
溶融亜鉛めっき鋼管

【課題】めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供する。
【解決手段】鋼管11の表面に溶融亜鉛めっき層20が形成された溶融亜鉛めっき鋼管10であって、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上とされ、溶融亜鉛めっき層20のうち鋼管11表面との界面に形成されるδ層21の厚さが9μm以下とされていることを特徴とする。
【解決手段】鋼管11の表面に溶融亜鉛めっき層20が形成された溶融亜鉛めっき鋼管10であって、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上とされ、溶融亜鉛めっき層20のうち鋼管11表面との界面に形成されるδ層21の厚さが9μm以下とされていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼管の表面に溶融亜鉛めっき層が形成されてなる溶融亜鉛めっき鋼管に関するものである。
【背景技術】
【0002】
上述の溶融亜鉛めっき鋼管は、普通鋼材を素材とした鋼管に対して耐食性を付加させる目的で、鋼管の表面に溶融亜鉛めっきを施したものである。このような溶融亜鉛めっき鋼管は、鋼管を溶融亜鉛めっき浴に浸漬することによって製造される。
ここで、溶融亜鉛めっき鋼管においては、曲げ加工等を施した際に溶融亜鉛めっき層が剥離しないように、良好な曲げ加工性が要求される。
【0003】
そこで、例えば特許文献1、2においては、鋼管の組成を限定することによって、曲げ加工性の向上を図る技術が開示されている。
また、特許文献3においては、溶融亜鉛めっき層の耐食性を向上させるために、溶融亜鉛めっきを施した後に、溶融Zn−Al−Mg合金めっきを行う技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−246942号公報
【特許文献2】特開2008−161940号公報
【特許文献3】特開2010−070810号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述の溶融亜鉛めっき鋼管においては、例えばJIS G3442に規定されているように、めっき付着量を550g/m2以上とし、溶融亜鉛めっき層を比較的厚く形成したものがある。このような溶融亜鉛めっき鋼管では、曲げ加工時に溶融亜鉛めっき層が剥離し易くなる。
【0006】
ここで、上述の特許文献1、2に記載されたように、単に鋼管の組成を規定したものにおいては、めっき付着量を550g/m2以上とした場合に、曲げ加工時における溶融亜鉛めっき層の剥離を十分に抑制することはできなかった。
また、特許文献3に記載されたように、耐食性に優れた溶融Zn−Al−Mg合金めっきを施すことによって、めっき層の厚さを薄くしても耐食性を確保することも可能である。しかしながら、溶融Zn−Al−Mg合金めっきを行う場合には、溶融亜鉛めっき浴中にAl、Mgを添加するため、めっき浴の管理が非常に煩雑となり、製造コストが大幅に上昇するといった問題があった。
【0007】
本発明は、前述した状況に鑑みてなされたものであって、めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供することを目的とする。
【課題を解決するための手段】
【0008】
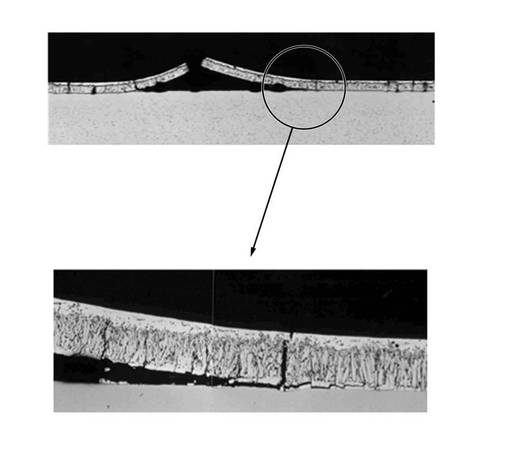
本発明者が鋭意研究を行った結果、めっき付着量を550g/m2以上とした溶融亜鉛めっき鋼管においては、図1に示すように、曲げ加工した際に鋼管表面と溶融亜鉛めっき層との界面で剥離が発生していることを確認した。
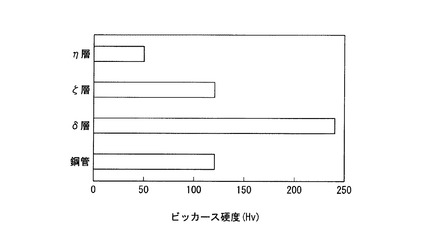
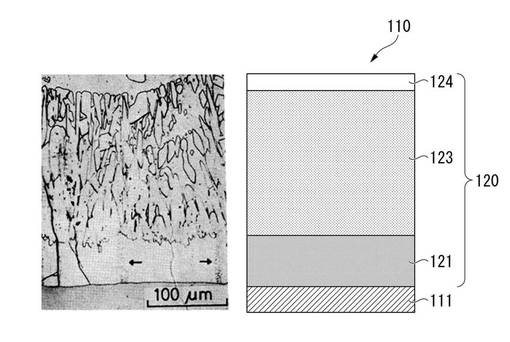
ここで、図2に示す溶融亜鉛めっき鋼管110においては、鋼管111の表面に形成される溶融亜鉛めっき層120には、鋼管111の界面側から順にδ層121、ζ層123、η層124が形成されることが知られている。ここで、鋼管111との界面に形成されるδ層121は、図3に示すように、鋼管111、ζ層123、η層124に比べて硬いことが確認される。
【0009】
ところで、鋼板の溶融亜鉛めっきの分野においては、このδ層は、めっき剥離の抑制に効果があるものとされている。しかしながら、鋼板の溶融亜鉛めっきにおいては、めっき付着量が非常に少なく溶融亜鉛めっき層の厚みが薄いものであり、めっき付着量を550g/m2以上と厚くした場合とは、条件が全く異なっている。
ここで、本発明者らの検討の結果、めっき付着量を550g/m2以上として溶融亜鉛めっき層を厚く形成した場合においては、δ層が厚いとめっき剥離し易くなるとの知見を得た。
【0010】
本発明は、上述の知見に基づいて成されたものであって、本発明に係る溶融亜鉛めっき鋼管は、鋼管の表面に溶融亜鉛めっき層が形成された溶融亜鉛めっき鋼管であって、前記溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされていることを特徴としている。
【0011】
この構成の溶融亜鉛めっき鋼管においては、溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下と薄く形成されているため、δ層におけるクラックの発生が抑制され、溶融亜鉛めっき層の剥離が抑制されることになる。よって、溶融亜鉛めっき鋼管の曲げ加工性が飛躍的に向上することになる。
【0012】
ここで、前記鋼管の組成を、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とすることが好ましい。
この場合、溶融亜鉛めっきを施す際に、δ層の成長が抑制されることになり、めっき付着量を550g/m2以上とした場合であっても、δ層の厚さを9μm以下に抑えることができる。また、浸漬時間が短くても十分にめっき付着量を確保することが可能となる。
【0013】
また、前記めっき付着量を1200g/m2以下とすることが好ましい。
この場合、δ層が厚く形成されることを抑制でき、曲げ加工時における溶融亜鉛めっき層の剥離を抑制することができる。よって、十分な耐食性を確保できるとともに、曲げ加工性を確保することができる。
【発明の効果】
【0014】
本発明によれば、めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供することが可能となる。
【図面の簡単な説明】
【0015】
【図1】溶融亜鉛めっき鋼管のめっき剥離箇所の拡大説明図である。
【図2】溶融亜鉛めっき層の断面写真及び断面模式図である。
【図3】溶融亜鉛めっき鋼管の断面における硬さ測定結果を示すグラフである。
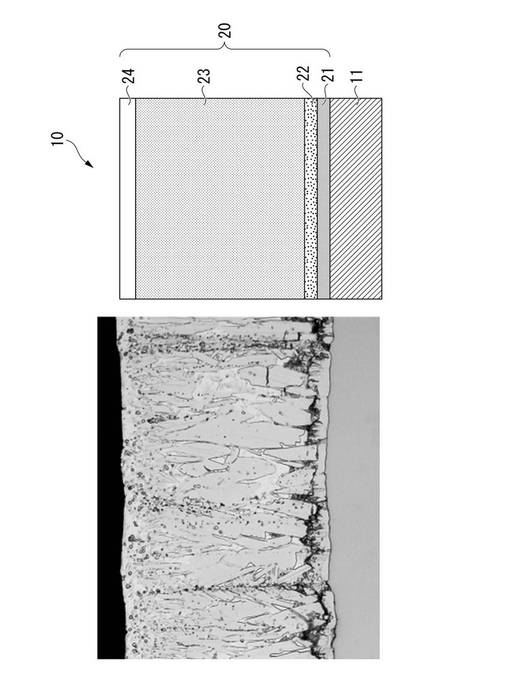
【図4】本発明の一実施形態である溶融亜鉛めっき鋼管の断面写真及び断面模式図である。
【発明を実施するための形態】
【0016】
以下に、本発明の一実施形態である溶融亜鉛めっき鋼管について、添付した図面を参照して説明する。なお、本実施形態である溶融亜鉛めっき鋼管10は、例えばJIS G3442に規定される水配管用亜鉛めっき鋼管とされている。
【0017】
本実施形態である溶融亜鉛めっき鋼管10は、鋼管11と、鋼管11の表面に形成された溶融亜鉛めっき層20と、を備えている。
鋼管10は、鋼板を加工して成形されるものであり、例えば鍛接によって成形される鍛接鋼管や溶接によって成形される電縫鋼管等が挙げられる。本実施形態においては、鍛接鋼管とされている。
また、鋼管10の外径及び内径については、特に限定はないが、本実施形態においては、外径を21.7mm以上60.5mm以下、内径を16.1mm以上52.9mm以下としている。
【0018】
溶融亜鉛めっき層20は、鋼管11の外面及び内面にそれぞれ形成されている。この溶融亜鉛めっき層20は、図4に示すように、鋼管11との界面側から順に、δ層21、(η+δ)層22、ζ層23、η層24、を備えている。なお、最表層のη層24は純Zn層であり、δ層21、(η+δ)層22、ζ層23は、Fe−Zn合金層である。
そして、本実施形態では、鋼管11との界面に形成されるδ層21の厚さが9μm以下とされている。なお、このδ層21の厚さは、溶融亜鉛めっき鋼管10の延在方向に直交する断面を観察し、400倍に拡大した写真で10点を測定した平均値としている。
【0019】
また、本実施形態においては、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上1200g/m2以下とされている。すなわち、溶融亜鉛めっき層20全体の厚さが76μm以上167μm以下とされている。
【0020】
ここで、本実施形態の鋼管11の組成は、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とされている。以下に、これらの元素の含有量を前述の範囲に設定した理由について説明する。
【0021】
Cは、0.005質量%未満であると、鋼管11の強度を確保することが困難となる。また、0.15質量%を超えると、伸びが低下し、曲げ加工性が劣化してしまう。以上のことから、Cの含有量を0.005質量%以上0.15質量%以下の範囲に設定している。なお、強度と曲げ加工性を確実に確保するためには、Cの含有量を0.01質量%以上0.15質量%以下の範囲内とすることが好ましい。
【0022】
Siの含有量が0.03質量%以上0.12質量%以下の範囲内、あるいは、Siの含有量が0.3質量%以上の場合には、溶融亜鉛めっき層20におけるFe−Zn合金層(δ層21、(η+δ)層22、ζ層23)が異常に発達してしまい、最表層のη層(純Zn層)がなくなる「ヤケ」欠陥が発生するおそれがある。また、Siの含有量が0.02質量%以下の場合には、めっき付着量を確保できなくなる。そこで、Siの含有量を0.15質量%以上0.25質量%以下の範囲内に設定している。
【0023】
Alは、脱酸剤として有効かつ重要な元素である。Alの含有量が0.001質量%未満だと上述の効果を得ることができない。また、Alの含有量が0.060質量%を超えると、脱酸の効果は飽和し、さらに鋼中のAl2O3の増加を助長し、清浄性が悪化する。そこで、Alの含有量を0.001質量%以上0.060質量%以下の範囲内に設定している。
【0024】
Mnは、Siとの質量比Mn/Siによって溶接欠陥の発生を抑制する効果を有する。本実施形態では、Siの含有量を0.15質量%以上0.25質量%以下の範囲内に設定していることから、Mnの含有量を0.35質量%以上とした。また、過剰に添加すると、強度が高くなりすぎて伸びが低下し、曲げ加工性が劣化するため、Mnの含有量を1.60質量%以下とした。
【0025】
Pは、不純物として鋼中に存在するが、その含有量が0.04質量%を超えると、中心偏析が増加し、成形加工時に介在物を起点として割れが進展し易くなる。よって、Pの含有量は0.04質量%以下とすることが好ましい。
Sは、不純物として鋼中に存在するが、その含有量が0.04質量%を超えると、割れの原因となる。よって、Sの含有量は0.04質量%以下とすることが好ましい。
Nは、過剰に含有すると、AlNが生成・析出し、鋳片の割れ、疵発生の原因となる。よって、Nの含有量は0.0080質量%以下とすることが好ましい。
【0026】
以下に、本実施形態である溶融亜鉛めっき鋼管10を製造する方法について説明する。
まず、上述の組成を有する鋼管11を製造する。鋼管11の製造方法には、特に限定はない。本実施形態では、上述の組成を有する鋼板を鍛接することによって鋼管11を製造する。
次に、得られた鋼管11に対して、脱脂、酸洗等の表面処理やフラックス処理等の前処理を行う。
【0027】
そして、溶融亜鉛めっき浴内に鋼管11を浸漬する。なお、溶融亜鉛めっき浴は、JIS H2107の蒸留亜鉛一種又はこれと同等以上の品質をもつ亜鉛地金を溶融したものとされている。
めっき浴に浸漬して鋼管11の外面及び内面に溶融亜鉛を付着させた後、外面ワイピングや内面蒸気ブローを実施し、余分な溶融亜鉛を除去する。
【0028】
ここで、めっき浴温度及び浸漬時間を調整することにより、溶融亜鉛めっき層20におけるめっき付着量を550g/m2以上1200g/m2以下とし、溶融亜鉛めっき層20全体の厚さを76μm以上167μm以下とする。さらに、鋼管11との界面に形成されるδ層21の厚さを9μm以下とする。
【0029】
そして、空冷または水冷によって冷却し、鋼管11の外面及び内面に所定のめっき付着量とした溶融亜鉛めっき層20を形成し、本実施形態である溶融亜鉛めっき鋼管10が製造されることになる。
【0030】
以上のような構成とされた本実施形態である溶融亜鉛めっき鋼管10においては、溶融亜鉛めっき層20のうち鋼管11との界面に形成されるδ層21の厚さが9μm以下と薄く形成されているため、δ層21におけるクラックの発生が抑制され、溶融亜鉛めっき層20の剥離が抑制されることになる。よって、溶融亜鉛めっき鋼管10の曲げ加工性を飛躍的に向上させることが可能となる。
【0031】
また、本実施形態である溶融亜鉛めっき鋼管10においては、めっき付着量が550g/m2以上とされているので、十分な耐食性を確保することが可能となる。さらに、めっき付着量が1200g/m2以下とされているので、δ層21が厚く形成されることを抑制することができ、曲げ加工時における溶融亜鉛めっき層20の剥離を抑制することができる。
【0032】
以上、本実施形態である溶融亜鉛めっき鋼管について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、JIS G3442に規定される水配管用亜鉛めっき鋼管を例に挙げて説明したが、これに限定されることはなく、その他の用途に使用されるものであってもよい。
また、鋼管を鍛接して成形された鍛接鋼管として説明したが、これに限定されることはなく、溶接によって成形される電縫鋼管やその他の製造方法で製造された鋼管であってもよい。
【0033】
さらに、本実施形態では、鋼管を、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とした組成を有する鋼として説明したが、この組成に限定されることはなく、他の組成の鋼であってもよい。
【0034】
また、めっき浴温度や浸漬時間においても、本実施形態に限定されることはなく、適宜設計変更することが可能である。特に、鋼管の組成によって、δ層厚みやめっき付着量が異なるため、鋼管の組成に応じて適宜条件を設定することが好ましい。
さらに、溶融亜鉛めっき浴に浸漬する前の前処理や、溶融亜鉛めっき浴に浸漬した後の外面ワイピングや内面蒸気ブローについては、適宜実施すればよい。
【実施例】
【0035】
本発明の効果を確認すべく実施した確認実験の結果について説明する。
表1に示す組成の鋼材を用いて外径21.7mm、内径16.1mmの鍛接鋼管を製造した。そして、この鍛接鋼管を、溶融亜鉛めっき浴中に浸漬して溶融亜鉛めっき層を形成した。このとき、めっき浴温度及び浸漬時間を調整することによって、表1、表2に示すめっき付着量及びδ層厚みの溶融亜鉛めっき鋼管を製出した。
【0036】
なお、δ層厚みの測定は、溶融亜鉛めっき鋼管の延在方向に直交する断面を観察し、400倍に拡大した写真から10点を測定し、その平均値とした。
めっき付着量は、上述の溶融亜鉛めっき鋼管の断面観察から、溶融亜鉛めっき層全体の厚みを測定し、めっき付着量に換算した。なお、溶融亜鉛めっき層全体の厚みについても、400倍に拡大した写真から10点を測定し、その平均値とした。
【0037】
このようにして得られた溶融亜鉛めっき鋼管に対して、耐食性及び曲げ加工性を評価した。
耐食性は、JIS H0401に準拠した付着量試験(間接法)によって評価した。
【0038】
曲げ加工性は、JIS G3442に準拠した曲げ加工試験によって評価した。すなわち、溶融亜鉛めっき鋼管から採取した試験片を常温のまま、半径が8×D(D:鋼管の外径)の円筒に沿って90°に曲げ、10秒間保持した。そして、めっき剥離の有無を判定した。
【0039】
評価結果を表1、表2に示す。
【0040】
【表1】

【0041】
【表2】
【0042】
比較例1、2においては、溶融亜鉛めっき層におけるめっき付着量が550g/m2未満であって耐食性が不十分であった。また、溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μmを超える比較例3−8においては、曲げ加工性に劣ることが確認された。
【0043】
これに対して、めっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされた本発明例1−19においては、曲げ加工性に優れていた。
【0044】
以上のことから、本発明によれば、溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされた場合であっても、δ層の厚さを9μm以下とすることによって、曲げ加工性を飛躍的に向上できることが確認された。
【符号の説明】
【0045】
10、110 溶融亜鉛めっき鋼管
11、111 鋼管
20、120 溶融亜鉛めっき層
21、121 δ層
22 (η+δ)層
23、123 ζ層
24、124 η層
【技術分野】
【0001】
本発明は、鋼管の表面に溶融亜鉛めっき層が形成されてなる溶融亜鉛めっき鋼管に関するものである。
【背景技術】
【0002】
上述の溶融亜鉛めっき鋼管は、普通鋼材を素材とした鋼管に対して耐食性を付加させる目的で、鋼管の表面に溶融亜鉛めっきを施したものである。このような溶融亜鉛めっき鋼管は、鋼管を溶融亜鉛めっき浴に浸漬することによって製造される。
ここで、溶融亜鉛めっき鋼管においては、曲げ加工等を施した際に溶融亜鉛めっき層が剥離しないように、良好な曲げ加工性が要求される。
【0003】
そこで、例えば特許文献1、2においては、鋼管の組成を限定することによって、曲げ加工性の向上を図る技術が開示されている。
また、特許文献3においては、溶融亜鉛めっき層の耐食性を向上させるために、溶融亜鉛めっきを施した後に、溶融Zn−Al−Mg合金めっきを行う技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−246942号公報
【特許文献2】特開2008−161940号公報
【特許文献3】特開2010−070810号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述の溶融亜鉛めっき鋼管においては、例えばJIS G3442に規定されているように、めっき付着量を550g/m2以上とし、溶融亜鉛めっき層を比較的厚く形成したものがある。このような溶融亜鉛めっき鋼管では、曲げ加工時に溶融亜鉛めっき層が剥離し易くなる。
【0006】
ここで、上述の特許文献1、2に記載されたように、単に鋼管の組成を規定したものにおいては、めっき付着量を550g/m2以上とした場合に、曲げ加工時における溶融亜鉛めっき層の剥離を十分に抑制することはできなかった。
また、特許文献3に記載されたように、耐食性に優れた溶融Zn−Al−Mg合金めっきを施すことによって、めっき層の厚さを薄くしても耐食性を確保することも可能である。しかしながら、溶融Zn−Al−Mg合金めっきを行う場合には、溶融亜鉛めっき浴中にAl、Mgを添加するため、めっき浴の管理が非常に煩雑となり、製造コストが大幅に上昇するといった問題があった。
【0007】
本発明は、前述した状況に鑑みてなされたものであって、めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者が鋭意研究を行った結果、めっき付着量を550g/m2以上とした溶融亜鉛めっき鋼管においては、図1に示すように、曲げ加工した際に鋼管表面と溶融亜鉛めっき層との界面で剥離が発生していることを確認した。
ここで、図2に示す溶融亜鉛めっき鋼管110においては、鋼管111の表面に形成される溶融亜鉛めっき層120には、鋼管111の界面側から順にδ層121、ζ層123、η層124が形成されることが知られている。ここで、鋼管111との界面に形成されるδ層121は、図3に示すように、鋼管111、ζ層123、η層124に比べて硬いことが確認される。
【0009】
ところで、鋼板の溶融亜鉛めっきの分野においては、このδ層は、めっき剥離の抑制に効果があるものとされている。しかしながら、鋼板の溶融亜鉛めっきにおいては、めっき付着量が非常に少なく溶融亜鉛めっき層の厚みが薄いものであり、めっき付着量を550g/m2以上と厚くした場合とは、条件が全く異なっている。
ここで、本発明者らの検討の結果、めっき付着量を550g/m2以上として溶融亜鉛めっき層を厚く形成した場合においては、δ層が厚いとめっき剥離し易くなるとの知見を得た。
【0010】
本発明は、上述の知見に基づいて成されたものであって、本発明に係る溶融亜鉛めっき鋼管は、鋼管の表面に溶融亜鉛めっき層が形成された溶融亜鉛めっき鋼管であって、前記溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされていることを特徴としている。
【0011】
この構成の溶融亜鉛めっき鋼管においては、溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下と薄く形成されているため、δ層におけるクラックの発生が抑制され、溶融亜鉛めっき層の剥離が抑制されることになる。よって、溶融亜鉛めっき鋼管の曲げ加工性が飛躍的に向上することになる。
【0012】
ここで、前記鋼管の組成を、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とすることが好ましい。
この場合、溶融亜鉛めっきを施す際に、δ層の成長が抑制されることになり、めっき付着量を550g/m2以上とした場合であっても、δ層の厚さを9μm以下に抑えることができる。また、浸漬時間が短くても十分にめっき付着量を確保することが可能となる。
【0013】
また、前記めっき付着量を1200g/m2以下とすることが好ましい。
この場合、δ層が厚く形成されることを抑制でき、曲げ加工時における溶融亜鉛めっき層の剥離を抑制することができる。よって、十分な耐食性を確保できるとともに、曲げ加工性を確保することができる。
【発明の効果】
【0014】
本発明によれば、めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供することが可能となる。
【図面の簡単な説明】
【0015】
【図1】溶融亜鉛めっき鋼管のめっき剥離箇所の拡大説明図である。
【図2】溶融亜鉛めっき層の断面写真及び断面模式図である。
【図3】溶融亜鉛めっき鋼管の断面における硬さ測定結果を示すグラフである。
【図4】本発明の一実施形態である溶融亜鉛めっき鋼管の断面写真及び断面模式図である。
【発明を実施するための形態】
【0016】
以下に、本発明の一実施形態である溶融亜鉛めっき鋼管について、添付した図面を参照して説明する。なお、本実施形態である溶融亜鉛めっき鋼管10は、例えばJIS G3442に規定される水配管用亜鉛めっき鋼管とされている。
【0017】
本実施形態である溶融亜鉛めっき鋼管10は、鋼管11と、鋼管11の表面に形成された溶融亜鉛めっき層20と、を備えている。
鋼管10は、鋼板を加工して成形されるものであり、例えば鍛接によって成形される鍛接鋼管や溶接によって成形される電縫鋼管等が挙げられる。本実施形態においては、鍛接鋼管とされている。
また、鋼管10の外径及び内径については、特に限定はないが、本実施形態においては、外径を21.7mm以上60.5mm以下、内径を16.1mm以上52.9mm以下としている。
【0018】
溶融亜鉛めっき層20は、鋼管11の外面及び内面にそれぞれ形成されている。この溶融亜鉛めっき層20は、図4に示すように、鋼管11との界面側から順に、δ層21、(η+δ)層22、ζ層23、η層24、を備えている。なお、最表層のη層24は純Zn層であり、δ層21、(η+δ)層22、ζ層23は、Fe−Zn合金層である。
そして、本実施形態では、鋼管11との界面に形成されるδ層21の厚さが9μm以下とされている。なお、このδ層21の厚さは、溶融亜鉛めっき鋼管10の延在方向に直交する断面を観察し、400倍に拡大した写真で10点を測定した平均値としている。
【0019】
また、本実施形態においては、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上1200g/m2以下とされている。すなわち、溶融亜鉛めっき層20全体の厚さが76μm以上167μm以下とされている。
【0020】
ここで、本実施形態の鋼管11の組成は、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とされている。以下に、これらの元素の含有量を前述の範囲に設定した理由について説明する。
【0021】
Cは、0.005質量%未満であると、鋼管11の強度を確保することが困難となる。また、0.15質量%を超えると、伸びが低下し、曲げ加工性が劣化してしまう。以上のことから、Cの含有量を0.005質量%以上0.15質量%以下の範囲に設定している。なお、強度と曲げ加工性を確実に確保するためには、Cの含有量を0.01質量%以上0.15質量%以下の範囲内とすることが好ましい。
【0022】
Siの含有量が0.03質量%以上0.12質量%以下の範囲内、あるいは、Siの含有量が0.3質量%以上の場合には、溶融亜鉛めっき層20におけるFe−Zn合金層(δ層21、(η+δ)層22、ζ層23)が異常に発達してしまい、最表層のη層(純Zn層)がなくなる「ヤケ」欠陥が発生するおそれがある。また、Siの含有量が0.02質量%以下の場合には、めっき付着量を確保できなくなる。そこで、Siの含有量を0.15質量%以上0.25質量%以下の範囲内に設定している。
【0023】
Alは、脱酸剤として有効かつ重要な元素である。Alの含有量が0.001質量%未満だと上述の効果を得ることができない。また、Alの含有量が0.060質量%を超えると、脱酸の効果は飽和し、さらに鋼中のAl2O3の増加を助長し、清浄性が悪化する。そこで、Alの含有量を0.001質量%以上0.060質量%以下の範囲内に設定している。
【0024】
Mnは、Siとの質量比Mn/Siによって溶接欠陥の発生を抑制する効果を有する。本実施形態では、Siの含有量を0.15質量%以上0.25質量%以下の範囲内に設定していることから、Mnの含有量を0.35質量%以上とした。また、過剰に添加すると、強度が高くなりすぎて伸びが低下し、曲げ加工性が劣化するため、Mnの含有量を1.60質量%以下とした。
【0025】
Pは、不純物として鋼中に存在するが、その含有量が0.04質量%を超えると、中心偏析が増加し、成形加工時に介在物を起点として割れが進展し易くなる。よって、Pの含有量は0.04質量%以下とすることが好ましい。
Sは、不純物として鋼中に存在するが、その含有量が0.04質量%を超えると、割れの原因となる。よって、Sの含有量は0.04質量%以下とすることが好ましい。
Nは、過剰に含有すると、AlNが生成・析出し、鋳片の割れ、疵発生の原因となる。よって、Nの含有量は0.0080質量%以下とすることが好ましい。
【0026】
以下に、本実施形態である溶融亜鉛めっき鋼管10を製造する方法について説明する。
まず、上述の組成を有する鋼管11を製造する。鋼管11の製造方法には、特に限定はない。本実施形態では、上述の組成を有する鋼板を鍛接することによって鋼管11を製造する。
次に、得られた鋼管11に対して、脱脂、酸洗等の表面処理やフラックス処理等の前処理を行う。
【0027】
そして、溶融亜鉛めっき浴内に鋼管11を浸漬する。なお、溶融亜鉛めっき浴は、JIS H2107の蒸留亜鉛一種又はこれと同等以上の品質をもつ亜鉛地金を溶融したものとされている。
めっき浴に浸漬して鋼管11の外面及び内面に溶融亜鉛を付着させた後、外面ワイピングや内面蒸気ブローを実施し、余分な溶融亜鉛を除去する。
【0028】
ここで、めっき浴温度及び浸漬時間を調整することにより、溶融亜鉛めっき層20におけるめっき付着量を550g/m2以上1200g/m2以下とし、溶融亜鉛めっき層20全体の厚さを76μm以上167μm以下とする。さらに、鋼管11との界面に形成されるδ層21の厚さを9μm以下とする。
【0029】
そして、空冷または水冷によって冷却し、鋼管11の外面及び内面に所定のめっき付着量とした溶融亜鉛めっき層20を形成し、本実施形態である溶融亜鉛めっき鋼管10が製造されることになる。
【0030】
以上のような構成とされた本実施形態である溶融亜鉛めっき鋼管10においては、溶融亜鉛めっき層20のうち鋼管11との界面に形成されるδ層21の厚さが9μm以下と薄く形成されているため、δ層21におけるクラックの発生が抑制され、溶融亜鉛めっき層20の剥離が抑制されることになる。よって、溶融亜鉛めっき鋼管10の曲げ加工性を飛躍的に向上させることが可能となる。
【0031】
また、本実施形態である溶融亜鉛めっき鋼管10においては、めっき付着量が550g/m2以上とされているので、十分な耐食性を確保することが可能となる。さらに、めっき付着量が1200g/m2以下とされているので、δ層21が厚く形成されることを抑制することができ、曲げ加工時における溶融亜鉛めっき層20の剥離を抑制することができる。
【0032】
以上、本実施形態である溶融亜鉛めっき鋼管について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、JIS G3442に規定される水配管用亜鉛めっき鋼管を例に挙げて説明したが、これに限定されることはなく、その他の用途に使用されるものであってもよい。
また、鋼管を鍛接して成形された鍛接鋼管として説明したが、これに限定されることはなく、溶接によって成形される電縫鋼管やその他の製造方法で製造された鋼管であってもよい。
【0033】
さらに、本実施形態では、鋼管を、C:0.005質量%以上0.15質量%以下、Si:0.15質量%以上0.25質量%以下、Mn:0.35質量%以上1.60質量%以下、Al:0.001質量%以上0.060質量%以下、P:0.04質量%以下、S:0.04質量%以下、N:0.0080質量%以下、残部がFe及び不可避不純物とした組成を有する鋼として説明したが、この組成に限定されることはなく、他の組成の鋼であってもよい。
【0034】
また、めっき浴温度や浸漬時間においても、本実施形態に限定されることはなく、適宜設計変更することが可能である。特に、鋼管の組成によって、δ層厚みやめっき付着量が異なるため、鋼管の組成に応じて適宜条件を設定することが好ましい。
さらに、溶融亜鉛めっき浴に浸漬する前の前処理や、溶融亜鉛めっき浴に浸漬した後の外面ワイピングや内面蒸気ブローについては、適宜実施すればよい。
【実施例】
【0035】
本発明の効果を確認すべく実施した確認実験の結果について説明する。
表1に示す組成の鋼材を用いて外径21.7mm、内径16.1mmの鍛接鋼管を製造した。そして、この鍛接鋼管を、溶融亜鉛めっき浴中に浸漬して溶融亜鉛めっき層を形成した。このとき、めっき浴温度及び浸漬時間を調整することによって、表1、表2に示すめっき付着量及びδ層厚みの溶融亜鉛めっき鋼管を製出した。
【0036】
なお、δ層厚みの測定は、溶融亜鉛めっき鋼管の延在方向に直交する断面を観察し、400倍に拡大した写真から10点を測定し、その平均値とした。
めっき付着量は、上述の溶融亜鉛めっき鋼管の断面観察から、溶融亜鉛めっき層全体の厚みを測定し、めっき付着量に換算した。なお、溶融亜鉛めっき層全体の厚みについても、400倍に拡大した写真から10点を測定し、その平均値とした。
【0037】
このようにして得られた溶融亜鉛めっき鋼管に対して、耐食性及び曲げ加工性を評価した。
耐食性は、JIS H0401に準拠した付着量試験(間接法)によって評価した。
【0038】
曲げ加工性は、JIS G3442に準拠した曲げ加工試験によって評価した。すなわち、溶融亜鉛めっき鋼管から採取した試験片を常温のまま、半径が8×D(D:鋼管の外径)の円筒に沿って90°に曲げ、10秒間保持した。そして、めっき剥離の有無を判定した。
【0039】
評価結果を表1、表2に示す。
【0040】
【表1】
【0041】
【表2】
【0042】
比較例1、2においては、溶融亜鉛めっき層におけるめっき付着量が550g/m2未満であって耐食性が不十分であった。また、溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μmを超える比較例3−8においては、曲げ加工性に劣ることが確認された。
【0043】
これに対して、めっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされた本発明例1−19においては、曲げ加工性に優れていた。
【0044】
以上のことから、本発明によれば、溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされた場合であっても、δ層の厚さを9μm以下とすることによって、曲げ加工性を飛躍的に向上できることが確認された。
【符号の説明】
【0045】
10、110 溶融亜鉛めっき鋼管
11、111 鋼管
20、120 溶融亜鉛めっき層
21、121 δ層
22 (η+δ)層
23、123 ζ層
24、124 η層
【特許請求の範囲】
【請求項1】
鋼管の表面に溶融亜鉛めっき層が形成された溶融亜鉛めっき鋼管であって、
前記溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされていることを特徴とする溶融亜鉛めっき鋼管。
【請求項2】
前記鋼管の組成は、
C:0.005質量%以上0.15質量%以下、
Si:0.15質量%以上0.25質量%以下、
Mn:0.35質量%以上1.60質量%以下、
Al:0.001質量%以上0.060質量%以下、
P:0.04質量%以下、
S:0.04質量%以下、
N:0.0080質量%以下、
残部がFe及び不可避不純物
とされていることを特徴とする請求項1に記載の溶融亜鉛めっき鋼管。
【請求項3】
前記めっき付着量が1200g/m2以下とされていることを特徴とする請求項1または請求項2に記載の溶融亜鉛めっき鋼管。
【請求項1】
鋼管の表面に溶融亜鉛めっき層が形成された溶融亜鉛めっき鋼管であって、
前記溶融亜鉛めっき層におけるめっき付着量が550g/m2以上とされ、前記溶融亜鉛めっき層のうち前記鋼管表面との界面に形成されるδ層の厚さが9μm以下とされていることを特徴とする溶融亜鉛めっき鋼管。
【請求項2】
前記鋼管の組成は、
C:0.005質量%以上0.15質量%以下、
Si:0.15質量%以上0.25質量%以下、
Mn:0.35質量%以上1.60質量%以下、
Al:0.001質量%以上0.060質量%以下、
P:0.04質量%以下、
S:0.04質量%以下、
N:0.0080質量%以下、
残部がFe及び不可避不純物
とされていることを特徴とする請求項1に記載の溶融亜鉛めっき鋼管。
【請求項3】
前記めっき付着量が1200g/m2以下とされていることを特徴とする請求項1または請求項2に記載の溶融亜鉛めっき鋼管。
【図3】

【図1】
【図2】
【図4】
【図1】
【図2】
【図4】
【公開番号】特開2013−100587(P2013−100587A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−245708(P2011−245708)
【出願日】平成23年11月9日(2011.11.9)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]