
巻芯ホルダ56には、シフト機構61が接続し、このシフト機構61は巻芯ホルダ56を回転軸55の長手方向に沿って変位させる。この変位によって、巻芯66はB方向に変位する。
【0051】
シフト機構61には、コントローラ63が接続する。コントローラ63は、回転軸55の長手方向において巻芯ホルダ56を移動すべき向きと、移動の速度と、変位量との各目的値の信号が入力されると、この入力信号に基づいて巻芯ホルダ56を制御する。これにより、巻芯ホルダ56は、回転中の回転軸55上を、目的とするタイミング、速度で、目的とする変位量をもって変位する。
【0052】
張力制御ユニット52は、ガイドローラ71,72と、ダンサローラ73と、シフト機構76と、コントローラ77とを備えることが好ましい。
【0053】
ガイドローラ71,72は、フィルム27を第2スリッタ18から巻取ユニット51へのフィルムの搬送路を成すものであり、フィルム27を巻取ユニット51へ案内するようにフィルム27を支持する。ガイドローラ71,72は駆動手段を有する駆動ローラであってもよいし、搬送されているフィルム27に接触することで回転するいわゆるフリーローラであってもよい。
【0054】
ダンサローラ73は、フィルム27の搬送方向に並ぶガイドローラ71とガイドローラ72との間に配される。フィルム27は、ガイドローラ71及びガイドローラ72に接するフィルム面とは反対側のフィルム面がダンサローラ73に接触するように、ダンサローラ73に巻きかけられる。
【0055】
シフト機構76はダンサローラ73に接続しており、フィルム面と交差する方向に段差ローラ73を変位させる。この変位により、フィルム27の長手方向における張力が変化する。シフト機構76は、ダンサローラ73の変位量の信号が入力されると、この入力信号に基づき、ダンサローラ73を目的とする変位量だけ変位させる。
【0056】
コントローラ77はシフト機構76に接続しており、フィルム27の長手方向における張力の目的値に対応する信号が入力されると、この入力信号に基づきダンサローラ73の変位量を求めて、求めた変位量の信号をシフト機構76に出力する。
【0057】
なお、下流側のガイドローラ72には、フィルム27の長手方向における張力を検出する張力センサ(図示無し)を設けることが好ましい。この場合には、コントローラ77とガイドローラ72の張力センサとに接続する算出部78を設けることがさらに好ましい。算出部78は、張力センサの検出信号が入力されると、その検出信号に対応する張力と張力の目的値との差を求め、差が0(ゼロ)でない場合に張力の目的値に対応する信号を出力してコントローラ77に送る。
【0058】
以上の巻取ユニット51にセットされた巻芯66に、フィルム27の長手方向の先端を巻き付けて、モータ58を駆動する。案内されてきたフィルム27は、モータ58の駆動により、巻き取られる。案内されてくるフィルム27を巻き取る間に、シフト機構61により巻芯ホルダ56をB方向に変位させ、これにより巻芯66をB方向に往復動させる。この往復動により、案内されてくるフィルム27は、溶接部上形成領域27wがB方向にずれたロールを形成しながら巻芯66に巻かれる。なお、フィルム27の溶接部上形成領域27wは、バンド33の溶接部33w上に形成された流延膜39の溶接部上領域に対応する領域である。この溶接部上形成領域27wの詳細については、別の図面を用いて後述する。
【0059】
シフト機構61は、巻芯ホルダ56をB方向で一定の振幅で変位させ、巻芯66のB方向における往復動も一定の振幅をもつようになる。これにより、フィルム27の溶接部上形成領域27wが巻芯66の長手方向で一定の振幅でずれながら、フィルム27は巻芯66に巻かれる。得られたフィルムロールは、溶接部上形成領域27wがフィルム27の幅方向で一定の振幅をもってずれながら巻かれたものとなり、溶接部上形成領域27wの重なりに起因する黒い筋が無い。
【0060】
溶接部上形成領域27wについて、図5を参照しながら説明する。流延膜39は、前述の通り、バンド33の側部33sの一方から他方にわたる範囲に形成されるので、溶接部33w上にも形成されることになる。溶接部33wは、略一定の幅をもつ。溶接部33wの幅は、極めて精度良くバンド33を製造した場合であっても、10mm程度である。ただし、バンド33の精度によっては、溶接部33wの幅が、長手方向で不均一になっていたり、10mmよりも大きい場合もある。この溶接部33wは、バンド33を製造するにあたり原材料とした側部33s用の幅狭シートと中央部33c用の幅広シートとを溶接する際に、溶接ビードとして形成される領域である。この溶接部33wは、溶接後に研磨等の後処理をしても目視で認めることができる。
【0061】
流延膜39のうち、溶接部33w上に形成される領域を、溶接部上領域39wと称する。溶接部33は、前述の通り目視で特定することができるので、溶接部上領域39wは、溶接部33上にある領域として特定される。
【0062】
流延膜39は、剥取位置PPで剥ぎ取られてから、搬送され、第1スリッタ12、第1テンタ13、第2テンタ17、第2スリッタ等により、各種の処理が施される。これらの処理により、フィルム27にはA方向やB方向へ張力が付与されたり、B方向の側端部の切除が行われる。これにより、剥取位置PPで剥ぎ取られてから巻取装置19で巻き取られるまでに、フィルム27は、長手方向に伸びたり、乾燥して幅方向で収縮したり、幅方向で延伸されて拡幅したり、切除により幅が狭くされる。
【0063】
このため、流延膜39とフィルム27との幅は異なる場合が通常である。さらに、流延膜39の幅方向における溶接部上領域39wの位置や幅W39とフィルム27の幅方向における溶接部対応領域27wの位置や幅W27とは互いに異なる場合が通常である。
【0064】
しかし、溶接部対応領域27wをフィルム27の幅方向において振幅をもつように変位させるにしても、巻取時のフィルム27においては溶接部対応領域27wを目視で確認することができない。そこで、巻取時における溶接部対応領域27wは以下の方法で特定するとよい。なお、巻取時におけるフィルム27は、本実施形態においては、巻取位置PWでのフィルム27に対応する。ただし、巻取前の一定時間のフィルム27は、乾燥が十分進んでいることから、寸法の変化が極めてすくない。このため、巻取位置PWよりも上流のフィルムを巻取時のフィルム27としてみなしても構わない。なお、巻取位置PWとは、巻芯66に巻き取られるフィルム27が、既に巻芯66に巻かれたフィルム27の外周面に接触する位置である。
【0065】
まず、剥取位置PPにおける流延膜39の溶接部上領域39wにマーキングをする。以降の説明においては、このマークを流延膜マークと称し、図5において符号M39を付す。マーキングは、溶剤23に耐性をもつインク等で行えばよい。流延膜マークM39が、巻取位置PWに至ると、この流延膜マークM39がある領域が溶接部対応領域27wとして特定される。特定された溶接部対応領域27wに付されてあるマークを、以降の説明においてはフィルムマークと称し、図5において符号M27を付す。
【0066】
図5においては、フィルムマークM27が流延膜マークM39よりも大きくなる場合を示してあるが、剥ぎ取り以降の工程の条件によって、小さくなる場合や、略同等の大きさになる場合もあるし、幅と長手方向の長さとの割合(以降、単に「幅と長さとの比」と称する)が変化している場合がある。しかし、フィルムマークM27と流延膜マークM39とについて、大きさの関係や、幅と長さとの比の関係を考慮する必要はなく、フィルムマークM27の幅を検出すれば足りる。フィルムマークM27の幅が、溶接部対応領域27wの幅W27である。
【0067】
なお、図5においては、説明の便宜上、溶接部33w、溶接部上領域39w、溶接部上形成領域27wの各幅を、バンド33、流延膜39、フィルム27の幅に対して誇張して大きく描いてある。
【0068】
以上のように、溶接部対応領域27を特定し、巻取装置19により溶接部対応領域27がB方向にずれたロールを形成しながらフィルム27を巻芯66に巻くことにより、溶接部33wに起因するフィルムロールにおける黒い筋の発生が防止される。
【0069】
さらに、巻芯66のB方向における振幅をもった変位の周期は、走行するバンド33が1周する時間とすることが好ましい。バンド33が1周する時間とは、走行するバンド33の任意の部分が、バンド33の走行路の特定した位置からその特定した位置に戻ってくるまでに要する時間であり、例えば、流延位置PCにあるバンド33の部分が、再び流延位置PCに戻るまでの時間である。この時間は、例えば、バンド33の任意の箇所にマーキングをし、このマークが流延位置PCを通過する時点から次回通過する時点までの時間を測ることで求めることができる。
【0070】
巻芯66の変位の周期を、走行するバンド33が1周する時間とすることにより、フィルム27の溶接部上形成領域27wの位置が、バンド33の1周する時間で得られる長さを周期として幅方向で振幅する変位量をもったフィルムロールが得られる。これにより、フィルムロールにおける黒い筋の発生が、より確実に防止される。なお、巻芯66の変位の周期は、厳密にバンド33が1周する時間としなくてもよく、1周する時間と略同等にすれば一定の効果が得られる。
【0071】
巻芯66の変位の周期は、巻芯ホルダ56の変位の周期により制御することができる。そこで、巻芯66の変位の周期を設定する場合には、コントローラ63は、バンド33の1周する時間を入力されると、この入力信号に基づいてシフト機構61を制御するものにするとよい。
【0072】
溶接部対応領域27のB方向における変位の振幅は、溶接部対応領域27の幅W27に応じて変えてもよい。具体的には、溶接部対応領域27の幅W27が大きいほど、溶接部対応領域27のB方向における変位の振幅を大きくする。これは、溶接部33wがバンド33の長手方向に伸びた略直線にある場合には、特に有効である。溶接部33wがバンド33の長手方向に伸びた略直線であるとは、B方向における溶接部33wの振幅が約2mm以内である場合を言う。なお、振幅とは、B方向における変位量の半分に当たる。
【0073】
溶接部対応領域27の幅W27が約10mmで一定の場合には、溶接部対応領域27のB方向における変位の振幅は約10mmとすれば効果がある。
【0074】
また、バンド33の長手方向を周期に対応させ、溶接部33wがサインカーブ(SINE CURVE)を描くように蛇行している場合には、溶接部対応領域27も長手方向を周期に対応させるとサインカーブを描くように蛇行する。この場合には、溶接部対応領域27のサインカーブと同期してこれと同位相になる方向にフィルム27をさせると、溶接部対応領域27のB方向における変位の振幅をより小さく抑えることができて好ましい。
【0075】
この巻取装置19における巻取対象のフィルムサイズなどは特に限定されないが、例えば全巻取長が2000m以上7000m以下であり、幅が500mm以上2500mm以下のサイズのフィルムであることが好ましい。
【0076】
なお、本実施態様は、巻取装置19によって巻き取る際にフィルム27を幅方向に一定の振幅で変位させる態様であるが、本発明はこの態様に限られない。例えば、フィルム27の各側部を切除する工程がある場合に、この切除工程の前に、フィルム27を幅方向に一定の振幅で変位させる態様でもよい。なお、フィルム27の各側部を切除する工程が複数ある場合には、そのうち最終の切除工程の前に、フィルム27を幅方向に一定の振幅で変位させるとよい。例えば、溶液製膜設備10(図1参照)のように、第1スリッタ12と第2スリッタ18とによる複数の切除工程がある場合には、最終の切除工程を行う第2スリッタ18の直前に、第2テンタ17から出てきたフィルム27を幅方向に一定の振幅で変位させるとよい。
【0077】
なお、本実施形態では、ドープ24のポリマー成分をセルロースアシレート22とする場合を示しているが、セルロースアシレート22とは異なるポリマーをドープ24のポリマー成分としても、本発明は十分効果がある。例えば、溶液製膜によりフィルムを製造することができる公知のポリマーであれば、環状ポリオレフィン等がポリマー成分として挙げられる。
【0078】
また、セルロースアシレート22は特に限定されない。セルロースアシレート22のアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基を有していても良い。アシル基が2種以上であるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。
【0079】
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0080】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。中でも、本発明は、セルロースアシレート22としてセルロースジアセテート(DAC)を用いた場合に特に大きな効果がある。
【0081】
以下に本発明の実施例を説明する。ただし、本発明は、以下の実施例に限定されるものではなく、以下の各実施例は本発明の例として挙げるものである。詳細は実施例にて説明し、本発明に対する比較例については、実施例と異なる条件のみを示す。
【実施例】
【0082】
図1に示す溶液製膜設備により、ドープ24からフィルム27を製造した。用いたセルロースアシレート22は、セルロースジアセテート(DAC)である。このフィルム27はいわゆるLCDのVA(Vertical Alignment)方式用位相差フィルムとして用いるものである。ローラ34,35の直径は2mである。
【0083】
SUS316で形成されたバンド33を用いた。各側部33sの幅は150mm、中央部33cの幅は2000mmである。バンド33の長さは100m、厚みは1.5mmである。溶接部33wは、B方向におけるサインカーブ状の蛇行の振幅が2mm以内であり、バンド33の長手方向に略直線であった。
【0084】
バンド33が1周する時間に対応するフィルム27の長さは100mであった。そこで、100mに対応する時間を周期とする振幅10mmの変位で溶接部対応領域27がB方向に変位するように、回転軸55をB方向で往復動させながらフィルム27を巻芯66に巻き取った。
【0085】
得られたフィルムロールを目視で観察したところ、両側において周方向に延びる黒い筋は認められなかった。
【0086】
[比較例1]
溶接部対応領域27をB方向で変位させることなく、つまり、回転軸55をB方向で往復動させることなく、フィルム27を巻芯66に巻き取った。この他は、実施例1と同じ条件である。
【0087】
得られたフィルムロールを目視で観察したところ、両側において周方向に延びる黒い筋が認められた。
【符号の説明】
【0088】
10 溶液製膜設備
11 流延装置
24 ドープ
27 フィルム
33 バンド
33c 中央部
33s 側部
33w 溶接部
39 流延膜
51 巻取ユニット
55 回転軸
61 シフト機構
63 コントローラ
66 巻芯
【特許請求の範囲】
【請求項1】
1対のローラの周面に巻き掛けられて長手方向に搬送されることで周回する環状の金属製バンドに、ポリマーが溶剤に溶解したドープを流延することにより流延膜を形成し、前記流延膜を前記バンドから剥がして乾燥することによりフィルムとし、このフィルムをロール状に巻き取る溶液製膜方法において、
前記バンドは、幅広の中央部とこの両側端に溶接で一体化された1対の幅狭の側部とを備え、
前記中央部よりも広い幅で前記ドープを流延して、前記中央部上及び前記側部上に前記流延膜を形成し、
前記バンドの長手方向に延びた溶接部上で形成された前記フィルムの溶接部上形成領域が前記フィルムの幅方向で一定の振幅をもって変位するように、前記フィルムを巻き取ることを特徴とする溶液製膜方法。
【請求項2】
フィルム巻取り用の巻芯を、前記フィルムの幅方向に一定の振幅で往復動させながら、周方向に回転させることにより、前記フィルムを前記巻芯に巻き取ることを特徴とする請求項1記載の溶液製膜方法。
【請求項3】
前記バンドが1周する時間を、前記溶接部上形成領域の前記変位の周期とすることを特徴とする請求項1または2項記載の溶液製膜方法。
【請求項1】
1対のローラの周面に巻き掛けられて長手方向に搬送されることで周回する環状の金属製バンドに、ポリマーが溶剤に溶解したドープを流延することにより流延膜を形成し、前記流延膜を前記バンドから剥がして乾燥することによりフィルムとし、このフィルムをロール状に巻き取る溶液製膜方法において、
前記バンドは、幅広の中央部とこの両側端に溶接で一体化された1対の幅狭の側部とを備え、
前記中央部よりも広い幅で前記ドープを流延して、前記中央部上及び前記側部上に前記流延膜を形成し、
前記バンドの長手方向に延びた溶接部上で形成された前記フィルムの溶接部上形成領域が前記フィルムの幅方向で一定の振幅をもって変位するように、前記フィルムを巻き取ることを特徴とする溶液製膜方法。
【請求項2】
フィルム巻取り用の巻芯を、前記フィルムの幅方向に一定の振幅で往復動させながら、周方向に回転させることにより、前記フィルムを前記巻芯に巻き取ることを特徴とする請求項1記載の溶液製膜方法。
【請求項3】
前記バンドが1周する時間を、前記溶接部上形成領域の前記変位の周期とすることを特徴とする請求項1または2項記載の溶液製膜方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−46975(P2013−46975A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−186088(P2011−186088)
【出願日】平成23年8月29日(2011.8.29)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月29日(2011.8.29)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]