
溶湯の品質評価方法および鋳型
【課題】簡単な構成で、製品を成形する溶湯の品質を評価するためのテストピースを容易に且つ適切に成形することができ、もって、製品を成形する溶湯の品質を適切に評価することができる方法、および、鋳型を提供する。
【解決手段】鋳型1は、保持炉2の上方に配置されてストーク10を介して溶湯Mが押し上げられるように充填される低圧鋳造法に用いられるもので、所定形状の製品Pを成形するためのキャビティ3と、溶湯Mの品質評価用のテストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4とを連通する連通部5とを備えている。鋳型1内に溶湯Mを注入して製品PとテストピースTPとを同時に一体成形し、製品PとテストピースTPとを分離させ、所定の評価法によりテストピースTPに基づいて製品Pを成形する溶湯Mの品質を評価する。
【解決手段】鋳型1は、保持炉2の上方に配置されてストーク10を介して溶湯Mが押し上げられるように充填される低圧鋳造法に用いられるもので、所定形状の製品Pを成形するためのキャビティ3と、溶湯Mの品質評価用のテストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4とを連通する連通部5とを備えている。鋳型1内に溶湯Mを注入して製品PとテストピースTPとを同時に一体成形し、製品PとテストピースTPとを分離させ、所定の評価法によりテストピースTPに基づいて製品Pを成形する溶湯Mの品質を評価する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶湯の品質評価方法および鋳型に関し、さらに詳しくは、鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法、および、溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型に関するものである。
【背景技術】
【0002】
たとえば自動車のエンジンシリンダヘッドなどのようなアルミニウム合金からなる製品(粗形材を含む)を鋳造するための一つの手法として、低圧鋳造法が特に広く用いられている。低圧鋳造法では一般に、溶湯を保持した保持炉の上に鋳型を配置し、鋳型に設けられたストークの下端を保持炉の溶湯内に浸漬し、保持炉内部を加圧することによりストークを介して溶湯を鋳型へ押し上げて充填し、溶湯を凝固させて所定形状の製品を成形している。一般に、ストークの下端は、確実に溶湯を押し上げることができるよう、溶湯の深さ方向中間部に位置している。
【0003】
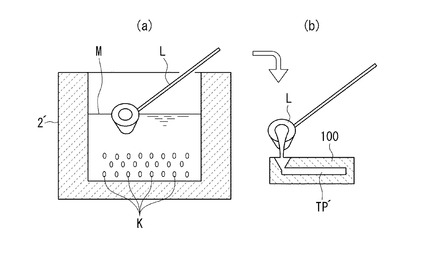
ところで、上述したようなアルミ鋳物製品を成形する場合の溶湯はAl2O3、MgO、MgAl2O4などの酸化物や他の不純物を形成しやすいが、これらの酸化物等が特に成形された製品の加工面に現れると、鋳物不良となり、また成形後の機械加工において加工刃具が損傷する原因となる。また、溶湯の状態ではガス(特に水素ガス)が溶け込みやすいが、溶湯が固化する過程では溶け込んだガスが気泡となってガス欠陥やピンホール欠陥などの不良となる。本発明では、上述した酸化物や他の不純物、溶湯に溶け込んで製品に気泡が発生する原因となるガスなど、溶湯の清浄度を低下(悪化)させて製品に混入し不良原因となるものをまとめて介在物と称する。製品の品質確保のためには、製品を成形する溶湯に介在物がどの程度含まれているかを、適切に評価することが必要である。なお、アルミ鋳物製品を成形する場合に、図4の(a)に示すように、一般に介在物Kは、アルミ溶湯Mよりも比重が重いことから保持炉2´の底に沈殿し易く、したがって、アルミ溶湯Mの表層部分には介在物の量が少ない。
【0004】
溶湯の清浄度などの品質を調査し評価するために、図4の(b)に示したように、保持炉2´の溶湯Mを柄杓Lですくうなどして、テストピース成形型100に流し込み凝固させてテストピースTP´を成形し、このテストピースTP´に基づいて溶湯Mの品質を評価することが従来から一般に行われている。低圧鋳造法においては、保持された溶湯Mを押し上げるために、保持炉2´が密閉構造となっており、柄杓Lなどで溶湯Mを保持炉2´から採取することが容易ではない。そのため、従来では溶湯Mの清浄度を評価するために一般に、製品の成形前に、保持炉2´の溶湯Mを採取してテストピースTP´を成形していた。溶湯を採取するための柄杓として、特許文献1が知られている。
【0005】
特許文献1には、容器と柄とからなる溶湯サンプル採取用の杓において、前記容器の表面にシェル・モールド砂で耐火材層を形成したことを特徴とする溶湯サンプル採取用杓が開示されている。
【0006】
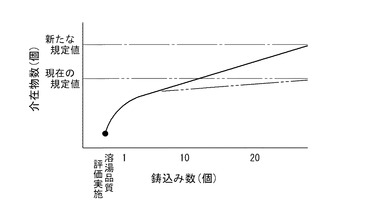
そして、図3に示すように、製品の成形回数(鋳込み回数)が増えると、テストピースに現れる介在物の数も増加する傾向にある。そこで、従来の技術では、製品の成形前に採取した溶湯Mで成形したテストピースTP´の介在物Kの数を測定することにより品質評価を実施し(図3の溶湯品質評価実施における黒点を参照)、この評価から鋳込み回数を重ねるにしたがって増加する介在物の数の推移を予想し(図3に二点鎖線で示したグラフを参照)、製品が良品となる介在物Kの数の許容範囲である規定値(図3に現在の規定値と表示された二点鎖線で示した水平線を参照)を設定していた。
【0007】
【特許文献1】実開平7−12968号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、図4の(a)に示したように、テストピースTP´を成形するために保持炉2´内に保持された溶湯Mを柄杓Lなどですくう場合、溶湯Mの表層部分をすくうこととなる。ところが、上述したように、溶湯Mの表層部分は介在物Kが比較的少なく、比重が重い介在物Kは溶湯Mの保持炉2´の底に沈殿しやすい。そして、実際に鋳型に押し上げられる溶湯Mは、その深さ方向中間部に配置されたストーク10(図1を参照)の下端から導入される。したがって、サンプリングのためにテストピースTP´を成形する溶湯Mと、実際にストーク10を介して鋳型内に充填される溶湯Mとが保持炉2´内の異なる位置から採取される。そのため、成形されたテストピースTP´が実際に成形される製品の品質を反映しておらず、製品を成形する溶湯Mの品質を適切に評価することができないという問題があった。また、従来の技術にあっては、製品を成形する鋳型とテストピース成形型100とを個別に用意して、製品とテストピースTP´とをそれぞれ個別の工程で成形する必要があることから、コストがかかるという問題があった。さらに、従来の技術にあっては、テストピース成形型100への溶湯の流し込みは柄杓Lを用いて手作業で行うため、手間がかかるだけでなく、成形されたテストピースTP´の品質にバラツキが生じるために溶湯を安定して評価することができないという問題や、テストピースTP´を自動化された設備により成形することができないなどの問題もあった。
【0009】
また、従来の技術にあっては、図3に黒点で示したように、製品の成形前に採取した溶湯により成形したテストピースTP´のみを品質評価していたため、鋳込み回数を重ねるにしたがって増加する介在物の数の推移の予想(図3に二点鎖線で示したグラフ:トレーサビリティということもできる)が適切であるか否かが明確ではなく、また、製品が良品となる介在物の数の規定値(図3に二点鎖線で示した水平線)の設定が適切であるか否かも明確ではなく、溶湯の、ひいては製品の品質を適切に管理することができないという問題などもあった。
【0010】
本発明は、上述した問題に鑑みてなされたもので、簡単な構成で、製品を成形する溶湯の品質を評価するためのテストピースを容易に且つ適切に成形することができ、もって、製品を成形する溶湯の品質を適切に評価することができる方法、および、鋳型を提供することを目的とする。
【課題を解決するための手段】
【0011】
請求項1の溶湯の品質評価方法に係る発明は、上記目的を達成するため、鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、該製品とテストピースとを分離させ、該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とするものである。
請求項2の鋳型に係る発明は、上記目的を達成するため、溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とするものである。
【発明の効果】
【0012】
請求項1の発明では、溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型内に溶湯を注入すると、同じ品質の溶湯から製品とテストピースとが同時に一体成形される。この成形された製品とテストピースとを分離させて、テストピースに基づいて製品を成形する毎に溶湯の品質を評価することができる。
請求項2の発明では、鋳型内に溶湯を注入すると、この同じ品質の溶湯から、キャビティによる所定形状の製品と、溶湯の品質評価用のテストピースとが同時に一体成形される。テストピースを製品から分離することにより、このテストピースに基づいて製品を成形する毎に溶湯の品質を評価することができる。
【0013】
(発明の態様)
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。請求可能発明は、少なくとも、請求の範囲に記載された発明である「本発明」ないし「本願発明」を含むが、本願発明の下位概念発明や、本願発明の上位概念あるいは別概念の発明を含むこともある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。なお、以下の各項において、(1)項が請求項1に相当し、(4)項が請求項2に相当する。
【0014】
(1) 鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、
溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、
該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、
該製品とテストピースとを分離させ、
該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とする溶湯の品質評価方法。
【0015】
(1)項に記載の発明では、製品を成形する鋳型で、製品を成形する溶湯を用いて、テストピースを製品と同時に一体に成形するため、テストピースを製品から分離して、テストピースを切破してその破面を観察するなど、所定の方法を用いることにより、製品を成形する毎に溶湯の品質を適切に評価することができる。
【0016】
(2) 低圧鋳造法により溶湯を鋳型内に注入することを特徴とする(1)項に記載の溶湯の品質評価方法。
【0017】
(2)項の発明では、(1)項に記載の発明において、低圧鋳造法によりストークを介して保持炉から溶湯を押し上げて鋳型内に注入すると、保持炉内に保持された溶湯の適切な深さから鋳型内のキャビティとこれに連通するテストピース成形部とに溶湯が充填されて製品とテストピースが同時に一体成形される。
【0018】
(3) テストピース成形部を前記キャビティの上方と連通させることを特徴とする(2)項記載の溶湯の品質評価方法。
【0019】
(3)項の発明では、(2)項記載の発明において、テストピース成形部を前記キャビティの上方と連通させると、低圧鋳造法により保持炉からストークを介してキャビティに最初に注入された溶湯が下方から押し上げられてテストピース成形部に流入するため、テストピースを適切に成形することができ、したがって、かかるテストピースに基づいて溶湯の品質を適切に評価することができる。
【0020】
(4) 溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、
前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とする鋳型。
【0021】
(4)項の発明では、テストピース成形部をキャビティと連通させて設けたことにより、同じ品質の溶湯によってキャビティによる所定形状の製品と、溶湯の品質評価用のテストピースとを同時に一体成形することができるため、テストピースを製品から分離し、テストピースを切断してその破面を観察するなど、所定の方法を用いることにより、製品を成形する毎に溶湯の品質を適切に評価することができる。
【0022】
(5) 保持炉に保持された溶湯内に下端が浸漬されるストークを備えた低圧鋳造用のものであることを特徴とする(4)項に記載の鋳型。
【0023】
(5)項の発明では、(4)項記載の発明において、低圧鋳造法によりストークを介して保持炉から溶湯が押し上げられて鋳型内に注入されるため、保持炉内に保持された溶湯の適切な深さから鋳型内のキャビティとこれに連通するテストピース成形部とに溶湯が充填されて製品とテストピースを同時に一体成形する。
【0024】
(6) テストピース成形部が前記キャビティの上方と連通されていることを特徴とする(5)項記載の鋳型。
【0025】
(6)項の発明では、(5)項に記載の発明において、テストピース成形部が前記キャビティの上方と連通されていることにより、キャビティに最初に注入された溶湯が下方から押し上げられてテストピース成形部に流入する。低圧鋳造法により保持炉からストークを介してキャビティに最初に注入された溶湯を下方から押し上げてテストピース成形部に流入させるため、テストピースが適切に成形され、したがって、かかるテストピースに基づいて溶湯の品質を適切に評価することができる。
【発明を実施するための最良の形態】
【0026】
最初に、本発明による鋳型の実施の一形態を、図1に基づいて説明する。同一符号は、同様または相当する部分を示すものとする。
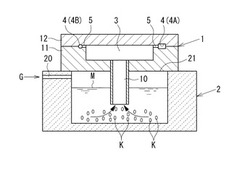
本発明の鋳型1は、概略、保持炉2の上方に配置されてストーク10を介して溶湯Mが押し上げられるように充填される低圧鋳造法に用いられるもので、所定形状の製品Pを成形するためのキャビティ3と、溶湯Mの品質評価用のテストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4とを連通する連通部5とを備えている。
【0027】
保持炉2は、金属材料を溶解し溶湯補給口を介して補給される溶湯Mを貯留すると共にその温度を保持するためのもので、この実施の形態では、底から所定の深さで溶湯Mが保持されている。保持炉の側壁の上方には、保持炉2内に不活性ガスなどの加圧流体Gを供給するための通路20が形成されている。保持炉2の上方開口部21は、鋳型1が配置されていることにより閉塞されている。
【0028】
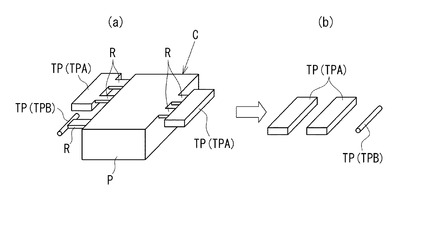
この実施の形態における鋳型1は、下型11と上型12により構成されており、下型11には下方に延びるストーク10を有している。下型11に対して上型12を型閉じした状態では、鋳型1の内部にキャビティ3と、テストピース成形部4と、連通部5とが形成されており、キャビティ3の底部にストーク10が連通されている。そして、ストーク10の下端は、保持炉2に保持されている溶湯Mの深さ方向の中央部に浸漬されている。キャビティ3は、成形する製品Pの形状に応じて形成されている。テストピース成形部4A、4B・・・は、溶湯Mの品質評価法(後述する)と対応して成形するテストピースTPA、TPB・・・の形状に応じて形成されている。キャビティ3のストーク10と連通している底部と反対側の上方部には、各テストピース成形部4A、4B・・・と連通する連通部5がそれぞれ設けられている。各連通部5は、成形するテストピースTPの長さや形状などに応じて単数または複数で設けることができる(後述する図2の連結部Rを参照)。
【0029】
次に、本発明の溶湯の品質評価方法を、上述したように構成された鋳型1を用いて低圧鋳造法により製品PとテストピースTPを成形する場合により、図1および図2に基づいて詳細に説明する。
本発明の溶湯の品質評価方法は、概略、溶湯Mの品質を評価するためのテストピースTPを成形するテストピース成形部4が、製品Pを成形するキャビティ3と連通して形成された鋳型1を用意し、鋳型1内に溶湯Mを注入して製品PとテストピースTPとを同時に一体成形し、製品PとテストピースTPとを分離させ、所定の評価法によりテストピースTPに基づいて製品Pを成形する溶湯Mの品質を評価するものである。
【0030】
製品PとテストピースTPを成形するに際して、最初に、上述したように、製品Pを成形するキャビティ3と、テストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4を連通する連通部5とが内部に形成される鋳型1を用意する。下型11は、保持炉2の上方に配置されており、保持炉2の上方開口部21を閉塞している。保持炉2内には溶湯Mが保持されており、鋳型1は下型11に対して上型12が型閉じされた状態とされている。そして、図1に矢印で示すように、保持炉2の側壁の上方に形成された通路20から不活性ガスなどの加圧流体Gを所定の圧力で吹き込むと、保持炉2内の溶湯Mの表面が加圧されて、ストーク10を介して鋳型1内へと押し上げられる。このとき、溶湯Mには、上述したように介在物Kが含まれているが、一般に介在物Kは溶湯Mよりも比重が重いため、図1に示したように、保持炉2に保持された溶湯Mの下方には介在物Kが多く含まれ、上方に含まれる介在物は量が少ない傾向にある。しかしながら、キャビティ3と連通するストーク10の下端が溶湯Mの深さ方向の中央部に位置しているため、介在物Kを平均して含んでいる溶湯Mが最初にストーク10を介して鋳型1内に押し上げられることとなる。
【0031】
ストーク10を介して押し上げられた最初の溶湯Mは、キャビティ3内に流入し、キャビティ3内をさらに押し上げられて、連通部5を介してテストピース成形部4に注入される。そして、キャビティ3と連通部5を介してテストピース成形部4に溶湯Mが充填され凝固すると、図2の(a)に示したように、製品Pと連結部Rを介してテストピースTPとが同じ品質の溶湯Mから同時に一体となった鋳物Cが成形されることとなる。その後、上型12を上昇させて型開きし、成形された鋳物Cを取り出して製品Pと連結部RとテストピースTPとに分離させる。
【0032】
ここで、成形されたテストピースTPの評価法の例について説明する。図2の(b)に示されたテストピースTPAは、Kモールド法に使用されるものであり、テストピースTPBは、ランズレー法に使用されるものである。
【0033】
Kモールド法では、平板状に成形されたテストピースTPAをたとえば5断面で切断し、その破面をすべて観察して、破面に現れた介在物Kの数をカウントし、各破面に現れた介在物Kの数の平均をK値とする。K値が小さいほど溶湯Mの清浄度が高く良好な製品Pを成形できるものと判断し、K値が大きいほど清浄度が低く良好な製品Pが成形できないものと判断される。
【0034】
ランズレー法は、溶湯Mの状態ではガスが溶け込みやすいが、溶湯Mが固化するときの過程で溶け込んだガスが気泡となり、ガス欠陥やピンホール欠陥などの不良となるため、介在物Kとして溶湯中に含まれるガス量を測定するためのもので、丸棒状に成形されたテストピースTPBの最外周を除去加工し、このテストピースTPBを高温で溶融して発生したガス量を測定するものである。ランズレー法では、測定されたガス量が少ないほどガス欠陥の少ない良好な製品Pを成形できるものと判断し、ガス量が多いほどガス欠陥が多く良好な製品Pを成形できないものと判断される。
【0035】
ポドファ(PoDFA)法は、平板状など適当な形状に成形されたテストピースTPを溶かしてフィルターにかけ、フィルターに捕捉された酸化皮膜や不純物などの介在物Kの数や面積をカウントし、これらの介在物Kの数や面積の数値が小さいほど溶湯Mの清浄度が高く良好な製品Pを成形できるものと判断し、これらの数値が大きいほど溶湯Mの清浄度が低く良好な製品Pが成形できないものと判断される。
【0036】
本発明では、製品Pと同じ溶湯Mで、製品Pの成形と同時に、製品Pの成形毎に、従来の技術のように柄杓Lを用いて手作業によることなく、テストピースTPを成形することができる。そのため、成形されたテストピースTPを使用して、溶湯Mの品質を適切に評価することができる。そのため、図3に示すように、鋳込み数が重ねられることにより増加する介在物の推移を正確に把握できるため、製品が良品となる介在物Kの数の許容範囲である規定値を、これまでの(現在の)規定値よりも高い新たな規定値に設定することができる。
【図面の簡単な説明】
【0037】
【図1】本発明の鋳型の実施の一形態を説明するために示した断面図である。
【図2】本発明の鋳型により製品とテストピースとが一体に成形された鋳物と、この鋳物から分離されたテストピースの形状の実施の一形態を説明するために示した斜視図である。
【図3】本発明により把握される鋳込み数による介在物の推移と、従来の技術において推定されていた鋳込み数による介在物の推移とを説明するために示したグラフである。
【図4】柄杓によって保持炉から溶湯をすくってテストピース成形型に注湯していた従来の技術を説明するために示した断面図である。
【符号の説明】
【0038】
1:鋳型、 2:保持炉、 3:キャビティ、 4:テストピース成形部、 5:連通部 10:ストーク、 P:製品、 R:連結部、 TP:テストピース
【技術分野】
【0001】
本発明は、溶湯の品質評価方法および鋳型に関し、さらに詳しくは、鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法、および、溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型に関するものである。
【背景技術】
【0002】
たとえば自動車のエンジンシリンダヘッドなどのようなアルミニウム合金からなる製品(粗形材を含む)を鋳造するための一つの手法として、低圧鋳造法が特に広く用いられている。低圧鋳造法では一般に、溶湯を保持した保持炉の上に鋳型を配置し、鋳型に設けられたストークの下端を保持炉の溶湯内に浸漬し、保持炉内部を加圧することによりストークを介して溶湯を鋳型へ押し上げて充填し、溶湯を凝固させて所定形状の製品を成形している。一般に、ストークの下端は、確実に溶湯を押し上げることができるよう、溶湯の深さ方向中間部に位置している。
【0003】
ところで、上述したようなアルミ鋳物製品を成形する場合の溶湯はAl2O3、MgO、MgAl2O4などの酸化物や他の不純物を形成しやすいが、これらの酸化物等が特に成形された製品の加工面に現れると、鋳物不良となり、また成形後の機械加工において加工刃具が損傷する原因となる。また、溶湯の状態ではガス(特に水素ガス)が溶け込みやすいが、溶湯が固化する過程では溶け込んだガスが気泡となってガス欠陥やピンホール欠陥などの不良となる。本発明では、上述した酸化物や他の不純物、溶湯に溶け込んで製品に気泡が発生する原因となるガスなど、溶湯の清浄度を低下(悪化)させて製品に混入し不良原因となるものをまとめて介在物と称する。製品の品質確保のためには、製品を成形する溶湯に介在物がどの程度含まれているかを、適切に評価することが必要である。なお、アルミ鋳物製品を成形する場合に、図4の(a)に示すように、一般に介在物Kは、アルミ溶湯Mよりも比重が重いことから保持炉2´の底に沈殿し易く、したがって、アルミ溶湯Mの表層部分には介在物の量が少ない。
【0004】
溶湯の清浄度などの品質を調査し評価するために、図4の(b)に示したように、保持炉2´の溶湯Mを柄杓Lですくうなどして、テストピース成形型100に流し込み凝固させてテストピースTP´を成形し、このテストピースTP´に基づいて溶湯Mの品質を評価することが従来から一般に行われている。低圧鋳造法においては、保持された溶湯Mを押し上げるために、保持炉2´が密閉構造となっており、柄杓Lなどで溶湯Mを保持炉2´から採取することが容易ではない。そのため、従来では溶湯Mの清浄度を評価するために一般に、製品の成形前に、保持炉2´の溶湯Mを採取してテストピースTP´を成形していた。溶湯を採取するための柄杓として、特許文献1が知られている。
【0005】
特許文献1には、容器と柄とからなる溶湯サンプル採取用の杓において、前記容器の表面にシェル・モールド砂で耐火材層を形成したことを特徴とする溶湯サンプル採取用杓が開示されている。
【0006】
そして、図3に示すように、製品の成形回数(鋳込み回数)が増えると、テストピースに現れる介在物の数も増加する傾向にある。そこで、従来の技術では、製品の成形前に採取した溶湯Mで成形したテストピースTP´の介在物Kの数を測定することにより品質評価を実施し(図3の溶湯品質評価実施における黒点を参照)、この評価から鋳込み回数を重ねるにしたがって増加する介在物の数の推移を予想し(図3に二点鎖線で示したグラフを参照)、製品が良品となる介在物Kの数の許容範囲である規定値(図3に現在の規定値と表示された二点鎖線で示した水平線を参照)を設定していた。
【0007】
【特許文献1】実開平7−12968号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、図4の(a)に示したように、テストピースTP´を成形するために保持炉2´内に保持された溶湯Mを柄杓Lなどですくう場合、溶湯Mの表層部分をすくうこととなる。ところが、上述したように、溶湯Mの表層部分は介在物Kが比較的少なく、比重が重い介在物Kは溶湯Mの保持炉2´の底に沈殿しやすい。そして、実際に鋳型に押し上げられる溶湯Mは、その深さ方向中間部に配置されたストーク10(図1を参照)の下端から導入される。したがって、サンプリングのためにテストピースTP´を成形する溶湯Mと、実際にストーク10を介して鋳型内に充填される溶湯Mとが保持炉2´内の異なる位置から採取される。そのため、成形されたテストピースTP´が実際に成形される製品の品質を反映しておらず、製品を成形する溶湯Mの品質を適切に評価することができないという問題があった。また、従来の技術にあっては、製品を成形する鋳型とテストピース成形型100とを個別に用意して、製品とテストピースTP´とをそれぞれ個別の工程で成形する必要があることから、コストがかかるという問題があった。さらに、従来の技術にあっては、テストピース成形型100への溶湯の流し込みは柄杓Lを用いて手作業で行うため、手間がかかるだけでなく、成形されたテストピースTP´の品質にバラツキが生じるために溶湯を安定して評価することができないという問題や、テストピースTP´を自動化された設備により成形することができないなどの問題もあった。
【0009】
また、従来の技術にあっては、図3に黒点で示したように、製品の成形前に採取した溶湯により成形したテストピースTP´のみを品質評価していたため、鋳込み回数を重ねるにしたがって増加する介在物の数の推移の予想(図3に二点鎖線で示したグラフ:トレーサビリティということもできる)が適切であるか否かが明確ではなく、また、製品が良品となる介在物の数の規定値(図3に二点鎖線で示した水平線)の設定が適切であるか否かも明確ではなく、溶湯の、ひいては製品の品質を適切に管理することができないという問題などもあった。
【0010】
本発明は、上述した問題に鑑みてなされたもので、簡単な構成で、製品を成形する溶湯の品質を評価するためのテストピースを容易に且つ適切に成形することができ、もって、製品を成形する溶湯の品質を適切に評価することができる方法、および、鋳型を提供することを目的とする。
【課題を解決するための手段】
【0011】
請求項1の溶湯の品質評価方法に係る発明は、上記目的を達成するため、鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、該製品とテストピースとを分離させ、該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とするものである。
請求項2の鋳型に係る発明は、上記目的を達成するため、溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とするものである。
【発明の効果】
【0012】
請求項1の発明では、溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型内に溶湯を注入すると、同じ品質の溶湯から製品とテストピースとが同時に一体成形される。この成形された製品とテストピースとを分離させて、テストピースに基づいて製品を成形する毎に溶湯の品質を評価することができる。
請求項2の発明では、鋳型内に溶湯を注入すると、この同じ品質の溶湯から、キャビティによる所定形状の製品と、溶湯の品質評価用のテストピースとが同時に一体成形される。テストピースを製品から分離することにより、このテストピースに基づいて製品を成形する毎に溶湯の品質を評価することができる。
【0013】
(発明の態様)
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。請求可能発明は、少なくとも、請求の範囲に記載された発明である「本発明」ないし「本願発明」を含むが、本願発明の下位概念発明や、本願発明の上位概念あるいは別概念の発明を含むこともある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。なお、以下の各項において、(1)項が請求項1に相当し、(4)項が請求項2に相当する。
【0014】
(1) 鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、
溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、
該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、
該製品とテストピースとを分離させ、
該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とする溶湯の品質評価方法。
【0015】
(1)項に記載の発明では、製品を成形する鋳型で、製品を成形する溶湯を用いて、テストピースを製品と同時に一体に成形するため、テストピースを製品から分離して、テストピースを切破してその破面を観察するなど、所定の方法を用いることにより、製品を成形する毎に溶湯の品質を適切に評価することができる。
【0016】
(2) 低圧鋳造法により溶湯を鋳型内に注入することを特徴とする(1)項に記載の溶湯の品質評価方法。
【0017】
(2)項の発明では、(1)項に記載の発明において、低圧鋳造法によりストークを介して保持炉から溶湯を押し上げて鋳型内に注入すると、保持炉内に保持された溶湯の適切な深さから鋳型内のキャビティとこれに連通するテストピース成形部とに溶湯が充填されて製品とテストピースが同時に一体成形される。
【0018】
(3) テストピース成形部を前記キャビティの上方と連通させることを特徴とする(2)項記載の溶湯の品質評価方法。
【0019】
(3)項の発明では、(2)項記載の発明において、テストピース成形部を前記キャビティの上方と連通させると、低圧鋳造法により保持炉からストークを介してキャビティに最初に注入された溶湯が下方から押し上げられてテストピース成形部に流入するため、テストピースを適切に成形することができ、したがって、かかるテストピースに基づいて溶湯の品質を適切に評価することができる。
【0020】
(4) 溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、
前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とする鋳型。
【0021】
(4)項の発明では、テストピース成形部をキャビティと連通させて設けたことにより、同じ品質の溶湯によってキャビティによる所定形状の製品と、溶湯の品質評価用のテストピースとを同時に一体成形することができるため、テストピースを製品から分離し、テストピースを切断してその破面を観察するなど、所定の方法を用いることにより、製品を成形する毎に溶湯の品質を適切に評価することができる。
【0022】
(5) 保持炉に保持された溶湯内に下端が浸漬されるストークを備えた低圧鋳造用のものであることを特徴とする(4)項に記載の鋳型。
【0023】
(5)項の発明では、(4)項記載の発明において、低圧鋳造法によりストークを介して保持炉から溶湯が押し上げられて鋳型内に注入されるため、保持炉内に保持された溶湯の適切な深さから鋳型内のキャビティとこれに連通するテストピース成形部とに溶湯が充填されて製品とテストピースを同時に一体成形する。
【0024】
(6) テストピース成形部が前記キャビティの上方と連通されていることを特徴とする(5)項記載の鋳型。
【0025】
(6)項の発明では、(5)項に記載の発明において、テストピース成形部が前記キャビティの上方と連通されていることにより、キャビティに最初に注入された溶湯が下方から押し上げられてテストピース成形部に流入する。低圧鋳造法により保持炉からストークを介してキャビティに最初に注入された溶湯を下方から押し上げてテストピース成形部に流入させるため、テストピースが適切に成形され、したがって、かかるテストピースに基づいて溶湯の品質を適切に評価することができる。
【発明を実施するための最良の形態】
【0026】
最初に、本発明による鋳型の実施の一形態を、図1に基づいて説明する。同一符号は、同様または相当する部分を示すものとする。
本発明の鋳型1は、概略、保持炉2の上方に配置されてストーク10を介して溶湯Mが押し上げられるように充填される低圧鋳造法に用いられるもので、所定形状の製品Pを成形するためのキャビティ3と、溶湯Mの品質評価用のテストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4とを連通する連通部5とを備えている。
【0027】
保持炉2は、金属材料を溶解し溶湯補給口を介して補給される溶湯Mを貯留すると共にその温度を保持するためのもので、この実施の形態では、底から所定の深さで溶湯Mが保持されている。保持炉の側壁の上方には、保持炉2内に不活性ガスなどの加圧流体Gを供給するための通路20が形成されている。保持炉2の上方開口部21は、鋳型1が配置されていることにより閉塞されている。
【0028】
この実施の形態における鋳型1は、下型11と上型12により構成されており、下型11には下方に延びるストーク10を有している。下型11に対して上型12を型閉じした状態では、鋳型1の内部にキャビティ3と、テストピース成形部4と、連通部5とが形成されており、キャビティ3の底部にストーク10が連通されている。そして、ストーク10の下端は、保持炉2に保持されている溶湯Mの深さ方向の中央部に浸漬されている。キャビティ3は、成形する製品Pの形状に応じて形成されている。テストピース成形部4A、4B・・・は、溶湯Mの品質評価法(後述する)と対応して成形するテストピースTPA、TPB・・・の形状に応じて形成されている。キャビティ3のストーク10と連通している底部と反対側の上方部には、各テストピース成形部4A、4B・・・と連通する連通部5がそれぞれ設けられている。各連通部5は、成形するテストピースTPの長さや形状などに応じて単数または複数で設けることができる(後述する図2の連結部Rを参照)。
【0029】
次に、本発明の溶湯の品質評価方法を、上述したように構成された鋳型1を用いて低圧鋳造法により製品PとテストピースTPを成形する場合により、図1および図2に基づいて詳細に説明する。
本発明の溶湯の品質評価方法は、概略、溶湯Mの品質を評価するためのテストピースTPを成形するテストピース成形部4が、製品Pを成形するキャビティ3と連通して形成された鋳型1を用意し、鋳型1内に溶湯Mを注入して製品PとテストピースTPとを同時に一体成形し、製品PとテストピースTPとを分離させ、所定の評価法によりテストピースTPに基づいて製品Pを成形する溶湯Mの品質を評価するものである。
【0030】
製品PとテストピースTPを成形するに際して、最初に、上述したように、製品Pを成形するキャビティ3と、テストピースTPを成形するテストピース成形部4と、キャビティ3とテストピース成形部4を連通する連通部5とが内部に形成される鋳型1を用意する。下型11は、保持炉2の上方に配置されており、保持炉2の上方開口部21を閉塞している。保持炉2内には溶湯Mが保持されており、鋳型1は下型11に対して上型12が型閉じされた状態とされている。そして、図1に矢印で示すように、保持炉2の側壁の上方に形成された通路20から不活性ガスなどの加圧流体Gを所定の圧力で吹き込むと、保持炉2内の溶湯Mの表面が加圧されて、ストーク10を介して鋳型1内へと押し上げられる。このとき、溶湯Mには、上述したように介在物Kが含まれているが、一般に介在物Kは溶湯Mよりも比重が重いため、図1に示したように、保持炉2に保持された溶湯Mの下方には介在物Kが多く含まれ、上方に含まれる介在物は量が少ない傾向にある。しかしながら、キャビティ3と連通するストーク10の下端が溶湯Mの深さ方向の中央部に位置しているため、介在物Kを平均して含んでいる溶湯Mが最初にストーク10を介して鋳型1内に押し上げられることとなる。
【0031】
ストーク10を介して押し上げられた最初の溶湯Mは、キャビティ3内に流入し、キャビティ3内をさらに押し上げられて、連通部5を介してテストピース成形部4に注入される。そして、キャビティ3と連通部5を介してテストピース成形部4に溶湯Mが充填され凝固すると、図2の(a)に示したように、製品Pと連結部Rを介してテストピースTPとが同じ品質の溶湯Mから同時に一体となった鋳物Cが成形されることとなる。その後、上型12を上昇させて型開きし、成形された鋳物Cを取り出して製品Pと連結部RとテストピースTPとに分離させる。
【0032】
ここで、成形されたテストピースTPの評価法の例について説明する。図2の(b)に示されたテストピースTPAは、Kモールド法に使用されるものであり、テストピースTPBは、ランズレー法に使用されるものである。
【0033】
Kモールド法では、平板状に成形されたテストピースTPAをたとえば5断面で切断し、その破面をすべて観察して、破面に現れた介在物Kの数をカウントし、各破面に現れた介在物Kの数の平均をK値とする。K値が小さいほど溶湯Mの清浄度が高く良好な製品Pを成形できるものと判断し、K値が大きいほど清浄度が低く良好な製品Pが成形できないものと判断される。
【0034】
ランズレー法は、溶湯Mの状態ではガスが溶け込みやすいが、溶湯Mが固化するときの過程で溶け込んだガスが気泡となり、ガス欠陥やピンホール欠陥などの不良となるため、介在物Kとして溶湯中に含まれるガス量を測定するためのもので、丸棒状に成形されたテストピースTPBの最外周を除去加工し、このテストピースTPBを高温で溶融して発生したガス量を測定するものである。ランズレー法では、測定されたガス量が少ないほどガス欠陥の少ない良好な製品Pを成形できるものと判断し、ガス量が多いほどガス欠陥が多く良好な製品Pを成形できないものと判断される。
【0035】
ポドファ(PoDFA)法は、平板状など適当な形状に成形されたテストピースTPを溶かしてフィルターにかけ、フィルターに捕捉された酸化皮膜や不純物などの介在物Kの数や面積をカウントし、これらの介在物Kの数や面積の数値が小さいほど溶湯Mの清浄度が高く良好な製品Pを成形できるものと判断し、これらの数値が大きいほど溶湯Mの清浄度が低く良好な製品Pが成形できないものと判断される。
【0036】
本発明では、製品Pと同じ溶湯Mで、製品Pの成形と同時に、製品Pの成形毎に、従来の技術のように柄杓Lを用いて手作業によることなく、テストピースTPを成形することができる。そのため、成形されたテストピースTPを使用して、溶湯Mの品質を適切に評価することができる。そのため、図3に示すように、鋳込み数が重ねられることにより増加する介在物の推移を正確に把握できるため、製品が良品となる介在物Kの数の許容範囲である規定値を、これまでの(現在の)規定値よりも高い新たな規定値に設定することができる。
【図面の簡単な説明】
【0037】
【図1】本発明の鋳型の実施の一形態を説明するために示した断面図である。
【図2】本発明の鋳型により製品とテストピースとが一体に成形された鋳物と、この鋳物から分離されたテストピースの形状の実施の一形態を説明するために示した斜視図である。
【図3】本発明により把握される鋳込み数による介在物の推移と、従来の技術において推定されていた鋳込み数による介在物の推移とを説明するために示したグラフである。
【図4】柄杓によって保持炉から溶湯をすくってテストピース成形型に注湯していた従来の技術を説明するために示した断面図である。
【符号の説明】
【0038】
1:鋳型、 2:保持炉、 3:キャビティ、 4:テストピース成形部、 5:連通部 10:ストーク、 P:製品、 R:連結部、 TP:テストピース
【特許請求の範囲】
【請求項1】
鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、
溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、
該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、
該製品とテストピースとを分離させ、
該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とする溶湯の品質評価方法。
【請求項2】
溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、
前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とする鋳型。
【請求項1】
鋳型内のキャビティに注入されて製品を成形する溶湯の品質を評価する方法であって、
溶湯の品質評価用のテストピース成形部が前記キャビティと連通して形成された鋳型を用意し、
該鋳型内に溶湯を注入して製品とテストピースとを同時に一体成形し、
該製品とテストピースとを分離させ、
該テストピースに基づいて製品を成形する溶湯の品質を評価することを特徴とする溶湯の品質評価方法。
【請求項2】
溶湯が注入されて所定形状の製品を成形するためのキャビティを内部に備えた鋳型であって、
前記溶湯の品質評価用のテストピースを成形するテストピース成形部を前記キャビティに連通させて設けたことを特徴とする鋳型。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−139266(P2009−139266A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−316962(P2007−316962)
【出願日】平成19年12月7日(2007.12.7)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月7日(2007.12.7)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]