
溶融亜鉛系めっき鋼板およびその製造方法

【課題】Siを比較的多量に含有する鋼板を基材して溶融亜鉛めっきや合金化溶融亜鉛めっきが施される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造する。
【解決手段】熱間圧延工程での鋼帯の巻取温度を660〜750℃とし、化学成分をC:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる冷間圧延後の鋼板を、連続溶融亜鉛めっき工程では、酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05〜1.3で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱する。
【解決手段】熱間圧延工程での鋼帯の巻取温度を660〜750℃とし、化学成分をC:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる冷間圧延後の鋼板を、連続溶融亜鉛めっき工程では、酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05〜1.3で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融亜鉛系めっき鋼板およびその製造方法に関し、より具体的には、Siを比較的多量に含有する鋼板に溶融亜鉛めっきや合金化溶融亜鉛めっきを施して製造される溶融亜鉛系めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
周知のように、自動車には燃費性能および衝突安全性の向上が求められている。このため、自動車用鋼板として、高い機械的特性および優れた耐食性を有するとともに、原料価格、設備投資さらには原単位を抑制するため、母材の合金元素が少なく、現行の設備により少ない工程で、かつ少ないエネルギー消費で製造可能なめっき鋼板が求められている。
【0003】
高い機械的特性、つまり高い引張強度と全伸びの両立は、母材にC、Si、Mn等の強化元素の含有量を最適化することで達成できる。これらの元素のうち特にSiは易酸化性である。このため、Si含有量が0.9%以上(本明細書では特に断りがない限り組成に関する「%」は「質量%」を意味する)といった、Siを比較的多量に含有する鋼板を、連続溶融亜鉛めっきライン(CGL)において普通鋼のめっき条件でめっきすると、めっき直前のめっき母材である鋼板の表層に形成されるSiの酸化物がめっきとの濡れ性を阻害するため、不めっき欠陥が発生し易い。そこで、これまでにも、この問題を解決するために様々な発明が提案されている。
【0004】
特許文献1には、CGLにおける焼鈍工程の前で鋼板にプレめっきを行う発明が開示され、また、特許文献2には、CGLにおける焼鈍工程の前で鋼板の表面を研削する発明が開示されている。しかし、これらの発明を実施するには、プレめっき工程や研削工程を設けるための新たな設備投資が必要となり、さらに工程も増えるという問題がある。
【0005】
特許文献3には、鋼中の合金元素としてSiに加えてNiおよびCuを0.001〜0.4%含有する鋼板を用いる発明が開示されている。しかし、この発明には、合金元素の添加量の増加によりコストの上昇が避けられないという問題がある。
【0006】
特許文献4には、CGLにおける酸化帯で鋼板の表面に火炎を照射して酸化することによって鋼板の表面に厚い酸化膜を形成してから、還元焼鈍してめっきする発明が開示されている。しかし、この発明では、酸化帯で生成した酸化膜がCGL内のロールに巻き付き、鋼板の表面欠陥の原因になるという問題がある。
【0007】
特許文献5には、熱間圧延後または冷間圧延後に、鋼板を焼鈍設備で加熱及び冷却して、さらにCGLにおいて焼鈍及びめっきを行う際に、焼鈍設備やCGLでの加熱冷却時の温度や雰囲気等を制御する発明が開示されており、好ましい形態として、巻取温度を600℃以上850℃以下で巻き取り後の冷却速度を3℃/分以下とすることが開示されている。しかし、この発明は、焼鈍設備による熱処理を必須とするものであるため、工程が煩雑化する。
【0008】
さらに、特許文献6には、Si、Mn、Crを合わせて0.7%以上含有する鋼板に溶融亜鉛めっきする場合に、この鋼板の製造工程における熱間圧延後の鋼板の巻き取り温度を、780×(Si[%]+Mn[%]/10+Cr[%]/10)0.148(℃)以上と高く設定する発明が開示されている。
【特許文献1】特開2001−279409
【特許文献2】特許第2555821号
【特許文献3】特開2004−211157号公報
【特許文献4】特開2006−176806号
【特許文献5】特開2000−290730
【特許文献6】特開平10−017936
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献6により開示された発明では、その実施例10に記載されるように鋼成分によっては800℃以上の巻き取り温度が必要となり、特にSiを1%以上含有するような鋼板を用いる場合には高温の巻き取り温度が必要となる。
【0010】
Siを比較的多量に含有する鋼板のめっきの濡れ性を改善するためには、めっき直前の鋼板の表面に形成されるSi主体の酸化物の量が少ないこと、すなわち、CGLでの還元焼鈍を経て清浄な表面の鋼板を得られることが重要であると考えられており、めっき直前の時点で鋼板の表面にSi主体の酸化物を形成させないためには、それまでの工程で酸化物を、Siを鋼板の表面ではなく鋼板の内部に形成させること、具体的には、(a)CGLにおける還元工程で雰囲気の水蒸気濃度を上げること、(b)CGLにおける前酸化工程で酸化条件を強化すること、さらには(c)熱間圧延後の巻き取り温度を高めること等が、これまでにも検討されてきた。
【0011】
しかし、製造コストの低減やめっき皮膜の性能向上を両立するためには、よりいっそうの改善が求められる。
本発明は、Si含有量が例えば0.9%以上と、Siを比較的多量に含有する鋼板をめっき基材として溶融亜鉛めっきや合金化溶融亜鉛めっきを施されて製造される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造する技術を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、鋼板は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度700℃以上750℃以下で行われるとともに、連続溶融亜鉛めっき工程では、還元焼鈍時に、露点が−50℃以上−10℃以下の水素1体積%以上20体積%以下−窒素雰囲気中で加熱することを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0013】
また、本発明は、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で酸化、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、鋼板は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度660℃以上750℃以下で行われるとともに、連続溶融亜鉛めっき工程では、酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05以上1.3以下で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、還元焼鈍時に、露点が−50℃以上−10℃以下の水素1体積%以上20体積%以下−窒素雰囲気中で加熱することを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0014】
これらの本発明に係る溶融亜鉛系めっき鋼板の製造方法では、溶融めっきが、溶融亜鉛めっきまたは合金化溶融亜鉛めっきであることが例示される。この場合に、還元焼鈍の際の雰囲気の水素濃度を1体積%以上5体積%以下とすることが好ましい。
【0015】
これらの本発明に係る溶融亜鉛系めっき鋼板の製造方法では、鋼板が、Feの一部に代えて、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上含有することが好ましい。
【0016】
別の観点からは、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上であることを特徴とする溶融亜鉛系めっき鋼板である。
【0017】
また、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面から深さ0μm以上20μm以下の鋼板表層部における炭素濃度の最小値が、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度であるバルクの炭素濃度の3/4未満であることを特徴とする溶融亜鉛系めっき鋼板である。
【0018】
また、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有することを特徴とする溶融亜鉛系めっき鋼板である。
【0019】
これらの本発明に係る溶融亜鉛系めっき鋼板では、鋼板は、Feの一部に代えて、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することが好ましい。
【発明の効果】
【0020】
本発明によれば、Siを比較的多量に含有する鋼板をめっき基材として溶融亜鉛めっきや合金化溶融亜鉛めっきが施される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造することができる。
【発明を実施するための最良の形態】
【0021】
以下、本発明を実施するための最良の形態を説明する。
本発明では、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で前酸化(巻取条件によっては不要)、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを経て、溶融亜鉛系めっき鋼板を製造する。
【0022】
この鋼板の化学成分を限定する理由を説明する。
C:0.07%以上0.15%以下
本発明に係る溶融亜鉛系めっき鋼板は、Cを多く含むことにより強度および延性のバランスを向上させる。C含有量は、狙いとする強度により適宜変更すればよいが、延性を向上させるために0.07%以上とする。しかし、C含有量が0.15%を超えると局部延性の劣化が著しくなるために0.15%以下とする。
Si:0.9%以上1.7%以下
Siは、低コストで固溶強化により鋼板を高強度化する有用な元素であるので、強度向上を目的として、0.9%以上含有する。しかし、Si含有量が1.7%を超えるとスケール疵が生じやすくなるので1.7%以下とする。
Mn:1.0%以上2.0%以下
Mnは、固溶強化により鋼板を高強度化する作用を有する。Mn含有量が2.0%超では降伏強度が上昇して伸びが劣化し、加工時にしわや割れが生じやすくなるので2.0%以下とする。しかし、Mn含有量が1.0%を下回ると強度を確保することが難しいので、1.0%以上とする。
Al:0.1%以上0.2%以下
Alは、脱酸、および固溶強化による鋼板の強度の確保するために含有する。強度の確保のためにAl含有量は0.1%以上とする。しかし、過剰に含有すると延性が低下するので、Al含有量は0.2%以下とする。
P:0.002%以上0.010%以下
Pは、不純物として不可避的に含有する元素であるが、積極的に含有することにより鋼板の強度を上昇させる元素でもある。このため、P含有量の下限は0.002%とする。しかし、Pを過剰に含有すると、合金化溶融亜鉛めっき製造の際に合金化処理性が低下するため、P含有量の上限は0.010%とする。
S:0.0010%以下
S含有量は、0.0010%以下とする。Sは、不純物として鋼中に含有されるものであるため、低濃度であるほうが好ましい。0.0010%を越えて含有すると、MnSの析出が目立つようになり、鋼板の延性を阻害するのみならず、オーステナイト安定元素のMnを析出物として消費してしまう。
N:0.010%以下
Nは、伸びフランジ性を劣化させる不純物である。そこで、本発明では、N含有量は0.010%以下と限定する。
【0023】
次に、任意元素について説明する。
NiとCuの合計量:0.1%以下
NiおよびCuは、通常、Si鋼のめっき性を向上させる目的で含有する。しかし、本発明では巻取温度、CGL前酸化条件およびCGL還元条件の管理を行うことによりめっき性を確保するため、NiおよびCuによるめっき性向上を図る必要はない。過剰に含有すると不必要な原料コストの増加を招く。言い換えれば、本発明はNiとCuの合計量が0.1%以下程度であってもめっき性が良好なめっき鋼板の製造方法を提供するものである。
Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上
Cr、Ti、Nb、V、またはBを、単独でまたは2種以上複合して含有することにより、強度、穴広げ性および伸びが向上する。しかし、Cr、Ti、Nb、Vは0.1%超、Bにあっては0.05%超含有しても特性の向上効果が飽和するだけで、コスト高となる。そこで、これらの元素を含有する場合には、Cr、Ti、Nb、Vは0.1%以下含有し、Bにあっては0.05%以下含有することが好ましい。さらに、強度、穴広げ性および伸びの向上効果を確実に得るには、Cr、Ti、Nb、Vは0.001%以上含有し、Bにあっては0.0001以上含有することがさらに好ましい。
【0024】
上記以外の残部は、Feおよび不純物である。
本発明では、このような化学成分を有する鋼板に熱間圧延を行う。そして、この熱間圧延工程における鋼板の巻き取り温度を660℃以上750℃以下、好ましくは700℃以上750℃以下とする。
【0025】
巻き取り温度は、めっきの濡れ性を確保するために高めとする。具体的には660℃以上とし、好ましくは700℃以上とする。巻き取り温度が700℃以上であれば、後述する連続めっき工程での前酸化を省略してもよい。巻き取り温度を高めとすることにより、Siを内部酸化させてめっき性を確保できると考えられる。
【0026】
一方、巻き取り温度を必要以上に高くすると、加熱に要するエネルギー費が嵩むとともに、巻き取り工程でコイルの巻き崩れを生じたり所定の機械的特性を得られなくなる可能性がある。また、巻き取り温度を必要以上に高くすると、鋼板の表層部の粒界が酸化して酸洗後の鋼板の表層部に後述するフラップが形成され易くなり、過度にフラップが形成されると性能に悪影響を及ぼす可能性がある。そこで、巻き取り温度は750℃以下とする。
【0027】
この熱間圧延工程に引き続いて行われる酸洗工程では、鋼板の表面の黒皮(スケール)を均一に除去すればよく、慣用される手法によればよく、特に制限されない。
この酸洗工程に引き続いて行われる冷間圧延工程では、酸洗工程を経た鋼板を冷間圧延すればよい。この冷延工程も特に制限されず、機械的特性等の観点から圧延率やその他条件を適宜決定すればよい。
【0028】
連続溶融亜鉛めっき工程では、この冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきがこの順で行う。
この連続溶融亜鉛めっき工程では、はじめに、後述する前酸化に先立って、表面の油分や付着物を除去する前洗浄として、通常、アルカリ脱脂が行われる。
【0029】
そして、本発明では、この前洗浄を行った後に後述する還元焼鈍に先立って、必要に応じて、鋼板を加熱する前酸化を行う。
この前酸化によってめっき基材となる鋼板の表面を酸化することにより、めっきの濡れ性を改善することができる。特に巻き取り温度が660℃以上700℃以下と低めの温度域である場合にはこの前酸化は行う。
【0030】
好ましい前酸化の条件は、Cガス等のH2とCH4を合計で50体積%以上含む燃料ガスを空燃比1.05以上1.3以下で燃焼させた雰囲気内で鋼板温度を550℃以上700℃以下とする。空燃比が1.05未満であるとめっきの濡れ性の確保が難しくなり、逆に1.3以上であると鋼板の表面に酸化鉄が過度に形成され、これがロールに巻き付いて鋼板の表面欠陥の原因になるおそれがある。
【0031】
また、前酸化の加熱温度も同様の理由からであり、加熱温度が550℃未満であるとめっきの濡れ性の確保が難しくなり、逆に700℃を超えると鋼板の表面に酸化鉄が過度に形成され、これがロールに巻き付いて鋼板の表面欠陥の原因になるおそれがある。
【0032】
この前酸化を、熱間圧延工程における巻取温度を勘案して適宜行った後に、還元焼鈍を行う。還元焼鈍の雰囲気は、通常の窒素−水素混合雰囲気でよく、その際の水素濃度は1体積%以上20体積%以下であればよい。ただし、水素濃度を低めとすることにより合金化処理速度が高くなることから、好ましくは、1体積%以上5体積%以下である。
【0033】
また、還元焼鈍の雰囲気の露点は−50℃以上−10℃以下とする。露点が−10℃を超えるとめっき濡れ性が悪化することがあるからである。
焼鈍温度の範囲は、通常のCGLにおける還元工程での鋼板の温度範囲と同様に、750℃以上900℃以下程度とすればよく、要求される機械特性等に応じて適宜決定すればよい。
【0034】
このようにして還元焼鈍を行った後に溶融亜鉛系めっき(本発明では溶融亜鉛めっきまたは合金化溶融亜鉛めっき)を行う。例えば、めっき浴温は440℃以上470℃以下とし、浴中Al濃度は0.10%以上0.50%以下の範囲とし(溶融亜鉛めっきまたは合金化溶融亜鉛めっき等によって変化させることもある)、侵入材温の下限は浴温安定の観点から浴温と同等温度とすればよい。なお、合金化溶融亜鉛めっき鋼板の製造における合金化処理の条件も、所定の合金化度やめっきの組織が得られるように適宜決定すればよい。
【0035】
この他、たとえば溶融亜鉛−5%アルミニウム合金めっきや、溶融亜鉛−55%アルミニウム合金めっきの場合にも本発明を適用できる。
このようにして、本発明に係る溶融亜鉛系めっき鋼板が製造される。次に、この本発明に係る溶融亜鉛系めっき鋼板を説明する。
【0036】
本発明に係る溶融亜鉛系めっき鋼板は、上述した化学成分を有する鋼板をめっき基材とし、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上である。
【0037】
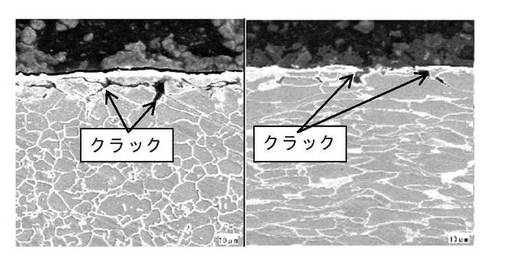
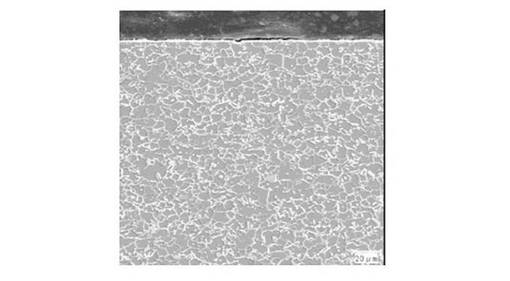
図1に、本発明に係る合金化溶融亜鉛めっき鋼板のめっき−基材の界面部の断面写真を示す。図1に示すように、めっき−基材の界面に接する鋼板側にクラックが形成されている。このクラックは、熱間圧延工程での粒界酸化の痕跡である。すなわち、熱間圧延工程での巻取温度を高温とすることにより鋼板の表層部の粒界酸化が生じてクラックが形成され易くなり、これにより、めっきの濡れ性も改善される。クラックの形成とめっきの濡れ性の向上との直接的な因果関係は現時点では不明であるものの、基材の表面に細かい凹凸が形成されることによりめっきの濡れ性が向上するものと推定される。
【0038】
図2に、成分は図1と同じ成分だが、巻取温度が本発明の範囲外の620℃であるめっき母材の断面写真を示す。図1と異なり、クラックが形成されていない。
また、本発明に係る溶融亜鉛系めっき鋼板は、めっき基材である鋼板表層部が脱炭されているものであり、具体的には、上述した化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面から深さ0μm以上20μm以下の鋼板表層部における炭素濃度の最小値が、バルクの炭素濃度の3/4未満である。
【0039】
ここで、「バルクの炭素濃度」とは、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度を意味する。
【0040】
このような表層部の脱炭は、熱間圧延時に巻き取り温度が高い場合に生じやすく、これはめっき母材の表層の炭素が系外に二酸化炭素として離脱するためと考えられる。すなわち、熱間圧延工程での巻取温度を高温とすることで、基材表層の脱炭が行われやすくなり、これと同時にめっき濡れ性も改善される。
【0041】
さらに、本発明に係る溶融亜鉛系めっき鋼板は、上述した化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有する。上述したように、鋼の内部で酸化物が形成されることによって表面での酸化物の形成が抑えられ、濡れ性が確保されると推定される。
【0042】
このようにして、本発明によれば、Siを比較的多量に含有する鋼板を基材して溶融亜鉛めっきや合金化溶融亜鉛めっきが施される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造することができる。
【実施例1】
【0043】
さらに、本発明を、実施例を参照しながら詳細に説明する。
表1に示す化学成分(単位:質量%、残部Feおよび不純物)を有するスラブを数本準備した。
【0044】
【表1】

【0045】
これらを、熱間圧延ラインで2.8mm厚にまで熱間圧延した後、巻取温度を種々変更してコイルに巻き取った。続いて、この熱間圧延された鋼帯を、酸洗ラインに通板して表面のスケールを除去した。さらに酸洗された鋼帯を、冷間圧延ラインで1.4mm厚に冷間圧延した。
【0046】
これらの冷間圧延された鋼帯から試験片を採取し、ラボめっきシミュレーターで、還元焼鈍および溶融亜鉛めっきを行った。より詳しくは、試験片を、表2に示す水素濃度および露点の窒素−水素雰囲気内で室温から所定温度まで10℃/秒で昇温し、その温度で60秒間保持してから加熱を停止し、板温が460℃になるまで炉内で放冷し、460℃になったらめっき浴に1秒間浸漬した。めっき浴の組成はZn−0.135%Alとし、めっき浴の温度は460℃とした。
【0047】
めっき浴から引き上げ後、窒素によるワイピングでめっき付着量を50g/m2に制御した。
得られた試験片について、外観を目視で下記基準に基づいて評価し、密着性をデュポン衝撃試験(ポンチ径φ6mm、ダイ径φ12mm、錘重量1.6kg、落下高さ500mm)で下記基準に基づいて評価した。
[外観評価基準]
○ :不めっきがない。
△+:極僅かに不めっきが点状に存在する。
△ :不めっきが点状に存在する。
× :不めっき部が多数存在する。
[めっき密着性評価基準]
○ :めっきはく離、母材露出がみられない。
○−:めっきはく離、母材露出が極一部に存在する。
×+:ほぼ全面にめっきはく離、母材露出が発生し、一部にめっきが残留する。
× :全面にめっきはく離、母材露出が発生する。
【0048】
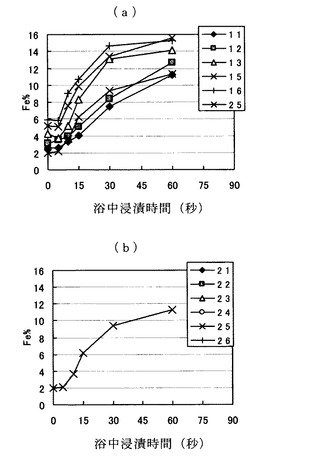
さらに、このように溶融亜鉛めっきされた試験片の一部から、溶融亜鉛めっきの小片を採取し、それぞれ500℃の塩浴の中で合金化処理を行った(浴中浸漬時間:0〜60秒間保持し、保持後直ちに水で急冷する)。得られた試験片の合金化度(めっき層のFe%)を調査した。
【0049】
結果を、合金化度とともに、表2にまとめて示すとともに、図3(a)および図3(b)にグラフで示す。
【0050】
【表2】
【0051】
表2および図3(a)および図3(b)にグラフで示すように、巻取温度が706℃の試験片(試験No.11、12、13、15および16)では、還元焼鈍の条件にほぼよることなく、めっき外観および密着性とも良好であった。ただし、還元焼鈍時の雰囲気露点が0℃の試験片(試験No.25)では、めっき濡れ性に劣る場合があった。また、還元焼鈍時の雰囲気ガスの水素濃度が2%であった試験片(試験No.13、15、26)ものが、10%であったものよりも同じ合金化処理条件でも合金化が進行していた。
【0052】
これに対し、巻取温度が622℃の試験片(試験No.21〜27)では、概してめっき濡れ性に劣っていた。
【実施例2】
【0053】
表1のNo.1と同じ化学成分のスラブを熱間圧延し、巻取温度670〜710℃で巻き取って熱延コイルとし、さらに酸洗および冷間圧延を経て1.4mm厚のフルハードコイルとした。このフルハードコイルを連続亜鉛めっき鋼板製造ライン(CGL)に通板し、合金化溶融亜鉛めっき鋼板を製造した。
【0054】
表3に、巻取温度、並びに前酸化帯の使用/不使用、CGLにおける所定位置での板温(最高到達温度)、めっき付着量(めっき中の亜鉛付着量)、合金化度の実績値をまとめて示す。表3の各値は全て板幅方向の中心部の値である。
【0055】
なお、前酸化帯を使用する場合には、燃料ガスはH2とCH4を合計で90体積%含有し、空燃比=1.1の雰囲気とした。還元帯の雰囲気は水素濃度5%の窒素水素ガスで露点−35℃とした。
【0056】
めっき浴の組成はZn−0.130%Al、浴温は460℃、浸漬時間は5秒とした。
【0057】
【表3】
【0058】
表3に示すように、前酸化帯を使用した場合には、不めっきが無く、また合金化の進行も十分であったのに対し、前酸化帯を使用しなかった場合には不めっきが発生した。これは、巻取温度が低めであったこととも関連して、めっきまでの工程でSi等の内部酸化が不足していたためと考えられる。
【0059】
次に、巻取温度が706℃のものについて、めっき−基材の界面部の観察、分析を行った。
巻取温度が706℃のものについて、板幅方向中央部のめっき−基材の界面近傍の断面を観察するにあたり、鋼の粒界の判別が容易になるようナイタールでエッチングしてからSEMで観察した。任意の2箇所のSEM像を図1に示す。いずれも基材表層部にクラックが観察され、板厚方向の投影長さは5μm以上だった。
【0060】
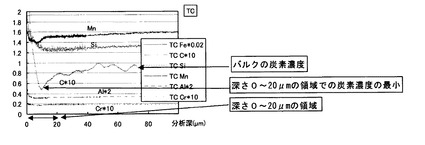
次に、巻取温度が706℃のものについて、めっきを10%塩酸(インヒビターとして朝日化学工業株式会社製イビット700BKを0.1%含有)で除去した後、表面からArでスパッタリングしながらグロー放電分光分析により元素のプロファイルを測定した結果を図4にグラフで示す。
【0061】
図4にグラフで示すように、表面(すなわちめっき−基材界面)から20μm以内の領域では、炭素濃度がバルクと比較して低下していることが認められた。
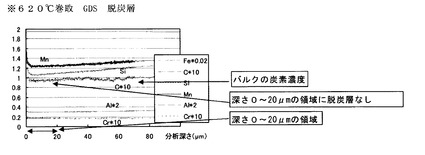
図5に、図4と同一の成分を620℃で巻き取り、同様の酸洗および冷間圧延を行っためっき原板を、図4に示すのと同様に測定したものを示す。620℃では脱炭層が認められない。
【0062】
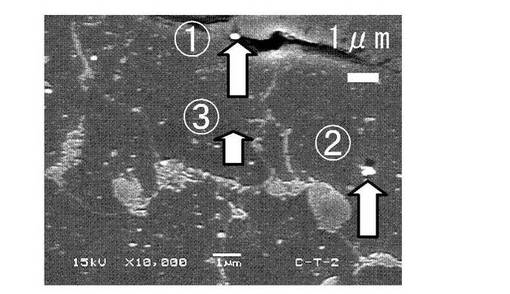
次に、巻取温度が706℃のものについて、めっき−基材の界面から鋼板の表層部約40μmの領域内の任意の1箇所の断面をSEMで観察した。その像を図6に示す。
図6に示すように、粒状の細かい物質が観察された。図6内の丸数字1〜丸数字3について、SEM付属のEDSで点分析した結果を表4にまとめて示す。丸数字1と丸数字2は母材の(最表層でない)内部にある点状の異物の点分析結果を示し、丸数字3はバルク部の点分析を示す。
【0063】
【表4】
【0064】
丸数字1、2は、丸数字3よりもO、Si、Mnが高濃度であることから、粒状物質は、Si−Mnの内部酸化物(Siの酸化物、またはSi−Mnの複合酸化物)であると推定される。
【図面の簡単な説明】
【0065】
【図1】本発明例のめっき−基材界面近傍を示すSEM画像である。
【図2】比較例のめっき−基材界面近傍を示すSEM画像である。
【図3】図3(a)および図3(b)は、実施例1の結果を示すグラフである。
【図4】実施例2の結果を示すグラフである。
【図5】比較例の結果を示すグラフである。
【図6】めっき−基材の界面から鋼板の表層部約40μmの領域内の任意の1箇所の断面のSEM画像である。
【技術分野】
【0001】
本発明は、溶融亜鉛系めっき鋼板およびその製造方法に関し、より具体的には、Siを比較的多量に含有する鋼板に溶融亜鉛めっきや合金化溶融亜鉛めっきを施して製造される溶融亜鉛系めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
周知のように、自動車には燃費性能および衝突安全性の向上が求められている。このため、自動車用鋼板として、高い機械的特性および優れた耐食性を有するとともに、原料価格、設備投資さらには原単位を抑制するため、母材の合金元素が少なく、現行の設備により少ない工程で、かつ少ないエネルギー消費で製造可能なめっき鋼板が求められている。
【0003】
高い機械的特性、つまり高い引張強度と全伸びの両立は、母材にC、Si、Mn等の強化元素の含有量を最適化することで達成できる。これらの元素のうち特にSiは易酸化性である。このため、Si含有量が0.9%以上(本明細書では特に断りがない限り組成に関する「%」は「質量%」を意味する)といった、Siを比較的多量に含有する鋼板を、連続溶融亜鉛めっきライン(CGL)において普通鋼のめっき条件でめっきすると、めっき直前のめっき母材である鋼板の表層に形成されるSiの酸化物がめっきとの濡れ性を阻害するため、不めっき欠陥が発生し易い。そこで、これまでにも、この問題を解決するために様々な発明が提案されている。
【0004】
特許文献1には、CGLにおける焼鈍工程の前で鋼板にプレめっきを行う発明が開示され、また、特許文献2には、CGLにおける焼鈍工程の前で鋼板の表面を研削する発明が開示されている。しかし、これらの発明を実施するには、プレめっき工程や研削工程を設けるための新たな設備投資が必要となり、さらに工程も増えるという問題がある。
【0005】
特許文献3には、鋼中の合金元素としてSiに加えてNiおよびCuを0.001〜0.4%含有する鋼板を用いる発明が開示されている。しかし、この発明には、合金元素の添加量の増加によりコストの上昇が避けられないという問題がある。
【0006】
特許文献4には、CGLにおける酸化帯で鋼板の表面に火炎を照射して酸化することによって鋼板の表面に厚い酸化膜を形成してから、還元焼鈍してめっきする発明が開示されている。しかし、この発明では、酸化帯で生成した酸化膜がCGL内のロールに巻き付き、鋼板の表面欠陥の原因になるという問題がある。
【0007】
特許文献5には、熱間圧延後または冷間圧延後に、鋼板を焼鈍設備で加熱及び冷却して、さらにCGLにおいて焼鈍及びめっきを行う際に、焼鈍設備やCGLでの加熱冷却時の温度や雰囲気等を制御する発明が開示されており、好ましい形態として、巻取温度を600℃以上850℃以下で巻き取り後の冷却速度を3℃/分以下とすることが開示されている。しかし、この発明は、焼鈍設備による熱処理を必須とするものであるため、工程が煩雑化する。
【0008】
さらに、特許文献6には、Si、Mn、Crを合わせて0.7%以上含有する鋼板に溶融亜鉛めっきする場合に、この鋼板の製造工程における熱間圧延後の鋼板の巻き取り温度を、780×(Si[%]+Mn[%]/10+Cr[%]/10)0.148(℃)以上と高く設定する発明が開示されている。
【特許文献1】特開2001−279409
【特許文献2】特許第2555821号
【特許文献3】特開2004−211157号公報
【特許文献4】特開2006−176806号
【特許文献5】特開2000−290730
【特許文献6】特開平10−017936
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献6により開示された発明では、その実施例10に記載されるように鋼成分によっては800℃以上の巻き取り温度が必要となり、特にSiを1%以上含有するような鋼板を用いる場合には高温の巻き取り温度が必要となる。
【0010】
Siを比較的多量に含有する鋼板のめっきの濡れ性を改善するためには、めっき直前の鋼板の表面に形成されるSi主体の酸化物の量が少ないこと、すなわち、CGLでの還元焼鈍を経て清浄な表面の鋼板を得られることが重要であると考えられており、めっき直前の時点で鋼板の表面にSi主体の酸化物を形成させないためには、それまでの工程で酸化物を、Siを鋼板の表面ではなく鋼板の内部に形成させること、具体的には、(a)CGLにおける還元工程で雰囲気の水蒸気濃度を上げること、(b)CGLにおける前酸化工程で酸化条件を強化すること、さらには(c)熱間圧延後の巻き取り温度を高めること等が、これまでにも検討されてきた。
【0011】
しかし、製造コストの低減やめっき皮膜の性能向上を両立するためには、よりいっそうの改善が求められる。
本発明は、Si含有量が例えば0.9%以上と、Siを比較的多量に含有する鋼板をめっき基材として溶融亜鉛めっきや合金化溶融亜鉛めっきを施されて製造される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造する技術を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、鋼板は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度700℃以上750℃以下で行われるとともに、連続溶融亜鉛めっき工程では、還元焼鈍時に、露点が−50℃以上−10℃以下の水素1体積%以上20体積%以下−窒素雰囲気中で加熱することを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0013】
また、本発明は、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で酸化、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、鋼板は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度660℃以上750℃以下で行われるとともに、連続溶融亜鉛めっき工程では、酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05以上1.3以下で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、還元焼鈍時に、露点が−50℃以上−10℃以下の水素1体積%以上20体積%以下−窒素雰囲気中で加熱することを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0014】
これらの本発明に係る溶融亜鉛系めっき鋼板の製造方法では、溶融めっきが、溶融亜鉛めっきまたは合金化溶融亜鉛めっきであることが例示される。この場合に、還元焼鈍の際の雰囲気の水素濃度を1体積%以上5体積%以下とすることが好ましい。
【0015】
これらの本発明に係る溶融亜鉛系めっき鋼板の製造方法では、鋼板が、Feの一部に代えて、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上含有することが好ましい。
【0016】
別の観点からは、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上であることを特徴とする溶融亜鉛系めっき鋼板である。
【0017】
また、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面から深さ0μm以上20μm以下の鋼板表層部における炭素濃度の最小値が、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度であるバルクの炭素濃度の3/4未満であることを特徴とする溶融亜鉛系めっき鋼板である。
【0018】
また、本発明は、C:0.07%以上0.15%以下、Si:0.9%以上1.7%以下、Mn:1.0%以上2.0%以下、Al:0.1%以上0.2%以下、P:0.002%以上0.010%以下、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有することを特徴とする溶融亜鉛系めっき鋼板である。
【0019】
これらの本発明に係る溶融亜鉛系めっき鋼板では、鋼板は、Feの一部に代えて、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することが好ましい。
【発明の効果】
【0020】
本発明によれば、Siを比較的多量に含有する鋼板をめっき基材として溶融亜鉛めっきや合金化溶融亜鉛めっきが施される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造することができる。
【発明を実施するための最良の形態】
【0021】
以下、本発明を実施するための最良の形態を説明する。
本発明では、熱間圧延工程と、この熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、この酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、この冷間圧延された鋼板に連続溶融めっき設備で前酸化(巻取条件によっては不要)、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを経て、溶融亜鉛系めっき鋼板を製造する。
【0022】
この鋼板の化学成分を限定する理由を説明する。
C:0.07%以上0.15%以下
本発明に係る溶融亜鉛系めっき鋼板は、Cを多く含むことにより強度および延性のバランスを向上させる。C含有量は、狙いとする強度により適宜変更すればよいが、延性を向上させるために0.07%以上とする。しかし、C含有量が0.15%を超えると局部延性の劣化が著しくなるために0.15%以下とする。
Si:0.9%以上1.7%以下
Siは、低コストで固溶強化により鋼板を高強度化する有用な元素であるので、強度向上を目的として、0.9%以上含有する。しかし、Si含有量が1.7%を超えるとスケール疵が生じやすくなるので1.7%以下とする。
Mn:1.0%以上2.0%以下
Mnは、固溶強化により鋼板を高強度化する作用を有する。Mn含有量が2.0%超では降伏強度が上昇して伸びが劣化し、加工時にしわや割れが生じやすくなるので2.0%以下とする。しかし、Mn含有量が1.0%を下回ると強度を確保することが難しいので、1.0%以上とする。
Al:0.1%以上0.2%以下
Alは、脱酸、および固溶強化による鋼板の強度の確保するために含有する。強度の確保のためにAl含有量は0.1%以上とする。しかし、過剰に含有すると延性が低下するので、Al含有量は0.2%以下とする。
P:0.002%以上0.010%以下
Pは、不純物として不可避的に含有する元素であるが、積極的に含有することにより鋼板の強度を上昇させる元素でもある。このため、P含有量の下限は0.002%とする。しかし、Pを過剰に含有すると、合金化溶融亜鉛めっき製造の際に合金化処理性が低下するため、P含有量の上限は0.010%とする。
S:0.0010%以下
S含有量は、0.0010%以下とする。Sは、不純物として鋼中に含有されるものであるため、低濃度であるほうが好ましい。0.0010%を越えて含有すると、MnSの析出が目立つようになり、鋼板の延性を阻害するのみならず、オーステナイト安定元素のMnを析出物として消費してしまう。
N:0.010%以下
Nは、伸びフランジ性を劣化させる不純物である。そこで、本発明では、N含有量は0.010%以下と限定する。
【0023】
次に、任意元素について説明する。
NiとCuの合計量:0.1%以下
NiおよびCuは、通常、Si鋼のめっき性を向上させる目的で含有する。しかし、本発明では巻取温度、CGL前酸化条件およびCGL還元条件の管理を行うことによりめっき性を確保するため、NiおよびCuによるめっき性向上を図る必要はない。過剰に含有すると不必要な原料コストの増加を招く。言い換えれば、本発明はNiとCuの合計量が0.1%以下程度であってもめっき性が良好なめっき鋼板の製造方法を提供するものである。
Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上
Cr、Ti、Nb、V、またはBを、単独でまたは2種以上複合して含有することにより、強度、穴広げ性および伸びが向上する。しかし、Cr、Ti、Nb、Vは0.1%超、Bにあっては0.05%超含有しても特性の向上効果が飽和するだけで、コスト高となる。そこで、これらの元素を含有する場合には、Cr、Ti、Nb、Vは0.1%以下含有し、Bにあっては0.05%以下含有することが好ましい。さらに、強度、穴広げ性および伸びの向上効果を確実に得るには、Cr、Ti、Nb、Vは0.001%以上含有し、Bにあっては0.0001以上含有することがさらに好ましい。
【0024】
上記以外の残部は、Feおよび不純物である。
本発明では、このような化学成分を有する鋼板に熱間圧延を行う。そして、この熱間圧延工程における鋼板の巻き取り温度を660℃以上750℃以下、好ましくは700℃以上750℃以下とする。
【0025】
巻き取り温度は、めっきの濡れ性を確保するために高めとする。具体的には660℃以上とし、好ましくは700℃以上とする。巻き取り温度が700℃以上であれば、後述する連続めっき工程での前酸化を省略してもよい。巻き取り温度を高めとすることにより、Siを内部酸化させてめっき性を確保できると考えられる。
【0026】
一方、巻き取り温度を必要以上に高くすると、加熱に要するエネルギー費が嵩むとともに、巻き取り工程でコイルの巻き崩れを生じたり所定の機械的特性を得られなくなる可能性がある。また、巻き取り温度を必要以上に高くすると、鋼板の表層部の粒界が酸化して酸洗後の鋼板の表層部に後述するフラップが形成され易くなり、過度にフラップが形成されると性能に悪影響を及ぼす可能性がある。そこで、巻き取り温度は750℃以下とする。
【0027】
この熱間圧延工程に引き続いて行われる酸洗工程では、鋼板の表面の黒皮(スケール)を均一に除去すればよく、慣用される手法によればよく、特に制限されない。
この酸洗工程に引き続いて行われる冷間圧延工程では、酸洗工程を経た鋼板を冷間圧延すればよい。この冷延工程も特に制限されず、機械的特性等の観点から圧延率やその他条件を適宜決定すればよい。
【0028】
連続溶融亜鉛めっき工程では、この冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきがこの順で行う。
この連続溶融亜鉛めっき工程では、はじめに、後述する前酸化に先立って、表面の油分や付着物を除去する前洗浄として、通常、アルカリ脱脂が行われる。
【0029】
そして、本発明では、この前洗浄を行った後に後述する還元焼鈍に先立って、必要に応じて、鋼板を加熱する前酸化を行う。
この前酸化によってめっき基材となる鋼板の表面を酸化することにより、めっきの濡れ性を改善することができる。特に巻き取り温度が660℃以上700℃以下と低めの温度域である場合にはこの前酸化は行う。
【0030】
好ましい前酸化の条件は、Cガス等のH2とCH4を合計で50体積%以上含む燃料ガスを空燃比1.05以上1.3以下で燃焼させた雰囲気内で鋼板温度を550℃以上700℃以下とする。空燃比が1.05未満であるとめっきの濡れ性の確保が難しくなり、逆に1.3以上であると鋼板の表面に酸化鉄が過度に形成され、これがロールに巻き付いて鋼板の表面欠陥の原因になるおそれがある。
【0031】
また、前酸化の加熱温度も同様の理由からであり、加熱温度が550℃未満であるとめっきの濡れ性の確保が難しくなり、逆に700℃を超えると鋼板の表面に酸化鉄が過度に形成され、これがロールに巻き付いて鋼板の表面欠陥の原因になるおそれがある。
【0032】
この前酸化を、熱間圧延工程における巻取温度を勘案して適宜行った後に、還元焼鈍を行う。還元焼鈍の雰囲気は、通常の窒素−水素混合雰囲気でよく、その際の水素濃度は1体積%以上20体積%以下であればよい。ただし、水素濃度を低めとすることにより合金化処理速度が高くなることから、好ましくは、1体積%以上5体積%以下である。
【0033】
また、還元焼鈍の雰囲気の露点は−50℃以上−10℃以下とする。露点が−10℃を超えるとめっき濡れ性が悪化することがあるからである。
焼鈍温度の範囲は、通常のCGLにおける還元工程での鋼板の温度範囲と同様に、750℃以上900℃以下程度とすればよく、要求される機械特性等に応じて適宜決定すればよい。
【0034】
このようにして還元焼鈍を行った後に溶融亜鉛系めっき(本発明では溶融亜鉛めっきまたは合金化溶融亜鉛めっき)を行う。例えば、めっき浴温は440℃以上470℃以下とし、浴中Al濃度は0.10%以上0.50%以下の範囲とし(溶融亜鉛めっきまたは合金化溶融亜鉛めっき等によって変化させることもある)、侵入材温の下限は浴温安定の観点から浴温と同等温度とすればよい。なお、合金化溶融亜鉛めっき鋼板の製造における合金化処理の条件も、所定の合金化度やめっきの組織が得られるように適宜決定すればよい。
【0035】
この他、たとえば溶融亜鉛−5%アルミニウム合金めっきや、溶融亜鉛−55%アルミニウム合金めっきの場合にも本発明を適用できる。
このようにして、本発明に係る溶融亜鉛系めっき鋼板が製造される。次に、この本発明に係る溶融亜鉛系めっき鋼板を説明する。
【0036】
本発明に係る溶融亜鉛系めっき鋼板は、上述した化学成分を有する鋼板をめっき基材とし、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上である。
【0037】
図1に、本発明に係る合金化溶融亜鉛めっき鋼板のめっき−基材の界面部の断面写真を示す。図1に示すように、めっき−基材の界面に接する鋼板側にクラックが形成されている。このクラックは、熱間圧延工程での粒界酸化の痕跡である。すなわち、熱間圧延工程での巻取温度を高温とすることにより鋼板の表層部の粒界酸化が生じてクラックが形成され易くなり、これにより、めっきの濡れ性も改善される。クラックの形成とめっきの濡れ性の向上との直接的な因果関係は現時点では不明であるものの、基材の表面に細かい凹凸が形成されることによりめっきの濡れ性が向上するものと推定される。
【0038】
図2に、成分は図1と同じ成分だが、巻取温度が本発明の範囲外の620℃であるめっき母材の断面写真を示す。図1と異なり、クラックが形成されていない。
また、本発明に係る溶融亜鉛系めっき鋼板は、めっき基材である鋼板表層部が脱炭されているものであり、具体的には、上述した化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面から深さ0μm以上20μm以下の鋼板表層部における炭素濃度の最小値が、バルクの炭素濃度の3/4未満である。
【0039】
ここで、「バルクの炭素濃度」とは、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度を意味する。
【0040】
このような表層部の脱炭は、熱間圧延時に巻き取り温度が高い場合に生じやすく、これはめっき母材の表層の炭素が系外に二酸化炭素として離脱するためと考えられる。すなわち、熱間圧延工程での巻取温度を高温とすることで、基材表層の脱炭が行われやすくなり、これと同時にめっき濡れ性も改善される。
【0041】
さらに、本発明に係る溶融亜鉛系めっき鋼板は、上述した化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有する。上述したように、鋼の内部で酸化物が形成されることによって表面での酸化物の形成が抑えられ、濡れ性が確保されると推定される。
【0042】
このようにして、本発明によれば、Siを比較的多量に含有する鋼板を基材して溶融亜鉛めっきや合金化溶融亜鉛めっきが施される溶融亜鉛系めっき鋼板を、めっきの濡れ性を改善しながら低コストで製造することができる。
【実施例1】
【0043】
さらに、本発明を、実施例を参照しながら詳細に説明する。
表1に示す化学成分(単位:質量%、残部Feおよび不純物)を有するスラブを数本準備した。
【0044】
【表1】
【0045】
これらを、熱間圧延ラインで2.8mm厚にまで熱間圧延した後、巻取温度を種々変更してコイルに巻き取った。続いて、この熱間圧延された鋼帯を、酸洗ラインに通板して表面のスケールを除去した。さらに酸洗された鋼帯を、冷間圧延ラインで1.4mm厚に冷間圧延した。
【0046】
これらの冷間圧延された鋼帯から試験片を採取し、ラボめっきシミュレーターで、還元焼鈍および溶融亜鉛めっきを行った。より詳しくは、試験片を、表2に示す水素濃度および露点の窒素−水素雰囲気内で室温から所定温度まで10℃/秒で昇温し、その温度で60秒間保持してから加熱を停止し、板温が460℃になるまで炉内で放冷し、460℃になったらめっき浴に1秒間浸漬した。めっき浴の組成はZn−0.135%Alとし、めっき浴の温度は460℃とした。
【0047】
めっき浴から引き上げ後、窒素によるワイピングでめっき付着量を50g/m2に制御した。
得られた試験片について、外観を目視で下記基準に基づいて評価し、密着性をデュポン衝撃試験(ポンチ径φ6mm、ダイ径φ12mm、錘重量1.6kg、落下高さ500mm)で下記基準に基づいて評価した。
[外観評価基準]
○ :不めっきがない。
△+:極僅かに不めっきが点状に存在する。
△ :不めっきが点状に存在する。
× :不めっき部が多数存在する。
[めっき密着性評価基準]
○ :めっきはく離、母材露出がみられない。
○−:めっきはく離、母材露出が極一部に存在する。
×+:ほぼ全面にめっきはく離、母材露出が発生し、一部にめっきが残留する。
× :全面にめっきはく離、母材露出が発生する。
【0048】
さらに、このように溶融亜鉛めっきされた試験片の一部から、溶融亜鉛めっきの小片を採取し、それぞれ500℃の塩浴の中で合金化処理を行った(浴中浸漬時間:0〜60秒間保持し、保持後直ちに水で急冷する)。得られた試験片の合金化度(めっき層のFe%)を調査した。
【0049】
結果を、合金化度とともに、表2にまとめて示すとともに、図3(a)および図3(b)にグラフで示す。
【0050】
【表2】
【0051】
表2および図3(a)および図3(b)にグラフで示すように、巻取温度が706℃の試験片(試験No.11、12、13、15および16)では、還元焼鈍の条件にほぼよることなく、めっき外観および密着性とも良好であった。ただし、還元焼鈍時の雰囲気露点が0℃の試験片(試験No.25)では、めっき濡れ性に劣る場合があった。また、還元焼鈍時の雰囲気ガスの水素濃度が2%であった試験片(試験No.13、15、26)ものが、10%であったものよりも同じ合金化処理条件でも合金化が進行していた。
【0052】
これに対し、巻取温度が622℃の試験片(試験No.21〜27)では、概してめっき濡れ性に劣っていた。
【実施例2】
【0053】
表1のNo.1と同じ化学成分のスラブを熱間圧延し、巻取温度670〜710℃で巻き取って熱延コイルとし、さらに酸洗および冷間圧延を経て1.4mm厚のフルハードコイルとした。このフルハードコイルを連続亜鉛めっき鋼板製造ライン(CGL)に通板し、合金化溶融亜鉛めっき鋼板を製造した。
【0054】
表3に、巻取温度、並びに前酸化帯の使用/不使用、CGLにおける所定位置での板温(最高到達温度)、めっき付着量(めっき中の亜鉛付着量)、合金化度の実績値をまとめて示す。表3の各値は全て板幅方向の中心部の値である。
【0055】
なお、前酸化帯を使用する場合には、燃料ガスはH2とCH4を合計で90体積%含有し、空燃比=1.1の雰囲気とした。還元帯の雰囲気は水素濃度5%の窒素水素ガスで露点−35℃とした。
【0056】
めっき浴の組成はZn−0.130%Al、浴温は460℃、浸漬時間は5秒とした。
【0057】
【表3】
【0058】
表3に示すように、前酸化帯を使用した場合には、不めっきが無く、また合金化の進行も十分であったのに対し、前酸化帯を使用しなかった場合には不めっきが発生した。これは、巻取温度が低めであったこととも関連して、めっきまでの工程でSi等の内部酸化が不足していたためと考えられる。
【0059】
次に、巻取温度が706℃のものについて、めっき−基材の界面部の観察、分析を行った。
巻取温度が706℃のものについて、板幅方向中央部のめっき−基材の界面近傍の断面を観察するにあたり、鋼の粒界の判別が容易になるようナイタールでエッチングしてからSEMで観察した。任意の2箇所のSEM像を図1に示す。いずれも基材表層部にクラックが観察され、板厚方向の投影長さは5μm以上だった。
【0060】
次に、巻取温度が706℃のものについて、めっきを10%塩酸(インヒビターとして朝日化学工業株式会社製イビット700BKを0.1%含有)で除去した後、表面からArでスパッタリングしながらグロー放電分光分析により元素のプロファイルを測定した結果を図4にグラフで示す。
【0061】
図4にグラフで示すように、表面(すなわちめっき−基材界面)から20μm以内の領域では、炭素濃度がバルクと比較して低下していることが認められた。
図5に、図4と同一の成分を620℃で巻き取り、同様の酸洗および冷間圧延を行っためっき原板を、図4に示すのと同様に測定したものを示す。620℃では脱炭層が認められない。
【0062】
次に、巻取温度が706℃のものについて、めっき−基材の界面から鋼板の表層部約40μmの領域内の任意の1箇所の断面をSEMで観察した。その像を図6に示す。
図6に示すように、粒状の細かい物質が観察された。図6内の丸数字1〜丸数字3について、SEM付属のEDSで点分析した結果を表4にまとめて示す。丸数字1と丸数字2は母材の(最表層でない)内部にある点状の異物の点分析結果を示し、丸数字3はバルク部の点分析を示す。
【0063】
【表4】
【0064】
丸数字1、2は、丸数字3よりもO、Si、Mnが高濃度であることから、粒状物質は、Si−Mnの内部酸化物(Siの酸化物、またはSi−Mnの複合酸化物)であると推定される。
【図面の簡単な説明】
【0065】
【図1】本発明例のめっき−基材界面近傍を示すSEM画像である。
【図2】比較例のめっき−基材界面近傍を示すSEM画像である。
【図3】図3(a)および図3(b)は、実施例1の結果を示すグラフである。
【図4】実施例2の結果を示すグラフである。
【図5】比較例の結果を示すグラフである。
【図6】めっき−基材の界面から鋼板の表層部約40μmの領域内の任意の1箇所の断面のSEM画像である。
【特許請求の範囲】
【請求項1】
熱間圧延工程と、該熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、該酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、該冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、
前記鋼板は、質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、
前記熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度700〜750℃で行われるとともに、
前記連続溶融亜鉛めっき工程では、前記還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱すること
を特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項2】
熱間圧延工程と、該熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、該酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、該冷間圧延された鋼板に連続溶融めっき設備で酸化、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、
前記鋼板は、質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、
熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度660〜750℃で行われるとともに、
前記連続溶融亜鉛めっき工程では、前記酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05〜1.3で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、前記還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱すること
を特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項3】
前記溶融めっきが、溶融亜鉛めっきまたは合金化溶融亜鉛めっきである請求項1または請求項2に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項4】
前記還元焼鈍の際の雰囲気の水素濃度を1〜5体積%とすることを特徴とする請求項3に記載された溶融亜鉛系めっき鋼板の製造方法。
【請求項5】
前記鋼板は、Feの一部に代えて、質量%で、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項1から請求項4までのいずれか1項に記載された溶融亜鉛系めっき鋼板の製造方法。
【請求項6】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上であることを特徴とする溶融亜鉛系めっき鋼板。
【請求項7】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、
めっき層およびめっき基材の界面から深さ0〜20μmの鋼板表層部における炭素濃度の最小値が、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度であるバルクの炭素濃度の3/4未満であることを特徴とする溶融亜鉛系めっき鋼板。
【請求項8】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、
めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有することを特徴とする溶融亜鉛系めっき鋼板。
【請求項9】
前記鋼板は、Feの一部に代えて、質量%で、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項6から請求項8までのいずれか1項に記載された溶融亜鉛系めっき鋼板。
【請求項1】
熱間圧延工程と、該熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、該酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、該冷間圧延された鋼板に連続溶融めっき設備で還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、
前記鋼板は、質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、
前記熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度700〜750℃で行われるとともに、
前記連続溶融亜鉛めっき工程では、前記還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱すること
を特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項2】
熱間圧延工程と、該熱間圧延工程で形成される鋼板の表面のスケールを除去する酸洗工程と、該酸洗工程を経た鋼板を冷間圧延する冷間圧延工程と、該冷間圧延された鋼板に連続溶融めっき設備で酸化、還元焼鈍及び溶融めっきをこの順で行う連続溶融亜鉛めっき工程とを備える溶融亜鉛系めっき鋼板の製造方法であって、
前記鋼板は、質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有し、
熱間圧延工程における鋼帯の巻取りが、大気中で巻取温度660〜750℃で行われるとともに、
前記連続溶融亜鉛めっき工程では、前記酸化の際に、H2とCH4を合計で50体積%以上含む燃料ガスを空燃比:1.05〜1.3で燃焼させた雰囲気で鋼板温度が550℃以上となるように鋼板を加熱するとともに、前記還元焼鈍時に、露点が−50〜−10℃の水素1〜20体積%−窒素雰囲気中で加熱すること
を特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項3】
前記溶融めっきが、溶融亜鉛めっきまたは合金化溶融亜鉛めっきである請求項1または請求項2に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項4】
前記還元焼鈍の際の雰囲気の水素濃度を1〜5体積%とすることを特徴とする請求項3に記載された溶融亜鉛系めっき鋼板の製造方法。
【請求項5】
前記鋼板は、Feの一部に代えて、質量%で、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項1から請求項4までのいずれか1項に記載された溶融亜鉛系めっき鋼板の製造方法。
【請求項6】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学成分を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、めっき層およびめっき基材の界面に接する鋼板側の領域にクラックを有し、その板厚方向の投影長さが5μm以上であることを特徴とする溶融亜鉛系めっき鋼板。
【請求項7】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、
めっき層およびめっき基材の界面から深さ0〜20μmの鋼板表層部における炭素濃度の最小値が、鋼板の厚さをtとした場合に一方の鋼板表面からの板厚方向への距離が(t/4)以内である領域と他方の鋼板表面からの板厚方向への距離が(t/4)以内である領域とを除いた、鋼板中心部における板厚方向への距離が(t/2)の領域における平均炭素濃度であるバルクの炭素濃度の3/4未満であることを特徴とする溶融亜鉛系めっき鋼板。
【請求項8】
質量%で、C:0.07〜0.15%、Si:0.9〜1.7%、Mn:1.0〜2.0%、Al:0.1〜0.2%、P:0.002〜0.010%、S:0.0010%以下、N:0.010%以下、残部Feおよび不純物からなる化学組成を有する鋼板をめっき基材とする溶融亜鉛系めっき鋼板であって、
めっき層とめっき基材の界面から深さ40μm以内の鋼板内部に存在する、粒状のSi−Mnの複合酸化物を有することを特徴とする溶融亜鉛系めっき鋼板。
【請求項9】
前記鋼板は、Feの一部に代えて、質量%で、NiとCuの合計量:0.1%以下、Cr:0.1%以下、Ti:0.1%以下、V:0.1%以下、Nb:0.1%以下、およびB:0.050%以下からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項6から請求項8までのいずれか1項に記載された溶融亜鉛系めっき鋼板。
【図3】

【図4】
【図5】
【図1】
【図2】
【図6】
【図4】
【図5】
【図1】
【図2】
【図6】
【公開番号】特開2010−116590(P2010−116590A)
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願番号】特願2008−289832(P2008−289832)
【出願日】平成20年11月12日(2008.11.12)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願日】平成20年11月12日(2008.11.12)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]