
溶融めっき金属帯の製造装置
【課題】ガイドロールに転がり軸受けを使用した簡単な構成で、設備費及び保守管理費が安く、高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供する。
【解決手段】めっき槽本体19と、その上部に配置され、金属帯13が進入する底部がめっき槽本体19内のめっき浴21中に浸漬し、金属帯13が通過する天井部がめっき槽本体19内の浴面22より上位置となる部分浴槽20とを有し、めっき槽本体19から部分浴槽20に溶融金属を供給する溶融金属供給手段33が設けられ、部分浴槽20内の浴面36高さがめっき槽本体19内の浴面22の高さより高く保持され、部分浴槽20内のガイドロール15、16は、両軸部24、25を部分浴槽20の外部に貫通させ、貫通した両軸部24、25は、めっき槽本体19内の浴面22より上方位置に配置され、部分浴槽20の外部の軸受け30で支持されている。
【解決手段】めっき槽本体19と、その上部に配置され、金属帯13が進入する底部がめっき槽本体19内のめっき浴21中に浸漬し、金属帯13が通過する天井部がめっき槽本体19内の浴面22より上位置となる部分浴槽20とを有し、めっき槽本体19から部分浴槽20に溶融金属を供給する溶融金属供給手段33が設けられ、部分浴槽20内の浴面36高さがめっき槽本体19内の浴面22の高さより高く保持され、部分浴槽20内のガイドロール15、16は、両軸部24、25を部分浴槽20の外部に貫通させ、貫通した両軸部24、25は、めっき槽本体19内の浴面22より上方位置に配置され、部分浴槽20の外部の軸受け30で支持されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続搬送される金属帯を溶融金属のめっき浴中に浸漬してめっきを施す溶融めっき金属帯の製造装置に関する。
【背景技術】
【0002】
一般に、連続搬送される金属帯を溶融金属のめっき浴中に浸漬してめっきを施す溶融めっき金属帯の製造装置では、溶融金属のめっき浴中に設けたシンクロールを介して金属帯をめっき浴中に通し、めっき浴から出てきた金属帯に付着しためっき層にガスを噴き付けてワイピングすることにより所定のめっき厚み(付着量)を得ている。そして、均一のめっき付着量を得るためには、金属帯の表面がガスを噴出するガスワイピングノズルに対して常に一定の位置を通過するように金属帯を搬送することが必要である。そこで、ガスワイピングノズル下方のめっき浴中に金属帯を支持する浴中支持ロール(ガイドロール)を設けて、金属帯の幅方向の反りを矯正し、かつ金属帯の表面がガスワイピングノズルに対して一定の位置を通過するようにしている。ここで、浴中支持ロール(ガイドロール)は常時めっき浴中で回転するため、例えば、特許文献1に記載されているように、浴中支持ロール(ガイドロール)の回転軸の両側を浴中に配設された軸受けでそれぞれ支持し、めっき浴外に設けた電動機の出力軸をめっき浴外カップリングを介してスピンドルの一端側と接続すると共に、スピンドルの他側を下方に向けて傾斜させてめっき浴中に浸漬させ、浴中支持ロール(ガイドロール)の回転軸の一端側に設けた浴中カップリングを介してスピンドルの他端側と接続する構成の駆動手段が採用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−228960号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、浴中支持ロール(ガイドロール)の回転軸を支持する軸受けは、例えば、亜鉛等の溶融金属の過酷なめっき浴中に配設されているため損耗が激しく、軸受け交換などの保守を頻繁に実施しなければならないという問題がある。そして、保守時には操業が停止するため、溶融めっき金属帯の生産性が低下するという問題も生じる。また、軸受けには、一般に円筒滑り軸受けが使用されているが、過酷な環境に耐えるために、例えば、内部にセラミック等を使用した構造の特殊仕様品を使用しなければならず、更に、浴中支持ロール(ガイドロール)の駆動手段の構成が大掛かりとなるため、設備費が増大するという問題がある。そして、熱膨張を考慮して、浴中支持ロール(ガイドロール)の回転軸と軸受けとの間の遊び代(ガタ)は大きくしているので、浴中支持ロール(ガイドロール)に振動が発生し、金属帯の振動によるめっき付着量の変動(バラツキ)が発生し、品質が低下するという問題も生じる。
【0005】
本発明はかかる事情に鑑みてなされたもので、回転してめっき浴中で金属帯を案内する浴中支持ロール(ガイドロール)に転がり軸受けを使用した簡単な構成とすることで、設備費が安価で、溶融めっき金属帯の高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的に沿う本発明に係る溶融めっき金属帯の製造装置は、溶融金属のめっき浴を保持するめっき槽と、該めっき槽内に設置され、前記めっき浴中に進入した金属帯を方向転換させるシンクロールと、方向転換した前記金属帯を案内するガイドロールと、前記めっき槽の上方に設置され、前記金属帯の表裏に付着した溶融金属めっき量を調整する気体絞り手段とを有する溶融めっき金属帯の製造装置において、
前記めっき槽は、めっき槽本体と、該めっき槽本体の上部に配置され、前記金属帯が下方から進入する開口が形成された底部が該めっき槽本体内のめっき浴中に浸漬し、進入した該金属帯が外部に向けて通過する開放した天井部が前記めっき槽本体内のめっき浴の浴面よりも上位置となる部分浴槽とを有し、前記めっき槽本体内から溶融金属を前記部分浴槽に供給する溶融金属供給手段が設けられ、前記部分浴槽内のめっき浴の浴面高さが前記めっき槽本体内のめっき浴の浴面高さより高く保持され、前記ガイドロールは、前記部分浴槽内に該ガイドロールの両軸部を該部分浴槽の壁部から外部に貫通させて配置され、該壁部を貫通した前記両軸部は、前記めっき槽本体内のめっき浴の浴面より上方位置に配置され、前記部分浴槽の外部に設けられた軸受けでそれぞれ支持されている。
【0007】
本発明に係る溶融めっき金属帯の製造装置において、前記部分浴槽には、前記溶融金属供給手段により前記めっき槽本体内から該部分浴槽内に供給された溶融金属の一部を、前記ガイドロールの前記両軸部に接触させずにオーバーフローさせて該部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられていることが好ましい。
【0008】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールの前記両軸部がそれぞれ貫通する前記壁部に、該両軸部が挿通するスリーブを設け、該スリーブ内の該両軸部の外周面と該スリーブの内周面との隙間に、前記部分浴槽内の溶融金属が前記隙間に浸入するのを抑制する堰部材を設けることが好ましい。
【0009】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールは回転駆動され、しかも回転速度は調整可能であることが好ましい。
【0010】
本発明に係る溶融めっき金属帯の製造装置において、前記両軸部の端部には、該両軸部の前記部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられていることが好ましい。
【0011】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールとすることができる。
また、前記ガイドロールは、前記金属帯を支持する浴中支持ロールとすることもできる。
更に、溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールと、該浴中支持ロールの上方位置に配置され、該金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールとしてもよい。
【発明の効果】
【0012】
本発明に係る溶融めっき金属帯の製造装置においては、ガイドロールの軸受けは、部分浴槽の外に設けられているため、操業による損耗が従来に比して激減し、保守に伴う設備の停止頻度が激減し、生産性が向上する。また、使用する軸受けの構成を特殊仕様とする必要がなく、軸受けの価格が安価となって、設備費用及び保守管理費用の大幅な低減が可能となる。更に、回転するガイドロールはシンプルな構成となり、設備費が安価となる。そして、軸受けを部分浴槽の外に設けることで、熱膨張を考慮して、ガイドロールの回転軸と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生するガイドロールの振動を抑制して、溶融めっき金属帯の品質低下を防止できる。なお、部分浴槽の壁部から溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体内に流入するため、安全であり、大掛かりな保守が不要となる。
【0013】
本発明に係る溶融めっき金属帯の製造装置において、部分浴槽に、溶融金属供給手段によりめっき槽本体内から部分浴槽内に供給された溶融金属の一部を、ガイドロールの両軸部に接触させずにオーバーフローさせて部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられている場合、ガイドロールの両軸部が溶融金属を浴びることがなく、ガイドロールの健全性を長期に亘って維持できる。
【0014】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールの両軸部がそれぞれ貫通する壁部に、両軸部が挿通するスリーブを設け、スリーブ内の両軸部の外周面とスリーブの内周面との隙間に、部分浴槽内の溶融金属が隙間に浸入するのを抑制する堰部材を設けた場合、部分浴槽の当該隙間部の深さが浅いため、隙間に作用する溶融金属の圧力も小さく、複雑な構成の軸封手段を用いることなくシンプルな構成により溶融金属が部分浴槽から外部に流出することを防止できる。その結果、設備費を低減することができると共に、保守管理も容易になり、保守管理費用も低減できる。
【0015】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールは回転駆動され、しかも回転速度は調整可能である場合、金属帯の通板速度が高速になった際には、ガイドロールと金属板との間に過剰な滑りが発生しないようにガイドロールを高速で回転させることができ、ガイドロールと接触する金属帯の表面に疵が発生するのを防止できる。
【0016】
本発明に係る溶融めっき金属帯の製造装置において、両軸部の端部に、両軸部の部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられている場合、軸受けと接触する両軸部の温度を低下させることができ、一般的な汎用軸受け(転がり軸受け)の使用が可能になる。
【0017】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールが、溶融金属絞りロール、浴中支持ロール、浴中支持ロール及び溶融金属絞りロールのいずれかである場合、金属帯の振動を抑え、めっき付着量の変動を防止して、溶融めっき金属帯の高品質化を図ることができる。
【図面の簡単な説明】
【0018】
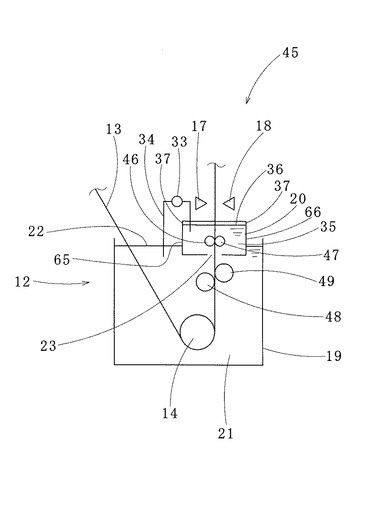
【図1】本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【図2】同溶融めっき金属帯の製造装置の浴中支持ロールの支持方法を示す説明図である。
【図3】(A)は本発明の第2の実施の形態に係る溶融めっき金属帯の製造装置に設けられた堰部材の説明図、(B)は変形例に係る堰部材の説明図である。
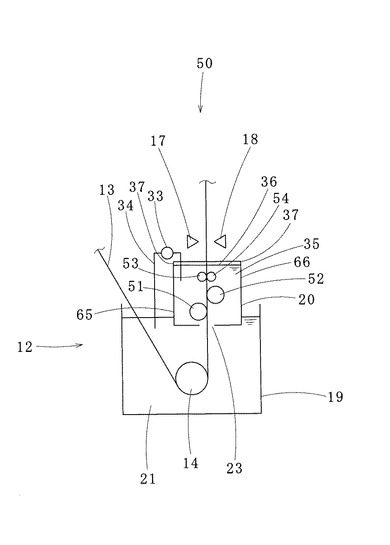
【図4】本発明の第3の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【図5】本発明の第4の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
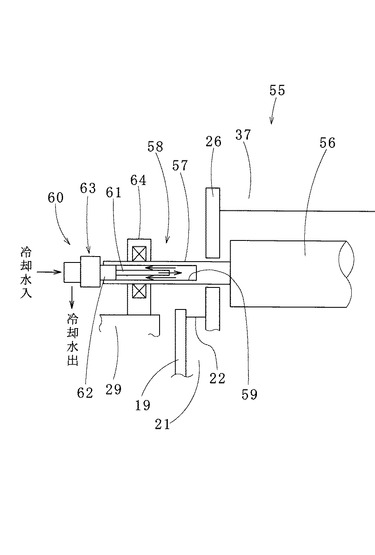
【図6】本発明の第5の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【発明を実施するための形態】
【0019】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
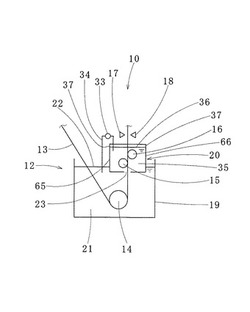
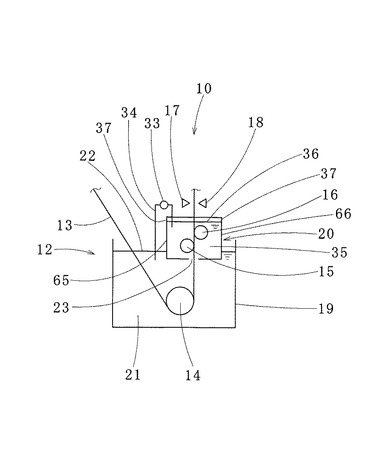
図1、図2に示すように、本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置10は、溶融金属のめっき浴(めっき浴21とめっき浴35を含む)を保持するめっき槽12と、めっき槽12内に設置され、めっき浴中に進入した金属帯13を方向転換させるシンクロール14と、方向転換した金属帯13を案内するガイドロールの一例である対となる浴中支持ロール15、16と、めっき槽12の上方に設置され、金属帯13の表裏に付着した溶融金属めっき量を調整する気体絞り手段の一例である対となるガスワイピングノズル17、18とを有している。ここで、めっき浴を形成している溶融金属は、例えば、亜鉛やアルミニウムやこれらの合金である。以下詳細に説明する。
【0020】
めっき槽12は、めっき槽本体19と、めっき槽本体19の上部に配置された部分浴槽20とを有している。ここで、めっき槽本体19は、上部が開放した容器である。そして、めっき槽本体19内の底部には、シンクロール14が軸受け(図示せず)により回転可能に設けられている。これにより、めっき槽本体19の斜め上方から連続搬送される金属帯13をめっき槽本体19のめっき浴21中に浸漬(進入)させた後、上方へ方向転換させることができる。
【0021】
部分浴槽20は、底部がめっき槽本体19内のめっき浴21中に浸漬し、天井部がめっき槽本体19内のめっき浴21の浴面22よりも上位置となるように、図示しない取付け部材を介してめっき槽本体19の上部に取付けられている。ここで、部分浴槽20の底部には、シンクロール14で上方へ方向転換した金属帯13が下方から進入する開口23が形成され、天井部は進入した金属帯13が外部に向けて通過できるように開放されている。
【0022】
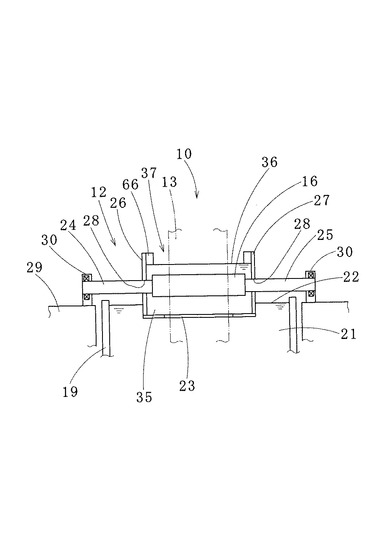
また、部分浴槽20内には、浴中支持ロール15、16が段違いに配置され、部分浴槽20内に進入した金属帯13の両面にそれぞれ異なる高さ位置で接触して通過する金属帯13を支持している。そして、浴中支持ロール15、16それぞれの両軸部24、25は、部分浴槽20の対向する壁部26、27から、壁部26、27にそれぞれ形成された貫通孔28(内径は、両軸部24、25及び壁部26、27の熱膨張を考慮して、操業時に貫通孔28の内周面と両軸部24、25の外周面との間に僅少の隙間が形成されるように調整されている)を介して外部に突出している。なお、貫通孔28の内周面と両軸部24、25の外周面との間に形成される僅少の隙間から部分浴槽20内の溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体19内に落下(流入)するため、安全であり、大掛かりな保守が不要となる。
【0023】
ここで、壁部26、27をそれぞれ貫通した軸部24、25は、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置され、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた一対の汎用の軸受け(転がり軸受け)30にそれぞれ支持されている。そして、浴中支持ロール15、16の両軸部24、25の一方は、例えば、カップリングで構成された回転伝達機構(図示せず)を介して、減速機付き電動機の出力軸と接続している。浴中支持ロール15、16を設けることで、方向転換した金属帯13をガイドすると共に、金属帯13の反りを矯正している。
【0024】
部分浴槽20内のめっき浴35とめっき槽本体19内のめっき浴21は、部分浴槽20の底部に形成された開口23を介して連通している。また、めっき槽本体19内の溶融金属を部分浴槽20内に供給する溶融金属供給手段の一例であるポンプ33を備えた接続管34がその端部をめっき槽本体19内のめっき浴21に浸漬させて設けられている。更に、部分浴槽20の両軸部24、25が貫通している壁部26、27とは異なる壁部65、66の上部には、ポンプ33によりめっき槽本体19内から部分浴槽20内に供給された溶融金属の一部を、浴中支持ロール15、16の両軸部24、25に接触させずにオーバーフローさせて、部分浴槽20内のめっき浴35の浴面36のレベルを一定に保持する流出部37が設けられている。両軸部24、25が溶融金属を浴びることがないので、浴中支持ロール15、16の健全性を長期に亘って維持できる。
【0025】
図1に示すように、部分浴槽20の上方には、対となるガスワイピングノズル17、18が、部分浴槽20のめっき浴35から引き上げられた金属帯13の表面とは間隔を有し、しかも、金属帯13の幅方向に亘って対向配置されている。これにより、金属帯13の幅方向に亘ってガス(例えば、空気、窒素、又は不活性ガス)を吹付け、金属帯13の表面に付着した溶融金属の一部を除去して、溶融金属めっき付着量を調整している。
【0026】
続いて、本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置10の作用について説明する。
浴中支持ロール15、16それぞれの両軸部24、25を支持する軸受け30が、部分浴槽20の外、例えば、めっき槽本体19を支持する架台29に設けられて、従来のように溶融金属のめっき浴中に浸漬されていない。このため、操業に伴う軸受け30の損耗が従来に比して激減し、保守(例えば、軸受け30の交換)に伴う溶融めっき金属帯の製造装置10の停止頻度を激減することができる。その結果、溶融めっき金属帯の製造装置10の生産性が向上する。そして、軸受け30が溶融金属のめっき浴中に浸漬されていないため、軸受け30を特殊仕様とする必要がなくなるため、軸受け30の価格が安価となって、溶融めっき金属帯の製造装置10の設備費用及び保守管理費用の大幅な低減が可能となる。
【0027】
浴中支持ロール15、16の軸受け30を部分浴槽20の外に設けることで、熱膨張を考慮して、浴中支持ロール15、16の両軸部24、25と軸受け30との間の遊び代を大きく設定する必要がなくなり、操業時に発生する浴中支持ロール15、16の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13に付着する溶融金属量(めっき付着量)の変動が防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0028】
更に、浴中支持ロール15、16の軸受け30が溶融金属のめっき浴中に浸漬されないことにより、浴中支持ロール15、16に回転力を伝達する回転伝達機構に、従来のようにめっき浴中に一部が浸漬されるスピンドル等を用いる必要がなくなり、回転伝達機構等をシンプルな構成とすることができ、溶融めっき金属帯の製造装置10の設備費が安価となる。また、回転伝達機構等をシンプルな構成とできることから、浴中支持ロール15、16の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて浴中支持ロール15、16の回転速度を調整することができ、浴中支持ロール15、16と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0029】
めっき槽本体19と部分浴槽20間にポンプ33を備えた接続管34が設けられ、部分浴槽20の上部には、部分浴槽20内の溶融金属の一部を浴中支持ロール15、16の両軸部24、25に接触させずにオーバーフローさせる流出部37が設けられているので、ポンプ31によりめっき槽本体19内から部分浴槽20内に供給される溶融金属の供給量を、部分浴槽20の底部に形成された開口23を介して部分浴槽20内からめっき槽本体19内に移動する溶融金属の流出量と、浴中支持ロール15、16の両軸部24、25の外周面と貫通孔28の内周面との隙間から流出する溶融金属の流出量との総流出量より多くすることで、流出部37から溶融金属を常に流出させて部分浴槽20内のめっき浴35の浴面36の高さをめっき槽本体19内のめっき浴21の浴面22の高さより高く保持することができる。これにより、操業時にめっき槽本体19内のめっき浴21の浴面22が変動(例えば、上下に約10mmの範囲で変動する)しても、部分浴槽20内のめっき浴35の浴面36レベルを常に一定レベルに維持でき、金属帯13に付着する溶融金属量(めっき付着量)が安定化する。
【0030】
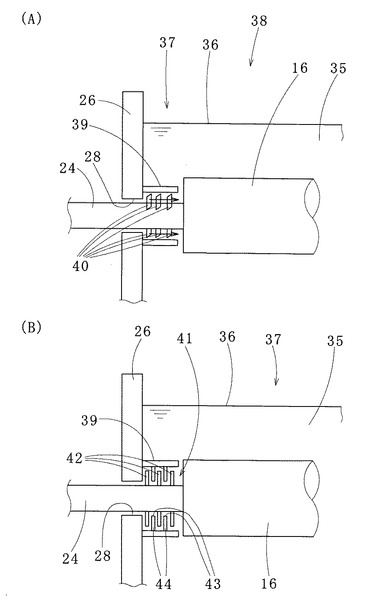
図3(A)に示す本発明の第2の実施の形態に係る溶融めっき金属帯の製造装置38は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、壁部26、27に形成した貫通孔28の中心位置に軸心位置を一致させて、壁部26、27に部分浴槽20内に突出するスリーブ39をそれぞれ取付けて、浴中支持ロール15、16の両軸部24、25を挿通させると共に、スリーブ39内の両軸部24、25の外周部分に、部分浴槽20内からスリーブ39内に溶融金属が浸入するのを抑制する堰部材の一例であり、スリーブ39内に侵入した溶融金属を部分浴槽20内に戻す複数の送り羽根40を設けたことが特徴となっている。このため、送り羽根40についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。
【0031】
送り羽根40は、スリーブ39内の両軸部24、25の外周部分に、例えば、周方向に等間隔(図3(A)では180度位置)で、軸方向に多段に設けられている。なお、浴中支持ロール15、16の回転方向に伴って送り羽根40が回転した際に、送り羽根40の周囲に存在する溶融金属にスリーブ39内から部分浴槽20内に向かう流れが形成されるように、浴中支持ロール15、16の回転方向に応じて送り羽根40の形状が決められている。そして、部分浴槽20の貫通孔28の深さが浅いため、浴中支持ロール15、16の両軸部24、25の外周面と貫通孔28の内周面との間の隙間に作用する溶融金属の圧力も小さくなるので、浴中支持ロール15、16と共に送り羽根40を回転させることで、複雑な構成の軸封手段を用いることなく、溶融金属が部分浴槽20に形成した貫通孔28を介して外部に流出することを防止できる。
【0032】
図3(B)に、変形例に係る堰部材41を示す。堰部材41は、スリーブ39内の両軸部24、25の外周部に軸方向に多段に設けられた第1のリング部材42と、スリーブ39の内周面に軸方向に多段に設けられ、中央部に両軸部24、25が貫通可能な孔43が形成された第2のリング部材44とを有し、両軸部24、25をスリーブ39に挿通させた際に、第2のリング部材44はスリーブ39内に設けられた第1のリング部材42に挟まれて、第1、第2のリング部材42、44間には僅少の隙間が形成されている。このような構成とすることにより、部分浴槽20内の溶融金属がスリーブ39内に浸入しても、溶融金属の表面張力により、溶融金属は第1、第2のリング部材42、44間の僅少の隙間内に浸入することができず、溶融金属が部分浴槽20に形成した貫通孔28を介して外部に流出することを防止できる。
【0033】
図4に示す本発明の第3の実施の形態に係る溶融めっき金属帯の製造装置45は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、部分浴槽20内に配置されるガイドロールが、金属帯13の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロール46、47であって、シンクロール14で方向転換した金属帯13をガイドすると共に、金属帯13の反りを矯正する対となる浴中支持ロール48、49は、めっき槽本体19内に設けられた図示しない軸受けで支持されていることが特徴となっている。このため、溶融金属絞りロール46、47についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。なお、浴中支持ロール48、49の軸受けは、内部にセラミック等を使用した構造の特殊仕様のものを使用し、浴中支持ロール48、49の駆動手段は、浴中支持ロール48、49の一端部を、一部がめっき浴中に浸漬されるスピンドルを介してそれぞれ浴外、浴中カップリングを用いて電動機と接続する駆動手段を使用する。
【0034】
溶融金属絞りロール46、47は、部分浴槽20内に進入した金属帯13の両面にそれぞれ同一高さ位置で接触して通過する金属帯13を挟むように配置されている。そして、溶融金属絞りロール46、47の両軸部(図示せず)は、部分浴槽20の対向する壁部26、27にそれぞれ形成された図示しない貫通孔を介して外部に突出している。ここで、貫通孔の内径は、溶融金属絞りロール46、47の両軸部及び壁部26、27の熱膨張を考慮して、操業時に貫通孔の内周面と両軸部の外周面との間に僅少の隙間が形成されるように調整されている。なお、貫通孔の内周面と両軸部の外周面との間に形成される僅少の隙間から、部分浴槽20内の溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体19内に落下(流入)するため、安全であり、大掛かりな保守が不要である。
【0035】
壁部26、27を貫通した溶融金属絞りロール46、47の両軸部は、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置され、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた汎用の軸受け(転がり軸受け)でそれぞれ支持されている。このため、操業に伴う軸受けの損耗が従来に比して激減し、軸受けの交換頻度を低下させることができる。そして、軸受けを特殊仕様とする必要がないため、軸受けの価格が安価となって、溶融めっき金属帯の製造装置45の設備費用及び保守管理費用の低減が可能となる。
【0036】
また、溶融金属絞りロール46、47の軸受けを部分浴槽20の外に設けることで、熱膨張を考慮して、溶融金属絞りロール46、47の両軸部と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生する溶融金属絞りロール46、47の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13の両面に付着する過剰な溶融金属を安定して除去することができ、金属帯13に付着する溶融金属量(めっき付着量)の変動を防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0037】
更に、溶融金属絞りロール46、47の両軸部のいずれか一方側と、例えばカップリングで構成された回転伝達機構(図示せず)を介して、減速機付き電動機の出力軸と接続することができ、回転伝達機構等をシンプルな構成とすることができ、溶融めっき金属帯の製造装置45の設備費が安価となる。そして、回転伝達機構等がシンプルな構成のため、溶融金属絞りロール46、47の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて溶融金属絞りロール46、47の回転速度を調整することができ、溶融金属絞りロール46、47と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0038】
図5に示す本発明の第4の実施の形態に係る溶融めっき金属帯の製造装置50は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、部分浴槽20内に配置されるガイドロールが、金属帯13を支持する対となる浴中支持ロール51、52と、浴中支持ロール51、52の上方位置に配置され、金属帯13の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロール53、54であることが特徴となっている。そして、浴中支持ロール51、52の構成は溶融めっき金属帯の製造装置10の浴中支持ロール15、16の構成と、溶融金属絞りロール53、54の構成は、第3の実施の形態に係る溶融めっき金属帯の製造装置45の溶融金属絞りロール46、47の構成とそれぞれ同一である。このため、詳細な説明は省略する。
【0039】
浴中支持ロール51、52の両軸部及び溶融金属絞りロール53、54の両軸部が、それぞれ壁部26、27を貫通し、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置されて、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた汎用の軸受け(転がり軸受け)でそれぞれ支持されるので、操業に伴う軸受けの損耗が従来に比して激減し、軸受けの交換頻度を大幅に低下させることができる。そして、軸受けを特殊仕様とする必要がないため、軸受けの価格が安価となって、溶融めっき金属帯の製造装置50の設備費用及び保守管理費用の低減が可能となる。
【0040】
また、浴中支持ロール51、52及び溶融金属絞りロール53、54の各軸受けを部分浴槽20の外に設けることで、熱膨張を考慮して、各ロール51、52、53、54の両軸部と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生する各ロール51、52、53、54の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13の両面に付着する溶融金属量の安定化を図ることができると共に、過剰な溶融金属を安定して除去することができる。その結果、金属帯13に付着する溶融金属量(めっき付着量)の変動を防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0041】
更に、各ロール51、52、53、54の両軸部のいずれか一方側と、例えば歯車で構成されたシンプルな構成の回転伝達機構(図示せず)を介して、それぞれ減速機付き電動機の出力軸と接続することができ、溶融めっき金属帯の製造装置50の設備費が安価となる。そして、回転伝達機構等がシンプルな構成のため、各ロール51、52、53、54の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて各ロール51、52、53、54の回転速度を調整することができ、各ロール51、52、53、54と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0042】
図6に示す本発明の第5の実施の形態に係る溶融めっき金属帯の製造装置55は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、対となる浴中支持ロール56の両軸部57の端部に、両軸部57の部分浴槽20から外部に突出した領域を冷却する冷却手段58がそれぞれ設けられていることが特徴となっている。このため、冷却手段58についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。
【0043】
冷却手段58は、軸部57の中央部に端面から軸方向に向けて形成された穴部59と、軸部57の端部に取付けられて、軸部57に形成された穴部59に冷却水を供給しながら排出するロータリージョイント60とを有している。ここで、ロータリージョイント60は、軸部57の端部にそれぞれ取付けられて軸部57と共に回転しながら、穴部59内に冷却水を供給する放水部61及び穴部59内から冷却水を排出させる排出口(図示せず)を備えた断面円形の回転体62と、回転体62を回転自在に内装し、放水部61の基部にシール部材を介して接続して冷却水を放水部61に供給する注水部(図示せず)及び排水口にシール部材を介して接続して冷却水を外部に排水する排水部(図示せず)を備えた外装体63とを有している。これによって、ロータリージョイント61の外装体63を介して回転体62に供給された冷却水は、放水部61の先端から穴部59内に流出して穴部59内を満たし、回転体62の排水口から外装体63の排水部に流入して排出される。その結果、浴中支持ロール56の両軸部57の部分浴槽20から外部に突出した領域を冷却することができる。このため、両軸部57を支持する軸受け64に一般的な汎用軸受け(転がり軸受け)を使用することが可能になって、溶融めっき金属帯の製造装置55の設備費用及び保守管理費用の低減が可能となる。
また、浴中支持ロール56を駆動する場合は、駆動側の軸の冷却手段は、外部からのエアー冷却(図示せず)とするのが好ましい。
【0044】
以上、本発明を、実施の形態を参照して説明してきたが、本発明は何ら上記した実施の形態に記載した構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。
【符号の説明】
【0045】
10:溶融めっき金属帯の製造装置、12:めっき槽、13:金属帯、14:シンクロール、15、16:浴中支持ロール、17、18:ガスワイピングノズル、19:めっき槽本体、20:部分浴槽、21:めっき浴、22:浴面、23:開口、24、25:軸部、26、27:壁部、28:貫通孔、29:架台、30:軸受け、33:ポンプ、34:接続管、35:めっき浴、36:浴面、37:流出部、38:溶融めっき金属帯の製造装置、39:スリーブ、40:送り羽根、41:堰部材、42:第1のリング部材、43:孔、44:第2のリング部材、45:溶融めっき金属帯の製造装置、46、47:溶融金属絞りロール、48、49:浴中支持ロール、50:溶融めっき金属帯の製造装置、51、52:浴中支持ロール、53、54:溶融金属絞りロール、55:溶融めっき金属帯の製造装置、56:浴中支持ロール、57:軸部、58:冷却手段、59:穴部、60:ロータリージョイント、61:放水部、62:回転体、63:外装体、64:軸受け、65、66:壁部
【技術分野】
【0001】
本発明は、連続搬送される金属帯を溶融金属のめっき浴中に浸漬してめっきを施す溶融めっき金属帯の製造装置に関する。
【背景技術】
【0002】
一般に、連続搬送される金属帯を溶融金属のめっき浴中に浸漬してめっきを施す溶融めっき金属帯の製造装置では、溶融金属のめっき浴中に設けたシンクロールを介して金属帯をめっき浴中に通し、めっき浴から出てきた金属帯に付着しためっき層にガスを噴き付けてワイピングすることにより所定のめっき厚み(付着量)を得ている。そして、均一のめっき付着量を得るためには、金属帯の表面がガスを噴出するガスワイピングノズルに対して常に一定の位置を通過するように金属帯を搬送することが必要である。そこで、ガスワイピングノズル下方のめっき浴中に金属帯を支持する浴中支持ロール(ガイドロール)を設けて、金属帯の幅方向の反りを矯正し、かつ金属帯の表面がガスワイピングノズルに対して一定の位置を通過するようにしている。ここで、浴中支持ロール(ガイドロール)は常時めっき浴中で回転するため、例えば、特許文献1に記載されているように、浴中支持ロール(ガイドロール)の回転軸の両側を浴中に配設された軸受けでそれぞれ支持し、めっき浴外に設けた電動機の出力軸をめっき浴外カップリングを介してスピンドルの一端側と接続すると共に、スピンドルの他側を下方に向けて傾斜させてめっき浴中に浸漬させ、浴中支持ロール(ガイドロール)の回転軸の一端側に設けた浴中カップリングを介してスピンドルの他端側と接続する構成の駆動手段が採用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−228960号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、浴中支持ロール(ガイドロール)の回転軸を支持する軸受けは、例えば、亜鉛等の溶融金属の過酷なめっき浴中に配設されているため損耗が激しく、軸受け交換などの保守を頻繁に実施しなければならないという問題がある。そして、保守時には操業が停止するため、溶融めっき金属帯の生産性が低下するという問題も生じる。また、軸受けには、一般に円筒滑り軸受けが使用されているが、過酷な環境に耐えるために、例えば、内部にセラミック等を使用した構造の特殊仕様品を使用しなければならず、更に、浴中支持ロール(ガイドロール)の駆動手段の構成が大掛かりとなるため、設備費が増大するという問題がある。そして、熱膨張を考慮して、浴中支持ロール(ガイドロール)の回転軸と軸受けとの間の遊び代(ガタ)は大きくしているので、浴中支持ロール(ガイドロール)に振動が発生し、金属帯の振動によるめっき付着量の変動(バラツキ)が発生し、品質が低下するという問題も生じる。
【0005】
本発明はかかる事情に鑑みてなされたもので、回転してめっき浴中で金属帯を案内する浴中支持ロール(ガイドロール)に転がり軸受けを使用した簡単な構成とすることで、設備費が安価で、溶融めっき金属帯の高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的に沿う本発明に係る溶融めっき金属帯の製造装置は、溶融金属のめっき浴を保持するめっき槽と、該めっき槽内に設置され、前記めっき浴中に進入した金属帯を方向転換させるシンクロールと、方向転換した前記金属帯を案内するガイドロールと、前記めっき槽の上方に設置され、前記金属帯の表裏に付着した溶融金属めっき量を調整する気体絞り手段とを有する溶融めっき金属帯の製造装置において、
前記めっき槽は、めっき槽本体と、該めっき槽本体の上部に配置され、前記金属帯が下方から進入する開口が形成された底部が該めっき槽本体内のめっき浴中に浸漬し、進入した該金属帯が外部に向けて通過する開放した天井部が前記めっき槽本体内のめっき浴の浴面よりも上位置となる部分浴槽とを有し、前記めっき槽本体内から溶融金属を前記部分浴槽に供給する溶融金属供給手段が設けられ、前記部分浴槽内のめっき浴の浴面高さが前記めっき槽本体内のめっき浴の浴面高さより高く保持され、前記ガイドロールは、前記部分浴槽内に該ガイドロールの両軸部を該部分浴槽の壁部から外部に貫通させて配置され、該壁部を貫通した前記両軸部は、前記めっき槽本体内のめっき浴の浴面より上方位置に配置され、前記部分浴槽の外部に設けられた軸受けでそれぞれ支持されている。
【0007】
本発明に係る溶融めっき金属帯の製造装置において、前記部分浴槽には、前記溶融金属供給手段により前記めっき槽本体内から該部分浴槽内に供給された溶融金属の一部を、前記ガイドロールの前記両軸部に接触させずにオーバーフローさせて該部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられていることが好ましい。
【0008】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールの前記両軸部がそれぞれ貫通する前記壁部に、該両軸部が挿通するスリーブを設け、該スリーブ内の該両軸部の外周面と該スリーブの内周面との隙間に、前記部分浴槽内の溶融金属が前記隙間に浸入するのを抑制する堰部材を設けることが好ましい。
【0009】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールは回転駆動され、しかも回転速度は調整可能であることが好ましい。
【0010】
本発明に係る溶融めっき金属帯の製造装置において、前記両軸部の端部には、該両軸部の前記部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられていることが好ましい。
【0011】
本発明に係る溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールとすることができる。
また、前記ガイドロールは、前記金属帯を支持する浴中支持ロールとすることもできる。
更に、溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールと、該浴中支持ロールの上方位置に配置され、該金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールとしてもよい。
【発明の効果】
【0012】
本発明に係る溶融めっき金属帯の製造装置においては、ガイドロールの軸受けは、部分浴槽の外に設けられているため、操業による損耗が従来に比して激減し、保守に伴う設備の停止頻度が激減し、生産性が向上する。また、使用する軸受けの構成を特殊仕様とする必要がなく、軸受けの価格が安価となって、設備費用及び保守管理費用の大幅な低減が可能となる。更に、回転するガイドロールはシンプルな構成となり、設備費が安価となる。そして、軸受けを部分浴槽の外に設けることで、熱膨張を考慮して、ガイドロールの回転軸と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生するガイドロールの振動を抑制して、溶融めっき金属帯の品質低下を防止できる。なお、部分浴槽の壁部から溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体内に流入するため、安全であり、大掛かりな保守が不要となる。
【0013】
本発明に係る溶融めっき金属帯の製造装置において、部分浴槽に、溶融金属供給手段によりめっき槽本体内から部分浴槽内に供給された溶融金属の一部を、ガイドロールの両軸部に接触させずにオーバーフローさせて部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられている場合、ガイドロールの両軸部が溶融金属を浴びることがなく、ガイドロールの健全性を長期に亘って維持できる。
【0014】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールの両軸部がそれぞれ貫通する壁部に、両軸部が挿通するスリーブを設け、スリーブ内の両軸部の外周面とスリーブの内周面との隙間に、部分浴槽内の溶融金属が隙間に浸入するのを抑制する堰部材を設けた場合、部分浴槽の当該隙間部の深さが浅いため、隙間に作用する溶融金属の圧力も小さく、複雑な構成の軸封手段を用いることなくシンプルな構成により溶融金属が部分浴槽から外部に流出することを防止できる。その結果、設備費を低減することができると共に、保守管理も容易になり、保守管理費用も低減できる。
【0015】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールは回転駆動され、しかも回転速度は調整可能である場合、金属帯の通板速度が高速になった際には、ガイドロールと金属板との間に過剰な滑りが発生しないようにガイドロールを高速で回転させることができ、ガイドロールと接触する金属帯の表面に疵が発生するのを防止できる。
【0016】
本発明に係る溶融めっき金属帯の製造装置において、両軸部の端部に、両軸部の部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられている場合、軸受けと接触する両軸部の温度を低下させることができ、一般的な汎用軸受け(転がり軸受け)の使用が可能になる。
【0017】
本発明に係る溶融めっき金属帯の製造装置において、ガイドロールが、溶融金属絞りロール、浴中支持ロール、浴中支持ロール及び溶融金属絞りロールのいずれかである場合、金属帯の振動を抑え、めっき付着量の変動を防止して、溶融めっき金属帯の高品質化を図ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【図2】同溶融めっき金属帯の製造装置の浴中支持ロールの支持方法を示す説明図である。
【図3】(A)は本発明の第2の実施の形態に係る溶融めっき金属帯の製造装置に設けられた堰部材の説明図、(B)は変形例に係る堰部材の説明図である。
【図4】本発明の第3の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【図5】本発明の第4の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【図6】本発明の第5の実施の形態に係る溶融めっき金属帯の製造装置の説明図である。
【発明を実施するための形態】
【0019】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
図1、図2に示すように、本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置10は、溶融金属のめっき浴(めっき浴21とめっき浴35を含む)を保持するめっき槽12と、めっき槽12内に設置され、めっき浴中に進入した金属帯13を方向転換させるシンクロール14と、方向転換した金属帯13を案内するガイドロールの一例である対となる浴中支持ロール15、16と、めっき槽12の上方に設置され、金属帯13の表裏に付着した溶融金属めっき量を調整する気体絞り手段の一例である対となるガスワイピングノズル17、18とを有している。ここで、めっき浴を形成している溶融金属は、例えば、亜鉛やアルミニウムやこれらの合金である。以下詳細に説明する。
【0020】
めっき槽12は、めっき槽本体19と、めっき槽本体19の上部に配置された部分浴槽20とを有している。ここで、めっき槽本体19は、上部が開放した容器である。そして、めっき槽本体19内の底部には、シンクロール14が軸受け(図示せず)により回転可能に設けられている。これにより、めっき槽本体19の斜め上方から連続搬送される金属帯13をめっき槽本体19のめっき浴21中に浸漬(進入)させた後、上方へ方向転換させることができる。
【0021】
部分浴槽20は、底部がめっき槽本体19内のめっき浴21中に浸漬し、天井部がめっき槽本体19内のめっき浴21の浴面22よりも上位置となるように、図示しない取付け部材を介してめっき槽本体19の上部に取付けられている。ここで、部分浴槽20の底部には、シンクロール14で上方へ方向転換した金属帯13が下方から進入する開口23が形成され、天井部は進入した金属帯13が外部に向けて通過できるように開放されている。
【0022】
また、部分浴槽20内には、浴中支持ロール15、16が段違いに配置され、部分浴槽20内に進入した金属帯13の両面にそれぞれ異なる高さ位置で接触して通過する金属帯13を支持している。そして、浴中支持ロール15、16それぞれの両軸部24、25は、部分浴槽20の対向する壁部26、27から、壁部26、27にそれぞれ形成された貫通孔28(内径は、両軸部24、25及び壁部26、27の熱膨張を考慮して、操業時に貫通孔28の内周面と両軸部24、25の外周面との間に僅少の隙間が形成されるように調整されている)を介して外部に突出している。なお、貫通孔28の内周面と両軸部24、25の外周面との間に形成される僅少の隙間から部分浴槽20内の溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体19内に落下(流入)するため、安全であり、大掛かりな保守が不要となる。
【0023】
ここで、壁部26、27をそれぞれ貫通した軸部24、25は、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置され、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた一対の汎用の軸受け(転がり軸受け)30にそれぞれ支持されている。そして、浴中支持ロール15、16の両軸部24、25の一方は、例えば、カップリングで構成された回転伝達機構(図示せず)を介して、減速機付き電動機の出力軸と接続している。浴中支持ロール15、16を設けることで、方向転換した金属帯13をガイドすると共に、金属帯13の反りを矯正している。
【0024】
部分浴槽20内のめっき浴35とめっき槽本体19内のめっき浴21は、部分浴槽20の底部に形成された開口23を介して連通している。また、めっき槽本体19内の溶融金属を部分浴槽20内に供給する溶融金属供給手段の一例であるポンプ33を備えた接続管34がその端部をめっき槽本体19内のめっき浴21に浸漬させて設けられている。更に、部分浴槽20の両軸部24、25が貫通している壁部26、27とは異なる壁部65、66の上部には、ポンプ33によりめっき槽本体19内から部分浴槽20内に供給された溶融金属の一部を、浴中支持ロール15、16の両軸部24、25に接触させずにオーバーフローさせて、部分浴槽20内のめっき浴35の浴面36のレベルを一定に保持する流出部37が設けられている。両軸部24、25が溶融金属を浴びることがないので、浴中支持ロール15、16の健全性を長期に亘って維持できる。
【0025】
図1に示すように、部分浴槽20の上方には、対となるガスワイピングノズル17、18が、部分浴槽20のめっき浴35から引き上げられた金属帯13の表面とは間隔を有し、しかも、金属帯13の幅方向に亘って対向配置されている。これにより、金属帯13の幅方向に亘ってガス(例えば、空気、窒素、又は不活性ガス)を吹付け、金属帯13の表面に付着した溶融金属の一部を除去して、溶融金属めっき付着量を調整している。
【0026】
続いて、本発明の第1の実施の形態に係る溶融めっき金属帯の製造装置10の作用について説明する。
浴中支持ロール15、16それぞれの両軸部24、25を支持する軸受け30が、部分浴槽20の外、例えば、めっき槽本体19を支持する架台29に設けられて、従来のように溶融金属のめっき浴中に浸漬されていない。このため、操業に伴う軸受け30の損耗が従来に比して激減し、保守(例えば、軸受け30の交換)に伴う溶融めっき金属帯の製造装置10の停止頻度を激減することができる。その結果、溶融めっき金属帯の製造装置10の生産性が向上する。そして、軸受け30が溶融金属のめっき浴中に浸漬されていないため、軸受け30を特殊仕様とする必要がなくなるため、軸受け30の価格が安価となって、溶融めっき金属帯の製造装置10の設備費用及び保守管理費用の大幅な低減が可能となる。
【0027】
浴中支持ロール15、16の軸受け30を部分浴槽20の外に設けることで、熱膨張を考慮して、浴中支持ロール15、16の両軸部24、25と軸受け30との間の遊び代を大きく設定する必要がなくなり、操業時に発生する浴中支持ロール15、16の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13に付着する溶融金属量(めっき付着量)の変動が防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0028】
更に、浴中支持ロール15、16の軸受け30が溶融金属のめっき浴中に浸漬されないことにより、浴中支持ロール15、16に回転力を伝達する回転伝達機構に、従来のようにめっき浴中に一部が浸漬されるスピンドル等を用いる必要がなくなり、回転伝達機構等をシンプルな構成とすることができ、溶融めっき金属帯の製造装置10の設備費が安価となる。また、回転伝達機構等をシンプルな構成とできることから、浴中支持ロール15、16の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて浴中支持ロール15、16の回転速度を調整することができ、浴中支持ロール15、16と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0029】
めっき槽本体19と部分浴槽20間にポンプ33を備えた接続管34が設けられ、部分浴槽20の上部には、部分浴槽20内の溶融金属の一部を浴中支持ロール15、16の両軸部24、25に接触させずにオーバーフローさせる流出部37が設けられているので、ポンプ31によりめっき槽本体19内から部分浴槽20内に供給される溶融金属の供給量を、部分浴槽20の底部に形成された開口23を介して部分浴槽20内からめっき槽本体19内に移動する溶融金属の流出量と、浴中支持ロール15、16の両軸部24、25の外周面と貫通孔28の内周面との隙間から流出する溶融金属の流出量との総流出量より多くすることで、流出部37から溶融金属を常に流出させて部分浴槽20内のめっき浴35の浴面36の高さをめっき槽本体19内のめっき浴21の浴面22の高さより高く保持することができる。これにより、操業時にめっき槽本体19内のめっき浴21の浴面22が変動(例えば、上下に約10mmの範囲で変動する)しても、部分浴槽20内のめっき浴35の浴面36レベルを常に一定レベルに維持でき、金属帯13に付着する溶融金属量(めっき付着量)が安定化する。
【0030】
図3(A)に示す本発明の第2の実施の形態に係る溶融めっき金属帯の製造装置38は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、壁部26、27に形成した貫通孔28の中心位置に軸心位置を一致させて、壁部26、27に部分浴槽20内に突出するスリーブ39をそれぞれ取付けて、浴中支持ロール15、16の両軸部24、25を挿通させると共に、スリーブ39内の両軸部24、25の外周部分に、部分浴槽20内からスリーブ39内に溶融金属が浸入するのを抑制する堰部材の一例であり、スリーブ39内に侵入した溶融金属を部分浴槽20内に戻す複数の送り羽根40を設けたことが特徴となっている。このため、送り羽根40についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。
【0031】
送り羽根40は、スリーブ39内の両軸部24、25の外周部分に、例えば、周方向に等間隔(図3(A)では180度位置)で、軸方向に多段に設けられている。なお、浴中支持ロール15、16の回転方向に伴って送り羽根40が回転した際に、送り羽根40の周囲に存在する溶融金属にスリーブ39内から部分浴槽20内に向かう流れが形成されるように、浴中支持ロール15、16の回転方向に応じて送り羽根40の形状が決められている。そして、部分浴槽20の貫通孔28の深さが浅いため、浴中支持ロール15、16の両軸部24、25の外周面と貫通孔28の内周面との間の隙間に作用する溶融金属の圧力も小さくなるので、浴中支持ロール15、16と共に送り羽根40を回転させることで、複雑な構成の軸封手段を用いることなく、溶融金属が部分浴槽20に形成した貫通孔28を介して外部に流出することを防止できる。
【0032】
図3(B)に、変形例に係る堰部材41を示す。堰部材41は、スリーブ39内の両軸部24、25の外周部に軸方向に多段に設けられた第1のリング部材42と、スリーブ39の内周面に軸方向に多段に設けられ、中央部に両軸部24、25が貫通可能な孔43が形成された第2のリング部材44とを有し、両軸部24、25をスリーブ39に挿通させた際に、第2のリング部材44はスリーブ39内に設けられた第1のリング部材42に挟まれて、第1、第2のリング部材42、44間には僅少の隙間が形成されている。このような構成とすることにより、部分浴槽20内の溶融金属がスリーブ39内に浸入しても、溶融金属の表面張力により、溶融金属は第1、第2のリング部材42、44間の僅少の隙間内に浸入することができず、溶融金属が部分浴槽20に形成した貫通孔28を介して外部に流出することを防止できる。
【0033】
図4に示す本発明の第3の実施の形態に係る溶融めっき金属帯の製造装置45は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、部分浴槽20内に配置されるガイドロールが、金属帯13の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロール46、47であって、シンクロール14で方向転換した金属帯13をガイドすると共に、金属帯13の反りを矯正する対となる浴中支持ロール48、49は、めっき槽本体19内に設けられた図示しない軸受けで支持されていることが特徴となっている。このため、溶融金属絞りロール46、47についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。なお、浴中支持ロール48、49の軸受けは、内部にセラミック等を使用した構造の特殊仕様のものを使用し、浴中支持ロール48、49の駆動手段は、浴中支持ロール48、49の一端部を、一部がめっき浴中に浸漬されるスピンドルを介してそれぞれ浴外、浴中カップリングを用いて電動機と接続する駆動手段を使用する。
【0034】
溶融金属絞りロール46、47は、部分浴槽20内に進入した金属帯13の両面にそれぞれ同一高さ位置で接触して通過する金属帯13を挟むように配置されている。そして、溶融金属絞りロール46、47の両軸部(図示せず)は、部分浴槽20の対向する壁部26、27にそれぞれ形成された図示しない貫通孔を介して外部に突出している。ここで、貫通孔の内径は、溶融金属絞りロール46、47の両軸部及び壁部26、27の熱膨張を考慮して、操業時に貫通孔の内周面と両軸部の外周面との間に僅少の隙間が形成されるように調整されている。なお、貫通孔の内周面と両軸部の外周面との間に形成される僅少の隙間から、部分浴槽20内の溶融金属が漏れても、漏れた溶融金属は下方に配置されためっき槽本体19内に落下(流入)するため、安全であり、大掛かりな保守が不要である。
【0035】
壁部26、27を貫通した溶融金属絞りロール46、47の両軸部は、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置され、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた汎用の軸受け(転がり軸受け)でそれぞれ支持されている。このため、操業に伴う軸受けの損耗が従来に比して激減し、軸受けの交換頻度を低下させることができる。そして、軸受けを特殊仕様とする必要がないため、軸受けの価格が安価となって、溶融めっき金属帯の製造装置45の設備費用及び保守管理費用の低減が可能となる。
【0036】
また、溶融金属絞りロール46、47の軸受けを部分浴槽20の外に設けることで、熱膨張を考慮して、溶融金属絞りロール46、47の両軸部と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生する溶融金属絞りロール46、47の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13の両面に付着する過剰な溶融金属を安定して除去することができ、金属帯13に付着する溶融金属量(めっき付着量)の変動を防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0037】
更に、溶融金属絞りロール46、47の両軸部のいずれか一方側と、例えばカップリングで構成された回転伝達機構(図示せず)を介して、減速機付き電動機の出力軸と接続することができ、回転伝達機構等をシンプルな構成とすることができ、溶融めっき金属帯の製造装置45の設備費が安価となる。そして、回転伝達機構等がシンプルな構成のため、溶融金属絞りロール46、47の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて溶融金属絞りロール46、47の回転速度を調整することができ、溶融金属絞りロール46、47と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0038】
図5に示す本発明の第4の実施の形態に係る溶融めっき金属帯の製造装置50は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、部分浴槽20内に配置されるガイドロールが、金属帯13を支持する対となる浴中支持ロール51、52と、浴中支持ロール51、52の上方位置に配置され、金属帯13の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロール53、54であることが特徴となっている。そして、浴中支持ロール51、52の構成は溶融めっき金属帯の製造装置10の浴中支持ロール15、16の構成と、溶融金属絞りロール53、54の構成は、第3の実施の形態に係る溶融めっき金属帯の製造装置45の溶融金属絞りロール46、47の構成とそれぞれ同一である。このため、詳細な説明は省略する。
【0039】
浴中支持ロール51、52の両軸部及び溶融金属絞りロール53、54の両軸部が、それぞれ壁部26、27を貫通し、めっき槽本体19内のめっき浴21の浴面22より上方位置に配置されて、部分浴槽20の外部、例えば、めっき槽本体19を支持する架台29に設けられた汎用の軸受け(転がり軸受け)でそれぞれ支持されるので、操業に伴う軸受けの損耗が従来に比して激減し、軸受けの交換頻度を大幅に低下させることができる。そして、軸受けを特殊仕様とする必要がないため、軸受けの価格が安価となって、溶融めっき金属帯の製造装置50の設備費用及び保守管理費用の低減が可能となる。
【0040】
また、浴中支持ロール51、52及び溶融金属絞りロール53、54の各軸受けを部分浴槽20の外に設けることで、熱膨張を考慮して、各ロール51、52、53、54の両軸部と軸受けとの間の遊び代を大きく設定する必要がなくなり、操業時に発生する各ロール51、52、53、54の振動を抑制して、金属帯13の振動を防止することができる。これにより、金属帯13の両面に付着する溶融金属量の安定化を図ることができると共に、過剰な溶融金属を安定して除去することができる。その結果、金属帯13に付着する溶融金属量(めっき付着量)の変動を防止でき、溶融めっきされた金属帯13の品質が低下するのを防止できる。
【0041】
更に、各ロール51、52、53、54の両軸部のいずれか一方側と、例えば歯車で構成されたシンプルな構成の回転伝達機構(図示せず)を介して、それぞれ減速機付き電動機の出力軸と接続することができ、溶融めっき金属帯の製造装置50の設備費が安価となる。そして、回転伝達機構等がシンプルな構成のため、各ロール51、52、53、54の回転時の振動を防止して規定の回転速度で精度よく回転させることが可能になる。このため、金属帯13の通板速度(搬送速度)に応じて各ロール51、52、53、54の回転速度を調整することができ、各ロール51、52、53、54と金属帯13との間で、金属帯13の過剰な滑りの発生を防止でき、金属帯13の表面に疵が発生するのを防止できる。
【0042】
図6に示す本発明の第5の実施の形態に係る溶融めっき金属帯の製造装置55は、第1の実施の形態に係る溶融めっき金属帯の製造装置10と比較して、対となる浴中支持ロール56の両軸部57の端部に、両軸部57の部分浴槽20から外部に突出した領域を冷却する冷却手段58がそれぞれ設けられていることが特徴となっている。このため、冷却手段58についてのみ説明し、溶融めっき金属帯の製造装置10と同一の構成部材には同一の符号を付して説明は省略する。
【0043】
冷却手段58は、軸部57の中央部に端面から軸方向に向けて形成された穴部59と、軸部57の端部に取付けられて、軸部57に形成された穴部59に冷却水を供給しながら排出するロータリージョイント60とを有している。ここで、ロータリージョイント60は、軸部57の端部にそれぞれ取付けられて軸部57と共に回転しながら、穴部59内に冷却水を供給する放水部61及び穴部59内から冷却水を排出させる排出口(図示せず)を備えた断面円形の回転体62と、回転体62を回転自在に内装し、放水部61の基部にシール部材を介して接続して冷却水を放水部61に供給する注水部(図示せず)及び排水口にシール部材を介して接続して冷却水を外部に排水する排水部(図示せず)を備えた外装体63とを有している。これによって、ロータリージョイント61の外装体63を介して回転体62に供給された冷却水は、放水部61の先端から穴部59内に流出して穴部59内を満たし、回転体62の排水口から外装体63の排水部に流入して排出される。その結果、浴中支持ロール56の両軸部57の部分浴槽20から外部に突出した領域を冷却することができる。このため、両軸部57を支持する軸受け64に一般的な汎用軸受け(転がり軸受け)を使用することが可能になって、溶融めっき金属帯の製造装置55の設備費用及び保守管理費用の低減が可能となる。
また、浴中支持ロール56を駆動する場合は、駆動側の軸の冷却手段は、外部からのエアー冷却(図示せず)とするのが好ましい。
【0044】
以上、本発明を、実施の形態を参照して説明してきたが、本発明は何ら上記した実施の形態に記載した構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。
【符号の説明】
【0045】
10:溶融めっき金属帯の製造装置、12:めっき槽、13:金属帯、14:シンクロール、15、16:浴中支持ロール、17、18:ガスワイピングノズル、19:めっき槽本体、20:部分浴槽、21:めっき浴、22:浴面、23:開口、24、25:軸部、26、27:壁部、28:貫通孔、29:架台、30:軸受け、33:ポンプ、34:接続管、35:めっき浴、36:浴面、37:流出部、38:溶融めっき金属帯の製造装置、39:スリーブ、40:送り羽根、41:堰部材、42:第1のリング部材、43:孔、44:第2のリング部材、45:溶融めっき金属帯の製造装置、46、47:溶融金属絞りロール、48、49:浴中支持ロール、50:溶融めっき金属帯の製造装置、51、52:浴中支持ロール、53、54:溶融金属絞りロール、55:溶融めっき金属帯の製造装置、56:浴中支持ロール、57:軸部、58:冷却手段、59:穴部、60:ロータリージョイント、61:放水部、62:回転体、63:外装体、64:軸受け、65、66:壁部
【特許請求の範囲】
【請求項1】
溶融金属のめっき浴を保持するめっき槽と、該めっき槽内に設置され、前記めっき浴中に進入した金属帯を方向転換させるシンクロールと、方向転換した前記金属帯を案内するガイドロールと、前記めっき槽の上方に設置され、前記金属帯の表裏に付着した溶融金属めっき量を調整する気体絞り手段とを有する溶融めっき金属帯の製造装置において、
前記めっき槽は、めっき槽本体と、該めっき槽本体の上部に配置され、前記金属帯が下方から進入する開口が形成された底部が該めっき槽本体内のめっき浴中に浸漬し、進入した該金属帯が外部に向けて通過する開放した天井部が前記めっき槽本体内のめっき浴の浴面よりも上位置となる部分浴槽とを有し、前記めっき槽本体内から溶融金属を前記部分浴槽に供給する溶融金属供給手段が設けられ、前記部分浴槽内のめっき浴の浴面高さが前記めっき槽本体内のめっき浴の浴面高さより高く保持され、前記ガイドロールは、前記部分浴槽内に該ガイドロールの両軸部を該部分浴槽の壁部から外部に貫通させて配置され、該壁部を貫通した前記両軸部は、前記めっき槽本体内のめっき浴の浴面より上方位置に配置され、前記部分浴槽の外部に設けられた軸受けでそれぞれ支持されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項2】
請求項1記載の溶融めっき金属帯の製造装置において、前記部分浴槽には、前記溶融金属供給手段により前記めっき槽本体内から該部分浴槽内に供給された溶融金属の一部を、前記ガイドロールの前記両軸部に接触させずにオーバーフローさせて該部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられていることを特徴とする溶融めっき金属帯の製造装置。
【請求項3】
請求項1又は2記載の溶融めっき金属帯の製造装置において、前記ガイドロールの前記両軸部がそれぞれ貫通する前記壁部に、該両軸部が挿通するスリーブを設け、該スリーブ内の該両軸部の外周面と該スリーブの内周面との隙間に、前記部分浴槽内の溶融金属が前記隙間に浸入するのを抑制する堰部材を設けたことを特徴とする溶融めっき金属帯の製造装置。
【請求項4】
請求項1〜3のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは回転駆動され、しかも回転速度は調整可能であることを特徴とする溶融めっき金属帯の製造装置。
【請求項5】
請求項1〜4のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記両軸部の端部には、該両軸部の前記部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられていることを特徴とする溶融めっき金属帯の製造装置。
【請求項6】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールであることを特徴とする溶融めっき金属帯の製造装置。
【請求項7】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールであることを特徴とする溶融めっき金属帯の製造装置。
【請求項8】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールと、該浴中支持ロールの上方位置に配置され、該金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールであることを特徴とする溶融めっき金属帯の製造装置。
【請求項1】
溶融金属のめっき浴を保持するめっき槽と、該めっき槽内に設置され、前記めっき浴中に進入した金属帯を方向転換させるシンクロールと、方向転換した前記金属帯を案内するガイドロールと、前記めっき槽の上方に設置され、前記金属帯の表裏に付着した溶融金属めっき量を調整する気体絞り手段とを有する溶融めっき金属帯の製造装置において、
前記めっき槽は、めっき槽本体と、該めっき槽本体の上部に配置され、前記金属帯が下方から進入する開口が形成された底部が該めっき槽本体内のめっき浴中に浸漬し、進入した該金属帯が外部に向けて通過する開放した天井部が前記めっき槽本体内のめっき浴の浴面よりも上位置となる部分浴槽とを有し、前記めっき槽本体内から溶融金属を前記部分浴槽に供給する溶融金属供給手段が設けられ、前記部分浴槽内のめっき浴の浴面高さが前記めっき槽本体内のめっき浴の浴面高さより高く保持され、前記ガイドロールは、前記部分浴槽内に該ガイドロールの両軸部を該部分浴槽の壁部から外部に貫通させて配置され、該壁部を貫通した前記両軸部は、前記めっき槽本体内のめっき浴の浴面より上方位置に配置され、前記部分浴槽の外部に設けられた軸受けでそれぞれ支持されていることを特徴とする溶融めっき金属帯の製造装置。
【請求項2】
請求項1記載の溶融めっき金属帯の製造装置において、前記部分浴槽には、前記溶融金属供給手段により前記めっき槽本体内から該部分浴槽内に供給された溶融金属の一部を、前記ガイドロールの前記両軸部に接触させずにオーバーフローさせて該部分浴槽内のめっき浴の浴面レベルを一定に保持する流出部が設けられていることを特徴とする溶融めっき金属帯の製造装置。
【請求項3】
請求項1又は2記載の溶融めっき金属帯の製造装置において、前記ガイドロールの前記両軸部がそれぞれ貫通する前記壁部に、該両軸部が挿通するスリーブを設け、該スリーブ内の該両軸部の外周面と該スリーブの内周面との隙間に、前記部分浴槽内の溶融金属が前記隙間に浸入するのを抑制する堰部材を設けたことを特徴とする溶融めっき金属帯の製造装置。
【請求項4】
請求項1〜3のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは回転駆動され、しかも回転速度は調整可能であることを特徴とする溶融めっき金属帯の製造装置。
【請求項5】
請求項1〜4のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記両軸部の端部には、該両軸部の前記部分浴槽から外部に突出した領域を冷却する冷却手段がそれぞれ設けられていることを特徴とする溶融めっき金属帯の製造装置。
【請求項6】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールであることを特徴とする溶融めっき金属帯の製造装置。
【請求項7】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールであることを特徴とする溶融めっき金属帯の製造装置。
【請求項8】
請求項1〜5のいずれか1項に記載の溶融めっき金属帯の製造装置において、前記ガイドロールは、前記金属帯を支持する浴中支持ロールと、該浴中支持ロールの上方位置に配置され、該金属帯の両面に付着する過剰な溶融金属を除去する対となる溶融金属絞りロールであることを特徴とする溶融めっき金属帯の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−157593(P2011−157593A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−20512(P2010−20512)
【出願日】平成22年2月1日(2010.2.1)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(390022873)日鐵プラント設計株式会社 (275)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年2月1日(2010.2.1)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(390022873)日鐵プラント設計株式会社 (275)
【Fターム(参考)】
[ Back to top ]