
溶融亜鉛系めっき鋼板の製造方法
【課題】めっき後合金化処理を施さない、表面の活性度が低い溶融亜鉛めっき鋼板に対して、アルカリ前処理を行わなくても摺動特性に優れたZn系酸化物層を形成できる溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に酸化物層を形成する亜鉛系めっき鋼板の製造方法において、調質圧延は、Raが2μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、又は、Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2μm以上のダルロールを用いて圧下率5%以下で圧延する。
【解決手段】鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に酸化物層を形成する亜鉛系めっき鋼板の製造方法において、調質圧延は、Raが2μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、又は、Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2μm以上のダルロールを用いて圧下率5%以下で圧延する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレス成形時の摺動抵抗が小さく優れたプレス成形性を有する溶融亜鉛系めっき鋼板の製造方法に関するものである。
【背景技術】
【0002】
溶融亜鉛めっき鋼板は自動車車体用途を中心に広範な分野で広く利用され、そのような用途では、プレス成形を施されて使用に供される。しかし、溶融亜鉛めっき鋼板は冷延鋼板に比べてプレス成形性が劣るという欠点を有する。これはプレス金型での溶融亜鉛めっき鋼板の摺動抵抗が冷延鋼板に比べて大きいことが原因である。すなわち、金型とビードでの摺動抵抗が大きい部分で溶融亜鉛めっき鋼板がプレス金型に流入しにくくなり、鋼板の破断が起こりやすいという問題がある。
【0003】
溶融亜鉛めっき鋼板にはめっき後に合金化を施す場合と合金化を施さない場合があり、本発明ではこれらを総称して溶融亜鉛系めっき鋼板と呼称する。両者を区別する場合、めっき後に合金化を施す場合はGA、合金化を施さない場合はGIと呼称する。
【0004】
特にGIでは、金型にめっきが付着すること(型カジリ)により、更に摺動抵抗が増加する現象があり、連続プレス成形の途中から割れが発生するなど、自動車の生産性に深刻な悪影響を及ぼす。更に、近年のCO2排出規制強化の観点から、車体軽量化の目的で高強度鋼板の使用比率が増加する傾向にある。高強度鋼板を使用すると、プレス成形時の面圧が上昇し、金型へのめっき付着は更に深刻な課題となる。
【0005】
上記の問題を解決する方法として、特許文献1及び特許文献2は、GAを調質圧延後、pH緩衝作用を有する酸性溶液に接触させ、接触終了後に1〜30秒放置した後水洗乾燥することで、GAの表層に、亜鉛系酸化物を形成しプレス成形性を向上させる技術を開示している。
【0006】
溶融亜鉛浴には、下地鉄と亜鉛との合金化反応を調整するために少量のAlが添加されており、溶融亜鉛系めっき鋼板の表面には浴中Alに由来するAl酸化物が存在する。GIは、GAに比べて表面のAl酸化物濃度が高いことから、GIは、表面の活性度が特に低い。
【0007】
特許文献3は、特に表面の活性度が低いGIに上記亜鉛系酸化物の形成する方法として、酸性溶液接触前にアルカリ溶液に接触させることにより表面のAl酸化物を除去して表面を活性化し酸化物の形成を促進する方法を開示している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−256448号公報
【特許文献2】特開2003−306781号公報
【特許文献3】特開2004−3004号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
表面の活性度が低いGIの表面に亜鉛系酸化物を形成させようとすると、表面のAl酸化物を除去するために、特許文献3に記載される様に、アルカリ溶液に接触させる等のアルカリ前処理が必要となる。アルカリ前処理設備を備えない製造設備では新たにアルカリ前処理設置することが必要不可欠であり、ラインレイアウト上、アルカリ前処理設備を設置できないラインでは表面に亜鉛系酸化物を形成させたGIを製造することができない。
【0010】
また、GI、GA共に、プレス成形時の摺動特性を向上させる点からは、表面の亜鉛系酸化物層の厚さを厚く、生成面積率を高くすること好ましいが、アルカリ前処理を行わない場合は、酸化物の厚さが薄く、生成面積率も低くなる。
【0011】
本発明の第1の課題は、上記の問題点を改善し、表面の活性度が低いGIに対しても、アルカリ前処理を行わなくても摺動特性に優れた亜鉛系酸化物層を形成できる溶融亜鉛系めっき鋼板の製造方法を提供することである。
【0012】
本発明の第2の課題は、GI、GAのいずれに対しても表面の亜鉛系酸化物層の生成面積率を高め、厚さを厚くできる溶融亜鉛系めっき鋼板の製造方法を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決すべく、鋭意研究を重ねた結果、鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗することによりめっき表面に亜鉛系酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延を、ダルロールを用いた圧延とブライトロールを用いた圧延の両方を行うことにより表面を活性化させることが可能になり、アルカリ前処理を行わなくても十分な量の亜鉛系酸化物を形成させることが出来ることを見出した。
【0014】
本発明は、この知見に基づくものである。上記課題を解決する本発明の手段は、次のとおりである。
【0015】
[1]鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延は、
Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、
又は、
Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する、
ことを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0016】
[2]前記[1]において、前記pH緩衝作用を有する酸性溶液は、酢酸塩、フタル酸塩、クエン酸塩、コハク酸塩、乳酸塩、酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を含有し、pHが1.0〜5.0の範囲にある酸性溶液であることを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0017】
[3]前記[1]、[2]において、pH緩衝作用を有する酸性溶液に接触終了時のめっき鋼板表面の液膜量を15g/m2以下にすることを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0018】
[4]溶融亜鉛めっきを施した後めっき層の合金化処理を行い、その後前記[1]記載の調質圧延を施すことを特徴とする[1]〜[3]のいずれかに記載の溶融亜鉛系めっき鋼板の製造方法である。
【発明の効果】
【0019】
本発明によれば、表面の活性度が低いGIに対して、アルカリ前処理を行わなくても、摺動特性に優れた亜鉛系酸化物皮膜を安定して形成できるようになる。また、GI、GAの何れに対しても、表面の亜鉛系酸化物層の生成面積率を高め、酸化物厚さを厚くできることから、プレス成型時の摺動特性により優れた溶融亜鉛系めっき鋼板を製造できるようになる。
【図面の簡単な説明】
【0020】
【図1】摩擦係数測定装置を示す概略正面図である。
【図2】図1中のビードの形状・寸法を示す概略斜視図である。
【図3】図1中のビードの形状・寸法を示す概略斜視図である。
【発明を実施するための形態】
【0021】
溶融亜鉛めっき系鋼板を製造する際、鋼板に溶融亜鉛めっきを施した後に、通常、材質確保のために調質圧延が施される。プレス等の加工を施されるGIでは、調質圧延は、ダルロールを用いた調質圧延であった。これは、めっき後合金化処理を行わないGIはめっき表面が平滑で、プレス時の潤滑油の保持性が悪く、成形性に劣るために、ダルロールで表面に凹凸を形成させて、潤滑油の保持性を向上させるためである。
【0022】
この調質圧延でダルロールとの接触によりGIの平滑なめっき面に凹凸形状が付与され、調質圧延ロールと接触した部位が凹部となる。めっき後合金化処理を行うGAも、合金化処理を行った後ダルロールによる調質圧延が施されるが、合金化処理により表面に深さ数μmの凹凸が生じており、ダルロールと接触するのは主に凸部となる。溶融亜鉛系めっき鋼板表面の凸部は、プレス成形時に金型が直接接触する部分であるため、金型との凝着を防止する硬質かつ高融点の物質が存在することが、摺動特性の向上に重要である。この点では、めっき表層に酸化物層を存在させることは、酸化物層が金型との凝着を防止するため、摺動特性の向上に有効である。
【0023】
また、実際のプレス成形時には、めっき表層の酸化物は摩耗し、削り取られるため、金型と被加工材の接触面積が大きい場合は、めっき表面に十分に厚い酸化物層が高い被覆率で存在していることが必要である。
【0024】
溶融亜鉛系めっき鋼板のめっき表層には薄い連続的なAl酸化物層が形成されているが、この薄いAl酸化物は良好な摺動性を得るためには十分と言えず更に厚い酸化物層を形成しなければならない。
【0025】
鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗することでめっき表面に亜鉛系酸化物層を形成することができる。
【0026】
溶融亜鉛系めっき鋼板のめっき表層のAl酸化物層は酸性溶液で比較的安定であり、前記した酸性溶液に接触させる処理の際に亜鉛の溶解反応を阻害するため、Al酸化物が存在する部分に亜鉛系酸化物を生成させることが難しい。GIは、めっき表層のAl酸化物の濃度が高いことから、この問題がより顕著になる。従って、亜鉛系酸化物を生成させるには、酸性溶液に接触させる前にAl系酸化物層を除去しておく必要がある。
【0027】
溶融亜鉛系めっき鋼板を製造する際に調質圧延が施されるが、その際、圧延ロールが接触した部分のめっき表面のAl酸化物層が物理的に除去される。これまでは、ダルロールを用いた調質圧延が施され、ダルロールはRaで数μmの表面粗さの凹凸を有するため、ロール表面の凸部が主に鋼板表面に接触する。その結果、溶融亜鉛系めっき鋼板は、ダルロールとの接触部のみ表面が活性化され、接触部以外は表面が活性化されない。
【0028】
GIの場合、ロール表面の凸部が接触した部分は、周囲と比較すると凹部として存在し、ロール表面の凸部が接触しなかった部分は周囲と比較すると凸部として存在する。従って、従来のダルロールを用いた調質圧延では、酸性溶液に接触させたときに、表面が活性化された凹部のみに亜鉛系酸化物が生成し、表面が活性化されていない凸部は亜鉛系酸化物の生成が抑制される。プレス成形時に実際にプレス金型と接触するのは、めっき鋼板の凸部が主体で、亜鉛系酸化物層が形成された凹部でないため、凹部に亜鉛系酸化物層を形成してもプレス成形性の改善効果は少なく、不十分であった。
【0029】
GAの場合はめっき皮膜が、GIのη層とは異なり、δ1主体であるため、めっき皮膜が硬質であり、従来のダルロールを用いた調質圧延でもロール表面の凸部はめっき表面の凸部に接触する割合が多く、接触により表面の活性化はある程度行われるが、アルカリ処理を行う場合に比べると活性化の程度は弱く、酸化膜の膜厚は薄くなる。
【0030】
本発明は、調質圧延は、ダルロールを用いた圧延とブライトロールを用いた圧延の両方を行うことが特徴である。
【0031】
GIの場合、ダルロールを用いた調質圧延では、圧延によって凹凸形状が付与されためっき鋼板の凹部はAl酸化物が除去されて活性化されているが、凹部以外の凸部はAl酸化物が除去されないことから活性化されていない。次にブライトロールを用いて圧延すると、めっき表面の凸部がブライトロールのロール表面と接触してAl酸化物が物理的に除去される。その結果、めっき鋼板表面の凹凸形状のほぼ全ての表面でAl酸化物層が除去されて、活性化される。その後酸性溶液に接触させることで、めっき表面に、高い被覆面積率で厚い亜鉛系酸化物層を形成することが可能になる。
【0032】
GAの場合、ダルロ−ルに加えてブライトロールを用いた圧延を行うと、ダルロールのみの場合に比較してAl酸化物の除去量が増えて表面がより活性化される。
【0033】
以下、本発明について詳しく説明する。
【0034】
本発明では、鋼板に溶融亜鉛めっきを施し、又は溶融亜鉛めっき後さらに合金化処理を施し、その後調質圧延を施す。溶融亜鉛めっき、合金化処理は常法でよい。
【0035】
調質圧延は、Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する圧延(ダル圧延)と、Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する圧延(ブライト圧延)を行う。ダル圧延後ブライト圧延を行ってもよいし、ブライト圧延後ダル圧延を行ってもよい。ダル圧延とブライト圧延の両方を行うことによって、めっき鋼板表面のほぼ全ての表面のAl酸化物層を、所望の亜鉛系酸化物層を形成することが可能になる程度に除去できる。
【0036】
ダル圧延のダルロールのRaを2.0μm以上に規定したのは、Raが2.0μm未満になると、調質圧延後の溶融亜鉛系めっき鋼板のRaが小さくなり、鋼板コイルをハンドリングする際に溶融亜鉛系めっき鋼板同士の摩擦係数が低下し、コイルつぶれなどが懸念されハンドリング性が著しく低下するのためである。Raの上限は規定しないが、塗装後の鮮鋭性の点から5μm以下が好ましい。ダル圧延の圧下率を5%以下に規定したのは、圧下率が5%超になると鋼板の伸びが低下しプレス加工性に悪影響を及ぼすためである。下限は規定しないが、降伏点伸びを消滅させるため0.1%以上が好ましい。
【0037】
ブライト圧延のブライトロールのRaを0.1μm以下に規定したのは、ダル圧延後ブライト圧延する場合は、ブライトロールのRaが0.1μm超になるとダル圧延でダルロールと接触しなかった部分が、次のブライト圧延時にブライトロールと接触する部分の面積率が低下し、ブライト圧延後ダル圧延する場合は、ブライトロールのRaが0.1μm超になると、ブライト圧延時ブライトロールと接触しなかった部分が、次のダル圧延時にダルロールと接触する部分の面積率が低下し、Al酸化物を除去する作用が低下するためである。Raの下限は規定しないが、圧延ロールの加工コストから0.01μm以上が好ましい。ブライト圧延の圧下率を3%以下に規定したのは、圧下率が3%超になると鋼板の伸びが低下しプレス加工性に悪影響を及ぼすためである。下限は規定しないが、降伏点伸びを消滅させるため0.1%以上が好ましい。
【0038】
なお、Raは、JIS B0601−1994年の中心線平均粗さRaである。
【0039】
溶融亜鉛系めっき鋼板を、調質圧延後、pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗乾燥することによりめっき表面に亜鉛系酸化物層を形成する。酸性溶液がpH緩衝作用を持つ溶液であると、めっき表面平坦部に摺動特性に優れる亜鉛系酸化物層を安定して形成することができる。
【0040】
この亜鉛系酸化物層形成メカニズムについては明確ではないが、次のように考えることができる。溶融亜鉛系めっき鋼板を酸性溶液に接触させると、鋼板側からは亜鉛の溶解が生じる。この亜鉛の溶解は、同時に水素発生反応を生じるため、亜鉛の溶解が進行すると、溶液中の水素イオン濃度が減少し、その結果溶液のpHが上昇し、溶融亜鉛系めっき鋼板表面に亜鉛を主体とする酸化物層を形成すると考えられる。pH緩衝作用を持たない酸性溶液を使用すると、溶液のpHが瞬時に上昇し、酸化物層の形成に十分な亜鉛の溶解が得られず、その結果、摺動性の向上に十分な亜鉛系酸化物層が生成しない。これに対して、pH緩衝作用を有する酸性溶液を使用すると、亜鉛が溶解し、水素発生反応が生じても、溶液のpH上昇が緩やかであるため、さらに亜鉛の溶解が進行し、結果的に、摺動性の向上に十分な亜鉛系酸化物が生成する。
【0041】
酸性溶液のpHが低すぎると、亜鉛の溶解は促進されるが、酸化物が生成しにくくなるため、pHは1.0以上であることが望ましい。一方、pHが高すぎると亜鉛溶解の反応速度が低くなるため、液のpHは5.0以下であることが望ましい。
【0042】
pH緩衝作用を有する酸性溶液は、pHが2.0〜5.0の領域においてpH緩衝作用を有するものが好ましい。これは、前記pH範囲でpH緩衝作用を有する酸性溶液を使用すると、酸性溶液に接触後、所定時間保持することで、本発明が目的とする酸化物層を安定して得ることができるためである。
【0043】
このようなpH緩衝作用を有する酸性溶液としては、酢酸ナトリウム(CH3COONa)などの酢酸塩、フタル酸水素カリウム((KOOC)2C6H4)などのフタル酸塩、クエン酸ナトリウム(Na3C6H5O7)やクエン酸二水素カリウム(KH2C6H5O7)などのクエン酸塩、コハク酸ナトリウム(Na2C4H4O4)などのコハク酸塩、乳酸ナトリウム(NaCH3CHOHCO2)などの乳酸塩、酒石酸ナトリウム(Na2C4H4O6)などの酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を、前記各成分の含有量を5〜50g/Lの範囲で含有する水溶液を使用することができる。前記濃度が5g/L未満であると、亜鉛の溶解とともに溶液のpH上昇が比較的すばやく生じるため、摺動性の向上に十分な酸化物層を形成することができず、また50g/Lを超えると、亜鉛の溶解が促進され、酸化物層の形成に長時間を有するだけでなく、めっき層の損傷も激しく、本来の防錆鋼板としての役割も失うことが考えられるためである。
【0044】
溶融亜鉛系めっき鋼板を酸性溶液に接触させる方法には特に制限はなく、めっき鋼板を酸性溶液に浸漬する方法、めっき鋼板に酸性溶液をスプレーする方法、塗布ロールを介して酸性溶液をめっき鋼板に塗布する方法等があるが、最終的に酸性溶液が薄い液膜状で鋼板表面に存在することが望ましい。鋼板表面に存在する液膜量が少ないと、めっき表面に所望厚さの酸化物層を形成することができない。しかし、鋼板表面に存在する酸性溶液の量が多すぎると、亜鉛の溶解が生じても溶液のpHが上昇せず、次々と亜鉛の溶解が生じるのみであり、酸化物層を形成するまでに長時間を有するだけでなく、めっき層の損傷も激しく、本来の防錆鋼板としての役割も失うことが考えられるためである。この観点から、酸性溶液に接触終了時の液膜量は、1g/m2以上15g/m2以下に調整することが有効である。液膜量の調整は、絞りロール、エアワイピング等で行うことができる。接触終了は、酸性溶液に浸漬する方法の場合は「浸漬終了」、めっき鋼板に酸性溶液をスプレーする方法の場合は「スプレー終了」、塗布ロールを介して酸性溶液を塗布する方法の場合は「塗布終了」を意味する。
【0045】
また、酸洗溶液に接触終了後、水洗までの時間(水洗までの保持時間)は、1〜60秒必要である。これは、水洗までの時間が1秒未満であると、溶液のpHが上昇し亜鉛を主体とする酸化物層が形成される前に、酸性溶液が洗い流されるため、摺動性の向上効果が得られず、また60秒を超えても、酸化物層の量に変化が見られないためである。
【0046】
以上の条件を満たしていれば、溶融亜鉛系めっき鋼板表面に、効率よく安定的に亜鉛系酸化物層を形成することができる。
【0047】
調質圧延後、酸性溶液に接触させて酸化物層を形成する前に、アルカリ性溶液に接触させてもよい。調質圧延時に圧延ロールとの接触により表層のAl酸化物は破壊されているものの一部残存する場合もある。アルカリ性溶液に接触させることで、表層に残存したAl酸化物層を除去して表面をより活性化することができる。アルカリ性溶液に接触させる方法には特に制限はなく、浸漬あるいはスプレーなどで処理することができる。pHが低いと反応が遅く処理に長時間を要するため、pHは10以上であることが望ましい。上記範囲内のpHであれば溶液の種類に制限はなく、水酸化ナトリウムなどを用いることができる。
【0048】
酸性溶液が水洗、乾燥後の鋼板表面に残存すると、鋼板コイルが長期保管されたときに錆が発生しやすくなる。係る錆発生を防止する観点から、アルカリ性溶液に浸漬あるいはアルカリ性溶液をスプレーするなどの方法でアルカリ性溶液と接触させて、鋼板表面に残存している酸性溶液を中和する処理を施してもよい。アルカリ性溶液は、表面に形成された亜鉛系酸化物の溶解を防止するためpHは12以下であることが望ましい。前記pHの範囲内であれば、使用する溶液に制限はなく、水酸化ナトリウム、リン酸ナトリウムなど使用することができる。
【0049】
本発明における亜鉛系酸化物とは、金属成分として亜鉛を主体とする酸化物、水酸化物であり、鉄、Al等の金属成分を合計量として亜鉛よりも少なく含有する場合や、硫酸、硝酸、塩素等のアニオンを合計量として酸素と水酸基のモル数よりも少なく含有する場合も本発明の亜鉛系酸化物に含まれる。なお、亜鉛系酸化物層に酸性溶液のpH調整に使用する硫酸イオンなどのアニオン成分が亜鉛系酸化物層が含有される場合もあるが、硫酸イオンなどのアニオン成分や、pH緩衝作用を有する酸性溶液中に含まれるS、N、P、B、Cl、Na、Mn、Ca、Mg、Ba、Sr、Siなどの不純物、S、N、P、B、Cl、Na、Mn、Ca、Mg、Ba、Sr、Si、O、Cからなる化合物は、本発明の効果が損なわれない限り亜鉛系酸化物中に含有されても支障はない。
【0050】
めっき表層における酸化物層の厚さを10nm以上とすることにより、良好な摺動性を示す溶融亜鉛系めっき鋼板が得られるが、酸化物層の厚さを20nm以上、より好ましくは30nm以上とするとより効果的である。これは、金型と被加工物の接触面積が大きくなるプレス成形加工において、表層の酸化物層が摩耗した場合でも残存し、摺動性の低下を招くことがないためである。一方、酸化物層の厚さの上限は特に設けないが、200nmを超えると表面の反応性が低下し、亜鉛系酸化物皮膜の生成量が低下するため、200nm以下とするのが望ましい。
【0051】
本発明の溶融亜鉛系めっき鋼板を製造する際は、めっき浴中にAlが添加されていることが必要であるが、Al以外の添加元素成分は特に限定されない。すなわち、Alの他に、Pb、Sb、Si、Sn、Mg、Mn、Ni、Ti、Li、Cuなどが少量含有または添加されていても、亜鉛系酸化物が生成される場合には本発明の効果が損なわれるものではない。
【実施例】
【0052】
次に、本発明を実施例により更に詳細に説明する。
【0053】
冷間圧延後焼鈍した板厚0.7mmの鋼板上に、常法により、溶融亜鉛めっきを施し、又は溶融亜鉛めっき後合金化処理を施し、次に調質圧延を施した。亜鉛めっき量は片面あたり45g/m2に調整し、合金化処理後のめっき皮膜のFe含有率は10質量%に調整した。調質圧延は、ダルロールを用いたダル圧延、ブライトロールを用いたブライト圧延のいずれか一方又は両方を行った。調質圧延後、酸性溶液槽で、酢酸ナトリウム30g/Lを含有し、50℃、pH2.0の酸性溶液に浸漬して引き上げた後、酸性溶液槽出側の絞りロールで鋼板表面に付着させる液膜量を調整した。液膜量は、絞りロールの圧力を変化させることで、調整した。液膜量調整後、1〜60秒放置(保持)した後、50℃の温水を鋼板にスプレーして洗浄し、ドライヤで乾燥し、めっき表面に亜鉛系酸化物層を形成した。一部は、液膜量調整後所定時間放置(保持)した後、pH10、温度50℃のアルカリ性溶液(水酸化ナトリウム水溶液)をスプレーして鋼板表面に残存している酸性溶液の中和処理を行い、その後50℃の温水を鋼板にスプレーした。また一部は、調質圧延のみを行い、調質圧延後、酸性溶液への接触による酸化物形成処理を行わなかった。
【0054】
前記で作成した溶融亜鉛系めっき鋼板のめっき表層の酸化物層膜厚、酸化物生成面積率、プレス成形時の摺動特性、ハンドリング性を調査した。また、プレス成形時の摺動特性は、摩擦係数、型カジリ性によって評価した
酸化物層の厚さ測定方法、酸化物生成面積率の測定方法、摺動特性、ハンドリング性の評価方法は以下の通りである。
【0055】
[1]酸化物層の厚さの測定
酸化物層の厚さの測定には蛍光X線分析装置を使用した。測定時の管球の電圧および電流は30kVおよび100mAとし、分光結晶はTAPに設定してO−Kα線を検出した。O−Kα線の測定に際しては、そのピーク位置に加えてバックグラウンド位置での強度も測定し、O−Kα線の正味の強度が算出できるようにした。なお、ピーク位置およびバックグラウンド位置での積分時間は、それぞれ20秒とした。また、適当な大きさに劈開した膜厚96nm、54nmおよび24nmの酸化シリコン皮膜を形成したシリコンウエハーも同時に測定し、測定したO−Kα線の強度と酸化シリコン膜厚から、亜鉛系酸化物層の厚さを算出した。
【0056】
[2]酸化物生成面積率の測定
極低加速SEMで表面を35μm×45μmの視野を任意の10点観察し、得られたSEM像の酸化物が生成している部分と、生成していない部分の明度差から酸化物が生成している部分の面積率を測定し、その平均値を酸化物生成面積率とした。
【0057】
[3]摩擦係数の測定方法
プレス成形性を評価するために、各供試材の摩擦係数を以下のようにして測定した。
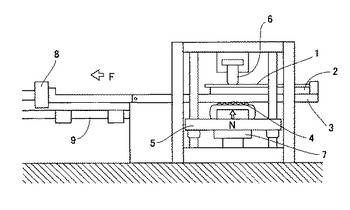
図1は、摩擦係数測定装置を示す概略正面図である。同図に示すように、供試材から採取した摩擦係数測定用試料1が試料台2に固定され、試料台2は、水平移動可能なスライドテーブル3の上面に固定されている。スライドテーブル3の下面には、これに接したローラ4を有する上下動可能なスライドテーブル支持台5が設けられ、これを押上げることにより、ビード6による摩擦係数測定用試料1への押付荷重Nを測定するための第1ロードセル7が、スライドテーブル支持台5に取付けられている。上記押付力を作用させた状態でスライドテーブル3を水平方向へ移動させるための摺動抵抗力Fを測定するための第2ロードセル8が、スライドテーブル3の一方の端部に取付けられている。なお、潤滑油として、スギムラ化学工業(株)製の防錆洗浄油(プレトンR352L、プレトンは登録商標)を試料1の表面に塗布して試験を行った。
【0058】
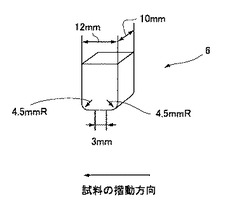
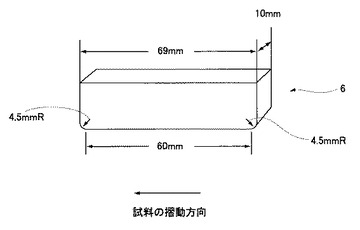
図2、図3は使用したビードの形状・寸法を示す概略斜視図である。ビード6の下面が試料1の表面に押し付けられた状態で摺動する。図2に示すビード6の形状は幅10mm、試料の摺動方向長さ12mm、摺動方向両端の下部は曲率半径4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ3mmの平面を有する。図3に示すビード6の形状は幅10mm、試料の摺動方向長さ69mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ60mmの平面を有する。
【0059】
摩擦係数の測定は以下に示す2条件で行った。
[条件1]
図2に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):100cm/minとした。
[条件2]
図3に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):20cm/minとした。
供試材とビードとの間の摩擦係数μは、式:μ=F/Nで算出した。
【0060】
[4]型カジリ性の評価方法
GIは、摺動距離が長い部位において金型へめっきが付着し摺動抵抗が増加する型かじりが問題となる。そこで、GIについて、図1に示した摩擦係数測定装置を用いて、摩擦係数の測定とは別に、摺動試験を50回繰り返し実施し、摩擦係数が0.01以上増加したときの繰り返し数を調査し、この繰り返し数を型かじり発生の限界繰り返し数として、型カジリ性を評価した。ここで、50回繰り返し摺動試験を実施しても0.01以上の摩擦係数の増加が認められない場合には、50回以上とした。試験条件は上記[3]摩擦係数の測定方法と同様に上記の条件1および条件2で実施した。
【0061】
[5]ハンドリング性の評価方法
コイルのハンドリング性をシミュレートするための評価方法として、引張り試験機にロードセルにより一定の押し付け荷重を負荷したビードで供試材を挟み、引き抜き荷重を測定し摩擦係数を算出した。なお、このとき供試材と同一のサンプルをビードに貼り付け、供試材と供試材が接触する部分の摩擦係数を測定した。30mm(幅)×35mm(長さ)の形状のビードを用いて、接触面圧を0.5MPaに設定し、50mm/minの速度で引き抜いた。過去の知見から、摩擦係数が0.08以上であれば、コイルのハンドリング性に問題がないことが知られているので、摩擦係数が0.08未満を×(不良)、0.08以上を○(良好)と判定した。
【0062】
以上より得られた結果を条件と併せて表1、表2に示す。
【0063】
【表1】

【0064】
【表2】
【0065】
表1、表2から下記事項が明らかである。
【0066】
(1)GI:No.1〜31
調質圧延を、ダルロールによる圧延とブライトロールによる圧延を本発明法で行った後、酸性溶液と接触させて酸化物形成処理を行った本発明例は、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方だけを行いその後酸化物形成処理を行わなかった比較例、ダルロールによる圧延とブライトロールによる圧延を、いずれか一方が本発明範囲を外れる条件で行った後、酸性溶液と接触させて酸化物形成処理を行った比較例、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方を行った後、酸性溶液と接触させて酸化物形成処理を行った比較例に比べて、酸化物生成面積率が高く、酸化物膜厚が厚く、そのため、摩擦係数が低く、型カジリ発生の限界繰り返し数が大きく、比較例に比べて、摺動特性が向上している。また、ハンドリング性の評価が良好であることから、コイルつぶれの問題もない。
【0067】
(2)GA:No.32〜51
調質圧延を、ダルロールによる圧延とブライトロールによる圧延を本発明法で行った後、酸性溶液と接触させて酸化物形成処理を行った本発明例は、酸化物生成面積率が高く、ダルロールによる圧延とブライトロールによる圧延を、いずれか一方が本発明範囲を外れる条件で行った後、酸性溶液と接触させて酸化物形成処理を行った比較例、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方を行った後、酸性溶液と接触させて酸化物形成処理を行った比較例に比べて、酸化物膜厚が厚いため、摩擦係数が低い。また、ハンドリング性の評価が良好であることから、コイルつぶれの問題もない。
【産業上の利用可能性】
【0068】
本発明によれば、酸化物形成処理を施す前に、アルカリ前処理を行わなくても、摺動特性に優れた亜鉛系酸化物皮膜を安定して形成できる溶融亜鉛系めっき鋼板の製造方法を提供できる。
【符号の説明】
【0069】
1 摩擦係数測定用試料
2 試料台
3 スライドテーブル
4 ローラ
5 スライドテーブル支持台
6 ビード
7 第1ロードセル
8 第2ロードセル
9 レール
N 押付荷重
F 摺動抵抗力
【技術分野】
【0001】
本発明は、プレス成形時の摺動抵抗が小さく優れたプレス成形性を有する溶融亜鉛系めっき鋼板の製造方法に関するものである。
【背景技術】
【0002】
溶融亜鉛めっき鋼板は自動車車体用途を中心に広範な分野で広く利用され、そのような用途では、プレス成形を施されて使用に供される。しかし、溶融亜鉛めっき鋼板は冷延鋼板に比べてプレス成形性が劣るという欠点を有する。これはプレス金型での溶融亜鉛めっき鋼板の摺動抵抗が冷延鋼板に比べて大きいことが原因である。すなわち、金型とビードでの摺動抵抗が大きい部分で溶融亜鉛めっき鋼板がプレス金型に流入しにくくなり、鋼板の破断が起こりやすいという問題がある。
【0003】
溶融亜鉛めっき鋼板にはめっき後に合金化を施す場合と合金化を施さない場合があり、本発明ではこれらを総称して溶融亜鉛系めっき鋼板と呼称する。両者を区別する場合、めっき後に合金化を施す場合はGA、合金化を施さない場合はGIと呼称する。
【0004】
特にGIでは、金型にめっきが付着すること(型カジリ)により、更に摺動抵抗が増加する現象があり、連続プレス成形の途中から割れが発生するなど、自動車の生産性に深刻な悪影響を及ぼす。更に、近年のCO2排出規制強化の観点から、車体軽量化の目的で高強度鋼板の使用比率が増加する傾向にある。高強度鋼板を使用すると、プレス成形時の面圧が上昇し、金型へのめっき付着は更に深刻な課題となる。
【0005】
上記の問題を解決する方法として、特許文献1及び特許文献2は、GAを調質圧延後、pH緩衝作用を有する酸性溶液に接触させ、接触終了後に1〜30秒放置した後水洗乾燥することで、GAの表層に、亜鉛系酸化物を形成しプレス成形性を向上させる技術を開示している。
【0006】
溶融亜鉛浴には、下地鉄と亜鉛との合金化反応を調整するために少量のAlが添加されており、溶融亜鉛系めっき鋼板の表面には浴中Alに由来するAl酸化物が存在する。GIは、GAに比べて表面のAl酸化物濃度が高いことから、GIは、表面の活性度が特に低い。
【0007】
特許文献3は、特に表面の活性度が低いGIに上記亜鉛系酸化物の形成する方法として、酸性溶液接触前にアルカリ溶液に接触させることにより表面のAl酸化物を除去して表面を活性化し酸化物の形成を促進する方法を開示している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−256448号公報
【特許文献2】特開2003−306781号公報
【特許文献3】特開2004−3004号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
表面の活性度が低いGIの表面に亜鉛系酸化物を形成させようとすると、表面のAl酸化物を除去するために、特許文献3に記載される様に、アルカリ溶液に接触させる等のアルカリ前処理が必要となる。アルカリ前処理設備を備えない製造設備では新たにアルカリ前処理設置することが必要不可欠であり、ラインレイアウト上、アルカリ前処理設備を設置できないラインでは表面に亜鉛系酸化物を形成させたGIを製造することができない。
【0010】
また、GI、GA共に、プレス成形時の摺動特性を向上させる点からは、表面の亜鉛系酸化物層の厚さを厚く、生成面積率を高くすること好ましいが、アルカリ前処理を行わない場合は、酸化物の厚さが薄く、生成面積率も低くなる。
【0011】
本発明の第1の課題は、上記の問題点を改善し、表面の活性度が低いGIに対しても、アルカリ前処理を行わなくても摺動特性に優れた亜鉛系酸化物層を形成できる溶融亜鉛系めっき鋼板の製造方法を提供することである。
【0012】
本発明の第2の課題は、GI、GAのいずれに対しても表面の亜鉛系酸化物層の生成面積率を高め、厚さを厚くできる溶融亜鉛系めっき鋼板の製造方法を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決すべく、鋭意研究を重ねた結果、鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗することによりめっき表面に亜鉛系酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延を、ダルロールを用いた圧延とブライトロールを用いた圧延の両方を行うことにより表面を活性化させることが可能になり、アルカリ前処理を行わなくても十分な量の亜鉛系酸化物を形成させることが出来ることを見出した。
【0014】
本発明は、この知見に基づくものである。上記課題を解決する本発明の手段は、次のとおりである。
【0015】
[1]鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延は、
Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、
又は、
Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する、
ことを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0016】
[2]前記[1]において、前記pH緩衝作用を有する酸性溶液は、酢酸塩、フタル酸塩、クエン酸塩、コハク酸塩、乳酸塩、酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を含有し、pHが1.0〜5.0の範囲にある酸性溶液であることを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0017】
[3]前記[1]、[2]において、pH緩衝作用を有する酸性溶液に接触終了時のめっき鋼板表面の液膜量を15g/m2以下にすることを特徴とする溶融亜鉛系めっき鋼板の製造方法である。
【0018】
[4]溶融亜鉛めっきを施した後めっき層の合金化処理を行い、その後前記[1]記載の調質圧延を施すことを特徴とする[1]〜[3]のいずれかに記載の溶融亜鉛系めっき鋼板の製造方法である。
【発明の効果】
【0019】
本発明によれば、表面の活性度が低いGIに対して、アルカリ前処理を行わなくても、摺動特性に優れた亜鉛系酸化物皮膜を安定して形成できるようになる。また、GI、GAの何れに対しても、表面の亜鉛系酸化物層の生成面積率を高め、酸化物厚さを厚くできることから、プレス成型時の摺動特性により優れた溶融亜鉛系めっき鋼板を製造できるようになる。
【図面の簡単な説明】
【0020】
【図1】摩擦係数測定装置を示す概略正面図である。
【図2】図1中のビードの形状・寸法を示す概略斜視図である。
【図3】図1中のビードの形状・寸法を示す概略斜視図である。
【発明を実施するための形態】
【0021】
溶融亜鉛めっき系鋼板を製造する際、鋼板に溶融亜鉛めっきを施した後に、通常、材質確保のために調質圧延が施される。プレス等の加工を施されるGIでは、調質圧延は、ダルロールを用いた調質圧延であった。これは、めっき後合金化処理を行わないGIはめっき表面が平滑で、プレス時の潤滑油の保持性が悪く、成形性に劣るために、ダルロールで表面に凹凸を形成させて、潤滑油の保持性を向上させるためである。
【0022】
この調質圧延でダルロールとの接触によりGIの平滑なめっき面に凹凸形状が付与され、調質圧延ロールと接触した部位が凹部となる。めっき後合金化処理を行うGAも、合金化処理を行った後ダルロールによる調質圧延が施されるが、合金化処理により表面に深さ数μmの凹凸が生じており、ダルロールと接触するのは主に凸部となる。溶融亜鉛系めっき鋼板表面の凸部は、プレス成形時に金型が直接接触する部分であるため、金型との凝着を防止する硬質かつ高融点の物質が存在することが、摺動特性の向上に重要である。この点では、めっき表層に酸化物層を存在させることは、酸化物層が金型との凝着を防止するため、摺動特性の向上に有効である。
【0023】
また、実際のプレス成形時には、めっき表層の酸化物は摩耗し、削り取られるため、金型と被加工材の接触面積が大きい場合は、めっき表面に十分に厚い酸化物層が高い被覆率で存在していることが必要である。
【0024】
溶融亜鉛系めっき鋼板のめっき表層には薄い連続的なAl酸化物層が形成されているが、この薄いAl酸化物は良好な摺動性を得るためには十分と言えず更に厚い酸化物層を形成しなければならない。
【0025】
鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗することでめっき表面に亜鉛系酸化物層を形成することができる。
【0026】
溶融亜鉛系めっき鋼板のめっき表層のAl酸化物層は酸性溶液で比較的安定であり、前記した酸性溶液に接触させる処理の際に亜鉛の溶解反応を阻害するため、Al酸化物が存在する部分に亜鉛系酸化物を生成させることが難しい。GIは、めっき表層のAl酸化物の濃度が高いことから、この問題がより顕著になる。従って、亜鉛系酸化物を生成させるには、酸性溶液に接触させる前にAl系酸化物層を除去しておく必要がある。
【0027】
溶融亜鉛系めっき鋼板を製造する際に調質圧延が施されるが、その際、圧延ロールが接触した部分のめっき表面のAl酸化物層が物理的に除去される。これまでは、ダルロールを用いた調質圧延が施され、ダルロールはRaで数μmの表面粗さの凹凸を有するため、ロール表面の凸部が主に鋼板表面に接触する。その結果、溶融亜鉛系めっき鋼板は、ダルロールとの接触部のみ表面が活性化され、接触部以外は表面が活性化されない。
【0028】
GIの場合、ロール表面の凸部が接触した部分は、周囲と比較すると凹部として存在し、ロール表面の凸部が接触しなかった部分は周囲と比較すると凸部として存在する。従って、従来のダルロールを用いた調質圧延では、酸性溶液に接触させたときに、表面が活性化された凹部のみに亜鉛系酸化物が生成し、表面が活性化されていない凸部は亜鉛系酸化物の生成が抑制される。プレス成形時に実際にプレス金型と接触するのは、めっき鋼板の凸部が主体で、亜鉛系酸化物層が形成された凹部でないため、凹部に亜鉛系酸化物層を形成してもプレス成形性の改善効果は少なく、不十分であった。
【0029】
GAの場合はめっき皮膜が、GIのη層とは異なり、δ1主体であるため、めっき皮膜が硬質であり、従来のダルロールを用いた調質圧延でもロール表面の凸部はめっき表面の凸部に接触する割合が多く、接触により表面の活性化はある程度行われるが、アルカリ処理を行う場合に比べると活性化の程度は弱く、酸化膜の膜厚は薄くなる。
【0030】
本発明は、調質圧延は、ダルロールを用いた圧延とブライトロールを用いた圧延の両方を行うことが特徴である。
【0031】
GIの場合、ダルロールを用いた調質圧延では、圧延によって凹凸形状が付与されためっき鋼板の凹部はAl酸化物が除去されて活性化されているが、凹部以外の凸部はAl酸化物が除去されないことから活性化されていない。次にブライトロールを用いて圧延すると、めっき表面の凸部がブライトロールのロール表面と接触してAl酸化物が物理的に除去される。その結果、めっき鋼板表面の凹凸形状のほぼ全ての表面でAl酸化物層が除去されて、活性化される。その後酸性溶液に接触させることで、めっき表面に、高い被覆面積率で厚い亜鉛系酸化物層を形成することが可能になる。
【0032】
GAの場合、ダルロ−ルに加えてブライトロールを用いた圧延を行うと、ダルロールのみの場合に比較してAl酸化物の除去量が増えて表面がより活性化される。
【0033】
以下、本発明について詳しく説明する。
【0034】
本発明では、鋼板に溶融亜鉛めっきを施し、又は溶融亜鉛めっき後さらに合金化処理を施し、その後調質圧延を施す。溶融亜鉛めっき、合金化処理は常法でよい。
【0035】
調質圧延は、Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する圧延(ダル圧延)と、Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する圧延(ブライト圧延)を行う。ダル圧延後ブライト圧延を行ってもよいし、ブライト圧延後ダル圧延を行ってもよい。ダル圧延とブライト圧延の両方を行うことによって、めっき鋼板表面のほぼ全ての表面のAl酸化物層を、所望の亜鉛系酸化物層を形成することが可能になる程度に除去できる。
【0036】
ダル圧延のダルロールのRaを2.0μm以上に規定したのは、Raが2.0μm未満になると、調質圧延後の溶融亜鉛系めっき鋼板のRaが小さくなり、鋼板コイルをハンドリングする際に溶融亜鉛系めっき鋼板同士の摩擦係数が低下し、コイルつぶれなどが懸念されハンドリング性が著しく低下するのためである。Raの上限は規定しないが、塗装後の鮮鋭性の点から5μm以下が好ましい。ダル圧延の圧下率を5%以下に規定したのは、圧下率が5%超になると鋼板の伸びが低下しプレス加工性に悪影響を及ぼすためである。下限は規定しないが、降伏点伸びを消滅させるため0.1%以上が好ましい。
【0037】
ブライト圧延のブライトロールのRaを0.1μm以下に規定したのは、ダル圧延後ブライト圧延する場合は、ブライトロールのRaが0.1μm超になるとダル圧延でダルロールと接触しなかった部分が、次のブライト圧延時にブライトロールと接触する部分の面積率が低下し、ブライト圧延後ダル圧延する場合は、ブライトロールのRaが0.1μm超になると、ブライト圧延時ブライトロールと接触しなかった部分が、次のダル圧延時にダルロールと接触する部分の面積率が低下し、Al酸化物を除去する作用が低下するためである。Raの下限は規定しないが、圧延ロールの加工コストから0.01μm以上が好ましい。ブライト圧延の圧下率を3%以下に規定したのは、圧下率が3%超になると鋼板の伸びが低下しプレス加工性に悪影響を及ぼすためである。下限は規定しないが、降伏点伸びを消滅させるため0.1%以上が好ましい。
【0038】
なお、Raは、JIS B0601−1994年の中心線平均粗さRaである。
【0039】
溶融亜鉛系めっき鋼板を、調質圧延後、pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後水洗乾燥することによりめっき表面に亜鉛系酸化物層を形成する。酸性溶液がpH緩衝作用を持つ溶液であると、めっき表面平坦部に摺動特性に優れる亜鉛系酸化物層を安定して形成することができる。
【0040】
この亜鉛系酸化物層形成メカニズムについては明確ではないが、次のように考えることができる。溶融亜鉛系めっき鋼板を酸性溶液に接触させると、鋼板側からは亜鉛の溶解が生じる。この亜鉛の溶解は、同時に水素発生反応を生じるため、亜鉛の溶解が進行すると、溶液中の水素イオン濃度が減少し、その結果溶液のpHが上昇し、溶融亜鉛系めっき鋼板表面に亜鉛を主体とする酸化物層を形成すると考えられる。pH緩衝作用を持たない酸性溶液を使用すると、溶液のpHが瞬時に上昇し、酸化物層の形成に十分な亜鉛の溶解が得られず、その結果、摺動性の向上に十分な亜鉛系酸化物層が生成しない。これに対して、pH緩衝作用を有する酸性溶液を使用すると、亜鉛が溶解し、水素発生反応が生じても、溶液のpH上昇が緩やかであるため、さらに亜鉛の溶解が進行し、結果的に、摺動性の向上に十分な亜鉛系酸化物が生成する。
【0041】
酸性溶液のpHが低すぎると、亜鉛の溶解は促進されるが、酸化物が生成しにくくなるため、pHは1.0以上であることが望ましい。一方、pHが高すぎると亜鉛溶解の反応速度が低くなるため、液のpHは5.0以下であることが望ましい。
【0042】
pH緩衝作用を有する酸性溶液は、pHが2.0〜5.0の領域においてpH緩衝作用を有するものが好ましい。これは、前記pH範囲でpH緩衝作用を有する酸性溶液を使用すると、酸性溶液に接触後、所定時間保持することで、本発明が目的とする酸化物層を安定して得ることができるためである。
【0043】
このようなpH緩衝作用を有する酸性溶液としては、酢酸ナトリウム(CH3COONa)などの酢酸塩、フタル酸水素カリウム((KOOC)2C6H4)などのフタル酸塩、クエン酸ナトリウム(Na3C6H5O7)やクエン酸二水素カリウム(KH2C6H5O7)などのクエン酸塩、コハク酸ナトリウム(Na2C4H4O4)などのコハク酸塩、乳酸ナトリウム(NaCH3CHOHCO2)などの乳酸塩、酒石酸ナトリウム(Na2C4H4O6)などの酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を、前記各成分の含有量を5〜50g/Lの範囲で含有する水溶液を使用することができる。前記濃度が5g/L未満であると、亜鉛の溶解とともに溶液のpH上昇が比較的すばやく生じるため、摺動性の向上に十分な酸化物層を形成することができず、また50g/Lを超えると、亜鉛の溶解が促進され、酸化物層の形成に長時間を有するだけでなく、めっき層の損傷も激しく、本来の防錆鋼板としての役割も失うことが考えられるためである。
【0044】
溶融亜鉛系めっき鋼板を酸性溶液に接触させる方法には特に制限はなく、めっき鋼板を酸性溶液に浸漬する方法、めっき鋼板に酸性溶液をスプレーする方法、塗布ロールを介して酸性溶液をめっき鋼板に塗布する方法等があるが、最終的に酸性溶液が薄い液膜状で鋼板表面に存在することが望ましい。鋼板表面に存在する液膜量が少ないと、めっき表面に所望厚さの酸化物層を形成することができない。しかし、鋼板表面に存在する酸性溶液の量が多すぎると、亜鉛の溶解が生じても溶液のpHが上昇せず、次々と亜鉛の溶解が生じるのみであり、酸化物層を形成するまでに長時間を有するだけでなく、めっき層の損傷も激しく、本来の防錆鋼板としての役割も失うことが考えられるためである。この観点から、酸性溶液に接触終了時の液膜量は、1g/m2以上15g/m2以下に調整することが有効である。液膜量の調整は、絞りロール、エアワイピング等で行うことができる。接触終了は、酸性溶液に浸漬する方法の場合は「浸漬終了」、めっき鋼板に酸性溶液をスプレーする方法の場合は「スプレー終了」、塗布ロールを介して酸性溶液を塗布する方法の場合は「塗布終了」を意味する。
【0045】
また、酸洗溶液に接触終了後、水洗までの時間(水洗までの保持時間)は、1〜60秒必要である。これは、水洗までの時間が1秒未満であると、溶液のpHが上昇し亜鉛を主体とする酸化物層が形成される前に、酸性溶液が洗い流されるため、摺動性の向上効果が得られず、また60秒を超えても、酸化物層の量に変化が見られないためである。
【0046】
以上の条件を満たしていれば、溶融亜鉛系めっき鋼板表面に、効率よく安定的に亜鉛系酸化物層を形成することができる。
【0047】
調質圧延後、酸性溶液に接触させて酸化物層を形成する前に、アルカリ性溶液に接触させてもよい。調質圧延時に圧延ロールとの接触により表層のAl酸化物は破壊されているものの一部残存する場合もある。アルカリ性溶液に接触させることで、表層に残存したAl酸化物層を除去して表面をより活性化することができる。アルカリ性溶液に接触させる方法には特に制限はなく、浸漬あるいはスプレーなどで処理することができる。pHが低いと反応が遅く処理に長時間を要するため、pHは10以上であることが望ましい。上記範囲内のpHであれば溶液の種類に制限はなく、水酸化ナトリウムなどを用いることができる。
【0048】
酸性溶液が水洗、乾燥後の鋼板表面に残存すると、鋼板コイルが長期保管されたときに錆が発生しやすくなる。係る錆発生を防止する観点から、アルカリ性溶液に浸漬あるいはアルカリ性溶液をスプレーするなどの方法でアルカリ性溶液と接触させて、鋼板表面に残存している酸性溶液を中和する処理を施してもよい。アルカリ性溶液は、表面に形成された亜鉛系酸化物の溶解を防止するためpHは12以下であることが望ましい。前記pHの範囲内であれば、使用する溶液に制限はなく、水酸化ナトリウム、リン酸ナトリウムなど使用することができる。
【0049】
本発明における亜鉛系酸化物とは、金属成分として亜鉛を主体とする酸化物、水酸化物であり、鉄、Al等の金属成分を合計量として亜鉛よりも少なく含有する場合や、硫酸、硝酸、塩素等のアニオンを合計量として酸素と水酸基のモル数よりも少なく含有する場合も本発明の亜鉛系酸化物に含まれる。なお、亜鉛系酸化物層に酸性溶液のpH調整に使用する硫酸イオンなどのアニオン成分が亜鉛系酸化物層が含有される場合もあるが、硫酸イオンなどのアニオン成分や、pH緩衝作用を有する酸性溶液中に含まれるS、N、P、B、Cl、Na、Mn、Ca、Mg、Ba、Sr、Siなどの不純物、S、N、P、B、Cl、Na、Mn、Ca、Mg、Ba、Sr、Si、O、Cからなる化合物は、本発明の効果が損なわれない限り亜鉛系酸化物中に含有されても支障はない。
【0050】
めっき表層における酸化物層の厚さを10nm以上とすることにより、良好な摺動性を示す溶融亜鉛系めっき鋼板が得られるが、酸化物層の厚さを20nm以上、より好ましくは30nm以上とするとより効果的である。これは、金型と被加工物の接触面積が大きくなるプレス成形加工において、表層の酸化物層が摩耗した場合でも残存し、摺動性の低下を招くことがないためである。一方、酸化物層の厚さの上限は特に設けないが、200nmを超えると表面の反応性が低下し、亜鉛系酸化物皮膜の生成量が低下するため、200nm以下とするのが望ましい。
【0051】
本発明の溶融亜鉛系めっき鋼板を製造する際は、めっき浴中にAlが添加されていることが必要であるが、Al以外の添加元素成分は特に限定されない。すなわち、Alの他に、Pb、Sb、Si、Sn、Mg、Mn、Ni、Ti、Li、Cuなどが少量含有または添加されていても、亜鉛系酸化物が生成される場合には本発明の効果が損なわれるものではない。
【実施例】
【0052】
次に、本発明を実施例により更に詳細に説明する。
【0053】
冷間圧延後焼鈍した板厚0.7mmの鋼板上に、常法により、溶融亜鉛めっきを施し、又は溶融亜鉛めっき後合金化処理を施し、次に調質圧延を施した。亜鉛めっき量は片面あたり45g/m2に調整し、合金化処理後のめっき皮膜のFe含有率は10質量%に調整した。調質圧延は、ダルロールを用いたダル圧延、ブライトロールを用いたブライト圧延のいずれか一方又は両方を行った。調質圧延後、酸性溶液槽で、酢酸ナトリウム30g/Lを含有し、50℃、pH2.0の酸性溶液に浸漬して引き上げた後、酸性溶液槽出側の絞りロールで鋼板表面に付着させる液膜量を調整した。液膜量は、絞りロールの圧力を変化させることで、調整した。液膜量調整後、1〜60秒放置(保持)した後、50℃の温水を鋼板にスプレーして洗浄し、ドライヤで乾燥し、めっき表面に亜鉛系酸化物層を形成した。一部は、液膜量調整後所定時間放置(保持)した後、pH10、温度50℃のアルカリ性溶液(水酸化ナトリウム水溶液)をスプレーして鋼板表面に残存している酸性溶液の中和処理を行い、その後50℃の温水を鋼板にスプレーした。また一部は、調質圧延のみを行い、調質圧延後、酸性溶液への接触による酸化物形成処理を行わなかった。
【0054】
前記で作成した溶融亜鉛系めっき鋼板のめっき表層の酸化物層膜厚、酸化物生成面積率、プレス成形時の摺動特性、ハンドリング性を調査した。また、プレス成形時の摺動特性は、摩擦係数、型カジリ性によって評価した
酸化物層の厚さ測定方法、酸化物生成面積率の測定方法、摺動特性、ハンドリング性の評価方法は以下の通りである。
【0055】
[1]酸化物層の厚さの測定
酸化物層の厚さの測定には蛍光X線分析装置を使用した。測定時の管球の電圧および電流は30kVおよび100mAとし、分光結晶はTAPに設定してO−Kα線を検出した。O−Kα線の測定に際しては、そのピーク位置に加えてバックグラウンド位置での強度も測定し、O−Kα線の正味の強度が算出できるようにした。なお、ピーク位置およびバックグラウンド位置での積分時間は、それぞれ20秒とした。また、適当な大きさに劈開した膜厚96nm、54nmおよび24nmの酸化シリコン皮膜を形成したシリコンウエハーも同時に測定し、測定したO−Kα線の強度と酸化シリコン膜厚から、亜鉛系酸化物層の厚さを算出した。
【0056】
[2]酸化物生成面積率の測定
極低加速SEMで表面を35μm×45μmの視野を任意の10点観察し、得られたSEM像の酸化物が生成している部分と、生成していない部分の明度差から酸化物が生成している部分の面積率を測定し、その平均値を酸化物生成面積率とした。
【0057】
[3]摩擦係数の測定方法
プレス成形性を評価するために、各供試材の摩擦係数を以下のようにして測定した。
図1は、摩擦係数測定装置を示す概略正面図である。同図に示すように、供試材から採取した摩擦係数測定用試料1が試料台2に固定され、試料台2は、水平移動可能なスライドテーブル3の上面に固定されている。スライドテーブル3の下面には、これに接したローラ4を有する上下動可能なスライドテーブル支持台5が設けられ、これを押上げることにより、ビード6による摩擦係数測定用試料1への押付荷重Nを測定するための第1ロードセル7が、スライドテーブル支持台5に取付けられている。上記押付力を作用させた状態でスライドテーブル3を水平方向へ移動させるための摺動抵抗力Fを測定するための第2ロードセル8が、スライドテーブル3の一方の端部に取付けられている。なお、潤滑油として、スギムラ化学工業(株)製の防錆洗浄油(プレトンR352L、プレトンは登録商標)を試料1の表面に塗布して試験を行った。
【0058】
図2、図3は使用したビードの形状・寸法を示す概略斜視図である。ビード6の下面が試料1の表面に押し付けられた状態で摺動する。図2に示すビード6の形状は幅10mm、試料の摺動方向長さ12mm、摺動方向両端の下部は曲率半径4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ3mmの平面を有する。図3に示すビード6の形状は幅10mm、試料の摺動方向長さ69mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ60mmの平面を有する。
【0059】
摩擦係数の測定は以下に示す2条件で行った。
[条件1]
図2に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):100cm/minとした。
[条件2]
図3に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):20cm/minとした。
供試材とビードとの間の摩擦係数μは、式:μ=F/Nで算出した。
【0060】
[4]型カジリ性の評価方法
GIは、摺動距離が長い部位において金型へめっきが付着し摺動抵抗が増加する型かじりが問題となる。そこで、GIについて、図1に示した摩擦係数測定装置を用いて、摩擦係数の測定とは別に、摺動試験を50回繰り返し実施し、摩擦係数が0.01以上増加したときの繰り返し数を調査し、この繰り返し数を型かじり発生の限界繰り返し数として、型カジリ性を評価した。ここで、50回繰り返し摺動試験を実施しても0.01以上の摩擦係数の増加が認められない場合には、50回以上とした。試験条件は上記[3]摩擦係数の測定方法と同様に上記の条件1および条件2で実施した。
【0061】
[5]ハンドリング性の評価方法
コイルのハンドリング性をシミュレートするための評価方法として、引張り試験機にロードセルにより一定の押し付け荷重を負荷したビードで供試材を挟み、引き抜き荷重を測定し摩擦係数を算出した。なお、このとき供試材と同一のサンプルをビードに貼り付け、供試材と供試材が接触する部分の摩擦係数を測定した。30mm(幅)×35mm(長さ)の形状のビードを用いて、接触面圧を0.5MPaに設定し、50mm/minの速度で引き抜いた。過去の知見から、摩擦係数が0.08以上であれば、コイルのハンドリング性に問題がないことが知られているので、摩擦係数が0.08未満を×(不良)、0.08以上を○(良好)と判定した。
【0062】
以上より得られた結果を条件と併せて表1、表2に示す。
【0063】
【表1】
【0064】
【表2】
【0065】
表1、表2から下記事項が明らかである。
【0066】
(1)GI:No.1〜31
調質圧延を、ダルロールによる圧延とブライトロールによる圧延を本発明法で行った後、酸性溶液と接触させて酸化物形成処理を行った本発明例は、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方だけを行いその後酸化物形成処理を行わなかった比較例、ダルロールによる圧延とブライトロールによる圧延を、いずれか一方が本発明範囲を外れる条件で行った後、酸性溶液と接触させて酸化物形成処理を行った比較例、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方を行った後、酸性溶液と接触させて酸化物形成処理を行った比較例に比べて、酸化物生成面積率が高く、酸化物膜厚が厚く、そのため、摩擦係数が低く、型カジリ発生の限界繰り返し数が大きく、比較例に比べて、摺動特性が向上している。また、ハンドリング性の評価が良好であることから、コイルつぶれの問題もない。
【0067】
(2)GA:No.32〜51
調質圧延を、ダルロールによる圧延とブライトロールによる圧延を本発明法で行った後、酸性溶液と接触させて酸化物形成処理を行った本発明例は、酸化物生成面積率が高く、ダルロールによる圧延とブライトロールによる圧延を、いずれか一方が本発明範囲を外れる条件で行った後、酸性溶液と接触させて酸化物形成処理を行った比較例、ダルロールによる調質圧延、ブライトロールによる調質圧延のいずれか一方を行った後、酸性溶液と接触させて酸化物形成処理を行った比較例に比べて、酸化物膜厚が厚いため、摩擦係数が低い。また、ハンドリング性の評価が良好であることから、コイルつぶれの問題もない。
【産業上の利用可能性】
【0068】
本発明によれば、酸化物形成処理を施す前に、アルカリ前処理を行わなくても、摺動特性に優れた亜鉛系酸化物皮膜を安定して形成できる溶融亜鉛系めっき鋼板の製造方法を提供できる。
【符号の説明】
【0069】
1 摩擦係数測定用試料
2 試料台
3 スライドテーブル
4 ローラ
5 スライドテーブル支持台
6 ビード
7 第1ロードセル
8 第2ロードセル
9 レール
N 押付荷重
F 摺動抵抗力
【特許請求の範囲】
【請求項1】
鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に亜鉛系酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延は、
Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、
又は、
Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する、
ことを特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項2】
前記pH緩衝作用を有する酸性溶液は、酢酸塩、フタル酸塩、クエン酸塩、コハク酸塩、乳酸塩、酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を含有し、pHが1.0〜5.0の範囲にある酸性溶液であることを特徴とする請求項1に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項3】
pH緩衝作用を有する酸性溶液に接触終了時のめっき鋼板表面の液膜量を15g/m2以下にすることを特徴とする請求項1又は2に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項4】
溶融亜鉛めっきを施した後めっき層の合金化処理を行い、その後請求項1記載の調質圧延を施すことを特徴とする請求項1〜3のいずれかの項に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項1】
鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に亜鉛系酸化物層を形成する溶融亜鉛系めっき鋼板の製造方法において、調質圧延は、
Raが2.0μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、
又は、
Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2.0μm以上のダルロールを用いて圧下率5%以下で圧延する、
ことを特徴とする溶融亜鉛系めっき鋼板の製造方法。
【請求項2】
前記pH緩衝作用を有する酸性溶液は、酢酸塩、フタル酸塩、クエン酸塩、コハク酸塩、乳酸塩、酒石酸塩、ホウ酸塩、リン酸塩、硫酸塩のうちの少なくとも1種以上を含有し、pHが1.0〜5.0の範囲にある酸性溶液であることを特徴とする請求項1に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項3】
pH緩衝作用を有する酸性溶液に接触終了時のめっき鋼板表面の液膜量を15g/m2以下にすることを特徴とする請求項1又は2に記載の溶融亜鉛系めっき鋼板の製造方法。
【請求項4】
溶融亜鉛めっきを施した後めっき層の合金化処理を行い、その後請求項1記載の調質圧延を施すことを特徴とする請求項1〜3のいずれかの項に記載の溶融亜鉛系めっき鋼板の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−214030(P2011−214030A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−80878(P2010−80878)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]